Embed Size (px)
Citation preview
Control de encoladoEclipse Serie EPC-30
Manual P/N 412 718 B-- Spanish --
NORDSON CORPORATION AMHERST, OHIO USA

1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
This equipment is regulated by the EuropeanUnion under WEEE Directive 2002/96/EC.
See www.nordson.com for information abouthow to properly dispose of this equipment.www.nordson.com
Número de pedidoP/N = Número de pedido de artículos Nordson
AdvertenciaLa presente publicación de Nordson Corporation está protegida por los derechos de autor. Copyright 1999.Se prohibe cualquier reproducción parcial o total del presente manual y su traducción a otro idioma sin el previo
consentimiento por escrito de Nordson.Nordson se reserva el derecho a realizar modificaciones sin previo aviso.
Marcas comercialesAquaGuard, Blue Box, Control Coat, Equi=Bead, Excel 2000, FloMelt, FoamMelt, FoamMix, Helix, Hot Shot, Hot
Stitch, Meltex, MicroSet, MultiScan, Nordson, the Nordson logo, OmniScan, Porous Coat, Posi-Stop, RBX,Sure-Bond, UniScan, UpTime y Versa-Spray son marcas comerciales registradas de Nordson Corporation.
BetterBookSM, CF, Controlled Fiberization, Easy-Screen, Fibermelt, Flo-Tracker, PrintGuard, Package of Values,PatternView y Swirl Coat son marcas comerciales de Nordson Corporation.
Windows es una marca comercial registrada de Microsoft Corporation.
O-1Introduction
� 2001 Nordson CorporationAll rights reserved
NI_EN_J–0301
Nordson International
Country Phone Fax
Austria 43-1-707 5521 43-1-707 5517
Belgium 31-13-511 8700 31-13-511 3995
Czech Republic 4205-4159 2411 4205-4124 4971
Denmark Hot Melt 45-43-66 0123 45-43-64 1101
Finishing 45-43-66 1133 45-43-66 1123
Finland 358-9-530 8080 358-9-530 80850
France 33-1-6412 1400 33-1-6412 1401
Germany Erkrath 49-211-92050 49-211-254 658
Lüneburg 49-4131-8940 49-4131-894 149
Italy 39-02-904 691 39-02-9078 2485
Netherlands 31-13-511 8700 31-13-511 3995
Norway Hot Melt 47-23 03 6160 47-22 68 3636
Finishing 47-22-65 6100 47-22-65 8858
Poland 48-22-836 4495 48-22-836 7042
Portugal 351-22-961 9400 351-22-961 9409
Russia 7-812-11 86 263 7-812-11 86 263
Slovak Republic 4205-4159 2411 4205-4124 4971
Spain 34-96-313 2090 34-96-313 2244
Sweden Hot Melt 46-40-680 1700 46-40-932 882
Finishing 46-304-66 7080 46-304-66 1801
Switzerland 41-61-411 3838 41-61-411 3818
UnitedKingdom
Hot Melt 44-1844-26 4500 44-1844-21 5358Kingdom
Finishing 44-161-495 4200 44-161-428 6716
UV 44-1753-558 000 44-1753-558 100
DED, Germany 49-211-92050 49-211-254 652
Europe
Distributors in Eastern &Southern Europe
O-2 Introduction
� 2001 Nordson CorporationAll rights reserved
NI_EN_J–0301
� For your nearest Nordson office outside Europe, contact the Nordsonoffices below for detailed information.
� Pour toutes informations sur représentations de Nordson dans votrepays, veuillez contacter l’un de bureaux ci-dessous.
� Para obtenir la dirección de la oficina correspondiente, por favordiríjase a unas de las oficinas principales que siguen abajo.
Contact Nordson Phone Fax
DED, Germany 49-211-92050 49-211-254 652
Pacific South Division,USA
1-440-988-9411 1-440-985-3710
Japan 81-3-5762 2700 81-3-5762 2701
Canada 1-905-475 6730 1-905-475 8821
USA Hot Melt 1-770-497 3400 1-770-497 3500
Finishing 1-440-988 9411 1-440-985 1417
Outside Europe /Hors d’Europe /Fuera de Europa
Africa / Middle East
Asia / Australia / Latin America
Japan
North America
Tabla de materias I
� 1999 Nordson CorporationTodos los derechos reservados
412 718BEdición 07/99
Manual 57-42
Tabla de materias
1. Funcionamiento seguro 1-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. Señales de seguridad 1-2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. Personal especializado 1-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4. Intención de uso 1-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5. Instalación y conexión eléctrica 1-4. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6. Manejo 1-4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Peligros menos obvios 1-5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Medidas en caso de funcionamiento anómalo 1-5. . . . . . . . . . . . . .
Peligro de quemaduras 1-6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7. Mantenimiento/reparación 1-7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8. Limpieza 1-8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9. Materiales termofusibles 1-9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10. Eliminación de desechos 1-9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1. Introducción 2-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. Descripción del producto 2-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. Sistemas integrados 2-2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Componentes estándar del sistema 2-3. . . . . . . . . . . . . . . . . . . . . . .
Unidad de control principal 2-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Panel de operario 2-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Activador 2-4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Fuente de alimentación 2-4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Pistola 2-4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Encoder 2-4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Opciones del sistema 2-5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Tarjeta I/O 2-5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Válvula proporcional 2-5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Configuraciones del sistema 2-6. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Panel del operario integrado 2-6. . . . . . . . . . . . . . . . . . . . . . . . . . .
Panel del operario remoto 2-6. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Interfaz de PC remoto 2-7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sección 1Avisos de seguridad
Sección 2Descripción
Tabla de materiasII
� 1999 Nordson CorporationTodos los derechos reservados
412 718BEdición 07/99
Manual 57-42
4. Posibilidades del sistema 2-8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Posibilidades de ajuste 2-8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Autoescalado 2-8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Preparación de pistola rápida 2-9. . . . . . . . . . . . . . . . . . . . . . . . . .
Definición de encolado rápido 2-9. . . . . . . . . . . . . . . . . . . . . . . . . .
Funciones de copiar y borrar 2-10. . . . . . . . . . . . . . . . . . . . . . . . . .
Posibilidades de manejo 2-11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Ajuste en línea del encolado 2-11. . . . . . . . . . . . . . . . . . . . . . . . . .
Ajuste en línea del volumen 2-11. . . . . . . . . . . . . . . . . . . . . . . . . . .
Función de aceleración permitida 2-11. . . . . . . . . . . . . . . . . . . . . .
Otras posibilidades de manejo 2-12. . . . . . . . . . . . . . . . . . . . . . . .
Posibilidades de aplicación 2-12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5. Datos técnicos 2-14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1. Introducción 3-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. Partes principales del panel 3-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. Pantalla 3-2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Ventanas 3-2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Iconos de pantalla 3-4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Pantalla de palabras y abreviaturas 3-6. . . . . . . . . . . . . . . . . . . . . . .
4. Testigos luminosos 3-9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5. Teclado 3-10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Teclas de CONFIGURACIÓN DEL SISTEMA 3-12. . . . . . . . . . . . . .
Teclas AJUSTES DE PROGRAMA 3-13. . . . . . . . . . . . . . . . . . . . . . .
Teclas de manejo 3-14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Teclas de navegación 3-15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Tabla de referencia del teclado 3-16. . . . . . . . . . . . . . . . . . . . . . . . . .
Sección 2Descripción (cont.)
Sección 3Descripción del panel deloperario
Tabla de materias III
� 1999 Nordson CorporationTodos los derechos reservados
412 718BEdición 07/99
Manual 57-42
1. Introducción 4-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. Inspección del equipo 4-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. Diseño del equipo 4-2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Selección de componentes del sistema 4-2. . . . . . . . . . . . . . . . . . . .
Búsqueda del mejor rango para el ratio de engranaje del encoder 4-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Localización de componentes del sistema 4-6. . . . . . . . . . . . . . . . . .
4. Montaje del equipo 4-9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Montaje de la unidad de control principal 4-9. . . . . . . . . . . . . . . . . . .
Montaje del panel del operador remoto 4-12. . . . . . . . . . . . . . . . . . .
Montaje del encoder 4-13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Montaje del activador 4-14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Montaje de la válvula proporcional para control de Run–Up 4-15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Montaje de la fuente de alimentación 4-15. . . . . . . . . . . . . . . . . . . . .
5. Instalación eléctrica 4-16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Extracción de la cubierta del bloque de terminales 4-16. . . . . . . . .
Conexión de entradas y salidas de la tarjeta de control 4-17. . . . .
Conexión de entradas y salidas de la tarjeta opcional I/O 4-26. . .
Conexión de entradas al panel del operador remoto opcional 4-30. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Conexión de la tensión a la fuente de alimentación 4-31. . . . . . . . .
6. Preparación de la puesta a punto 4-32. . . . . . . . . . . . . . . . . . . . . . . . . .
Eliminación de las fuentes de energía del equipo conectado al control de encolado 4-32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Ajuste del activador 4-33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Determinación de la polaridad del activador 4-35. . . . . . . . . . . . . . .
Comprobación del cableado del encoder 4-36. . . . . . . . . . . . . . . . . .
Comprobación del cableado de la pistola 4-37. . . . . . . . . . . . . . . . .
Comprobación del cableado de la tarjeta I/O 4-37. . . . . . . . . . . . . .
Colocación de la cubierta del bloque de terminales 4-38. . . . . . . . .
Sección 4Instalación
Tabla de materiasIV
� 1999 Nordson CorporationTodos los derechos reservados
412 718BEdición 07/99
Manual 57-42
1. Introducción 5-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. Preparación básica del sistema 5-2. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Explicación de los ajustes básicos 5-2. . . . . . . . . . . . . . . . . . . . . . . .
Función de contraseña 5-4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Entrada de los ajustes básicos 5-6. . . . . . . . . . . . . . . . . . . . . . . . . . .
3. Preparación del encoder 5-8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Explicación del ratio de engranaje del encoder 5-8. . . . . . . . . . . . . .
Explicación de los mensajes de error de preparación del encoder 5-9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Eliminación de un mensaje de error 5-9. . . . . . . . . . . . . . . . . . . . .
Preparación del encoder 5-10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Uso del método producto longitud 5-10. . . . . . . . . . . . . . . . . . . . .
Uso del método línea jog 5-12. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Uso del método velocidad de línea constante 5-14. . . . . . . . . . .
Uso del método del usuario 5-15. . . . . . . . . . . . . . . . . . . . . . . . . . .
4. Preparación de la pistola 5-16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Explicación de los ajustes de la pistola 5-16. . . . . . . . . . . . . . . . . . .
Entrada de ajustes de pistola 5-18. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Medida de las distancias de offset de pistola activador (GTO) 5-19. . . . . . . . . . . . . . . . . . . .
Determinación de las distancias GTO utilizando el controlador 5-20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Entrada de las distancias GTO 5-22. . . . . . . . . . . . . . . . . . . . . . . .
Entrada de los valores de compensación de pistola conocidos 5-24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Determinación y entrada de los valores de compensación de pistola 5-25. . . . . . . . . . . . . . . . . . . . . . . . . .
Copia de los ajustes de pistola 5-30. . . . . . . . . . . . . . . . . . . . . . . .
5. Registro de ajustes del sistema 5-31. . . . . . . . . . . . . . . . . . . . . . . . . . . .
1. Introducción 6-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. Definición de encolado 6-2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Explicación de la terminología de control de encolado 6-2. . . . . . .
Explicación de los ajustes de encolado 6-4. . . . . . . . . . . . . . . . . . . .
Definición de un ajuste de encolado 6-5. . . . . . . . . . . . . . . . . . . . . . .
Uso de las teclas rápidas para definir encolados 6-8. . . . . . . . . . . .
Borrar un cordón 6-8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Copiar un encolado 6-10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Borrar un encolado 6-12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sección 5Preparación del sistema
Sección 6Preparación de programa
Tabla de materias V
� 1999 Nordson CorporationTodos los derechos reservados
412 718BEdición 07/99
Manual 57-42
3. Preparación de opciones de programa 6-13. . . . . . . . . . . . . . . . . . . . . .
Explicación de los ajustes de opciones de programa 6-14. . . . . . .
Encolados de cordón a trazos 6-16. . . . . . . . . . . . . . . . . . . . . . . . .
Encolados de cordón a puntos 6-17. . . . . . . . . . . . . . . . . . . . . . . .
Encolados de cordón modulado 6-18. . . . . . . . . . . . . . . . . . . . . . .
Encolados de cordón de longitud aleatoria 6-19. . . . . . . . . . . . . .
Cambio de los ajustes de opciones de programa 6-20. . . . . . . . . . .
Creación de encolados personalizados 6-20. . . . . . . . . . . . . . . . . . .
Eliminación de ajustes de cordón personalizados de un encolado 6-23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Creación de encolados de longitud aleatoria 6-23. . . . . . . . . . . . . . .
Copia de ajustes de tipo de cordón 6-24. . . . . . . . . . . . . . . . . . . . . . .
4. Preparación de control de Run-up 6-26. . . . . . . . . . . . . . . . . . . . . . . . . .
Explicación de los ajustes de control de Run-up 6-26. . . . . . . . . . .
Entrada de ajustes de control de Run-up 6-28. . . . . . . . . . . . . . . . . .
Copia de los ajustes de control Run-up 6-30. . . . . . . . . . . . . . . . . . .
5. Dirección de programa 6-31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Activación de programa 6-31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Cambio de programa 6-33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Guardar un programa 6-33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Copia de programa 6-34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sobreescritura de un programa 6-35. . . . . . . . . . . . . . . . . . . . . . . . . .
Registro de ajustes de programa 6-35. . . . . . . . . . . . . . . . . . . . . . . . .
6. Registro de ajustes de programa 6-36. . . . . . . . . . . . . . . . . . . . . . . . . . .
1. Introducción 7-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. Seguridad en el manejo 7-2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. Procedimientos de manejo 7-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Inicio del sistema 7-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Desconexión del sistema 7-5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Purga de las pistolas 7-6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Activación de un programa 7-7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Puesta en marcha de un programa 7-10. . . . . . . . . . . . . . . . . . . . . . .
Detención de un programa 7-11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Realización de ajustes de encolado en línea 7-12. . . . . . . . . . . . . .
Realización de ajustes de volumen en línea 7-14. . . . . . . . . . . . . . .
Realización de ajustes en línea de tipo de cordón 7-17. . . . . . . . . .
Sección 6Preparación de programa(cont.)
Sección 7Manejo
Tabla de materiasVI
� 1999 Nordson CorporationTodos los derechos reservados
412 718BEdición 07/99
Manual 57-42
4. Procedimientos de monitorizado 7-19. . . . . . . . . . . . . . . . . . . . . . . . . . .
Explicación de las opciones de monitorizado 7-20. . . . . . . . . . . . . .
Monitorizado de la operación del sistema 7-22. . . . . . . . . . . . . . . . .
Puesta a cero de la cuenta de producto 7-24. . . . . . . . . . . . . . . . . . .
Monitorizado del volumen de cordón 7-25. . . . . . . . . . . . . . . . . . . . .
Comprobación de fallos y avisos 7-26. . . . . . . . . . . . . . . . . . . . . . . . .
Eliminación de un fallo 7-27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Eliminación de un aviso 7-28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Comprobación de ajustes de programa o sistema 7-30. . . . . . . . . .
5. Procedimientos para manejo remoto 7-31. . . . . . . . . . . . . . . . . . . . . . . .
Detención de sistema de forma remota (con notificación de fallo) 7-31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Desactivación remota de la unidad 7-31. . . . . . . . . . . . . . . . . . . . . . .
Cambio entre activación de programa local y remota 7-32. . . . . . .
Llamada a programas 7-33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Detención de un programa de forma remota 7-35. . . . . . . . . . . . . . .
Monitorizado de la operación del sistema de forma remota 7-35. .
Manejo del sistema desde Ordenador personal 7-36. . . . . . . . . . . .
1. Introducción 8-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. Localización de averías por síntomas 8-2. . . . . . . . . . . . . . . . . . . . . . . .
Testigo READY no encendido 8-3. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Todos los encolados perdidos (las pistolas no disparan) 8-4. . . . .
Un encolado perdido (una pistola no dispara) 8-6. . . . . . . . . . . . . . .
Todos los encolados perdidos en algunos productos 8-8. . . . . . . . .
Uno o mas cordones siempre fuera de posición 8-9. . . . . . . . . . . . .
Uno o mas cordones fuera de posición en ocasiones 8-11. . . . . . .
Uno o mas cordones perdidos en algunos productos 8-12. . . . . . .
Uno o mas cordones demasiado largos o demasiado cortos 8-13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Volumen de cordón demasiado bajo o demasiado alto 8-14. . . . . .
Cúmulos de adhesivo al detener la línea 8-15. . . . . . . . . . . . . . . . . .
Ajustes no guardados 8-15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. Localización de averías por códigos de fallo y aviso 8-16. . . . . . . . . .
4. Localización de averías por códigos de fallo Log 8-20. . . . . . . . . . . . .
Sección 7Manejo (cont.)
Sección 8Localización de averías
Tabla de materias VII
� 1999 Nordson CorporationTodos los derechos reservados
412 718BEdición 07/99
Manual 57-42
5. Comprobaciones y test de la localización de averías 8-21. . . . . . . . . .
Comprobación de carga de pistola 8-21. . . . . . . . . . . . . . . . . . . . . . .
Comprobación del manejo de una pistola 8-22. . . . . . . . . . . . . . . . .
Comprobación de operación de activador 8-24. . . . . . . . . . . . . . . . .
Comprobación de compensación de pistola 8-26. . . . . . . . . . . . . . .
6. Ayuda y material de referencia para la localización de averías 8-28.
Información de fusible 8-28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Comprobación de tensión 8-29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Diagrama del bloque del controlador 8-31. . . . . . . . . . . . . . . . . . . . .
Diagrama de cableado de entrada/salida del controlador 8-32. . . .
1. Introducción 9-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. Herramientas recomendadas 9-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. Piezas de kits de servicio 9-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4. Otras piezas de repuesto 9-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sustitución de una pieza en la unidad de control de encolado 9-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Lista de piezas de la unidad de control principal (Unidad con panel de operario integrado) 9-6. . . . . . . . . . . . . . . . . .
Lista de piezas de unidad de control principal (Unidad con panel de operario remoto) 9-8. . . . . . . . . . . . . . . . . . . .
Lista de piezas de tarjeta de control principal 9-10. . . . . . . . . . . . . .
Lista de piezas de panel de operador 9-12. . . . . . . . . . . . . . . . . . . . .
Lista de piezas de panel de operador remoto 9-13. . . . . . . . . . . . . .
Lista de componentes externos 9-14. . . . . . . . . . . . . . . . . . . . . . . . . .
5. Piezas de repuesto recomendadas 9-14. . . . . . . . . . . . . . . . . . . . . . . . .
Sección 8Localización de averías (cont.)
Sección 9Piezas de repuesto

Tabla de materiasVIII
� 1999 Nordson CorporationTodos los derechos reservados
412 718BEdición 07/99
Manual 57-42
� 1994 Nordson CorporationReservados todos los derechos Edición 11/94
A1SP–02–[XX–SAFE]–1
Sección 1
Avisos de seguridad

Avisos de seguridad1-0
� 1994 Nordson CorporationReservados todos los derechosEdición 11/94
A1SP–02–[XX–SAFE]–1

Avisos de seguridad 1-1
� 1994 Nordson CorporationReservados todos los derechos Edición 11/94
A1SP–02–[XX–SAFE]–1
Sección 1Avisos de seguridad
Los avisos de seguridad contenidos en esta sección y a lo largo delmanual son aplicables a los trabajos que se llevan a cabo en la unidad omediante ella. Además, en el texto también se incluyen advertenciasconcernientes a cuestiones específicas de seguridad. Es muy importanteque se observen los avisos de seguridad indicados, en caso contrario,podrían producirse lesiones personales y/o daños en la unidad o en otrosequipos.
Teniendo en cuenta todo esto, se dan aquí algunas recomendacionesbásicas relativas a la seguridad.
� Leer y familiarizarse con el contenido de esta sección antes deinstalar, poner en marcha, mantener o reparar la unidad.
� Leer y respetar los avisos relacionados con tareas específicas que seindican en el texto.
� Guardar este manual al alcance del personal que maneje o man-tenga la unidad.
� Ponerse la vestimenta personal adecuada y el equipo protectornecesario, tal como guantes y gafas de seguridad.
� Estudiar y tomar todas las medidas de seguridad prescritas por sucompañía, los reglamentos generales de prevención de accidentes yla legislación estatal sobre seguridad.
1. Funcionamiento seguro

Avisos de seguridad1-2
� 1994 Nordson CorporationReservados todos los derechosEdición 11/94
A1SP–02–[XX–SAFE]–1
Las siguientes señales son utilizadas en todo el manual para advertircontra peligros o sus posibles causas. ¡Estudiarlas! La falta de atencióna una señal podría causar lesiones personales y/o dañar la unidad uotros equipos.
AVISO: La falta de atención podrá provocar lesiones person-ales, la muerte o daños materiales.
AVISO: Riesgo de sufrir descargas eléctricas. La falta deatención podrá provocar lesiones personales, la muerte odaños materiales.
AVISO: Desconectar la unidad de la red de tensión.
AVISO: Caliente. Peligro de quemaduras. Según las señalesindicadas, ponerse traje protector contra el calor, gafasprotectoras y/o guantes aislantes del calor.
AVISO: Riesgo de explosión o de incendio. Se prohiben fuego,llamas y fumar.
AVISO: Sistema o material sometido a presión elevada.Eliminar la presión. La falta de atención podrá causar gravesquemaduras.
PRECAUCION: La falta de atención podría dañar el equipo.
PRECAUCION: Superficie caliente. La falta de atención podrácausar quemaduras.
2. Señales de seguridad

Avisos de seguridad 1-3
� 1994 Nordson CorporationReservados todos los derechos Edición 11/94
A1SP–02–[XX–SAFE]–1
Se entenderá por ”personal especializado” aquellas personas queconozcan a fondo el equipo, así como su manejo seguro y formas demantenerlo y repararlo. Además, el personal especializado debe estarfísicamente en condiciones de realizar las correspondientes tareas,conocer las normas y reglamentos de seguridad, y haber sido entrenadopara instalar, manejar, mantener y reparar apropiadamente el equipo. Esresponsabilidad de la empresa que utiliza el equipo, el asegurar que supersonal satisfaga estos requerimientos.
La unidad ha sido diseñada y desarrollada sólo para los fines expres-ados en la sección Descripción. Usos que no correspondan a los dedicha sección o, si lo hacen, no en las formas descritas en este manualserán considerados ajenos al propósito de la unidad y, por lo tanto, nocumplirán los reglamentos vigentes.
AVISO: El usar este equipo en forma distinta a las descritas eneste documento podrá provocar lesiones personales, la muerteo daños materiales.
Las siguientes acciones del propietario u operario de la unidad sonalgunos de los muchos casos posibles de uso ajeno al propósito de launidad. Estos usos permitirían a Nordson declararse no responsable delas lesiones personales o daños materiales que pudieran entoncesocurrir.
� Modificar o hacer cambios en la unidad sin aprobación previa.
� Ignorar avisos de seguridad.
� Ignorar instrucciones relativas a la instalación, uso, manejo,mantenimiento o reparación, o cuando estas tareas son realizadaspor personal no especializado.
� Utilizar equipos auxiliares inapropiados o materiales incompatibles.
� Violar las normas de seguridad en el trabajo o los reglamentosdictados por autoridades estatales o consejos de seguridad.
3. Personal especializado
4. Intención de uso
Avisos de seguridad1-4
� 1994 Nordson CorporationReservados todos los derechosEdición 11/94
A1SP–02–[XX–SAFE]–1
AVISO: El desatender las medidas de seguridad podráprovocar lesiones personales o la muerte.
� Cualquier conexión eléctrica, neumática, hidráulica o de gas ycualquier instalación de equipos utilizados para la aplicación demateriales termofusibles debe ser realizada por personal especiali-zado. Respetar siempre las instrucciones dadas para la instalaciónde componentes y accesorios.
� La unidad ha de estar correctamente puesta a tierra y protegida porun fusible apropiado a la corriente nominal de la misma (ver la placade características).
� Los cables que salen de la unidad tienen que ser revisados periódi-camente para determinar si están desgastados o dañados.
� La sección y aislamiento de los cables de conexión a la red detensión deben satisfacer los valores de corriente y tensión nominalesde la unidad.
� Los cables no deben jamás aplastarse o presionarse. Los cablesnunca deben ponerse en áreas de mucho tránsito o dónde puedandañarse.
La unidad debe ser manejada por personal especializado y de acuerdocon las instrucciones dadas en este manual.
AVISO: El desatender las medidas de seguridad podráprovocar lesiones personales o la muerte.
� No permitir nunca que la unidad sea manejada por personal que estébajo los efectos de substancias que reduzcan sus reacciones o que,por razones físicas, esté incapacitado para ello.
� Antes de arrancar la unidad, comprobar cada vez los dispositivos deprotección y de alarma. Asegurarse de que funcionan bien. No utilizarla unidad si dichos dispositivos no funcionan correctamente.
� Cuando se saquen los dispositivos de seguridad para llevar a cabotrabajos de montaje, mantenimiento o reparación de la unidad, hayque volver a montarlos inmediatamente después de haber finalizadoel trabajo.
� Cerciorarse, antes de arrancar la unidad, de que todas las protec-ciones y dispositivos de seguridad se hallan en su lugar y de quefuncionan correctamente.
5. Instalación y conexióneléctrica
6. Manejo

Avisos de seguridad 1-5
� 1994 Nordson CorporationReservados todos los derechos Edición 11/94
A1SP–02–[XX–SAFE]–1
� En ambientes húmedos sólo pueden funcionar equipos quesatisfagan la clase de protección correspondiente.
� Nunca hacer funcionar la unidad en lugares donde exista peligro deexplosión.
� Mantener los miembros del cuerpo o las ropas alejados de las piezasrotatorias. No ponerse ropa holgada al manejar o mantener unidadescon partes rotatorias. Sacarse los relojes de pulsera, anillos, collareso piezas similares de joyería y atarse o cubrirse los cabellos largosantes de realizar cualquier trabajo en o con la unidad.
� Antes de realizar mediciones de comprobación de los resultadosobtenidos, parar la unidad y esperar a que se detenga.
� Nunca apuntar pistolas o boquillas hacia sí mismo o hacia otraspersonas.
AVISO: Al trabajar con la unidad, el operario o técnico deservicio debe tener presente otros peligros no tan obvios y quefrecuentemente son imposibles de reducir al mínimo en el lugardonde está montada la unidad.
� Partes de la unidad que, prácticamente, no permiten una protección.Pueden estar calientes y, después de apagar la unidad, tardar enenfriarse.
� La posibilidad de que existan potenciales eléctricos en la unidad, aundespués de haber sido desconectada.
� Material termofusible y vapores.
� Piezas hidráulicas o neumáticas de la unidad.
� Piezas que enrollan o desenrrollan algo y que no están cubiertas.
Si se produce un fallo en el funcionamiento de la unidad, apagar éstainmediatamente.
� Abrir el interruptor general o de emergencia.
� Hacer reparar la unidad únicamente por personal especializado.
6. Manejo (cont.)
Peligros menos obvios
Medidas en caso defuncionamiento anómalo

Avisos de seguridad1-6
� 1994 Nordson CorporationReservados todos los derechosEdición 11/94
A1SP–02–[XX–SAFE]–1
El contacto con materiales termofusibles calientes o con partes calientesde la unidad pueden causar graves quemaduras de la piel.
AVISO: Caliente. Peligro de quemaduras. Según las señalesindicadas, ponerse traje protector contra el calor, gafasprotectoras y/o guantes aislantes del calor.
� Tener mucho cuidado al trabajar con material termofusible. Estematerial puede encontrarse muy caliente incluso después de habersesolidificado.
� Vestir siempre trajes protectores que cubran bien todos los miembrosexpuestos del cuerpo.
En caso de quemaduras dar los pasos siguientes.
� Enfriar inmediatamente con agua fría y limpia las partes afectadas dela piel.
� No quitar el material termofusible adherido a la piel por la fuerza.
� Procurar inmediatamente asistencia médica.
Peligro de quemaduras

Avisos de seguridad 1-7
� 1994 Nordson CorporationReservados todos los derechos Edición 11/94
A1SP–02–[XX–SAFE]–1
Confiar la ejecución de los procedimientos descritos en este documentoúnicamente al personal especializado. Al realizar estas tareas, ponersela vestimenta y el equipo de protección.
AVISO: Aun estando en la posición OFF, el disyuntor ointerruptor general están eléctricamente energizados. Seguirlos pasos siguientes antes de tratar de mantener o reparar launidad.
� Desenchufar la unidad, así como marcar y tapar las tomas de la redde tensión.
� Para comprobar que la unidad está realmente separada de la red,tratar de hacer funcionar la unidad. Si ésta no se energiza, comenzarcon los trabajos de mantenimiento o reparación.
� Si la unidad se energiza, repetir los pasos: desenchufar, marcar ytapar. Volver a tratar de energizar la unidad.
� Eliminar la presión en todo el sistema siguiendo las instruccionesdadas en este documento para ello.
� Asegurarse de que las piezas neumáticas o hidráulicas no puedanmoverse descontroladamente.
� Utilizar solamente componentes que no comprometan la seguridadde la unidad. Usar únicamente repuestos originales Nordson.
� Al remover o instalar componentes, usar siempre herramientas conmangos aislantes.
7. Mantenimiento/reparación
Avisos de seguridad1-8
� 1994 Nordson CorporationReservados todos los derechosEdición 11/94
A1SP–02–[XX–SAFE]–1
NOTA: Antes de emplear cualquier agente para la limpieza de piezas yequipos utilizados en la aplicación de materiales termofusibles, consultarsiempre la hoja de característas y seguridad del mismo o la hojainformativa de su fabricante o distribuidor.
AVISO: No limpiar nunca una pieza de aluminio, ni lavar ningúnsistema con disolventes derivados de hidrocarburos halogena-dos. Algunos ejemplos de hidrocarburos halogenados son:diclorometileno, tricloroetileno 1,1,1 y percloroetileno. Loshidrocarburos halogenados pueden reaccionar violentamentecon el aluminio.
AVISO: Al utilizar disolventes de limpieza, están prohibidos elfuego, las llamas y el fumar. Respetar todas las reglas deprevención de explosiones. Los disolventes de limpieza debencalentarse únicamente con equipos protegidos contra explo-siones y provistos de reguladores de temperatura.
� No emplear nunca una llama para limpiar la unidad o sus compo-nentes.
� Usar sólo disolventes de limpieza desarrollados o preparadosespecialmente para el material termofusible utilizado. Jamás usardisolventes de pintura.
� Observar el punto de inflamación del disolvente utilizado. Paracalentar los disolventes, aplicar sólo métodos que permitan unacalefacción controlada.
� Para eliminar los vapores desprendidos, cuidar de una ventilaciónsuficiente en el área de trabajo. Evitar respirar prolongadamentedichos vapores.
8. Limpieza
Avisos de seguridad 1-9
� 1994 Nordson CorporationReservados todos los derechos Edición 11/94
A1SP–02–[XX–SAFE]–1
NOTA: Consultar siempre la hoja de característas y seguridad o la hojainformativa del material antes de trabajar con cualquier materialtermofusible.
� Cuidar de una ventilación adecuada en el área de trabajo. Evitaraspirar los vapores desprendidos por el material.
� No exceder las temperaturas recomendadas de trabajo. En casocontrario, debido a la descomposición del material, el personalcorrerá peligro.
Desechar equipos y materiales tal como lo establezcan los reglamentosvigentes.
9. Materiales termofusibles
10. Eliminación de desechos
Avisos de seguridad1-10
� 1994 Nordson CorporationReservados todos los derechosEdición 11/94
A1SP–02–[XX–SAFE]–1
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Sección 2
Descripción

Descripción2-0
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42

Descripción 2-1
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Sección 2Descripción
Esta sección describe el sistema de control de encolado Eclipse SerieEPC-30 y sus posibilidades. La sección está dividida en cuatro partesprincipales:
� Descripción del producto� Sistemas integrados� Posibilidades del sistema� Datos técnicos
Si no está familiarizado con alguna de las palabras técnicas utilizadas enesta sección o con la terminología general de control de encolado, vea elglosario al final de este manual.
El control de encolado EPC-30 está diseñado para cubrir una ampliagama de necesidades de embalaje y ensamblaje de productos. Con lahabilidad de posicionarse continuamente a un milímetro (o 0,1 ”) de lalínea, el EPC-30 puede generar encolados precisos a velocidades deproducción que alcanzan los 300 m/min (983 ft/min). Puede recibirentradas de uno o dos activadores, controlar cuatro salidasindependientes, producir hasta 24 cordones por salida, almacenar 50programas y crear encolados sólidos, por puntos y de otros tipos.
5742007A
Fig. 2-1 Control de encolado Eclipse Serie EPC-30
1. Introducción
2. Descripción del producto

Descripción2-2
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Seleccionando los distintos componentes, opciones y accesorios queconforman la familia Eclipse, puede crear un sistema de control deencolado integrado que alcance sus necesidades específicas. Losdiferentes caminos para configurar su sistema Eclipse se explican en lospárrafos siguientes. Ver
� Componentes estándar del sistema� Opciones del sistema� Configuraciones del sistema
5742005A
3
4
2
5
1
3
Fig. 2-2 Componentes estándar del sistema de control de encolado Eclipse
1. Unidad de control principal conpanel de operario integrado
2. Encoder (con la rueda de fricción)
3. Activador (fotosensor) con reflector4. Pistola y activador
5. Fuente de alimentación
3. Sistemas integrados
Descripción 2-3
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
El sistema Eclipse incluye los siguientes componentes estándar:
� Unidad de control principal con panel de operario integrado� uno o dos activadores� una o dos fuentes de alimentación� pistolas y activadores hasta para cuatro salidas� un encoder
Unidad de control principal
La unidad de control principal consiste en una tarjeta de control principal,un convertidor dc, una carcasa y una placa base. Cuando se pide conpanel de operario integrado, la unidad de control también incluye el panely la tarjeta de pantalla. Cuando se pide con el panel opcional remoto, launidad de control viene con un panel indicador en lugar del panel deoperario. Ambas versiones de la unidad de control se montan en railesestándar DIN.
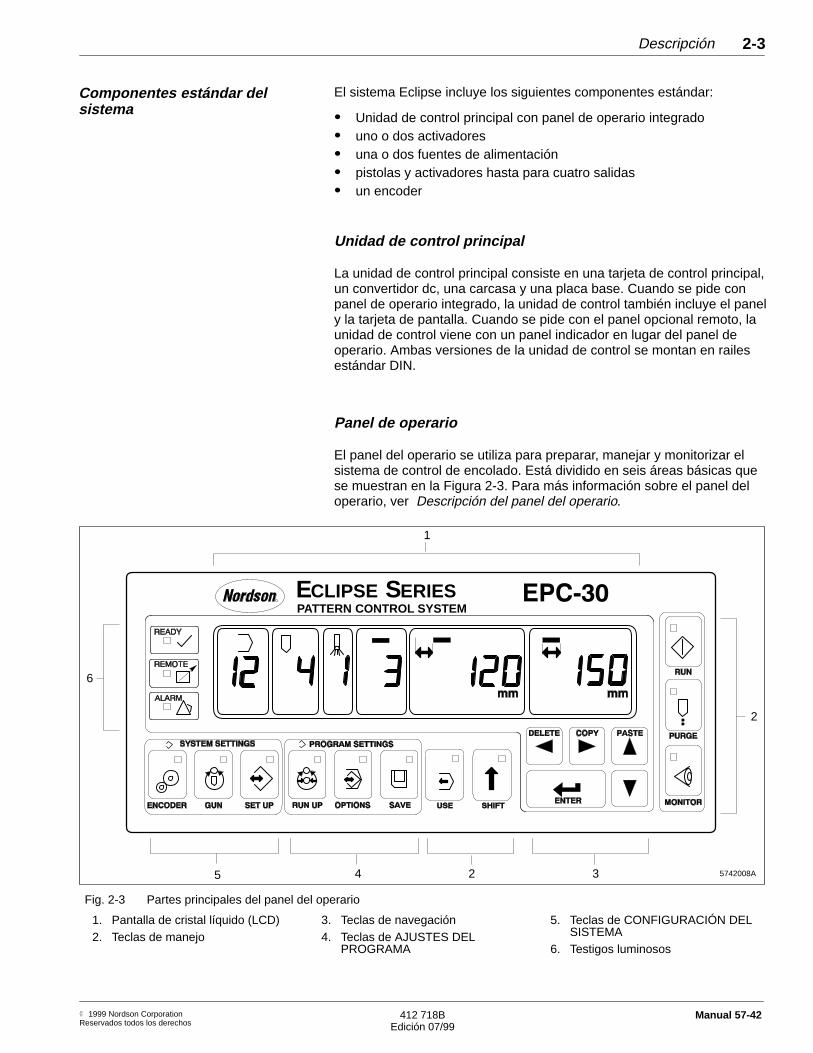
Panel de operario
El panel del operario se utiliza para preparar, manejar y monitorizar elsistema de control de encolado. Está dividido en seis áreas básicas quese muestran en la Figura 2-3. Para más información sobre el panel deloperario, ver Descripción del panel del operario.
5742008A
CLIPSEE SPATTERN CONTROL SYSTEM
ERIES
1
2 345
6
2
Fig. 2-3 Partes principales del panel del operario
1. Pantalla de cristal líquido (LCD)2. Teclas de manejo
3. Teclas de navegación4. Teclas de AJUSTES DEL
PROGRAMA
5. Teclas de CONFIGURACIÓN DELSISTEMA
6. Testigos luminosos
Componentes estándar delsistema
Descripción2-4
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Activador
Un activador, o fotosensor, detecta el producto según se mueve por lalínea de producción y sirve de entrada al control de encolado. Paraencolados complejos o aplicaciones dobles, puede equipar el EPC-30con dos activadores. Nordson ofrece tres diferentes tipos de activadores:fotosensores con retroreflectores, fotosensores con retroreflectores conlentes polarizadas, fotosensores con reflector difuso. El tipo de activadorque debe utilizar depende de la reflexión del producto a detectar y lailuminación del área de detección.
Fuente de alimentación
El sistema Eclipse requiere una fuente de alimentación externa paraconvertir de tensión ac a dc. Nordson ofrece dos tipos de fuentedistintas: fuente de alimentación de 2.5-amp en una carcasa con IP54 yuna fuente de 2,5-amp con una carcasa sin sellar. Ambas son unidadesde autorregulación que pueden aceptar tensión de 90 a 135 Vac o de175 a 264 Vac y convertirla a 24 Vdc regulados.
La fuente de alimentación debe estar capacitada para soportar toda lacarga de las pistolas y del control de encolado. Para más información enla selección del sistema de control de encolado, ver Diseño del equipoen la sección Instalación.
Pistola
El sistema EPC-30 debe incluir una o más pistolas de aplicación deladhesivo. La unidad puede controlar individualmente hasta cuatropistolas. Puede utilizar tanto electroválvulas neumáticas comoaccionamientos de pistola eléctricos, dependiendo del tipo de pistola queprefiera.
Encoder
El control de encolado EPC-30 requiere un encoder para controlar laposición de la línea. Se ofrecen dos encoders con el sistema EPC-30,uno con dimensiones métricas y otro con dimensiones de estándar U.S.Ambos encoders producen 500 pulsos por vuelta y tienen la capacidadde volver atrás y adelante el movimiento de la línea.

Descripción 2-5
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Ademas de los componentes estándar, que requieren los sistemasEclipse, puede aumentar sus posibilidades con el equipamiento opcional.Con el control de encolado EPC-30 se ofrecen las opciones siguientes:
� tarjeta de entrada/salida (I/O)� uno o dos válvulas proporcionales
5742009A
Fig. 2-4 Control de encolado EPC–30 con tarjeta I/O opcional
Tarjeta I/O
Puede añadir una tarjeta I/O opcional a la unidad EPC-30 cuando quieracontrolar el volumen de cordón basándose en la entrada del encoder ocuando quiera recuperar programas de una posición remota. Con latarjeta I/O, puede activar hasta 15 programas diferentes y controlar lasalida de una o dos bombas de termofusible. Puede conectar las dossalidas 4–20 mA del control de encolado a dos válvulas proporcionales,que controlaran el aire suministrado a las dos bombas de pistón. Opuede conectar las dos salidas 0–10 Vdc a dos accionamientos dc, quecontrolarán la salida de las dos bombas de engranajes. La tarjeta I/O semuestra en la Figura 2-4.
La tarjeta I/O proporciona entradas para la integración de la máquinaprincipal y los contactos de salida para fallos y avisos.
Válvula proporcional
Existen disponibles dos válvulas proporcionales de corriente a presión(I/P) para utilizar en las aplicaciones de aceleración y control. Uno convalor IP66 para condiciones de lavado con agua y otro con IP54.
Opciones del sistema
Descripción2-6
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
El control de encolado Eclipse viene en tres configuraciones diferentespara adaptarse a los distintos requerimientos de manejo y producción.Los párrafos siguientes describen cada una de las configuraciones.
Panel del operario integrado
La configuración estándar combina el controlador principal y el panel deloperario en el mismo alojamiento. En esta configuración todas lastarjetas de control e interfaz del operario residen en una sola carcasa.
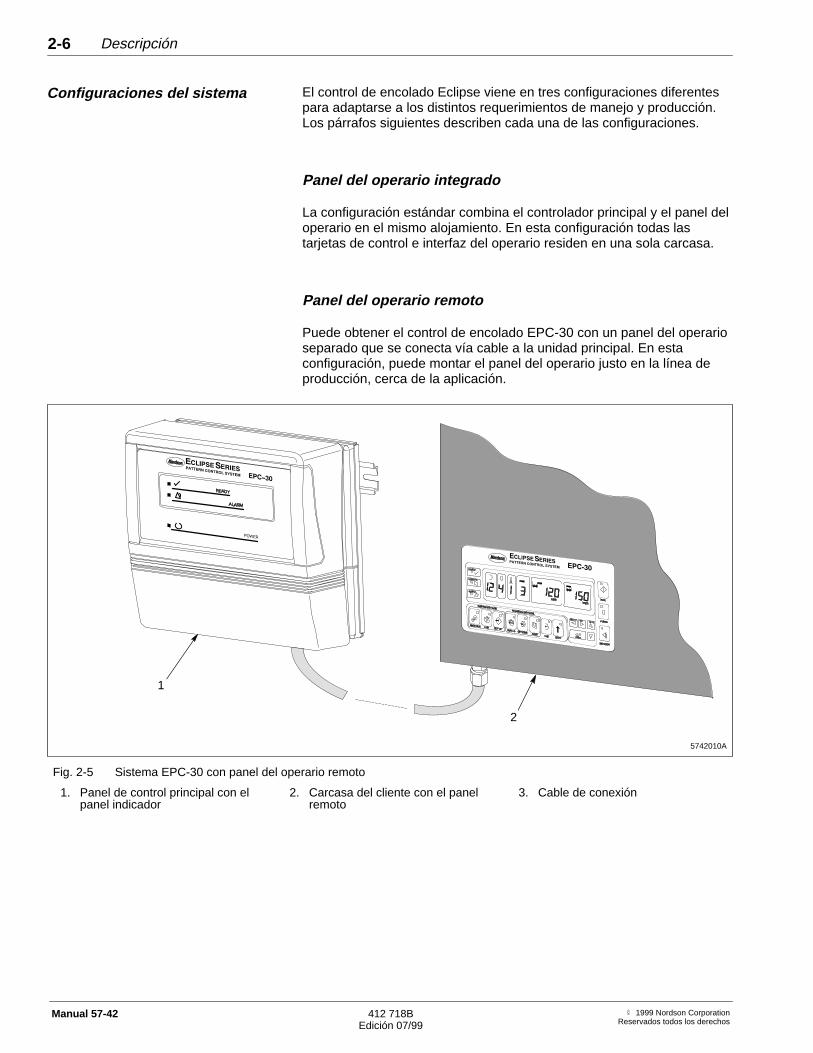
Panel del operario remoto
Puede obtener el control de encolado EPC-30 con un panel del operarioseparado que se conecta vía cable a la unidad principal. En estaconfiguración, puede montar el panel del operario justo en la línea deproducción, cerca de la aplicación.
5742010A
1
2
Fig. 2-5 Sistema EPC-30 con panel del operario remoto
1. Panel de control principal con elpanel indicador
2. Carcasa del cliente con el panelremoto
3. Cable de conexión
Configuraciones del sistema

Descripción 2-7
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Interfaz de PC remoto
Cada control de encolado EPC-30 viene con una copia de PatternView,un programa de software con base Windows . Con el PatternViewinstalado en su ordenador, puede definir ajustes de encolado, carga ydescarga de programas, manejar el sistema de control, monitorizarvariables en tiempo real, manejar archivos de proyectos y generarreportes.
PatternView facilita la entrada de ajustes del sistema y del programa y leda la opción de realizar estas tareas desde su mesa. Cuando este listopara transferir el programa al control de encolado, simplemente ha deconectarlo al ordenador con un cable suministrado por Nordson.
Para más información sobre PatternView, contacte con su representanteNordson.
5742096A
3
1
2
Fig. 2-6 Uso de PatternView con el sistema EPC-30
1. Control de encolado 2. Cable de conexión 3. Ordenador portátil con PatternViewinstalado
Descripción2-8
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
El sistema EPC-30 incorpora algunas funciones avanzadas y nuevastecnologías que facilitan la preparación y manejo del sistema yproporcionan la habilidad de realizar encolados o aplicacionesespeciales. Esta parte de la Sección 2 describe estas funciones yposibilidades que pueden facilitar las tareas si las encuentra útiles.
� Posibilidades de ajuste� Posibilidades de manejo� Posibilidades de aplicación
Sistemas de control de encolado Eclipse que proporcionan muchasfunciones nuevas que reducen la cantidad de tiempo requerido paraintroducir los ajustes del sistema y encolado:
� Autoescalado� Preparación de pistola rápida� Definición de encolado rápido� Funciones de copiar y borrar
Los siguientes párrafos describen cada una de estas funciones. Paramás información, ver Preparación del sistema y Preparación deprograma.
Autoescalado
El EPC-30 le da varías vías de preparación rápida del encoder,eliminando la necesidad de realizar largos cálculos. Utilizando la funciónde control de auto/escalado, puede instalar la rueda o engranaje delencoder de cualquier tamaño, el control de encolado determinará el ratiocorrecto. Si elige el método de auto/escalado producto–longitud,simplemente deje que el producto pase por el sensor e introduzca lalongitud del mismo. Esto da al EPC-30 toda la información necesariapara calcular el ratio del encoder. Otra forma de auto/escalado, mide ladistancia que se mueve, e introduce esta distancia en el control. O siconoce la velocidad de línea, todo lo que necesita es seleccionar elmétodo de velocidad de línea e introducir la velocidad. Puedeseleccionar el método de auto/escalado que más le convenga.
4. Posibilidades del sistem a
Posibilidades de ajuste

Descripción 2-9
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Preparación de pistola rápida
El EPC-30 también facilita la determinación de la compensación depistola. Cuando introduzca los valores de compensación, le indica alsistema de control cuanto tiempo de retraso eléctrico y mecánico dejaentre la apertura y cierre de cada pistola. Si conoce la compensación desu pistola, introduzca la apertura y cierre en milisegundos. Si no conocelos valores, realice un test de encolado. Todo lo que necesita saber es eltiempo que necesita avanzar o retrasar los puntos de inicio y final delcordón e introducir las distancias. El EPC-30 calcula automáticamentelos tiempos correctos de apertura y cierre de la pistola, eliminando lanecesidad de largos proceso de prueba y error.
Definición de encolado rápido
El control de encolado EPC-30 le permite definir sus encoladosrápidamente. Sólo tiene que medir la longitud de cada cordón y ladistancia desde el borde hasta el inicio del cordón. Una vez con estasdos medidas para cada cordón a realizar, seleccione los cordones por elnúmero de pistola y número de cordón e introduzca las medidas. Paradefinir el encolado puede utilizar milímetros o pulgadas.
La Figura 2-7 muestra un cordón típico (cordón 2 desde pistola 1) y lasmedidas que necesita para definirlo:
� Distancia al cordón (120 mm)� Longitud del cordón (30 mm)
Como muestra la figura, se introduce la misma medida del cordón en elcontrol de encolado.
5742100A
120 mm30 mm
Fig. 2-7 Entrada de medidas para el Cordón Número 2
Descripción2-10
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
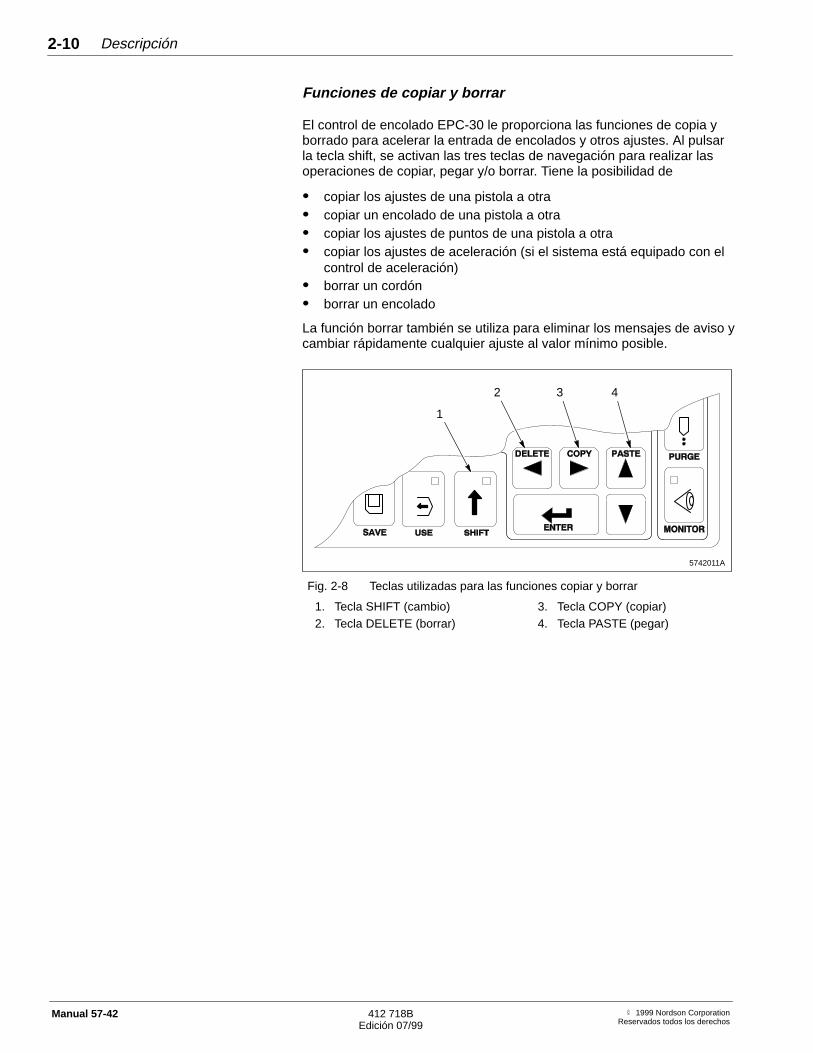
Funciones de copiar y borrar
El control de encolado EPC-30 le proporciona las funciones de copia yborrado para acelerar la entrada de encolados y otros ajustes. Al pulsarla tecla shift, se activan las tres teclas de navegación para realizar lasoperaciones de copiar, pegar y/o borrar. Tiene la posibilidad de
� copiar los ajustes de una pistola a otra� copiar un encolado de una pistola a otra� copiar los ajustes de puntos de una pistola a otra� copiar los ajustes de aceleración (si el sistema está equipado con el
control de aceleración)� borrar un cordón� borrar un encolado
La función borrar también se utiliza para eliminar los mensajes de aviso ycambiar rápidamente cualquier ajuste al valor mínimo posible.
5742011A
1
2 3 4
Fig. 2-8 Teclas utilizadas para las funciones copiar y borrar
1. Tecla SHIFT (cambio)2. Tecla DELETE (borrar)
3. Tecla COPY (copiar)4. Tecla PASTE (pegar)
Descripción 2-11
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
El EPC-30 facilita el manejo del sistema de control de encolado y lomantiene funcionando suavemente. Da al operario acceso a datos entiempo real de las variables del sistema y permite el ajuste del encoladoo el volumen del cordón cuando son necesarios. Las distintasposibilidades de manejo del sistema se describen en los párrafossiguientes.
Ajuste en línea del encolado
El ajuste en línea del encolado permite afinar el ajuste del encolado amedida que se generan. Por ejemplo, si desea aumentar 2 milímetros lalongitud de un cordón, debe seleccionar el número de la pistola y decordón apropiado, pasar a la ventana de longitud de cordón de lapantalla, y pulsar la tecla arriba dos veces para añadir dos milímetros. Elcambio tendrá lugar en unos segundos. Además, el número de programacambiará a guiones para indicar que el programa activo ha sidomodificado. En cualquier momento puede volver al programa original osobreescribir los ajustes nuevos. O puede guardar ambos programas.
Ajuste en línea del volumen
En sistemas equipados con tarjeta opcional I/O, también puede ajustaren línea el volumen del cordón. Para aumentar o disminuir la cantidad deadhesivo en el encolado, seleccione el Válvula proporcional y utilice lasteclas arriba y abajo para obtener el valor deseado.
Función de aceleración permitida
La función de aceleración permitida del EPC-30 le da el caminoconveniente para quitar la tensión de los controles de circuitos de saliday desactiva los circuitos de entrada. Un circuito abierto en los terminalesde aceleración permitida (X7–14 y X7–15) corta la tensión de las salidasde pistola y desactiva las entradas de activadores. También corta latensión de las salidas opcionales y desactiva las entradas de tarjeta I/O.En resumen, un circuito abierto entre X7–14 y X7–15 hará que lasentradas y salidas del control se pongan en estado activo excepto lasentradas del encoder y los dos contactos de salida de la tarjeta I/O:velocidad baja y aviso/fallo. Para activar todas las entradas del control deencolado o aplicar tensión desde el control a sus salidas, el circuito debeestar cerrado.
Posibilidades de manejo

