Embed Size (px)
Citation preview
Bab 2
Overview of PLC’s Data Communication 2.1 Overview
Abad 20 ini ditandai dengan berubahnya fokus utama masyarakat dari pertanian, industri dan sekarang informasi. Pada era informasi ini dikenal suatu slogan “Information is King”. Hal ini berarti bahwa barangsiapa menguasai informasi, maka ia akan menguasai semua hal lain.
Informasi juga penting artinya pada sistem automasi dengan PLC, karena PLC tidak hanya menghasilkan produk/ barang, tetapi juga menghasilkan data. Umumnya inefisiensi karena data yang tidak akurat tidak dipermasalahkan. Namun jika kita dapat menggunakan data untuk memperbaiki proses, maka keuntungan perusahaan dapat meningkat dengan drastis.
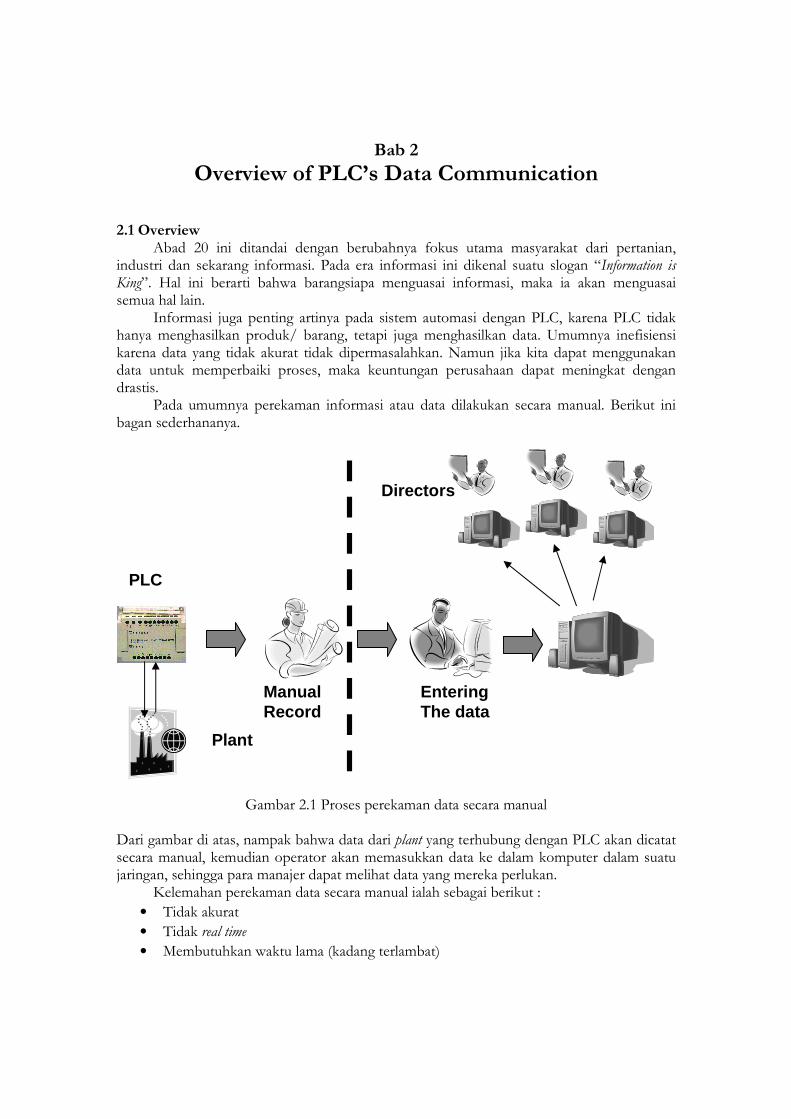
Pada umumnya perekaman informasi atau data dilakukan secara manual. Berikut ini bagan sederhananya.
Gambar 2.1 Proses perekaman data secara manual Dari gambar di atas, nampak bahwa data dari plant yang terhubung dengan PLC akan dicatat secara manual, kemudian operator akan memasukkan data ke dalam komputer dalam suatu jaringan, sehingga para manajer dapat melihat data yang mereka perlukan.
