Embed Size (px)
Citation preview

90
CHAPTER 5
MULTI OBJECTIVE OPTIMIZATION IN PSO
5.1 PARTICLE SWARM OPTIMIZATION (PSO) TECHNIQUES
5.1.1 Introduction
Particle swarm optimization (PSO) is a population based stochastic
optimization technique developed by Dr. Eberhart and Dr. Kennedy (1995),
inspired by social behavior of bird flocking or fish schooling. It has been
applied successfully to wide variety of search and optimization problems. It
can be applied to any problem that can be expressed in terms of an objective
function. Similar to GAs, PSO is a population-based optimization tool. The
system is initialized with a population of random solutions and searches for
optima by updating generations. However, unlike GA, PSO has no evolution
operators such as crossover and mutation. In PSO, the solutions, called
particles, are “flown” through the problem space by following the current
optimum particles.
5.1.2 Particle swarm optimization technique
The particle swarm concept originated as a simulation of a
simplified social system. The original intent was to graphically simulate the
choreography of a flock of birds or school of fish. However, the particle
swarm model can be used as an optimizer.
PSO simulates the behavior of bird flocking. Suppose a flock of
birds are randomly searching for food in an area, only one place of food exists
in the area being searched. All the birds do not know where the food is, but
they know how far the food is in each interaction. So what is the best strategy

91
to find the food? The most objective one is to follow the bird nearest to the
food.
PSO learns from this scenario and uses it to solve optimization
problems. In PSO, each single solution is a “bird” in the search space (we call
it a “particle”). All the particles have fitness values that are evaluated by the
fitness function to be optimized and have velocities that direct the “flying” of
the particles. The particles fly through the problem space by following the
current optimum particular.
PSO is initialized with a group of random particles (solutions) and
then searches for optima by updating generations. In every integration, each
particle is updated by following two “best” values. The first one is the best
solution (fitness) it has achieved so far. The fitness value is also stored, this
value is called pbest. Another “best” value tracked by the particle swarm
optimizer is the best value and is called gbest. When a particle takes part of
the population as its topological neighbors, the best value is a local best and is
called lbest is suggested Suganthan (1999).
5.1.3 Adaptation of PSO
In PSO the initial population is randomly generated and combined.
Objective function value is computed for each particle. Then velocity of
each particle is calculated according to the following equation is presented by
Kennedy and Mendes (2003).
l * rand(x) * (pbest [i]- present[i] ) + C2 * rand (x)
* (gbest [i]- present[i] )

92
where,
v [i] : The velocity for the i th particle , represents the distance to be
traveled by this particle from the current position.
inertia weights ranges from 0.8 to 0.9 .
rand (x) is a random number between (0,1)
C1 and C2 are learning factors. C1 = C2 = 2.
Present [i]: The location of the ith particle i.e., particle position.
Pbest [i]: The best previous position of the ith particle is recorded and
represented as pbest[i]
Gbest [i]: The index of the best particle among all the particles in the
population is represented by gbest [i].
The new particle for the next iteration is generated by adding the
velocity with the present particle. This is given in the following equation.
New [i] = present [i ] + v[i]
The combined objective function (COF) value is computed for the
current particle and it is compared with present COF. If the COF value of
current particle is better than the COF of the previous one, the current article
is set as new Pbest. The procedure is carried out for the required number of
iterations to obtain the optimum value.

93
Evaluate initial particles to get
Update velocities for all the particles
Update particle position
Evaluate the updated particle to get
Print the Gbest particle
Stop criteria
End
Generate initial population
No
Yes
5.1.4 Block Diagram for Particle Swarm Optimization
Figure 5.1 Algorithm for Particle Swarm Optimization
5.1.5 Parameter Selection
Parameters selection
Number of particles
The typical range is 20-40. Actually for most of the problems, 10
particles are large enough to get good results. For some difficult or special
problems, one can use 100 or 200 particles as well.