Descripción2-12
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Otras posibilidades de manejo
Además de las posibilidades de ajuste del encolado, el EPC-30 poseeotras funciones que facilitan el manejo. La siguiente tabla explica lo mássignificativo de estas funciones.
Tab. 2-1 Posibilidades de manejo del sistema EPC-30
Propósito de laFunción
Función Descripción de la función
Facilitar la puesta enmarcha y desconexión
Opción autorregulación Le permite preparar el control de encolado de forma que seactive automáticamente el modo de aceleración alconectarse, eliminando la necesidad de pulsar la tecla RUN
Testigo READY (listo) Indica cuando el sistema está listo para operar. Enunidades con tarjeta opcional I/O, este testigo puedeutilizarse para indicar que el sistema de termofusible estálisto.
Tecla PURGE (purga) Le da la posibilidad de purgar el aire o la carbonilla delsistema estando en el panel del operario
Proporcionar datos entiempo real del sistema
Pantalla de velocidadde línea
Permite visualizar la velocidad actual de la línea
Pantalla de cuenta deproductos
Permite visualizar la cuenta de productos y poner a cero sies necesario
Pantalla de salida decontrol de volumen decordón
En unidades con función de control de aceleraciónopcional, se permite mostrar el porcentaje de salida de unoo dos válvulas proporcionales o accionamientos de motor
Asistir la resolución deproblemas
Función de detecciónde atascos
Le permite recibir un aviso cuando la distancia máximaseleccionada de separación de productos se ha superado
Alarma de velocidad delínea baja
Le permite ajustar la velocidad mínima a la que el sistemale dará un aviso
Pantalla de códigos dediagnóstico
Proporciona el número del código de aviso o fallo queindica la causa de cada aviso o fallo
El EPC-30 posee flexibilidad para manejar una gran variedad deaplicaciones y alcanzar los diferentes requerimientos de producción.Dependiendo de sus necesidades, podrá
� generar encolados personalizados� reducir el gasto de adhesivo� poner en marcha la línea más rápido� reducir los costes de equipos al utilizar menos componentes
La siguiente tabla resume estas posibilidades. Para información másdetallada, vea las instrucciones apropiadas en Preparación del sistema yPreparación de programa.
Posibilidades de aplicación
Descripción 2-13
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
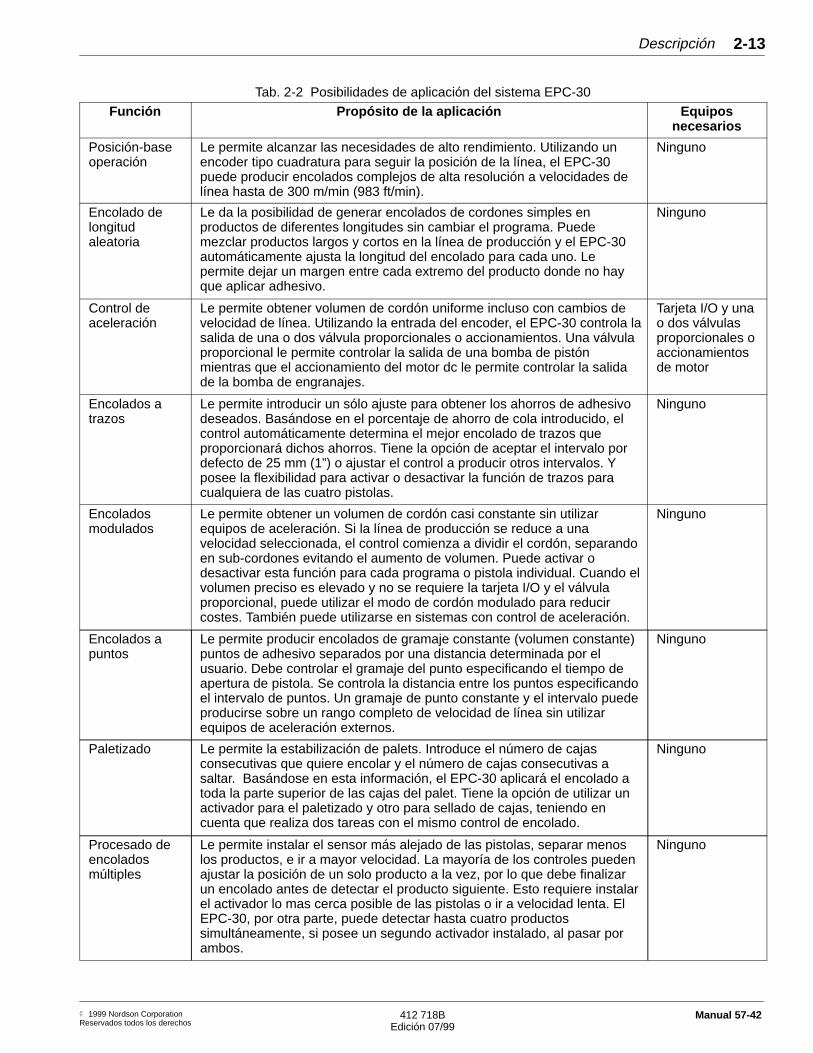
Tab. 2-2 Posibilidades de aplicación del sistema EPC-30
Función Propósito de la aplicación Equiposnecesarios
Posición-baseoperación
Le permite alcanzar las necesidades de alto rendimiento. Utilizando unencoder tipo cuadratura para seguir la posición de la línea, el EPC-30puede producir encolados complejos de alta resolución a velocidades delínea hasta de 300 m/min (983 ft/min).
Ninguno
Encolado delongitudaleatoria
Le da la posibilidad de generar encolados de cordones simples enproductos de diferentes longitudes sin cambiar el programa. Puedemezclar productos largos y cortos en la línea de producción y el EPC-30automáticamente ajusta la longitud del encolado para cada uno. Lepermite dejar un margen entre cada extremo del producto donde no hayque aplicar adhesivo.
Ninguno
Control deaceleración
Le permite obtener volumen de cordón uniforme incluso con cambios develocidad de línea. Utilizando la entrada del encoder, el EPC-30 controla lasalida de una o dos válvula proporcionales o accionamientos. Una válvulaproporcional le permite controlar la salida de una bomba de pistónmientras que el accionamiento del motor dc le permite controlar la salidade la bomba de engranajes.
Tarjeta I/O y unao dos válvulasproporcionales oaccionamientosde motor
Encolados atrazos
Le permite introducir un sólo ajuste para obtener los ahorros de adhesivodeseados. Basándose en el porcentaje de ahorro de cola introducido, elcontrol automáticamente determina el mejor encolado de trazos queproporcionará dichos ahorros. Tiene la opción de aceptar el intervalo pordefecto de 25 mm (1”) o ajustar el control a producir otros intervalos. Yposee la flexibilidad para activar o desactivar la función de trazos paracualquiera de las cuatro pistolas.
Ninguno
Encoladosmodulados
Le permite obtener un volumen de cordón casi constante sin utilizarequipos de aceleración. Si la línea de producción se reduce a unavelocidad seleccionada, el control comienza a dividir el cordón, separandoen sub-cordones evitando el aumento de volumen. Puede activar odesactivar esta función para cada programa o pistola individual. Cuando elvolumen preciso es elevado y no se requiere la tarjeta I/O y el válvulaproporcional, puede utilizar el modo de cordón modulado para reducircostes. También puede utilizarse en sistemas con control de aceleración.
Ninguno
Encolados apuntos
Le permite producir encolados de gramaje constante (volumen constante)puntos de adhesivo separados por una distancia determinada por elusuario. Debe controlar el gramaje del punto especificando el tiempo deapertura de pistola. Se controla la distancia entre los puntos especificandoel intervalo de puntos. Un gramaje de punto constante y el intervalo puedeproducirse sobre un rango completo de velocidad de línea sin utilizarequipos de aceleración externos.
Ninguno
Paletizado Le permite la estabilización de palets. Introduce el número de cajasconsecutivas que quiere encolar y el número de cajas consecutivas asaltar. Basándose en esta información, el EPC-30 aplicará el encolado atoda la parte superior de las cajas del palet. Tiene la opción de utilizar unactivador para el paletizado y otro para sellado de cajas, teniendo encuenta que realiza dos tareas con el mismo control de encolado.
Ninguno
Procesado deencoladosmúltiples
Le permite instalar el sensor más alejado de las pistolas, separar menoslos productos, e ir a mayor velocidad. La mayoría de los controles puedenajustar la posición de un solo producto a la vez, por lo que debe finalizarun encolado antes de detectar el producto siguiente. Esto requiere instalarel activador lo mas cerca posible de las pistolas o ir a velocidad lenta. ElEPC-30, por otra parte, puede detectar hasta cuatro productossimultáneamente, si posee un segundo activador instalado, al pasar porambos.
Ninguno
Descripción2-14
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
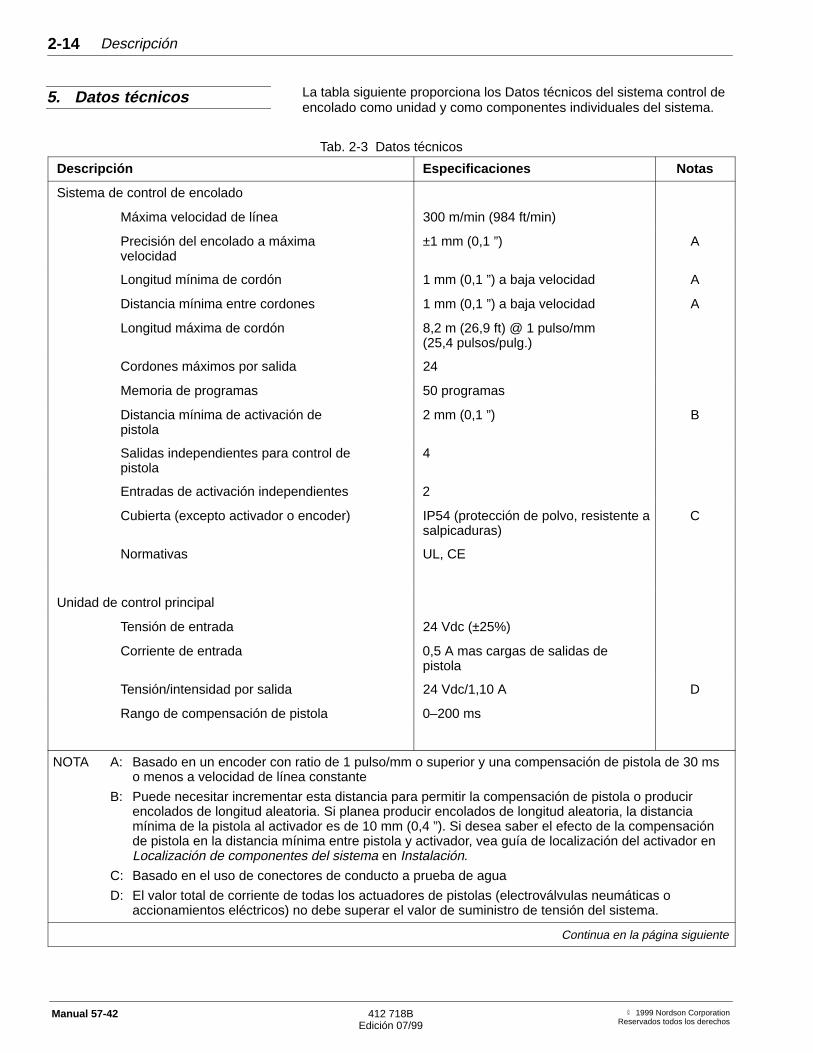
La tabla siguiente proporciona los Datos técnicos del sistema control deencolado como unidad y como componentes individuales del sistema.
Tab. 2-3 Datos técnicos
Descripción Especificaciones Notas
Sistema de control de encolado
Máxima velocidad de línea 300 m/min (984 ft/min)
Precisión del encolado a máximavelocidad
±1 mm (0,1 ”) A
Longitud mínima de cordón 1 mm (0,1 ”) a baja velocidad A
Distancia mínima entre cordones 1 mm (0,1 ”) a baja velocidad A
Longitud máxima de cordón 8,2 m (26,9 ft) @ 1 pulso/mm(25,4 pulsos/pulg.)
Cordones máximos por salida 24
Memoria de programas 50 programas
Distancia mínima de activación depistola
2 mm (0,1 ”) B
Salidas independientes para control depistola
4
Entradas de activación independientes 2
Cubierta (excepto activador o encoder) IP54 (protección de polvo, resistente asalpicaduras)
C
Normativas UL, CE
Unidad de control principal
Tensión de entrada 24 Vdc (±25%)
Corriente de entrada 0,5 A mas cargas de salidas depistola
Tensión/intensidad por salida 24 Vdc/1,10 A D
Rango de compensación de pistola 0–200 ms
NOTA A: Basado en un encoder con ratio de 1 pulso/mm o superior y una compensación de pistola de 30 mso menos a velocidad de línea constante
B: Puede necesitar incrementar esta distancia para permitir la compensación de pistola o producirencolados de longitud aleatoria. Si planea producir encolados de longitud aleatoria, la distanciamínima de la pistola al activador es de 10 mm (0,4 ”). Si desea saber el efecto de la compensaciónde pistola en la distancia mínima entre pistola y activador, vea guía de localización del activador enLocalización de componentes del sistema en Instalación.
C: Basado en el uso de conectores de conducto a prueba de agua
D: El valor total de corriente de todas los actuadores de pistolas (electroválvulas neumáticas oaccionamientos eléctricos) no debe superar el valor de suministro de tensión del sistema.
Continua en la página siguiente
5. Datos técnicos
Descripción 2-15
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
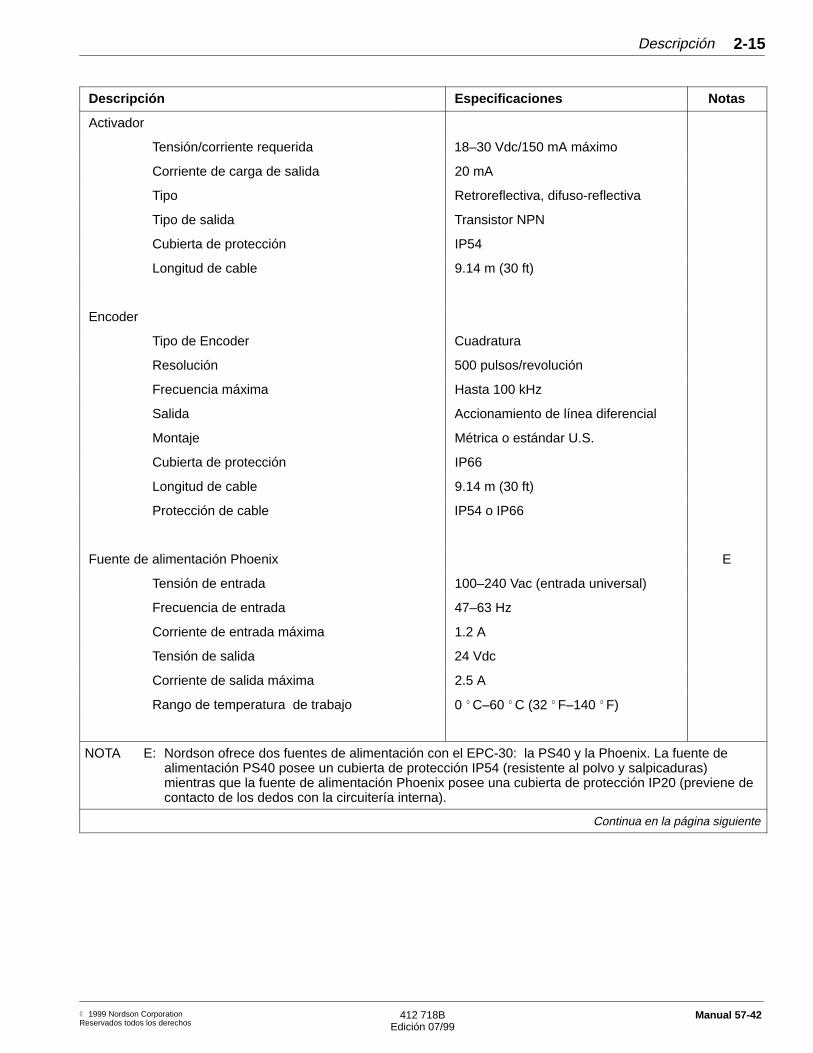
Descripción Especificaciones Notas
Activador
Tensión/corriente requerida 18–30 Vdc/150 mA máximo
Corriente de carga de salida 20 mA
Tipo Retroreflectiva, difuso-reflectiva
Tipo de salida Transistor NPN
Cubierta de protección IP54
Longitud de cable 9.14 m (30 ft)
Encoder
Tipo de Encoder Cuadratura
Resolución 500 pulsos/revolución
Frecuencia máxima Hasta 100 kHz
Salida Accionamiento de línea diferencial
Montaje Métrica o estándar U.S.
Cubierta de protección IP66
Longitud de cable 9.14 m (30 ft)
Protección de cable IP54 o IP66
Fuente de alimentación Phoenix E
Tensión de entrada 100–240 Vac (entrada universal)
Frecuencia de entrada 47–63 Hz
Corriente de entrada máxima 1.2 A
Tensión de salida 24 Vdc
Corriente de salida máxima 2.5 A
Rango de temperatura de trabajo 0 �C–60 �C (32 �F–140 �F)
NOTA E: Nordson ofrece dos fuentes de alimentación con el EPC-30: la PS40 y la Phoenix. La fuente dealimentación PS40 posee un cubierta de protección IP54 (resistente al polvo y salpicaduras)mientras que la fuente de alimentación Phoenix posee una cubierta de protección IP20 (previene decontacto de los dedos con la circuitería interna).
Continua en la página siguiente
Descripción2-16
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
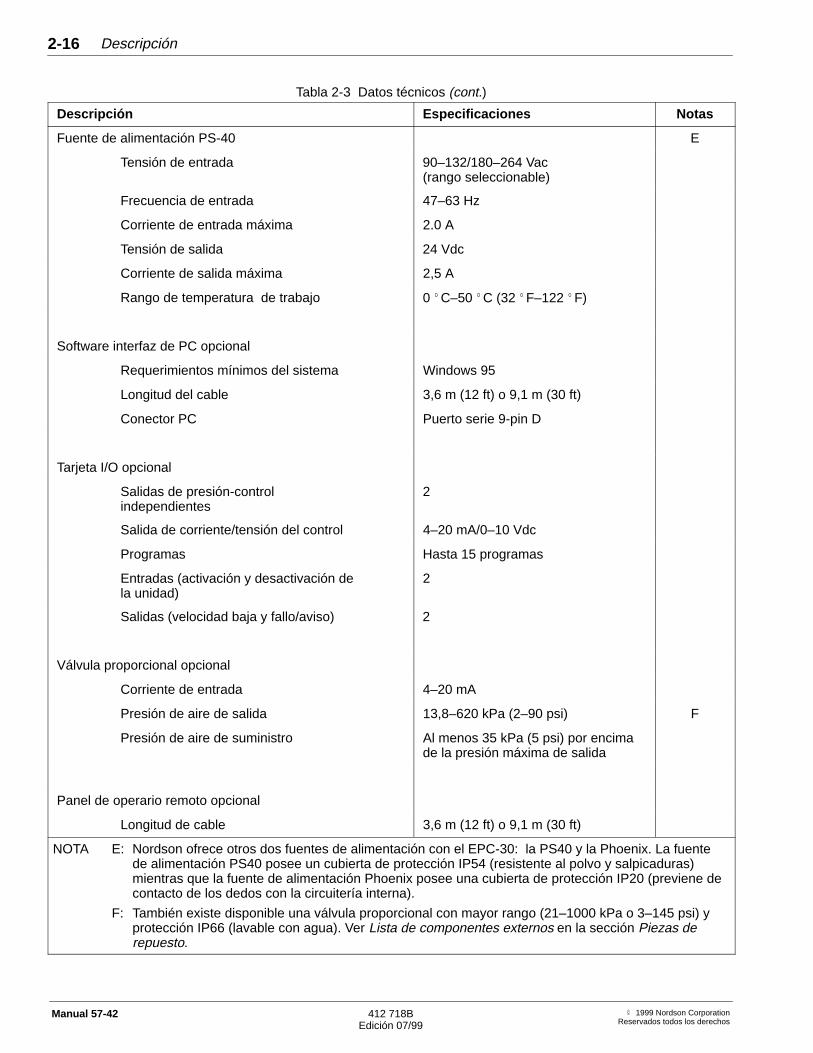
Tabla 2-3 Datos técnicos (cont.)
Descripción Especificaciones Notas
Fuente de alimentación PS-40 E
Tensión de entrada 90–132/180–264 Vac (rango seleccionable)
Frecuencia de entrada 47–63 Hz
Corriente de entrada máxima 2.0 A
Tensión de salida 24 Vdc
Corriente de salida máxima 2,5 A
Rango de temperatura de trabajo 0 �C–50 �C (32 �F–122 �F)
Software interfaz de PC opcional
Requerimientos mínimos del sistema Windows 95
Longitud del cable 3,6 m (12 ft) o 9,1 m (30 ft)
Conector PC Puerto serie 9-pin D
Tarjeta I/O opcional
Salidas de presión-controlindependientes
2
Salida de corriente/tensión del control 4–20 mA/0–10 Vdc
Programas Hasta 15 programas
Entradas (activación y desactivación dela unidad)
2
Salidas (velocidad baja y fallo/aviso) 2
Válvula proporcional opcional
Corriente de entrada 4–20 mA
Presión de aire de salida 13,8–620 kPa (2–90 psi) F
Presión de aire de suministro Al menos 35 kPa (5 psi) por encimade la presión máxima de salida
Panel de operario remoto opcional
Longitud de cable 3,6 m (12 ft) o 9,1 m (30 ft)
NOTA E: Nordson ofrece otros dos fuentes de alimentación con el EPC-30: la PS40 y la Phoenix. La fuentede alimentación PS40 posee un cubierta de protección IP54 (resistente al polvo y salpicaduras)mientras que la fuente de alimentación Phoenix posee una cubierta de protección IP20 (previene decontacto de los dedos con la circuitería interna).
F: También existe disponible una válvula proporcional con mayor rango (21–1000 kPa o 3–145 psi) yprotección IP66 (lavable con agua). Ver Lista de componentes externos en la sección Piezas derepuesto.
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Sección 3
Descripción del panel del operario

Descripción del panel del operario3-0
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42

Descripción del panel del operario 3-1
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Sección 3Descripción del panel del operario
Esta sección explica como utilizar el panel del operario y describe lasdistintas funciones de las teclas, indicadores y pantalla. La sección estádividida en las siguientes partes:
� Partes principales del panel� Pantalla� Testigos luminosos� Teclado
Para más información del funcionamiento diario del sistema de control deencolado, ver la sección Manejo.
El panel del operario posee tres partes principales: la pantalla, el tecladoy un grupo de tres testigos luminosos. Las partes se identifican en laFigura 3-1.
5742012A
CLIPSEE SPATTERN CONTROL SYSTEM
ERIES
1
3
2
Fig. 3-1 Partes principales del panel del operario
1. Pantalla 2. Testigos luminosos 3. Teclado
1. Introducción
2. Partes principales delpanel
Descripción del panel del operario3-2
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
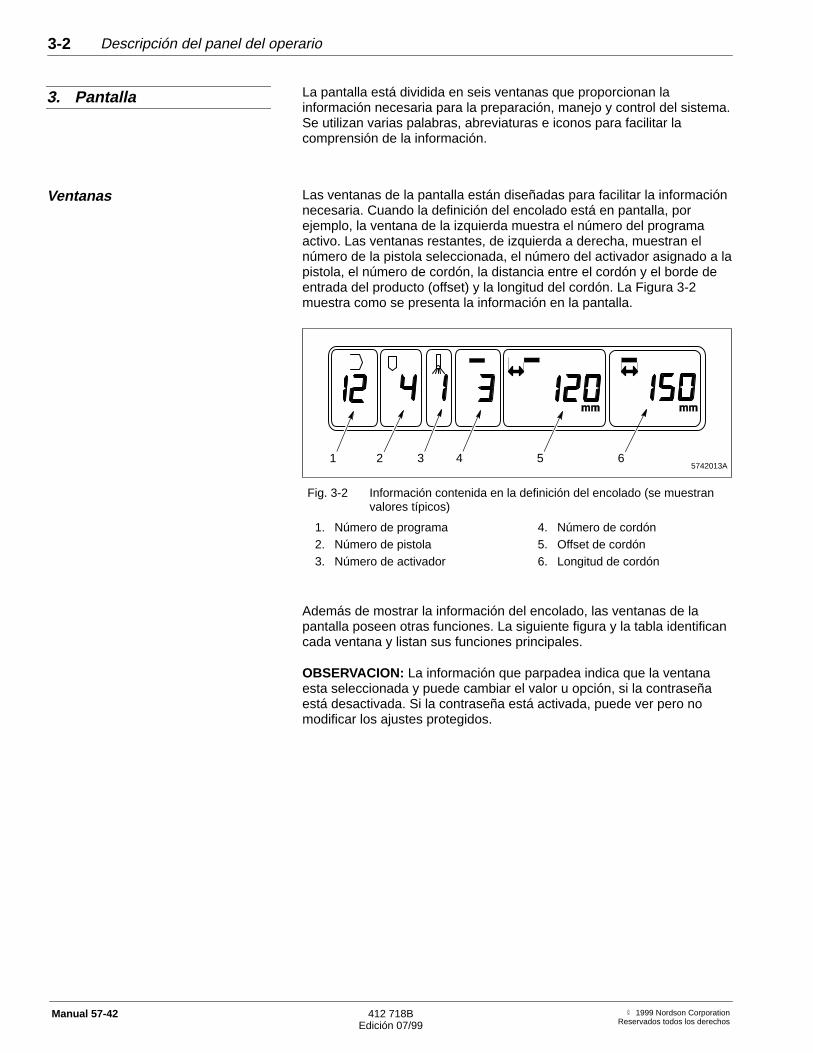
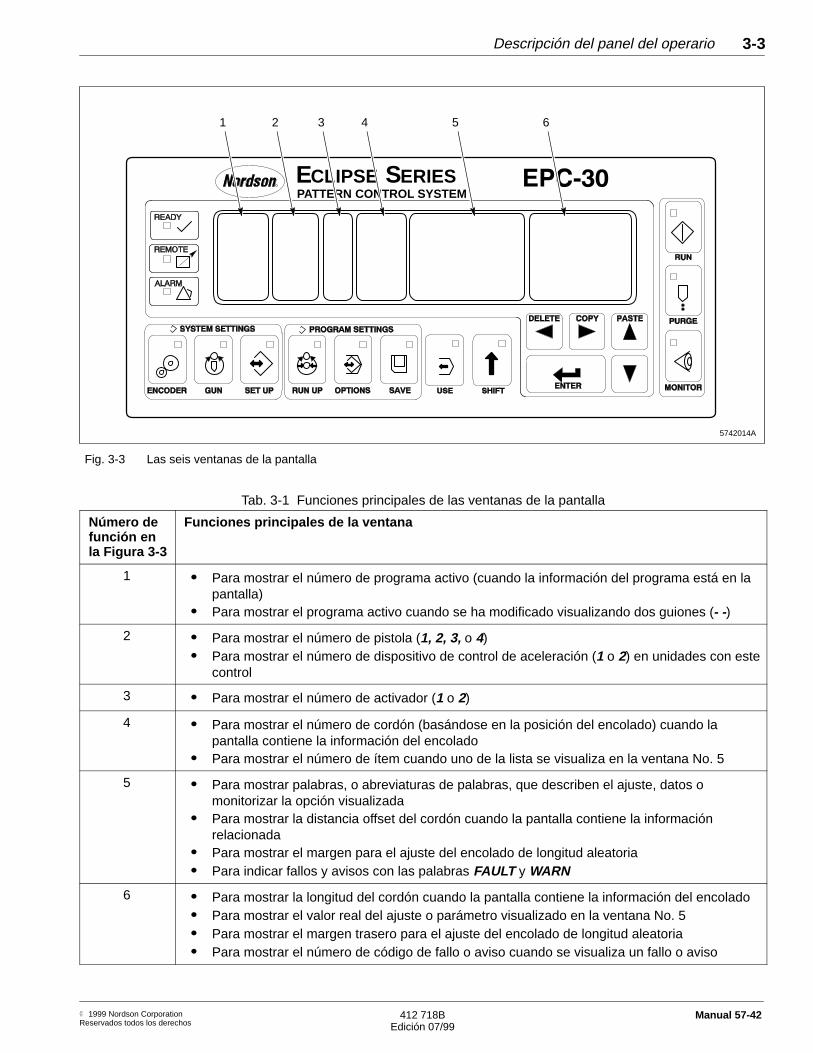
La pantalla está dividida en seis ventanas que proporcionan lainformación necesaria para la preparación, manejo y control del sistema.Se utilizan varias palabras, abreviaturas e iconos para facilitar lacomprensión de la información.
Las ventanas de la pantalla están diseñadas para facilitar la informaciónnecesaria. Cuando la definición del encolado está en pantalla, porejemplo, la ventana de la izquierda muestra el número del programaactivo. Las ventanas restantes, de izquierda a derecha, muestran elnúmero de la pistola seleccionada, el número del activador asignado a lapistola, el número de cordón, la distancia entre el cordón y el borde deentrada del producto (offset) y la longitud del cordón. La Figura 3-2muestra como se presenta la información en la pantalla.
5742013A1 2 3 4 5 6
Fig. 3-2 Información contenida en la definición del encolado (se muestranvalores típicos)
1. Número de programa2. Número de pistola3. Número de activador
4. Número de cordón5. Offset de cordón6. Longitud de cordón
Además de mostrar la información del encolado, las ventanas de lapantalla poseen otras funciones. La siguiente figura y la tabla identificancada ventana y listan sus funciones principales.
OBSERVACION: La información que parpadea indica que la ventanaesta seleccionada y puede cambiar el valor u opción, si la contraseñaestá desactivada. Si la contraseña está activada, puede ver pero nomodificar los ajustes protegidos.
3. Pantalla
Ventanas
Descripción del panel del operario 3-3
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742014A
CLIPSEE SPATTERN CONTROL SYSTEM
ERIES
1 2 3 4 5 6
Fig. 3-3 Las seis ventanas de la pantalla
Tab. 3-1 Funciones principales de las ventanas de la pantalla
Número defunción enla Figura 3-3
Funciones principales de la ventana
1 � Para mostrar el número de programa activo (cuando la información del programa está en lapantalla)
� Para mostrar el programa activo cuando se ha modificado visualizando dos guiones (- -)
2 � Para mostrar el número de pistola (1, 2, 3, o 4)� Para mostrar el número de dispositivo de control de aceleración (1 o 2) en unidades con este
control
3 � Para mostrar el número de activador (1 o 2)
4 � Para mostrar el número de cordón (basándose en la posición del encolado) cuando lapantalla contiene la información del encolado
� Para mostrar el número de ítem cuando uno de la lista se visualiza en la ventana No. 5
5 � Para mostrar palabras, o abreviaturas de palabras, que describen el ajuste, datos omonitorizar la opción visualizada
� Para mostrar la distancia offset del cordón cuando la pantalla contiene la informaciónrelacionada
� Para mostrar el margen para el ajuste del encolado de longitud aleatoria� Para indicar fallos y avisos con las palabras FAULT y WARN
6 � Para mostrar la longitud del cordón cuando la pantalla contiene la información del encolado� Para mostrar el valor real del ajuste o parámetro visualizado en la ventana No. 5� Para mostrar el margen trasero para el ajuste del encolado de longitud aleatoria� Para mostrar el número de código de fallo o aviso cuando se visualiza un fallo o aviso
Descripción del panel del operario3-4
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
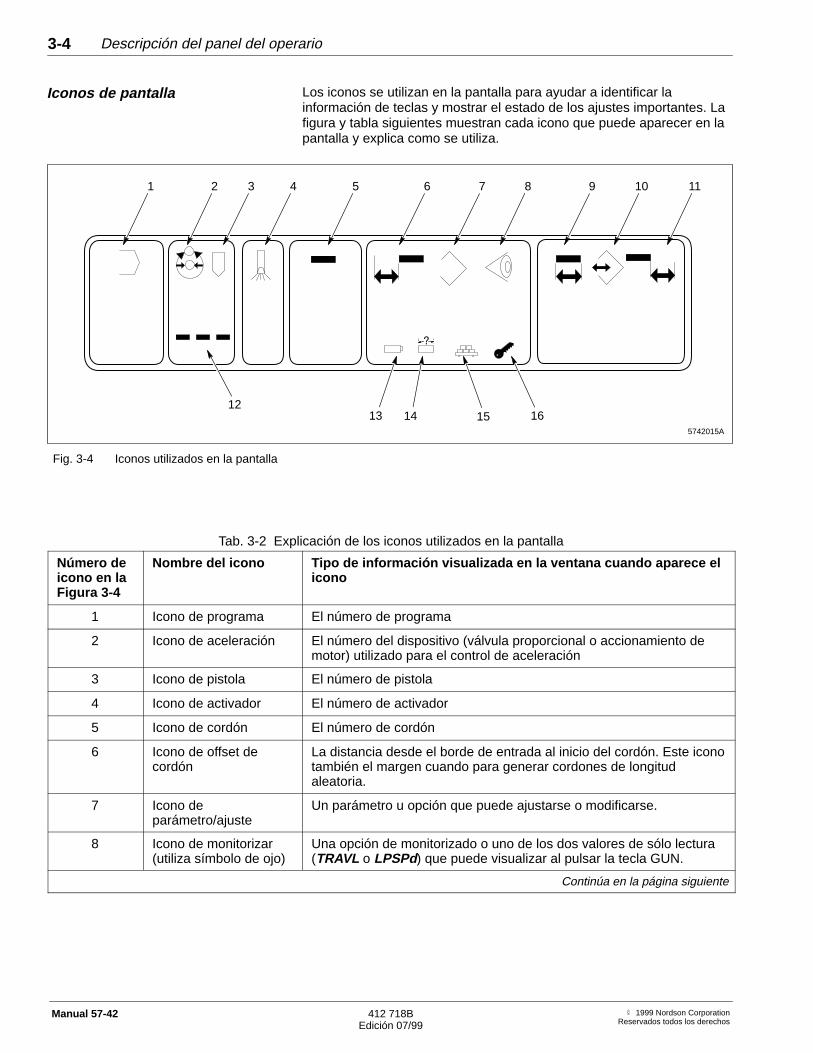
Los iconos se utilizan en la pantalla para ayudar a identificar lainformación de teclas y mostrar el estado de los ajustes importantes. Lafigura y tabla siguientes muestran cada icono que puede aparecer en lapantalla y explica como se utiliza.
5742015A
1 2 3 4 5 6 7 8 9 10 11
1213 14 15 16
Fig. 3-4 Iconos utilizados en la pantalla
Tab. 3-2 Explicación de los iconos utilizados en la pantalla
Número deicono en laFigura 3-4
Nombre del icono Tipo de información visualizada en la ventana cuando aparece elicono
1 Icono de programa El número de programa
2 Icono de aceleración El número del dispositivo (válvula proporcional o accionamiento demotor) utilizado para el control de aceleración
3 Icono de pistola El número de pistola
4 Icono de activador El número de activador
5 Icono de cordón El número de cordón
6 Icono de offset decordón
La distancia desde el borde de entrada al inicio del cordón. Este iconotambién el margen cuando para generar cordones de longitudaleatoria.
7 Icono deparámetro/ajuste
Un parámetro u opción que puede ajustarse o modificarse.
8 Icono de monitorizar(utiliza símbolo de ojo)
Una opción de monitorizado o uno de los dos valores de sólo lectura(TRAVL o LPSPd ) que puede visualizar al pulsar la tecla GUN.
Continúa en la página siguiente
Iconos de pantalla

Descripción del panel del operario 3-5
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Número deicono en laFigura 3-4
Nombre del icono Tipo de información visualizada en la ventana cuando aparece elicono
9 Icono de longitud decordón
La longitud de cordón seleccionado.
10 Icono de valor El valor o ajuste actual de un parámetro u opción.
11 Icono de margen deborde de salida
La longitud del margen del borde de salida cuando se ajustancordones de longitud aleatoria.
12 Icono de sub cordón El número de pistola cuando el encolado generado es a trazos, apuntos o modulado.
13 Icono de Encoder Este icono aparece cuando el sistema ajusta para la posición base(distancia base) modo de funcionamiento.
14 Icono de longitudaleatoria
Este icono aparece cuando una o mas pistolas del programa activoestán ajustados para producir longitudes de cordón aleatorias.
15 Icono de paletizado Aparece cuando uno o ambos activadores del programa activo estánajustados para paletizado.
16 Icono de contraseña Aparece cuando la contraseña está activada tanto por las teclas deSYSTEM SETTINGS (CONFIGURACIONES DEL SISTEMA) o porambas teclas de CONFIGURACIONES DEL SISTEMA o DELPROGRAMA. Los usuarios sin la contraseña pueden ver pero nocambiar los ajustes protegidos.
Descripción del panel del operario3-6
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
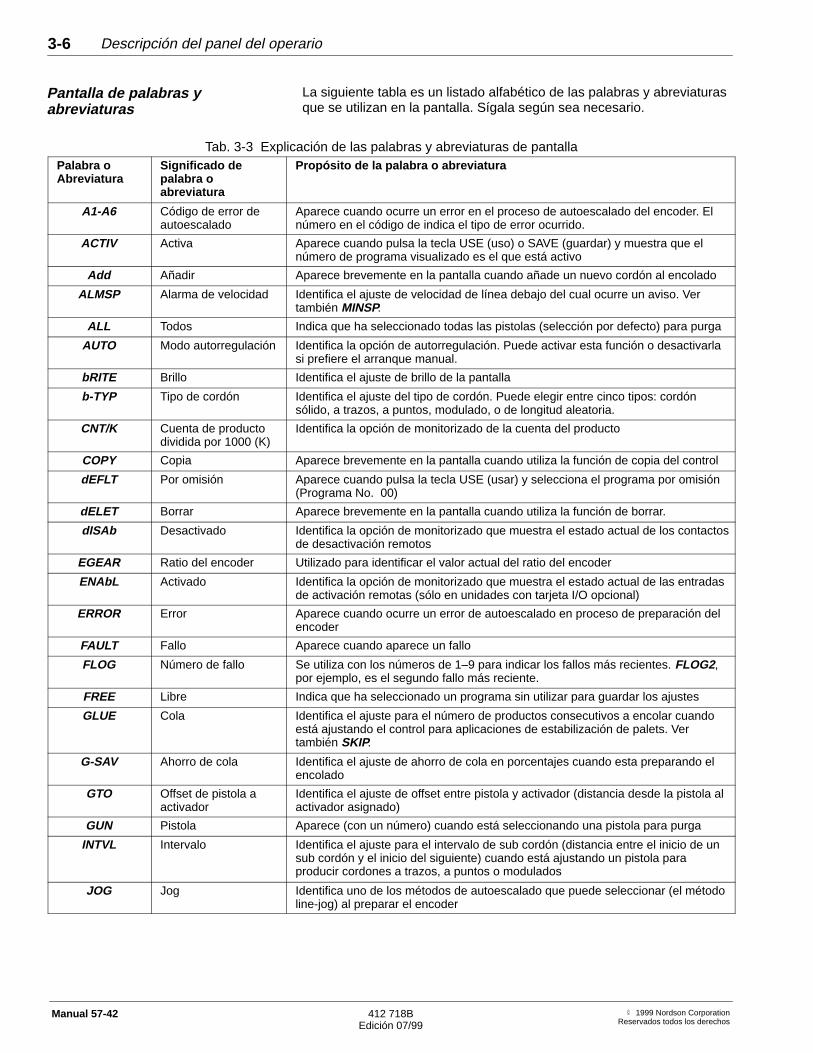
La siguiente tabla es un listado alfabético de las palabras y abreviaturasque se utilizan en la pantalla. Sígala según sea necesario.
Tab. 3-3 Explicación de las palabras y abreviaturas de pantallaPalabra oAbreviatura
Significado depalabra oabreviatura
Propósito de la palabra o abreviatura
A1-A6 Código de error deautoescalado
Aparece cuando ocurre un error en el proceso de autoescalado del encoder. Elnúmero en el código de indica el tipo de error ocurrido.
ACTIV Activa Aparece cuando pulsa la tecla USE (uso) o SAVE (guardar) y muestra que elnúmero de programa visualizado es el que está activo
Add Añadir Aparece brevemente en la pantalla cuando añade un nuevo cordón al encolado
ALMSP Alarma de velocidad Identifica el ajuste de velocidad de línea debajo del cual ocurre un aviso. Vertambién MINSP.
ALL Todos Indica que ha seleccionado todas las pistolas (selección por defecto) para purga
AUTO Modo autorregulación Identifica la opción de autorregulación. Puede activar esta función o desactivarlasi prefiere el arranque manual.
bRITE Brillo Identifica el ajuste de brillo de la pantalla
b-TYP Tipo de cordón Identifica el ajuste del tipo de cordón. Puede elegir entre cinco tipos: cordónsólido, a trazos, a puntos, modulado, o de longitud aleatoria.
CNT/K Cuenta de productodividida por 1000 (K)
Identifica la opción de monitorizado de la cuenta del producto
COPY Copia Aparece brevemente en la pantalla cuando utiliza la función de copia del control
dEFLT Por omisión Aparece cuando pulsa la tecla USE (usar) y selecciona el programa por omisión(Programa No. 00)
dELET Borrar Aparece brevemente en la pantalla cuando utiliza la función de borrar.
dISAb Desactivado Identifica la opción de monitorizado que muestra el estado actual de los contactosde desactivación remotos
EGEAR Ratio del encoder Utilizado para identificar el valor actual del ratio del encoder
ENAbL Activado Identifica la opción de monitorizado que muestra el estado actual de las entradasde activación remotas (sólo en unidades con tarjeta I/O opcional)
ERROR Error Aparece cuando ocurre un error de autoescalado en proceso de preparación delencoder
FAULT Fallo Aparece cuando aparece un fallo
FLOG Número de fallo Se utiliza con los números de 1–9 para indicar los fallos más recientes. FLOG2,por ejemplo, es el segundo fallo más reciente.
FREE Libre Indica que ha seleccionado un programa sin utilizar para guardar los ajustes
GLUE Cola Identifica el ajuste para el número de productos consecutivos a encolar cuandoestá ajustando el control para aplicaciones de estabilización de palets. Vertambién SKIP.
G-SAV Ahorro de cola Identifica el ajuste de ahorro de cola en porcentajes cuando esta preparando elencolado
GTO Offset de pistola aactivador
Identifica el ajuste de offset entre pistola y activador (distancia desde la pistola alactivador asignado)
GUN Pistola Aparece (con un número) cuando está seleccionando una pistola para purga
INTVL Intervalo Identifica el ajuste para el intervalo de sub cordón (distancia entre el inicio de unsub cordón y el inicio del siguiente) cuando está ajustando un pistola paraproducir cordones a trazos, a puntos o modulados
JOG Jog Identifica uno de los métodos de autoescalado que puede seleccionar (el métodoline-jog) al preparar el encoder
Pantalla de palabras yabreviaturas
Descripción del panel del operario 3-7
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
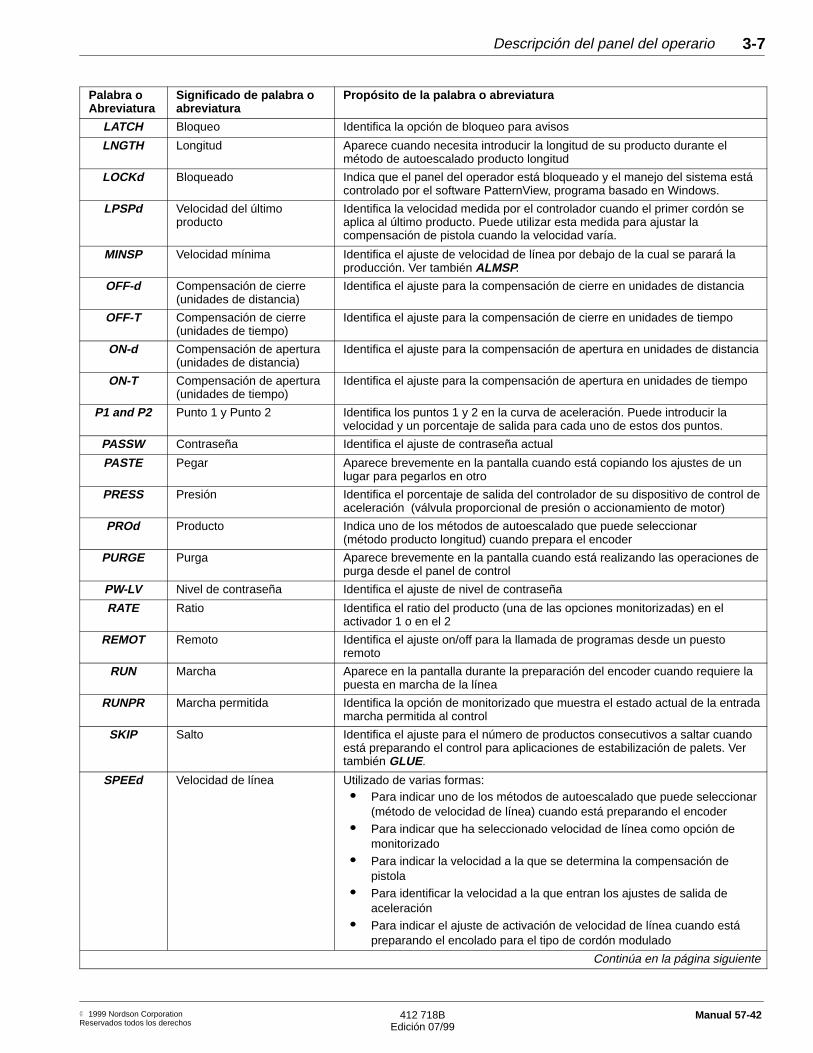
Palabra oAbreviatura
Significado de palabra oabreviatura
Propósito de la palabra o abreviatura
LATCH Bloqueo Identifica la opción de bloqueo para avisos
LNGTH Longitud Aparece cuando necesita introducir la longitud de su producto durante elmétodo de autoescalado producto longitud
LOCKd Bloqueado Indica que el panel del operador está bloqueado y el manejo del sistema estácontrolado por el software PatternView, programa basado en Windows.
LPSPd Velocidad del últimoproducto
Identifica la velocidad medida por el controlador cuando el primer cordón seaplica al último producto. Puede utilizar esta medida para ajustar lacompensación de pistola cuando la velocidad varía.
MINSP Velocidad mínima Identifica el ajuste de velocidad de línea por debajo de la cual se parará laproducción. Ver también ALMSP.
OFF-d Compensación de cierre(unidades de distancia)
Identifica el ajuste para la compensación de cierre en unidades de distancia
OFF-T Compensación de cierre(unidades de tiempo)
Identifica el ajuste para la compensación de cierre en unidades de tiempo
ON-d Compensación de apertura(unidades de distancia)
Identifica el ajuste para la compensación de apertura en unidades de distancia
ON-T Compensación de apertura(unidades de tiempo)
Identifica el ajuste para la compensación de apertura en unidades de tiempo
P1 and P2 Punto 1 y Punto 2 Identifica los puntos 1 y 2 en la curva de aceleración. Puede introducir lavelocidad y un porcentaje de salida para cada uno de estos dos puntos.
PASSW Contraseña Identifica el ajuste de contraseña actual
PASTE Pegar Aparece brevemente en la pantalla cuando está copiando los ajustes de unlugar para pegarlos en otro
PRESS Presión Identifica el porcentaje de salida del controlador de su dispositivo de control deaceleración (válvula proporcional de presión o accionamiento de motor)
PROd Producto Indica uno de los métodos de autoescalado que puede seleccionar(método producto longitud) cuando prepara el encoder
PURGE Purga Aparece brevemente en la pantalla cuando está realizando las operaciones depurga desde el panel de control
PW-LV Nivel de contraseña Identifica el ajuste de nivel de contraseña
RATE Ratio Identifica el ratio del producto (una de las opciones monitorizadas) en elactivador 1 o en el 2
REMOT Remoto Identifica el ajuste on/off para la llamada de programas desde un puestoremoto
RUN Marcha Aparece en la pantalla durante la preparación del encoder cuando requiere lapuesta en marcha de la línea
RUNPR Marcha permitida Identifica la opción de monitorizado que muestra el estado actual de la entradamarcha permitida al control
SKIP Salto Identifica el ajuste para el número de productos consecutivos a saltar cuandoestá preparando el control para aplicaciones de estabilización de palets. Vertambién GLUE.
SPEEd Velocidad de línea Utilizado de varias formas:� Para indicar uno de los métodos de autoescalado que puede seleccionar
(método de velocidad de línea) cuando está preparando el encoder
� Para indicar que ha seleccionado velocidad de línea como opción demonitorizado
� Para indicar la velocidad a la que se determina la compensación depistola
� Para identificar la velocidad a la que entran los ajustes de salida deaceleración
� Para indicar el ajuste de activación de velocidad de línea cuando estápreparando el encolado para el tipo de cordón modulado
Continúa en la página siguiente
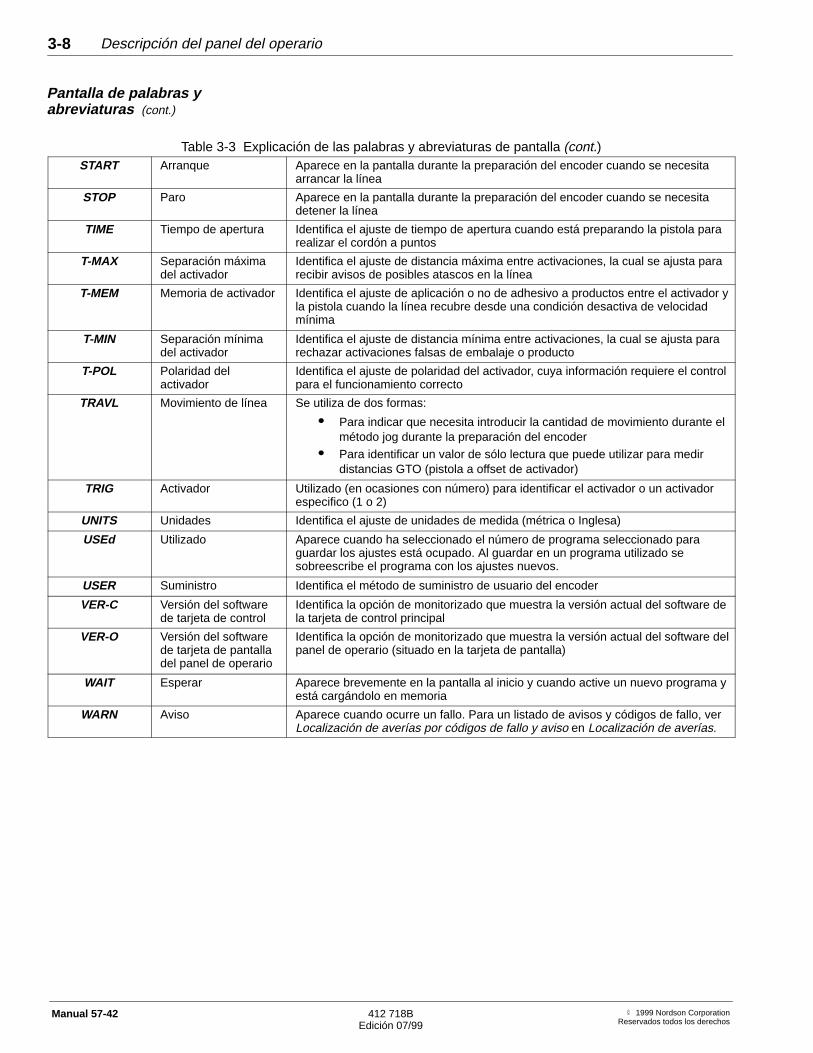
Descripción del panel del operario3-8
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Table 3-3 Explicación de las palabras y abreviaturas de pantalla (cont.)START Arranque Aparece en la pantalla durante la preparación del encoder cuando se necesita
arrancar la línea
STOP Paro Aparece en la pantalla durante la preparación del encoder cuando se necesitadetener la línea
TIME Tiempo de apertura Identifica el ajuste de tiempo de apertura cuando está preparando la pistola pararealizar el cordón a puntos
T-MAX Separación máximadel activador
Identifica el ajuste de distancia máxima entre activaciones, la cual se ajusta pararecibir avisos de posibles atascos en la línea
T-MEM Memoria de activador Identifica el ajuste de aplicación o no de adhesivo a productos entre el activador yla pistola cuando la línea recubre desde una condición desactiva de velocidadmínima
T-MIN Separación mínimadel activador
Identifica el ajuste de distancia mínima entre activaciones, la cual se ajusta pararechazar activaciones falsas de embalaje o producto
T-POL Polaridad delactivador
Identifica el ajuste de polaridad del activador, cuya información requiere el controlpara el funcionamiento correcto
TRAVL Movimiento de línea Se utiliza de dos formas:
� Para indicar que necesita introducir la cantidad de movimiento durante elmétodo jog durante la preparación del encoder
� Para identificar un valor de sólo lectura que puede utilizar para medirdistancias GTO (pistola a offset de activador)
TRIG Activador Utilizado (en ocasiones con número) para identificar el activador o un activadorespecifico (1 o 2)
UNITS Unidades Identifica el ajuste de unidades de medida (métrica o Inglesa)
USEd Utilizado Aparece cuando ha seleccionado el número de programa seleccionado paraguardar los ajustes está ocupado. Al guardar en un programa utilizado sesobreescribe el programa con los ajustes nuevos.
USER Suministro Identifica el método de suministro de usuario del encoder
VER-C Versión del softwarede tarjeta de control
Identifica la opción de monitorizado que muestra la versión actual del software dela tarjeta de control principal
VER-O Versión del softwarede tarjeta de pantalladel panel de operario
Identifica la opción de monitorizado que muestra la versión actual del software delpanel de operario (situado en la tarjeta de pantalla)
WAIT Esperar Aparece brevemente en la pantalla al inicio y cuando active un nuevo programa yestá cargándolo en memoria
WARN Aviso Aparece cuando ocurre un fallo. Para un listado de avisos y códigos de fallo, verLocalización de averías por códigos de fallo y aviso en Localización de averías.
Pantalla de palabras yabreviaturas (cont.)
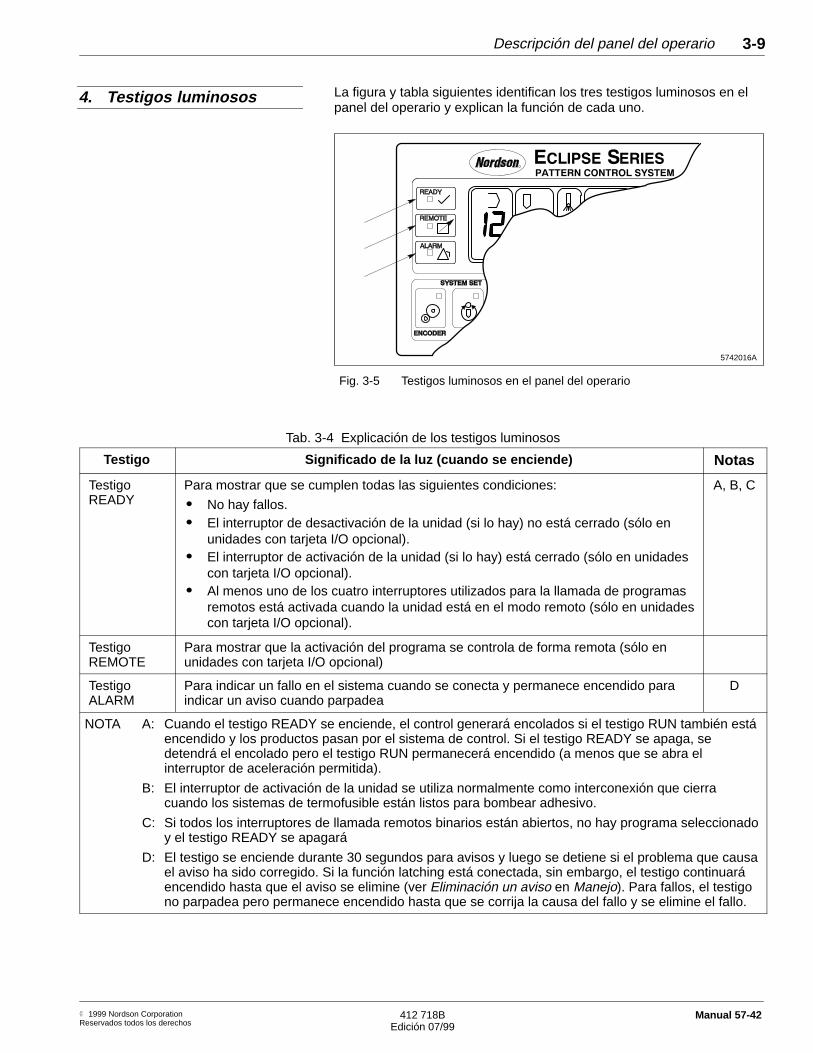
Descripción del panel del operario 3-9
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
La figura y tabla siguientes identifican los tres testigos luminosos en elpanel del operario y explican la función de cada uno.
5742016A
Fig. 3-5 Testigos luminosos en el panel del operario
Tab. 3-4 Explicación de los testigos luminosos
Testigo Significado de la luz (cuando se enciende) Notas
TestigoREADY
Para mostrar que se cumplen todas las siguientes condiciones:
� No hay fallos.� El interruptor de desactivación de la unidad (si lo hay) no está cerrado (sólo en
unidades con tarjeta I/O opcional).� El interruptor de activación de la unidad (si lo hay) está cerrado (sólo en unidades
con tarjeta I/O opcional).� Al menos uno de los cuatro interruptores utilizados para la llamada de programas
remotos está activada cuando la unidad está en el modo remoto (sólo en unidadescon tarjeta I/O opcional).
A, B, C
TestigoREMOTE
Para mostrar que la activación del programa se controla de forma remota (sólo enunidades con tarjeta I/O opcional)
TestigoALARM
Para indicar un fallo en el sistema cuando se conecta y permanece encendido paraindicar un aviso cuando parpadea
D
NOTA A: Cuando el testigo READY se enciende, el control generará encolados si el testigo RUN también estáencendido y los productos pasan por el sistema de control. Si el testigo READY se apaga, sedetendrá el encolado pero el testigo RUN permanecerá encendido (a menos que se abra elinterruptor de aceleración permitida).
B: El interruptor de activación de la unidad se utiliza normalmente como interconexión que cierracuando los sistemas de termofusible están listos para bombear adhesivo.
C: Si todos los interruptores de llamada remotos binarios están abiertos, no hay programa seleccionadoy el testigo READY se apagará
D: El testigo se enciende durante 30 segundos para avisos y luego se detiene si el problema que causael aviso ha sido corregido. Si la función latching está conectada, sin embargo, el testigo continuaráencendido hasta que el aviso se elimine (ver Eliminación un aviso en Manejo). Para fallos, el testigono parpadea pero permanece encendido hasta que se corrija la causa del fallo y se elimine el fallo.
4. Testigos luminosos
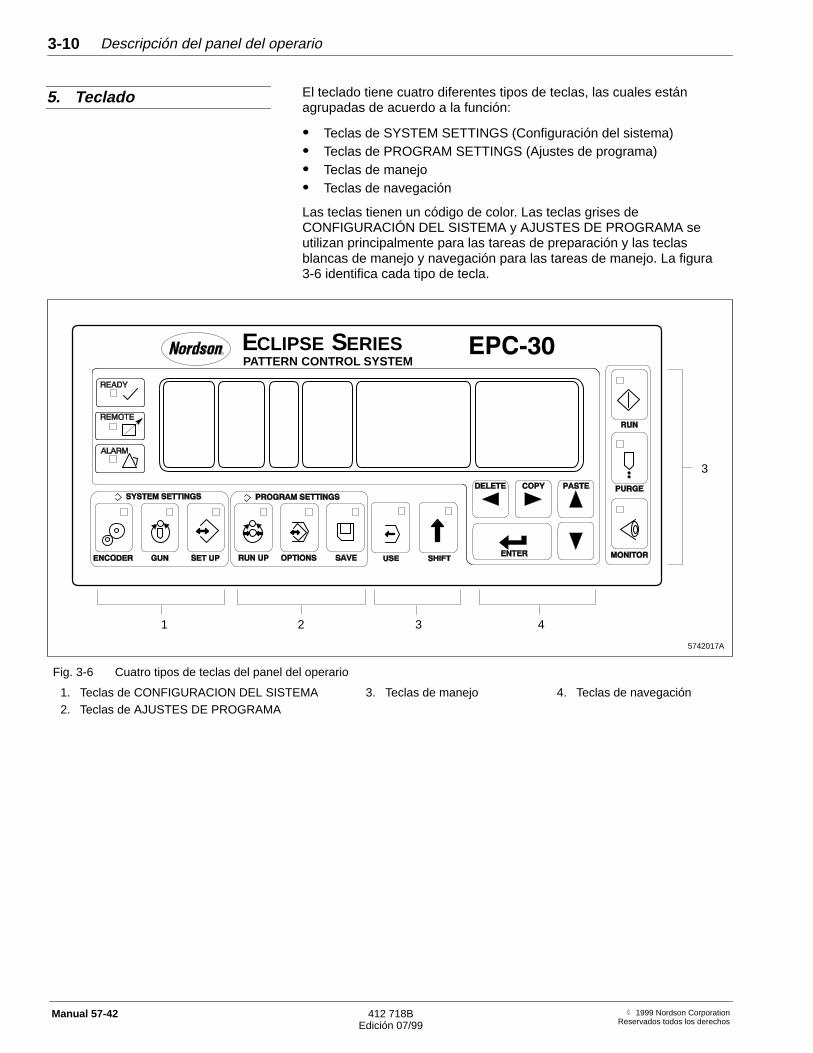
Descripción del panel del operario3-10
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
El teclado tiene cuatro diferentes tipos de teclas, las cuales estánagrupadas de acuerdo a la función:
� Teclas de SYSTEM SETTINGS (Configuración del sistema)� Teclas de PROGRAM SETTINGS (Ajustes de programa)� Teclas de manejo� Teclas de navegación
Las teclas tienen un código de color. Las teclas grises deCONFIGURACIÓN DEL SISTEMA y AJUSTES DE PROGRAMA seutilizan principalmente para las tareas de preparación y las teclasblancas de manejo y navegación para las tareas de manejo. La figura3-6 identifica cada tipo de tecla.
5742017A
CLIPSEE SPATTERN CONTROL SYSTEM
ERIES
21 3 4
3
Fig. 3-6 Cuatro tipos de teclas del panel del operario
1. Teclas de CONFIGURACION DEL SISTEMA2. Teclas de AJUSTES DE PROGRAMA
3. Teclas de manejo 4. Teclas de navegación
5. Teclado
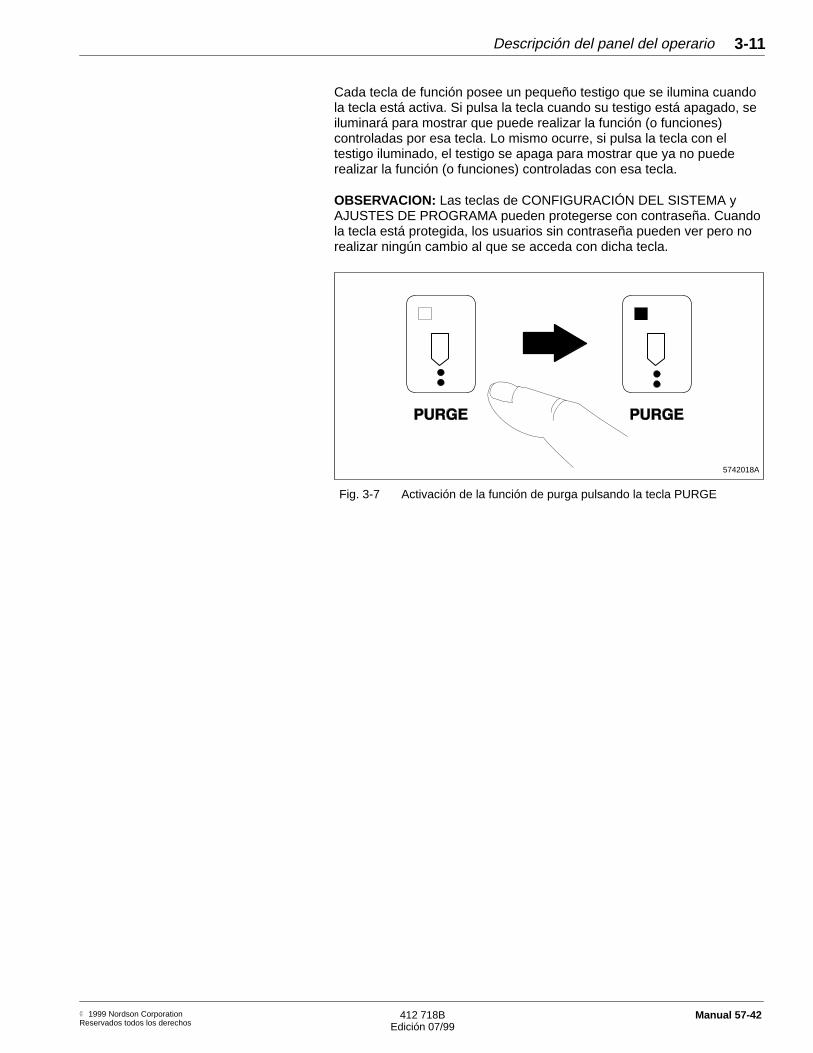
Descripción del panel del operario 3-11
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Cada tecla de función posee un pequeño testigo que se ilumina cuandola tecla está activa. Si pulsa la tecla cuando su testigo está apagado, seiluminará para mostrar que puede realizar la función (o funciones)controladas por esa tecla. Lo mismo ocurre, si pulsa la tecla con eltestigo iluminado, el testigo se apaga para mostrar que ya no puederealizar la función (o funciones) controladas con esa tecla.
OBSERVACION: Las teclas de CONFIGURACIÓN DEL SISTEMA yAJUSTES DE PROGRAMA pueden protegerse con contraseña. Cuandola tecla está protegida, los usuarios sin contraseña pueden ver pero norealizar ningún cambio al que se acceda con dicha tecla.
5742018A
Fig. 3-7 Activación de la función de purga pulsando la tecla PURGE

