Embed Size (px)
Citation preview

AIRCRAFT BUILDING
COMPOSITE CONSTRUCTIONBONDING
BY RON ALEXANDER
During this series on composite con-struction, I am attempting to convey topotential builders the very basic knowl-edge necessary to construct a compositeairplane. Composite building is not dif-ficult. It simply requires a fundamentalknowledge of the basics. When you un-dertake the bui lding of a compositeaircraft, the plans or assembly manualwill guide you through the process. Thebasic skills needed for this type of con-struction consist of 2 primary items:knowledge of how to do a basic layupand knowledge of how to bond piecesof material together. Building a com-posite airplane from a kit is similar tobuilding a model airplane. You glue thepieces together. Now, obviously the glu-ing procedure for an aircraft is muchmore critical and sophisticated thanwith a model, but the basic principlesare very similar.
To review the material previouslypresented in the two preceding issues, Idiscussed the primary elements of acomposite structure: core materials, re-
inforcement materials, and resin sys-tems. Workshop space and tools neededwere presented along with how to workwith all of the basic materials. Varioustypes of fillers were discussed and howto use them. The June article presentedsafety issues and outlined how to do abasic layup using fiberglass and resin.The proper inspection of a completedlaminate was also given. We will nowpick up at the next step of our layup —application of peel ply.
PEEL PLY
Peel ply is a polyester or nylon clothmaterial applied to the completed lam-inate while the resin is still wet. Thiscloth will not adhere to the layup thusallowing it to be peeled off at a latertime, hence the words "peel ply". Theapplication of peel ply is suggestedwhen you are going to complete an-other laminate at a later time. If youare immediately going to apply an-other layer of cloth this step is not
necessary. Peel ply provides an addedbenefit of absorbing excess resin fromthe composite skins.
Assuming you are going to applyanother laminate later, or you are com-pleting the final laminate, you wil lwant to place peel ply onto the com-pleted surface. Cut the peel ply to theproper size and lay it over the laminatewhile the resin is still wet. One layer ofpeel ply is all you wil l need. Use asqueegee and a brush to work the resinup through the peel ply. You may haveto add a small amount of resin to getthe peel ply to bond adequately to thelaminate and to completely impregnatethe peel ply and thus fi l l the weave.After ensuring the peel ply is saturatedonto the layup, set the piece aside tocure. After the resin has cured youmust then remove the peel ply. This isvery important! Failure to remove peelply will result in an unsafe bond of thenext layer of reinforcement material.(Note that a number of kit manufactur-ers will ship pre-molded parts that still
n
Fillet
n
Figure 1
TRIMMED PARTS
SINGLE Joccie
EXTERIOR SURFACE
REINFORCED OVERLAPPING JOINTSMICRO
/*
2 PLY BuiLD-ur LAYBR
INTERIOR SURFA< F / "" l E*i i HLLIDER L*YLr/
STRUCTURAL ADHESIVE _.
/CORE
100 JULY 1999

have peel ply attached. It is imperativethis be removed prior to bonding thepieces together.)
After removal of the peel ply youwill see that the laminate is very smoothand requires little preparation for thenext layer of cloth or for the finishingprocess. The resulting surface is actu-ally fractured somewhat leaving it betterprepared for addi t ional bonding orpainting. Small glossy areas will bepresent on the peel-plied surface requir-ing abrading with 180 grit sandpaper orScotchbrite™ pads. Without using peelply, the composite surface will requireextensive sanding or filling to prepare itfor bonding or painting.
BONDING
Definition
Bonding is not a new process in air-craft building. In fact, bonding has beenused in aircraft construction since thevery beginning. The technique of glu-ing wood structures together has beenused for years. Many of the same glu-ing e l emen t s found in wood is alsofound in composites. The term bond-ing, as applied to composites, is used todescribe a common method for joiningcomposite structures. Bonding is theprocess in which previously manufac-tured component parts are attachedtogether during assembly of the air-plane. Bonding composites can also becompared to welding metal. It is de-signed to be a permanent jo in ingmethod. Several important points mustbe considered in bonding . We mustknow how much strength is needed inthe joint, the bonding area required,what type of material must be used toprovide the adhesion, and the procedureused to apply the bonding material.Preparing the surfaces that are to bebonded together is also crucial . Asstated earlier, the majority of compositekit aircraft require some type of bond-ing procedure.
The first method of bonding used inamateur-built aircraft involves a four-step process. The first step is to cutand trim the component parts to getthe proper shape and fit. The secondstep is to position the two pieces to-gether. This can be accomplished byusing temporary jigs or by temporarilygluing them together with a non-struc-tural adhesive. Third, we must fill anygaps tha t may exist as a resul t of
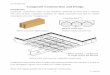
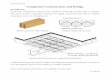
butting the two pieces together. The fi-nal step consists of actually creatingthe structural joint using wet (resinladen) strips of reinforcement material(usually fiberglass) bonded over thearea connecting the two componentstogether (see Figure 1). If we are bond-ing together two pieces that areperpendicular to each other as in Fig-ure 1, then we must create a fillet.
The strength of a joint that is joinedby a f i l l e t is derived from the rein-forcement material and not the filletitself. The fillet is needed to preventthe reinforcement fibers from makinga direct 90-degree bend without anyradius. Composite materials must havea bending radius just like sheet metal.The number of strips of reinforcementmaterial laid down over the fillet de-termines the strength of the bond.
An example of the type of construc-tion explained is found in mating awing rib to the wing skin. Another ex-ample is placing a bulkhead into afuselage. Both of these arc commontypes of construction techniques usedwhen building a kit composite airplane.
The second method of compositebonding is termed "adhesive bonding."Adhesive bonding involves assemblingcomponent parts together using a struc-tural adhesive in place of resins andfiberglass. Structural adhesives rangefrom preformulated, two part mixturesthat are in paste form to structural lami-nating resins that are mixed with flockedcotton or milled fiber to provide thenecessary strength. The first method ofbonding discussed uses laminat ingresins and reinforcement material tocreate a bonding overlap. Adhesivebonding requires the bonding area to beformed into the part when it is molded.This is usually accomplished by lower-ing one side of a part and raising a sideof the second part. This allows the twopieces that will be bonded to slide overeach other providing a precise fit. Thejoint that is formed when the pieces arejoined in this manner is referred to as a"joggle" (see Figure 2). With this typeof overlap the builder is required to laydown the structural adhesive and applysome clamping pressure.
Some kit manufacturers prefer to
Single or twin engine aircraft,Insight oilers a GEM to met your requirements
For information, use SPORT AVIATION'S Reader Service Card
SPORT AVIATION 101

Figure 3
combine both bonding methods toachieve the greatest possible strength.The key to achieving strength in anyjoint is to properly prepare the surfacesthat will be joined. The laminating resinor structural adhesive must bond well tothe surfaces. The surfaces must becleaned properly and sanded.
You will often hear the term "sec-ondary bonding" used in compositeconstruction. This type of bonding sim-ply refers to the bonding together ofpreviously cured composite parts usingthe methods outlined above. Secondarybonding is commonly found in mostcomposite kit aircraft. It requires propersurface preparation. Prepare the sur-faces according to the instructionsprovided by the kit manufacturer. Usu-ally, the surface will be abraded using180-grit sandpaper or a Scotchbritepad. Each of these wil l provide theproper surface preparation without cut-ting or damaging underlying fibers.
Steps of Bonding
When you receive your kit it wi l lusually consist of many pre-moldedparts that need to be bonded together.Sounds relatively simple — and it is— provided you carefully follow in-structions. You must first of all removeany peel ply, prepare the surfaces, andthen the pieces must be properly jiggedto maintain an accurate alignment.Then the actual process begins. So,let's take the steps one at a time. Wewill use a simple "T" bond of 2 piecesof material to illustrate the steps.
Preparation
Most of the construction process ofa kit aircraft involves secondary bond-102 JULY 1999
ing. This means it is critical to prop-erly prepare the surface. With aplans-built airplane or a kit airplanewhere you have just completed build-ing a part, the piece is already preparedfor the bonding step.
Assuming you are working withpre-molded parts, you must abrade thesurface to ensure an adequate bond.Failure to do so will result in an unsafebond. We have discussed this processearlier. Prepare the piece according tothe instructions of the kit manufac-turer. They will usually have you usesandpaper or Scotchbrite™ pads toscratch up the surface. 3M™ Rol-locdisks also work very quickly to pre-pare glass surfaces for bonding. Youwill want to make sure you have theproper fit between the pieces. A cer-tain amount of sanding may benecessary to ensure this fit. You do notwant any gaps between the pieces thatare to be bonded together. The piecesmust then be thoroughly cleaned to re-move any contaminants. Often residuefrom a mold release compound will bepresent on the piece. This must be re-moved. Acetone is often recommendedfor the initial cleaning followed imme-diately by a dry rag. The part shouldthen be cleaned with soap and water toremove any solvents and then dried.Again, follow the directions of the kitmanufacturer. I wil l amplify on thecleaning process in the next article.
Tack the Parts Together
The next step in the bondingprocess is to mate the pieces togetherand glue them in place using a non-structural glue (Figure 3). This simplyallows you to begin the bondingprocess. You can use 5-minute epoxy,
hot glue or instant glue to hold thepieces together. The parts only need tobe tacked in just enough areas to holdthem in place. This is not the f inalbonding of the pieces — it is simply amethod of holding them together whilewe actually complete the bonding op-eration. None of the glues mentionedshould be considered as structurallysound. Hold the pieces together untilthe glue sets up. Figure 2 shows ourtwo pieces glued together using 5-minute epoxy. Assembly instructionswill often require the use of clecos,screws, or clamps to attach the piecestogether for the bonding process.
Note: As a reminder, remember to re-move any peel ply that may be present onthe component parts prior to bonding.
Create a Fillet
Once the temporary bond has hard-ened, a fillet needs to be made. Thisf i l le t provides a radius for the rein-forcement material that will be bondedon next. The fillet alone is not strongenough to bond the parts together. Drymicro or SuperFil is used to make anon-structural fillet. Structural fillets,if required, are made by substitutingmicroballoons with cotton flox.
Creating a fillet is relatively simple.Mix the SuperFil or micro and place itin a sandwich bag or in the middle of apiece of plastic. Close it up and snip asmall hole in the bottom of the bag(see Figure 4). This is similar to acake-icing dispenser. Now squeeze themixture from the bag along the cornerarea where the pieces are joined. Asmall amount is sufficient. An optimalfi l let will have about a 3/16-inch to5/16-inch radius.
Figure 4After placing the SuperFil along the
fillet area, take a tongue depressor andsmooth the mixture into the cornerarea. Rounding the end of a tongue de-pressor with a pair of scissors will