Kelemahan perekaman data secara manual ialah sebagai berikut :
• Tidak akurat
• Tidak real time
• Membutuhkan waktu lama (kadang terlambat)
Plant
PLC
Manual Record
Entering The data
Directors
• Kemungkinan kesalahan lebih besar
• Informasi yang diberikan mungkin berlebihan, tidak sesuai dengan yang diperlukan
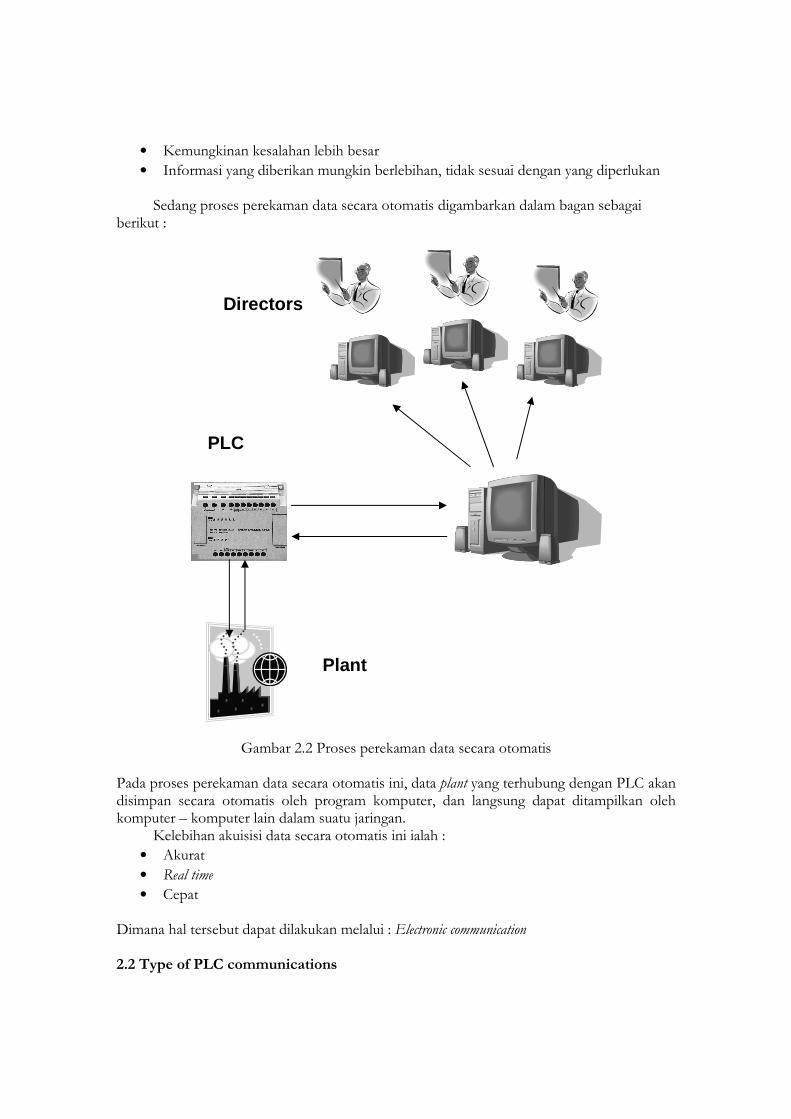
Sedang proses perekaman data secara otomatis digambarkan dalam bagan sebagai berikut :
Gambar 2.2 Proses perekaman data secara otomatis Pada proses perekaman data secara otomatis ini, data plant yang terhubung dengan PLC akan disimpan secara otomatis oleh program komputer, dan langsung dapat ditampilkan oleh komputer – komputer lain dalam suatu jaringan.