Descripción del panel del operario3-12
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Las teclas de CONFIGURACIÓN DEL SISTEMA se utilizan paraintroducir los ajustes globales que se aplican a todo el sistema de controlde encolado.
5742019A
Fig. 3-8 Teclas de CONFIGURACIÓN DEL SISTEMA
Tab. 3-5 Explicación de las teclas CONFIGURACIÓN DEL SISTEMA
Tecla Propósito
Tecla ENCODER Para ajustar el ratio del encoder
Tecla GUN Para introducir los ajustes de compensación dela pistola. También para introducir el ajuste deoffset de pistola a activador (GTO) para cadapistola y su activador asignado
Tecla SET UP Autorregulación
Teclas de CONFIGURACI ÓNDEL SISTEMA
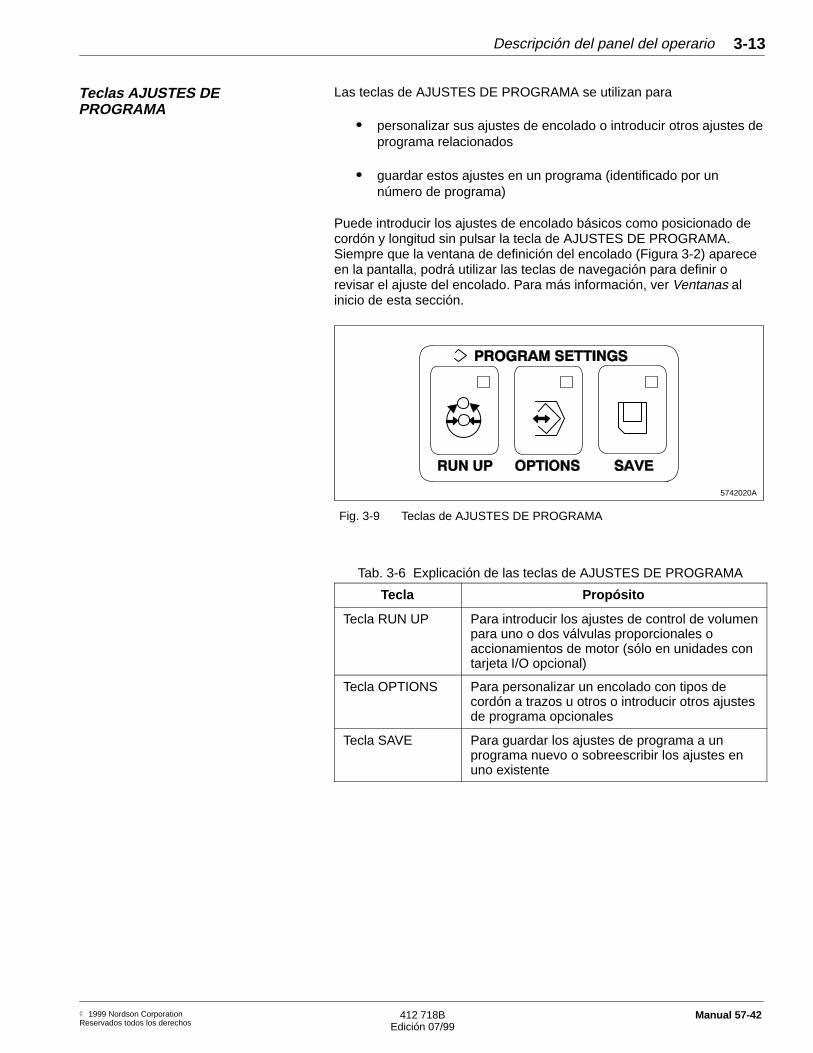
Descripción del panel del operario 3-13
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Las teclas de AJUSTES DE PROGRAMA se utilizan para
� personalizar sus ajustes de encolado o introducir otros ajustes deprograma relacionados
� guardar estos ajustes en un programa (identificado por unnúmero de programa)
Puede introducir los ajustes de encolado básicos como posicionado decordón y longitud sin pulsar la tecla de AJUSTES DE PROGRAMA.Siempre que la ventana de definición del encolado (Figura 3-2) apareceen la pantalla, podrá utilizar las teclas de navegación para definir orevisar el ajuste del encolado. Para más información, ver Ventanas alinicio de esta sección.
5742020A
Fig. 3-9 Teclas de AJUSTES DE PROGRAMA
Tab. 3-6 Explicación de las teclas de AJUSTES DE PROGRAMA
Tecla Propósito
Tecla RUN UP Para introducir los ajustes de control de volumenpara uno o dos válvulas proporcionales oaccionamientos de motor (sólo en unidades contarjeta I/O opcional)
Tecla OPTIONS Para personalizar un encolado con tipos decordón a trazos u otros o introducir otros ajustesde programa opcionales
Tecla SAVE Para guardar los ajustes de programa a unprograma nuevo o sobreescribir los ajustes enuno existente
Teclas AJUSTES DEPROGRAMA

Descripción del panel del operario3-14
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Las teclas de manejo se utiliza para realizar las tareas básicas delsistema de control de encolado. El teclado incluye cinco teclas demanejo, que se identifican y explican en la figura y tabla.
Cada tecla de manejo posee un testigo para indicar cuando la función dela tecla está activada.
5742021A
CLIPSEE SPATTERN CONTROL SYSTEM
ERIES
5 4
1
2
3
Fig. 3-10 Teclas utilizadas para manejar el sistema de control
Tab. 3-7 Explicación de las teclas del operario
Número en laFigura 3-10
Descripción Propósito
1 Tecla RUN Para comenzar la producción (cuando se recibe la señal de activación) o paradetener la producción
2 Tecla PURGE Para purgar (actuar) todas las pistolas o purgar una pistola seleccionada
3 TeclaMONITOR
Para ajustar la pantalla y poder monitorizar el sistema de control. Puede teneren pantalla varios tipos de datos, como la velocidad actual y los códigos deavisos o fallos que pueden ocurrir.
4 Tecla SHIFT Para copiar, pegar y borrar con las teclas de navegación superiores. Durantela operación, puede utilizar la función borrar para eliminar los fallos y avisoslacteado y reiniciar la cuenta de producto a cero. Durante la preparación,puede utilizarla para copiar, pegar o borrar para acelerar las tareas deprogramación (ver Nota A).
5 Tecla USE Para activar uno o más programas guardados antes de iniciar o revisar losajustes.
NOTA A: La función borrar puede utilizarse para ajustar cualquier valor al ajuste mínimo. Por ejemplo, si suajuste actual de alarma de velocidad baja (ALMSP ) es 50 m/min y está seleccionado (parpadeando),cambiará a 0 m/min pulsando la tecla SHIFT y la tecla DELETE.
Teclas de manejo
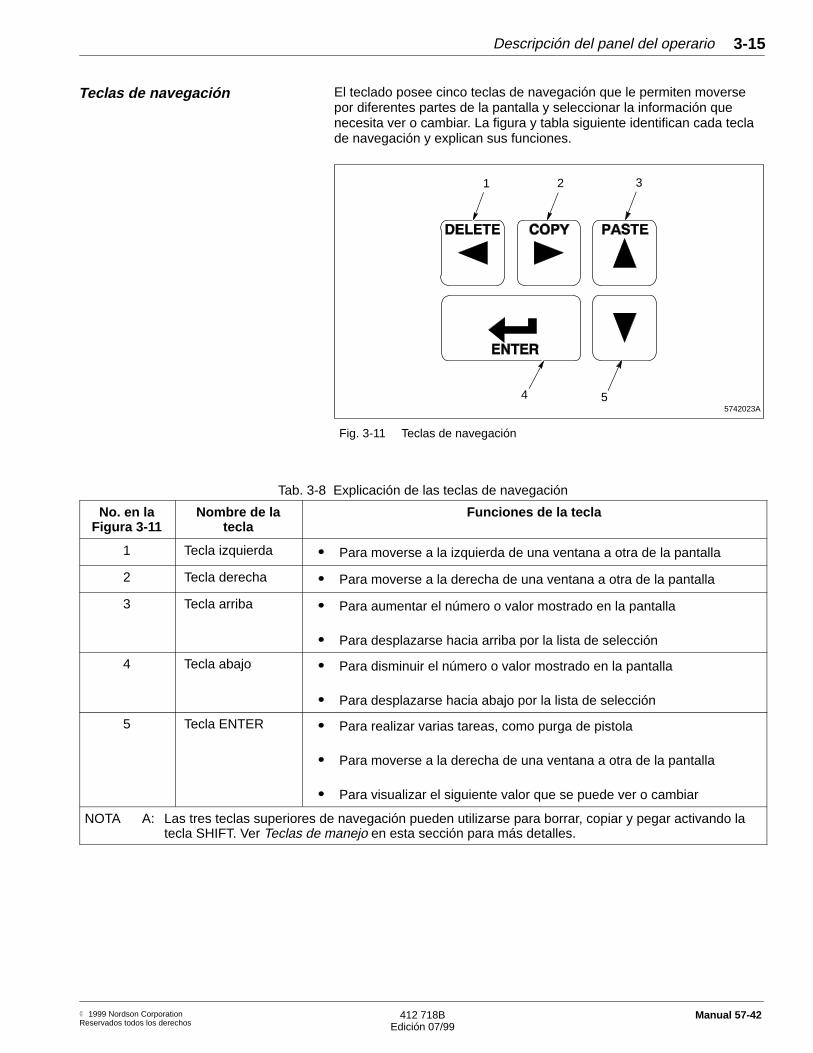
Descripción del panel del operario 3-15
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
El teclado posee cinco teclas de navegación que le permiten moversepor diferentes partes de la pantalla y seleccionar la información quenecesita ver o cambiar. La figura y tabla siguiente identifican cada teclade navegación y explican sus funciones.
5742023A
321
4 5
Fig. 3-11 Teclas de navegación
Tab. 3-8 Explicación de las teclas de navegación
No. en laFigura 3-11
Nombre de latecla
Funciones de la tecla
1 Tecla izquierda � Para moverse a la izquierda de una ventana a otra de la pantalla
2 Tecla derecha � Para moverse a la derecha de una ventana a otra de la pantalla
3 Tecla arriba � Para aumentar el número o valor mostrado en la pantalla
� Para desplazarse hacia arriba por la lista de selección
4 Tecla abajo � Para disminuir el número o valor mostrado en la pantalla
� Para desplazarse hacia abajo por la lista de selección
5 Tecla ENTER � Para realizar varias tareas, como purga de pistola
� Para moverse a la derecha de una ventana a otra de la pantalla
� Para visualizar el siguiente valor que se puede ver o cambiar
NOTA A: Las tres teclas superiores de navegación pueden utilizarse para borrar, copiar y pegar activando latecla SHIFT. Ver Teclas de manejo en esta sección para más detalles.
Teclas de navegación
Descripción del panel del operario3-16
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
La tabla de referencia muestra todos los ajustes y monitoriza lasopciones que puede acceder cuando pulsa cualquiera de las teclas demulti-función del teclado.
Tabla de referencia del teclado
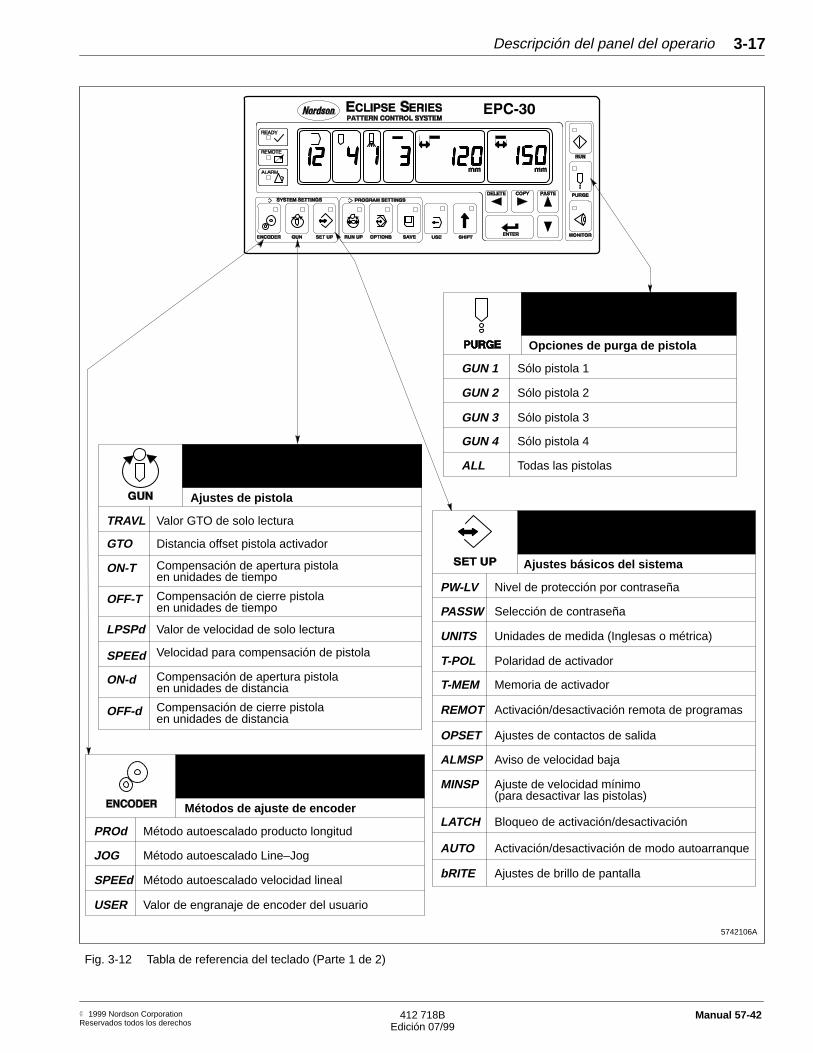
Descripción del panel del operario 3-17
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742106A
Métodos de ajuste de encoder
JOG
SPEEd
USER
Método autoescalado Line–Jog
Método autoescalado velocidad lineal
Valor de engranaje de encoder del usuario
PROd Método autoescalado producto longitud
Ajustes básicos del sistema
PASSW
UNITS
T-POL
T-MEM
REMOT
Selección de contraseña
Unidades de medida (Inglesas o métrica)
Polaridad de activador
Memoria de activador
Activación/desactivación remota de programas
PW-LV Nivel de protección por contraseña
ALMSP
MINSP
LATCH
AUTO
bRITE
Aviso de velocidad baja
Ajuste de velocidad mínimo
Bloqueo de activación/desactivación
Activación/desactivación de modo autoarranque
Ajustes de brillo de pantalla
OPSET Ajustes de contactos de salida
(para desactivar las pistolas)
Opciones de purga de pistola
GUN 1
GUN 2
GUN 3
GUN 4
Sólo pistola 1
Sólo pistola 2
Sólo pistola 3
Sólo pistola 4
ALL Todas las pistolas
Ajustes de pistola
ON-T
OFF-T
SPEEd
ON-d
OFF-d
Compensación de apertura pistola
Compensación de cierre pistola
Velocidad para compensación de pistola
Compensación de apertura pistola
Compensación de cierre pistola
GTO Distancia offset pistola activador
TRAVL Valor GTO de solo lectura
LPSPd Valor de velocidad de solo lectura
en unidades de tiempo
en unidades de tiempo
en unidades de distancia
en unidades de distancia
Fig. 3-12 Tabla de referencia del teclado (Parte 1 de 2)
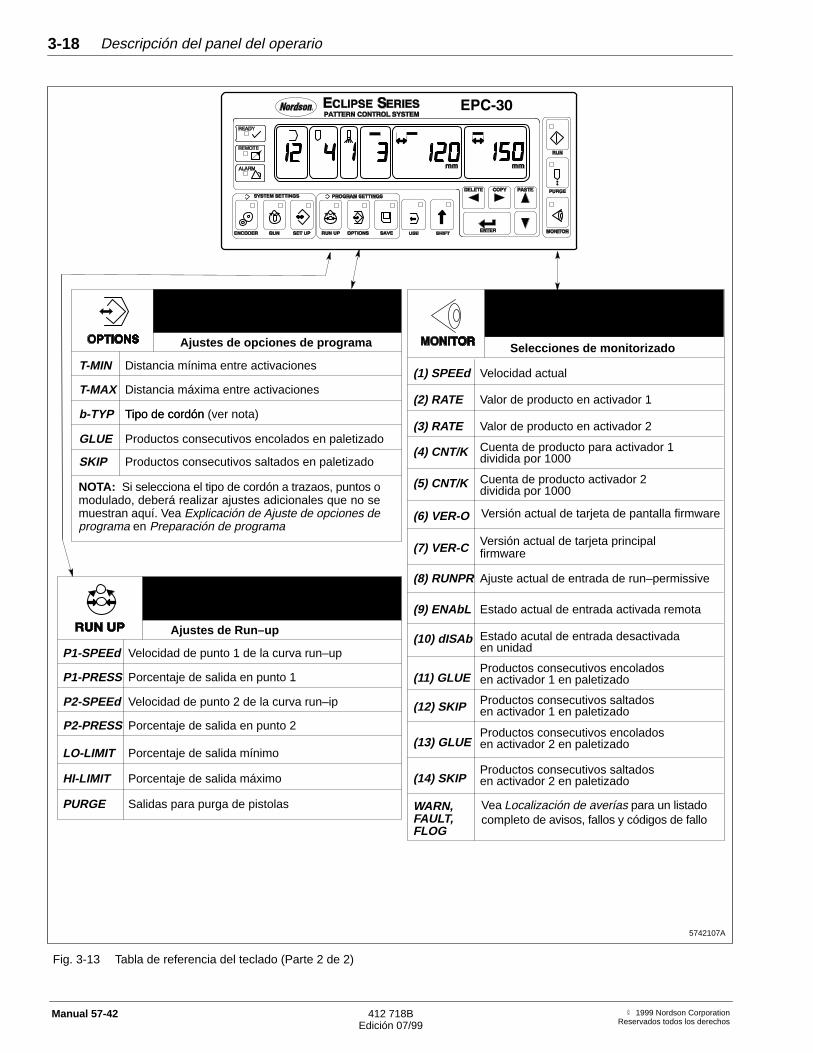
Descripción del panel del operario3-18
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742107A
Ajustes de opciones de programa
T-MAX
b-TYP
GLUE
Distancia máxima entre activaciones
Tipo de cordónTipo de cordón (ver nota)
Productos consecutivos encolados en paletizado
T-MIN Distancia mínima entre activaciones
SKIP Productos consecutivos saltados en paletizado
NOTA: Si selecciona el tipo de cordón a trazaos, puntos omodulado, deberá realizar ajustes adicionales que no semuestran aquí. Vea Explicación de Ajuste de opciones deprograma en Preparación de programa
Ajustes de Run–up
P1-PRESS
P2-SPEEd
LO-LIMIT
Porcentaje de salida en punto 1
Velocidad de punto 2 de la curva run–ip
Porcentaje de salida mínimo
P1-SPEEd Velocidad de punto 1 de la curva run–up
HI-LIMIT Porcentaje de salida máximo
PURGE Salidas para purga de pistolas
P2-PRESS Porcentaje de salida en punto 2
Selecciones de monitorizado
(2) RATE
(3) RATE
(4) CNT/K
(5) CNT/K
(6) VER-O
Valor de producto en activador 1
Valor de producto en activador 2
Cuenta de producto para activador 1
Versión actual de tarjeta de pantalla firmware
(1) SPEEd Velocidad actual
(8) RUNPR
(9) ENAbL
(10) dISAb
(11) GLUE
(12) SKIP
Ajuste actual de entrada de run–permissive
Estado actual de entrada activada remota
Estado acutal de entrada desactivada
Productos consecutivos encolados
(7) VER-C Versión actual de tarjeta principal
(13) GLUE
(14) SKIP
WARN,FAULT,FLOG
Cuenta de producto activador 2
Vea Localización de averías para un listadocompleto de avisos, fallos y códigos de fallo
firmware
Productos consecutivos saltados
Productos consecutivos saltados
Productos consecutivos encolados
en activador 1 en paletizado
en activador 1 en paletizado
en activador 2 en paletizado
en activador 2 en paletizado
en unidad
dividida por 1000
dividida por 1000
Fig. 3-13 Tabla de referencia del teclado (Parte 2 de 2)
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Sección 4
Instalación

Instalación4-0
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Instalación 4-1
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Sección 4Instalación
Esta sección describe como instalar el sistema de control de encolado.Esta dividido en cinco partes principales:
� Inspección del equipo� Diseño del sistema� Montaje del equipo� Instalación eléctrica� Preparación de la puest a punto
Para las instrucciones de preparación del equipo después de instalarlo,ver las dos secciones siguientes, Preparación del sistema y Reparaciónde programa.
Después de desembalar el equipo, realice las siguiente comprobaciones:
1. Inspeccione el equipo de daños que puedan ocurrir durante eltransporte. Observe si hay alguna muesca y asegurese que todos lospasadores están sujetos. Indique cualquier daño a su representanteNordson.
2. Abra el kit que se entrega con la unidad de control principal. La tablasiguiente muestra los componentes que encontrará en este kit.
Tab. 4-1 Contenido del kit que se entrega con la unidad de control principal
Descripción Cantidad Propósito
Rail de perfil fino DIN 1 Para montar la unidad de control principal
Pies de goma 2 Para amortiguar, en caso de utilizar rail de perfil grueso DIN en lugarde los de perfil fino DIN del kit
Fusibles 3 o 4 Repuesto de fusibles para utilizar en la unidad de control de encolado
Destornillador pequeño 1 Para los tornillos pequeños utilizados en el bloque de terminales dedesconexión rápida
Bloque de terminales dedesconexión rápida
4 o 6 Para conectar componentes externos a la tarjeta principal y (si launidad incluye la tarjeta opcional I/O) a la tarjeta I/O
Terminal de puerto serie 1 Para insertar un conector de puerto serie X4 en la tarjeta de controlprincipal si el software interfase de PC opcional, PatternView, no estáunido a la unidad por cable
1. Introducción
2. Inspección del equipo
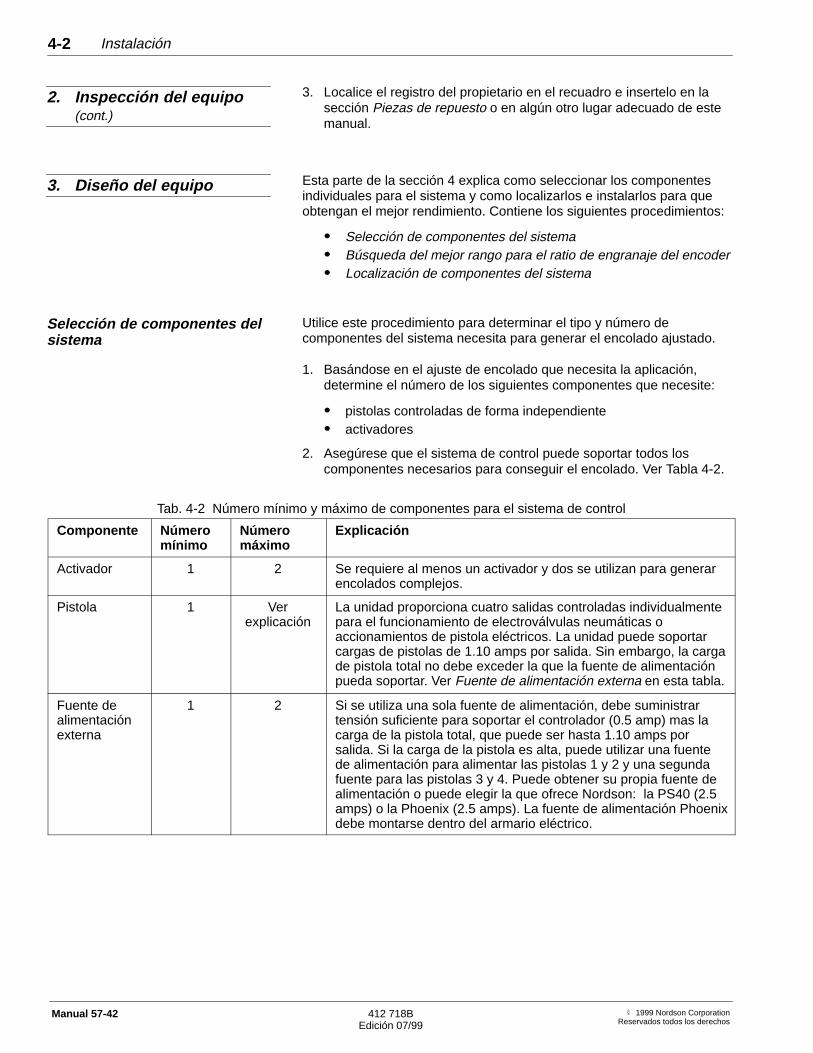
Instalación4-2
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
3. Localice el registro del propietario en el recuadro e insertelo en lasección Piezas de repuesto o en algún otro lugar adecuado de estemanual.
Esta parte de la sección 4 explica como seleccionar los componentesindividuales para el sistema y como localizarlos e instalarlos para queobtengan el mejor rendimiento. Contiene los siguientes procedimientos:
� Selección de componentes del sistema� Búsqueda del mejor rango para el ratio de engranaje del encoder� Localización de componentes del sistema
Utilice este procedimiento para determinar el tipo y número decomponentes del sistema necesita para generar el encolado ajustado.
1. Basándose en el ajuste de encolado que necesita la aplicación,determine el número de los siguientes componentes que necesite:
� pistolas controladas de forma independiente� activadores
2. Asegúrese que el sistema de control puede soportar todos loscomponentes necesarios para conseguir el encolado. Ver Tabla 4-2.
Tab. 4-2 Número mínimo y máximo de componentes para el sistema de control
Componente Númeromínimo
Númeromáximo
Explicación
Activador 1 2 Se requiere al menos un activador y dos se utilizan para generarencolados complejos.
Pistola 1 Verexplicación
La unidad proporciona cuatro salidas controladas individualmentepara el funcionamiento de electroválvulas neumáticas oaccionamientos de pistola eléctricos. La unidad puede soportarcargas de pistolas de 1.10 amps por salida. Sin embargo, la cargade pistola total no debe exceder la que la fuente de alimentaciónpueda soportar. Ver Fuente de alimentación externa en esta tabla.
Fuente dealimentaciónexterna
1 2 Si se utiliza una sola fuente de alimentación, debe suministrartensión suficiente para soportar el controlador (0.5 amp) mas lacarga de la pistola total, que puede ser hasta 1.10 amps porsalida. Si la carga de la pistola es alta, puede utilizar una fuentede alimentación para alimentar las pistolas 1 y 2 y una segundafuente para las pistolas 3 y 4. Puede obtener su propia fuente dealimentación o puede elegir la que ofrece Nordson: la PS40 (2.5amps) o la Phoenix (2.5 amps). La fuente de alimentación Phoenixdebe montarse dentro del armario eléctrico.
2. Inspección del equipo(cont.)
3. Diseño del equipo
Selección de componentes delsistema
Instalación 4-3
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para determinar el rango de ratios deengranaje del encoder que acopla mejor a las necesidades deproducción. Una vez conocido el rango, sólo tiene que instalar elengranaje en cualquier punto del rango. No necesita determinar el valorexacto ya que la función de autoescalado lo hace automáticamente.
1. Comience asumiendo que ratio del encoder está en el rango de 1–20 pulsos por milímetro (25.4–508 pulsos/pulgada). En la mayoríade aplicaciones, un ratio en este rango proporcionará un control conuna precisión de mas menos I milímetro (o 0,1 pulgada) paraposicionamiento y longitud de cordón.
OBSERVACION: Si conoce el ratio objetivo para el encoder, puededeterminar fácilmente el engranaje aproximado para la línea deproducción. El encoder estándar produce 500 pulsos/revolución. Porlo que si desea un ratio de aproximadamente 5–10 pulsos pormilímetro (127–254 pulsos/pulgada), necesitará engranar el encodera aprox. 50–100 mm (1,97–3,93 pulgadas) del movimiento de la líneacausada por una vuelta del encoder.
EJEMPLO: Para calcular el movimiento de la línea por vuelta si conocela resolución y ratio del encoder, necesitará la siguiente fórmula:
Movimiento de línea/revolución = resolución del encoder ÷ ratio del encoder
Para un encoder de 500-ppr y un ratio de 10/pulsos por milímetro, elmovimiento de la línea será de 50 mm:
Movimiento de línea/revolución = 500 pulsos/revolución ÷ 10 pulsos/mm
Movimiento de línea/revolución = 50 mm
Búsqueda del mejor rango parael ratio de engranaje delencoder

Instalación4-4
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
2. Asegúrese que el ratio del encoder que va a utilizar no es demasiadoelevado para su producción. Al aumentar el ratio del encoder, selimita la longitud del cordón que se puede generar, la separaciónmáxima entre ellos y la distancia máxima que puede colocar elactivador de la pistola. Ver Tabla 4-3 para realizar estacomprobación.
Tab. 4-3 Efecto del ratio del encoder en la longitud y separación del cordón
Ratio de encoder en pulsos/mm
(pulsos/pulgada)
Distancia máxima desde:� El activador al primer cordón (ver Nota A)� El inicio de un cordón al final del mismo� El final de un cordón al inicio del siguiente
1 pulso/mm (25.4 pulsos/pulgada) 8192 mm (322,5 ”)
2 pulsos/mm (50.8 pulsos/pulgada) 4096 mm (162,3 ”)
4 pulsos/mm (102 pulsos/pulgada) 2048 mm (80,6 ”)
8 pulsos/mm (203 pulsos/pulgada) 1024 mm (40,3 ”)
16 pulsos/mm (406 pulsos/pulgada) 512 mm (20,2 ”)
20 pulsos/mm (5084 pulsos/pulgada) 410 mm (16,1 ”)
NOTA A: Compruebe que la localización de su activador cumple con los requerimientos indicados en lasTablas 4-8 y 4-9.
Búsqueda del mejor rangopara el ratio de engranaje delencoder (cont.)

Instalación 4-5
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
3. Asegúrese que el ratio del encoder es suficientemente alto para laproducción. La combinación de un ratio pequeño con unacompensación de pistola alta puede causar variaciones en laposición del cordón de un producto a otro. La Tabla 4-4 muestracomo varían los resultados con diferentes ratios de encoder ycompensación de pistola.
Tab. 4-4 Efecto de la variación del ratio del encoder
Compensaciónde pistola enmilisegundos
Ratio de engranaje del encoder en pulsos/mm (pulsos/pulgada)
1 pulso/mm 2 pulso/mm 4 pulso/mm 8 pulso/mm 16 pulso/mm
5 0,13 mm
(0,0049 in.)
0,06 mm
(0,0025 in.)
0,03 mm
(0,0012 in.)
0,02 mm
(0,0006 in.)
0,01 mm
(0,0003 in.)
10 0,25 mm
(0,0098 in.)
0,13 mm
(0,0049 in.)
0,06 mm
(0,0025 in.)
0,03 mm
(0,0012 in.)
0,02 mm
(0,0006 in.)
20 0,50 mm
(0,020 in.)
0,25 mm
(0,0098 in.)
0,13 mm
(0,0049 in.)
0,06 mm
(0,0025 in.)
0,03 mm
(0,0012 in.)
50 1,25 mm
(0,049 in.)
0,63 mm
(0,025 in.)
0,31 mm
(0,012 in.)
0,16 mm
(0,006 in.)
0,08 mm
(0,0031 in.)
100 2,50 mm
(0,0984 in.)
1,25 mm
(0,0492 in.)
0,63 mm
(0,0248 in.)
0,31 mm
(0,0122 in.)
0,16 mm
(0,0063 in.)
150 3,75 mm
(0,148 in.)
1,875 mm
(0,074 in.)
0,938 mm
(0,037 in.)
0,469 mm
0,018 in.)
0,234 mm
(0,009 in.)
200 5,00 mm
(0,197 in.)
2,50 mm
(0,0984 in.)
1,25 mm
(0,0492 in.)
0,63 mm
(0,0248 in.)
0,31 mm
(0,0122 in.)
4. Si quiere utilizar la función de cordón a puntos del control deencolado, utilice un ratio de encoder en un rango de 10–20 pulsos/milímetro (254–508 pulsos/pulgada), especialmente si quiere puntospequeños a velocidades de línea por debajo de 20 metros/minuto (65 pies/minuto).

Instalación4-6
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para elegir la posición de los componentes delsistema.
1. Seleccione la posición de la unidad de control principal, utilizando lasrecomendaciones que se dan en la siguiente tabla como guía.
Tab. 4-5 Posiciones objetivo de la unidad de control principal
Objetivo Recomendación o requerimiento
Para facilitar elfuncionamiento
Seleccione un lugar donde la pantalla se vea fácilmente y el teclado quede accesible.Asegúrese que el operador posee buen acceso a la unidad.
Para proteger la unidadde agua y polvo
Elija el lugar adecuado para una protección de IP54 (resistente a salpicaduras ypolvo). Deberá utilizar conductos estancos para cumplir los requerimientos IP54.
Para proteger la unidadde temperaturasextremas
Seleccione un lugar dentro del rango de temperaturas de la unidad:
� 0–60 �C (32–140 �F) para partes de la unidad en el interior del armario� 0–40 �C (32–104 �F) para piezas de la unidad fuera del armario
Para facilitar lainstalación
Elija la posición que alcance la longitud de los cables estándar:
� encoder: 9,1 m (30 ft)� activador: 9,1 m (30 ft)
2. Si utiliza el panel del operador remoto opcional, seleccione unaposición para él. Utilice las recomendaciones que se dan en lasiguiente tabla como guía.
Tab. 4-6 Posiciones objetivo del panel de operador remoto
Objetivo Recomendación o requerimiento
Para facilitar elfuncionamiento
Seleccione un lugar donde la pantalla se vea fácilmente y el teclado quede accesible.Asegúrese que el operador posee buen acceso a la unidad.
Para proteger la unidadde temperaturasextremas
Seleccione un lugar dentro del rango de temperaturas de la unidad:
� 0–60 �C (32–140 �F) para partes de la unidad en el interior del armario� 0–40 �C (32–104 �F) para piezas de la unidad fuera del armario
Para facilitar lainstalación
Elija la posición en la que los cables estándar u opcionales alcancen a conectar elpanel remoto a la unidad de control:
� longitud de cable estándar: 3,6 m (12 ft)� longitud de cable opcional: 9,1 m (30 ft)
Para proporcionarsuficiente espacio en elarmario para montar elpanel
Asegúrese que el armario en el que el panel se monta posee al menos un espacio de 75 mm (3 ”). El panel tiene aproximadamente 230 mm (9,05 ”) de ancho y103 mm (4,05 ”) de alto.
Localización de componentesdel sistema
Instalación 4-7
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
3. Seleccione una posición para el encoder, utilizando lasrecomendaciones que se proporcionan en la siguiente tabla comoguía.
Tab. 4-7 Objetivos de localización para el encoder
Objetivo Recomendación o requerimiento
Para asegurar un buenrendimiento del encoder
Elija una localización protegida donde el encoder pueda montarse con seguridadcon una vibración mínima.
Para proteger el encoder deagua y polvo
Elija un lugar adecuado para una protección de encoder IP66 (lavable con agua).El cable del encoder será también IP66 o IP54 (resistente a salpicaduras ypolvo), dependiendo de donde se adquiera el cable.
4. Seleccione un localización para el activador (o dos activadores) en susistema, utilizando las recomendaciones que se proporcionan en lasTablas 4-8 y 4-9 como guía.
Tab. 4-8 Objetivos de localización para el activador
Objetivo Recomendación o requerimiento
Para proteger el activador delagua y polvo
Elija un lugar adecuado para una protección IP54 (resistente a salpicaduras ypolvo).
Para obtener una buenadetección del producto
Asegúrese que la distancia entre las lentes del activador y el objetivo está dentrodel rango recomendado:
� Tipo de reflexión difusa (proximidad): 51–381 mm (2,0–15 ”)� Tipo de retroreflexión (lentes polarizadas): 51–2130 mm (2–84 ”)� Tipo de retroreflexión (lentes no polarizadas): 51–4500 mm (2–180 ”)
Para evitar el exceso decapacidad del controlador
Elija una posición que no permita en ningún momento más de cuatro productosentre el activador y las pistolas.
Para asegurar unfuncionamiento correcto delsistema de control deencolado
Asegúrese que la distancia entre el activador y el primer cordón de cada pistolano sea mayor que la distancia especificada en la Tabla 4-3. La distancia mínimapermitida es 2 mm, pero debe proporcionar espacio suficiente para conseguir lacompensación de pistola. Vea la Tabla 4-9 para determinar la distancia mínimapermitida entre la pistola y el activador (GTO) para varias velocidades de línea yvalores de compensación de pistola.