provide the exact size fillet you desire.Use the tongue depressor, holding itperpendicular to the f i l l e t and notleaned fore or aft (see Figure 5). Re-move any excess mater ia l tha t mayhave formed near the fillet along thesides of the pieces. This can be doneusing the tongue depressor. You do notwant any micro or SuperFil where theglass wil l be applied except at the fil-let itself. The completed piece should
have the appearance of a smooth fillet.You are now ready to bond the piecesusing reinforcement material.
Tape Glassing
In our example, we are going to usefiberglass to complete the bondingprocess of our two parts. This is oftenreferred to as "tape glassing." On yourproject, you will complete this process
according to the manufacturer's in-structions. Usually at least 2-3 layersof cloth wi l l be placed between thetwo pieces. Once the glass tapes are inplace, the load path between the twopieces will be complete.
Wet layup strips of fiberglass cut atplus/minus 45 degrees are used forbonding nearly all components to-gether. The most simple and clean wayto make the layups is to pre-impregnatethe material with resin while it is be-tween two sheets of plastic. Clean 1- or2-mil plastic drop cloth material workswell for this. First, determine the totalsize for all pieces you will need. Ob-tain a piece of fiberglass slightly largerthan this total size. Next obtain twopieces of plastic and cut them 3-4inches larger than the fiberglass both inlength and in width. Using a Sharpiemarker, draw lines on the plastic toform the necessary strips of cloth thatwill be the exact length and widthneeded. Flip the plastic over so theresin is not placed on the marks. Mixthe required amount of resin necessaryto saturate the cloth. Pour the resin
PREMIER FLY-IN ESTATESPAOOSA SPRINGS, COLORAPO
This 5300 sq. ft. Rocky Mountain log home on 5.8 acres features 3 master suites, 4 fireplaces, indoor stone Jacuzzi, entertainmentcenter, cowboy bar, sauna, wine room, & is fully furnished. World class hunting, fishing, skiing & golf are only minutes away!
$1,350,000 includes a 2000sq ft hangar, Dodge Durango, ATVs & snowmobiles. Other fly-in parcels available 800-867-6163
For information, use SPORT AVIATION'S Reader Service Card
SPORT AVIATION 103

Smoothing resin into cloth between sheets of plastic.
over the plastic and place the fiberglasson top of the resin. Next place the sec-ond piece of plastic over the resin.
Using a squeegee, work the resin intothe fibers through the plastic. In otherwords, you will be placing the squeegeeon the plastic, not on the cloth. This en-ables you to keep everything clean andneat. Wet out the fibers completely justlike any other layup. You can now pickup the entire piece of material and han-dle it without getting resin everywhere.
The next step is to use standard scis-sors and cut out the tapes you will needalong the lines on the plastic (see Figure6). As you cut the strips, draw the scis-sors slightly toward you. This will enableyou to make neat, easy cuts.
Next, lightly moisten the area to belaminated (on our "T") with resin usinga brush. This will ensure that the bond isnot resin-starved. Remove the plasticfrom one side of the tape. Place the stripdown with the remaining piece of plasticfacing up. Use a squeegee over the topof the plastic to remove any air bubblesand to smooth the resin evenly. After the104 JULY 1999
tape is in place you can then remove thetop piece of plastic. The process is thenrepeated for additional layers of cloth.Be sure to remove the plastic. Plans usu-ally call for the pieces of reinforcementmaterial to be stepped out with succeed-ing layers. In other words, if the firstlayer is 2 inches wide the next layerwould be 3 inches wide. The widestpiece will be on the top.
Thoroughly inspect the piece for airbubbles and resin starved areas.
As you will see from the completedpiece (Figure 7), the tape is providingthe strength of the bond. This is a veryefficient and effective method of bond-ing two composite parts together. Again,it is a commonly used technique for in-stalling ribs in wings or bulkheads in afuselage. Use of the plastic is not neces-sary, but it does allow you to remainneat and clean.
The final step is to place peel ply overthe material. Laminate a strip of peel plyover the surface and allow the resin tocure. This will eliminate the sharp edgesthat will otherwise result from the fiber-glass material. Remember to remove thepeel ply after the resin has cured.
Joggles
Joggles are simply joints that havebeen pre-molded to fit precisely to-gether. They overlap each other and areusually bonded together using a struc-tural adhesive. This type of constructionis very common in the mating togetherof fuselage parts. After bonding theparts together at the joggle, reinforce-ment material is usually applied foradded strength.
Often you will be required to trim ex-cess material off a joggle prior tobonding. Usually you will place the twopieces together and then drill holes to al-low for the installation of clecos. (Thesame clecos used for sheet metal con-struction.) Some instructions call for theuse of clamps or even strips of woodglued on the surface to hold it in placeand to maintain proper alignment. Thisw i l l often be done in a jig to ensurealignment of the parts.
After the pieces are mated together,and the proper fit attained, you will thenmix the structural adhesive. Structuraladhesives are usually in a thick pasteform. They consist of a Part A and a Part

Removing plastic from glass tape.B mixed according to instructions. Youwant to be sure the ambient temperatureis at least 60+ degrees. Most of the ad-hesives have a working time of 1-2 hoursat 77 degrees F. Be sure you are ready toglue prior to mixing the adhesives.
Remove the clecos or other fastenersas you apply the adhesive to both parts.Instructions will often tell you to replace
the clecos with rivets after applying theadhesive. The rivets are later drilled outafter the adhesive cures. The resultingholes are then filled. Fiberglass stripsare usually applied as a final step.
This provides you with a very basicidea of how to accomplish compositebonding. The key to doing this correctlyis to practice. Cut a few pieces to form a
"T" and bond them together unti l youperfect the process. This will save you alot of problems when you begin workingon the real thing.
Next month we wi l l continue ourdiscussion of composite constructionwith some advanced techniques andmethods of fabrication. ^
The EAA/SportAir Workshopschedule is as follows:
August 28,1999 Chino, CA(one day conference)
August 28-29,1999 North Hampton, NHOctober 9-10,1999 Battle Creek, Ml
Information on these work-shops can be obtained by calling800-967-5746 or by contactingthe website at www.sportair.com.The author may be emailed [email protected]
SportAir also has available avideo on Basic Composites. Thisvideo may be obtained throughthe EAA Video Sales.
Free Color Weather Graphics and Cirrus Software for Windows
Aviation Professional and Recreation Pilots
FAA Certified Aviation WeatherFlight Plan FilingWeather Graphics including SatelliteProfessional/Quality Flight PlannerNotice to AirmanCorporate Accounts
• Access through:-Direct Dial: 1-800-767-9989- Internet Web Site: www.duats.com- Telnet: duats.gtefsd.com
• Free Cirrus Software for Windows:Direct dial or internet connections
• Free Cirrus database: website -updated on FAA Chart Data (56 Days)
For information, use SPORT AVIATION s Reader Service Card
SPORT AVIATION 105

AIRCRAFT BUILDING
BASICS OF COMPOSITECONSTRUCTION
PART TWO
BY RON ALEXANDER
In the May issue of Sport Avi-ation, I presented the first part ofa series of articles on the basicsof composite construct ion.Workshop space, tools required,and the methods of working withcore materials, cloth, etc. werediscussed. In this part I will con-tinue with fillers, safety issuesand basic layups.
COMPOSITE FILLERS
Many applications of com-posite construct ion require afiller material to thicken and/orreduce the density of the resinmixture for various purposes.The r e s u l t i n g m i x t u r e of thef i l l e r plus the resin is used toform a fillet to provide a radiuswhere two composite pieces are joinedtogether. Fillers are also used to sealthe cells of foam. The slurry coat isused to fill the cells with a lower den-sity material than that of pure resin.Fillers are also used to thicken a mix-ture so it can be appl ied wi thoutrunning, to enhance the strength ofresin material for structural bonding,and to f i l l the weave of fabric duringthe composite finishing process. Mix-tures may also be used to f i l l anygouges or dents in the foam core. Cor-ners are also constructed using a fillermaterial. Several different filler mate-rials are used with resins. The morepopular ones will be discussed.102 JUNE 1999
Spreading slurry to fill foam cells.
MicrospheresMicroballoons, as they are often
called, are nothing more than veryminute spheres of glass. MicroscopicChristmas tree bulbs provide an accu-rate analogy. This material is verylightweight and very easily suspendedin the air. Care must be taken whenworking with microballoons not to in-hale any of these glass particles. Quartz"Q cells" is another type of microbal-loon called for in the plans of severalkit aircraft. When either of these formsof filler is mixed with a resin material
the resulting mixture becomes lighter inweight with less strength. This mixtureis commonly referred to as "micro".Micro is usually mixed in three differ-ent thicknesses. First is a s lur ryconsistency. This is usually a 1-to-lmixture by volume of microballoonsand resin. This provides a mixture thatis almost the same viscosity as resin byitself. Slurry is used to fill the cells ofthe foam prior to applying the firstlayer of cloth. The second type of microis usually termed "wet-micro." It isthicker than slurry and is used to joinblocks of foam together. The mix ratio

