Embed Size (px)
Citation preview

Collaboration Update
Ronnie MedlockHigh Steel Structures
Chair, Collaboration Main Committee25 June 2019


Operations
• Meetings
– 8-10 October 2018, Austin
– 23–25 April 2019, Pittsburgh
– Fall 2019
• Week of 21 October
• Savannah

Noted Task Group Work
• Bolting qualification
• TG9 on bearings starting up, Mike Culmo, CME Associates, chair
• Re-energize TG14 on rehabilitation, Kyle Smith, Greenman-Peterson, chair
• Joint TG15/TG1 task group on designer-to-fabricator exchange

5
Design Drawings
Shop Drawings
CNC programs- cutting, drilling, punching, marking
Detailing software
Shop Floor
Design Software
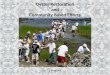
Joint TG15/TG1 task group on designer-to-fabricator data exchange
-Automated extraction of data to input into software
Exported/Imported file
Not 3D model-Just need the data from a digital file

Standard
Updates
• G4.1 Steel Bridge Fabrication QC/QA Guide
• G13.1 Steel Girder Bridge Analysis
• S10.1 Shop Drawing Review
Postponed
• S8.3 Galvanizing Specification
• G1.1 Shop Drawing Review Guide

G4.1
• Purpose: guidance for quality inspection and verification practices

G4.1 QC/QA Guide Document
• Update
• Change from “S4.1” to “G4.1”– Now guidance and not spec language
• Overhaul
• Compliments the AISC certification program and the Bridge Welding Code – AISC certification program changes
• Recommendations for best quality practices for owner and fabricators, including how they work together

• Section 1 – Introduction• Section 2 – Definitions• Section 3 – Plant Certifications• Section 4 – Reference Documents & Personnel Certifications• Section 5 – Management Responsibilities• Section 6 – Fabricator Contract Documentation Review and
Communication• Section 7 – Shop Detailing – refers to other documents. • Section 8 – Fabricator Document and Data Control• Section 9 – Fabricator Control of Quality Records• Section 10 – Fabricator Purchasing
G4.1 QC/QA Guide Document

• Section 11 – Material Identification by Fabricator
• Section 12 – Fabrication Process Control
• Section 13 – Inspection and Testing
• Section 14 – Fabricator’s Calibration and Verification of Inspection Measuring and Testing Equipment
• Section 15 – Control of Non-conformances
• Section 16 – Corrective Action
• Section 17 – Handling, Storage and Delivery
• Section 18 – Fabricator Training
• Section 19 – Audits
G4.1 QC/QA Guide Document

• Update
• DeannaiNevling, chair

G13.1 Girder Bridge Analysis



• Update
• Jason Stith, outgoing chair; Brian Witte, incoming chair


AASHTO/NSBA Collaboration S10.1 Update
• Most of the substitutive changes were in the appendices– All new and updated example erection plans.– Added document reference citation appendix.– Updated appendices related to bolting for change in ASTM going to F3125
specifications.
• Update to bolting specification references and language after ASTM change to F3125 specification.
• Additional commentary on snug-tight condition and contact of faying surfaces of thick plates.
• Clarified falsework and temporary support purpose and requirements.• Update to format to be more consistent with other AASHTO Specifications
– Consistent labeling of commentary.– Consistent citation of reference documents.
• Other miscellaneous grammatical cleanup.

S8.3 - Hot Dip Galvanizing Specification

Hot-Dip Galvanizing Specification
• Consistency and best practices in galvanizing
• Coordination
• Surface prep – markings, weld cleaning
• Drainage details
• Coating min and max
• Cross frames
• Faying surfaces for slip critical connections
• Tubular products (vents, etc.)

• Distortion• Materials
– no weathering (Cu effect), no Q&T– Prefer “Galvanizer Friendly” (non-reactive) steel” –
blast if reactive or chemistry is not known
• Weld consumables – max of 1% Si, 2.7% Mn• Final condition – faying surface, human contact,
special surface requirements• Duplex coatings (liquid for now)• Qualification – QMS – management, records,
process controls, inspection
Hot-Dip Galvanizing Specification