Instalación4-8
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Tab. 4-9 Distancias Pistola activador mínimas permitidas en milímetros (Pulgadas)
Velocidad lineal en metros/minuto (pies/minuto)
Compensaciónde pistola enmilisegundos
50 m/min
(164 ft/min)
100 m/min
(328 ft/min)
200 m/min
(656 ft/min)
300 m/min
(984 ft/min)
0 2,0 mm
(0,08 ”)
2,0 mm
(0,08 ”)
2,0 mm
(0,08 ”)
2,0 mm
(0,08 ”)
5 4,2 mm(0,16 ”)
8,3 mm
(0,33 ”)
16,7 mm
(0,66 ”)
25,0 mm
(0,98 ”)
10 8,3 mm
(0,33 ”)
16,7 mm
(0,66 ”)
33,3 mm
(1,32 ”)
50,0 mm
(1,97 ”)
20 16,7 mm
(0,66 ”)
33,3 mm
(1,32 ”)
66,7 mm
(2,62 ”)
100,0 mm
(3,94 ”)
50 41,7 mm
(1,61 ”)
83,3 mm
(3,28 ”)
166,7 mm
(6,56 ”)
250,0 mm
(9,84 ”)
NOTA: Si va a generar encolados de longitud aleatoria en sus productos, deberá dejar al menos 10 mm (0,4 ”) entre el activador y cada pistola.
5. Seleccione una localización de la fuente de alimentación (o fuentes),utilizando las recomendaciones que se proporcionan en la siguientetabla como guía.
Tab. 4-10 Objetivos de localización para la fuente de alimentación
Objetivo Recomendación o requerimiento
Para proteger la fuente delagua y polvo
Elija un lugar adecuado basándose en el valor de la cubierta de la fuente dealimentación:
� PS40: IP54 (resistente a salpicaduras y polvo)� Phoenix: IP20 (Vea la Nota A)
Para facilitar el manejo Si se utiliza la fuente de alimentación PS40, elija una posición donde elinterruptor quede fácilmente accesible. Si utiliza la fuente Phoenix, asegure queel disyuntor del circuito del sistema queda fácilmente accesible.
NOTA A: La protección IP20 protege contra la manipulación del circuito dentro del armario.
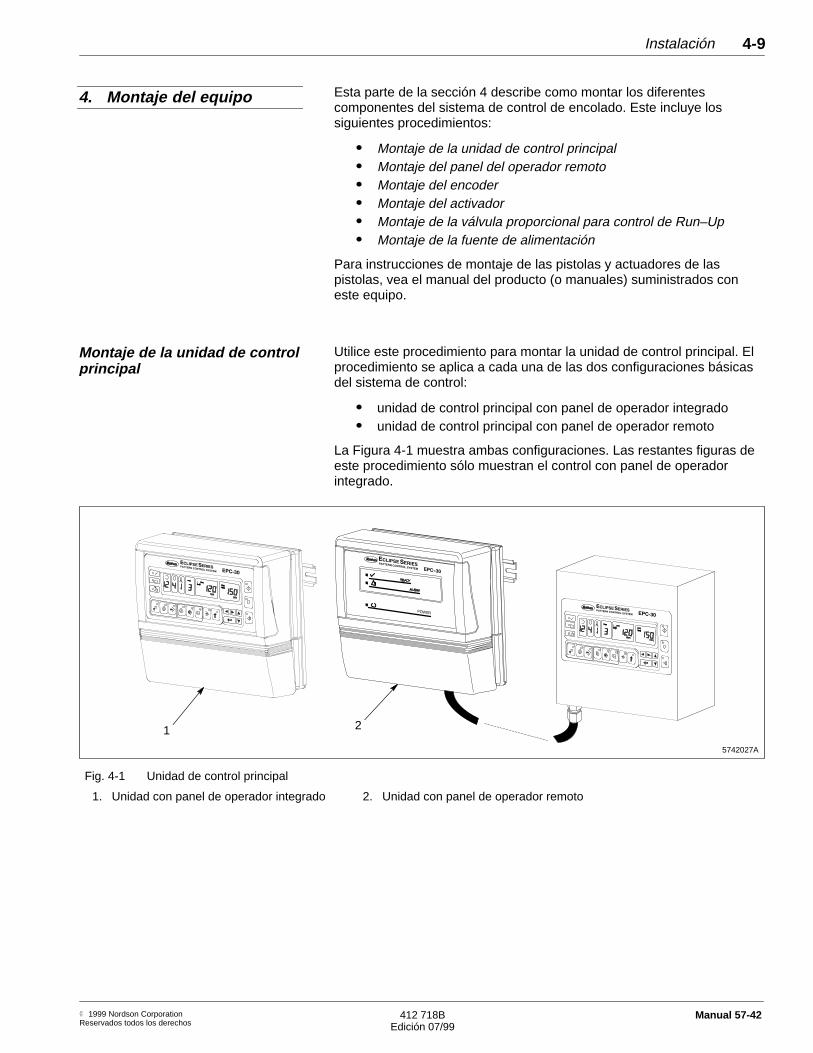
Instalación 4-9
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Esta parte de la sección 4 describe como montar los diferentescomponentes del sistema de control de encolado. Este incluye lossiguientes procedimientos:
� Montaje de la unidad de control principal� Montaje del panel del operador remoto� Montaje del encoder� Montaje del activador� Montaje de la válvula proporcional para control de Run–Up� Montaje de la fuente de alimentación
Para instrucciones de montaje de las pistolas y actuadores de laspistolas, vea el manual del producto (o manuales) suministrados coneste equipo.
Utilice este procedimiento para montar la unidad de control principal. Elprocedimiento se aplica a cada una de las dos configuraciones básicasdel sistema de control:
� unidad de control principal con panel de operador integrado� unidad de control principal con panel de operador remoto
La Figura 4-1 muestra ambas configuraciones. Las restantes figuras deeste procedimiento sólo muestran el control con panel de operadorintegrado.
5742027A
1 2
Fig. 4-1 Unidad de control principal
1. Unidad con panel de operador integrado 2. Unidad con panel de operador remoto
4. Montaje del equipo
Montaje de la unidad de controlprincipal
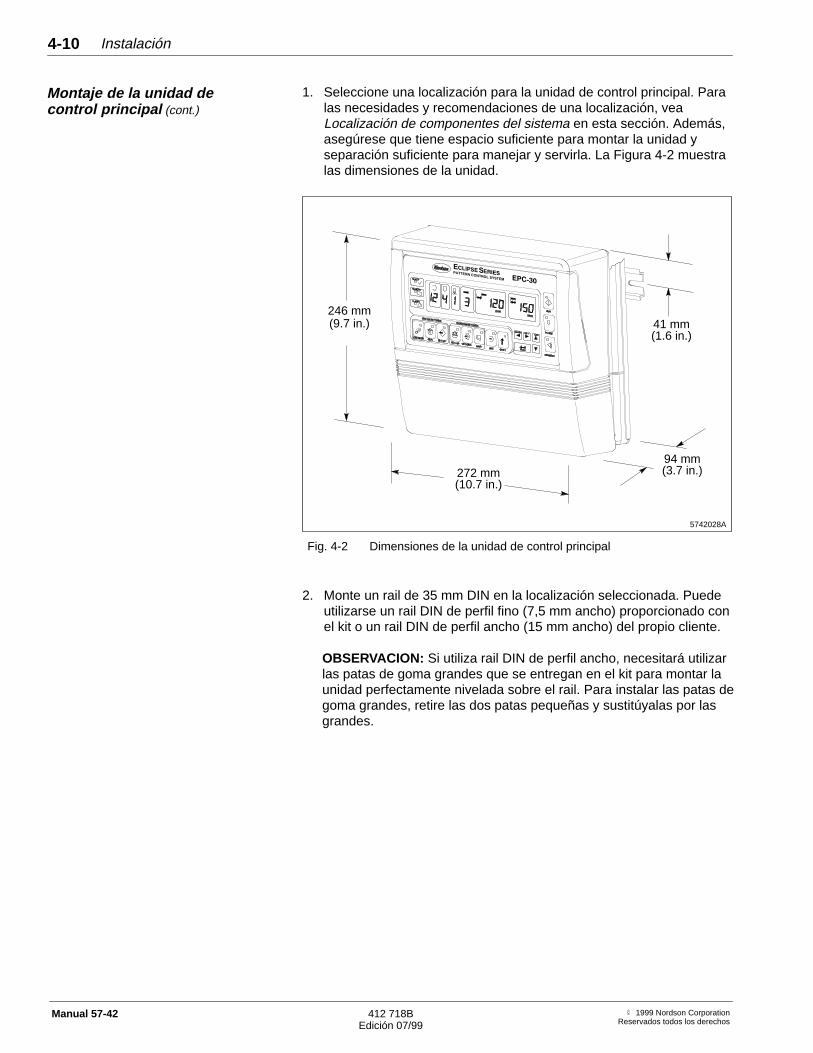
Instalación4-10
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
1. Seleccione una localización para la unidad de control principal. Paralas necesidades y recomendaciones de una localización, veaLocalización de componentes del sistema en esta sección. Además,asegúrese que tiene espacio suficiente para montar la unidad yseparación suficiente para manejar y servirla. La Figura 4-2 muestralas dimensiones de la unidad.
5742028A
246 mm(9.7 in.)
272 mm(10.7 in.)
94 mm(3.7 in.)
41 mm(1.6 in.)
Fig. 4-2 Dimensiones de la unidad de control principal
2. Monte un rail de 35 mm DIN en la localización seleccionada. Puedeutilizarse un rail DIN de perfil fino (7,5 mm ancho) proporcionado conel kit o un rail DIN de perfil ancho (15 mm ancho) del propio cliente.
OBSERVACION: Si utiliza rail DIN de perfil ancho, necesitará utilizarlas patas de goma grandes que se entregan en el kit para montar launidad perfectamente nivelada sobre el rail. Para instalar las patas degoma grandes, retire las dos patas pequeñas y sustitúyalas por lasgrandes.
Montaje de la unidad decontrol principal (cont.)
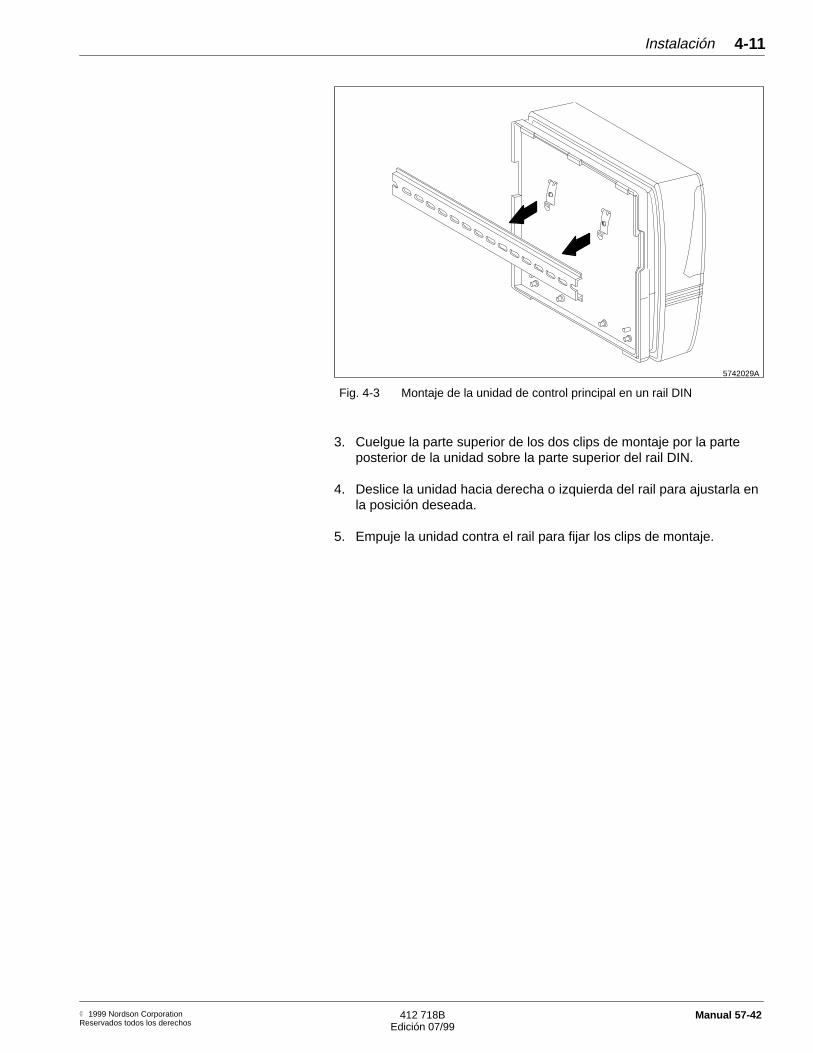
Instalación 4-11
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742029A
Fig. 4-3 Montaje de la unidad de control principal en un rail DIN
3. Cuelgue la parte superior de los dos clips de montaje por la parteposterior de la unidad sobre la parte superior del rail DIN.
4. Deslice la unidad hacia derecha o izquierda del rail para ajustarla enla posición deseada.
5. Empuje la unidad contra el rail para fijar los clips de montaje.
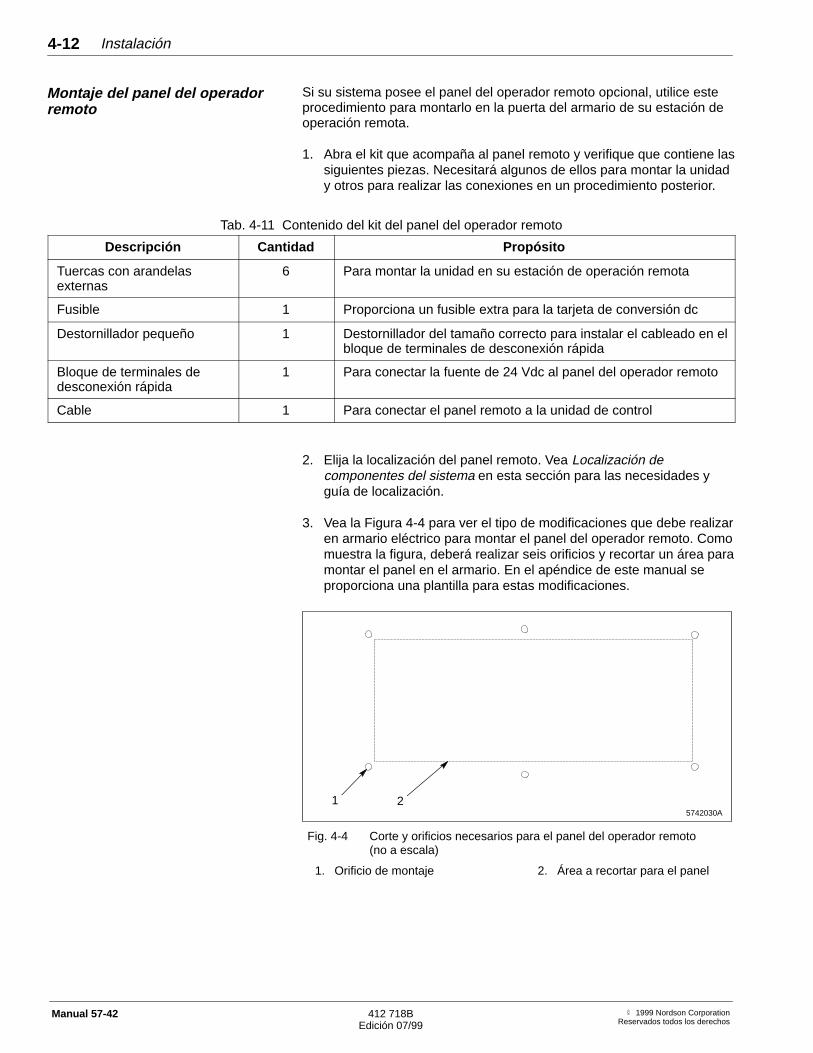
Instalación4-12
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Si su sistema posee el panel del operador remoto opcional, utilice esteprocedimiento para montarlo en la puerta del armario de su estación deoperación remota.
1. Abra el kit que acompaña al panel remoto y verifique que contiene lassiguientes piezas. Necesitará algunos de ellos para montar la unidady otros para realizar las conexiones en un procedimiento posterior.
Tab. 4-11 Contenido del kit del panel del operador remoto
Descripción Cantidad Propósito
Tuercas con arandelasexternas
6 Para montar la unidad en su estación de operación remota
Fusible 1 Proporciona un fusible extra para la tarjeta de conversión dc
Destornillador pequeño 1 Destornillador del tamaño correcto para instalar el cableado en elbloque de terminales de desconexión rápida
Bloque de terminales dedesconexión rápida
1 Para conectar la fuente de 24 Vdc al panel del operador remoto
Cable 1 Para conectar el panel remoto a la unidad de control
2. Elija la localización del panel remoto. Vea Localización decomponentes del sistema en esta sección para las necesidades yguía de localización.
3. Vea la Figura 4-4 para ver el tipo de modificaciones que debe realizaren armario eléctrico para montar el panel del operador remoto. Comomuestra la figura, deberá realizar seis orificios y recortar un área paramontar el panel en el armario. En el apéndice de este manual seproporciona una plantilla para estas modificaciones.
5742030A1 2
Fig. 4-4 Corte y orificios necesarios para el panel del operador remoto (no a escala)
1. Orificio de montaje 2. Área a recortar para el panel
Montaje del panel del operadorremoto
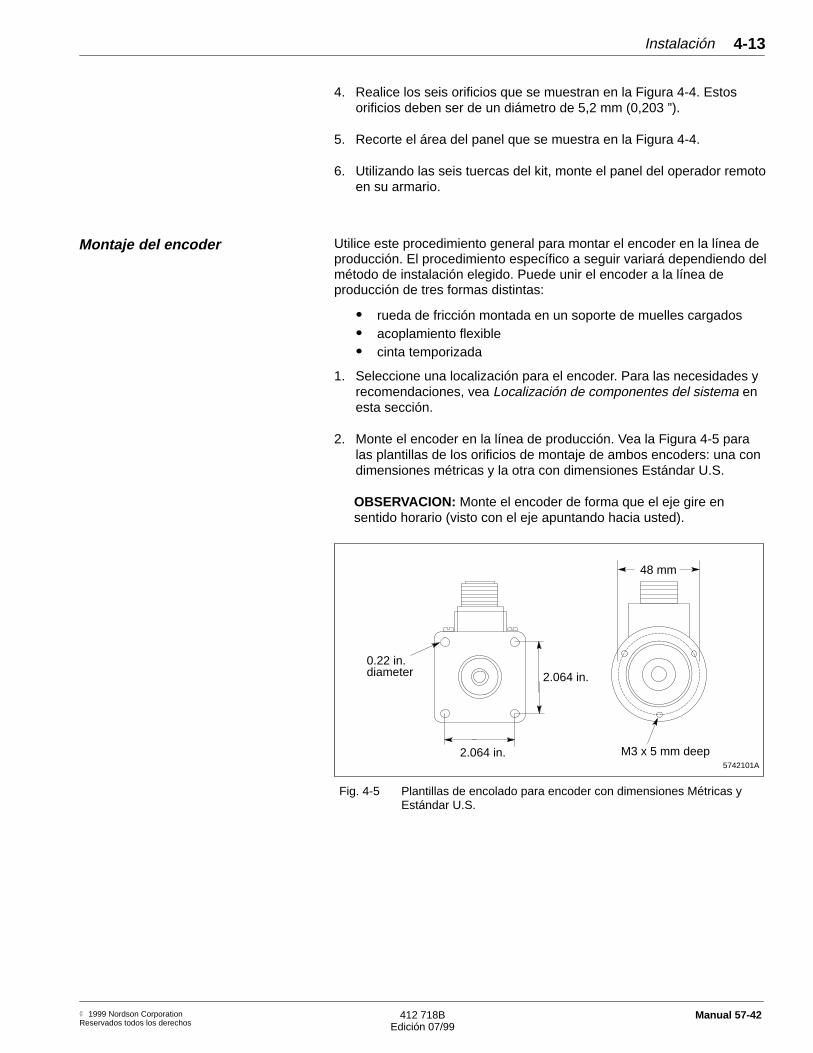
Instalación 4-13
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
4. Realice los seis orificios que se muestran en la Figura 4-4. Estosorificios deben ser de un diámetro de 5,2 mm (0,203 ”).
5. Recorte el área del panel que se muestra en la Figura 4-4.
6. Utilizando las seis tuercas del kit, monte el panel del operador remotoen su armario.
Utilice este procedimiento general para montar el encoder en la línea deproducción. El procedimiento específico a seguir variará dependiendo delmétodo de instalación elegido. Puede unir el encoder a la línea deproducción de tres formas distintas:
� rueda de fricción montada en un soporte de muelles cargados� acoplamiento flexible� cinta temporizada
1. Seleccione una localización para el encoder. Para las necesidades yrecomendaciones, vea Localización de componentes del sistema enesta sección.
2. Monte el encoder en la línea de producción. Vea la Figura 4-5 paralas plantillas de los orificios de montaje de ambos encoders: una condimensiones métricas y la otra con dimensiones Estándar U.S.
OBSERVACION: Monte el encoder de forma que el eje gire ensentido horario (visto con el eje apuntando hacia usted).
5742101A
0.22 in.diameter
2.064 in.
2.064 in.
48 mm
M3 x 5 mm deep
Fig. 4-5 Plantillas de encolado para encoder con dimensiones Métricas yEstándar U.S.
Montaje del encoder
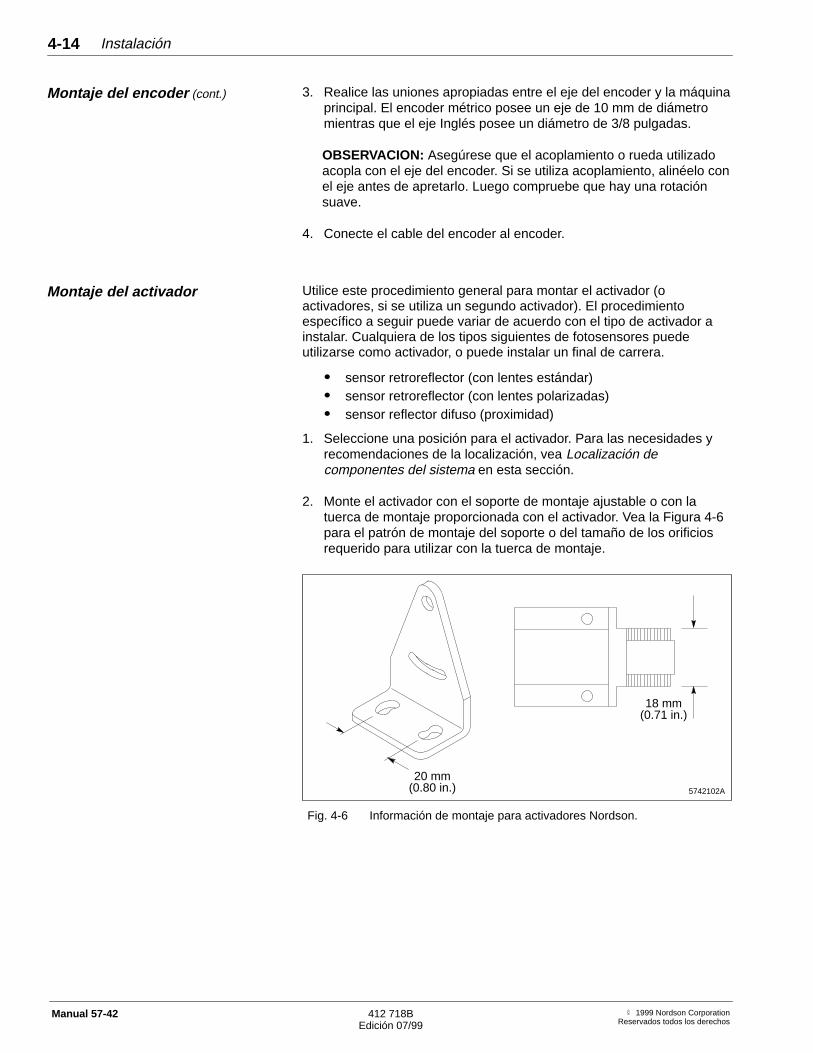
Instalación4-14
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
3. Realice las uniones apropiadas entre el eje del encoder y la máquinaprincipal. El encoder métrico posee un eje de 10 mm de diámetromientras que el eje Inglés posee un diámetro de 3/8 pulgadas.
OBSERVACION: Asegúrese que el acoplamiento o rueda utilizadoacopla con el eje del encoder. Si se utiliza acoplamiento, alinéelo conel eje antes de apretarlo. Luego compruebe que hay una rotaciónsuave.
4. Conecte el cable del encoder al encoder.
Utilice este procedimiento general para montar el activador (oactivadores, si se utiliza un segundo activador). El procedimientoespecífico a seguir puede variar de acuerdo con el tipo de activador ainstalar. Cualquiera de los tipos siguientes de fotosensores puedeutilizarse como activador, o puede instalar un final de carrera.
� sensor retroreflector (con lentes estándar)� sensor retroreflector (con lentes polarizadas)� sensor reflector difuso (proximidad)
1. Seleccione una posición para el activador. Para las necesidades yrecomendaciones de la localización, vea Localización decomponentes del sistema en esta sección.
2. Monte el activador con el soporte de montaje ajustable o con latuerca de montaje proporcionada con el activador. Vea la Figura 4-6para el patrón de montaje del soporte o del tamaño de los orificiosrequerido para utilizar con la tuerca de montaje.
5742102A
20 mm(0.80 in.)
18 mm(0.71 in.)
Fig. 4-6 Información de montaje para activadores Nordson.
Montaje del encoder (cont.)
Montaje del activador
Instalación 4-15
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
3. Si el activador es tipo retroreflectivo, monte el reflector en el otro ladode la línea de producción. Para mejor rendimiento, alinee el sensor yel reflector para que quede un ángulo con el producto (aproximada-mente 70° o 110°) en lugar de quedar perpendicular al producto(ángulo de 90°).
4. Apriete todas las fijaciones. El exceso de vibración puede causar lapérdida de alineación o señales falsas.
5. Si utiliza un segundo activador, repita este procedimiento paramontarlo.
Si la unidad incluye la tarjeta opcional I/O y quiere utilizar su capacidadde control de run–up, vea la hoja de instrucciones que se entrega con elkit de válvula proporcional para
� seleccionar una localización para la válvula proporcional
� montar la válvula proporcional
� conectar el suministro de aire al puerto de entrada de aire de laválvula proporcional
� llevar la línea de aire desde el puerto de salida de la válvulaproporcional a la bomba que está controlando
Puede conectar una o dos válvulas proporcionales para control deencolado.
Utilice este procedimiento general para montar la fuente de alimentaciónexterna (o fuentes, si se utiliza una segunda fuente). El procedimientoespecífico a seguir puede variar en función de la fuente de alimentaciónque vaya a utilizar. Nordson proporciona dos fuentes:
� fuente de alimentación PS40� fuente de alimentación Phoenix
1. Seleccione la localización de la fuente de alimentación. Para lasnecesidades y recomendaciones de localización, vea Localización decomponentes del sistema en esta sección.
2. Monte la fuente de alimentación.
3. Si está utilizando una segunda fuente de alimentación, repita esteprocedimiento para montarla.
Montaje de la válvulaproporcional para control deRun–Up
Montaje de la fuente dealimentación
Instalación4-16
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Esta parte de la Sección 4 describe como realizar todas las conexioneseléctricas del sistema de control de encolado, incluyendo opciones.Contiene los siguientes procedimientos:
� Extracción de la cubierta del bloque de terminales� Conexión de entradas y salidas de la tarjeta de control� Conexión de entradas y salidas de la tarjeta opcional I/O� Conexión de entradas al panel del operador remoto opcional� Conexión de la tensión a la fuente de alimentación
AVISO: Corte la potencia de entrada al control de encoladoantes de realizar cualquier servicio en cualquier parte delsistema de aplicación de cola. El hacer caso omiso puedeproducir a apertura de una pistola conectada o la aplicación dealta presión a un sistema de control de run–up conectado. Elresultado puede ser lesiones personales o la muerte.
Utilice este procedimiento para retirar la cubierta del bloque de la unidadde control principal.
AVISO: Corte la potencia de entrada al control de encoladoantes de retirar la cubierta del bloque de terminales. El hacercaso omiso puede producir a apertura de una pistola conectadao la aplicación de alta presión a un sistema de control derun–up conectado. El resultado puede ser lesiones personaleso la muerte.
1. Retire los tres tornillos que fijan la cubierta del bloque de terminales ala unidad.
2. Estire la cubierta hacia abajo 25 mm (1 pulgada) para desengancharlas pestañas de la unidad y retirarla de la unidad de control principal.
5. Instalación eléctrica
Extracción de la cubierta delbloque de terminales

Instalación 4-17
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742061A
Fig. 4-7 Extracción de la cubierta del bloque de terminales
Utilice este procedimiento para conectar todos los cables externos albloque de terminales de la tarjeta de control.
1. Lleve todos los cables desde los componentes externos a la unidadde control principal. Esto incluye lo siguiente:
� un cable de encoder
� cableado de un activador
� cableado de segundo activador (si se utiliza)
� cableado de actuadores de pistola (neumáticos o eléctricos) a1–4 salidas de pistola
� cableado de fuente de alimentación
� cableado de segunda fuente de alimentación (si se utiliza)
� cableado de interruptor de marcha permitida (si se utiliza)
� un cable de tierra
Conexión de entradas y salidasde la tarjeta de control

Instalación4-18
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
AVISO: Peligro de electrocución. La toma de tierra de labase–panel debe estar conectada a una buena toma. El hacercaso omiso puede tener como resultado lesiones personales ola muerte.
PRECAUCION: No conecte ninguna línea ac o línea dc queexceda de 30 Vdc a la unidad. La unidad de control deencolado está diseñada para entradas, salidas y contactos de18–30 Vdc. Conectar la unidad con demasiada tensión puedefundir los fusibles o dañar las tarjetas de circuito.
PRECAUCION: No invierta los dos cables que alimentan launidad en las posiciones 9 y 10 del bloque de terminales X7. Alinvertir la tensión de la unidad se pueden fundir los fusibles odañar las tarjetas de circuito.
OBSERVACION: El tamaño del cable máximo que se puede conectara los bloques de terminales de la tarjeta de control principal es de 1,5 mm2 (16 AWG).
2. Enganche (o pegue) el cable verde de salida de corriente PNP en elcable del activador.
OBSERVACION: Sólo las salidas de sensor de corriente NPN puedeutilizarse con este control de encolado.
3. Vea los esquemas eléctricos en las Figuras 4-11 y 4-12 y determinelas conexiones necesarias entre los componentes externos y los dosbloques de terminales principales (X7 y X8) de la tarjeta de controlprincipal. Observe que algunas conexiones son opcionales ydependen de cuantos componentes externos esté instalando.
4. Si todavía no ha quitado la cubierta del bloque de terminales, hágaloahora. Vea el procedimiento anterior, Extracción de la cubierta delbloque de terminales.
5. Localice los cuatro orificios de conductos en la placa de conductos dela parte inferior del armario de control. Decida que orificio va a utilizarpara conectar el cableado externo a la tarjeta de control principal.
Conexión de entradas ysalidas de la tarjeta de control(cont.)

Instalación 4-19
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
6. Retire los tapones de estos orificios.
7. Instale un pasa cables o racor de conexión en cada orificio a utilizar.Para mantener el valor de protección IP54, los racores a instalardeben cumplir los requerimientos anti polvo, y agua. Los orificios de22,5 mm (0,886 ”) requieren pasa cables o racores PG16 (tamaño 0,5 ”).
5742062A
Fig. 4-8 Instalación de un racor en el orificio de acceso para el cableado
8. Lleve el cableado a través del racor y orificio.
9. Localice el pequeño destornillador y los cuatro bloques de terminalesde desconexión rápida que hay en el kit. Los dos bloques determinales de 8 posiciones van en la parte superior e inferior del X7 ylos bloques de 7 posiciones van en la parte superior e inferior del X8.
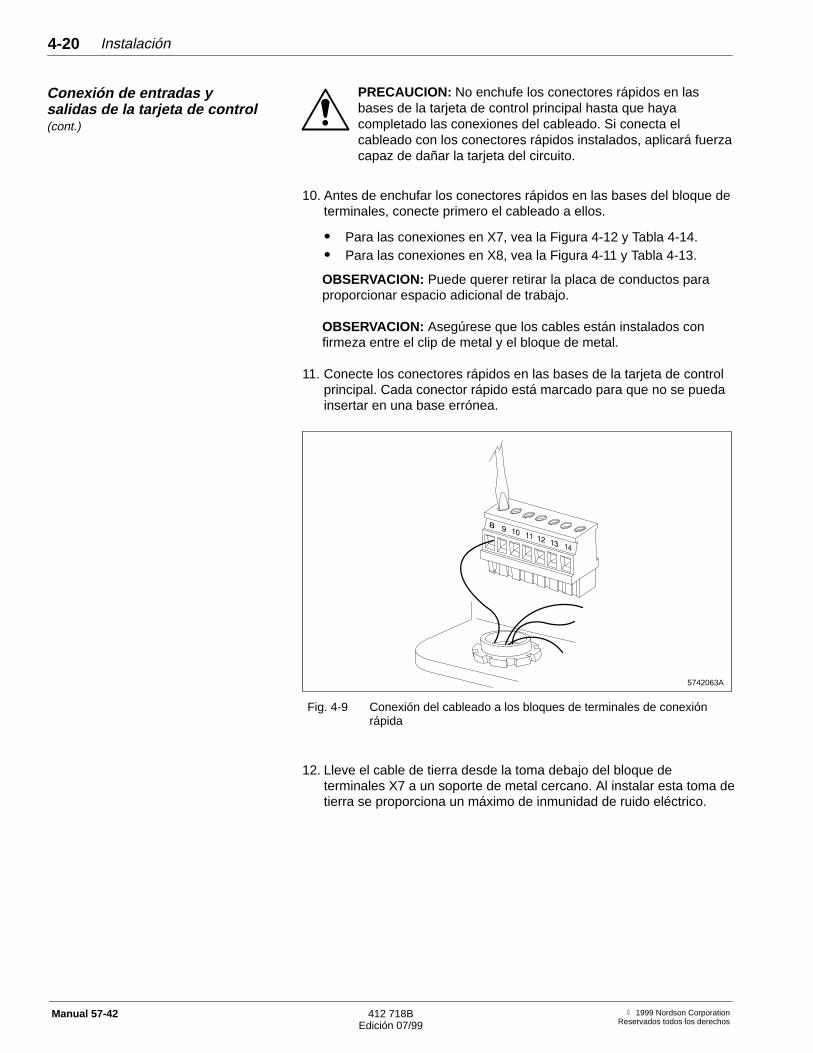
Instalación4-20
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
PRECAUCION: No enchufe los conectores rápidos en lasbases de la tarjeta de control principal hasta que hayacompletado las conexiones del cableado. Si conecta elcableado con los conectores rápidos instalados, aplicará fuerzacapaz de dañar la tarjeta del circuito.
10. Antes de enchufar los conectores rápidos en las bases del bloque determinales, conecte primero el cableado a ellos.
� Para las conexiones en X7, vea la Figura 4-12 y Tabla 4-14.� Para las conexiones en X8, vea la Figura 4-11 y Tabla 4-13.
OBSERVACION: Puede querer retirar la placa de conductos paraproporcionar espacio adicional de trabajo.
OBSERVACION: Asegúrese que los cables están instalados confirmeza entre el clip de metal y el bloque de metal.
11. Conecte los conectores rápidos en las bases de la tarjeta de controlprincipal. Cada conector rápido está marcado para que no se puedainsertar en una base errónea.
5742063A
Fig. 4-9 Conexión del cableado a los bloques de terminales de conexiónrápida
12. Lleve el cable de tierra desde la toma debajo del bloque determinales X7 a un soporte de metal cercano. Al instalar esta toma detierra se proporciona un máximo de inmunidad de ruido eléctrico.
Conexión de entradas ysalidas de la tarjeta de control(cont.)
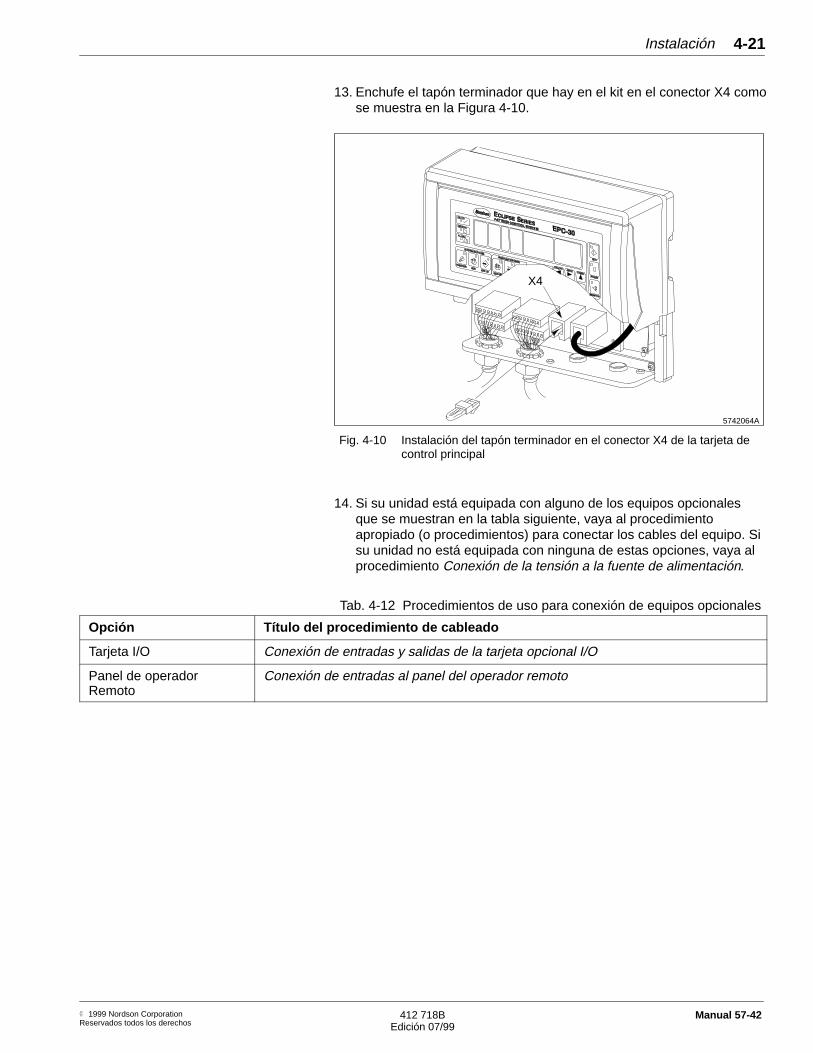
Instalación 4-21
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
13. Enchufe el tapón terminador que hay en el kit en el conector X4 comose muestra en la Figura 4-10.
5742064A
X4
Fig. 4-10 Instalación del tapón terminador en el conector X4 de la tarjeta decontrol principal
14. Si su unidad está equipada con alguno de los equipos opcionalesque se muestran en la tabla siguiente, vaya al procedimientoapropiado (o procedimientos) para conectar los cables del equipo. Sisu unidad no está equipada con ninguna de estas opciones, vaya alprocedimiento Conexión de la tensión a la fuente de alimentación.
Tab. 4-12 Procedimientos de uso para conexión de equipos opcionales
Opción Título del procedimiento de cableado
Tarjeta I/O Conexión de entradas y salidas de la tarjeta opcional I/O
Panel de operadorRemoto
Conexión de entradas al panel del operador remoto

Instalación4-22
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742068A
X8TOP
X8BOTTOM
BOARDCIRCUITS
CUSTOMERWIRING
Fig. 4-11 Diagrama de conexiones del bloque de terminales X8 de la tarjeta de control principal
Conexión de entradas ysalidas de la tarjeta de control(cont.)
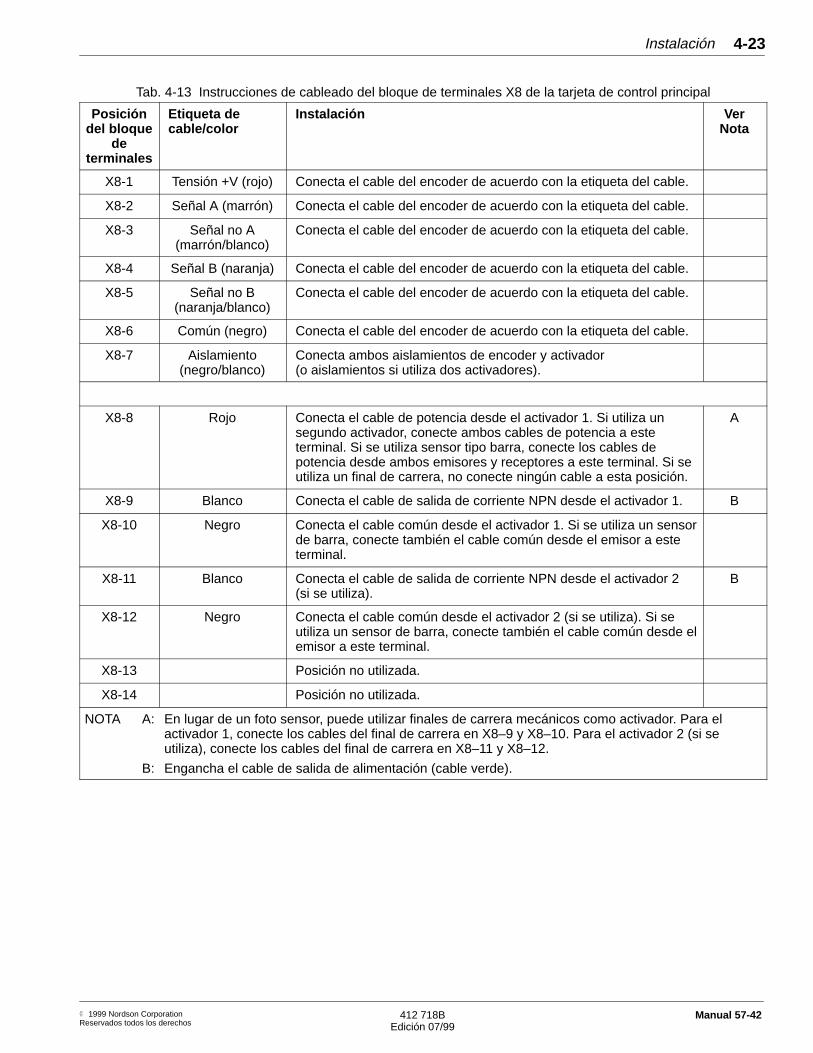
Instalación 4-23
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Tab. 4-13 Instrucciones de cableado del bloque de terminales X8 de la tarjeta de control principal
Posicióndel bloque
determinales
Etiqueta decable/color
Instalación VerNota
X8-1 Tensión +V (rojo) Conecta el cable del encoder de acuerdo con la etiqueta del cable.
X8-2 Señal A (marrón) Conecta el cable del encoder de acuerdo con la etiqueta del cable.
X8-3 Señal no A(marrón/blanco)
Conecta el cable del encoder de acuerdo con la etiqueta del cable.
X8-4 Señal B (naranja) Conecta el cable del encoder de acuerdo con la etiqueta del cable.
X8-5 Señal no B(naranja/blanco)
Conecta el cable del encoder de acuerdo con la etiqueta del cable.
X8-6 Común (negro) Conecta el cable del encoder de acuerdo con la etiqueta del cable.
X8-7 Aislamiento(negro/blanco)
Conecta ambos aislamientos de encoder y activador (o aislamientos si utiliza dos activadores).
X8-8 Rojo Conecta el cable de potencia desde el activador 1. Si utiliza unsegundo activador, conecte ambos cables de potencia a esteterminal. Si se utiliza sensor tipo barra, conecte los cables depotencia desde ambos emisores y receptores a este terminal. Si seutiliza un final de carrera, no conecte ningún cable a esta posición.
A
X8-9 Blanco Conecta el cable de salida de corriente NPN desde el activador 1. B
X8-10 Negro Conecta el cable común desde el activador 1. Si se utiliza un sensorde barra, conecte también el cable común desde el emisor a esteterminal.
X8-11 Blanco Conecta el cable de salida de corriente NPN desde el activador 2 (si se utiliza).
B
X8-12 Negro Conecta el cable común desde el activador 2 (si se utiliza). Si seutiliza un sensor de barra, conecte también el cable común desde elemisor a este terminal.
X8-13 Posición no utilizada.
X8-14 Posición no utilizada.
NOTA A: En lugar de un foto sensor, puede utilizar finales de carrera mecánicos como activador. Para elactivador 1, conecte los cables del final de carrera en X8–9 y X8–10. Para el activador 2 (si seutiliza), conecte los cables del final de carrera en X8–11 y X8–12.
B: Engancha el cable de salida de alimentación (cable verde).

Instalación4-24
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742097A
X7TOP
X7BOTTOM
1.10 AMPS EACHMAXIMUM
BOARDCIRCUITS
CUSTOMERWIRING
Fig. 4-12 Diagrama de conexiones del bloque de terminales X7 de la tarjeta de control principal
Conexión de entradas ysalidas de la tarjeta de control(cont.)