94
Dimension of particles
It is determined by the problem to be optimized.
Range of particles
It is also determined by the problem to be optimized, one can
specify different ranges for different dimension of particles.
Vmax
It determines the maximum change one particle can take during one
iteration. Usually we set the range of the particle as the Vmax for example;
the particle
(x1, x2, x3) x1 belongs [-10,10],
then Vmax = 20.
Learning factors
C1, C2 and C3 are usually taken as 2, But in general, C1, C2 equals
to C3 and ranges from [0,4].
The stop condition
The maximum number of iterations the PSO execute and the
minimum error requirement.
5.2 MINIMUM OPERATION TIME USING PSO
In this example,
x i (L) = 50(rpm) for speed x i (U) = 3500(rpm) for speed
x i (L) = 0.01(mm/rev)for feed x i (U) = 0.4(mm/rev) for feed
x i (L) =0.3(mm) for depth of cut x i (U) = 1.5(mm) for depth of cut

95
Table 5.1 Optimized values of operation time in PSO
Iteration
(no.)
Speed
(rpm)
Feed
(mm/rev)
Depth of cut
(mm)
Op Time
(min)
1 1692.857 0.196 0.852 3.191
2 1473.81 0.245 0.7 3.175
3 1692.857 0.27 0.814 3.138
4 1254.762 0.394 0.548 3.128
5 2788.095 0.233 0.776 3.098
6 1692.857 0.381 0.51 3.098
7 1692.857 0.394 0.3 3.097
8 1747.619 0.369 0.814 3.095
9 3445.238 0.233 0.51 3.079
Table 5.1 shows the best result among all the iteration using
particle swarm optimization algorithm for minimum operation time. Table
indicates the optimum cutting parameters for each iteration and given the
optimum value for minimum operation time.
Table 5.2 Best optimum value for operation time in PSO
Speed
(m/min)
Feed
(mm/rev)
Depth of cut
(mm)
Op Time
(min)
3445.238 0.233 0.51 3.079
The resulted optimize cutting parameters from Table 5.1is
presented in the Table 5.2. It shows the optimum operation time of 3.079 min.

96
Output
Figure 5.2 Pareto front - operation time Vs iteration
The Pareto front graph of operation time and iteration is shown in
the Figure 5.2. Among 100 iterations the best solutions are obtained in 9
populations. The curve decreases gradually from 3.191 min to 3.12 min and
makes small variations thereafter and gives the optimum value at 3.079 min.
Figure 5.3 Operation time Vs Feed Vs Depth of cut

97
Figure 5.3 shows the three dimensional view of optimum operation
time, feed and depth of cut and shows the minimum operation time of 3.079
min and feed 0.233mm/rev and optimum depth of cut 0.51mm.
Figure 5.4 Speed Vs Feed Vs Depth of cut - Operation Time.
The three dimensional view of optimum cutting parameters of
speed, feed and depth of cut are indicated in Figure 5.4. It shows the optimum
value of speed 3445.238 rpm, feed 0.233 mm/rev and depth of cut 0.51 mm
for minimum operation time.
5.3 MINIMUM TOOL WEAR USING PSO
In this example,
x i (L) = 50 for speed x i(U) = 3500 for speed
x i (L) = 0.01for feed x i (U) = 0.4 for feed
x i (L) =0.3 for depth of cut x i(U) = 1.5 for depth of cut

98
Table 5.3 Optimized values of tool wear in PSO
Iteration (no.)
Speed(rpm)
Feed(mm/rev)
Depth of cut (mm)
Tool wear (µ)
1 3335.714 0.332 1.271 0.692
2 3335.714 0.295 0.967 0.691
3 3335.714 0.27 1.31 0.674
4 3007.143 0.295 1.5 0.63
5 3335.714 0.233 0.967 0.602
6 3335.714 0.233 0.967 0.547
7 1911.905 0.394 1.271 0.536
8 3335.714 0.134 1.005 0.536
9 3335.714 0.134 1.176 0.453
Table 5.3 indicates the best result among the iterations and gives
the best combination among the speed, feed and depth of cut for the minimum
tool wear.
Table 5.4 Optimal cutting parameters for minimum tool wear
Speed
(rpm)
Feed
(mm/rev)
Depth of cut
(mm)
Tool wear
(µ)
3335.714 0.134 1.176 0.453
Table 5.4 indicates minimum tool wear among all the values with
the optimized feed, speed and depth of cut and shows the optimum tool wear
is 0.453.