is approximately 2-3 parts of microbal-loons to one part of resin. The thirdtype of micro is called "dry micro."This mixture requires about five partsof microballoons to one part of resinand it is used as a filler material.
Micro must NEVER be used be-tween pl ies of a layup as the f i na lstrength will be severely decreased.
Flocked Cotton Fiber
This particular filler material, usu-ally called cotton flox, is also mixedwith resin. It consists of finely milledcotton fibers that provide an adhesivewhen properly mixed with a resin ma-terial. The mixture is termed "flox."Flox is usually mixed about two partsof filler to one part of resin. A popularuse for flox is to reinforce a sharp cor-ner to provide more strength withinthat area. It is used in f i l l i ng sectionsthat require structural strength. It hasmuch higher shear qualities than microbut is much harder and heavier.
Milled Fiber
As the name implies, this filler ma-terial is made by m i l l i n g fiberglassinto a very f ine consistency. Milledfibers have a higher strength than cot-ton flox. The mixture of milled fiberand resin is used as a structural filler.It is also often used to form a f i l l e ttha t requires s t ruc tu ra l integrity.Milled f ibers and resin are used toform a "hardpoint" on a fiberglassstructure. The hardpoint is used to at-tach other structures to the fiberglass.Care must be taken when workingwith milled fiber due to the very fineparticles of fiberglass that can pene-trate the skin.
Chopped Fiber
This material is the same as milledfibers, except it is available in differ-ent lengths. This allows its use as af i l ler for very specific areas wheregreater strengths are needed.
Cab-O-Sil
Cab-O-Sil is fumed silica that actsas a material to thicken a resin. Smallamounts should be used. Largeramounts can act to inhibit the curingagents of some epoxies when used inconcentrations greater than 15% by
weight. Using Cab-O-Sil simply keepsa resin from running when you are ap-plying it to a difficult area.
Super-Fil
Poly-Fiber manufactures a substi-tute for dry micro called SuperFil.This filler material is mixed to the ex-act same consistency with each batch.In addition, it has talc added that facil-itates the sanding operation. SuperFilmay be used as a fil ler for vir tuallyany material including metal, wood,and fiberglass. The epoxy in SuperFilhas been opt imized for the f i l l i n gprocess. Micro normally uses resin op-timized for the laminating process.
An important point—when you arcmixing filler materials, always mix theresin and hardener thoroughly prior toadding the filler substance.
SAFETY ISSUES
A review of the safety issues in-volving composite construction is in
order. One of the most important is-sues regarding safety when workingwith composites is skin sensitization.Many people become sensitized toresins. This is more common withepoxy resin than with vinylester resin.Regardless of the type of resin youare using you must protect your skin.Wear long sleeve shirts and protectyour hands using a form of glove.What type of glove to wear is contro-versial. Many people can simply use alatex type glove found in drug stores.However, a number of people are al-lergic to the powder of ten foundinside the latex glove. Vinyl glovesare available and provide a very goodalternative to latex. Rubber gloves areused by many people who place a cot-ton l iner inside the glove. Severalbuilders use harrier creams such asInvisible Gloves with success. Nomatter what you use change glovesoften or recoat with creams often.Never wash your hands with solvents.Always use soap and water.
Have adequate ventilation so you
SpecializedMics, Muffs &Intercoms forOpen Cockpit,
Warbird orKit Aircraft
Speciallydesigned Panel Mountand Portable Intercoms
lor High-Noise!
• 12.2 Ounces• 24db Noise Reduction• M-80 High-Noise Mic• 3-Year Warranty
SPA-400N PANEL MOUNT• 5-Year Warranty• Stereo 4, 6 or 8 place• Small 2.5" x 1"
rTTvvAien it counts!
• 11.9 Ounces• Full Flex Boom• 24db Noise Reduction• M-80 High-Noise Mic• 5-Year Warranty
American MadeSince 1974
949 N. Cataract Avenue # D • San Dimas, California 91773(909) 305-9399 • FAX (909) 305-9499 • www.sigtronics.com/sa
For information, use SPORT AVIATION'S Reader Service Card
SPORT AVIATION 103

.iljjgjjsaiBi*"
Spreading resin onto fiberglass.
Light areas are resin starved.
are not breathing the fumes fromresins. A small fan will assist in movingthe air out of the area. You also shouldwear a respirator. This is importantwhen doing layups and also when mix-ing fillers. Those tiny spheres of glasscalled microballoons will do a numberon your lungs if inhaled. Particles offiberglass resulting from sanding oper-ations should not be inhaled.
Vinylester resins pose a differenttype of problem. They have chemicalsthat should not be mixed together out-side of the basic resin chemical. Thecatalyst used with vinylester, MEKP, isdestructive to the eye. A face shield ispreferable to use when mixing MEKPwith the vinylester resin. Again, skinsensitization is not as common whenworking with vinylester as when work-ing with epoxies.104 JUNE 1999
Always acquire and read the Mater-ial Safety Data Sheet for the materialyou are using. These MSDS sheetswill explain the hazards of each typeof resin or solvent you are using.
Finally, mixing too large a quantityof a resin can cause a problem knownas exotherming. The exotherm processis a consequence of the chemical reac-tion that takes place as a resin hardensor cures. This chemical reaction causesheat to be generated which in turnspeeds up the chemical reaction caus-ing even more heat to be generated. Ifyou mix a large batch of resin you cancreate an "out-of-control exotherm."The container holding the resin wi l lget so hot from the chemical reactionthat you cannot hold it. The resin mayactually bubble or boil and you wi l lsee smoke rise from the substance. You
can prevent this by mixing small quan-tities of resin (8-10 ounces by volume).If you see that you arc getting an out-of-control exotherm you shouldimmedia te ly pour the resin onto asheet of plastic. This will allow theheat to more readily dissipate into theair. The exotherm process can actuallycause a fire if the container is throwninto the wrong place.
A similar type problem can occurwhen putting foam blocks together iftoo large a micro joint is allowed. Thefoam is a good insulator and the heatwill build without escaping. This canmelt the foam and cause a core void.
BASIC LAYUPS
Now that we have set the stage andwe understand some of the basics, let'sget to the fun part -- doing an actuallayup. First of all, what is a layup? It isprobably more accurately defined as alaminate. A laminate is one layer of re-inforcement mater ial impregnatedwith resin and usually added to a corematerial or to another layer of rein-forcement material . This process iscommonly referred to as a layup. Ifyou are building a plans built airplaneyou will become very proficient in do-ing layups. In a plans built compositeairplane you actually build most of theparts of the airplane and then bondthem together. Building parts requiresa lot of layup work. On the other hand,if you are building a kit aircraft youusually will only be required to bondthe already completed parts together.However, you wil l still use the layupprocedure for many activities on a kitaircraft.
The most important thing I want torecommend prior to our discussion isfor you to do practice layups beforedoing the real thing. Any experienceyou can acquire doing basic layupswill enhance the quality of your workon the actual airplane. Attend one ofthe EAA/SportAir composite work-shops and make all of your mistakeswhile learning in a classroom setting.No matter what — practice.
Preparation
Before you actually begin the layupprocedure you must be prepared. Youshould have everything on hand beforeyou begin. This means gloves, respira-tor, mixing cups and sticks, scales or

pump, squeegees, brushes, rollers, etc.Be sure the squeegees you are usinghave a smooth edge. If not, pass thesqueegee over a sanding block tosmooth it. The actual part itself mustbe ready for the layup. The clothshould be cut and ready to apply. Thefoam should be vacuumed clean ofany debris. Temperature and humiditycontrol is important. Begin by heatingthe shop, if necessary, and ensure theresin is warm (ideally 90 degrees F.or higher) . The shop should becleaned if you have been doing asanding operation. Control of cleanli-ness is essential. If you are workingon a large surface you may want tohave someone to assist you. This is agood way to involve a member of yourfamily. They can mix resins and main-tain clean hands to move parts or doother activities that require cleanliness.
If you are bonding parts togetheryou may encounter peel ply that wasleft in place by the kit manufacturer.Peel ply on a completed part is oftendifficult to see. You must remove thispeel ply material prior to proceeding.The parts will not bond together ifdone over peel ply. The parts that aresupplied with a kit have usually beenmanufactured in a mold and by thetime you receive the part the resin hasfu l ly cured. This is important to thebuilder because the surface of a curedpart must be prepared differently for anadditional layup or bonding. This typeof bond is called a secondary bond.Secondary bonding is the process ofbonding together previously curedcomposite parts using a wet layupprocess. You should prepare the partaccording to the instructions providedby the kit manufacturer. This usuallyinvolves some type of sanding of thesurface to remove any glossy areas.180 grit sandpaper is often recom-mended to abrade the surface. Caremust be taken to not damage any fibers.
Filling Cells of Foam
If you are doing a layup on a newpiece of foam the cells of that foammust be filled to provide enough sur-face area for the cloth to stay in placeand to achieve a strong bond. This alsoprevents excess resin from flowinginto the core material and adding un-necessary weight. Polystyrene foammust be filled prior to application ofthe first layer of cloth. Some of the
Are You Buying The Best Audio Panel?Audio Control Is Our Only Business!
Don't settle for a "me-too" audio system. Before you buy any audio system,stop and think about the importance of clear cockpit communications.
13 Do' MKR • AOF
Consider the 14 years of sound thinking by the audio experts at PS Engineering. Theirrevolutionary PMA7000MS offers unparalleled performance, reliability and cost saving features like:
• IntelliVox'". the world's only hands free, completely automatic intercom VOX• Wireless telephone interface for business utility • Optional DRAWS recorder and
aural warning system • Professional appearance to match any avionics suitek • Simplified installation, a 3-year warranty, and outstanding reliability lower A^^ the cost of ownership. Don't be fooled by purchase price alone. J
Performance and quality add up to real value. Stop by, lookclosely and listen carefully to our vision at
^- www.ps-engineering.com. -^
'ENGINEERING*hNCORPORATED
Sound Quality. Sound Engineering.
9800 Martel Road • Unoir City.TN 37772(800) ICS-AERO (427-2376) • (423) 988-9800 Ask for ext E02 • FAX (423) 988-6619 • www.ps-cngineering.com
Sylvan Prometric provides all FAA exams.• Register on - l i ne at w w w . 2 t e s t . c o m• Over 500 testing locat ions• W a l k - i n test ing a v a i l a b l e• Tui t ion f inancing to pay for fl ight training
So what are youwaiting for?
Register today atP R O M E T R I C AMO nan AMOCUNOM
www.2tBst.comor ca l l
1-8OO-FLY-FASTSPORT AVIATION 105