Instalación 4-25
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Tab. 4-14 Instrucciones de cableado del bloque de terminales X7 de la tarjeta de control principal
Posición enbloque determinales
Etiqueta/color decable
Instalación VerNota
X7-1 Varios Conecta el primer cable desde el actuador de pistola a lapistola 1.
A
X7-2 Varios Conecta el segundo cable desde el actuador de pistola a lapistola 1.
A
X7-3 Varios Conecta el primer cable desde el actuador de pistola a lapistola 2.
A
X7-4 Varios Conecta el segundo cable desde el actuador de pistola a lapistola 2.
A
X7-5 Varios Conecta el primer cable desde el actuador de pistola a lapistola 3.
A
X7-6 Varios Conecta el segundo cable desde el actuador de pistola a lapistola 3.
A
X7-7 Varios Conecta el primer cable desde el actuador de pistola a lapistola 4.
A
X7-8 Varios Conecta el segundo cable desde el actuador de pistola a lapistola 4.
A
X7-9 Conecta el cable desde la fuente de alimentación para unatensión de 24 Vdc.
X7-10 Conecta el cable desde la fuente de alimentación para elcomún de 24 Vdc.
X7-11 Retire el puente si necesita una segunda fuente dealimentación de 24 Vdc.
X7-12 Conecta el cable de potencia de 24 Vdc. desde la segundafuente de alimentación (si es necesario).
X7-13 Conecta el cable común de 24 Vdc. desde la segunda fuentede alimentación.
X7-14 Retire el puente y conecte el primer cable desde un interruptornormalmente cerrado de marcha–permitida (si se utiliza).
X7-15 Conecta el segundo cable desde el interruptor demarcha–permitida.
X7-16 Conexión de toma de tierra no utilizada.
NOTA A: Los cables desde los actuadores de pistola (tipos neumáticos o eléctricos) normalmente no sonsensibles a la polaridad. Sin embargo, si conecta actuadores sensibles a la polaridad, las posiciones1, 3, 5 y 7 del X7 son el polo positivo de la conexión.
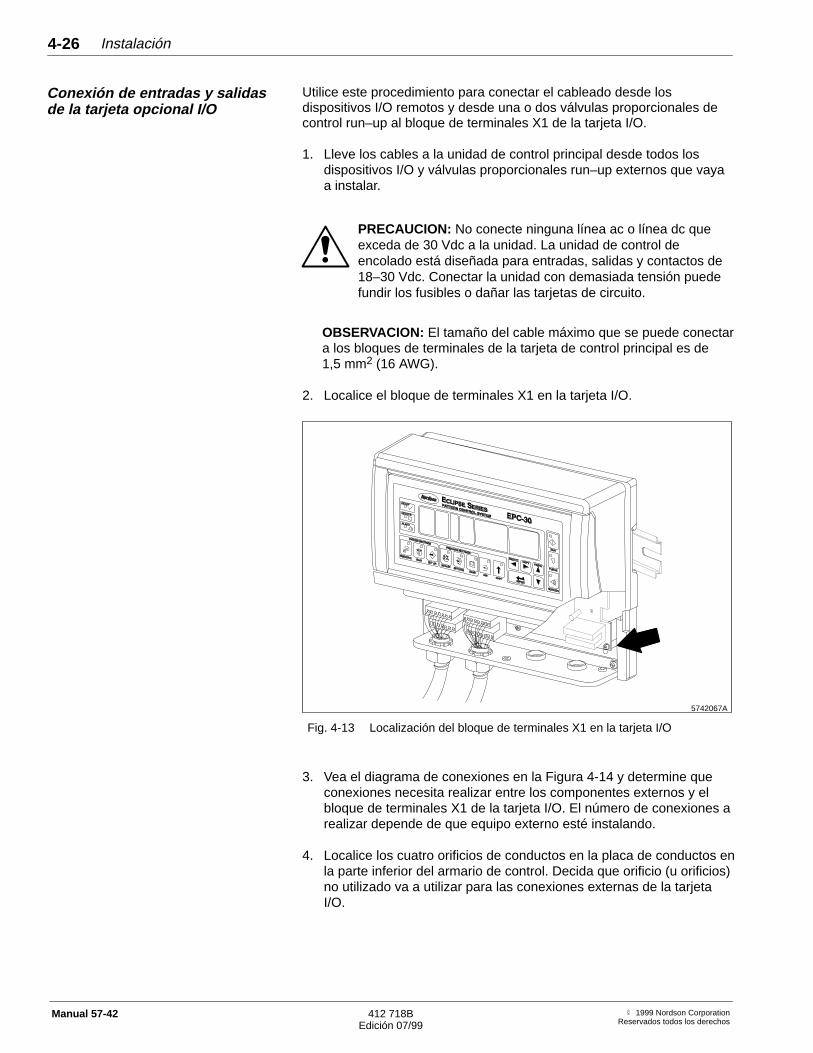
Instalación4-26
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para conectar el cableado desde losdispositivos I/O remotos y desde una o dos válvulas proporcionales decontrol run–up al bloque de terminales X1 de la tarjeta I/O.
1. Lleve los cables a la unidad de control principal desde todos losdispositivos I/O y válvulas proporcionales run–up externos que vayaa instalar.
PRECAUCION: No conecte ninguna línea ac o línea dc queexceda de 30 Vdc a la unidad. La unidad de control deencolado está diseñada para entradas, salidas y contactos de18–30 Vdc. Conectar la unidad con demasiada tensión puedefundir los fusibles o dañar las tarjetas de circuito.
OBSERVACION: El tamaño del cable máximo que se puede conectara los bloques de terminales de la tarjeta de control principal es de 1,5 mm2 (16 AWG).
2. Localice el bloque de terminales X1 en la tarjeta I/O.
5742067A
Fig. 4-13 Localización del bloque de terminales X1 en la tarjeta I/O
3. Vea el diagrama de conexiones en la Figura 4-14 y determine queconexiones necesita realizar entre los componentes externos y elbloque de terminales X1 de la tarjeta I/O. El número de conexiones arealizar depende de que equipo externo esté instalando.
4. Localice los cuatro orificios de conductos en la placa de conductos enla parte inferior del armario de control. Decida que orificio (u orificios)no utilizado va a utilizar para las conexiones externas de la tarjetaI/O.
Conexión de entradas y salidasde la tarjeta opcional I/O
Instalación 4-27
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5. Retire el tapón del orificio que vaya a utilizar.
6. Instale un pasa cables o racor de conexión en cada orificio a utilizar.Para mantener el valor de protección IP54, los racores a instalardeben cumplir los requerimientos anti polvo, y agua. Los orificios de22,5 mm (0,886 ”) requieren pasa cables o racores PG16.
7. Lleve los cables a través de los racores y orificios.
8. Localice el pequeño destornillador y los dos bloques de terminalesX1 de conexión rápida que se entregan en el kit.
PRECAUCION: No enchufe los conectores rápidos en lasbases de la tarjeta I/O hasta que haya completado lasconexiones del cableado. Si conecta el cableado con losconectores rápidos instalados, aplicará fuerza capaz de dañarla tarjeta del circuito.
9. Antes de enchufar los conectores rápidos en las bases del bloque determinales, conecte primero el cableado a ellos. Vea la Figura 4-14 yTabla 4-15 para encontrar los puntos de conexión correctos paracada cable a conectar en el bloque de terminales de la tarjeta I/O.
OBSERVACION: Puede querer retirar la placa de conductos paraproporcionar espacio adicional de trabajo.
OBSERVACION: Asegúrese que los cables están instalados confirmeza entre el clip de metal y el bloque de metal.
10. Conecte los dos conectores rápidos en las bases de la tarjeta I/O.Cada conector rápido está marcado para que no se puede insertar enuna base errónea.
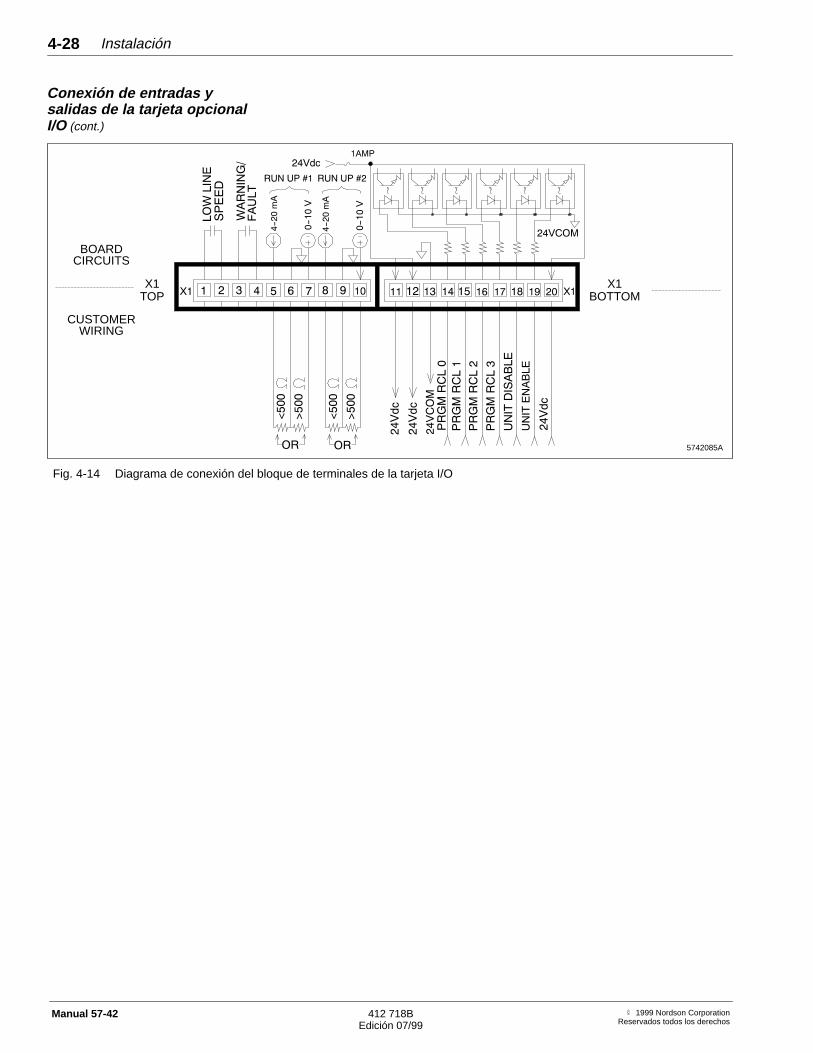
Instalación4-28
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742085A
X1TOP
X1BOTTOM
BOARDCIRCUITS
CUSTOMERWIRING
Fig. 4-14 Diagrama de conexión del bloque de terminales de la tarjeta I/O
Conexión de entradas ysalidas de la tarjeta opcionalI/O (cont.)
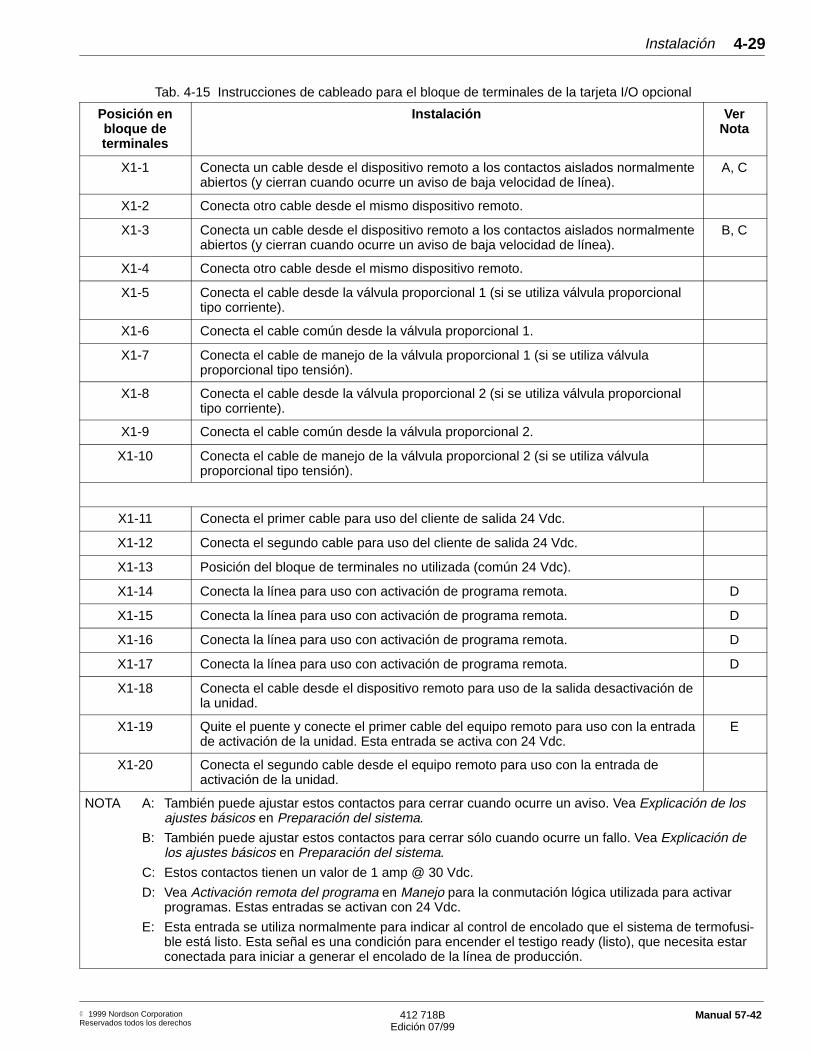
Instalación 4-29
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Tab. 4-15 Instrucciones de cableado para el bloque de terminales de la tarjeta I/O opcional
Posición enbloque determinales
Instalación VerNota
X1-1 Conecta un cable desde el dispositivo remoto a los contactos aislados normalmenteabiertos (y cierran cuando ocurre un aviso de baja velocidad de línea).
A, C
X1-2 Conecta otro cable desde el mismo dispositivo remoto.
X1-3 Conecta un cable desde el dispositivo remoto a los contactos aislados normalmenteabiertos (y cierran cuando ocurre un aviso de baja velocidad de línea).
B, C
X1-4 Conecta otro cable desde el mismo dispositivo remoto.
X1-5 Conecta el cable desde la válvula proporcional 1 (si se utiliza válvula proporcionaltipo corriente).
X1-6 Conecta el cable común desde la válvula proporcional 1.
X1-7 Conecta el cable de manejo de la válvula proporcional 1 (si se utiliza válvulaproporcional tipo tensión).
X1-8 Conecta el cable desde la válvula proporcional 2 (si se utiliza válvula proporcionaltipo corriente).
X1-9 Conecta el cable común desde la válvula proporcional 2.
X1-10 Conecta el cable de manejo de la válvula proporcional 2 (si se utiliza válvulaproporcional tipo tensión).
X1-11 Conecta el primer cable para uso del cliente de salida 24 Vdc.
X1-12 Conecta el segundo cable para uso del cliente de salida 24 Vdc.
X1-13 Posición del bloque de terminales no utilizada (común 24 Vdc).
X1-14 Conecta la línea para uso con activación de programa remota. D
X1-15 Conecta la línea para uso con activación de programa remota. D
X1-16 Conecta la línea para uso con activación de programa remota. D
X1-17 Conecta la línea para uso con activación de programa remota. D
X1-18 Conecta el cable desde el dispositivo remoto para uso de la salida desactivación dela unidad.
X1-19 Quite el puente y conecte el primer cable del equipo remoto para uso con la entradade activación de la unidad. Esta entrada se activa con 24 Vdc.
E
X1-20 Conecta el segundo cable desde el equipo remoto para uso con la entrada deactivación de la unidad.
NOTA A: También puede ajustar estos contactos para cerrar cuando ocurre un aviso. Vea Explicación de losajustes básicos en Preparación del sistema.
B: También puede ajustar estos contactos para cerrar sólo cuando ocurre un fallo. Vea Explicación delos ajustes básicos en Preparación del sistema.
C: Estos contactos tienen un valor de 1 amp @ 30 Vdc.
D: Vea Activación remota del programa en Manejo para la conmutación lógica utilizada para activarprogramas. Estas entradas se activan con 24 Vdc.
E: Esta entrada se utiliza normalmente para indicar al control de encolado que el sistema de termofusi-ble está listo. Esta señal es una condición para encender el testigo ready (listo), que necesita estarconectada para iniciar a generar el encolado de la línea de producción.
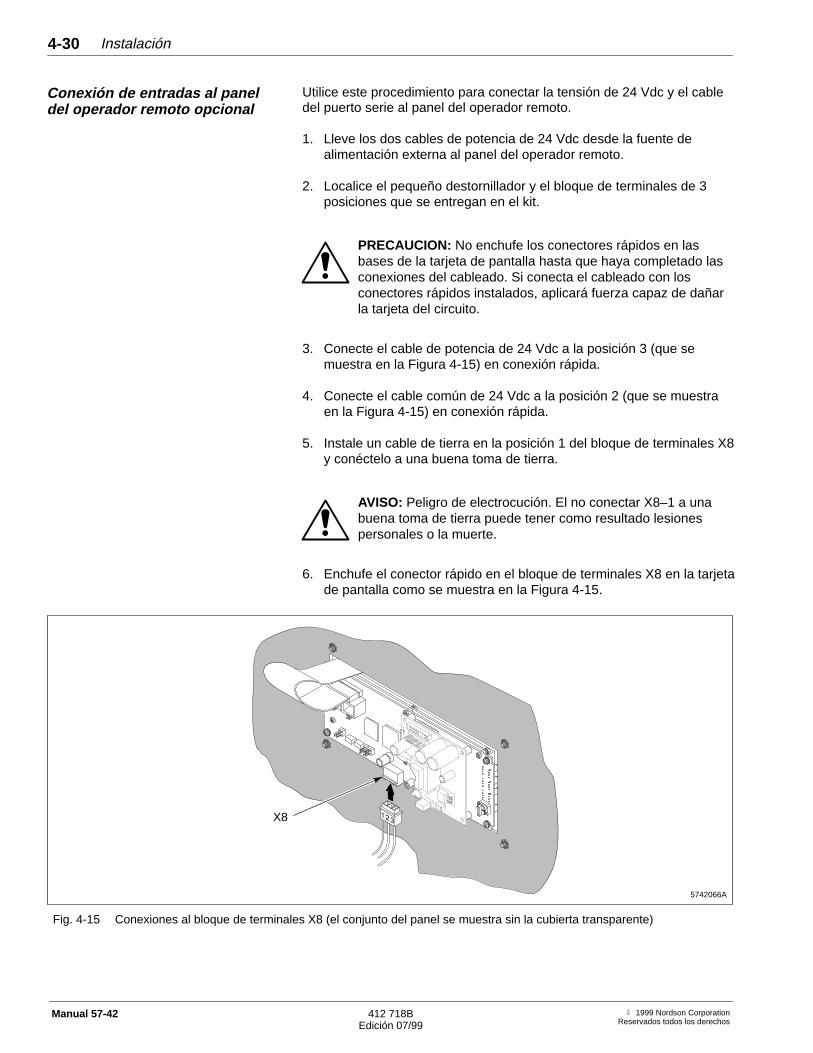
Instalación4-30
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para conectar la tensión de 24 Vdc y el cabledel puerto serie al panel del operador remoto.
1. Lleve los dos cables de potencia de 24 Vdc desde la fuente dealimentación externa al panel del operador remoto.
2. Localice el pequeño destornillador y el bloque de terminales de 3posiciones que se entregan en el kit.
PRECAUCION: No enchufe los conectores rápidos en lasbases de la tarjeta de pantalla hasta que haya completado lasconexiones del cableado. Si conecta el cableado con losconectores rápidos instalados, aplicará fuerza capaz de dañarla tarjeta del circuito.
3. Conecte el cable de potencia de 24 Vdc a la posición 3 (que semuestra en la Figura 4-15) en conexión rápida.
4. Conecte el cable común de 24 Vdc a la posición 2 (que se muestraen la Figura 4-15) en conexión rápida.
5. Instale un cable de tierra en la posición 1 del bloque de terminales X8y conéctelo a una buena toma de tierra.
AVISO: Peligro de electrocución. El no conectar X8–1 a unabuena toma de tierra puede tener como resultado lesionespersonales o la muerte.
6. Enchufe el conector rápido en el bloque de terminales X8 en la tarjetade pantalla como se muestra en la Figura 4-15.
5742066A
X8
Fig. 4-15 Conexiones al bloque de terminales X8 (el conjunto del panel se muestra sin la cubierta transparente)
Conexión de entradas al paneldel operador remoto opcional
Instalación 4-31
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
7. Conecte el terminal de entrada del cable de puerto serie (el extremocon la flecha apuntando al conector) al terminal X6 de la tarjeta depantalla del panel remoto.
8. Lleve el otro extremo (el de salida) del cable a la unidad de controlprincipal.
9. Retire uno de los tapones restantes desde la placa de conductos einstale un pasa cables o un racor de conexión.
10. Lleve el cable a través del conector y enchúfelo en el terminal X5 dela tarjeta de control principal.
Utilice el siguiente procedimiento general para conectar un fuente detensión ac a la fuente de alimentación externa (o fuentes dealimentación, si se utiliza una segunda fuente). El procedimientoespecífico a utilizar dependerá de la fuente que vaya a instalar.
1. Decida el enchufe en el que va a conectar la fuente de alimentación.Las dos fuentes de alimentación pueden aceptar las siguientestensiones de entrada:
� Fuente de alimentación PS40: 90–132 Vac o 180–264 Vac� Fuente de alimentación Phoenix: 90–264 Vac
2. Si desea utilizar la fuente PS40 y conectar la línea a 120Vac, deberácambiar el ajuste de hardware dentro de la unidad, que está ajustadaa 240 Vac. Abra la unidad, retire la cubierta de metal que protege latarjeta de circuito, y mueva el enchufe desde el conector marcado230 V al conector marcado 115 V. Luego vuelva a poner la cubiertade la tarjeta de circuito y cierre la unidad.
3. Desconecte y enclave el suministro de tensión en un disyuntor decircuito de la planta.
AVISO: Peligro de descargas eléctricas. El no desconectar y noenclavar la tensión puede resultar en lesiones o la muerte.
AVISO: Aplicar tensión de 24 Vdc al control de encolado puedeabrir las pistolas del sistema o el equipo de control de run–upconectado a presión. Antes de aplicar tensión, tomeprecauciones para desconectar las fuentes de tensión(neumática, hidráulica y eléctrica) de los componentes delsistema de aplicación de cola y proteger al personal depeligros. El hacer caso omiso puede resultar en lesionespersonales o la muerte.
4. Lleve la línea de potencia a la fuente de alimentación.
5. Realice las conexiones apropiadas en los terminales de entrada detensión de la fuente de alimentación.
Conexión de la tensión a lafuente de alimentación
Instalación4-32
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Esta parte de la sección 4, describe como preparar los procedimientosque debe realizar en la sección siguiente del manual, Preparación delsistema. Esto incluye los siguientes procedimientos:
� Eliminación de las fuentes de energía del equipo conectado alcontrol de encolado
� Ajuste del activador
� Determinación de la polaridad del activador
� Comprobación del cableado del encoder
� Comprobación del cableado de la pistola
� Comprobación del cableado de la tarjeta I/O
� Colocación de la cubierta del bloque de terminales
Utilice este procedimiento para dejar un sistema de control de encoladoseguro para los procedimientos siguientes de esta sección.
AVISO: Aplicar tensión de 24 Vdc al control de encolado puedeabrir las pistolas del sistema o el equipo de control de run–upconectado a presión. Antes de aplicar tensión, tomeprecauciones para desconectar las fuentes de tensión(neumática, hidráulica y eléctrica) de los componentes delsistema de aplicación de cola y proteger al personal depeligros. El hacer caso omiso puede resultar en lesionespersonales o la muerte.
1. Retire todas las fuentes de potencia del equipo que presurizadispositivos (pistolas y equipo de control de run–up) conectados a lassalidas del control de encolado.
2. Elimine la presión de las pistolas conectadas al control de encolado.
3. Retire la cubierta del bloque de terminales del control de encolado.
4. Retire el bloque de terminales de desconexión rápida X7 de la partesuperior de la tarjeta de control principal.
6. Preparación de la puestaa punto
Eliminación de las fuentes deenergía del equipo conectadoal control de encolado

Instalación 4-33
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5. Retire el bloque de terminales de desconexión rápida X1 de la partesuperior de la tarjeta I/O (si la opción está instalada).
6. Conecte la fuente de alimentación de 24 Vdc.
7. Aplique un circuito cerrado a través de los terminales derun–permissive (marcha permitida) (X7–14 y X7–15).
Utilice este procedimiento para alinear el activador (fotosensor) y ajustarsu sensibilidad al mejor ajuste para el sistema. El sistema puede estarequipado con uno o dos activadores.
1. Dirija el cordón de luz al objetivo (el reflector, receptor o el producto),que debe estar posicionado para que el cordón incida directamente yno en ángulo.
2. Retire la cubierta posterior (y junta) situada encima del cable en elactivador. Localice el ajuste de control de ganancia y el LED rojo delactivador.
5742065A
3
2
1
Fig. 4-16 Localización del control de ganancia y LED del activador
1. Control de ganancia2. LED rojo
3. Interruptor de operaciónClaro/Oscuro (no utilizado)
Ajuste del activador

Instalación4-34
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
3. Siga las instrucciones de la Tabla 4-16 para el tipo de activador queesté instalando.
Tab. 4-16 Instrucciones para el paso 3
Sensor Retroreflectivo Sensor de reflexión difusa (proximidad)
Complete los siguientes pasos:
a. Gire el control de ganancia todo en sentido horario.El LED rojo de activado debe encenderse yapagarse.
b. Ajuste la posición y alineación del activador para unparpadeo más rápido del LED.
c. Mueva el producto a detectar al pasar el activador.El borde de entrada del producto romperá el cordónde luz, y luego cuando el borde de salida pase porel activador, el cordón volverá a incidir en elreflector.
d. Gire el control de ganancia en sentido antihorarioen incrementos de media vuelta hasta que el LEDpermanezca apagado mientras el producto estádelante del activador. Luego gire media vuelta másen sentido antihorario. Si el LED permaneceencendido incluso después de girar todo en sentidoantihorario, tome los pasos necesarios para reducirla reflectividad de su producto o girar el productopara que lo detecte menos directamente.
Complete los siguientes pasos:
a. Gire el control de ganancia hasta que el LED rojoparpadee.
b. Quite el producto de delante del activador.
c. Gire el control de ganancia en sentido antihorarioen incrementos de media vuelta hasta que el LEDpermanezca encendido sólo cuando ”vea” elproducto pero permanezca apagado cuando sequita el producto de delante del activador. Luegogire media vuelta adicional en sentido antihorario. Siel LED permanece encendido incluso después degirar todo el control de ganancia en sentidoantihorario, ponga el activador más alejado delproducto.
4. Vuelva a poner la cubierta posterior en el activador.
5. Si posee un segundo activador en el sistema de control de encolado,repita los pasos 2–5. Si no posee segundo activador, vaya alprocedimiento siguiente, Determinación de la polaridad del activador.
Ajuste del activador (cont.)
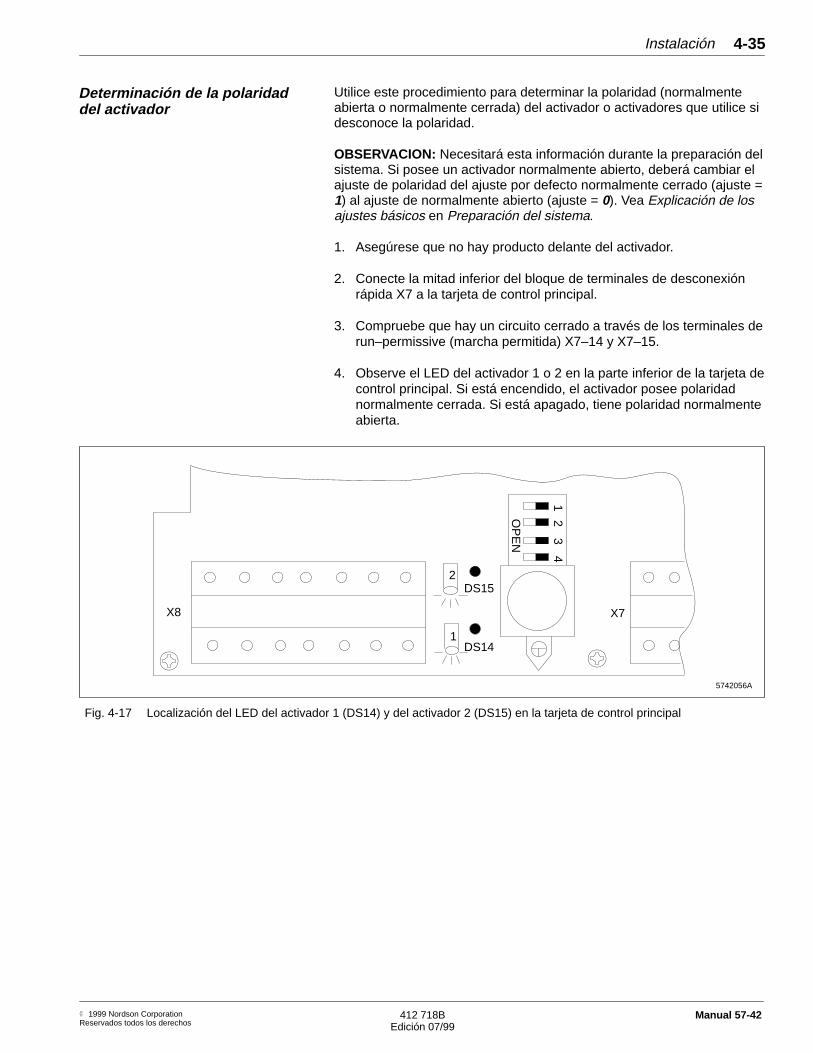
Instalación 4-35
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para determinar la polaridad (normalmenteabierta o normalmente cerrada) del activador o activadores que utilice sidesconoce la polaridad.
OBSERVACION: Necesitará esta información durante la preparación delsistema. Si posee un activador normalmente abierto, deberá cambiar elajuste de polaridad del ajuste por defecto normalmente cerrado (ajuste =1) al ajuste de normalmente abierto (ajuste = 0). Vea Explicación de losajustes básicos en Preparación del sistema.
1. Asegúrese que no hay producto delante del activador.
2. Conecte la mitad inferior del bloque de terminales de desconexiónrápida X7 a la tarjeta de control principal.
3. Compruebe que hay un circuito cerrado a través de los terminales derun–permissive (marcha permitida) X7–14 y X7–15.
4. Observe el LED del activador 1 o 2 en la parte inferior de la tarjeta decontrol principal. Si está encendido, el activador posee polaridadnormalmente cerrada. Si está apagado, tiene polaridad normalmenteabierta.
5742056A
12
34
OP
EN
X7
DS15
DS14
X8
1
2
Fig. 4-17 Localización del LED del activador 1 (DS14) y del activador 2 (DS15) en la tarjeta de control principal
Determinación de la polaridaddel activador
Instalación4-36
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para comprobar que el cableado del encoderesta correctamente instalado.
1. Ponga en marcha la línea de producción.
2. Pulse la tecla MONITOR. La luz de la tecla se encenderá.
3. Observe la velocidad de la línea en la ventana derecha de la pantallay siga las instrucciones de la Tabla 4-17.
Tab. 4-17 Instrucciones para el paso 3
Observación en el paso 3 Instrucciones
La velocidad de línea es unnúmero positivo.
a. Detenga la línea deproducción.
b. Vaya al procedimientosiguiente de esta sección.
La velocidad de línea es unnúmero negativo.
a. Detenga la línea deproducción.
b. Apague el control deencolado.
c. Retire la cubierta del bloquede terminales.
d. Continúe con el paso 4.
4. Invierta las posiciones del cable A y cable B del bloque de terminalesX8 de la tarjeta de control principal.
5. Invierta las posiciones del cable no–A y cable no–B del bloque determinales X8.
6. Repita los pasos 1–3 para comprobar que el cableado es correcto. Sila velocidad de línea es positiva, siga las instrucciones del paso 3 yvuelva a poner la cubierta del bloque de terminales.
Comprobación del cableado delencoder
Instalación 4-37
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para comprobar que el cableado de la pistolaes correcto.
1. Asegúrese de completar los pasos 1, 2, 3 y 5 del procedimientoEliminación de las fuentes de energía del equipo conectado al controlde encolado.
2. Conecte la mitad superior del bloque de terminales de desconexiónrápida X7 a la tarjeta de control principal.
OBSERVACION: La mitad inferior del bloque de terminales X7 debehaberse conectado en el paso anterior. Si no lo está, conéctela ahora.
3. Purgue la pistola 1 y compruebe que se activa. Vea Purga de pistolaen Manejo para las instrucciones.
4. Repita el paso 3 para cada pistola del sistema. Si posee pistolasconectadas a las cuatro salidas del controlador, deberá purgar laspistolas 2, 3 y 4 y comprobar su activación.
Utilice este procedimiento para comprobar que el cableado de la tarjetaI/O, si la unidad incluye esta opción, es correcto.
1. Asegúrese de haber realizado los pasos 1, 2 y 3 del procedimientoEliminación de las fuentes de energía del equipo conectado al controlde encolado.
2. Conecte las mitades superior e inferior del bloque de terminales dedesconexión rápida X1 de la tarjeta I/O.
Comprobación del cableado dela pistola
Comprobación del cableado dela tarjeta I/O

Instalación4-38
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
3. Vea la Tabla 4-18 y siga las instrucciones para cada dispositivo I/Oexterno que se utilice.
Tab. 4-18 Test de comprobación del cableado de la tarjeta I/O
Tipo de cableado I/O Procedimiento de test
Cableado de salida de controlrun–up
Con la tensión conectada al control de encolado, la luz de la tecla RUN apagada,y el equipo de run–up activado, pulse la tecla PURGE y luego ENTER. Si susistema posee válvula proporcional de run–up, compruebe que la presión desalida de la válvula proporcional cambia. Si el control de run–up está conectado aun motor dc, compruebe que la velocidad de la bomba cambia cuando realiza laoperación de purga.
Cableado de salida develocidad de línea baja
Con la tensión conectada al control de encolado, cambie el ajuste de velocidadbaja (ALMSP ) a algo distinto de cero. Para las instrucciones de como realizarlo,vea Explicación de los ajustes de opciónes de programa en Preparación deprograma. Luego una la línea de producción, utilice la mano para producir unaseñal al activador, y detener la línea. Ocurrirá un aviso de baja velocidad delínea.
Cableado de salidaFallo/aviso
Con la tensión conectada al control de encolado, abra el interruptor derun–permissive (marcha permitida) remoto. Esto debe producir un fallo.
Cableado de entrada adesactivación de la unidad
Con la tensión conectada al control de encolado y el testigo READY encendido,accione la entrada de desactivación. El testigo READY se apagará. Desconectela entrada de desactivación. El testigo READY volverá a encenderse.
Cableado de entrada aactivación de la unidad
Con la tensión conectada al control de encolado y el testigo READY encendido,quite la condición de activación de la unidad. El testigo READY se apagará.
Cableado de entrada allamada de programa
Con la tensión conectada al control de encolado y con la unidad activada para elfuncionamiento remoto, haga una llamada a los programas 1, 2, 4 y 8 desde elinterruptor remoto o PLC. Para las instrucciones de como realizarlo, vea Cambioentre activación de programa local y remoto y Llamada de programas en Manejo.Si todo el cableado es correcto debe poder llamar el programa sin dificultad.
OBSERVACION: La llamada de programas creará siete programas nuevos(programas 2–7) sin encolado. Puede sobreescribir estos programas másadelante cuando necesite crear sus programas.
Utilice este procedimiento para volver a colocar la cubierta del bloque determinales de la unidad de control principal.
1. Inserte los pivotes de la cubierta en las ranuras de la unidad.
2. Vuelva a colocar los tornillos que fijan la cubierta a la unidad.
Comprobación del cableado dela tarjeta I/O (cont.)
Colocación de la cubierta delbloque de terminales

� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Sección 5
Preparación del sistema
Preparación del sistema5-0
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
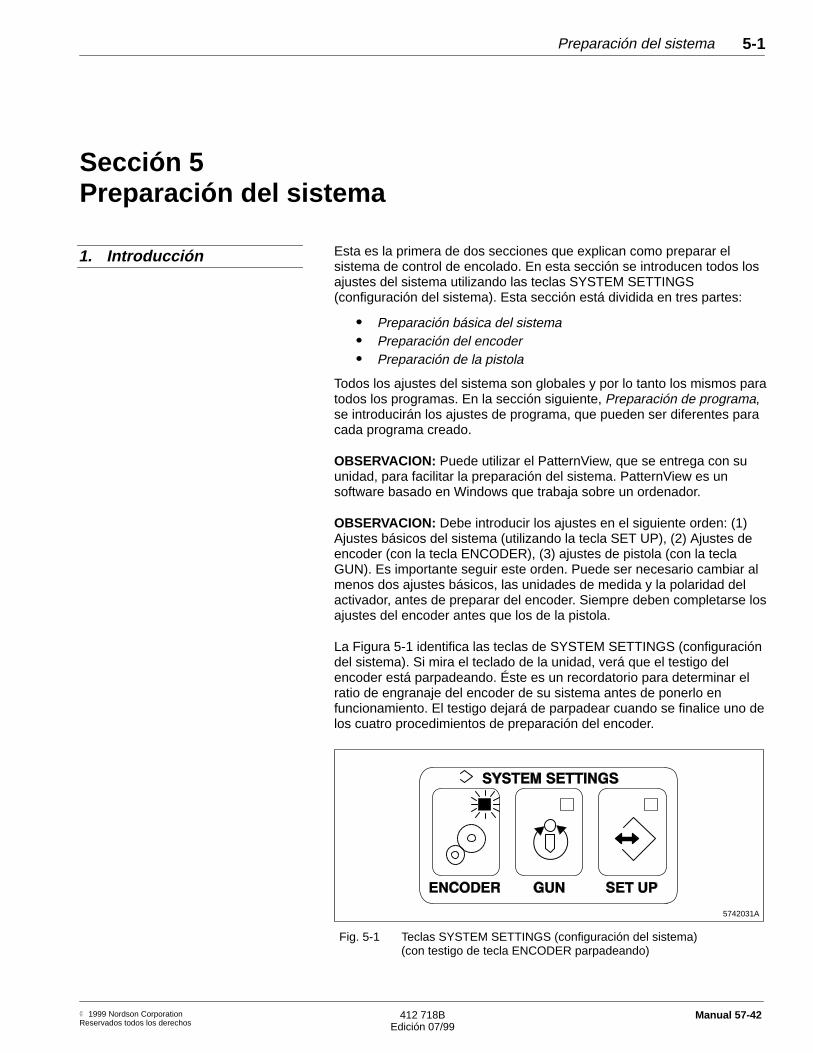
Preparación del sistema 5-1
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Sección 5Preparación del sistema
Esta es la primera de dos secciones que explican como preparar elsistema de control de encolado. En esta sección se introducen todos losajustes del sistema utilizando las teclas SYSTEM SETTINGS(configuración del sistema). Esta sección está dividida en tres partes:
� Preparación básica del sistema� Preparación del encoder� Preparación de la pistola
Todos los ajustes del sistema son globales y por lo tanto los mismos paratodos los programas. En la sección siguiente, Preparación de programa,se introducirán los ajustes de programa, que pueden ser diferentes paracada programa creado.
OBSERVACION: Puede utilizar el PatternView, que se entrega con suunidad, para facilitar la preparación del sistema. PatternView es unsoftware basado en Windows que trabaja sobre un ordenador.
OBSERVACION: Debe introducir los ajustes en el siguiente orden: (1)Ajustes básicos del sistema (utilizando la tecla SET UP), (2) Ajustes deencoder (con la tecla ENCODER), (3) ajustes de pistola (con la teclaGUN). Es importante seguir este orden. Puede ser necesario cambiar almenos dos ajustes básicos, las unidades de medida y la polaridad delactivador, antes de preparar del encoder. Siempre deben completarse losajustes del encoder antes que los de la pistola.
La Figura 5-1 identifica las teclas de SYSTEM SETTINGS (configuracióndel sistema). Si mira el teclado de la unidad, verá que el testigo delencoder está parpadeando. Éste es un recordatorio para determinar elratio de engranaje del encoder de su sistema antes de ponerlo enfuncionamiento. El testigo dejará de parpadear cuando se finalice uno delos cuatro procedimientos de preparación del encoder.
5742031A
Fig. 5-1 Teclas SYSTEM SETTINGS (configuración del sistema) (con testigo de tecla ENCODER parpadeando)
1. Introducción
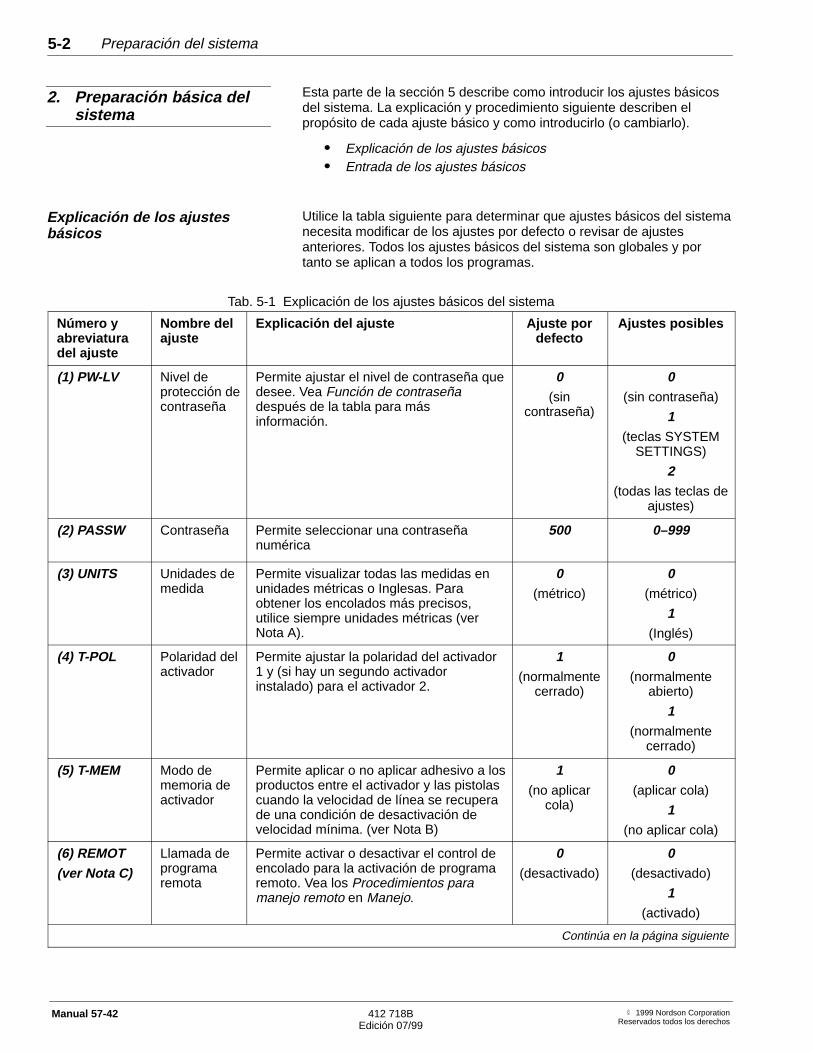
Preparación del sistema5-2
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Esta parte de la sección 5 describe como introducir los ajustes básicosdel sistema. La explicación y procedimiento siguiente describen elpropósito de cada ajuste básico y como introducirlo (o cambiarlo).
� Explicación de los ajustes básicos� Entrada de los ajustes básicos
Utilice la tabla siguiente para determinar que ajustes básicos del sistemanecesita modificar de los ajustes por defecto o revisar de ajustesanteriores. Todos los ajustes básicos del sistema son globales y portanto se aplican a todos los programas.
Tab. 5-1 Explicación de los ajustes básicos del sistema
Número yabreviaturadel ajuste
Nombre delajuste
Explicación del ajuste Ajuste pordefecto
Ajustes posibles
(1) PW-LV Nivel deprotección decontraseña
Permite ajustar el nivel de contraseña quedesee. Vea Función de contraseñadespués de la tabla para másinformación.
0(sin
contraseña)
0(sin contraseña)
1(teclas SYSTEM
SETTINGS)
2(todas las teclas de
ajustes)
(2) PASSW Contraseña Permite seleccionar una contraseñanumérica
500 0–999
(3) UNITS Unidades demedida
Permite visualizar todas las medidas enunidades métricas o Inglesas. Paraobtener los encolados más precisos,utilice siempre unidades métricas (verNota A).
0(métrico)
0(métrico)
1(Inglés)
(4) T-POL Polaridad delactivador
Permite ajustar la polaridad del activador1 y (si hay un segundo activadorinstalado) para el activador 2.
1(normalmente
cerrado)
0(normalmente
abierto)
1(normalmente
cerrado)
(5) T-MEM Modo dememoria deactivador
Permite aplicar o no aplicar adhesivo a losproductos entre el activador y las pistolascuando la velocidad de línea se recuperade una condición de desactivación develocidad mínima. (ver Nota B)
1(no aplicar
cola)
0(aplicar cola)
1(no aplicar cola)
(6) REMOT(ver Nota C)
Llamada deprogramaremota
Permite activar o desactivar el control deencolado para la activación de programaremoto. Vea los Procedimientos paramanejo remoto en Manejo.
0(desactivado)
0(desactivado)
1(activado)
Continúa en la página siguiente
2. Preparación básica delsistema
Explicación de los ajustesbásicos
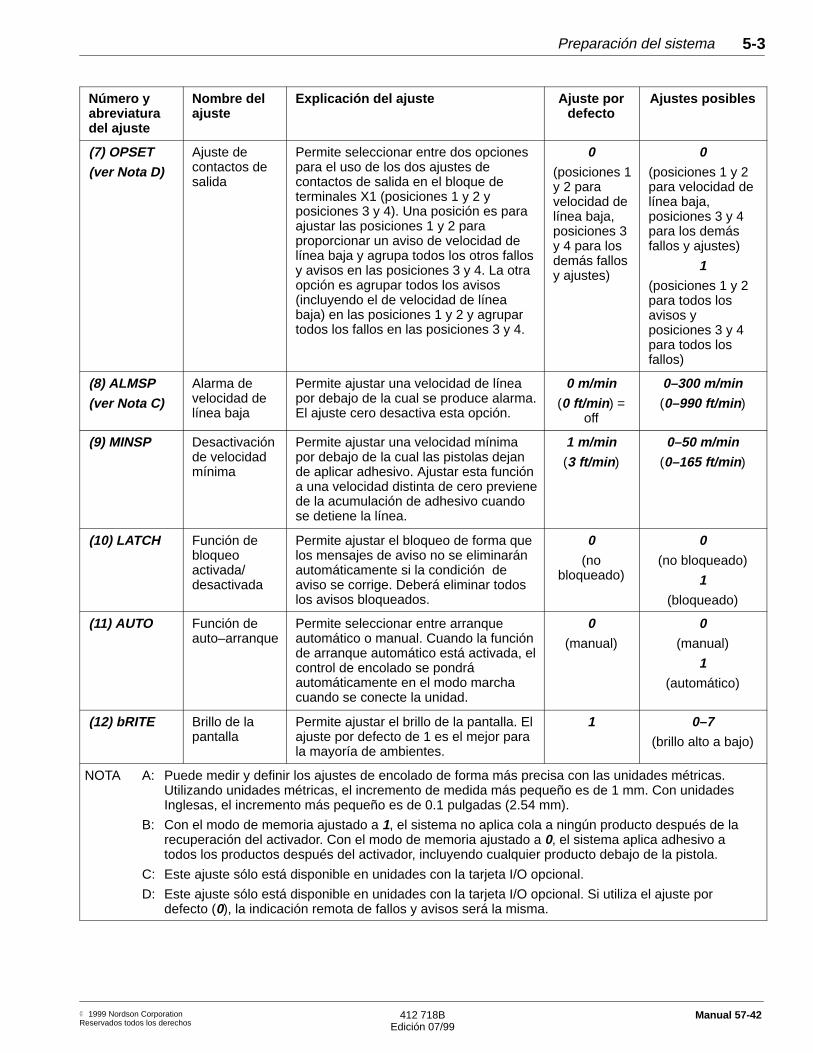
Preparación del sistema 5-3
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Número yabreviaturadel ajuste
Nombre delajuste
Explicación del ajuste Ajuste pordefecto
Ajustes posibles
(7) OPSET(ver Nota D)
Ajuste decontactos desalida
Permite seleccionar entre dos opcionespara el uso de los dos ajustes decontactos de salida en el bloque determinales X1 (posiciones 1 y 2 yposiciones 3 y 4). Una posición es paraajustar las posiciones 1 y 2 paraproporcionar un aviso de velocidad delínea baja y agrupa todos los otros fallosy avisos en las posiciones 3 y 4. La otraopción es agrupar todos los avisos(incluyendo el de velocidad de líneabaja) en las posiciones 1 y 2 y agrupartodos los fallos en las posiciones 3 y 4.
0(posiciones 1y 2 paravelocidad delínea baja,posiciones 3y 4 para losdemás fallosy ajustes)
0(posiciones 1 y 2para velocidad delínea baja,posiciones 3 y 4para los demásfallos y ajustes)
1(posiciones 1 y 2para todos losavisos yposiciones 3 y 4para todos losfallos)
(8) ALMSP(ver Nota C)
Alarma develocidad delínea baja
Permite ajustar una velocidad de líneapor debajo de la cual se produce alarma.El ajuste cero desactiva esta opción.
0 m/min(0 ft/min ) =
off
0–300 m/min(0–990 ft/min )
(9) MINSP Desactivaciónde velocidadmínima
Permite ajustar una velocidad mínimapor debajo de la cual las pistolas dejande aplicar adhesivo. Ajustar esta funcióna una velocidad distinta de cero previenede la acumulación de adhesivo cuandose detiene la línea.
1 m/min(3 ft/min )
0–50 m/min(0–165 ft/min )
(10) LATCH Función debloqueoactivada/desactivada
Permite ajustar el bloqueo de forma quelos mensajes de aviso no se eliminaránautomáticamente si la condición deaviso se corrige. Deberá eliminar todoslos avisos bloqueados.
0(no
bloqueado)
0(no bloqueado)
1(bloqueado)
(11) AUTO Función deauto–arranque
Permite seleccionar entre arranqueautomático o manual. Cuando la funciónde arranque automático está activada, elcontrol de encolado se pondráautomáticamente en el modo marchacuando se conecte la unidad.
0(manual)
0(manual)
1(automático)
(12) bRITE Brillo de lapantalla
Permite ajustar el brillo de la pantalla. Elajuste por defecto de 1 es el mejor parala mayoría de ambientes.
1 0–7(brillo alto a bajo)
NOTA A: Puede medir y definir los ajustes de encolado de forma más precisa con las unidades métricas.Utilizando unidades métricas, el incremento de medida más pequeño es de 1 mm. Con unidadesInglesas, el incremento más pequeño es de 0.1 pulgadas (2.54 mm).
B: Con el modo de memoria ajustado a 1, el sistema no aplica cola a ningún producto después de larecuperación del activador. Con el modo de memoria ajustado a 0, el sistema aplica adhesivo atodos los productos después del activador, incluyendo cualquier producto debajo de la pistola.
C: Este ajuste sólo está disponible en unidades con la tarjeta I/O opcional.
D: Este ajuste sólo está disponible en unidades con la tarjeta I/O opcional. Si utiliza el ajuste pordefecto (0), la indicación remota de fallos y avisos será la misma.
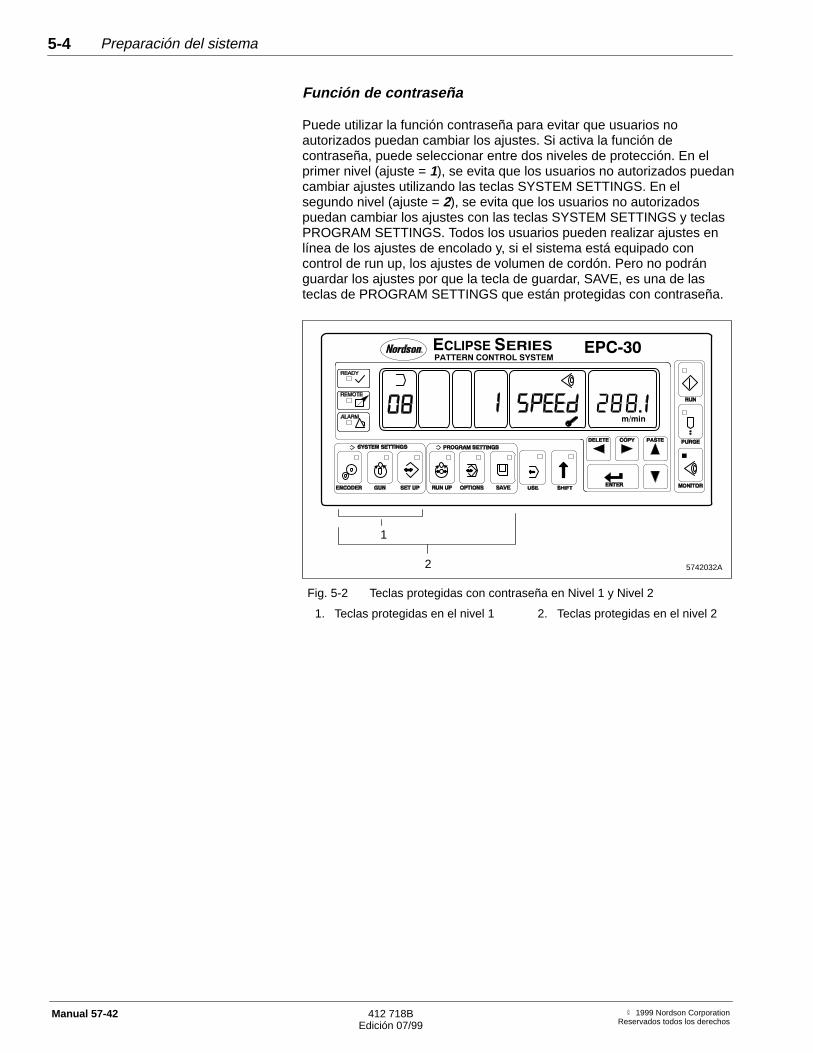
Preparación del sistema5-4
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Función de contraseña
Puede utilizar la función contraseña para evitar que usuarios noautorizados puedan cambiar los ajustes. Si activa la función decontraseña, puede seleccionar entre dos niveles de protección. En elprimer nivel (ajuste = 1), se evita que los usuarios no autorizados puedancambiar ajustes utilizando las teclas SYSTEM SETTINGS. En elsegundo nivel (ajuste = 2), se evita que los usuarios no autorizadospuedan cambiar los ajustes con las teclas SYSTEM SETTINGS y teclasPROGRAM SETTINGS. Todos los usuarios pueden realizar ajustes enlínea de los ajustes de encolado y, si el sistema está equipado concontrol de run up, los ajustes de volumen de cordón. Pero no podránguardar los ajustes por que la tecla de guardar, SAVE, es una de lasteclas de PROGRAM SETTINGS que están protegidas con contraseña.
5742032A2
1
Fig. 5-2 Teclas protegidas con contraseña en Nivel 1 y Nivel 2
1. Teclas protegidas en el nivel 1 2. Teclas protegidas en el nivel 2
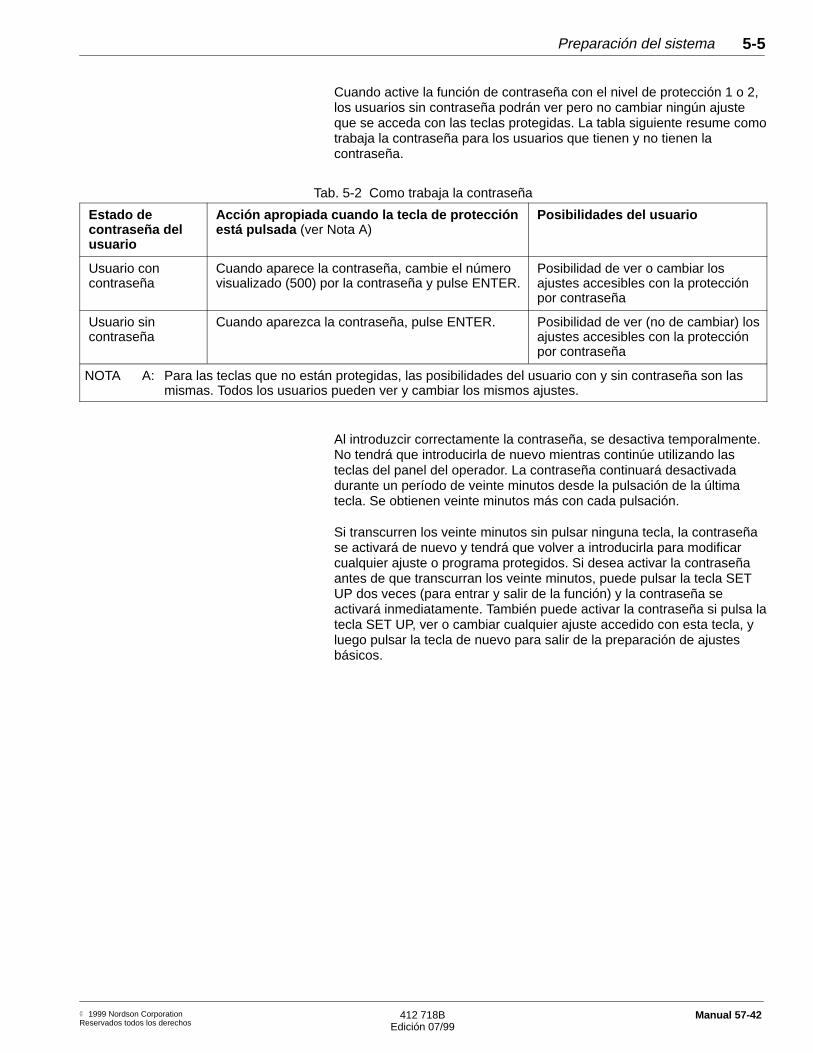
Preparación del sistema 5-5
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Cuando active la función de contraseña con el nivel de protección 1 o 2,los usuarios sin contraseña podrán ver pero no cambiar ningún ajusteque se acceda con las teclas protegidas. La tabla siguiente resume comotrabaja la contraseña para los usuarios que tienen y no tienen lacontraseña.
Tab. 5-2 Como trabaja la contraseña
Estado decontraseña delusuario
Acción apropiada cuando la tecla de protecciónestá pulsada (ver Nota A)
Posibilidades del usuario
Usuario concontraseña
Cuando aparece la contraseña, cambie el númerovisualizado (500) por la contraseña y pulse ENTER.
Posibilidad de ver o cambiar losajustes accesibles con la protecciónpor contraseña
Usuario sincontraseña
Cuando aparezca la contraseña, pulse ENTER. Posibilidad de ver (no de cambiar) losajustes accesibles con la protecciónpor contraseña
NOTA A: Para las teclas que no están protegidas, las posibilidades del usuario con y sin contraseña son lasmismas. Todos los usuarios pueden ver y cambiar los mismos ajustes.
Al introduzcir correctamente la contraseña, se desactiva temporalmente.No tendrá que introducirla de nuevo mientras continúe utilizando lasteclas del panel del operador. La contraseña continuará desactivadadurante un período de veinte minutos desde la pulsación de la últimatecla. Se obtienen veinte minutos más con cada pulsación.
Si transcurren los veinte minutos sin pulsar ninguna tecla, la contraseñase activará de nuevo y tendrá que volver a introducirla para modificarcualquier ajuste o programa protegidos. Si desea activar la contraseñaantes de que transcurran los veinte minutos, puede pulsar la tecla SETUP dos veces (para entrar y salir de la función) y la contraseña seactivará inmediatamente. También puede activar la contraseña si pulsa latecla SET UP, ver o cambiar cualquier ajuste accedido con esta tecla, yluego pulsar la tecla de nuevo para salir de la preparación de ajustesbásicos.