99
Output
Figure 5.5 Pareto front curve - tool wear Vs population
Figure 5.5 shows the Pareto front curve for tool wear and
population. Tool wear decreases gradually with the optimized speed of
3335.714 rpm, feed 0.134 mm/rev and with the depth of cut 1.176 mm and
finally minimized to 0.453 µ.
Figure 5.6 Speed Vs Feed Vs Depth of cut - Tool wear

100
Figure 5.6 indicates the three dimensional view of optimum cutting
parameters of speed, feed and depth of cut and indicates the optimum values
of speed 3335.714 rpm, feed 0.134 mm/rev and depth of cut 1.176 mm for
minimum tool wear. The graph also indicates the several situations and
facilitating the right parameters for any condition.
5.4 MINIMUM UNIT COST USING PSO
In this example,
x i (L) = 50 for speed x i (U) = 3500 for speed
x i (L) = 0.01for feed x i (U) = 0.4 for feed
x i (L) =0.3 for depth of cut x i (U) = 1.5 for depth of cut
Table 5.5 Output result of minimum production cost
Iteration
(no.)
Speed
(rpm)
Feed
(mm/rev)
Depth of cut
(mm)
Unit Cost
(Rs)
1 3445.238 0.233 0.51 2.507
2 1747.619 0.369 0.814 2.196
3 1692.857 0.394 0.3 1.953
4 2788.095 0.233 0.776 1.754
5 1692.857 0.381 0.51 1.706
6 1254.762 0.394 0.548 1.706
7 1692.857 0.27 0.814 1.678
8 1473.81 0.245 0.7 1.606
9 1692.857 0.196 0.852 1.597

101
UC (Rs)
Table 5.5 shows the best result among all the 100 iteration and
gives the best combination among the speed, feed and depth of cut for the
minimum production cost.
Table 5.6 Optimized result of production cost
Speed
(rpm)
Feed
(mm/rev)
Depth of cut
(mm)
Unit Cost
(Rs)
1692.857 0.196 0.852 1.597
Table 5.6 indicates minimum production cost among all the values
with the optimized feed, speed and depth of cut and shows the optimum
production cost is Rs.1.597.
Output
Figure 5.7 Pareto front curves for unit cost and population

102
Figure 5.7shows the Pareto front curve of unit cost and population.
Figure shows the 9 population and the cost decreases gradually up to 4
populations at the unit cost of Rs. 2.5 and again decreases with minor
variation and finally optimized at the cost Rs.1.597.
Figure 5.8 Speed Vs Feed Vs Depth of cut - Production cost.
Figure 5.8 indicates the three dimensional view of optimum cutting
parameters of speed, feed and depth of cut and indicates the optimum value of
speed 1692.857 rpm, feed 0.196 mm/rev and depth of cut 0.852 mm for
minimum production cost.
5.5 MINIMUM PRODUCTION COST & OPERATION TIME
USING PSO
In this example,
x i (L) = 50 for speed x i(U) = 3500 for speed
x i (L) = 0.01for feed x i (U) = 0.4 for feed
x i (L) =0.3 for depth of cut x i(U) = 1.5 for depth of cut