Working an air bubble to the
Almost completed layup.
high-density foams do not require thisf i l l ing step. Again, follow the direc-tions of the designer. A slurry mixtureof microballoons and resin is generallyused to apply this first coat of material.SuperFil may be used very successfullyto f i l l the cells on polystyrene foams.We will discuss the mixing procedurefor slurry later in the article.
Cutting the Cloth
This subject was discussed in theprevious article. As a quick review, you106 JUNE 1999
should use a Sharpie pen to mark cloth.Cut the cloth according to the direc-t ions provided by the manufacturer.Usually this will involve cutting on a45-degree angle. Remember to be verycareful with the cloth as you are cuttingit and while applying it to the structure.It is easily damaged or distorted.
Mixing Resins
Now that we have everything readyto go we wil l mix the resin material.Use only non-waxed cups, usually the
8- or 16-ounce size. Remember thatyou arc only going to mix small quan-tities. If you do mix any large quantitiesthe resin should be immediately pouredinto smaller containers. A large amountof resin will create an acceleration ofthe chemical reaction — hence anexotherm. Exotherm temperatures caneasily exceed 200 degrees F. and mayactually damage the foam core itself.
The total amount of resin to mix de-pends upon the weight of the cloth thatyou are applying. You should try for a1-to-l ratio by weight of cloth to resin.In other words, weigh the cloth you areapplying and mix a correspondingamount of resin. You will usually mixsomewhere between 50-100 grams ofresin at a time. If the kit manufacturerstates that you should use a resin pumpthen use that method to mix yourresins. He aware that you should becareful of clogging or air bubbles thatsometimes can occur with a pump.Balance scales are also used to mixresins. The important fact to rememberis that you must be accurate in yourmixing. This is particularly true withepoxy resins. Do not adjust hardenersto change cure rates in epoxies. Thecure rate of vinylester resins is easilyadjusted dur ing the mixing phase.Again, refer to the directions for thespecific resin material.
(I want to clarify a procedure men-tioned in last month's article. If youencounter a resin that has crystallized,you can use the following procedure tosolve the problem. Put the can of resinin a container that wil l not melt. Re-move the cap of the resin can and placethe can in heated water to about 160degrees for the length of time requiredto dissolve the crystals. You can thensafely use the resin after it has cooled.)
Back to m i x i n g . After you havecarefully measured the resin and hard-ener, mix the two together for aminimum of two minutes. Take a mix-ing stick and cut the end at a 90-degreeangle so it will reach the corners of themixing cup. You must use a non-waxedmixing cup, otherwise the wax fromcups will mix with the resin. Stir themixture spending about 20% of thetime scraping the sides and corners ofthe cup to ensure adequate mixing. Donot mix too aggressively as air bubbleswill form. If any air bubbles form al-low the resin to sit until the bubblesdissipate. Placing resin with bubbles insuspension on a layup can create a

void of resin in the laminate. After youhave completed mix ing your resin,leave a small amount in a cup so it cancure. This will provide a good test tosee if the resin is curing properly. Aftera couple of days scratch the resin inthe cup with a knife. It should leave awhite mark if it is suitably cured.
Layup Procedure
After the resin is completely mixedpour some of it over the surface youare working on. Use your squeegeeand spread the resin over the surface.Then place the reinforcement cloth inplace at the proper orientation calledfor in the plans. Be very careful not todistort the cloth. Use a squeegee andyour protected hands to ensure thecloth is in the proper place. Then, us-ing a squeegee begin to press gentlyfrom the center of the cloth makingsure you move the squeegee in thesame directions as the fibers of thecloth. Keep the fibers straight andpress the fabric into the resin whileworking the resin up through the cloth.Be careful not to distort the fibers. Youcan use a brush and a roller to assist inthis process. After you have workedmost of the resin through the clothpour on the remaining resin over thetop of the cloth and work it into thefibers. When the layer appears to havea nice even sheen that is flat, you havea good layup. You do not want any airbubbles. Work air bubbles to the edgeof the laminate to make them disap-
The EAA/SportAir workshopschedule is as follows:
June 5,1999 Columbus, OH(one day conference)
June 26-27, 1999 Frederick, MDAugust 28,1999 Chino, CA
(one day conference)August 28-29,1999 North Hampton, NH
Information on these work-shops can be obtained by calling800-967-5746 or by contactingthe website at www.sportair.com.The author may be emailed [email protected]
SportAir also has available avideo on Basic Composites. Thisvideo may be obtained throughthe EAA Video Sales.
pear. You can also use a brush that hasbeen trimmed to stipple resin into ar-eas that do not appear to have propercoverage or into problem areas.
If white spots appear in the laminatethe cloth has not been properly wet out.A lighter color could also indicate anair bubble. Careful use of an ordinaryhair dryer will change the viscosity ofthe resin enough to allow it to flow intocertain areas. Do not hold the hair dryerin one place for any length of time —keep it moving. Otherwise, it can cre-ate a void if you leave it in one place
When pulling the squeegee, excessresin wi l l accumulate in front of it.Scrape this off into the mixing cup.Pressure applied to the squeegee varieswith the type of resin, temperature,etc. Also, holding the squeegee at a45-degree angle or less will move lessresin. Holding it at 90 degrees or morewill move more resin. Remember thatthe clock is running all the time on theworking time of the resin. Normally,you will have 30 minutes or so to workuntil the resin begins to gel. This ofcourse is dependent upon the type of
resin, temperature, etc. Practice willmake this entire process easy and un-derstandable. Again, do severalpractice laminates prior to beginningon the actual structure. After doingthis you will easily perfect your owntechnique of doing quality layups.
Inspection of Laminate
The laminate should be thoroughlyinspected for air bubbles, any trappedair, excess resin, and of course dry ar-eas or resin starved areas. Hold a lightat different angles to observe any prob-lems such as resin starved areas (notenough resin indicated by l ightercolor) or resin rich areas (too muchresin indicated by darker or moreglossy areas). When complete the lam-inate should have a nice even sheen.Have someone else inspect your work.They may see something you haveoverlooked. Inspect carefully for anydelamination problems.
In the next article I will discuss useof peel ply, clean up of materials,bonding of composite pieces, etc. 4
Flight stimulatorEllison's Throttle Body Injector is built to fly..in any position.
Unlike other carburetors originally designed for tractorsor jet skis, Ellison's patented fuel metering tubemaintains smoother, more efficient engine operationduring any maneuver. The even fuel distribution simplymeans more fun and better economy!
Find out why Ellison is the right carburetor foryour aircraft. For product literature, write, phone425-271-3220, fax 425-277-9333, or visit our web siteto email or to upload.
Caituretors You Can Bank On!www.cllison-fluid-systems.com
Ellison Fluid Systems Inc. • 350 Airport Way • Renton, WA 98055
EPS 4-5
For informotion, use SPORT AVIATION'S Redder Service CardSPORT AVIATION 107

AIRCRAFT BUILDING
BASIC COMPOSITECONSTRUCTION...
ContinuedBY RON ALEXANDER
Over the past few months we havediscussed most aspects of building acomposite airplane. This article willfocus on a few specific items that re-quire explanation such as properpreparation of parts prior to bonding,post-curing, blushing problems, etc.
PREPARATION OFCOMPOSITE PARTS
In the last issue, I outlined a brief pro-cedure for preparing composite partsprior to bonding. This step is most impor-tant and needs to be amplified. Thequality of a bond is directly affected bythe preparation of the two parts beingjoined together. If contamination existson either part, the bond may be weakenedeven to the point of subsequent failure.Let me emphasize that you should followthe directions found in the kit manufac-turer's manual regarding proper cleaningtechniques. However, the preparation pro-cedure is important enough to warrantmore detailed discussion.
First of all, when bonding to an out-side mold surface (such as many of theparts you receive from the kit manufac-turer) cleaning and sanding of the parts isalways required. When aircraft parts aremolded, a release agent is applied to theinside of the mold itself allowing the partto be removed when cured. This mold re-lease agent must be removed prior to anybonding activity. The agent is barely visi-ble. Water will usually remove this agent.After removal of the agent and any con-taminants, sanding is then accomplished.
Any surface that is smooth because ofbeing next to a mold must be sanded priorto bonding. Any primer that may be pres-ent must also be removed. Sanding isgenerally the accepted way to prepare the
surface. Opinions vary on the proper gritof sandpaper to be used. Usually 80 gritto 180 grit is recommended. Our work-shop experience has shown that 180 gritsandpaper is usually satisfactory to pre-pare the surface. Use of 180 grit willensure the underlying fibers are not dam-aged or cut. The surface should bethoroughly abraded (roughed) to com-pletely remove any glossy areas.
Abaris Training, located in Reno,Nevada, instructs the military, airlines andaerospace industry on composite construc-tion and repair. I consult with Mike Hoke,the President of Abaris, regularly concern-ing composite construction. His companyis considered to be one of the leading com-posite training companies in the UnitedStates. The following quote was taken di-rectly from their training manual regardingsurface preparation. "High surface energyis the goal, not mechanical roughness. Onemust shear up the top layer of moleculeson the surface, creating many brokenbonds, without damaging or breaking un-derlying fibers. A water break test can beused to determine surface energy. If sur-face energy is high, clean distilled waterwill spread out in a thin uniform film onthe surface, and will not break into beads.If a water break free surface can be main-tained for 30 seconds, one has achieved aclean, high energy surface suitable forbonding. If the surface is contaminated orat low energy, the water will break intorivulets and bead up.
"Note that tap water will not work. Itis dirty enough to contaminate the surfaceitself, and one will never pass a waterbreak test using it.
"It is important to note that the 'highenergy"'condition, once achieved, isshort-lived. Within about 2-4 hours theeffect is lost. In composites, one should
therefore wait as late as possible in theprocess before surface abrasion is per-formed, so that all else is ready and theadhesive can be quickly applied."
Dry the water off of the laminate with ahair dryer prior to applying the adhesive. Ifit is wiped with a cloth it will likely con-taminate the area again. Do not use a heatgun for this process. The heat is too in-tense and may damage the cured resin.
This process also applies to peel plysurfaces. Even though a peel ply surfacefractures the top layer of resin, it leaves aglossy, low energy surface in the weavepattern of woven cloth. This must beabraded for proper bonding.
So, how should you clean parts priorto bonding? The best procedure is to sim-ply sand the surface, as discussed, andfollow by a thorough cleaning with soapand water. If you are using solvents, usethem initially to remove contaminantsand then abrade the surface. Follow bysoap and water and then immediately dryusing a hair dryer. Remember to begin thebonding process within a few hours afterpreparing the surface.
AMINE BLUSH
Sometimes when working withepoxy resins, you may encounter whatis referred to as an amine blush. The de-velopment of an amine blush is mostvisible under high humidity conditions.An amine blush is a surface effect re-sulting from the curing agent reactingwith Carbon Dioxide (CO2) in the at-mosphere rather than the epoxy resin.The by-product of this reaction is acompound that forms on the surface ofthe curing resin and readily absorbsmoisture from the air. Under high hu-midity conditions, it will cause white
SPORT AVIATION 91