Preparación del sistema5-6
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Función de contraseña (cont.)
En cualquier momento puede determinar rápidamente si se necesita lacontraseña viendo la pantalla. Si se requiere la contraseña para utilizarlos grupos de teclas (las tres teclas SYSTEM SETTINGS o las seisteclas SYSTEM SETTINGS y PROGRAM SETTINGS), el icono decontraseña aparece en la parte inferior de la pantalla. Cuando lacontraseña se introduce correctamente, el icono desaparece, y nonecesitará introducirla. Cuando la contraseña se activa de nuevo, tantoautomáticamente después de los veinte minutos como manualmente conla tecla SET UP, el icono de contraseña reaparece en la pantalla.
OBSERVACION: Si olvida o pierde la contraseña, contacte con surepresentante Nordson.
5742033A
Fig. 5-3 Icono que aparece cuando la contraseña está activada
Utilice este procedimiento para cambiar los ajustes básicos del sistema.
1. Pulse la tecla SET UP. El testigo de la tecla se encenderá.
2. Vea el procedimiento previo, Explicación de los ajustes básicos, paradeterminar que ajustes, si los hay, que vaya a cambiar.
OBSERVACION: Asegúrese de comprobar los ajustes UNITS yT–POL. El ajuste UNITS determina si se utilizan unidades métricas oinglesas en la pantalla. El ajuste T–POL debe cambiarse si nodescribe correctamente la polaridad del activador (o activadores) desu sistema. Si no conoce la polaridad del activador de su sistema,vea Determinación de la polaridad del activador en Instalación.
3. Utilice la tecla arriba o abajo para visualizar el ajuste que deseecambiar.
4. Utilice las teclas de navegación para seleccionar el valor actual delajuste y cambiarlo al valor que desee.
Entrada de los ajustes básicos
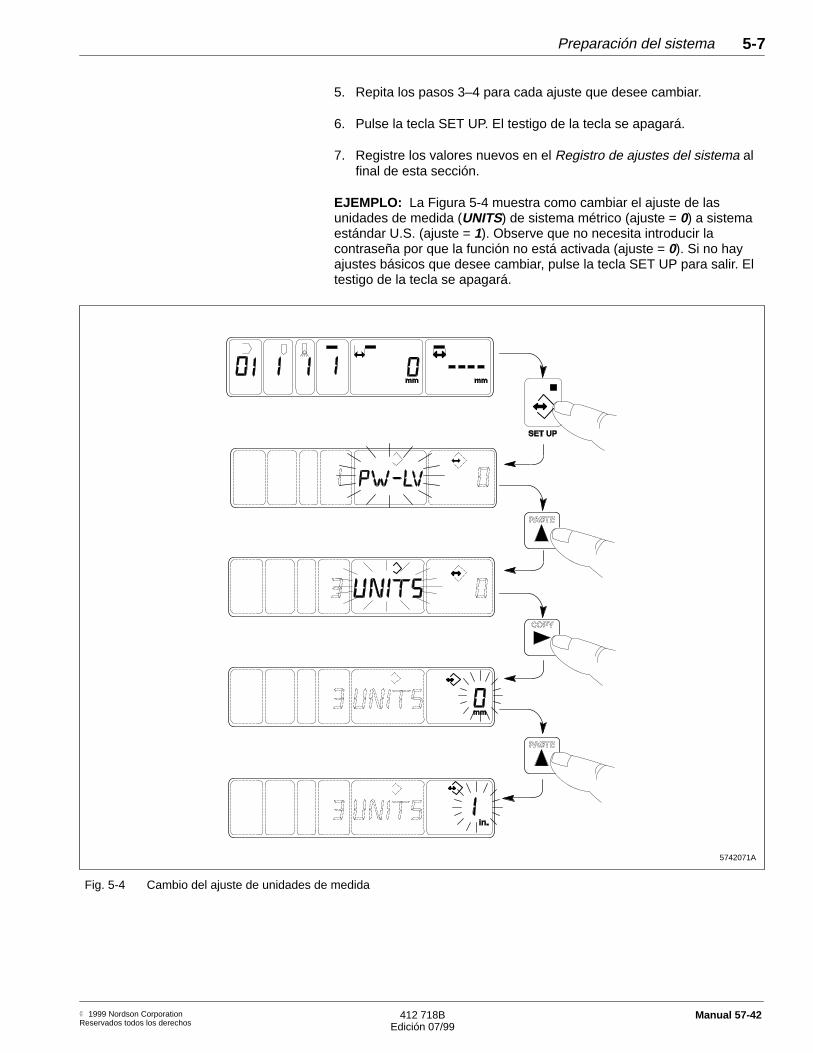
Preparación del sistema 5-7
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5. Repita los pasos 3–4 para cada ajuste que desee cambiar.
6. Pulse la tecla SET UP. El testigo de la tecla se apagará.
7. Registre los valores nuevos en el Registro de ajustes del sistema alfinal de esta sección.
EJEMPLO: La Figura 5-4 muestra como cambiar el ajuste de lasunidades de medida (UNITS) de sistema métrico (ajuste = 0) a sistemaestándar U.S. (ajuste = 1). Observe que no necesita introducir lacontraseña por que la función no está activada (ajuste = 0). Si no hayajustes básicos que desee cambiar, pulse la tecla SET UP para salir. Eltestigo de la tecla se apagará.
5742071A
Fig. 5-4 Cambio del ajuste de unidades de medida

Preparación del sistema5-8
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Esta parte de la sección 5 explica como preparar el encoder. Contienelas siguientes explicaciones y procedimientos de preparación delencoder:
� Explicación del ratio de engranaje del encoder� Explicación de los mensajes de error de preparación del encoder� Preparación del encoder (selección de uno de los cuatro
procedimientos)
OBSERVACION: Debe introducir los ajustes básicos del sistema antesde preparar el encoder. Vea Entrada de los ajustes básicos en estasección.
El propósito de la preparación del encoder es proporcionar el controladorcon una sola pieza de información necesaria denominada ratio deengranaje. El encoder envía 500 pulsos al controlador en cada vuelta deleje del encoder. Utilizando el ratio de engranaje, que especifica comoocurren la mayoría de pulsos durante una cantidad fija de movimientolineal, el controlador puede marcar continuamente la posición de línea. Elratio de engranaje se expresa tanto en pulsos por milímetro (si se utilizanunidades métricas) o pulsos por pulgada (si se utilizan unidadesestándar U.S.). Para más información, vea Búsqueda del mejor rangopara el ratio de engranaje del encoder en Instalación.
Puede elegir entre cuatro métodos de ajuste del ratio de engranaje delencoder. La Tabla 5-3 describe cada método y explica los requerimientospara su uso. Seleccione el método que mejor se adapte a su línea deproducción.
Tab. 5-3 Métodos de ajuste del encoder
Número yabreviación delmétodo deajuste delencoder
Nombre delmétodo deajuste delencoder
Explicación del método de ajuste delencoder
Requerimientos para uso delmétodo
(1) PROd Métodoproductolongitud
Le permite escalar automáticamente elencoder haciendo pasar un producto (omás) por el activador. Vea el procedimientoUso del método producto longitud en estasección.
Debe poder poner en marcha lalínea de producción con almenos un producto. Deberásaber también (o medir conprecisión) la longitud de suproducto.
(2) JOG Método líneajog
Le permite escalar automáticamente elencoder a la línea de producción midiendola distancia de movimiento de la línea. Veael procedimiento Uso del método línea jog en esta sección.
Debe tener una forma de medirla distancia que la línea deproducción se mueve.
(3) SPEEd Métodovelocidad delíneaconstante
Le permite escalar automáticamente elencoder poniendo en marcha el encoder auna velocidad de línea conocida. Vea elprocedimiento Uso del método velocidad delínea constante en esta sección.
Debe tener una mediciónprecisa de la velocidad de lalínea mientras está en marcha.Debe tener también unavariación mínima de lavelocidad de línea.
(4) USER Método delusuario
Le permite preparar el encoderintroduciendo el valor conocido. Vea elprocedimiento Uso del método del usuarioen esta sección.
Deberá tener un valor precisodel ratio de engranaje delencoder, o deberá utilizar larueda de fricción de Nordson.
3. Preparación del encoder
Explicación del ratio deengranaje del encoder

Preparación del sistema 5-9
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Durante el procedimiento de preparación del encoder, deberá ver lapalabra ERROR en la pantalla si realiza algún fallo en el procedimiento.Si esto ocurre, anote el código de error visualizado. Luego vaya a latabla para una explicación del mensaje de error y la acciónrecomendada.
Tab. 5-4 Mensajes de error de preparación del encoder
Código deerror
Explicación del código de error Acción recomendada
A1 El testigo de la tecla RUN está encendido alpulsar la tecla ENCODER, o alguien hapulsado la tecla durante el procedimiento depreparación.
Pulse la tecla RUN para apagar el testigo de latecla RUN e iniciar el procedimiento de nuevo.
A2 La línea de producción se movía al inicio delprocedimiento de preparación del método líneajog.
Elimine el mensaje de error e inicie elprocedimiento de nuevo, siguiendo los pasosen el procedimiento Uso del método línea jog.
A3 La línea de producción se detiene en medio delprocedimiento de preparación durante elmétodo velocidad de línea.
Elimine el mensaje de error y repita elprocedimiento, asegúrese que la línea no sedetiene entre el tiempo en que comienza ydetiene la cuenta.
A4 La línea de producción no se mueve entre lasinstrucciones de inicio y paro del procedimientode preparación.
Elimine el mensaje de error y repita elprocedimiento, asegúrese de iniciar y detenerla línea como se indica en el procedimiento depreparación.
A5 La línea de producción ha funcionado y se haparado pero no se detectan los productos.
Elimine el mensaje de error y repita elprocedimiento, asegúrese de enviar productospara que pasen el activador como se indica enel procedimiento de preparación.
A6 La línea de producción no funcionaba duranteel método de velocidad de línea de preparacióndel encoder.
Elimine el mensaje de error y repita elprocedimiento, asegúrese de iniciar la línea deproducción como se indica en el procedimiento.
Eliminación de un mensaje de error
Utilice este procedimiento para eliminar los mensajes de error.
1. Observe que el código de error visualizado y referenciado en la Tabla5-4 para encontrar la causa del mensaje de error.
2. Pulse la tecla ENCODER. El testigo de la tecla se apagará y elmensaje de error se borrará de la pantalla.
5742034A
Fig. 5-5 Mensaje de error de preparación típico del encoder
Explicación de los mensajes deerror de preparación delencoder
Preparación del sistema5-10
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Decida que método de preparación del encoder desea utilizar y siga unode los cuatro procedimientos siguientes para ajustar el ratio de engranajedel encoder. Vea Explicación del ratio de engranaje del encoder para lasnecesidades de cada método de preparación.
� Uso del método producto longitud� Uso del método línea jog� Uso del método velocidad de línea constante� Uso del método del usuario
OBSERVACION: Debe introducir los ajustes básicos del sistema antesde preparar el encoder. Necesitará cambiar el menos dos de los ajustesbásicos, unidades de medida y polaridad del activador. Vea Explicaciónde los ajustes básicos al inicio de esta sección.
Uso del método producto longitud
Utilice este procedimiento para ajustar el ratio de engranaje del encodercon el método de producto longitud. Los pasos de este método semuestran en las Figuras 5-6 y 5-7.
1. Obtenga una medida precisa de la longitud del producto. Convierta lalongitud a milímetros o, si tiene ajustada la pantalla a unidadesinglesas, a pulgadas (convirtiendo cualquier fracción de pulgadacercana a 0.1).
2. Si el control de encolado está en el modo run, pulse la tecla RUNpara salir de este. El testigo de la tecla se apagará.
3. Pulse la tecla ENCODER. El testigo de la tecla cambiará deparpadeo a encendido permanente si es la primera vez que preparael encoder. De no ser así, el testigo cambiará de apagado aencendido. En otros casos, aparecerá en la pantalla la abreviaturaPROd.
4. Pulse ENTER. La abreviatura TRIG aparecerá en la pantalla, con elnúmero 1 parpadeando.
5. Si planea utilizar el activador 1 para ajustar el encoder, pulse ENTER.Si va a utilizar el activador 2, utilice la tecla arriba para cambiar de 1a 2 y pulsar ENTER. La palabra START parpadeará en la pantalla.
6. Pulse ENTER. La palabra RUN parpadeará en la pantalla.
7. Introduzca un producto en la línea de producción.
OBSERVACION: Para obtener una medida precisa, asegúrese quese elimina cualquier fuente falsa de activación, como una pestañaabierta.
8. Si la línea de producción no está funcionando, póngala en marchaahora.
Preparación del encoder
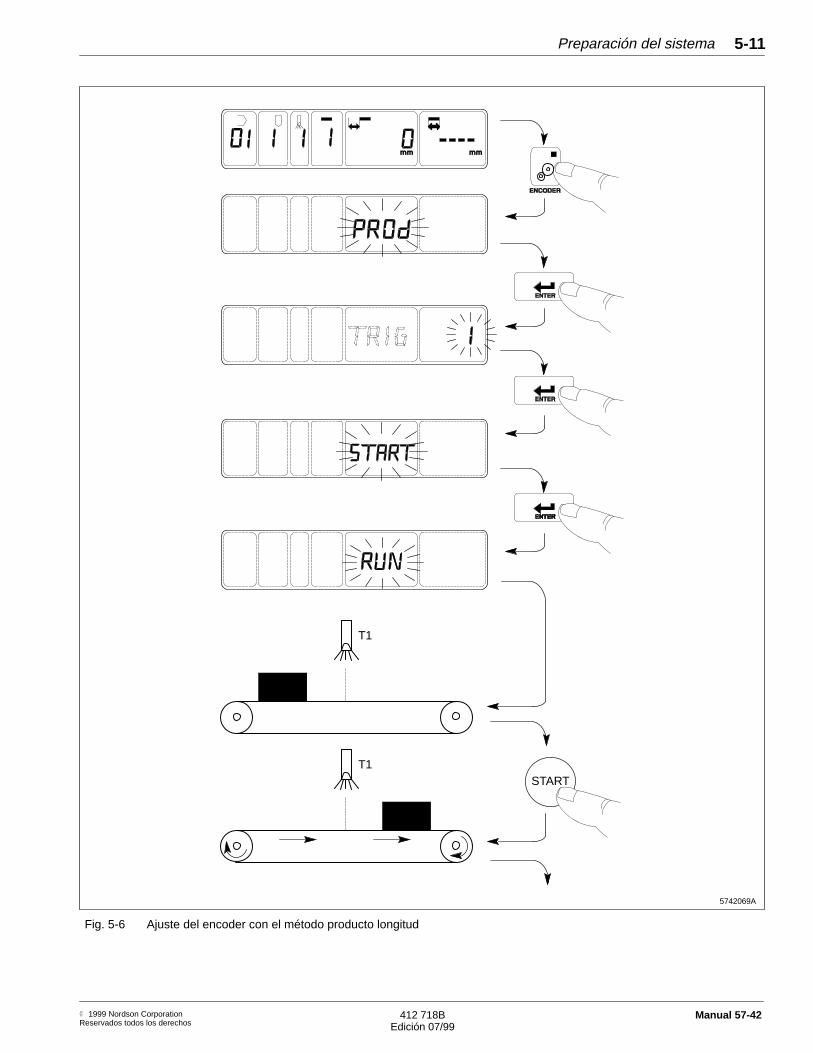
Preparación del sistema 5-11
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742069A
T1
STARTT1
Fig. 5-6 Ajuste del encoder con el método producto longitud
Preparación del sistema5-12
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Uso del método producto longitud (cont.)
9. Deje que el producto se mueva y pase por el activador. La palabraSTOP aparecerá en la pantalla. Vea la Figura 5-7.
10. Detenga la línea de producción.
11. Pulse ENTER. La abreviatura LNGTH y la medida de longitudaparecerá en la pantalla.
12. Utilice las teclas arriba y abajo para cambiar la longitud mostradaactualmente en la pantalla a la longitud de su producto pulse la teclaENTER. El controlador calculará el ratio de engranaje del encoder(EGEAR) y lo visualizará en pulsos/milímetro o pulsos/pulgada.
13. Pulse la tecla ENCODER. El testigo de la tecla se apagará.
OBSERVACION: Puede verificar que posee un valor preciso del ratiode engranaje pulsando la tecla MONITOR cuando la línea está enmarcha y comprobando la velocidad de línea visualizada. Si parecedemasiado alta o baja, puede querer medir la velocidad actual con uninstrumento, o repetir el procedimiento (o utilizar otro método deajuste del encoder) para ver si obtiene el mismo valor de engranaje.
Uso del método línea jog
Siga este procedimiento para ajustar el ratio de engranaje con el métodolínea jog
1. Si la línea de producción no está detenida, párela.
2. Si el control de encolado está en el modo run, pulse la tecla RUNpara salir de este. El testigo de la tecla se apagará.
3. Pulse la tecla ENCODER. El testigo de la tecla cambiará deparpadeo a encendido permanente si es la primera vez que preparael encoder. De no ser así, el testigo cambiará de apagado aencendido. En otros casos, aparecerá en la pantalla la abreviaturaPROd.
4. Pulse la tecla arriba. La palabra JOG (método línea jog) apareceráen la pantalla.
5. Pulse ENTER. La palabra START parpadeará en la pantalla.
6. Pulse ENTER de nuevo para poner el contador del encoder a cero.La pantalla visualizará la palabra RUN.
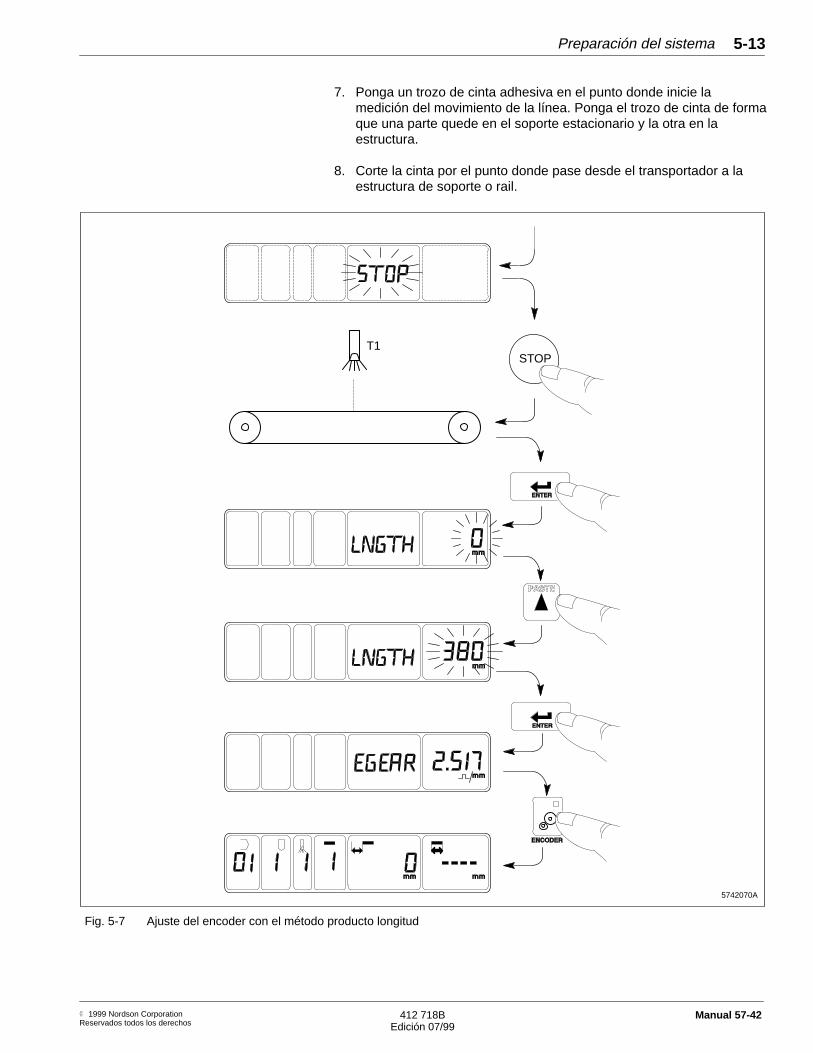
Preparación del sistema 5-13
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
7. Ponga un trozo de cinta adhesiva en el punto donde inicie lamedición del movimiento de la línea. Ponga el trozo de cinta de formaque una parte quede en el soporte estacionario y la otra en laestructura.
8. Corte la cinta por el punto donde pase desde el transportador a laestructura de soporte o rail.
5742070A
T1STOP
Fig. 5-7 Ajuste del encoder con el método producto longitud

Preparación del sistema5-14
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Uso del método línea jog (cont.)
9. Ponga en marcha la línea de producción y deténgala antes derecorrer 20 metros (66 pies). Para más precisión, deberá dejar quese mueva al menos 1 metro (3,3 pies). En la pantalla aparecerá lapalabra STOP.
OBSERVACION: Para obtener la mayor precisión en el ratio deengranaje, deje que la línea se mueva tanto como pueda medir conprecisión.
10. Con cuidado mida la distancia entre dos piezas de cinta adhesiva yañada el ancho de la cinta. Convierta esta medida a milímetros o, sitiene ajustadas medidas inglesas, a pulgadas (convirtiendo cualquierfracción de pulgada cercana a 0,1).
11. Pulse ENTER. La pantalla mostrará la abreviatura TRAVL yparpadeará la distancia de 1 mm (o 0,1 pulg. ).
12. Utilice las teclas arriba y abajo para cambiar la pantalla a la longitudde movimiento medida.
13. Pulse ENTER. El controlador calculará el ratio de engranaje(EGEAR) y lo visualizará en pulsos/milímetro o pulsos/pulgada.
14. Pulse la tecla ENCODER. El testigo de la tecla se apagará.
OBSERVACION: Puede verificar que posee un valor preciso del ratiode engranaje pulsando la tecla MONITOR cuando la línea está enmarcha y comprobando la velocidad de línea visualizada. Si parecedemasiado alta o baja, puede querer medir la velocidad actual con uninstrumento, o repetir el procedimiento (o utilizar otro método deajuste del encoder) para ver si obtiene el mismo valor de engranaje.
Uso del método velocidad de línea constante
Siga este procedimiento para ajustar el ratio del encoder con el métodode velocidad de línea constante.
1. Si la línea de producción no funciona, póngala en marcha y deje quese mueva la longitud suficiente para eliminar las fluctuaciones develocidad. No necesita tener productos en la línea.
2. Si no conoce la velocidad, deberá medirla ahora utilizando uninstrumento de medida preciso.
3. Si el control de encolado está en el modo run, pulse la tecla RUNpara salir del modo. El testigo de la tecla se apagará.
4. Pulse la tecla ENCODER. El testigo de la tecla cambiará deparpadeo a encendido permanente si es la primera vez que preparael encoder. De no ser así, el testigo cambiará de apagado aencendido. En otros casos, aparecerá en la pantalla la abreviaturaPROd.
Preparación del sistema 5-15
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5. Pulse la tecla arriba dos veces. La palabra SPEEd (método velocidadde línea) aparecerá en la pantalla.
6. Pulse ENTER. En la pantalla parpadeará la palabra START.
7. Pulse ENTER. En la pantalla parpadeará la palabra STOP.
8. Espere unos segundos y pulse la tecla ENTER. La pantalla mostrarála palabra SPEEd (velocidad de línea) y un valor, que quedaráparpadeando.
9. Utilice las teclas arriba y abajo para cambiar el valor de la velocidadde línea en metros/minuto o, si el sistema está ajustado a unidadesinglesas, en pies/minuto.
10. Pulse ENTER. El controlador calculará el ratio de engranaje delencoder (EGEAR) y visualizará en pulsos/milímetro o pulsos/pulgada.
11. Pulse la tecla ENCODER. El testigo de la tecla se apagará.
Uso del método del usuario
Siga este procedimiento para ajustar el ratio del encoder con el métododel usuario.
1. Si el control de encolado está en el modo run, pulse la tecla RUNpara salir del modo. El testigo se apagará.
2. Pulse la tecla ENCODER. El testigo de la tecla cambiará deparpadeo a encendido permanente si es la primera vez que preparael encoder. De no ser así, el testigo cambiará de apagado aencendido. En otros casos, aparecerá en la pantalla la abreviaturaPROd.
3. Pulse la tecla arriba o abajo hasta que la palabra USER (método delusuario) aparecerá en la pantalla.
4. Pulse ENTER. La abreviatura EGEAR (ratio de engranaje) apareceráen la pantalla con el valor actual del ratio parpadeando.
5. Utilice las teclas arriba y abajo para cambiar el ratio de engranaje aun valor conocido en pulsos/mm o, si el sistema está ajustado aunidades inglesas, en pulsos/pulg.
OBSERVACION: Si está utilizando rueda de fricción Nordson (conuna circunferencia de 500 mm), asegúrese que el ratio de engranajedel encoder (EGEAR) es de 1000 pulsos/mm o 25,4 pulsos/pulg.,dependiendo de las unidades que se utilicen.
6. Pulse la tecla ENTER y luego la tecla ENCODER. El testigo de latecla se apagará.

Preparación del sistema5-16
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Esta parte de la sección 5 explica como preparar la pistola (o pistolas)del sistema. Contiene las siguientes explicaciones y procedimientos:
� Explicación de los ajustes de la pistola� Entrada de ajustes de pistola
Para cada pistola del sistema, deberá introducir dos tipos de ajustes:
� distancia offset (GTO) pistola a activador� compensación de retrasos de tiempo de apertura y cierre de
pistola
OBSERVACION: Deberá introducir primero los ajustes GTO para laspistolas, antes de la compensación de pistola.
La introducción de los ajustes de compensación de pistola es una formade asegurar un posicionado de los encolados más preciso. Esto esespecialmente adecuado en aplicaciones con velocidad de líneavariable. El control permite introducir el tiempo requerido de cada pistoladel sistema para abrir y aplicar el adhesivo. El control de encoladocompensa luego estos tiempos abriendo o cerrando las pistolas máspronto que si mandara las señales y genera encolados para comenzar yparar inmediatamente. Puede introducir una cantidad diferente decompensación para cada pistola del sistema.
El controlador proporciona dos métodos para introducir esta información,denominado compensación de pistola. Si ya conoce la compensación depistola por experiencias pasadas, puede simplemente introducir eltiempo de apertura para aplicar (denominado compensación de apertura)y el tiempo de cierre para detener la aplicación (denominadocompensación de cierre) de cada pistola. Los valores típicos decompensación de apertura y cierre son los siguientes:
� pistolas manejadas por aire estándar: 8–20 ms
� pistolas manejadas por aire de alto rendimiento (como las pistolasNordson serie H400): 5–12 ms
� pistolas eléctricas: 3–8 ms
Si no conoce la compensación de pistola, el control de encolado le da unmétodo para determinar rápidamente estos tiempos e introducirlos. Eneste método, se ajusta la compensación de pistola a cero, se introduce lavelocidad de línea, se realiza una encolado de prueba, y se mida ladistancia entre la posición de cordón programada (los ajustesintroducidos en el controlador) y la posición de cordón actual (laposición en el producto). Cuando introduzca esta distancia desde elinicio y final del cordón, el control calcula automáticamente los tiemposde compensación de pistola.
4. Preparación de la pistola
Explicación de los ajustes de lapistola
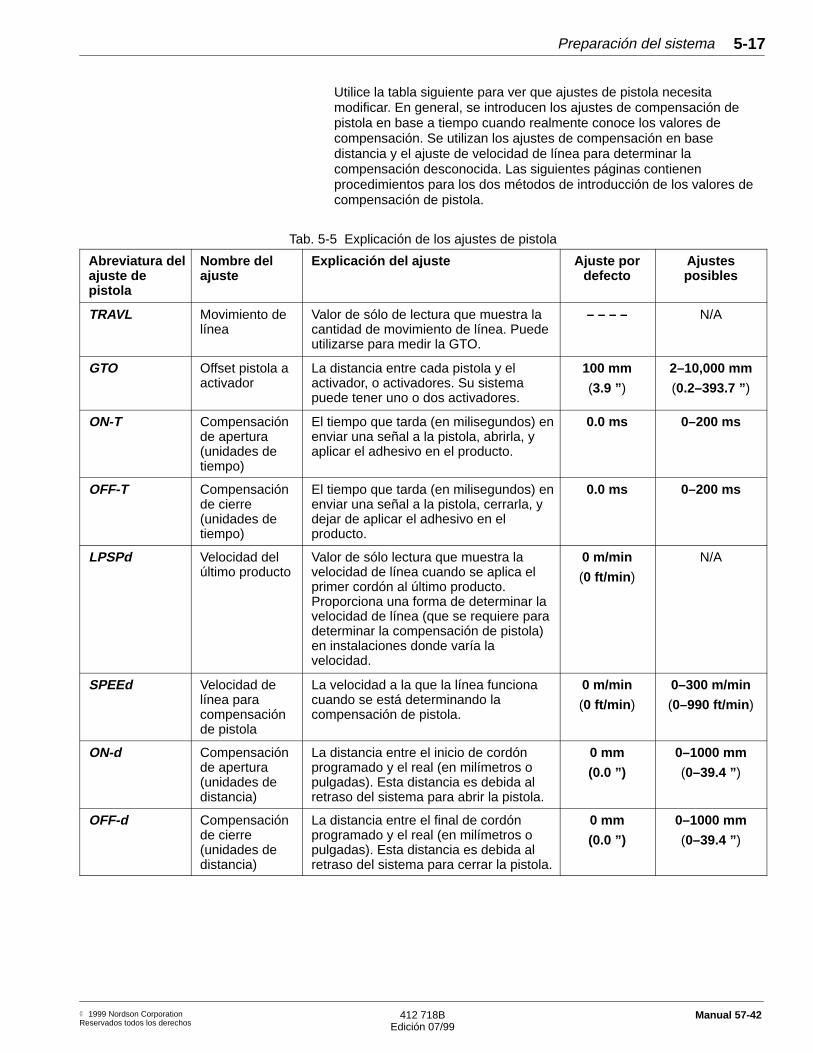
Preparación del sistema 5-17
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice la tabla siguiente para ver que ajustes de pistola necesitamodificar. En general, se introducen los ajustes de compensación depistola en base a tiempo cuando realmente conoce los valores decompensación. Se utilizan los ajustes de compensación en basedistancia y el ajuste de velocidad de línea para determinar lacompensación desconocida. Las siguientes páginas contienenprocedimientos para los dos métodos de introducción de los valores decompensación de pistola.
Tab. 5-5 Explicación de los ajustes de pistola
Abreviatura delajuste depistola
Nombre delajuste
Explicación del ajuste Ajuste pordefecto
Ajustesposibles
TRAVL Movimiento delínea
Valor de sólo de lectura que muestra lacantidad de movimiento de línea. Puedeutilizarse para medir la GTO.
– – – – N/A
GTO Offset pistola aactivador
La distancia entre cada pistola y elactivador, o activadores. Su sistemapuede tener uno o dos activadores.
100 mm
(3.9 ” )
2–10,000 mm
(0.2–393.7 ” )
ON-T Compensaciónde apertura(unidades detiempo)
El tiempo que tarda (en milisegundos) enenviar una señal a la pistola, abrirla, yaplicar el adhesivo en el producto.
0.0 ms 0–200 ms
OFF-T Compensaciónde cierre(unidades detiempo)
El tiempo que tarda (en milisegundos) enenviar una señal a la pistola, cerrarla, ydejar de aplicar el adhesivo en elproducto.
0.0 ms 0–200 ms
LPSPd Velocidad delúltimo producto
Valor de sólo lectura que muestra lavelocidad de línea cuando se aplica elprimer cordón al último producto.Proporciona una forma de determinar lavelocidad de línea (que se requiere paradeterminar la compensación de pistola)en instalaciones donde varía lavelocidad.
0 m/min
(0 ft/min )
N/A
SPEEd Velocidad delínea paracompensaciónde pistola
La velocidad a la que la línea funcionacuando se está determinando lacompensación de pistola.
0 m/min
(0 ft/min )
0–300 m/min
(0–990 ft/min )
ON-d Compensaciónde apertura(unidades dedistancia)
La distancia entre el inicio de cordónprogramado y el real (en milímetros opulgadas). Esta distancia es debida alretraso del sistema para abrir la pistola.
0 mm
(0.0 ”)
0–1000 mm
(0–39.4 ” )
OFF-d Compensaciónde cierre(unidades dedistancia)
La distancia entre el final de cordónprogramado y el real (en milímetros opulgadas). Esta distancia es debida alretraso del sistema para cerrar la pistola.
0 mm
(0.0 ”)
0–1000 mm
(0–39.4 ” )

Preparación del sistema5-18
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Después de finalizar los procedimientos de preparación del encoder,utilice los siguientes procedimientos para preparar las pistolas delsistema. Elija uno de los dos primeros procedimientos (el que se ajustemejor en la instalación) para determinar el offset de pistola activador(GTO) distancias de su sistema (ver Figura 5-8). Siga el tercerprocedimiento para introducir las distancias GTO. Luego utilice el cuartoprocedimiento (si conoce la compensación de pistola) o el quinto (si noconoce la compensación de pistola) para ajustar la compensación depistola del sistema.
� Medida de las distancias de offset de pistola activador (GTO)� Determinación de las distancias GTO utilizando el controlador� Entrada de las distancias GTO� Entrada de los valores de compensación de pistola conocidos� Determinación y entrada de los valores de compensación de
pistola� Copia de los ajustes de pistola
Si los ajustes de una pistola son iguales o casi iguales a los de otrapistola, ahorrará tiempo copiando los ajustes de una a otra pistola. Vea elúltimo procedimiento, Copia de los ajustes de pistola.
OBSERVACION: Deberá introducir los ajustes de pistola precisos ycorrectos para asegurar un buen posicionamiento del cordón.
5742058A
T1
T2
GTO
G2
GTO
GTO
GTO
G1
Fig. 5-8 Medidas GTO para un sistema con dos activadores y dos pistolas
Entrada de ajustes de pistola
Preparación del sistema 5-19
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Medida de las distancias de offset de pistola activador (GTO)
Utilice este procedimiento para medir la distancia entre cada pistola yactivador del sistema. En algunas instalaciones podrá realizar estasmedidas con facilidad. Por ejemplo, si el activador y las pistolas estánorientados en la misma dirección y están a la misma altura por encimade la línea de producción, podrá obtener una medida precisa utilizandosólo una cinta métrica. En otras instalaciones, sin embargo, medirdistancias GTO puede ser dificultoso. El activador y pistola pueden estarorientados en distintas direcciones o pueden estar posicionados deforma que sea difícil tomar medidas precisas. En este caso, vaya alprocedimiento siguiente, Determinación de las distancias GTO utilizandoel controlador.
OBSERVACION: Tenga cuidado de obtener medidas precisas en esteprocedimiento. Teniendo medidas de GTO precisas se aumenta laprecisión del control de encolado y reduce el número de ajustesposteriores.
1. Utilizando cinta métrica o similar, determine la distancia entre cadaactivador y cada pistola del sistema. La Figura 5-8 muestra las cuatromedidas GTO necesarias para un sistema con dos activadores y dospistolas.
2. Registre las medidas GTO en la tabla siguiente. Utilice milímetros si ha seleccionado unidades métricas o pulgadas (lo más cercano a0,1 pulgada) si ha seleccionado unidades Estándar U.S.
Tab. 5-6 Registro de medidas de GTO
Número de pistola Distancias GTO para activador 1 Distancias GTO para activador 2
1
2
3
4
Preparación del sistema5-20
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Determinación de las distancias GTO utilizando elcontrolador
Si es difícil medir las distancias GTO del sistema, puede utilizar esteprocedimiento para determinarlas. Este procedimiento es especialmenteútil en las líneas de producción donde es difícil obtener medidas precisasutilizando cinta métrica o una regla.
1. Retire la cubierta del bloque de terminales de la unidad de controlprincipal.
2. Retire la parte superior de desconexión rápida (la parte con lasposiciones 1–8) del bloque de terminales X7 de la tarjeta de controlprincipal.
AVISO: Al no desconectar el bloque de terminales X7 sepueden producir lesiones personales o la muerte. Si el bloquepermanece conectado, las pistolas pueden descargar adhesivocaliente durante este procedimiento.
3. Ponga el sistema en el modo run (marcha) pulsando la tecla RUN. Eltestigo de la tecla se encenderá.
4. Pulse la tecla GUN. El testigo de la tecla se encenderá y apareceráen la pantalla la abreviatura TRAVL (que activa el movimiento delínea).
5. Utilice las teclas de navegación para seleccionar el activador correcto(activador 1 o activador 2).
6. Ponga un producto (y sólo uno) en la línea de producción en el puntoque esté antes del activador seleccionado en el paso anterior.
7. Active la línea de producción de forma que el borde de entrada delproducto pase por delante del activador. Cuando el activador detectael borde de entrada, el control comienza a contar el movimiento de lalínea.
8. Continúe moviendo la línea hasta que el borde entrada del productoesté exactamente alineado con la boquilla de la primera pistola delsistema. Debe realizar un alineamiento preciso para obtener unamedida de GTO precisa.
OBSERVACION: Si no puede detener la línea de producciónexactamente en la boquilla de la pistola, deténgala antes que el bordede entrada alcance la boquilla. Puede medir la distancia restante conuna cinta métrica o regla y añadirla a la lectura obtenida en el pasosiguiente.
9. Lea el movimiento de la línea (TRAVL ) en la última ventana de lapantalla. Esto es la GTO.

Preparación del sistema 5-21
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742125A
Fig. 5-9 Lectura después 130 mm de movimiento de la línea desde elactivador 1
10. Registre esta distancia GTO en la fila y columna apropiada de laTabla 5-7.
OBSERVACION: La primera pistola que alcanza su producto en elsistema no tiene que ser necesariamente la pistola 1. La pistola 1 sedetermina con las conexiones en el bloque de terminales X7 de latarjeta de control principal. Vea los esquemas eléctricos enInstalación para más detalles.
11. Si posee más de una pistola y no están a la misma distancia delactivador, continúe moviendo la línea, deteniendo el producto paraalinearlo con cada boquilla de pistola del sistema y registrar ladistancia en la Tabla 5-7.
12. Si el sistema está equipado con un sólo activador, vaya al paso 13. Si posee dos activadores, repita los pasos 5–11 para el segundoactivador.
13. Pulse la tecla GUN y luego la tecla RUN. Los testigos de la teclas seapagarán.
14. Vuelva a conectar la parte de desconexión rápida del bloque determinales X7 y coloque la cubierta.
Tab. 5-7 Registro de medidas de GTO
Número de pistola Distancias GTO para activador 1 Distancias GTO para activador 2
1
2
3
4
Preparación del sistema5-22
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Entrada de las distancias GTO
Utilice este procedimiento para introducir el offset de pistola activadorpara cada pistola del sistema.
1. Pulse la tecla GUN. El testigo de la tecla se encenderá.
2. Si no se visualiza el número de pistola que quiere ajustar, utilice lasteclas de navegación para cambiar el número. Al pulsar la tecla GUNsiempre se visualiza la pistola número 1.
3. Utilice las teclas de navegación para seleccionar el ajuste de offsetpistola activador (GTO) y luego seleccionar el valor actual del ajuste.
4. Introduzca la distancia entre la pistola y el activador número 1 enmilímetros si está en unidades métricas o en pulgadas (lo máscercano a 0.1 pulgada) si utiliza unidades inglesas. Si posee unsegundo activador, cambie el número a 2 e introduzca la distanciaentre la pistola y el segundo activador.
5. Repita los pasos 2–4 para cada pistola del sistema.
6. Pulse la tecla GUN. El testigo de la tecla se apagará.
7. Registre los ajustes GTO en el Registro de ajustes del sistema alfinal de esta sección.
EJEMPLO: La Figura 5-10 muestra como introducir una GTO de 235 mm para la pistola 1 y activador 1 y una GTO de 187 mm de lapistola 2 y el activador 1.
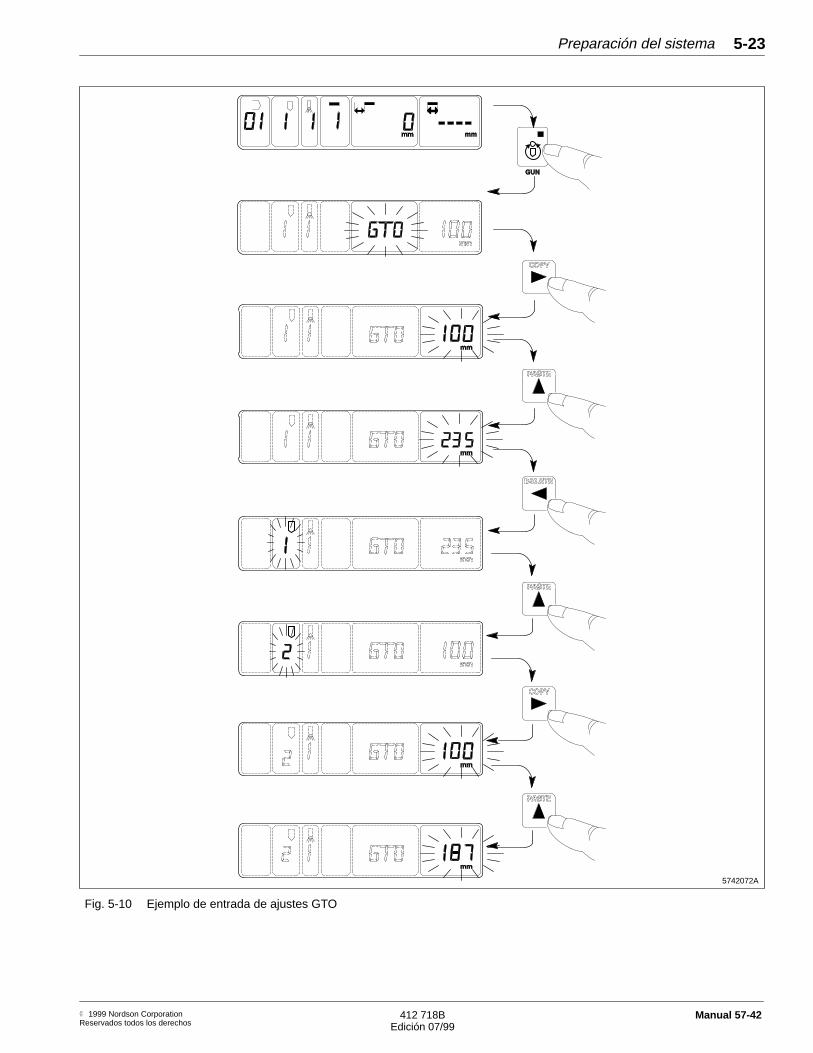
Preparación del sistema 5-23
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742072A
Fig. 5-10 Ejemplo de entrada de ajustes GTO
Preparación del sistema5-24
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Entrada de los valores de compensación de pistolaconocidos
Utilice este procedimiento para introducir los valores de compensaciónde pistola si ya los conoce.
1. Pulse la tecla GUN. El testigo de la tecla se encenderá.
2. Utilice las teclas de navegación para seleccionar la pistola que vayaa ajustar en primer lugar.
3. Utilice las teclas de navegación para seleccionar los siguientes dosajustes e introducir la compensación de apertura y cierre de pistolaen milisegundos:
� ON-T (compensación de apertura de pistola en unidades detiempo)
� OFF-T (compensación de cierre de pistola en unidades detiempo)
OBSERVACION: No necesita introducir valores para los siguientesajustes: SPPEd, ON–d, y OFF–d. Estos ajustes se utilizan sólo paradeterminar la compensación de pistola desconocida. A menos queintroduzca la velocidad de línea correcta (el ajuste de SPPEd),cambiar los valores ON–d y OFF–d hará que el control cambie losvalores de tiempo introducidos por valores incorrectos. Si desea verla compensación de pistola en unidades de distancia, el control localcula automáticamente si introduce la velocidad de línea. Siintroduce la velocidad de línea correcta, también tiene la habilidad dedar un ajuste fino a la compensación de pistola observando ladiferencia entre la posición de cordón deseada y la real. Elprocedimiento siguiente, Determinación y entrada de los valores decompensación de pistola, describe como realizar esto.
4. Para cada pistola adicional de su sistema, repita los pasos 2–3. Elsistema puede controlar independientemente el funcionamiento dehasta cuatro pistolas.
5. Pulse la tecla GUN para salir de la función de preparación de pistola.El testigo de la tecla se apagará.
6. Registre los ajustes de compensación de pistola en el Registro deajustes del sistema al final de esta sección.