Kelebihan akuisisi data secara otomatis ini ialah :
• Akurat
• Real time
• Cepat Dimana hal tersebut dapat dilakukan melalui : Electronic communication 2.2 Type of PLC communications
Plant
PLC
Directors
Ada 2 macam cara PLC berkomunikasi yang akan dijelaskan sebagai berikut :
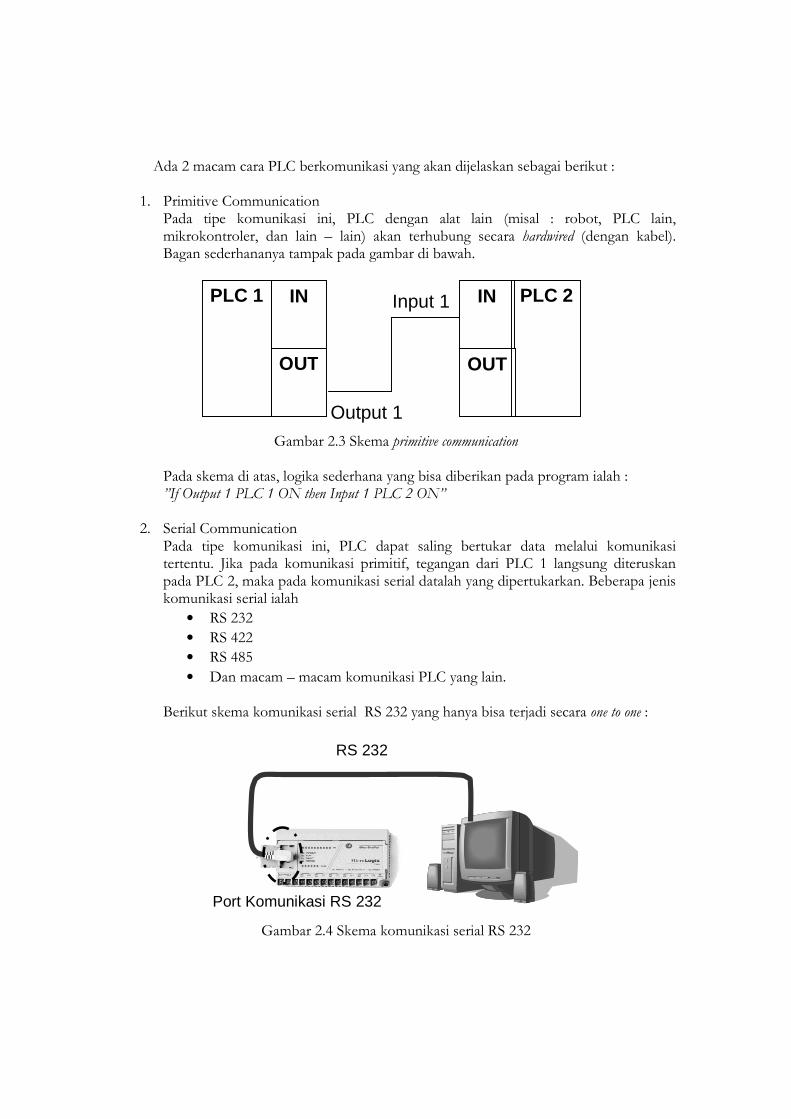
1. Primitive Communication
Pada tipe komunikasi ini, PLC dengan alat lain (misal : robot, PLC lain, mikrokontroler, dan lain – lain) akan terhubung secara hardwired (dengan kabel). Bagan sederhananya tampak pada gambar di bawah.
Gambar 2.3 Skema primitive communication
Pada skema di atas, logika sederhana yang bisa diberikan pada program ialah : ”If Output 1 PLC 1 ON then Input 1 PLC 2 ON”
2. Serial Communication Pada tipe komunikasi ini, PLC dapat saling bertukar data melalui komunikasi tertentu. Jika pada komunikasi primitif, tegangan dari PLC 1 langsung diteruskan pada PLC 2, maka pada komunikasi serial datalah yang dipertukarkan. Beberapa jenis komunikasi serial ialah
• RS 232
• RS 422
• RS 485
• Dan macam – macam komunikasi PLC yang lain.