103
Table 5.7 Optimized values of production cost & operation Time in
PSO
Iteration
(no.)Speed(rpm)
Feed(mm/rev)
Depth of cut (mm)
Op Time(min)
Unit Cost (Rs)
Rank
1 3445.238 0.233 0.51 3.079 2.507 1
2 1747.619 0.369 0.814 3.095 2.196 1
3 1692.857 0.394 0.3 3.097 1.953 1
4 2788.095 0.233 0.776 3.098 1.754 1
5 1692.857 0.381 0.51 3.098 1.706 1
6 1254.762 0.394 0.548 3.128 1.706 1
7 1692.857 0.27 0.814 3.138 1.678 1
8 1473.81 0.245 0.7 3.175 1.606 1
9 1692.857 0.196 0.852 3.191 1.597 1
Table 5.7 indicates the output result between minimum operation
time and minimum production cost. Table shows the best result among all the
100 iteration and gives the best combination among the speed, feed and depth
of cut for 9 populations. All the optimized combinations are tabulated.
Table 5.8 Best optimum value for operation time & production cost
Speed
(rpm)
Feed
(mm/rev)
Depth of cut
(mm)
Op Time
(min)
Unit Cost
(Rs)
Rank
3445.238 0.233 0.51 3.079 2.507 1
Table 5.8 shows the optimized value between the operation time
and production cost with the optimal cutting parameters and shows the
minimum operation time 3.079 min and minimum production cost Rs. 2.507.

104
UC (Rs)
Output
Figure 5.9 Pareto front curve - Operation time Vs Production cost
Figure 5.9 indicates the Pareto front curve for operation time and
production cost. Graph shows the minimum operation time for 3.079min and
the production cost is Rs. 2.507. The curve also indicates the several different
situations, facilitating the choice of right parameters for any condition.
Figure 5.10 Speed, Feed and Depth of cut for operation time and
production cost
105
Figure 5.10 indicates the three dimensional view of optimum
cutting parameters of speed, feed and depth of cut and indicates the optimum
value of speed 3445.238 rpm, feed 0.233 mm/rev and depth of cut 0.51mm
for operation time and production cost.
Figure 5.11 Iteration Vs Operation time Vs Production cost
Figure 5.11 shows the three dimensional view of iteration,
production cost and operation time. It indicates the best solution among all the
iteration and gives the best combination.
5.6 MINIMUM OPERATION TIME & TOOL WEAR USING
PSO
In this example,
x i (L) = 50 for speed x i(U) = 3500 for speed
x i (L) = 0.01for feed x i (U) = 0.4 for feed
x i (L) =0.3 for depth of cut x i(U) = 1.5 for depth of cut

106
Table 5.9 Optimized values for production time & tool wear in PSO
Iteration
(no.)
Speed
(rpm)
Feed
(mm/rev)
Depth of cut
(mm)
Op Time
(min)
Tool wear
(µ) Rank
1 3335.714 0.332 1.271 3.057 0.692 1
2 3335.714 0.295 0.967 3.064 0.691 1
3 3335.714 0.27 1.31 3.07 0.674 1
4 3007.143 0.295 1.5 3.071 0.63 1
5 3335.714 0.233 0.967 3.081 0.602 1
6 3335.714 0.233 0.967 3.081 0.547 1
7 1911.905 0.394 1.271 3.084 0.536 1
8 3335.714 0.134 1.005 3.142 0.536 1
9 3335.714 0.134 1.176 3.142 0.453 1
Table 5.9 indicates the output result of minimum operation time
and minimum tool wear. Table show the best result among all the iteration
and show the best population. It gives the best combination among the cutting
parameters.
Table 5.10 Best Optimum value - Operation time & Tool wear
Speed(rpm)
Feed(mm/rev)
Depth of cut (mm)
Op Time (min)
Tool wear (µ) Rank
3335.714 0.332 1.271 3.057 0.692 1

107
Table 5.10 shows the optimized value between the operation time
and tool wear with the best combination of speed, feed and depth of cut.
Output
Figure 5.12 Operation time Vs Tool wear - Pareto front curve
Figure 5.12 shows the Pareto front curve for operation time and
tool wear. Figure shows clearly that the tool wear is decreased gradually in
the initial iteration and then constant in further iteration. Graph shows the
optimized operation time 3.057 min and tool wear 0.692 µ. The curve also
indicates and facilitates the choice of right parameter for any condition.