Preparación del sistema 5-25
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Determinación y entrada de los valores de compensación depistola
Utilice este procedimiento para determinar la compensación de aperturay cierre de la pistola e introducir los valores.
OBSERVACION: Si todavía no ha disparado las pistolas, púrguelasantes de iniciar este procedimiento. Esta acción eliminará cualquier restode carbonilla que pueda haberse formado en el área de la boquilla.
1. Cree un encolado de test para utilizar para ajustar la compensaciónde pistola. En la mayoría de instalaciones, puede utilizar esteencolado en el programa por defecto (programa 00) para estepropósito. Cuando active y ponga en marcha el programa pordefecto, cada pistola del sistema producirá un cordón de 25 mm (1,0 pulgada) a una distancia de 25 mm (1,0 pulgada) del borde deentrada del producto (vea la Figura 5-11). Si este encolado nofunciona en su instalación, vea Definición de un ajuste de encoladoen Preparación de programa para crear un encolado de prueba quese ajuste a este propósito.
2. Utilizando un producto, marque la posición donde debe aplicarse elcordón de cada pistola.
5742035A
1
2
3
4
25 mm(1.0 in.)
25 mm(1.0 in.)
Fig. 5-11 Encolado generado por el programa por defecto (programa 00)
3. Pulse la tecla GUN. El testigo de la tecla se encenderá.
4. Si desea ajustar la compensación de la pistola 1, vaya al pasosiguiente. Si desea ajustar la compensación de otra pistola distinta ala 1, utilice las teclas de navegación para seleccionarla.
Preparación del sistema5-26
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Determinación y entrada de los valores de compensación depistola (cont.)
5. Asegúrese que los valores de tiempo de apertura (ON–T) y de cierre(OFF–T) de pistola son cero (0 ms ). Para poner a cero el valor ON–To OFF–T, utilice las teclas de navegación para seleccionar el valoractual y luego utilice la tecla abajo o pulse las teclas SHIFT yDELETE.
6. Ponga en marcha la línea de producción. Para obtener los valores decompensación de pistola más precisos, ponga la línea a la mayorvelocidad del rango.
7. Pulse la tecla RUN. El testigo de la tecla se encenderá.
8. Ponga el producto marcado en el paso 2, en la línea de producción ydeje que pase por el sistema de control de encolado. Se generará elencolado de prueba.
9. Determine e introduzca la velocidad de línea de producción con unode los dos métodos descritos en la Tabla 5-8: el método de velocidadde línea constante o el método de velocidad de línea variable. Utiliceel método de velocidad constante si la velocidad de la línea escontante. Utilice el método de velocidad variable si la velocidad variacon el paso del producto por el sistema.
Tab. 5-8 Métodos de determinación e introducción de la velocidad delínea.
Método de velocidad de líneaconstante
Método de velocidad de líneavariable
a. Utilizando las teclas de nave-gación, seleccione el ajustede velocidad (SPEEd) y luegoseleccione el valor para esteajuste en la ventana derechade la pantalla
b. Mientras la línea sigue enmarcha, pulse la tecla SHIFTy luego COPY (ver Figura5-12). El control detectará lavelocidad de línea actual y lamostrará en la ventana dere-cha de la pantalla.
c. Pulse ENTER para aceptaresta velocidad.
a. Utilizando las teclas denavegación, seleccione lavelocidad del último produc-to (LPSPd ), que es un valorde sólo lectura que muestrala velocidad de línea instan-tánea cuando la pistolaabierta aplica el primercordón al último producto.Lea la velocidad de línea enla ventana derecha de lapantalla.
b. Utilizando las teclas denavegación, seleccione elajuste de velocidad(SPEEd) y luego seleccioneel valor para este ajuste.
c. Utilice las teclas arriba yabajo para cambiar el valorde este ajuste a la veloci-dad del último producto quese encuentra en el paso a.
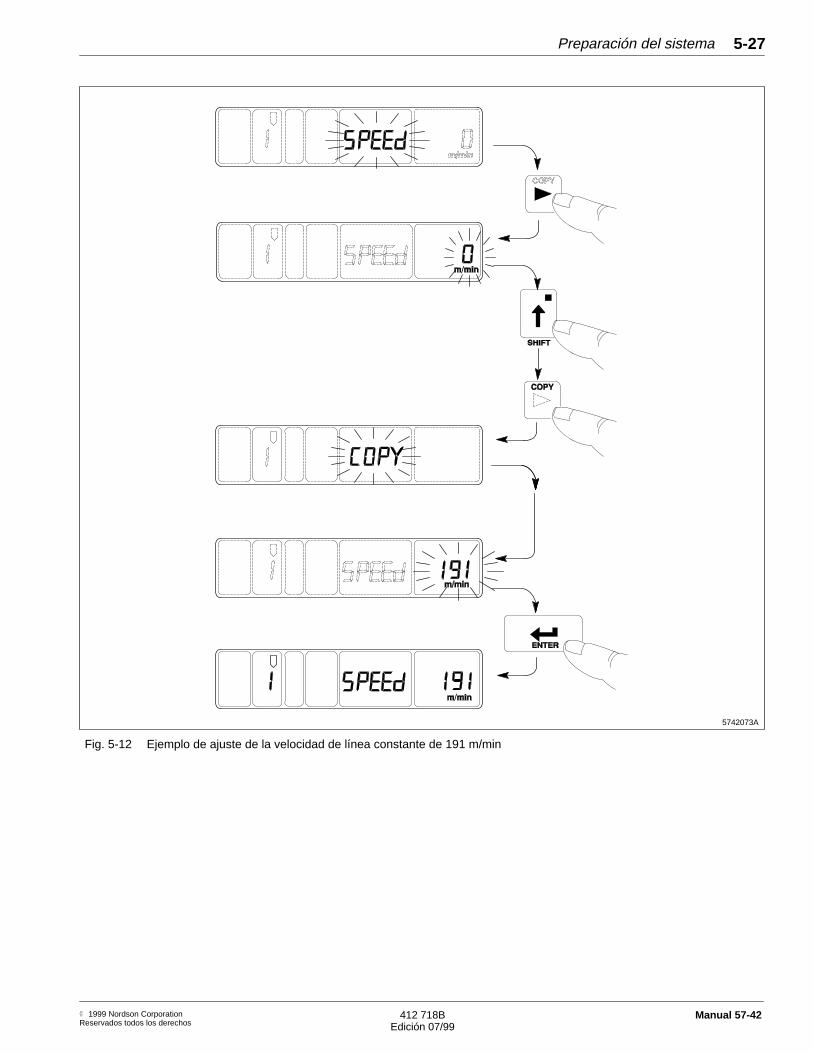
Preparación del sistema 5-27
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742073A
Fig. 5-12 Ejemplo de ajuste de la velocidad de línea constante de 191 m/min
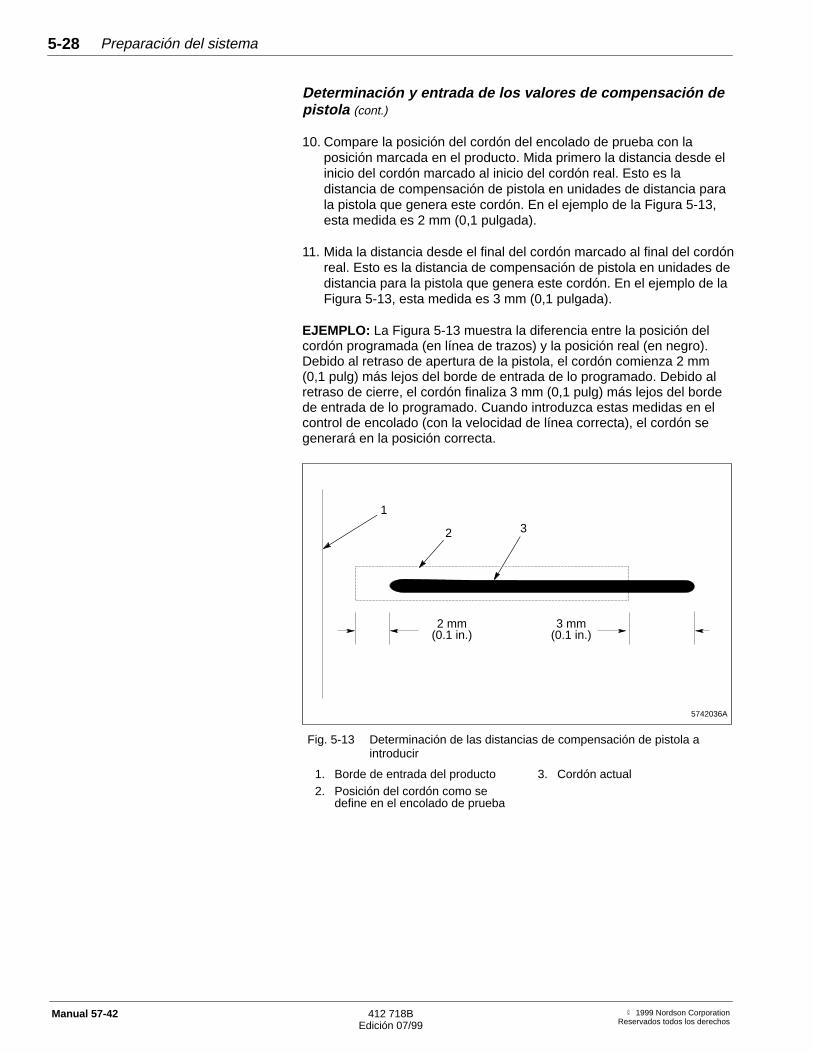
Preparación del sistema5-28
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Determinación y entrada de los valores de compensación depistola (cont.)
10. Compare la posición del cordón del encolado de prueba con laposición marcada en el producto. Mida primero la distancia desde elinicio del cordón marcado al inicio del cordón real. Esto es ladistancia de compensación de pistola en unidades de distancia parala pistola que genera este cordón. En el ejemplo de la Figura 5-13,esta medida es 2 mm (0,1 pulgada).
11. Mida la distancia desde el final del cordón marcado al final del cordónreal. Esto es la distancia de compensación de pistola en unidades dedistancia para la pistola que genera este cordón. En el ejemplo de laFigura 5-13, esta medida es 3 mm (0,1 pulgada).
EJEMPLO: La Figura 5-13 muestra la diferencia entre la posición delcordón programada (en línea de trazos) y la posición real (en negro).Debido al retraso de apertura de la pistola, el cordón comienza 2 mm(0,1 pulg) más lejos del borde de entrada de lo programado. Debido alretraso de cierre, el cordón finaliza 3 mm (0,1 pulg) más lejos del bordede entrada de lo programado. Cuando introduzca estas medidas en elcontrol de encolado (con la velocidad de línea correcta), el cordón segenerará en la posición correcta.
5742036A
2 mm 3 mm(0.1 in.) (0.1 in.)
1
2 3
Fig. 5-13 Determinación de las distancias de compensación de pistola aintroducir
1. Borde de entrada del producto2. Posición del cordón como se
define en el encolado de prueba
3. Cordón actual
Preparación del sistema 5-29
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
12. Utilice las teclas de navegación para seleccionar los siguientes dosajustes e introducir las compensaciones de apertura y cierre medidasen milímetros o pulgadas (lo más cerca de 0,1 pulg).
� ON-d (compensación de apertura de pistola en unidades dedistancia)
� OFF-d (compensación de cierre de pistola en unidades dedistancia)
Al realizar esto, el control calculará automáticamente los tiemposcorrectos para la compensación de apertura y cierre de la pistola.Puede ver estos tiempos visualizando los ajustes ON–T y OFF–T.
13. Repita los pasos 4–12 para cada pistola del sistema.
OBSERVACION: Para comprobar la precisión de los ajustes decompensación, envíe un producto a través del sistema con la línea enmarcha a la velocidad mínima del rango. Luego envíe otro productopor el sistema con la línea a la velocidad máxima del rango. Comparelas dos pruebas. Si los cordones están en la misma posición, losvalores de compensación de pistola son buenos. Si los bordes delcordón en la prueba a baja velocidad están más cerca del borde deentrada del producto de lo que están en la prueba a alta velocidad,necesitará aumentar la compensación de pistola. Si los bordes delcordón en la prueba de baja velocidad están más lejos del borde deentrada del producto de lo que están en la prueba a alta velocidad,necesitará disminuir la compensación de pistola.
14. Cuando esté satisfecho con los valores de compensación, pulse latecla GUN para salir de la función de preparación. El testigo de latecla se apagará.
15. Registre los ajustes de compensación en el Registro de ajustes delsistema al final de esta sección.
Preparación del sistema5-30
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Copia de los ajustes de pistola
Puede copiar ajustes de una a otra pistola. Este procedimiento sustituirátodos los ajustes existentes (tanto si son ajustes por defecto como si sehan introducido anteriormente), incluyendo el ajuste de offset de pistolaactivador, que puede ser diferente para cada pistola del sistema.
1. Pulse la tecla GUN. El testigo de la tecla se encenderá.
2. Si el número de pistola cuyos ajustes desea copiar no se visualiza,utilice las teclas de navegación para cambiar el número de pistola.
3. Pulse la tecla SHIFT. El testigo de la tecla se encenderá.
4. Pulse la tecla COPY. Aparecerá brevemente en la pantalla la palabraCOPY y los ajustes de pistola se copiarán. El testigo de la teclaSHIFT se apagará.
5. Utilice la tecla arriba o abajo para seleccionar el número de pistoladonde quiere copiar los ajustes. El número de pistola parpadeará.
6. Pulse la tecla SHIFT. El testigo de la tecla se encenderá.
7. Pulse la tecla PASTE. Aparecerá brevemente en la pantalla lapalabra PASTE y los ajustes de pistola se copiarán en la pistolaseleccionada. El testigo de la tecla SHIFT se apagará.
8. Pulse la tecla GUN. El testigo de la tecla se apagará.
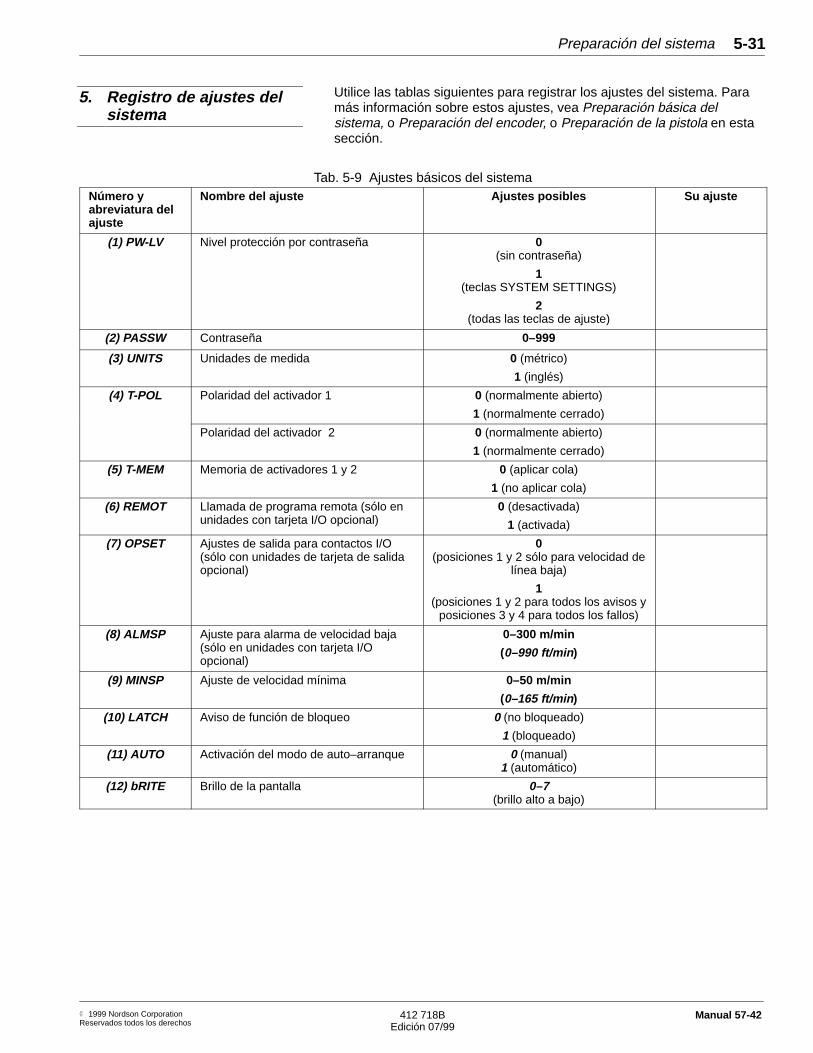
Preparación del sistema 5-31
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice las tablas siguientes para registrar los ajustes del sistema. Paramás información sobre estos ajustes, vea Preparación básica delsistema, o Preparación del encoder, o Preparación de la pistola en estasección.
Tab. 5-9 Ajustes básicos del sistemaNúmero yabreviatura delajuste
Nombre del ajuste Ajustes posibles Su ajuste
(1) PW-LV Nivel protección por contraseña 0(sin contraseña)
1(teclas SYSTEM SETTINGS)
2(todas las teclas de ajuste)
(2) PASSW Contraseña 0–999
(3) UNITS Unidades de medida 0 (métrico)
1 (inglés)
(4) T-POL Polaridad del activador 1 0 (normalmente abierto)
1 (normalmente cerrado)
Polaridad del activador 2 0 (normalmente abierto)
1 (normalmente cerrado)
(5) T-MEM Memoria de activadores 1 y 2 0 (aplicar cola)
1 (no aplicar cola)
(6) REMOT Llamada de programa remota (sólo enunidades con tarjeta I/O opcional)
0 (desactivada)
1 (activada)
(7) OPSET Ajustes de salida para contactos I/O(sólo con unidades de tarjeta de salidaopcional)
0(posiciones 1 y 2 sólo para velocidad de
línea baja)
1(posiciones 1 y 2 para todos los avisos y
posiciones 3 y 4 para todos los fallos)
(8) ALMSP Ajuste para alarma de velocidad baja(sólo en unidades con tarjeta I/Oopcional)
0–300 m/min
(0–990 ft/min )
(9) MINSP Ajuste de velocidad mínima 0–50 m/min
(0–165 ft/min )
(10) LATCH Aviso de función de bloqueo 0 (no bloqueado)
1 (bloqueado)
(11) AUTO Activación del modo de auto–arranque 0 (manual)1 (automático)
(12) bRITE Brillo de la pantalla 0–7(brillo alto a bajo)
5. Registro de ajustes delsistema
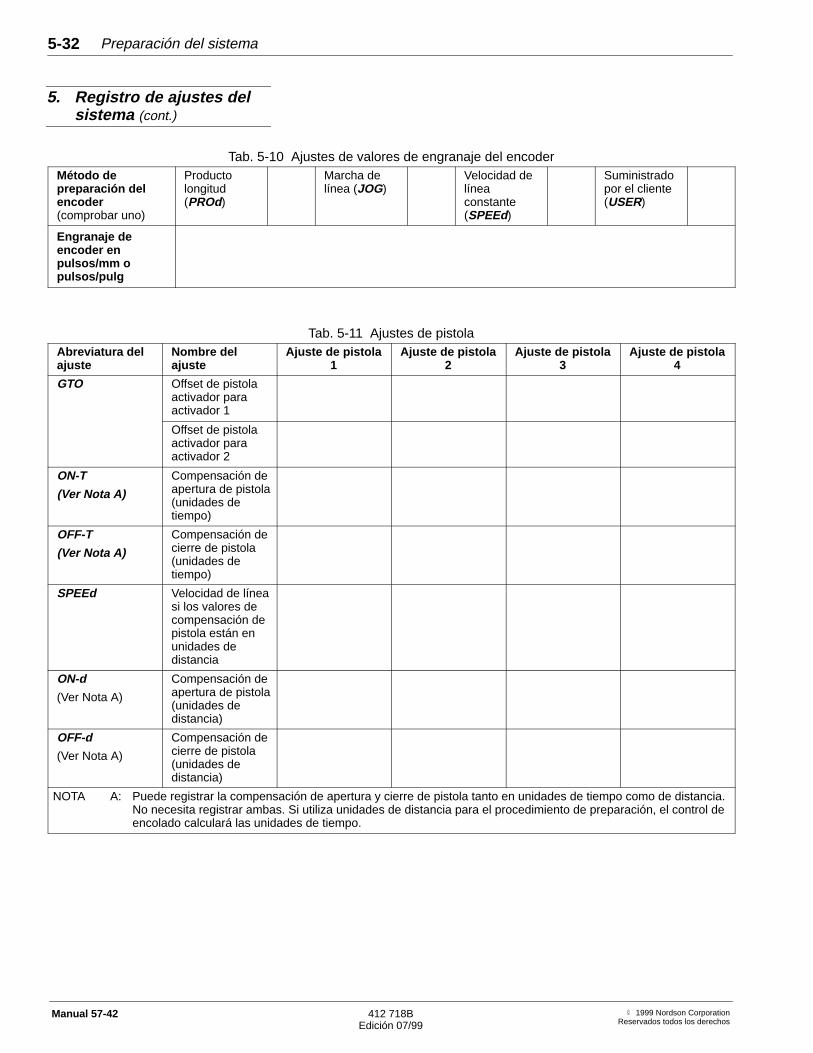
Preparación del sistema5-32
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Tab. 5-10 Ajustes de valores de engranaje del encoderMétodo depreparación delencoder(comprobar uno)
Productolongitud(PROd)
Marcha delínea (JOG)
Velocidad delíneaconstante(SPEEd)
Suministradopor el cliente(USER)
Engranaje deencoder enpulsos/mm opulsos/pulg
Tab. 5-11 Ajustes de pistolaAbreviatura delajuste
Nombre delajuste
Ajuste de pistola1
Ajuste de pistola2
Ajuste de pistola3
Ajuste de pistola4
GTO Offset de pistolaactivador paraactivador 1
Offset de pistolaactivador paraactivador 2
ON-T
(Ver Nota A)
Compensación deapertura de pistola(unidades detiempo)
OFF-T
(Ver Nota A)
Compensación decierre de pistola(unidades detiempo)
SPEEd Velocidad de líneasi los valores decompensación depistola están enunidades dedistancia
ON-d
(Ver Nota A)
Compensación deapertura de pistola(unidades dedistancia)
OFF-d
(Ver Nota A)
Compensación decierre de pistola(unidades dedistancia)
NOTA A: Puede registrar la compensación de apertura y cierre de pistola tanto en unidades de tiempo como de distancia.No necesita registrar ambas. Si utiliza unidades de distancia para el procedimiento de preparación, el control deencolado calculará las unidades de tiempo.
5. Registro de ajustes delsistema (cont.)
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Sección 6
Preparación de programa

Preparación de programa6-0
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
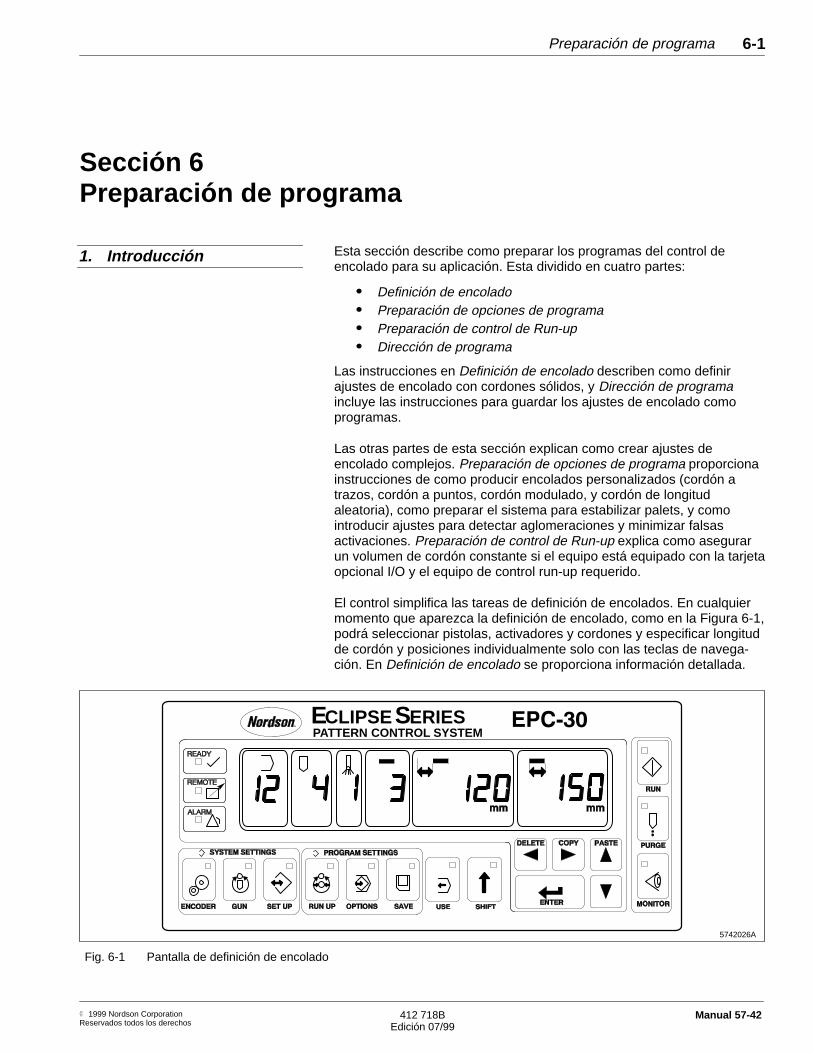
Preparación de programa 6-1
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Sección 6Preparación de programa
Esta sección describe como preparar los programas del control deencolado para su aplicación. Esta dividido en cuatro partes:
� Definición de encolado� Preparación de opciones de programa� Preparación de control de Run-up� Dirección de programa
Las instrucciones en Definición de encolado describen como definirajustes de encolado con cordones sólidos, y Dirección de programaincluye las instrucciones para guardar los ajustes de encolado comoprogramas.
Las otras partes de esta sección explican como crear ajustes deencolado complejos. Preparación de opciones de programa proporcionainstrucciones de como producir encolados personalizados (cordón atrazos, cordón a puntos, cordón modulado, y cordón de longitudaleatoria), como preparar el sistema para estabilizar palets, y comointroducir ajustes para detectar aglomeraciones y minimizar falsasactivaciones. Preparación de control de Run-up explica como asegurarun volumen de cordón constante si el equipo está equipado con la tarjetaopcional I/O y el equipo de control run-up requerido.
El control simplifica las tareas de definición de encolados. En cualquiermomento que aparezca la definición de encolado, como en la Figura 6-1,podrá seleccionar pistolas, activadores y cordones y especificar longitudde cordón y posiciones individualmente solo con las teclas de navega-ción. En Definición de encolado se proporciona información detallada.
5742026A
CLIPSEE SPATTERN CONTROL SYSTEM
ERIES
Fig. 6-1 Pantalla de definición de encolado
1. Introducción
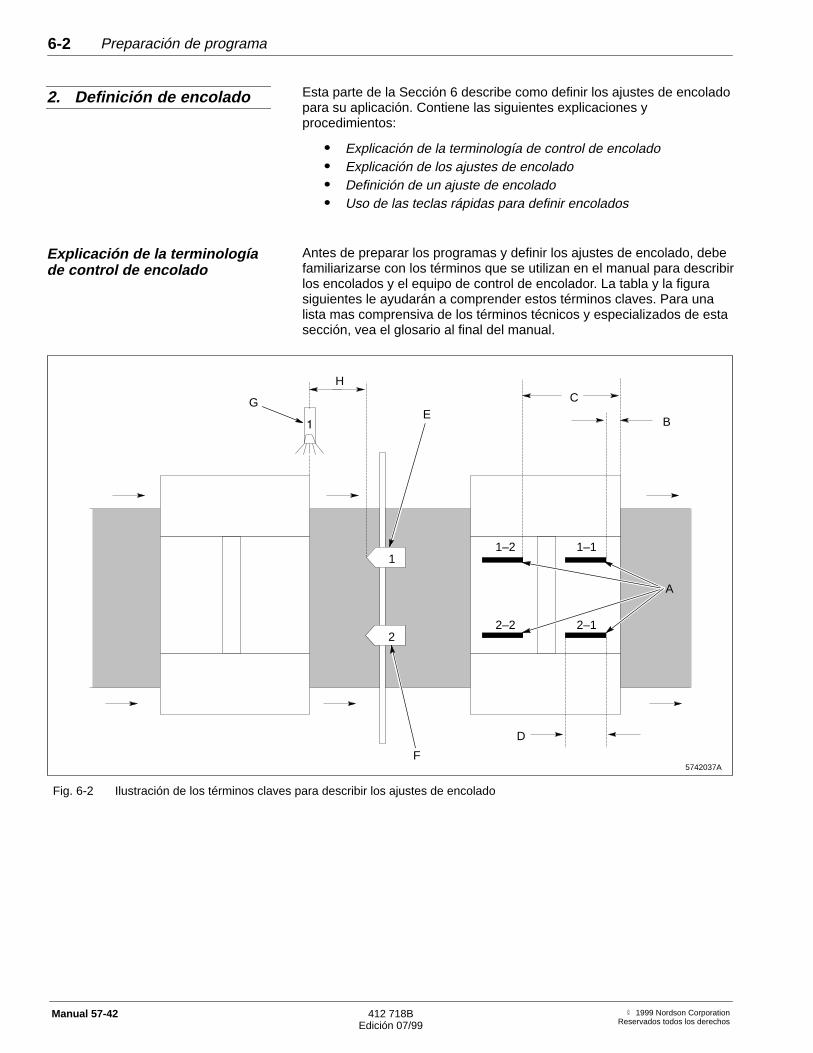
Preparación de programa6-2
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Esta parte de la Sección 6 describe como definir los ajustes de encoladopara su aplicación. Contiene las siguientes explicaciones yprocedimientos:
� Explicación de la terminología de control de encolado� Explicación de los ajustes de encolado� Definición de un ajuste de encolado� Uso de las teclas rápidas para definir encolados
Antes de preparar los programas y definir los ajustes de encolado, debefamiliarizarse con los términos que se utilizan en el manual para describirlos encolados y el equipo de control de encolador. La tabla y la figurasiguientes le ayudarán a comprender estos términos claves. Para unalista mas comprensiva de los términos técnicos y especializados de estasección, vea el glosario al final del manual.
5742037A
1
2
GE
F
C
B
H
A
D
1–11–2
2–2 2–1
Fig. 6-2 Ilustración de los términos claves para describir los ajustes de encolado
2. Definición de encolado
Explicación de la terminologíade control de encolado
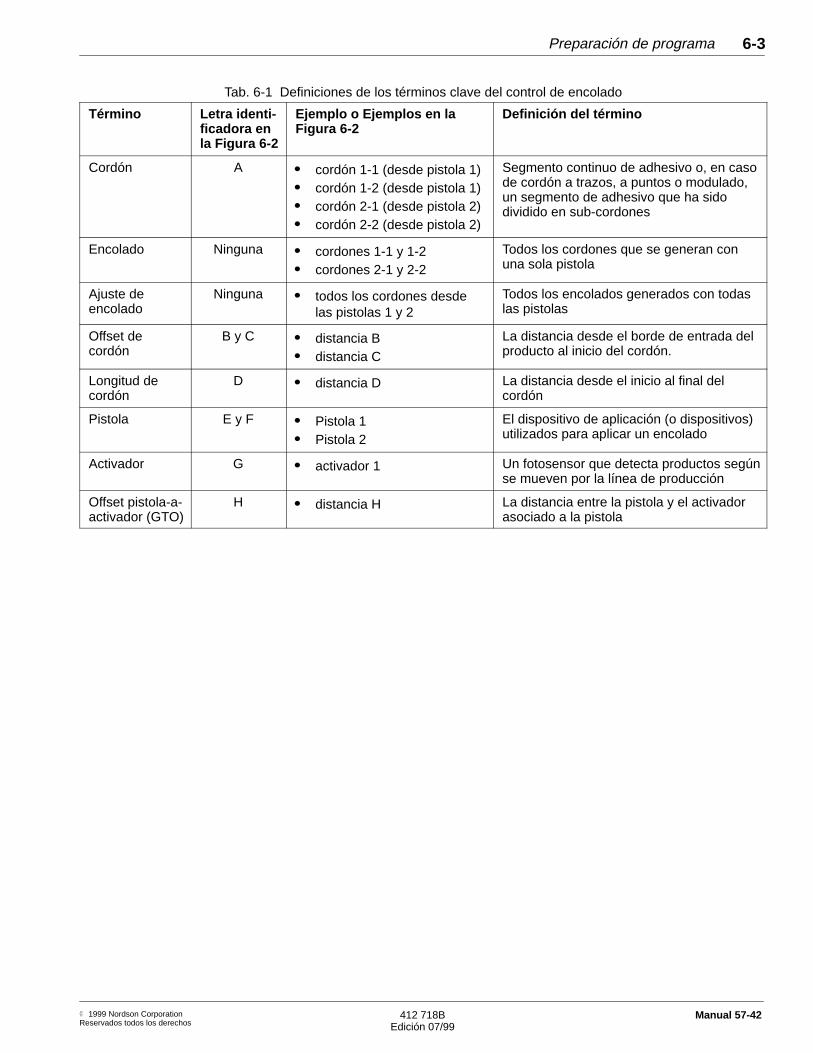
Preparación de programa 6-3
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Tab. 6-1 Definiciones de los términos clave del control de encolado
Término Letra identi-ficadora enla Figura 6-2
Ejemplo o Ejemplos en laFigura 6-2
Definición del término
Cordón A � cordón 1-1 (desde pistola 1)� cordón 1-2 (desde pistola 1)� cordón 2-1 (desde pistola 2)� cordón 2-2 (desde pistola 2)
Segmento continuo de adhesivo o, en casode cordón a trazos, a puntos o modulado,un segmento de adhesivo que ha sidodividido en sub-cordones
Encolado Ninguna � cordones 1-1 y 1-2� cordones 2-1 y 2-2
Todos los cordones que se generan conuna sola pistola
Ajuste deencolado
Ninguna � todos los cordones desdelas pistolas 1 y 2
Todos los encolados generados con todaslas pistolas
Offset decordón
B y C � distancia B� distancia C
La distancia desde el borde de entrada delproducto al inicio del cordón.
Longitud decordón
D � distancia D La distancia desde el inicio al final delcordón
Pistola E y F � Pistola 1� Pistola 2
El dispositivo de aplicación (o dispositivos)utilizados para aplicar un encolado
Activador G � activador 1 Un fotosensor que detecta productos segúnse mueven por la línea de producción
Offset pistola-a-activador (GTO)
H � distancia H La distancia entre la pistola y el activadorasociado a la pistola
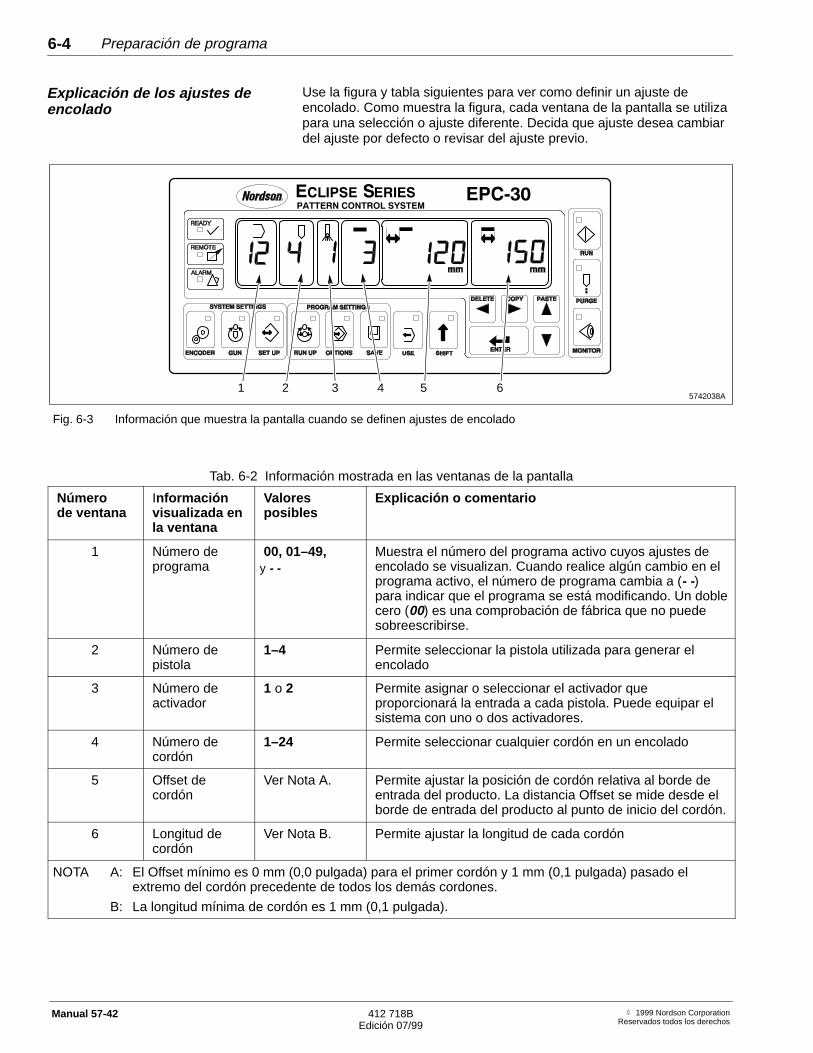
Preparación de programa6-4
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Use la figura y tabla siguientes para ver como definir un ajuste deencolado. Como muestra la figura, cada ventana de la pantalla se utilizapara una selección o ajuste diferente. Decida que ajuste desea cambiardel ajuste por defecto o revisar del ajuste previo.
5742038A541 2 3 6
Fig. 6-3 Información que muestra la pantalla cuando se definen ajustes de encolado
Tab. 6-2 Información mostrada en las ventanas de la pantalla
Númerode ventana
Informaciónvisualizada enla ventana
Valoresposibles
Explicación o comentario
1 Número deprograma
00, 01–49,y - -
Muestra el número del programa activo cuyos ajustes deencolado se visualizan. Cuando realice algún cambio en elprograma activo, el número de programa cambia a (- -)para indicar que el programa se está modificando. Un doblecero (00) es una comprobación de fábrica que no puedesobreescribirse.
2 Número depistola
1–4 Permite seleccionar la pistola utilizada para generar elencolado
3 Número deactivador
1 o 2 Permite asignar o seleccionar el activador queproporcionará la entrada a cada pistola. Puede equipar elsistema con uno o dos activadores.
4 Número decordón
1–24 Permite seleccionar cualquier cordón en un encolado
5 Offset decordón
Ver Nota A. Permite ajustar la posición de cordón relativa al borde deentrada del producto. La distancia Offset se mide desde elborde de entrada del producto al punto de inicio del cordón.
6 Longitud decordón
Ver Nota B. Permite ajustar la longitud de cada cordón
NOTA A: El Offset mínimo es 0 mm (0,0 pulgada) para el primer cordón y 1 mm (0,1 pulgada) pasado elextremo del cordón precedente de todos los demás cordones.
B: La longitud mínima de cordón es 1 mm (0,1 pulgada).
Explicación de los ajustes deencolado

Preparación de programa 6-5
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para crear un ajuste de encolado básico.Antes de comenzar, asegúrese que ha introducido los ajustes básicosdel sistema y completado los procedimientos de preparación del encodery pistola en Preparación del sistema.
OBSERVACION: Si alguno de los encolados son iguales o similares,puede ahorrar tiempo utilizando las funciones de copiar y borrar. VeaUso de las teclas rápidas para definir encolados en esta sección.
1. Tome la medida que define el ajuste de encolado. Vea segúnnecesite Explicación de los ajustes de encolado en esta sección.
2. Active el programa que se parezca más al que desee crear. Veasegún necesite el procedimiento Activación de programa en estasección.
OBSERVACION: Si está creando el primer programa para su línea,deberá el programa 01 como punto de inicio ya que no hay ningúnprograma creado.
OBSERVACION: Si el testigo de la tecla RUN está encendido y lalínea de producción está en marcha, cualquier cambio realizadopasará inmediatamente a la línea de producción.
3. Asegúrese que aparece la pantalla de definición, mostrada en laFigura 6-4. Si no es así, una de las siguientes teclas está activa(como indicará el testigo encendido): una de las teclas SYSTEMSETTINGS (Configuración del sistema), una de las teclasPROGRAM SETTINGS (Ajustes de programa), la tecla PURGE(Purga), o la tecla MONITOR. Pulse la tecla. Su testigo se apagará yla pantalla de definición aparecerá.
5742128A
Fig. 6-4 Pantalla de definición de encolado (se muestra ajuste de encoladopor defecto)
4. Use las teclas up (arriba) o down (abajo) para seleccionar número depistola (1, 2, 3, o 4) que utilizará para generar el encolado que estádefiniendo. Cada pistola puede producir uno de los encolados delconjunto de encolados.
5. Para la pistola seleccionad, utilice las teclas de navegación paraseleccionar el activador (número 1 o 2) que proporcionará la entradaal control de encolado.
Definición de un ajuste deencolado

Preparación de programa6-6
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
6. Para la pistola seleccionada, utilice las teclas de navegación paradefinir cada cordón del encolado con la información siguiente. Cadacordón generado por la pistola tendrá
� un número de cordón (comenzando con el número de cordón 1 yaumentando secuencialmente)
� un Offset de cordón (la distancia desde el borde de entrada delproducto al inicio del cordón)
� una longitud de cordón
Si la unidad está ajustada para visualizar en unidades métricas,introduzca el Offset y longitudes de cordones en milímetros. Si estáajustada a unidades Inglesas, introduzca las medidas en pulgadas,convirtiendo cualquier fracción de pulgada lo mas próximo a 0,1 ”
OBSERVACION: El control de encolado no dejará solapar cordoneso realizar ajustes incorrectos. Si encuentra que el control no le dejaaumentar o disminuir una longitud o distancia Offset pasando ciertonúmero, compruebe el Offset o longitud del cordón previo o siguiente.
OBSERVACION: Tan pronto como realice algún cambio en elprograma seleccionado como base para un programa nuevo, elnúmero de programa cambiará a dos guiones (- -) para indicar que seha cambiado el programa y se posee un nuevo, temporal, y singuardar.
7. Repita los Pasos 4–6 para cada pistola que se utilice para generar elencolado que se está definiendo.
OBSERVACION: Si desea comprobar y ajustar el programa temporalen la línea de producción antes de guardarlo, vea Realización deajustes de encolado en línea en Manejo.
8. Para guardar el ajuste de encolado, vea Guardar un programa enesta sección.
9. Registre los ajustes de encolado. Vea Registro de ajustes deprograma al final de esta sección.
EJEMPLO: La Figura 6-5 muestra como puede introducir el Offset decordón de 31 mm y una longitud de cordón de 190 mm para el cordón 1.
Definición de un ajuste deencolado (cont.)
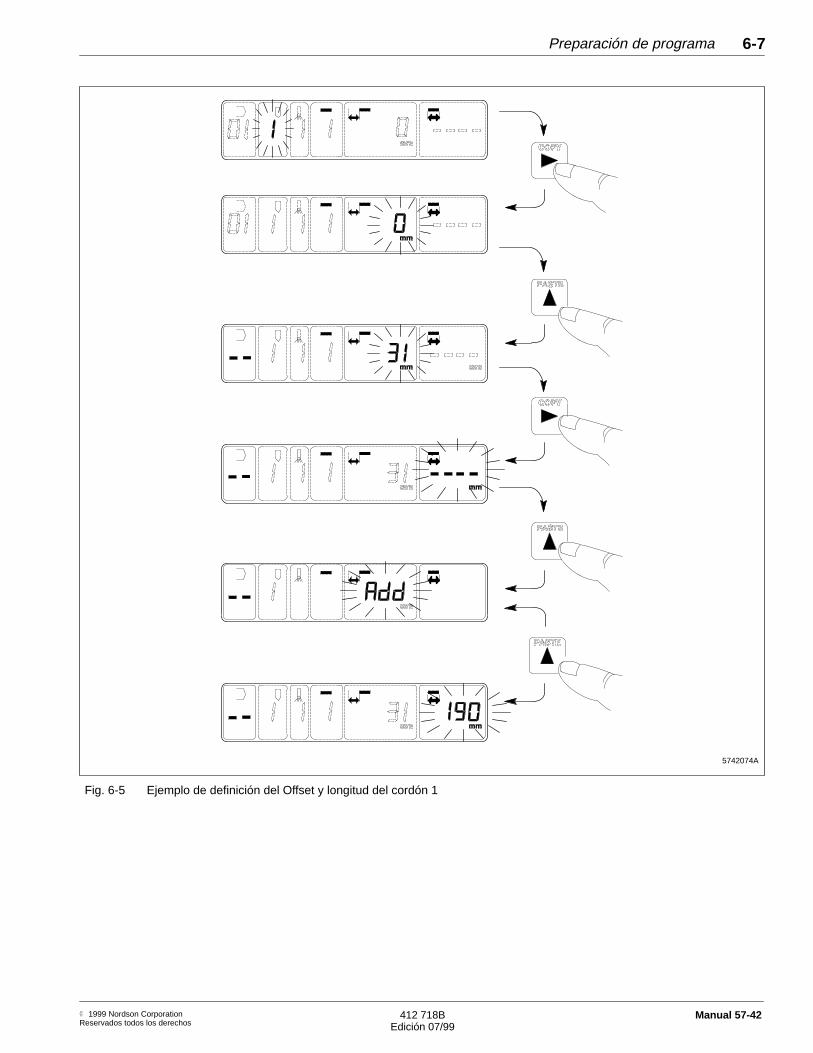
Preparación de programa 6-7
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742074A
Fig. 6-5 Ejemplo de definición del Offset y longitud del cordón 1
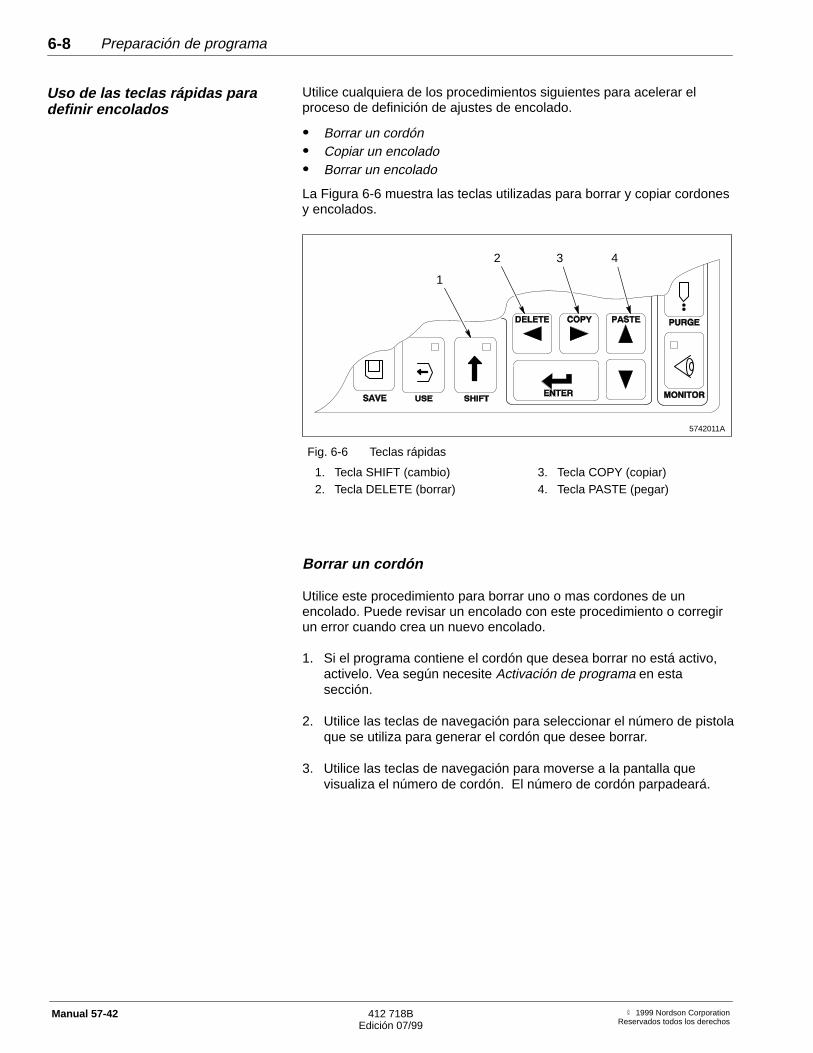
Preparación de programa6-8
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice cualquiera de los procedimientos siguientes para acelerar elproceso de definición de ajustes de encolado.
� Borrar un cordón� Copiar un encolado� Borrar un encolado
La Figura 6-6 muestra las teclas utilizadas para borrar y copiar cordonesy encolados.
5742011A
1
2 3 4
Fig. 6-6 Teclas rápidas
1. Tecla SHIFT (cambio)2. Tecla DELETE (borrar)
3. Tecla COPY (copiar)4. Tecla PASTE (pegar)
Borrar un cordón
Utilice este procedimiento para borrar uno o mas cordones de unencolado. Puede revisar un encolado con este procedimiento o corregirun error cuando crea un nuevo encolado.
1. Si el programa contiene el cordón que desea borrar no está activo,activelo. Vea según necesite Activación de programa en estasección.
2. Utilice las teclas de navegación para seleccionar el número de pistolaque se utiliza para generar el cordón que desee borrar.
3. Utilice las teclas de navegación para moverse a la pantalla quevisualiza el número de cordón. El número de cordón parpadeará.
Uso de las teclas rápidas paradefinir encolados

Preparación de programa 6-9
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
4. Utilice la tecla up (arriba) o down (abajo) para cambiar el número decordón actual al número de cordón que desee borrar.
5. Pulse la tecla SHIFT (cambio). El testigo de la tecla se encenderá.
6. Pulse la tecla DELETE (borrar). La abreviatura dELET aparecerábrevemente en la pantalla, el cordón se borrará, y el testigo de latecla SHIFT (cambio) se apagará.
OBSERVACION: Si el cordón borrado no era el último del encolado,los cordones restantes se renumerarán. Si el cordón borrado era elúltimo del encolado, la longitud de cordón cambiará a cuatro guiones(- - - -), y el Offset de cordón cambiará al mínimo Offset al que puedeiniciar el nuevo cordón si desea sustituir el borrado.
7. Para borrar cordones adicionales del encolado, repita los Pasos 2–6.
8. Para guardar el encolado revisado, vea Guardar un programa en estasección.
EJEMPLO: La Figura 6-7 muestra como borrar el cordón 3 en unencolado que incluye cuatro o mas cordones. Note que los cordones serenumeran cuando se borra el cordón que no es el último del encolado.Aquí el cordón que era el cordón 4 pasa al cordón 3.
5742099A
Fig. 6-7 Ejemplo de borrado del cordón 3 en un encolado de 4 cordones
Preparación de programa6-10
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Copiar un encolado
Puede copiar un encolado producido por una pistola y realizarlo en otrapistola. Si la pistola en la que copia el encolado ya posee uno, la copiasustituirá (sobreescribirá) el encolado existente. Un encolado puedecopiarse de una pistola a otra del mismo o distinto programa. Elcontrolador mantiene la copia hasta que la utilice de nuevo o hasta quedesconecte la unidad.
OBSERVACION: Si el encolado que se copia está ajustado paraproducir encolados a trazos, a puntos, modulados o de longitud aleatoria,con este procedimiento sólo copiará los ajustes de longitud y posicionesde cordones. Para copiar los ajustes de cordones personalizados, veaCopia de ajustes de tipo de cordón en esta sección.
1. Si el programa contiene el encolado que desea copiar no está activo,activelo. Vea según necesite Activación de programa en estasección.
2. Utilice las teclas de navegación para seleccionar la pistola que seutilice para producir el encolado a copiar.
3. Pulse la tecla SHIFT (cambio). El testigo de la tecla se encenderá.
4. Pulse la tecla COPY. La palabra COPY aparecerá brevemente en lapantalla, el encolado producido por la pistola se copiará, y el testigode la tecla SHIFT (cambio) se apagará.
5. Utilice la tecla up (arriba) o down (abajo) para seleccionar el númerode pistola a la que desea copiar el encolado.
OBSERVACION: También se puede copiar el encolado en una pistolade otro programa. Vea Activación de programa en esta sección paraactivar el programa que desea copiar. Después siga los Pasos 5–7 deeste procedimiento.
6. Pulse la tecla SHIFT (cambio). El testigo de la tecla se encenderá.
7. Pulse la tecla PASTE (pegar). La palabra PASTE aparecerábrevemente en la pantalla, el encolado copiado se pegará en lapistola seleccionada, y el testigo de la tecla SHIFT (cambio) seapagará.
8. Para guardar el encolado revisado, vea Guardar un programa en estasección.
EJEMPLO: La Figura 6-8 muestra como copiar un encolado de lapistola 3 y pegarlo en la pistola 4. Observe que el encolado de la pistola4 se sobreescribe.
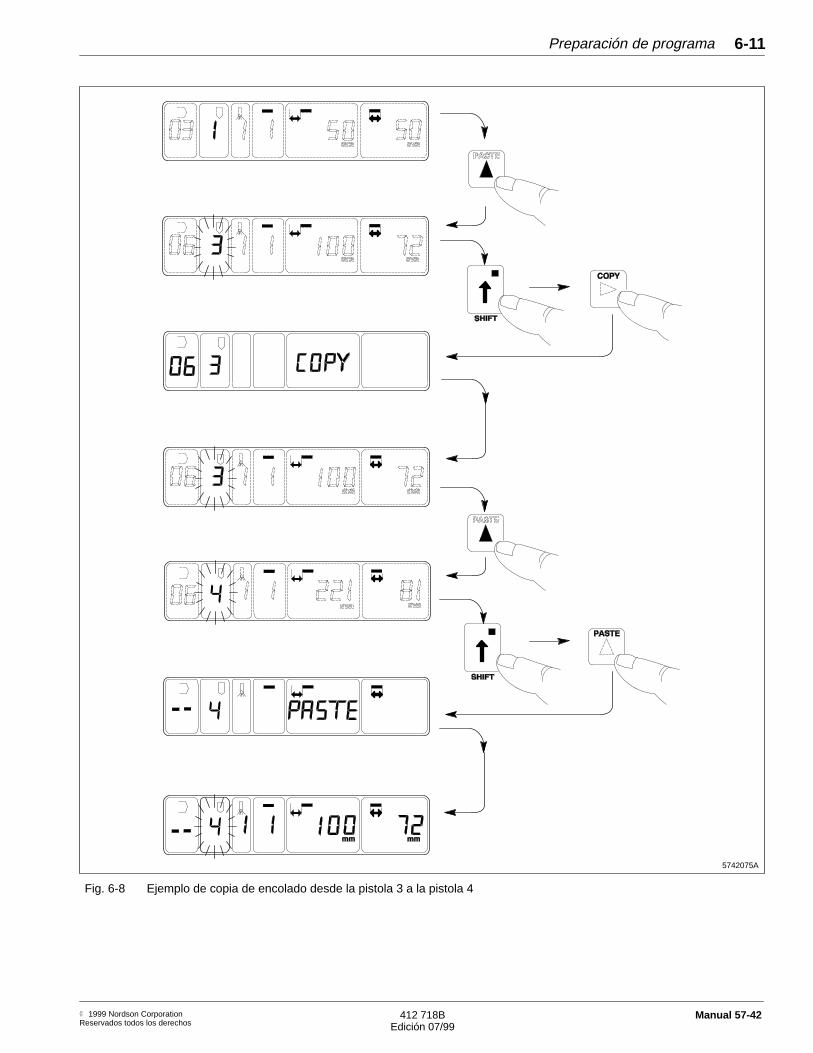
Preparación de programa 6-11
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742075A
Fig. 6-8 Ejemplo de copia de encolado desde la pistola 3 a la pistola 4