Berikut skema komunikasi serial RS 232 yang hanya bisa terjadi secara one to one :
Gambar 2.4 Skema komunikasi serial RS 232
PLC 1 IN
OUT
PLC 2 IN
OUT
Input 1
Output 1
RS 232
Port Komunikasi RS 232
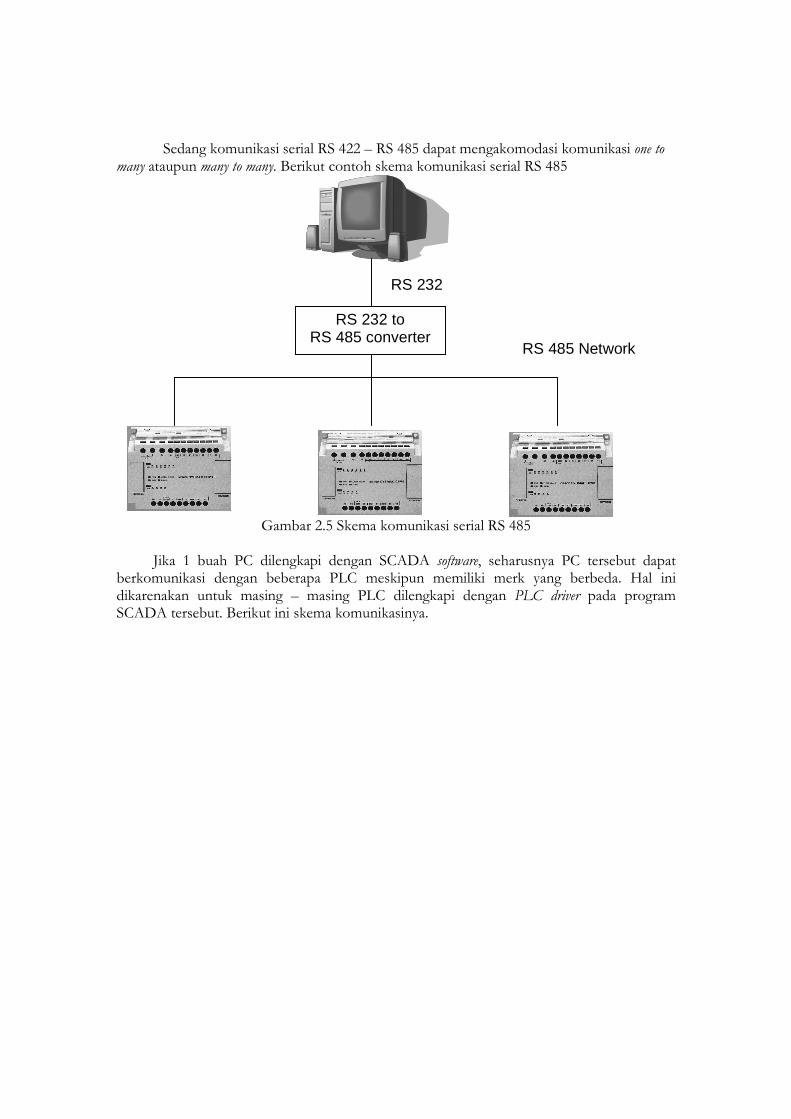
Sedang komunikasi serial RS 422 – RS 485 dapat mengakomodasi komunikasi one to many ataupun many to many. Berikut contoh skema komunikasi serial RS 485
Gambar 2.5 Skema komunikasi serial RS 485
Jika 1 buah PC dilengkapi dengan SCADA software, seharusnya PC tersebut dapat
berkomunikasi dengan beberapa PLC meskipun memiliki merk yang berbeda. Hal ini dikarenakan untuk masing – masing PLC dilengkapi dengan PLC driver pada program SCADA tersebut. Berikut ini skema komunikasinya.
RS 232 to RS 485 converter