108
Figure 5.13 Speed, Feed and Depth of cut for operation time and
tool wear
Figure 5.13 indicates the three dimensional view of optimum
cutting parameters of speed, feed and depth of cut and indicates the optimum
value of speed 3335.714 rpm, feed 0.332 mm/rev and depth of cut 1.271mm
for operation time and tool wear.
Figure 5.14 Speed Vs Depth of cut Vs Tool wear

109
Figure 5.14 indicates the three dimensional view of optimum
cutting parameters of speed and depth of cut for tool wear.
Figure 5.15 Depth of cut for operation time and tool wear
Figure 5.15 indicates the optimum depth of cut for operation time
and tool wear and clearly shows that when the depth of cut increases the tool
wear also increases.
Figure 5.16 Optimum feed for operation time and tool wear

110
Figure 5.16 shows the optimum feed for operation time and tool
wear and clearly shows that when the feed increases the tool wear also
increases.
Figure 5.17 Speed for operation time and tool wear
Figure 5.17 shows the optimum cutting speed for operation time
and tool wear. The optimum cutting speed can be identified through the graph
and any selected speed can be analyzed using this graph.
5.7 MINIMUM COST & TOOL WEAR USING PSO
In this example,
x i (L) = 50 for speed x i(U) = 3500 for speed
x i (L) = 0.01for feed x i (U) = 0.4 for feed
x i (L) =0.3 for depth of cut x i(U) = 1.5 for depth of cut

111
Table 5.11 Optimized values of production cost & tool wear in PSO
Iteration
(no.)Speed (rpm)
Feed (mm/rev)
Depth of cut (mm)
Unit cost (Rs)
Tool wear (µ)
Rank
1 3445.238 0.233 0.51 2.507 0.692 1
2 1747.619 0.369 0.814 2.196 0.691 1
3 1692.857 0.394 0.3 1.953 0.674 1
4 2788.095 0.233 0.776 1.754 0.63 1
5 1692.857 0.381 0.51 1.706 0.602 1
6 1254.762 0.394 0.548 1.706 0.547 1
7 1692.857 0.27 0.814 1.678 0.536 1
8 1473.81 0.245 0.7 1.606 0.536 1
9 1692.857 0.196 0.852 1.597 0.453 1
Table 5.11 shows the output result of production cost and tool wear
for different combination of cutting parameters. It shows the best solution
among all the iterations and gives the best combination among the speed, feed
and depth of cut for 9 populations.
Table 5.12 Best Optimum value for production cost & tool wear
Speed (rpm)
Feed (mm/rev)
Depth of cut (mm)
Unit cost (Rs)
Tool wear (µ)
Rank
1692.857 0.196 0.852 1.597 0.453 1
The optimized cutting parameter resulted from the Table 5.11 is
shown in Table 5.12. It represents the optimized value for production cost and
tool wear.

112
Output
Figure 5.18 Pareto front curves - Tool wear Vs Production cost
Figure 5.18 indicates the Pareto front curve for unit cost and tool wear. It is evident that the tool wear is decreasing gradually and reach the optimum wear. The graph shows the optimum value of cost Rs.1.754 and optimum tool wear 0.63µ. It also indicates the several different combinations.
Figure 5.19 Speed, feed and depth of cut for production cost and tool
wear
UC (Rs)

113
Figure 5.19 indicates the three dimensional view of optimum
cutting parameters of speed, feed and depth of cut and indicates the optimum
value of speed 2788.095 rpm, feed 0.233 mm/rev and depth of cut 0.776 mm
for production cost and tool wear.
Figure 5.20 Optimum speed Vs production cost Vs tool wear
Figure 5.20 indicates the three dimensional view of speed, unit cost
and tool wear. It shows the optimum speed for tool wear and cost.
5.8 OPTIMUM PRODUCTION COST, OPERATION TIME AND
TOOL WEAR USING PSO
In this example,
x i (L) = 50 for speed x i (U) = 3500 for speed
x i (L) = 0.01for feed x i (U) = 0.4 for feed
x i (L) =0.3 for depth of cut x i (U) = 1.5 for depth of cut