Go to Oshkosh (EAA)to learn about aircraft design,
Go to Erect-A-Tube to learn aboutHangars & Hangar Door Systems
EREC
RO. Box 100* Harvard, Illinois 60033 • (815)943-4091Toll Free: (800)624-9219 • Fax: (815)943-4095
www.Erect-A-Tube.com
EXPERIENCE AEROBATICSFOR ONLY $25!
The International Acrobatic Club, Division ofEAA, invites you to enjoy all of the benefitsand excitement of membership in the IAC foronly $25 for your first year.
INTERNATIONALAEROBATIC CLUB
TM
You'll receive• The opportunity to become a safer pilot through lAC's many education-
al opportunities• 12 issues of Sport Aerobatics, the world's leading acrobatic magazine• Information about local chapters, contests and training locations• An invitation to become involved in dozens of different IAC activities
across the U.S. as either a non-pilot or pilot participant.• Full membership benefits and IAC Membership card
Call Us Today at 1-800-843-3612and ask for your
Introductory IACFor information, use SPORT AVIATION'S Reader Service Card
92 AUGUST 1999
streaks to appear on the surface of theresin and the uncured laminate. Duringcure, the white streaks usually disap-pear, but left behind will be a greasy oroily residue. Sometimes, this residueappears in the form of sweat-likedroplets. This residue is water-solubleand wil l wash off with warm water.Depending on the severity of the blush-ing event there may even be areas ofsurface tackiness. This tackiness is onlyon the surface, and will not affect theoverall properties of the cured laminate.
Amine blush must be removed be-fore any addit ional laminates areinitiated. Sanding will remove blushbut it wi l l also quickly gum up yoursandpaper. Wiping the surface with awarm wet rag prior to sanding will re-duce the gumming tendency.
The best approach is to avoid amineblush altogether. Some resin systemsare inherently resistant to developingamine blush. And for others, it mayseem impossible to avoid it. But thereare some things you can do to minimizeit greatly. Number one and foremost is,DO NOT use unventilated combustiontype heating sources to warm your shop.Gas or kerosene fired salamanderheaters produce copious amounts ofCO2 and H2O. These are the primaryingredients needed for producing anamine blush. So, use electric heaters orventilated exhaust type combustionheaters to keep your shop warm.
You should avoid mixing resins ordoing any layups if the temperature isless than 65 degrees F. If you do alayup at this temperature you shouldimmediately move the part into a warmroom for curing. Purchase a thermome-ter and a humidity indicator and placethem in your work area. Avoid mixingresins and working with resins if thetemperature is below 65 degrees F or ifthe humidity rises above 80%. The bestsolution is to place an air conditioningunit in your workshop area.
You can reduce the susceptibility toblush in the following ways:
• Work in the prescribed environ-mental conditions.
• Use "dry" and ventilated heatingsources
• Use peel ply. Amine blush usu-ally forms on the outer-most portionof a layup. By using peel ply theamine blush is removed when thepeel ply is removed.
• Cap all resins as soon as possi-ble. This reduces their exposure to

ELPreparing H
Inner shell laminateFoam core \
/*^^&*/<s .AJfv/v xWv^ /vw /\y^SQ^y^y^^^SQ^y^,vvvyv^fVvvvvyvvvyyvv^^% * j f y y f "X jfv^x "xsy^x-x sy^y? ^^^^^
V
•« — 3Outer shell laminate
^urc 1
ordpoint Void.Bent Wire (spin with drill)
/ . ' . - . 'Hardpoint void. . . '-"^between laminates
/4"—»Hardpoint void illustration from Glastar assembly manual
Example of wooden hardpoint
Woodhardpoint 4]ayers of cloth J^^^ t r ^ Tncirlo/...,,..,„...........
Jv ———————¥$*$$$$? n i c i u. -—— —— :S^^^l/Vv'Sf s>f\(>^^r ^~~ ——— ~~ / 1 £k\7OT"C /"\T /""" 1 /^T tt — ^C«e /vie ">f sy^mJVyVSA/^A^y Z layciS OI LIOIII TTo-im r-r-ii-r» X&^VV^V^l
W(x>d hdrdpoinl illustration from Velocity assembly manual
the elements.• Use a resin with demonstrated
blush resistance. Some resins are moresusceptible to blushing than others.
Use of peel ply, purchasing a blushresistant resin, and working in the righttemperature and humidity will all worktogether to minimize amine blush.
HARDPOINTS
Often you will be required to me-chanically attach another piece to acomposite structure. One method ofdoing this is to fabricate a "hardpoint".If you mechanically attach a piece to afiberglass part, the fiberglass must bereinforced in the area where it will befitted to accept the loads imposed bythe attachment. An example of a hard-point is found on the GlaStar airplane.A welded fuselage frame is placed in-side a pre-molded fuselage shell. Thetwo are attached using machine screwsthat are placed through hardpoints fab-ricated in the fiberglass shell.
The most common method of fabri-cating a hardpoint is to route out asmall amount of foam core materialbetween the inner and outer laminatesof the shell (see Figure 1). You must besure not to remove any of the rein-
forcement material on the outer andinner shells. A piece of piano wirebent 90 degrees and placed in a drillworks well for this step. The core ma-terial may then be removed using ashop vacuum. After the core materialhas been removed, a mixture of resinand milled fiber is injected to fill thevoid. After the material is injectedthrough the drilled hole, a small pieceof tape may be applied to keep theresin mixture from escaping. Aftercuring, this material provides thestrength needed to serve as an attachpoint. You must ensure that the entirearea is filled with material and no airbubbles are present. After the materialcompletely cures, a hole is drilledthrough the reinforced area to receivethe screw or bolt.
This is one example of a hardpoint.Various kit manufacturers use differ-ent methods. Complete instructions onfabricating a hardpoint will be in-cluded in your assembly manual.
POST CURING
Post curing is a process used to obtainincreased strength from a resin. If anepoxy resin is allowed to cure only atroom temperature, its ultimate strength
NOW WITH LONG TERMEMORY & FUEL FLOW
, Lean Find™ automaticallyfinds first cylinder to peak.
• Automatically records up to70 hrs of flight. In flash memory.
• Shock Cooling, measured foreach cylinder, information isavailable in degrees per minute.
• Detects Alternator Failuredisplayinglow Voltagealert.
• Fuel Flow /wGPS input,fuel tonext waypoint.Gal/Hr. andmore.
• Alarms on all functionsincluding Fuel flow. Withremote alert lights.
• TSO Quality, FAA STC for bothFuel Flow and EGT/CHT.
• Made in the USA.
J.P INSTRUMENTS Inc.
1 - 8 0 0 - 3 4 5 - 4 5 7 4P.O. Box 7033
Huntington Beach CA 9 2 6 1 5O f f i c e : ( 7 1 4 ) 557- 3805
Fax:(714) 557 -9840http://www.jpinstruments.com