RS 232
RS 485 Network
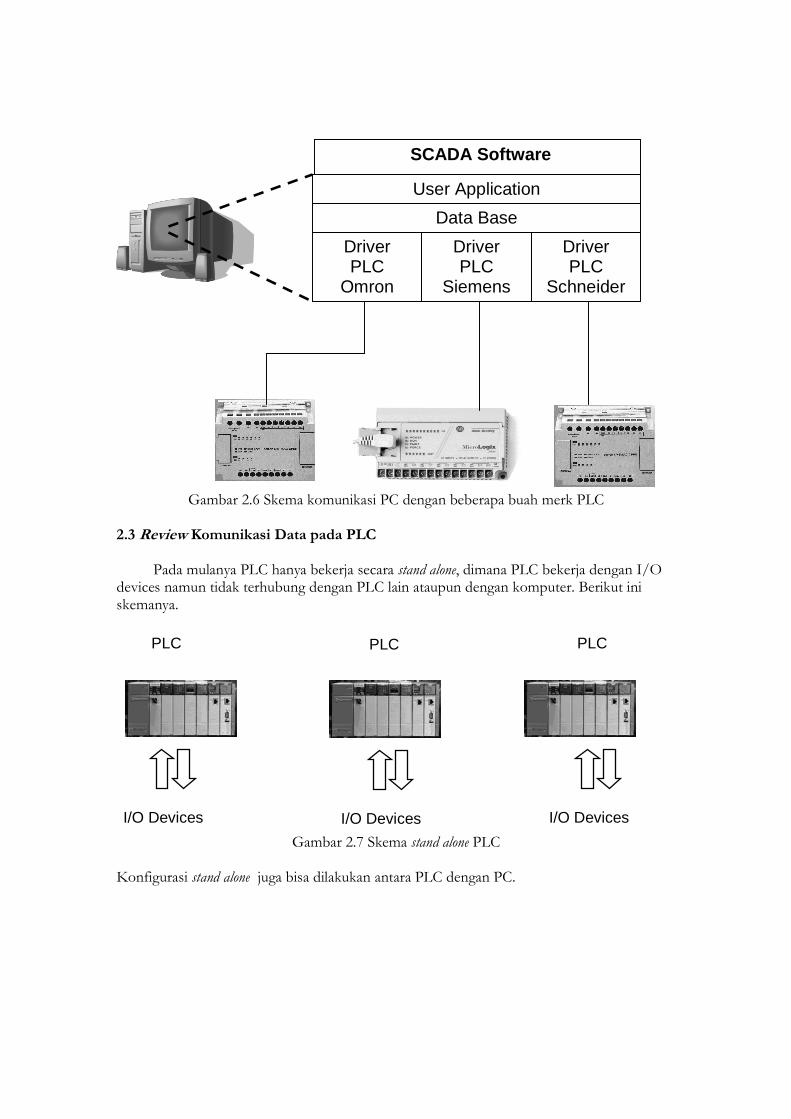
Gambar 2.6 Skema komunikasi PC dengan beberapa buah merk PLC
2.3 Review Komunikasi Data pada PLC
Pada mulanya PLC hanya bekerja secara stand alone, dimana PLC bekerja dengan I/O devices namun tidak terhubung dengan PLC lain ataupun dengan komputer. Berikut ini skemanya.
Gambar 2.7 Skema stand alone PLC
Konfigurasi stand alone juga bisa dilakukan antara PLC dengan PC.
User Application
Data Base
Driver PLC
Omron
Driver PLC
Siemens
Driver PLC
Schneider
SCADA Software
PLC
I/O Devices
PLC
I/O Devices
PLC
I/O Devices
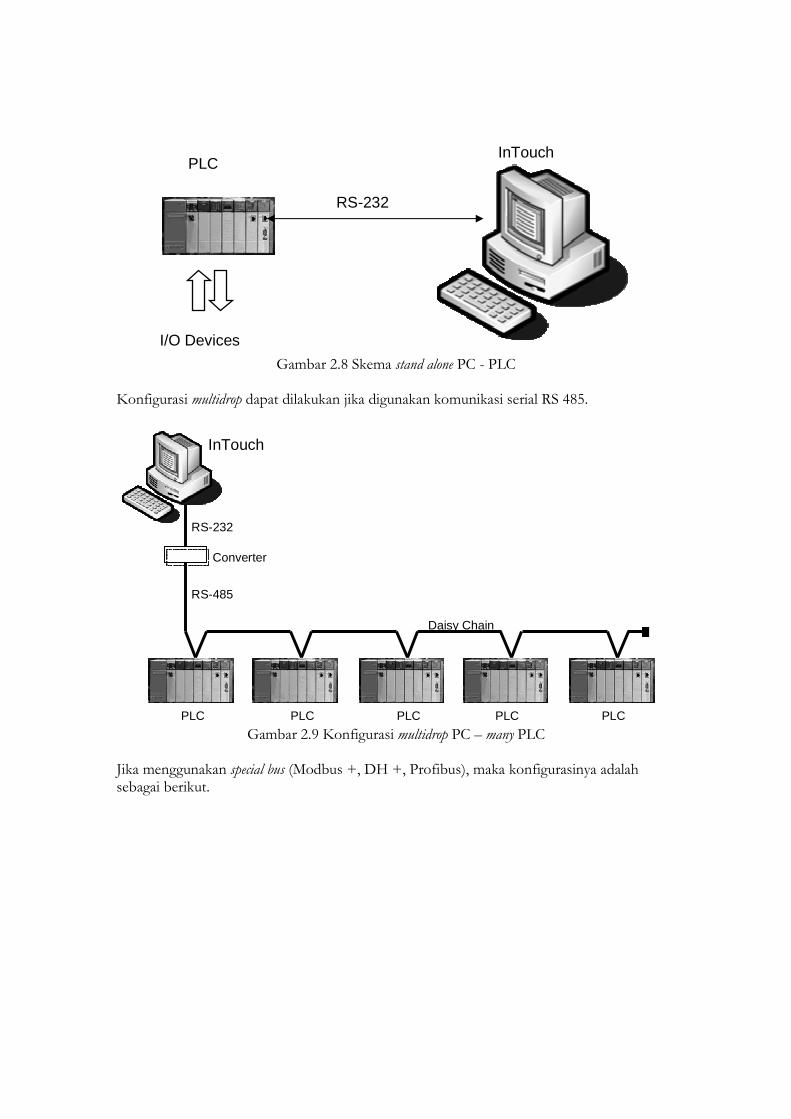
Gambar 2.8 Skema stand alone PC - PLC
Konfigurasi multidrop dapat dilakukan jika digunakan komunikasi serial RS 485.