114
Table 5.13 Optimized values of Production cost, Operation time & Tool
wear
Iteration(no.) Speed
(rpm) Feed
(mm/rev)
Depth of cut(mm)
Op Time (min)
Unit Cost(Rs)
Tool wear (µ)
Rank
1 3445.238 0.233 0.51 3.079 2.507 0.692 1
2 1747.619 0.369 0.814 3.095 2.196 0.691 1
3 1692.857 0.394 0.3 3.097 1.953 0.674 1
4 2788.095 0.233 0.776 3.098 1.754 0.63 1
5 1692.857 0.381 0.51 3.098 1.706 0.602 1
6 1254.762 0.394 0.548 3.128 1.706 0.547 1
7 1692.857 0.27 0.814 3.138 1.678 0.536 1
8 1473.81 0.245 0.7 3.175 1.606 0.536 1
9 1692.857 0.196 0.852 3.191 1.597 0.453 1
Table 5.13 shows the output result between the operation time,
production cost and tool wear. PSO implementation produces best result among
all the iterations and gives the best population. The table also indicates the
different combination of machining parameters and gives the optimum solution.
Table 5.14 Best Optimum value for operation time, tool wear and
production cost
Speed (rpm)
Feed(mm/rev)
Depth of cut (mm)
Op Time (min)
Unit Cost (Rs)
Tool wear (µ)
Rank
2788.095 0.233 0.776 3.098 1.754 0.63 1
The optimized cutting parameter resulted from the Table 5.13 is shown in
Table 5.14. It shows the minimum operation time 3.098 min and tool wear
0.63µ with the production cost Rs.1.754.
115
Output
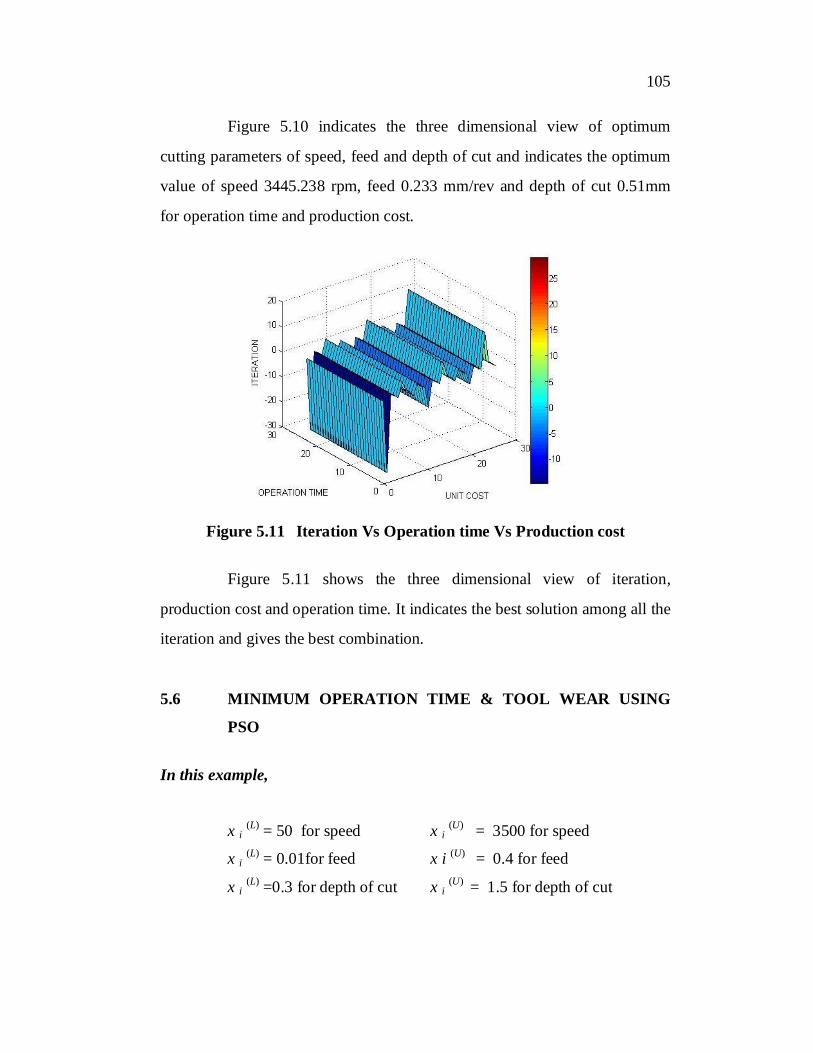
Figure 5.21 Optimum value for Operation time, Tool wear andProduction cost
Figure 5.21 shows the optimization of minimum tool wear 0.63µ,
operation time 3.098 min and production cost Rs.1.754. The graph shows
about the optimization for different situation.
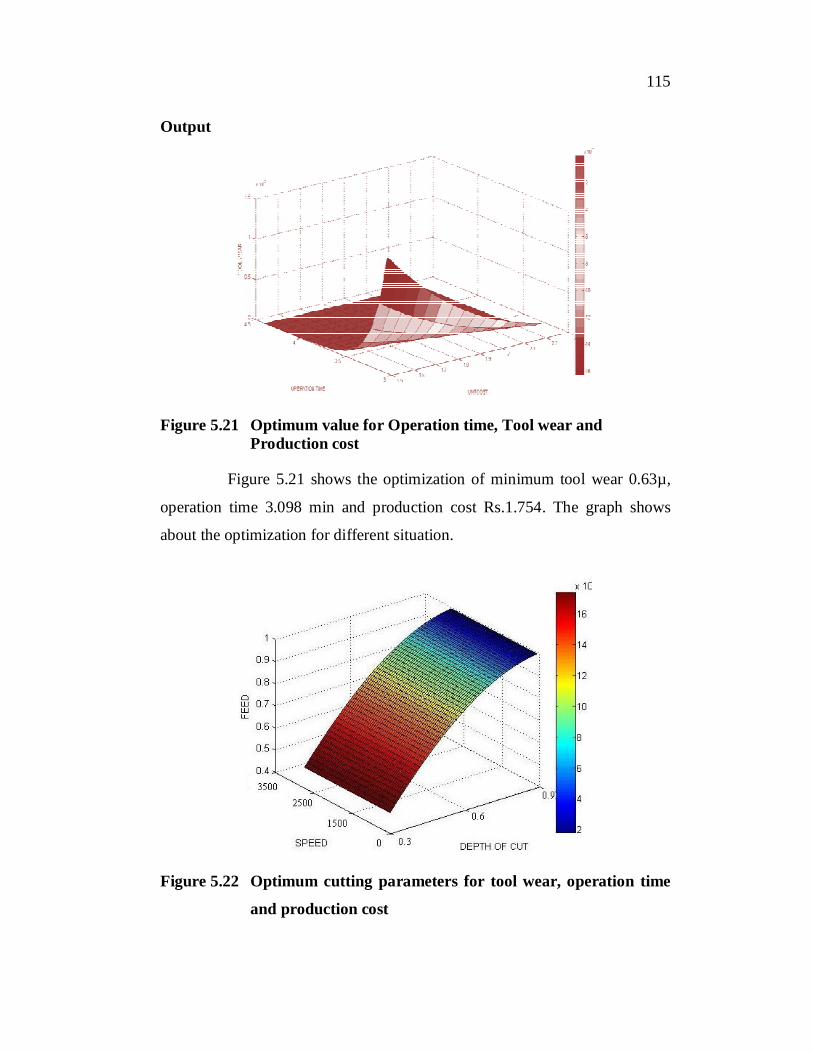
Figure 5.22 Optimum cutting parameters for tool wear, operation time
and production cost