Figure 2 - Post cure oven.
Post cure electric heater
Example of a premium epoxy
is rarely achieved. Post curing will in-crease two critical performanceproperties of an epoxy, chemical resist-ance and heat resistance. Fuel tanksconstructed using an epoxy will benefitconsiderably from post curing. Post cur-ing the entire airplane will increaseoverall resistance to the heat build-up in-side the airplane resulting from the hightemperatures found on any ramp in thesummer. This build-up of heat can reachthe glass transition temperature causinga weakened state of the resin itself.
To understand post curing, it is nec-essary to define the term glass transitiontemperature or Tg. The glass transition94 AUGUST 1999
temperature is the pointwhere the physical prop-erties of a resin materialstart to decrease as tem-peratures are elevated.The temperature at whichthe resin "transitions" (T)from a hard, glassy state(g) to a soft rubbery stateis called its Tg. At the Tgthe tensile strength,chemical resistance, andhardness are significantlyreduced while the flexi-
bili ty is increased. As you mightimagine, we do not want our completedairplane to reach the Tg temperature. Toprevent this from occurring, one methodis to post cure the resin. Another way isto paint our airplane a light color (usu-ally white) to preclude the temperatureon the inside of the airplane from beingexcessive. On a 90 degree F day, it is notunusual for the temperature inside yourairplane structure to reach 180 degrees Fplus. This is why you see most compos-ite airplanes painted white. The whitecolor helps reflect the heat keeping thetemperature inside the airplane compo-nent parts as low as possible.
Another term often used is referred toas the Heat Deflection Temperature(HOT). The value of this number pro-vides us with an idea of the upper servicetemperature limit for a plastic. This is thetemperature at which a resin will beginto soften if placed under a load. TheHOT is usually about 20-30 degrees Clower than the Tg of a resin. The reasonthis is true is because the test to deter-mine this value is accomplished under aload. For this reason, HOT is often a bet-ter indicator of the true upper servicetemperature limit for a given resin.
Regardless, it may be difficult foryou to find the value of the Tg and/orthe HDT of a resin. Resin manufactur-ers sometimes display one or both ofthese values within their instructionsbut many do not. You will have to seekout this information and determine thetemperature and time required at thattemperature for a post curing operation.
Should you post cure? Post curingis not absolutely necessary but it cer-tainly is advantageous for all epoxyresins. Some resin manufactures re-quire a post cure as standard practice.Basically, post curing your componentparts and your composite airplane willease your mind concerning the qualityof your layups and bonds. If you are
somewhat unsure about whether or notthe resin properly cured on a particularlayup or bond, post curing will likelysolve that problem. If you are usingepoxy to construct a fuel tank, youshould definitely post cure that area.Post curing will ensure adequate fuelresistance not only for today's fuelcompositions, but tomorrow's as well.Without post curing, you may en-counter a gummy substance in yourfuel tank that can plug gascolatorscreens and filters.
The bottom line in discussing thisissue with Gary Hunter — an acknowl-edged expert on resins who works forShell Chemical Company (a majormanufacturer of epoxy resins) andEAA Technical Counselor — Garyrecommends post curing a compositeairplane. In his opinion, it takes all ofthe worries out of the constructionprocess as it pertains to resins. It is alittle more insurance that you are get-ting the maximum performanceavailable from your resin system.
What about vinyl ester resins — dothey require post curing? It is not nec-essary to post cure vinyl esters but it ishelpful. Room temperature cured vinylester resins develop a larger portion oftheir ultimate properties, than mostroom temperature cured epoxies, andas such, they tend to be more resistantto chemicals overall. Therefore, thebenefits of a post cure are not as sig-nificant. However, post curing simplyimproves these attributes even more.
How do we post cure? Raising thetemperature of a typical laminate abovestandard room cure temperature per-forms post curing. Again, most resinsystems will not reach their full strengthunless they are cured at a temperatureconsiderably above room temperature.Usually this temperature is about 40 de-grees F below the Tg specified for theresin. The post cure temperature shouldnever surpass the maximum tempera-ture of another material in the laminatesuch as the foam. (As an example, poly-styrene foam swells at a temperaturearound 165 degrees F.) Without postcuring the Tg of a resin used on yourairplane will only be approximately 40degrees F above the temperature atwhich the resin was cured. On a hot daythe temperature of a structure can ex-ceed the Tg. That could result in theentire composite matrix softening. Thissoftening can result in the matrix of theheated portion being weakened and

pulled away. The once smooth surfacenow exposes the weave of the fabric.High temperatures inside structures thathave not been post cured can also affectstructural integrity.
With this in mind, it is important thatyou follow a post curing procedure. Youcan do this yourself by introducing theproper amount of heat into a fireprooftent-like structure containing a specificpart or the entire airplane. Introduce theheat gradually to raise the temperatureto that specified by the resin manufac-turer. Usually this will be between 140degrees to 180 degrees F. Let it warmup slowly and evenly. The resin manu-facturer will specify the amount of timerequired at this temperature. An excel-lent method of post-curing is to rent apaint booth from a local car painter.These booths are usually heated andyou can place your parts or the entireairplane in the booth. Put a couple offans within the booth to circulate the airfor even heating rates. Another built-inarea to post cure is your attic. The tem-perature of most attics will reach 140degrees F. Granted, you have little con-trol over the heating but small parts can
be post cured in an attic area. A regularoven can be very effectively used topost cure parts. You can purchase foilback insulation material and construct asmall post cure booth. The insulationcan be taped together using duct tape(see Figure 2). You can then place athermostat controlled electric heater inthe booth with a couple of thermometerprobes placed through the insulation toindicate the temperature.
It is important that you properlysupport parts to prevent any distortion.This does not mean that you have toplace a wing back in a jig. This is as-suming the resin has cured for at leasta week. (If you are immediately postcuring then you should leave the wingsin the jig.) Regardless, you must pro-vide adequate support. This meanspositioning a wing on a flat surfacewith the leading edge down, as an ex-ample. Cowlings should be in place onthe airplane or set on the floor with theforward edges down.
After the part has been heated forthe required amount of time, slowlycool the temperature. Do not simplypull the part out of the heated area.
Again, care must be taken to not ex-ceed the break down temperature ofother components such as the foam.
Many kit planes are manufacturedfrom heat cured prepregs and as such,they are essentially post cured as de-livered. However, the adhesive bondlines and tape layups the builder makesto assemble the prefab pieces will onlyhave a room temperature cure. It onlymakes sense to post cure these bondlines and layups so the properties willbetter match the prefab parts from themanufacturer. This can be accom-plished by introducing heat into aclosed-up fuselage or wing area for acertain amount of time. After all, be-ing made from foam or honeycombcored composites, they are naturallyinsulating structures.
One way to do this is to use the ex-haust from a vacuum cleaner as a mildsource of heat. Many builders haveused this procedure to introduce heatinto a fuselage area for a period oftime. All of the bulkheads that havebeen bonded and other resin applica-tions will be post cured.
When to post cure is another ques-
PREMIER FLY-IN ESTATESPAGOSA SPRINGS, COLORADO
This 5300 sq. ft. Rocky Mountain log home on 5.8 acres features 3 master suites, 4 fireplaces, indoor stone Jacuzzi, entertainmentcenter, cowboy bar, sauna, wine room, & is fully furnished. World class hunting, fishing, skiing & golf are only minutes away!
$1,350,000 includes a 2000sq ft hangar, Dodge Durango, ATVs & snowmobiles. Other fly-in parcels available 800-867-6163
For information, use SPORT AVIATION'S Reader Service CardSPORT AVIATION 95

NOW AN EXPANDED MEMBER SERVICEDESIGNED JUST FOR YOU!
EAA Tours 'n Travel benefits you and EAA. You get thebest pricing available for all your tour and cruise traveland it benefits EAA by allowing your association to profitthrough your participation in these travel programs.
Use EAA Tours 'n Travel THREE WAYS:1. Pick from the calendar of general interest departures2. Select from the unique aviation-related tour programs
OR3. Let us plan your own special travel experience
UPCOMING TOURS1999 CALENDAR:
ug Montreal, Quebec,Laurentians, Niagara Falls
ept California Train Odysseylet New England Fall Colorslov Costa Ricaiec Hawaii
*Aviation Tour
Canada.an
1Fame M nd Nat onal AviationforniaandNau ut deMuseum at B o c K c d e dOttawa, O n t a n o a r y o u r !
\ \n the schedule. o f t h Qther1 . . • -^rt o^CO6< 1^5* <^\iiO"1 _ iioTlOTi C"" . I^N\/^ rtvl^
^vS*_^————
Contact theEAA Tour Desk at:800-634-2153312-726-1189 [email protected]
Tours 'n Travel
REMEMBER TO CONTACT US FOR ALL YOURGENERAL INTEREST AND AVIATION-RELATED
TOUR AND CRUISING TRAVELS!
tion. It really does not matter whenyou post cure. It is usually best to waitat least two weeks after you have com-pleted your layup or bonding to allowthe resin to cure as much as possibleat room temperature. Even if you havecompleted the work 6 months ago orlonger you will still derive benefitsfrom post curing.
Similarly, the f i l lers and faringcompounds used to smooth and con-tour your airplanes painted surfaceswill benefit from a post cure. Fillersinherently shrink as they cure, and af-ter a few months in the hot sun a showquality finish can literally shrink awayexposing the weave of the reinforcingfabric and other unsightly discontinu-ities. This is commonly referred to as"Print Through". Post curing your air-plane after the filling work but priorto priming and painting will essen-tially pre-shrink these fillers and allowyou to see and re-fill any resultantprint through prior to final painting.
As you can see, there are manyways to post cure. There is nothing ab-solutely critical about the method. Theslow introduction of heat up to the de-sired level followed by the proper timeat that temperature is important .Again, slowly lower the temperaturewhen you are through. As Gary Hunterstates, "Post curing is not absolutelynecessary, but the results are alwayscomforting on that first encounterwith clear air turbulence."
Next month I will conclude this se-ries on composite construction. Thatart icle wil l focus on forming andproper finishing techniques. ^
The EAA/SportAir Workshopschedule is as follows:
August 28,1999 Chino, CA(one day conference)
August 28-29,1999 North Hampton, NHOctober 9-10,1999 Battle Creek, MlNovember 6-7,1999 Lakeland, FL
Information on these work-shops can be obtained by calling800-967-5746 or by contactingthe website at www.sportair.com.The author may be emailed [email protected]
SportAir also has available avideo on Basic Composites. Thisvideo may be obtained throughthe EAA Video Sales.
96 AUGUST 1999