Gambar 2.9 Konfigurasi multidrop PC – many PLC
Jika menggunakan special bus (Modbus +, DH +, Profibus), maka konfigurasinya adalah sebagai berikut.
PLC
I/O Devices
RS-232
InTouch
RS-232
RS-485
Converter
PLC PLC PLC PLC PLC
Daisy Chain
InTouch
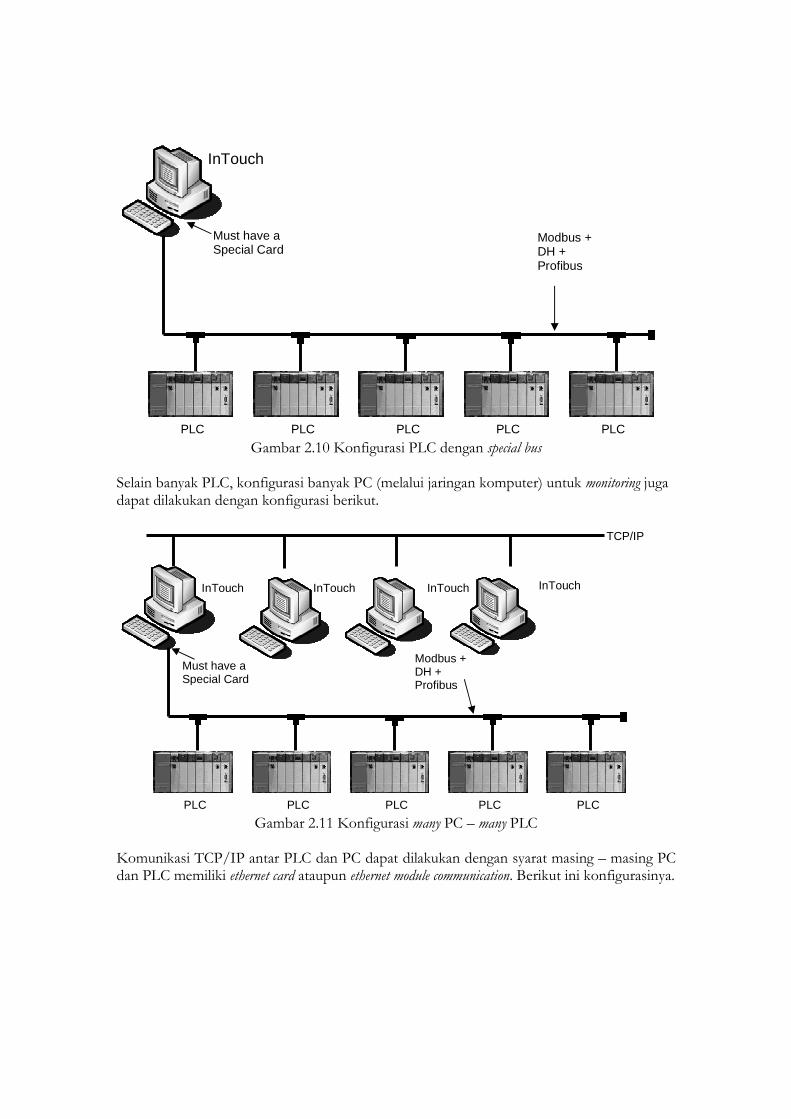
Gambar 2.10 Konfigurasi PLC dengan special bus
Selain banyak PLC, konfigurasi banyak PC (melalui jaringan komputer) untuk monitoring juga dapat dilakukan dengan konfigurasi berikut.
Gambar 2.11 Konfigurasi many PC – many PLC
Komunikasi TCP/IP antar PLC dan PC dapat dilakukan dengan syarat masing – masing PC dan PLC memiliki ethernet card ataupun ethernet module communication. Berikut ini konfigurasinya.