116
Figure 5.22 shows the optimum cutting parameters for optimum
tool wear, operation time and cost. The curve facilitates the choice of right
parameter for any condition.
5.9 RESULTS AND DISCUSSION
Particle swarm optimization is an optimization technique which
will produce the best optimized results for any discrete problems. Particle
swarm optimization deals with selecting the best results by pbest and gbest
method. The partial best populations are predicted in this pbest module.
Global best solutions are carried by gbest module. The PSO techniques
carried out by 100 iteration and 9 best populations are predicted for this
problem to get the good results.
Table 5.1 indicates the best result among all the iteration. The
minimum operation time among all the iterations with the optimized feed,
speed and depth of cut and the operation time of 3.079 min are shown in
Table 5.2. The Pareto front graph of operation time and iteration is plotted in
Figure 5.2. Three dimensional view of optimum operation time, feed and
depth of cut are shown in Figure 5.3. Three dimensional views of optimum
cutting parameters of speed, feed and depth of cut for minimum operation
time is shown in Figure 5.4.
Table 5.3 indicates the best result among the iterations and gives
the best combination among the speed, feed and depth of cut for the minimum
tool wear. Table 5.4 shows the minimum tool wear of 0.453 µ among all the
values with the optimized feed, speed and depth of cut. Figure 5.5 shows the
Pareto front curve for tool wear and population. The optimum cutting
parameters of speed, feed and depth of cut for minimum tool wear are given
in Figure 5.6.