AIRCRAFT BUILDING
This is the final article of a seriesrelating to building composite aircraft.Previous articles beginning with theMay issue of Sport Aviation, have con-centrated on the basics of compositeconstruction including tools and work-shop space needed, safety issues,definitions of terms, basic layups,bonding techniques, post-curing, etc.This final article will define two of-ten-used terms — vacuum baggingand prepregs — and will concentrateon the finishing of composite aircraft.
VACUUM BAGGING
This term is familiar to manybuilders but often not understood. Vac-uum bagging, very simply, is asophisticated method used to improvelaminate quality and remove some ex-cess resin. Vacuum bagging is a processwherein a vacuum pump is used to"draw" a vacuum on a laminate. Thispresses the components of the layupvery tightly together forcing out allvoids and any excess resin. The processalso serves to hold reinforcements,resins, and core materials in close con-formity to complex shapes. An overallhigher quality laminate will result fromthe vacuum bagging process.
Kit manufacturers use the vacuumbagging process on a regular basis toconstruct parts of their aircraft. Mostcustom builders will not be involved invacuum bagging. However, you canpurchase a vacuum pump and all ofthe necessary equipment to vacuumbag your layups if you so desire. Occa-sional ly a bui lder wi l l do th i s forcertain parts of an airplane. It is some-what expensive and time consumingfor the average builder. The process isnot that difficult to do and certainly is
BASIC COMPOSITECONSTRUCTION...
ConclusionBY RON ALEXANDER
within reach of most builders. It is amatter of personal preference. Under-stand that it is not a necessaryprocedure to obtain a high quality part.
PREPREGS
Possibly you have heard the termprepreg. This term simply refers to fab-rics that have the resin alreadyimpregnated into the weave. They areshipped to the end user tha t way.Prepregs are manufactured primarilyfor high tech applications. Fiberglass isactually passed through the properlymixed resin and then the resin-impreg-nated roll is immediately frozen. Thefiberglass is then kept in the frozenstate until it is applied to the structure.
You will probably never work with aprepreg. Your kit manufacturer may,however. Several of the kit manufactur-ers use prepreg fiberglass or othercloths. There are several advantages toprepregs. First of all, the resin system isproperly mixed with accurate propor-tions of resin and hardener. The glass isthen wet with the proper ratio of glassto resin. The threads of the material aremore thoroughly impregnated withresin versus the commonly used handlayup. This is achieved through thesqueezing process when the prepreg ismanufactured.
Disadvantages of prepregs consistmainly of the requirement to store themin a freezer. When shipped or stored, thetemperature must remain cold to preventthe resin from curing. If they are warmedfor any period of time they may beginthe curing process. Prepregs are usuallysold in larger quantities to productioncompanies. I doubt you will ever workwith a prepreg unless it has been used toconstruct the part you are assembling.
COMPOSITE FINISHING
Finishing a composite airplane re-quires a considerable amount of time.Many experienced builders state that1/3 of the total building time on a com-posite airplane is consumed during thefinishing process. Obviously, this stageof construction is very important to thebuilder because it determines the finallook of the aircraft.
Why is finishing necessary? A com-pleted composite part wi l l exhibit arough look. The weave of the reinforce-ment material will be very apparent.Filling the weave is required as the firststep to a smooth final finish. We haveall seen the extremely smooth surfacesfound on composite aircraft. That finishis the result of a lot of hard work. Thereare no shortcuts to this process. Newproducts are being developed that makethe work easier but time and effort isstill required.
It is also interesting that most com-posite aircraft are painted white or alight color. This is necessary because ofthe heat build-up that occurs when theairplane is parked in the sun thus creat-ing a high skin temperature. This isdetrimental for two reasons: (1) itcauses epoxy to shrink more than nor-mal, and (2) it will overheat and damagefoam cores. In 90° ambient tempera-tures white paint has a skin temperatureof 140° F and black painted skin canreach 210° F. You have two choices —either fly only at night or paint the air-plane white or a light color.
FINISHING PROBLEMSBefore beginning our discussion on
how to finish a composite surface, let'stake a look at problems that currently
SPORT AVIATION 97

exist on several completed aircraft thatare flying today. Too much f i l ler ofany kind can create problems. Fillersarc to be used for just that and not forbuilding parts. In areas subject to flex-ing and on leading edges,p excessfilling may cause a problem. Indeed,this has caused problems on many air-craft that are in the field today.
Secondly, polyester fillers and sur-face primers have been used on anumber of aircraft throughout the years.Polyester resin is prone to shrink andthen crack with time. The shrinkage ofthe polyester filler or primer will cer-tainly result in the final finish crackingand sometimes even peeling. In otherwords, when the polyester shrinks ittakes the topcoat with it. This occurseven when a high quality polyurethanepaint is applied over polyesters. Thereare a number of airplanes being re-painted today because too muchpolyester filler or primer was used.
Thirdly, thick coats of high build au-tomotive polyurethanes will also crack.Most two-part polyurcthanes will flexvery well as topcoat paints but thickcoats of the product wi l l crack. Youshould apply only enough paint to getthe color and gloss you desire and thenquit. The quest for the perfect finishshould be done with sandpaper and abuffer, not the spray gun.
Lastly, epoxies must be protectedfrom UV radiation, Epoxy resins aresubject to deterioration when exposedto sunlight. One resin manufacturercautions that their highest-grade epoxycan totally break down in 15 months ifnot protected from the sun. This is trueof all epoxies. The symptom is chalki-ness followed by delamination. Thebest way to protect epoxy is to use aprimer that will block sunlight. Whenpaint manufacturers state that theirproducts have 100% UV protection,they are t a lk ing about the paint orprimer that is being protected fromUV radiation and not the substrate it iscovering. Primers that totally block thesunlight are simple insurance policies.
Aircraft composite fi l l ing and fin-ishing has taken most of its technologyfrom the automotive industry. The rea-son for th is is because automotivetechnology has been ava i lab le andpeople are familiar with it. The prob-lem in doing this is that airplanes flexmore than cars. Again, this can resultin a cracking problem if the wrongtype of filler or primer is used.98 SEPTEMBER 1999
FINISHINGSTEPS
The classic method of fill-ing rough areas or weavepatterns is to use a home-made "micro or slurry," amix of epoxy with mi-crohal loons. The ideabehind this is to offset theepoxy resin with a lightermaterial . You add mi-croballoons to epoxy untilyou get a consistency likepeanut butter. You thentrowel or squeegee themixture into the area youwant to fill.
Many people haveused Bondo in place ofmicro. Recall our earlierdiscussion consideringpolyesters. Bondo is apolyester and will shrinkwith time. It is also heav-ier than slurry. I do notrecommend the use ofBondo on an airplane un-less you want to repaint itafter a few years.
Another product avail-able is called SuperFil .This commercially for-mula ted product is apre-mixed epoxy filler. Iteliminates the guessworknecessary in mixing yourown micro. It is made ina high-shear mixer thatallows more filler to beused. When mixing yourown micro, if you add toolittle filler the mixture isdifficult to sand and if ithas too much filler it willbecome weaker in shear.Many builders are nowusing SuperFil instead ofmixing their own slurry.Of course, weight is im-portant when we arefilling. Hand mixed microcan weigh as little as 6 pounds per gal-lon compared to Bondo that weighsabout 12 pounds per gallon. SuperFilweighs in at 3-1/2 pounds per gallonmaking it the lightest mixture.
The fi l ler is mixed by weight andthen spread onto the area to be filled.You must be careful not to put too muchSuperFil on the surface. Too much filler
Applying the first coat of UV smooth prime.
Foam roller for applying UV smooth prime.
of any sort has the potential of crackingover the years. You start with very thincoats of filler forced hard into the sur-face. Prior to applying SuperFil, youmust ensure that the surface is clean. Itmust be free of any wax from releaseagents. Sand the surface using 180-220grit sandpaper as a final step before ap-plying SuperFil.

SuperFil Epoxy Filler
SuperFil will have a consistency ofsoft peanut butter when properly mixed.It should be spread over the surface us-ing a squeegee. This should be done ata warm temperature for best results(75° F or higher). Your objective shouldbe to f i l l the low spots in the fabricweave without totally covering the highspots. SuperFil should be translucentover the high areas and f i l l the low ar-eas. Don't use SuperFil or any filler asa bu i ld -up to give shape to leadingedges or fillets. Fillers are not structuralmaterials. Any build-up of SuperFilmore than 1/4" is too much.
You should start with a very thincoat of SuperFil forced into the surface.This coat simply ensures bonding of thefill coat that wi l l follow immediately.Put on more SuperFil and start to fillthe fabric weave. Don't leave excessivesqueegee marks. Tf you are doing alarge, flat surface you can use a broadmetal trowel to apply SuperFil. I rec-ommend using peel ply over SuperFil.This wil l enhance the smoothness ofthe surface when the filler has driedand the peel ply is removed. (Be sureyou remove all peel ply.) If you feel asthough you have not f i l led an areaenough add another coat. Let SuperFildry overnight prior to sanding.
Now we are ready to sand — thecomposite builder's favorite activity. Afew rules:
1. Use only high quality sandpaper.Cheap sandpaper can leave scratches.
2. Hand sanding is usually more ac-curate than using a machine sander. It isvery easy to damage a surface by sand-ing through the underlying fabric.
3. Spend very little time with roughgrit sandpaper . . . 40-80 grit should beused sparingly.
4. Gradually change the sandpapergrit. Go about 100 grit at a time. Thiswill assist in achieving smoothness.
5. Use straight edges to find high ar-eas and depressions on the surface. Oncurved areas you can use a template.
6. Stop sanding with about 240 gritsandpaper. You don't want it to be toosmooth or it will not hold the primer coat.
Step 2 — PrimingActually, priming a composite air-
plane includes a small amount of filling.The fi l l ing step completes 90% of theneeded surface preparation. The remain-der is usual ly accomplished using afiller/primer. Several primer/fillers areavailable on the market. The objective ofa filler/primer is to fil l small imperfec-tions left from the major filler and to fillall pinholes. Filler/primers arc oftensprayed on the surface. After about thesecond coat those dreaded pinholes(every composite builders' curse) ap-pear. Several coats of filler/primer willbe needed to fill these pinholes and notbridge them. A new product that has justappeared on the market will actually fi l lpinholes. The name of that product is
IVSmoothPrime
Non Hiurdoui W*tertx»»«f UV Shield and Primer.
lor Composites
UV smooth prime — filler/primer.
UV Smooth Prime. It will be discussedlater in the article. Many filler/primersonly bridge pinnules. That means theyreappear alkr each sanding.
Let's discuss the new method ofpr iming a composite surface prior topainting. Poly-Fiber, Inc. has devel-oped this new product and it has beenon the market for about 2 years. The
DETAL /DANCE
Innovative technology only at Insightnow brings you a display brighterthan direct sunlight. v>
Pinpoint lightning strikes *•Digital accuracy /New clear, bright display /Daylight readable /Previous models upgradeableSuperior situational awarenessShows all activityMonitor storm progressReal-time 360-degree viewZoom 200, 100, 50 and 25nm \Heading stabilizedEasy installationWorldwide dealer networkBest value in today's market <
Call Us (905)871-0733Today (716)852-3217
Fax: (905) 871-5460www.strikefinder. com Innovation on Display
For infoonation. use SPORT AVIATION'S Reader Service Card
SPORT AVIATION 99