Must have a Special Card
PLC PLC PLC PLC PLC
Modbus + DH + Profibus
InTouch
Must have a Special Card
PLC PLC PLC PLC PLC
Modbus + DH + Profibus
TCP/IP
InTouch InTouch InTouch InTouch
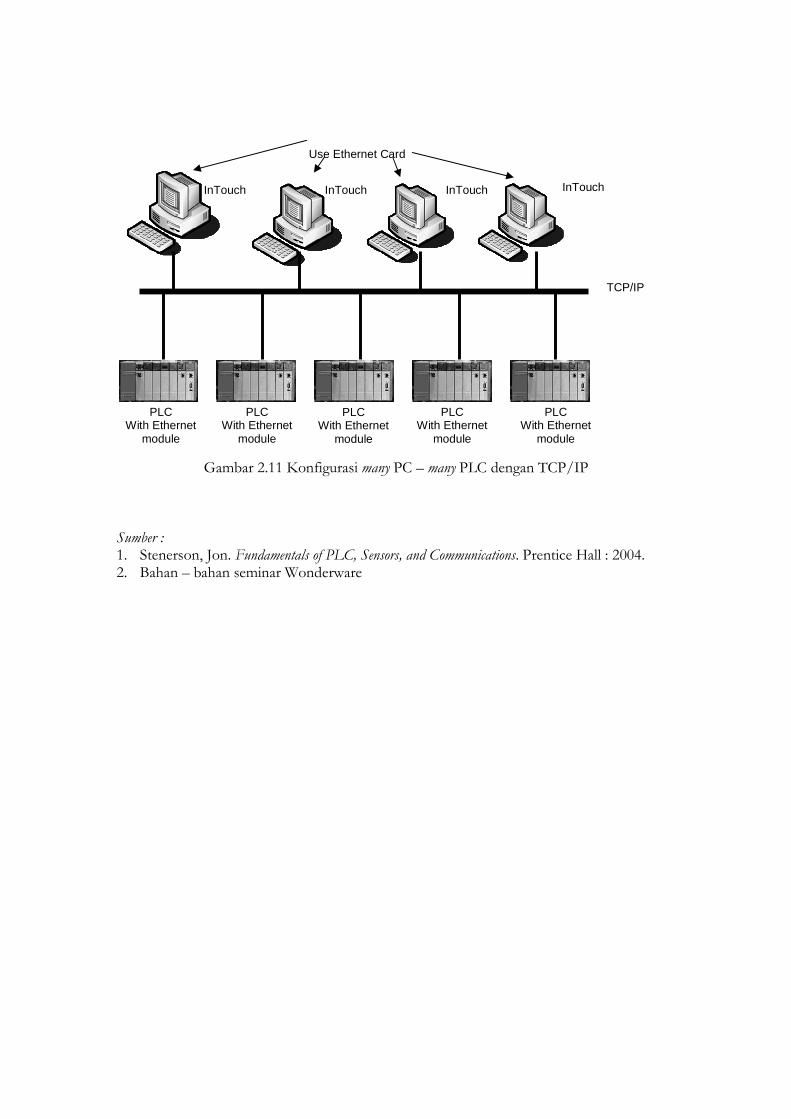
Gambar 2.11 Konfigurasi many PC – many PLC dengan TCP/IP
Sumber : 1. Stenerson, Jon. Fundamentals of PLC, Sensors, and Communications. Prentice Hall : 2004. 2. Bahan – bahan seminar Wonderware
PLC With Ethernet
module
TCP/IP
PLC With Ethernet
module
PLC With Ethernet
module
PLC With Ethernet
module
PLC With Ethernet
module
Use Ethernet Card
InTouch InTouch InTouch InTouch






![Sri Lanka Telecom PLC · Sri Lanka Telecom PLC Annual Report 2015 [ 03 ] Welcome to Sri Lanka Telecom PLC’s Annual Report 2015 This Annual Report 2015 of Sri Lanka Telecom PLC is](https://img.pdfslide.net/doc/110x75/5ec1c7bf44f9c177e824dbb3/sri-lanka-telecom-plc-sri-lanka-telecom-plc-annual-report-2015-03-welcome-to.jpg)






