117
Table 5.5 shows the best result among all the 100 iteration and
gives the best combination among the speed, feed and depth of cut for the
minimum production cost. Table 5.6 indicates minimum production cost
among all the values with the optimized feed, speed and depth of cut and
shows the optimum production cost is Rs. 1.597. The Pareto front curve of
unit cost and population is shown in Figure 5.7. The graphical representation
of optimum cutting parameters of speed, feed and depth of cut is depicted in
Figure 5.8.
Table 5.7 indicates the output result between optimum operation
time and optimum production cost. Optimized value between the operation
time and production cost are shown in Table 5.8. Pareto front curve for
operation time and production cost is shown in Figure 5.9, the curve
facilitating the right parameter for any condition. Figure 5.10 shows the
graphical representation of optimum cutting parameters of speed, feed and
depth of cut for operation time and production cost. Figure 5.11 shows the
three dimensional view graph of Iteration Vs Objective functions such as
Operation time and Production cost.
Table 5.9 indicates the output result of minimum operation time
and minimum tool wear. The optimized value between the operation time and
tool wear is given in Table 5.10. Pareto front curve for operation time and tool
wear is shown in Figure 5.12. The optimum cutting parameters of speed, feed
and depth of cut for tool wear and operation time are shown in Figure 5.13.
The optimum speed and depth of cut for tool wear is shown in the Figure
5.14. Optimum depth of cut for operation time and tool wear is depicted in
Figure 5.15. The optimum feed for operation time and tool wear is shown in
Figure 5.16 and Figure 5.17 shows the optimum cutting speed for operation
time and tool wear.

118
Table 5.11 shows the output result of production cost and tool wear
for different combination of cutting parameters. Table 5.12 shows the
optimized value for production cost and tool wear with the optimal cutting
parameters and indicates the optimized production cost and tool wear. The
Pareto front curve for unit cost and tool wear is shown in Figure 5.18 and
Figure 5.19 indicates the speed, feed and depth of cut for production cost and
tool wear. Optimum cutting speed for tool wear and production cost are given
in Figure 5.20.
Table 5.13 indicates the output result between the operation time,
production cost and tool wear. Table 5.14 shows the optimized cutting
parameters for operation time, production cost and tool wear. Table shows the
minimum operation time 3.098 min and tool wear 0.63µ with the production
cost Rs.1.754. Figure 5.21 indicates the graphical representation of multi
objective optimization with minimum tool wear, operation time and
production cost. The graph shows the clear information about the
optimization for different situation. Figure 5.22 shows the optimum cutting
parameters for optimum tool wear, operation time and cost.