EAA/Sportair Composite workshop.
entire system is called Flight Gloss. Ituses SuperFil as the primary filler asdiscussed earlier. The primer used is aproduct called UV Smooth Prime. UVSmooth Prime is a non-hazardous wa-terborne urethane that is applied usinga paint roller. It incorporates an ultra-violet blocker that protects the resinfrom the harmful rays of the sun. Italso fills pinholes rather than bridgingthem. It can be sprayed on the surfaceif desired. There are no hazards in-volved in spraying — simply use asimple respirator to protect your lungsfrom particles. Smooth Prime is alsowhite in color making it easy to applythe topcoat paint.
After you have filled the surface us-ing SuperFil, you are now ready forthe UV Smooth Prime. Poly-Fiber rec-ommends applying this primer with afoam roller. The type of roller is im-portant. It should be a fine closed-cellfoam roller found at most pa in t orhardware stores. It is used for painting.The rollers come in 4-6" widths andhave one end rounded and they areusually white in color.
When your f ina l sanding is com-plete following the f i l l i n g stage, youthen begin the priming phase. Manycompleted kit parts do not require anyfilling at all. You can bypass that stageand go directly to the pr iming step.Again, it is imperative that you thor-oughly clean the surface to ensure norelease agents or other contaminantsexist. DO NOT use any solvents im-mediately prior to using a watcrborncproduct. Solvents will leave a residue100 SEPTEMBER 1999
that wil l actually curdle a waterborneprimer. Wash wi th soap and waterprior to this step.
What about temperature when youapply the product? UV Smooth Primewill dry as water will dry. That meansin high temperatures it will dry rapidlyand in low temperatures it will requirea longer time. The worst combinationis low temperature and high humidity.You can add heat to the area without aproblem due to the fact that the prod-uct is non-flammable.
UV Smooth Prime must becrosslinked to achieve maximumstrength and chemical resistance. Yousimply use a syringe and add a smallamount of the required crossl inkerchemical to the UV Smooth Prime. Theproper amount is specified in the direc-tions. The crosslinker must be added atthe time of application rather than at thefactory. The chemical process that en-sues actually causes a hardening of thematerial. After crosslinking the productmust be used wi thin eight hours. Thecrosslinker is a strong skin sensitizer.You should keep it out of your eyes andoff of your bare skin.
Six rolled on coats of UV SmoothPrime are recommended as a primer formost composite surfaces. As an option,you can roll on the first three coats andspray on two more. R o l l i n g is muchmore efficient in fi l l ing pinholes thanspraying. This is why the system re-quires rolling on at least the first threecoats. Spraying on the final coats wil lsave time. After the required numbers ofcoats are in place, allow the surface to
dry and sand once with 280-grit sandpa-per. The surface is then ready for thetopcoat paint . No sanding is recom-mended between coats. A minimum oftwo hours is also required between coats.
Let's summarize the steps of priming:1. Properly prepare the surface by
thoroughly cleaning with soap and waterand sanding, if necessary.
2. Mix the proper amount ofcrosslinker with the UV Smooth Prime.Only mix the total amount you will beusing within eight hours.
3. Apply the first three coats usingthe proper type of foam roller. This willfill pinholes. Allow two hours of dryingtime between coats.
4. You may then apply three morecoats using the foam roller or two coatssprayed on.
5. Allow the coats to completely dry.6. Dry sand the surface using 280 grit
sandpaper. DO NOT wet sand.7. Inspect the surface for imperfec-
tions. Additional coats may be rolled onor sprayed as necessary.
Step 3 — Final Topcoat
The topcoat you apply is one of yourchoice as long as it is light in color —usually white. There are a number of ex-cellent topcoats on the market. Most ofthem are polyurethane paints and youneed to be aware of the health hazardsinvolved if you are spraying them. Aforced air breathing system must beused such as the one manufactured byHobbyAir. Use the product as directedby the manufacturer. Polyurethane paintsmay be applied directly over UV SmoothPrime. If you are using another type ofprimer you should complete the primingprocess by using the product recom-mended by the paint manufacturer as afinal coat.
To continue with the non-hazardousFlight Gloss System developed by Poly-Fiber, a waterborne polyurethane topcoatis available. This paint is called TopGloss and it is crosslinked prior to appli-cation just as UV Smooth Prime. It issprayed on after the Smooth Prime hasthoroughly dried. You will apply the firstcoat as a tack coat that fully covers thesurface. Often, a waterborne paint willhave a slight orange peel effect until itdries. It will usually dry smooth. I rec-ommend that before you actually paintyour aircraft surface that you practice onanother piece of material. Waterbornepaints spray differently than any paint

that you may have used before. You mustapply light coats. Top Gloss is thin andneeds to be sprayed carefully.
After you have applied the first coat,let it dry at least 6 hours. This will givethe paint time to level out into a smoothsurface. Put another coat on withoutflooding it. If the surface is not level, letit sit for a few days and sand it level us-ing 600 grit sandpaper. If it looks goodallow it to dry for at least six hours andthen paint the final coat. If you waitmore than 24 hours between coats youmust scuff sand the surface using 600grit sandpaper before applying anothercoat. This will ensure proper adhesion.
After allowing the final coat to dryfor at least 7 days, you can now use abuffer and with l i t t le effort have a nearperfect finish. Buff out the paint using ahigh-quality automotive buffer — onethat you can adjust the speed. Buffing isrequired of v i r t u a l l y any topcoat toachieve an award winning finish.
ADDITIONALCONSIDERATIONS
Should you prime a composite air-plane and then fly it before painting?Varying opinions exist concerning thisstep. Jon Goldenbaum of Poly-Fiber,Inc. recommends that you not fly inprimers. Primers of all types are porousand not designed to be unduly weath-ered. We all know that before painting,the surface must be clean and free ofgrease, oil, etc. Hying off your timewith the primer showing does not helpthis problem. You can easily taint thesurface to the point that the topcoatpaint could actually fail within a fewyears. You would probably blame thepaint when in fact, the reason would bethe imperfect primer-to-paint bondcaused by all of the contaminants ab-sorbed into the primer.
Ideally, you should f i l l and primeparts as they are completed. This alsoavoids another common problem that isoften referred to as "settling." Settlingis a common problem found in com-posite finishing. An airplane is paintedand buffed and it looks beautiful. Threemonths later the weave pattern of thefiberglass begins to appear. What ishappening? This is simply a result ofthe settling and shrinking or the primersand topcoat paint into the weave or pin-holes of the composite surface. Thereare a number of reasons for this irritat-ing phenomenon.
1. All coatings whether solvent orwater based will shrink and settle some-what after application.
2. When an aircraft is in service, theheat from the sun wil l bake and curethe primer and coatings, shrinking themfurther. Additionally, some epoxy resinswill actually post cure with skin tem-perature heating thus slightly alteringtheir surface texture. Another reason topost cure.
How do you avoid this problem?Again, fill and prime parts as they arecompleted. Let the settling occur inyour shop while you are finishing otherparts. Another way to overcome thisproblem is to paint the airplane and notcolor sand or buff for three months.This allows the paint to settle beforeyou sand and buff. If you have a paintedaircraft that is experiencing this prob-lem, you can sand and buff the surface.The age of the finish does not matter.
This concludes the series on com-posite construction. Future compositearticles will be more in-depth concen-
trating on repairs, etc. I want to thankthe following people for their input onthese discussions. Gary Hunter withShell Resins, Mike Hoke of AbarisTraining, Terry Schubert of CentralStates Association, and Jon Golden-baum of Poly-Fiber, Inc. ^
The EAA/SportAir workshopschedule is as follows:
September 11-12,1999 Griffin, GAOctober 9-10,1999 Battle Creek, MlNovember 6-7,1999 Lakeland, FL
Information on these work-shops can be obtained by calling800-967-5746 or by contactingthe website at www.sportair.com.The author may be emailed [email protected]
SportAir also has available avideo on Basic Composites. Thisvideo may be obtained throughthe EAA Video Sales.
With Mattituck, this is just another day at the office.
Our livelihood and lives arc on the line every time we per-orni. Split-second liming doesn't allow for mistakes - mentaltr mechanical Confidence in our Mattituck engines allows usB concentrate on our job ... a precision performance."
- Montaine Mallot & Daniel Heligan
You may not perform precision aerobatics in your job like the French Connection, but theperformance of your aircraft engine is no less critical. The Red Gold engine linecombines computer-aided technology and technical expertise to create an engine
that is virtually better than new.You knew Hit Ptrfttminct - Ntw twn fht Engint
For information, call 1-800-624-6680
Mattituck is proud to sponsor the French ConnectionAir Show Team with premium Red Gold engines
Phone 516-298-8330Fax 516-298-8412
FAA Repair StationOX2R125L
RED • GOLD
Mattituck Airbase Inc.P.O. Box 1432 / 410 Airway Drive, Mattituck, NY 11952
For information, use SPORT AVIATION'S Reader Service Card
SPORT AVIATION 101