Preparación de programa6-12
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Borrar un encolado
Utilice este procedimiento para borrar uno o más encolados de un ajuste.Al borrar un encolado se eliminan todos los cordones del encolado.
1. Si el programa que contiene el cordón a borrar no está activo,activelo. Vea según necesite Activación de programa en estasección.
2. Utilice las teclas de navegación para seleccionar el número de pistolaque se utiliza para producir el encolado que desea borrar.
3. Pulse la tecla SHIFT (cambio). El testigo de la tecla se encenderá.
4. Pulse la tecla DELETE (borrar). La abreviatura dELET aparecerábrevemente en la pantalla, todos los cordones generados por lapistola se borrarán, y el testigo de la tecla SHIFT (cambio) seapagará. Si lo desea puede definir nuevos cordones en estemomento.
5. Para borrar encolados adicionales del encolado, repita los Pasos2–4.
6. Para guardar un ajuste de encolado revisado, vea Guardar unprograma en esta sección.
Preparación de programa 6-13
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Esta parte de la Sección 6 describe como preparar las opciones deprograma para
� producir encolados especiales (a trazos, a puntos, modulados ode longitud aleatoria)
� manejar aplicaciones de estabilización de palets
� detectar atascos
� minimizar las activaciones falsas
Esto contiene las siguientes explicaciones y procedimientos:
� Explicación de los ajustes de opciones de programa� Cambio de los ajustes de opciones de programa� Creación de encolados personalizados� Eliminación de ajustes de cordón personalizados de un encolado� Creación de encolados de longitud aleatoria� Copia de ajustes de tipo de cordón
3. Preparación de opcionesde programa
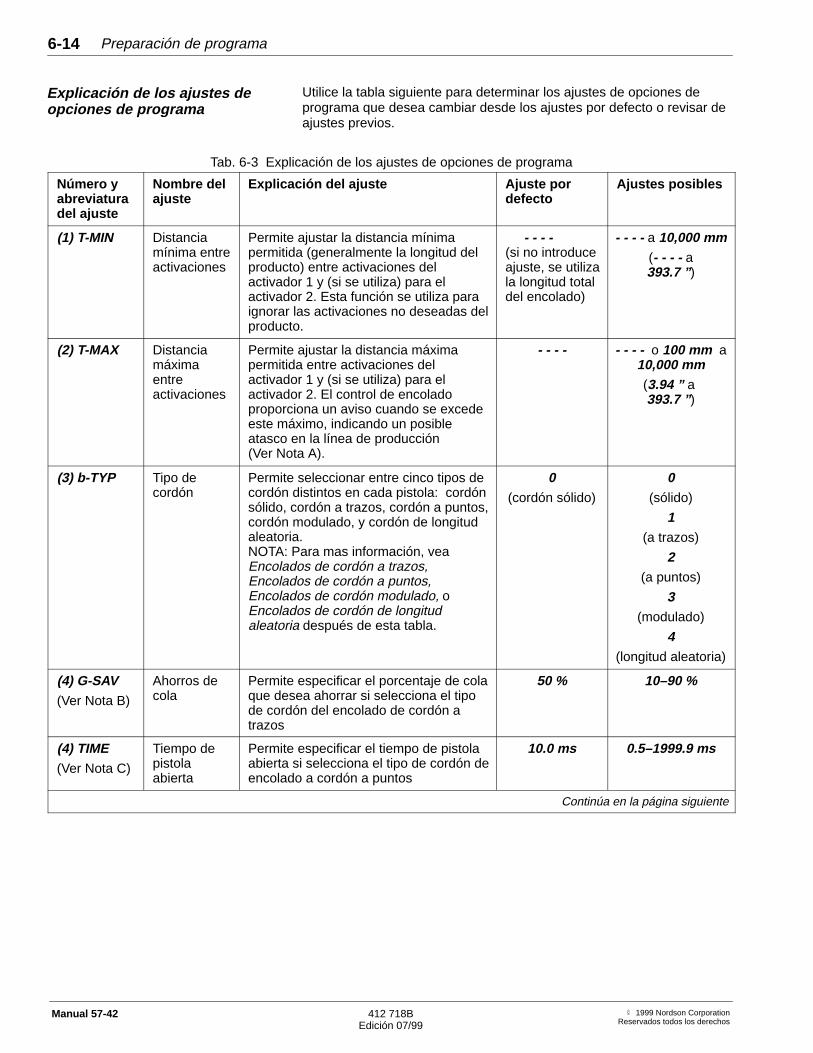
Preparación de programa6-14
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice la tabla siguiente para determinar los ajustes de opciones deprograma que desea cambiar desde los ajustes por defecto o revisar deajustes previos.
Tab. 6-3 Explicación de los ajustes de opciones de programa
Número yabreviaturadel ajuste
Nombre delajuste
Explicación del ajuste Ajuste pordefecto
Ajustes posibles
(1) T-MIN Distanciamínima entreactivaciones
Permite ajustar la distancia mínimapermitida (generalmente la longitud delproducto) entre activaciones delactivador 1 y (si se utiliza) para elactivador 2. Esta función se utiliza paraignorar las activaciones no deseadas delproducto.
- - - - (si no introduceajuste, se utilizala longitud totaldel encolado)
- - - - a 10,000 mm(- - - - a393.7 ” )
(2) T-MAX Distanciamáximaentreactivaciones
Permite ajustar la distancia máximapermitida entre activaciones delactivador 1 y (si se utiliza) para elactivador 2. El control de encoladoproporciona un aviso cuando se excedeeste máximo, indicando un posibleatasco en la línea de producción(Ver Nota A).
- - - - - - - - o 100 mm a10,000 mm(3.94 ” a 393.7 ” )
(3) b-TYP Tipo decordón
Permite seleccionar entre cinco tipos decordón distintos en cada pistola: cordónsólido, cordón a trazos, cordón a puntos,cordón modulado, y cordón de longitudaleatoria.NOTA: Para mas información, veaEncolados de cordón a trazos,Encolados de cordón a puntos,Encolados de cordón modulado, oEncolados de cordón de longitudaleatoria después de esta tabla.
0(cordón sólido)
0(sólido)
1(a trazos)
2(a puntos)
3(modulado)
4(longitud aleatoria)
(4) G-SAV(Ver Nota B)
Ahorros decola
Permite especificar el porcentaje de colaque desea ahorrar si selecciona el tipode cordón del encolado de cordón atrazos
50 % 10–90 %
(4) TIME(Ver Nota C)
Tiempo depistolaabierta
Permite especificar el tiempo de pistolaabierta si selecciona el tipo de cordón deencolado a cordón a puntos
10.0 ms 0.5–1999.9 ms
Continúa en la página siguiente
Explicación de los ajustes deopciones de pro grama
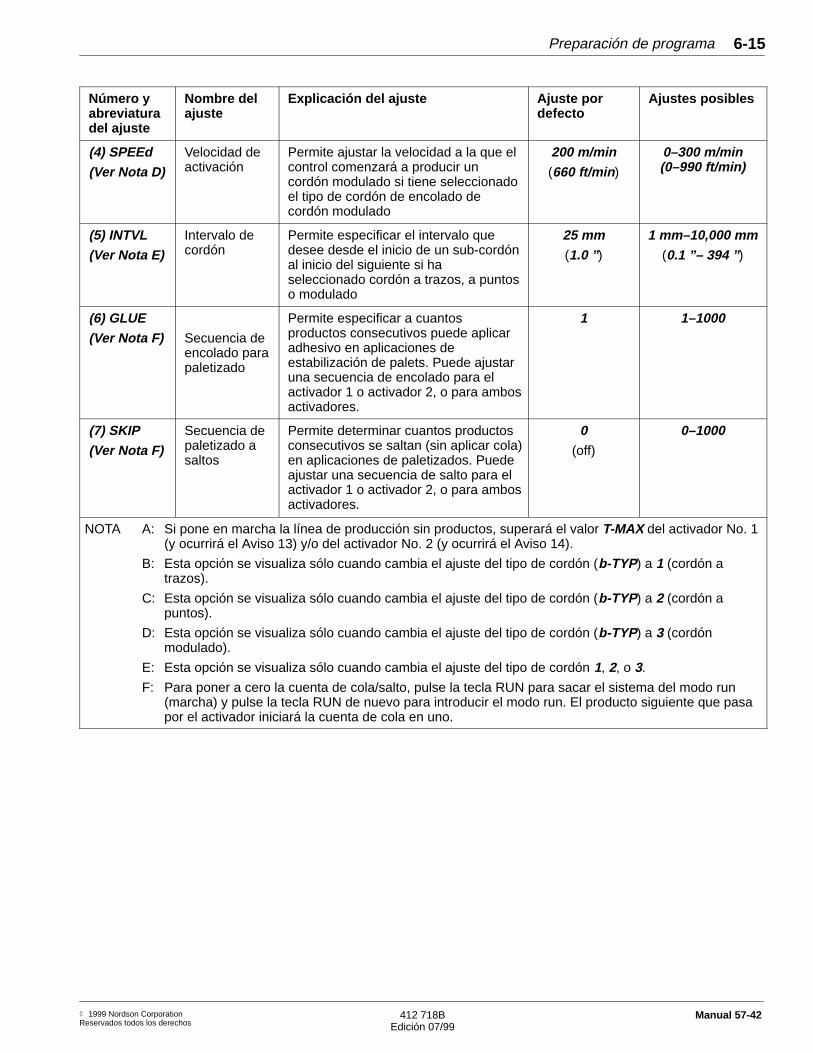
Preparación de programa 6-15
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Número yabreviaturadel ajuste
Nombre delajuste
Explicación del ajuste Ajuste pordefecto
Ajustes posibles
(4) SPEEd(Ver Nota D)
Velocidad deactivación
Permite ajustar la velocidad a la que elcontrol comenzará a producir uncordón modulado si tiene seleccionadoel tipo de cordón de encolado decordón modulado
200 m/min(660 ft/min )
0–300 m/min(0–990 ft/min)
(5) INTVL(Ver Nota E)
Intervalo decordón
Permite especificar el intervalo quedesee desde el inicio de un sub-cordónal inicio del siguiente si haseleccionado cordón a trazos, a puntoso modulado
25 mm(1.0 ” )
1 mm–10,000 mm(0.1 ”– 394 ” )
(6) GLUE(Ver Nota F) Secuencia de
encolado parapaletizado
Permite especificar a cuantosproductos consecutivos puede aplicaradhesivo en aplicaciones deestabilización de palets. Puede ajustaruna secuencia de encolado para elactivador 1 o activador 2, o para ambosactivadores.
1 1–1000
(7) SKIP(Ver Nota F)
Secuencia depaletizado asaltos
Permite determinar cuantos productosconsecutivos se saltan (sin aplicar cola)en aplicaciones de paletizados. Puedeajustar una secuencia de salto para elactivador 1 o activador 2, o para ambosactivadores.
0(off)
0–1000
NOTA A: Si pone en marcha la línea de producción sin productos, superará el valor T-MAX del activador No. 1(y ocurrirá el Aviso 13) y/o del activador No. 2 (y ocurrirá el Aviso 14).
B: Esta opción se visualiza sólo cuando cambia el ajuste del tipo de cordón (b-TYP) a 1 (cordón atrazos).
C: Esta opción se visualiza sólo cuando cambia el ajuste del tipo de cordón (b-TYP) a 2 (cordón apuntos).
D: Esta opción se visualiza sólo cuando cambia el ajuste del tipo de cordón (b-TYP) a 3 (cordónmodulado).
E: Esta opción se visualiza sólo cuando cambia el ajuste del tipo de cordón 1, 2, o 3.
F: Para poner a cero la cuenta de cola/salto, pulse la tecla RUN para sacar el sistema del modo run(marcha) y pulse la tecla RUN de nuevo para introducir el modo run. El producto siguiente que pasapor el activador iniciará la cuenta de cola en uno.
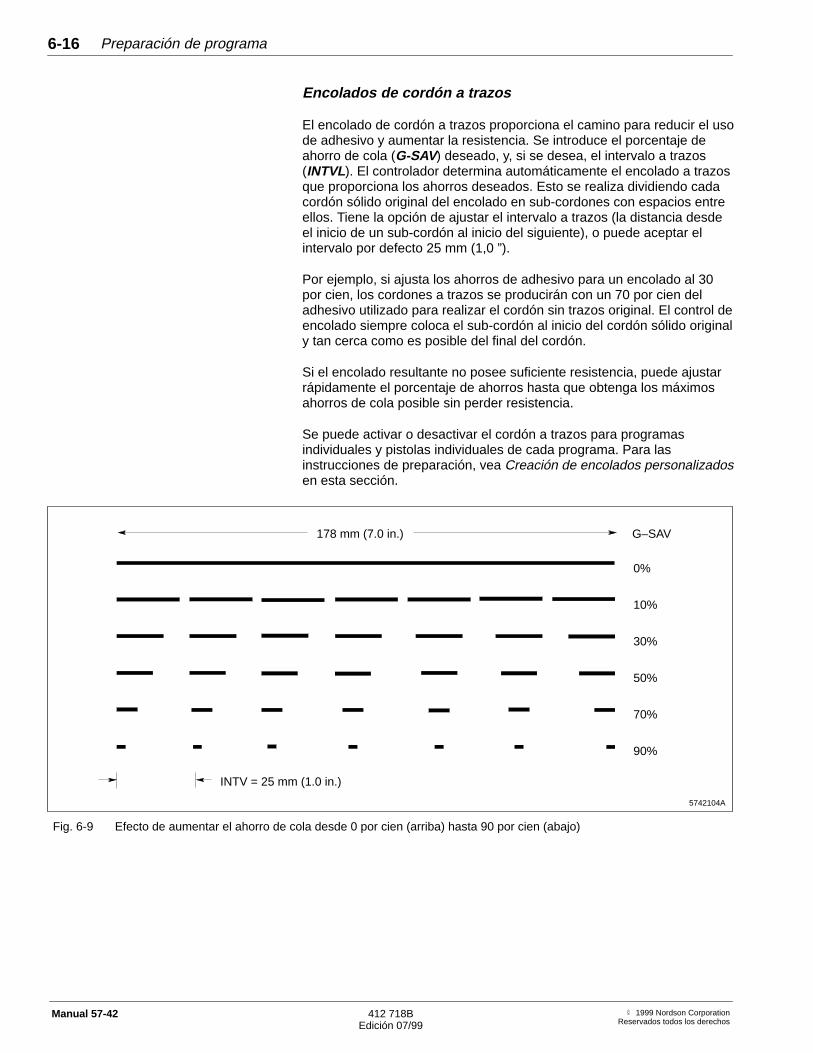
Preparación de programa6-16
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Encolados de cordón a trazos
El encolado de cordón a trazos proporciona el camino para reducir el usode adhesivo y aumentar la resistencia. Se introduce el porcentaje deahorro de cola (G-SAV) deseado, y, si se desea, el intervalo a trazos(INTVL). El controlador determina automáticamente el encolado a trazosque proporciona los ahorros deseados. Esto se realiza dividiendo cadacordón sólido original del encolado en sub-cordones con espacios entreellos. Tiene la opción de ajustar el intervalo a trazos (la distancia desdeel inicio de un sub-cordón al inicio del siguiente), o puede aceptar elintervalo por defecto 25 mm (1,0 ”).
Por ejemplo, si ajusta los ahorros de adhesivo para un encolado al 30por cien, los cordones a trazos se producirán con un 70 por cien deladhesivo utilizado para realizar el cordón sin trazos original. El control deencolado siempre coloca el sub-cordón al inicio del cordón sólido originaly tan cerca como es posible del final del cordón.
Si el encolado resultante no posee suficiente resistencia, puede ajustarrápidamente el porcentaje de ahorros hasta que obtenga los máximosahorros de cola posible sin perder resistencia.
Se puede activar o desactivar el cordón a trazos para programasindividuales y pistolas individuales de cada programa. Para lasinstrucciones de preparación, vea Creación de encolados personalizadosen esta sección.
5742104A
178 mm (7.0 in.) G–SAV
0%
10%
30%
50%
70%
90%
INTV = 25 mm (1.0 in.)
Fig. 6-9 Efecto de aumentar el ahorro de cola desde 0 por cien (arriba) hasta 90 por cien (abajo)

Preparación de programa 6-17
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Encolados de cordón a puntos
El encolado de cordón a puntos permite producir encolados de gramajeconstante (volumen constante) puntos de adhesivo separados aparte poruna distancia determinada por el usuario. Se controla el gramaje delpunto especificando el tiempo de apertura de la pistola (TIME). Secontrola la distancia entre los puntos especificando la distancia deintervalo (INTVL). Puntos de peso e intervalo constante puedenrealizarse en todo el rango de velocidad sin utilizar equipos de run upexternos. Se puede también utilizar la función de cordón a puntos con elcontrol run up para obtener un posicionado y gramaje del puntoconsistente.
Se puede activar o desactivar cordón a puntos para programasindividuales y pistolas individuales de cada programa. Para lasinstrucciones de preparación, vea Creación de encolados personalizadosen esta sección.
5742105A
178 mm (7.0 in.) TIME
10 ms
5 ms
2 ms
INTV = 25 mm (1.0 in.)SPEED = 30.5 m/min (100 ft/min)
Fig. 6-10 Efecto de el tamaño del punto al disminuir el tiempo de pistola abierta de 10 ms (arriba) a 2 ms (abajo)

Preparación de programa6-18
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Encolados de cordón modulado
El encolado de cordón modulado proporciona un volumen de cordón casiconstante a una velocidad ajustada. Suponga por ejemplo, que serequiere una parada de emergencia. Cuando la línea de producciónreduce la velocidad a una velocidad seleccionada por el usuario(SPEEd), el control comienza dividiendo los cordones en pequeños, yseparados sub-cordones para evitar que el volumen del cordón aumente.A cualquier velocidad, el tiempo de pistola abierta total para producir elcordón modulado se mantiene igual que el tiempo de pistola abiertapara producir el cordón sólido a la velocidad ajustada, por tanto elmodulado contiene la misma cantidad de adhesivo que el cordón sólido.Al disminuir la velocidad, los sub-cordones se acortan y su espesoraumenta. Se puede especificar el intervalo (INTVL) deseado entre lossub-cordones, y el control pondrá siempre un sub-cordón al inicio de lalongitud de cordón definida y uno lo más cerca posible del final de lalongitud de cordón.
La función de cordón modulado puede utilizarse para evitar goteo deladhesivo cuando la línea de producción disminuye para parar.
Se puede activar o desactivar cordón modulado para programasindividuales y pistolas individuales de cada programa. Se puede utilizarla función de cordón modulado con sin un control run up. Para lasinstrucciones de preparación, vea Creación de encolados personalizadosen esta sección.
5742103A
178 mm (7.0 in.) LINE SPEED
38.1 m/min (125 ft/min)
30.5 m/min (100 ft/min)
22.9 m/min (75 ft/min)
15.2 m/min (50 ft/min)
7.6 m/min (25 ft/min)
3.1 m/min (10 ft/min)
INTV = 25 mm (1.0 in.) SPEED = 30.5 m/min (100 ft/min)
Fig. 6-11 Efecto en el cordón modulado al crear la línea de producción por debajo de la velocidad de activación de 30.5m/min (100 ft/min)
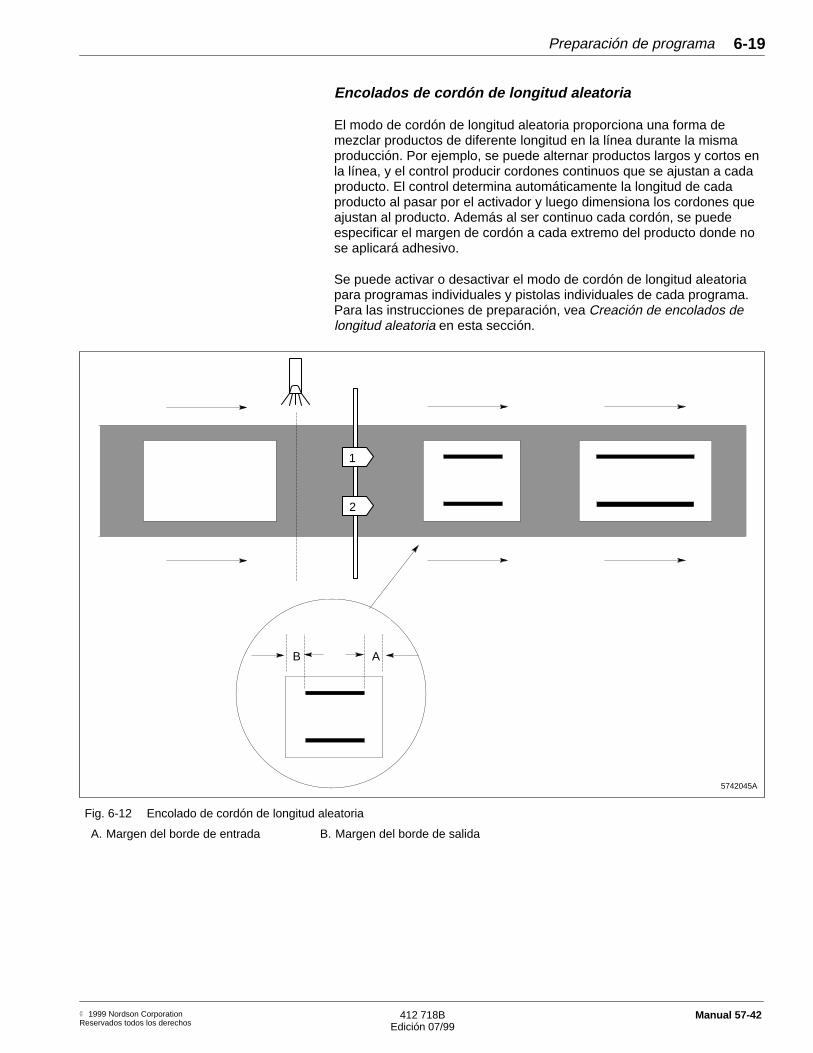
Preparación de programa 6-19
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Encolados de cordón de longitud aleatoria
El modo de cordón de longitud aleatoria proporciona una forma demezclar productos de diferente longitud en la línea durante la mismaproducción. Por ejemplo, se puede alternar productos largos y cortos enla línea, y el control producir cordones continuos que se ajustan a cadaproducto. El control determina automáticamente la longitud de cadaproducto al pasar por el activador y luego dimensiona los cordones queajustan al producto. Además al ser continuo cada cordón, se puedeespecificar el margen de cordón a cada extremo del producto donde nose aplicará adhesivo.
Se puede activar o desactivar el modo de cordón de longitud aleatoriapara programas individuales y pistolas individuales de cada programa.Para las instrucciones de preparación, vea Creación de encolados delongitud aleatoria en esta sección.
5742045A
1
2
AB
Fig. 6-12 Encolado de cordón de longitud aleatoria
A. Margen del borde de entrada B. Margen del borde de salida
Preparación de programa6-20
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para cambiar cualquiera de los siguientesajustes de opciones de programa:
� la distancia mínima entre activaciones (T-MIN)� la distancia máxima entre activaciones (T-MAX)� ajustes de paletizado (GLUE y SKIP)
Para cambiar cualquiera de los demás ajustes de opciones de programa,vea los dos procedimientos siguientes, Creación de encoladospersonalizados o Creación de encolados de longitud aleatoria.
1. Pulse la tecla OPTIONS (opciones). El testigo de la tecla seencenderá.
2. Vea Explicación de los ajustes de opciones de programa en estasección para determinar el ajuste que desea cambiar y los posiblesvalores que se pueden introducir.
3. Utilice la tecla up (arriba) o down (abajo) para visualizar el ajuste quedesee cambiar.
4. Utilice las teclas de navegación para cambiar el valor actual delajuste.
5. Repita los pasos 2–4 para cada opción a cambiar.
6. Pulse la tecla OPTIONS (opciones). El testigo de la tecla se apagará.
7. Registre los ajustes de opciones. Vea Registro de ajustes deprograma al final de esta sección.
Utilice este procedimiento para personalizar los encolados cambiando eltipo de cordón a cordón a trazos, cordón a puntos, o cordón modulado.Para instrucciones de preparación de encolados de cordón de longitudaleatoria, vea el procedimiento siguiente, Creación de encolados delongitud aleatoria.
1. Si el programa con el que desea generar el encolado personalizadono está activo, vea Activación de programa en esta sección.
2. Si todavía no lo ha hecho, defina el ajuste de encoladopersonalizado. Vea Definición de un ajuste de encolado para lasinstrucciones de creación ajustes de encolado.
3. Pulse la tecla OPTIONS (opciones). El testigo de la tecla seencenderá.
4. Utilice la tecla up (arriba) o down (abajo) para visualizar el ajuste detipo de cordón (b-TYP).
5. Seleccione el número de pistola (1, 2, 3, o 4) que generará elencolado personalizado. Cuando visualice primero el tipo de cordón,se seleccionará el número de pistola 1.
Cambio de los ajustes deopciones de pro grama
Creación de encoladospersonalizados
Preparación de programa 6-21
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
6. Cambie el ajuste de tipo de cordón a 1 (cordón a trazos), 2 (cordón apuntos), o 3 (cordón modulado) y pulse ENTER.
OBSERVACION: Cuando ajuste la pistola para cordón a trazos,cordón a puntos, o cordón modulado, el icono de trazos aparecerádebajo del número de pistola, indicando que el encolado generadopor la pistola es del tipo de cordón a trazos. Este icono aparecerácada vez que vea o cambie el ajuste de encolado y este seleccionadoel ajuste de pistola para el cordón a trazos, cordón a puntos, o cordónmodulado.
7. Dependiendo del ajuste elegido en el paso anterior, verá uno de lossiguientes tres ajustes en la pantalla. Utilice las teclas de navegaciónpara introducir el valor deseado del ajuste.
Tab. 6-4 Ajustes para diferentes encolados de cordón personalizados
Abreviatura delajuste
Nombre delajuste
Explicación del ajuste Ajuste pordefecto
Ajustesposibles
G-SAV Ahorros de cola Permite especificar el porcentaje decola que desea ahorrar al seleccionarel tipo de cordón a trazos
50 % 10-90 %
TIME Tiempo deapertura depistola
Permite especificar el tiempo que lapistola está abierta si selecciona eltipo de cordón a puntos
10.0 ms 0.5–1999.0 ms
SPEEd Velocidad deactivación
Permite ajustar la velocidad a la queel control comienza a producir uncordón modulado
200 m/min(660 ft/min)
0–300 m/min(0–990 ft/min)
8. El ajuste de intervalo de sub-cordón (INTVL) se visualizará. Decida sidesea cambiar el intervalo (la distancia desde el inicio de unsub-cordón al inicio del siguiente) del ajuste por defecto de25 mm (1.0 ”). Si no desea cambiar el intervalo, pulse ENTER. Si lohace, utilice la tecla up (arriba) o down (abajo) para cambiar elintervalo y pulse enter. Si está preparando el controlador paragenerar cordón a trazos (b-TYP = 2), vea la Tabla 6-5 para encontrarel intervalo mínimo que se puede ajustar para los diferentes valoresde compensación de pistola.
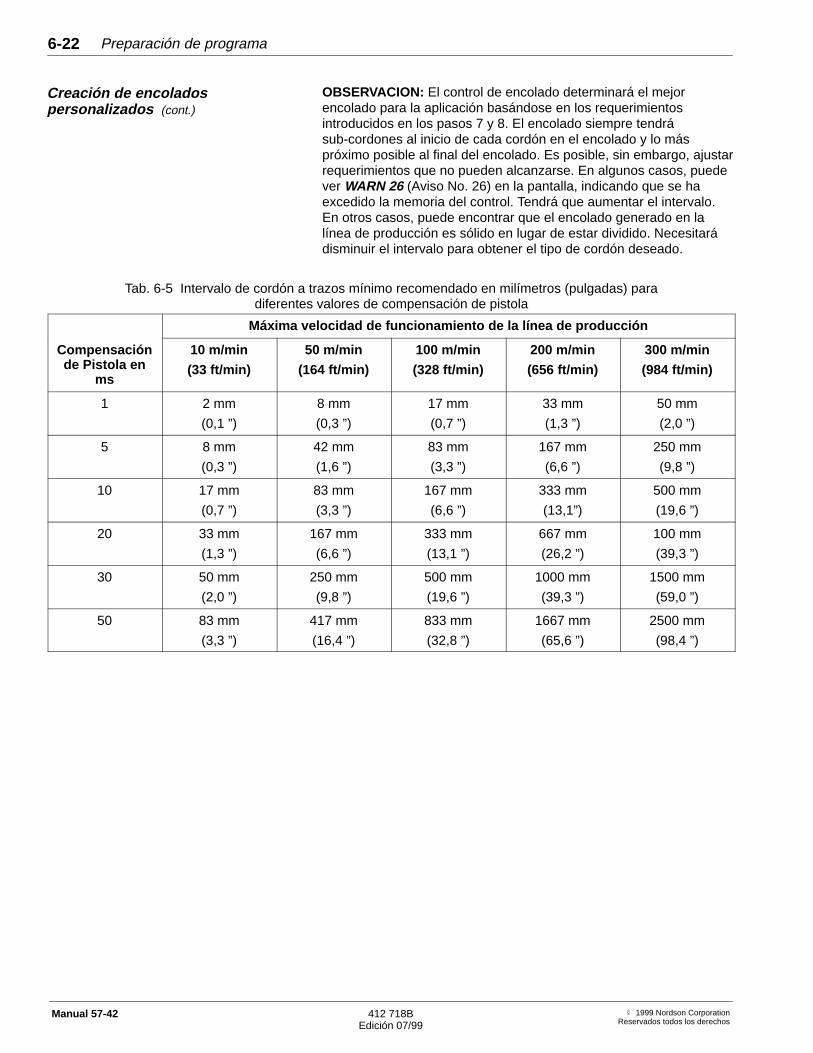
Preparación de programa6-22
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
OBSERVACION: El control de encolado determinará el mejorencolado para la aplicación basándose en los requerimientosintroducidos en los pasos 7 y 8. El encolado siempre tendrásub-cordones al inicio de cada cordón en el encolado y lo máspróximo posible al final del encolado. Es posible, sin embargo, ajustarrequerimientos que no pueden alcanzarse. En algunos casos, puedever WARN 26 (Aviso No. 26) en la pantalla, indicando que se haexcedido la memoria del control. Tendrá que aumentar el intervalo.En otros casos, puede encontrar que el encolado generado en lalínea de producción es sólido en lugar de estar dividido. Necesitarádisminuir el intervalo para obtener el tipo de cordón deseado.
Tab. 6-5 Intervalo de cordón a trazos mínimo recomendado en milímetros (pulgadas) paradiferentes valores de compensación de pistola
Máxima velocidad de funcionamiento de la línea de producción
Compensaciónde Pistola en
ms
10 m/min
(33 ft/min)
50 m/min
(164 ft/min)
100 m/min
(328 ft/min)
200 m/min
(656 ft/min)
300 m/min
(984 ft/min)
1 2 mm
(0,1 ”)
8 mm
(0,3 ”)
17 mm
(0,7 ”)
33 mm
(1,3 ”)
50 mm
(2,0 ”)
5 8 mm
(0,3 ”)
42 mm
(1,6 ”)
83 mm
(3,3 ”)
167 mm
(6,6 ”)
250 mm
(9,8 ”)
10 17 mm
(0,7 ”)
83 mm
(3,3 ”)
167 mm
(6,6 ”)
333 mm
(13,1”)
500 mm
(19,6 ”)
20 33 mm
(1,3 ”)
167 mm
(6,6 ”)
333 mm
(13,1 ”)
667 mm
(26,2 ”)
100 mm
(39,3 ”)
30 50 mm
(2,0 ”)
250 mm
(9,8 ”)
500 mm
(19,6 ”)
1000 mm
(39,3 ”)
1500 mm
(59,0 ”)
50 83 mm
(3,3 ”)
417 mm
(16,4 ”)
833 mm
(32,8 ”)
1667 mm
(65,6 ”)
2500 mm
(98,4 ”)
Creación de encoladospersonalizados (cont.)
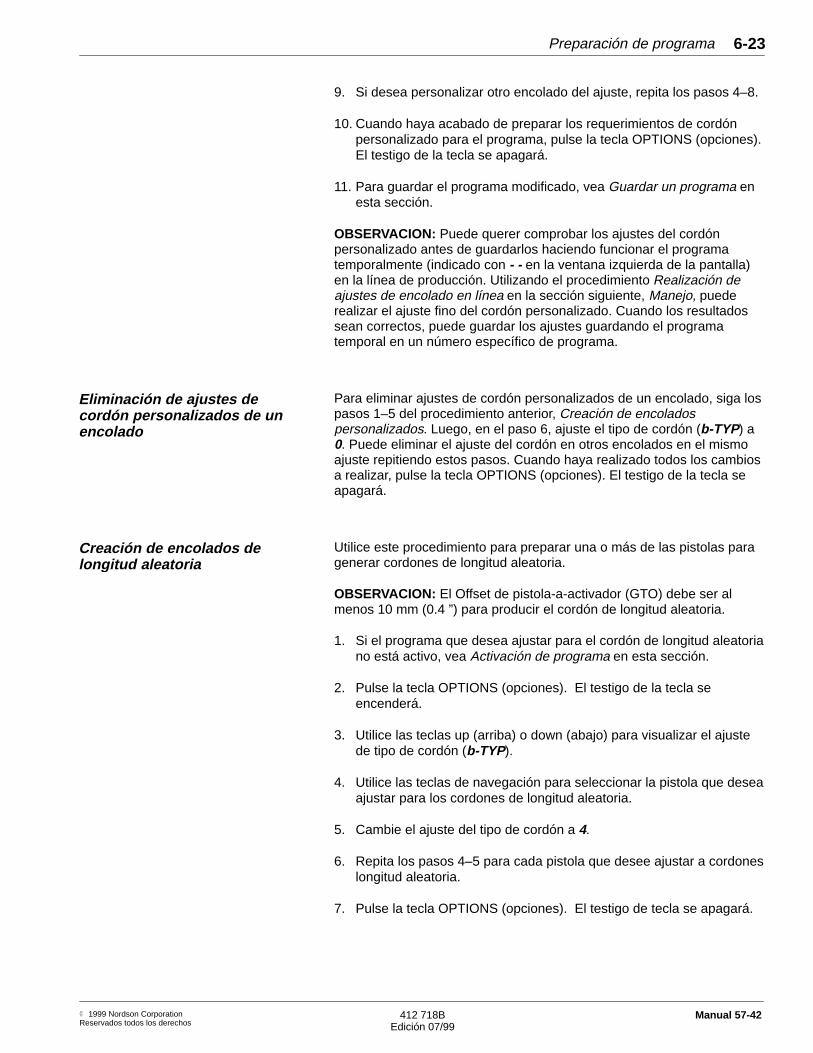
Preparación de programa 6-23
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
9. Si desea personalizar otro encolado del ajuste, repita los pasos 4–8.
10. Cuando haya acabado de preparar los requerimientos de cordónpersonalizado para el programa, pulse la tecla OPTIONS (opciones).El testigo de la tecla se apagará.
11. Para guardar el programa modificado, vea Guardar un programa enesta sección.
OBSERVACION: Puede querer comprobar los ajustes del cordónpersonalizado antes de guardarlos haciendo funcionar el programatemporalmente (indicado con - - en la ventana izquierda de la pantalla)en la línea de producción. Utilizando el procedimiento Realización deajustes de encolado en línea en la sección siguiente, Manejo, puederealizar el ajuste fino del cordón personalizado. Cuando los resultadossean correctos, puede guardar los ajustes guardando el programatemporal en un número específico de programa.
Para eliminar ajustes de cordón personalizados de un encolado, siga lospasos 1–5 del procedimiento anterior, Creación de encoladospersonalizados. Luego, en el paso 6, ajuste el tipo de cordón (b-TYP) a0. Puede eliminar el ajuste del cordón en otros encolados en el mismoajuste repitiendo estos pasos. Cuando haya realizado todos los cambiosa realizar, pulse la tecla OPTIONS (opciones). El testigo de la tecla seapagará.
Utilice este procedimiento para preparar una o más de las pistolas paragenerar cordones de longitud aleatoria.
OBSERVACION: El Offset de pistola-a-activador (GTO) debe ser almenos 10 mm (0.4 ”) para producir el cordón de longitud aleatoria.
1. Si el programa que desea ajustar para el cordón de longitud aleatoriano está activo, vea Activación de programa en esta sección.
2. Pulse la tecla OPTIONS (opciones). El testigo de la tecla seencenderá.
3. Utilice las teclas up (arriba) o down (abajo) para visualizar el ajustede tipo de cordón (b-TYP).
4. Utilice las teclas de navegación para seleccionar la pistola que deseaajustar para los cordones de longitud aleatoria.
5. Cambie el ajuste del tipo de cordón a 4.
6. Repita los pasos 4–5 para cada pistola que desee ajustar a cordoneslongitud aleatoria.
7. Pulse la tecla OPTIONS (opciones). El testigo de tecla se apagará.
Eliminación de ajustes decordón personalizados de unencolado
Creación de encolados delon gitud aleatoria
Preparación de programa6-24
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
8. Si la pistola 1 no está ajustada para cordones de longitud aleatoria,utilice las teclas de navegación para seleccionar la primera pistolaque desea ajustar a estos cordones. La pantalla aparecerá como semuestra en la Figura 6-13.
5742046A1 2
Fig. 6-13 Pantalla mostrando el ajuste de longitud aleatoria
1. Ajuste de margen del bordeentrada
2. Ajuste de margen del borde desalida
9. Utilice las teclas de navegación para introducir el ajuste del margendel borde de entrada. Si no desea un margen de entrada, deje elajuste (o cambielo) a cero.
10. Utilice las teclas de navegación para introducir el ajuste del margendel borde de salida. Si no desea un margen de salida, deje el ajuste(o cambielo) a cero.
OBSERVACION: El margen del borde de salida debe ser siempreinferior a la GTO (distancia pistola-a-activador).
11. Repita los pasos 9–11 para cada pistola que desee definir un margen(o márgenes).
12. Para guardar un programa modificado, vea Guardar un programa enesta sección.
Utilice este procedimiento para copiar los ajustes del tipo de cordón deuna pistola a otra. Cuando copia ajustes de trazos, se copian ambosajustes de intervalo y uno de los siguientes ajustes, dependiendo del tipode cordón que se este copiando:
� ahorros de cola (al copiar ajustes de cordón a trazos)� tiempo de apertura de pistola (al copiar ajustes de cordón a
puntos)� velocidad de activación (al copiar ajustes de cordón modulado)� márgenes (al copiar ajustes de cordón de longitud aleatoria)
Se puede copiar ajustes a una pistola del mismo o distinto programa.
Creación de encolados delon gitud aleatoria (cont.)
Copia de ajustes de tipo decordón
Preparación de programa 6-25
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
1. Pulse la tecla OPTIONS (opciones). El testigo de la tecla seencenderá. El número de programa activo aparecerá en la ventanaizquierda de la pantalla.
2. Utilice la tecla down (abajo) para seleccionar el ajuste de tipo decordón (b-TYP). El número de la pistola seleccionada aparecerá enla ventana de pistola.
3. Si quiere copiar los ajustes de una pistola distinta de la seleccionada,utilice las teclas up (arriba) o down (abajo) para cambiar el númerode pistola.
4. Pulse la tecla SHIFT (cambio). El testigo de la tecla se encenderá.
OBSERVACION: Cuando ajuste la pistola para cordón a trazos,cordón a puntos, o cordón modulado, el icono de trazos aparecerádebajo del número de pistola, indicando que el encolado generadopor la pistola es del tipo de cordón a trazos. Este icono aparecerácada vez que vea o cambie el ajuste de encolado y este seleccionadoel ajuste de pistola para el cordón a trazos, cordón a puntos, o cordónmodulado.
5. Pulse la tecla COPY (copiar). La palabra COPY aparecerábrevemente en la pantalla, los ajustes de tipo de cordón se copiaránen la memoria del controlador, y el testigo de la tecla SHIFT (cambio)se apagará.
6. Utilice las teclas de navegación para seleccionar el número de pistoladonde quiere copiar los ajustes.
7. Pulse la tecla SHIFT (cambio). El testigo de la tecla se encenderá.
8. Pulse la tecla PASTE (pegar). La palabra PASTE aparecerábrevemente en la pantalla, los ajustes de tipo de cordón se copiaránen la pistola seleccionada y el testigo de la tecla SHIFT (cambio) seapagará.
9. Si desea copiar el mismo ajuste en otra pistola, repita Pasos 6–8.
10. Cuando haya acabado de copiar y pegar los ajustes de tipo decordón, pulse la tecla OPTIONS (opciones). El testigo de la tecla seapagará.
11. Para guardar el programa modificado, vea Guardar un programa enesta sección.
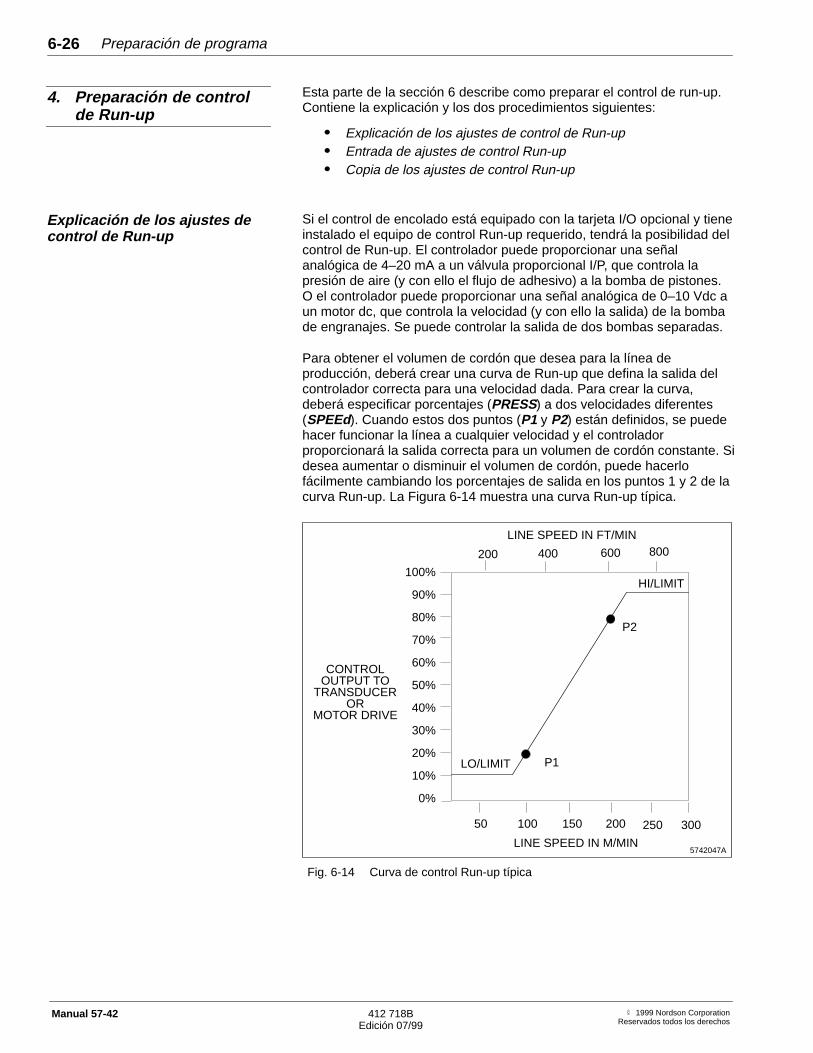
Preparación de programa6-26
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Esta parte de la sección 6 describe como preparar el control de run-up.Contiene la explicación y los dos procedimientos siguientes:
� Explicación de los ajustes de control de Run-up� Entrada de ajustes de control Run-up� Copia de los ajustes de control Run-up
Si el control de encolado está equipado con la tarjeta I/O opcional y tieneinstalado el equipo de control Run-up requerido, tendrá la posibilidad delcontrol de Run-up. El controlador puede proporcionar una señalanalógica de 4–20 mA a un válvula proporcional I/P, que controla lapresión de aire (y con ello el flujo de adhesivo) a la bomba de pistones.O el controlador puede proporcionar una señal analógica de 0–10 Vdc aun motor dc, que controla la velocidad (y con ello la salida) de la bombade engranajes. Se puede controlar la salida de dos bombas separadas.
Para obtener el volumen de cordón que desea para la línea deproducción, deberá crear una curva de Run-up que defina la salida delcontrolador correcta para una velocidad dada. Para crear la curva,deberá especificar porcentajes (PRESS) a dos velocidades diferentes(SPEEd). Cuando estos dos puntos (P1 y P2) están definidos, se puedehacer funcionar la línea a cualquier velocidad y el controladorproporcionará la salida correcta para un volumen de cordón constante. Sidesea aumentar o disminuir el volumen de cordón, puede hacerlofácilmente cambiando los porcentajes de salida en los puntos 1 y 2 de lacurva Run-up. La Figura 6-14 muestra una curva Run-up típica.
5742047A
200 400 600 800
50 100 150 200 250 300
LINE SPEED IN M/MIN
LINE SPEED IN FT/MIN
CONTROLOUTPUT TO
TRANSDUCER
P1
P2
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
0%
ORMOTOR DRIVE
HI/LIMIT
LO/LIMIT
Fig. 6-14 Curva de control Run-up típica
4. Preparación de controlde Run-up
Explicación de los ajustes decontrol de Run-up

Preparación de programa 6-27
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice la tabla siguiente para determinar los ajustes de control de Run-upque desea cambiar del ajuste por defecto o revisar de uno previo.
Tab. 6-6 Explicación de los ajustes de control Run-up
Abreviatura delajuste
Nombre delajuste
Explicación del ajuste Ajuste pordefecto
Ajustesposibles
P1/SPEEd Velocidad en elpunto 1 de lacurva Run-up
Utilizado para introducir la menor de lasvelocidades a la que se especifica elcontrol de presión deseado
0 m/min(0 ft/min)
0–300 m/min(0–990 ft/min)
P1/PRESS Porcentaje desalida en elpunto 1 paracontrol depresión
Utilizado para ajustar los porcentajes desalida a la velocidad en el punto 1 de lacurva Run-up. El P1 debe ser develocidad y porcentaje de salida inferiora los valores del P2.
10 % 0–100 %
P2/SPEEd Velocidad en elpunto 2 de lacurva Run-up
Utilizado para introducir la mayor de lasvelocidades a la que se especifica elcontrol de presión deseado
100 m/min(330 ft/min)
0–300 m/min(0–990 ft/min)
P2/PRESS Porcentaje desalida en elpunto 2 paracontrol depresión
Utilizado para ajustar los porcentajes desalida a la velocidad en el punto 2 de lacurva Run-up. El P2 debe ser develocidad y porcentaje de salida superiora los valores del P1.
100 % 0–100 %
LO/LIMIT Salida mínima Utilizada para ajustar la salida mínima.La salida no bajará de este punto,incluso si la línea reduce a muy bajavelocidad o se para.
0 % 0–100 %
HI/LIMIT Salida máxima Utilizada para ajustar la salida máxima.La salida no excederá este punto, sinimportar los aumentos de velocidad de lalínea.
100 % 0–100 %
PURGE Porcentaje desalida paraoperación depurga
Utilizado para ajustar la presión de laoperación de purga de la pistola al ajustedeseado
50 % 0–100 %

Preparación de programa6-28
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Si el control de encolado está equipado con control Run-up, utilice esteprocedimiento para introducir ajustes Run-up.
OBSERVACION: Si ya ha introducido los ajustes de un programa y sonlos mismos para otro, puede copiar los ajustes un programa a otro. Veael procedimiento siguiente, Copia de los ajustes de control Run-up.
1. Encienda el sistema de termofusible e arranque la línea deproducción.
2. Pulse la tecla RUN UP. El testigo de la tecla se encenderá.
OBSERVACION: Si el testigo de la tecla no se enciende al pulsar latecla RUN UP, el control de encolado no está equipado con la tarjetaI/O opcional que proporciona las funciones de control Run-up.
3. Utilice las teclas de navegación para seleccionar el número de salidaRun-up (1 o 2) que desee preparar.
5742048A
1 2 3 4 5 6
Fig. 6-15 Información proporcionada en las ventanas de la pantalla alintroducir ajustes de Run-up (se muestra información típica)
1. Número de programa2. Número de salida3. Ventana en blanco
4. Abreviación para punto 1 o 25. Abreviatura del ajuste6. Valor del ajuste
4. Reduzca la línea de producción al margen inferior del rango develocidad. Dejela un tiempo para eliminar fluctuaciones.
5. Utilizando las teclas de navegación, seleccione el ajuste de velocidad(P1/SPEEd) para el punto inferior de la curva Run-up y luegoseleccione el valor actual para este ajuste en la ventana derecha dela pantalla.
6. Pulse la tecla SHIFT (cambio) y luego COPY (copiar). El controlcaptura la velocidad actual y lo muestra en la ventana derecha de lapantalla.
Entrada de ajustes de controlde Run-up

Preparación de programa 6-29
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
7. Pulse la tecla RUN en el control de encolado y ponga productos en lalínea.
8. Utilizando las teclas de navegación, seleccione el valor actual deporcentaje de salida de control Run-up (P1/PRESS).
9. Utilice las teclas up (arriba) y down (abajo) para cambiar elporcentaje de salida hasta obtener el volumen de cordón deseado enel producto.
10. Aumente la velocidad de la línea al valor máximo del rango develocidad. Deje un tiempo para eliminar las fluctuaciones.
11. Utilizando las teclas de navegación, seleccione el ajuste de velocidad(P2/SPEEd) para el punto superior de la curva Run-up y luegoseleccione el valor actual para este ajuste en la ventana derecha dela pantalla.
12. Pulse la tecla SHIFT (cambio) y luego COPY (copiar). El controlcaptura la velocidad actual y lo muestra en la ventana derecha de lapantalla.
13. Utilizando las teclas de navegación, seleccione el valor actual deporcentaje de salida de control Run-up (P2/PRESS).
14. Utilice las teclas up (arriba) y down (abajo) para cambiar elporcentaje de salida hasta obtener el volumen de cordón deseado enel producto.
15. Si desea ajustar el porcentaje de salida mínimo (LO/LIMIT ) o máximo(HI/LIMIT), utilice las teclas de navegación para seleccionar estosajustes e introducir los valores deseados.
OBSERVACION: Si ajusta la salida mínima por encima de la salidamáxima, aparecerá el aviso WARN 37 en la pantalla. Para eliminar elaviso, deberá ajustar la salida mínima por debajo del ajuste de salidamáxima.
16. Utilice las teclas de navegación para seleccionar el porcentaje desalida de purga (PURGE). Cambie el valor del ajuste si no desea quepurgue al 50 por cien de la salida del controlador, que es el ajuste pordefecto.
17. Si posee un segundo sistema de control de Run-up conectado alcontrol de encolado, repita los pasos 3–15 para la segunda salida. Si el ajuste es el mismo que en la primera salida, puede copiarlospara el número de salida 1 siguiendo el procedimiento Copia de losajustes de control Run-up.
Preparación de programa6-30
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
18. Pulse la tecla RUN UP. El testigo de la tecla se apagará.
19. Para guardar los ajustes de control Run-up, vea Guardar unprograma en esta sección.
20. Registre los ajustes de control Run-up. Vea Registro de ajustes deprograma al final de esta sección.
Se pueden copiar todos los ajustes Run-up de una salida a otra (si poseedos sistemas de control Run-up) o de un programa a otro. Si la salida dela que copia los ajustes ya posee unos ajustes, estos nuevos sustituirán(sobreescribirán) a los existentes.
1. Si el programa que contiene el encolado que desea copiar no estáactivo, activelo. Vea según necesite Activación de programa en estasección. Si el testigo de la tecla RUN UP no está encendido, pulse latecla RUN UP. Seleccione la salida que posee los ajustes a copiar. Elnúmero de salidas (1 o 2) parpadeará.
2. Pulse la tecla SHIFT (cambio). El testigo de la tecla se encenderá.
3. Pulse la tecla COPY (copiar). La palabra COPY aparecerábrevemente en la pantalla y los ajustes de la salida Run-up secopiarán. El testigo de la tecla SHIFT (cambio) se apagará.
4. Utilice las teclas up (arriba) o down (abajo) para seleccionar la salidadonde desea insertar los ajustes copiados. El número de salidaparpadeará.
OBSERVACION: También puede salir del programa actual, activarotro programa, y pegar los ajustes Run-up en el programa nuevo.
5. Pulse la tecla SHIFT (cambio). El testigo de la tecla se encenderá.
6. Pulse la tecla PASTE (pegar). La palabra PASTE aparecerábrevemente en la pantalla y los ajustes se insertarán en la salidaseleccionada. El testigo de la tecla SHIFT (cambio) se apagará.
7. Si desea guardar este cambio, vea Guardar un programa en estasección.
Entrada de ajustes de controlRun-up (cont.)
Copia de los ajustes de controlRun-up

Preparación de programa 6-31
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Esta parte de la sección 6 describe como dirigir los programas. Contienelos siguientes procedimientos:
� Activación de programa� Cambio de programa� Guardar un programa� Copia de programa� Sobreescritura de un programa� Registro de ajustes de programa
Para las instrucciones de uso de los programas desde un panel remoto,vea Activación de programa desde panel remoto en la sección siguiente,Manejo.
Utilice este procedimiento para cambiar el programa activo al que deseautilizar. Puede determinar cual es el programa activo comprobando laventana izquierda de la pantalla. Si la ventana está en blanco, elprograma activo se visualizará al pulsar la tecla USE (uso).
OBSERVACION: Para realizar este procedimiento, el testigo REMOTEdel panel del operador debe estar apagado. Si está encendido, la teclaUSE (uso) estará bloqueada y no podrá cambiar los programas desde elpanel del operador. Para obtener acceso a la tecla USE (uso), veaCambio entre activación de programa local y remoto cerca del final de lasección siguiente, Manejo.
1. Si el testigo de la tecla RUN está encendido, pulse la tecla. El testigose apagará y, si la línea de producción está en marcha, el sistema sedetendrá generando ajustes de encolado.
OBSERVACION: Si no sale del modo run y la línea de producciónestá en marcha, la unidad comenzará generando el ajuste deencolado del programa activado durante la producción.
2. Pulse la tecla USE (uso). El testigo de la tecla se encenderá y elnúmero de programa activo (ACTIV) parpadeará en la ventanaizquierda de la pantalla.
3. Si quiere activar otro programa, utilice las teclas up (arriba) o down(abajo) para cambiar el número parpadeando al número de programaguardado que desee activar.
4. Pulse ENTER. La pantalla visualizará la palabra WAIT mientras secarga el programa. El número de programa seleccionado apareceráen la ventana izquierda de la pantalla, y se verá la pantalla dedefinición de encolado. El testigo USE se apagará.
5. Dirección de programa
Activación de programa
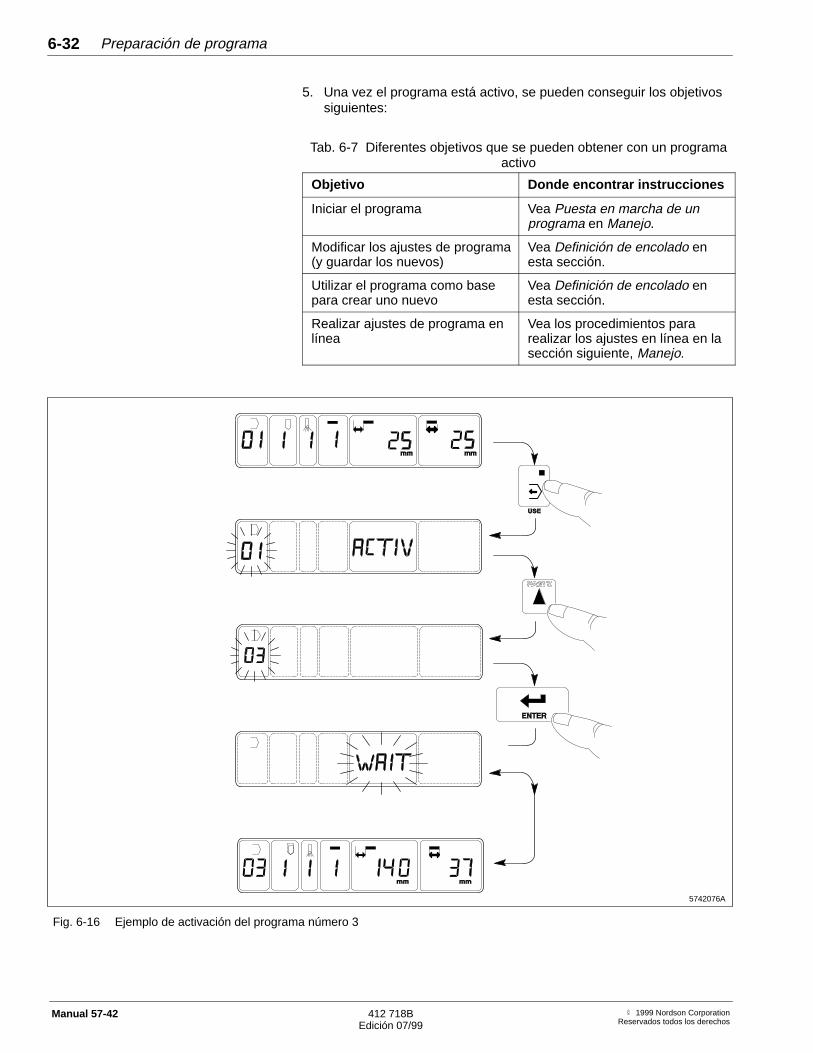
Preparación de programa6-32
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5. Una vez el programa está activo, se pueden conseguir los objetivossiguientes:
Tab. 6-7 Diferentes objetivos que se pueden obtener con un programaactivo
Objetivo Donde encontrar instrucciones
Iniciar el programa Vea Puesta en marcha de unprograma en Manejo.
Modificar los ajustes de programa(y guardar los nuevos)
Vea Definición de encolado enesta sección.
Utilizar el programa como basepara crear uno nuevo
Vea Definición de encolado enesta sección.
Realizar ajustes de programa enlínea
Vea los procedimientos pararealizar los ajustes en línea en lasección siguiente, Manejo.
5742076A
Fig. 6-16 Ejemplo de activación del programa número 3
Preparación de programa 6-33
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice los procedimientos Preparación de programa para realizarcambios en los programas guardados. Al hacer el primer cambio en unprograma, el número de programa en la ventana izquierda de la pantallacambiará del número de programa a dos guiones (- -). Los guionesindican que el programa se ha modificado y se está visualizandoprograma modificado, temporal, y sin guardar . Puede continuarrealizando cambios, pero al finalizar, tendrá tres opciones. Puedeconseguir los objetivos siguientes realizando la acción apropiada.
� Guardar el programa temporal como un nuevo programaguardándolo en el siguiente número de programa libre (le permitemantener el programa activado y sus ajustes originales)
� Sustituir el programa activado con el programa temporalsobreescribiendo en el programa activo (y guardando el programatemporal con el número del programa activo)
� Borrar el programa temporal de la memoria sin activar ningúnprograma activo
Utilice este procedimiento para guardar un programa donde hayarealizado cambios o haya realizado una copia de un programa guardadoy guardarlo en número de programa diferente.
1. Pulse la tecla SAVE (guardar). El testigo de la tecla se encenderá.
2. Compruebe la pantalla y vea la tabla siguiente para la acciónadecuada.
Tab. 6-8 Instrucciones para entrada de contraseña
Estado de la pantalla Acción
La ventana izquierda de lapantalla parpadea el número deprograma activo (ACTIV)
Vaya al paso 3.
La pantalla le indica queintroduzca la contraseña(PASSW).
Cambie el número visualizado(500) por la contraseña y pulseENTER. Si ha introducido lacontraseña correcta, la ventanaizquierda parpadeará el númerode programa activo (ACTIV).Vaya al paso 3.
Cambio de programa
Guardar un programa
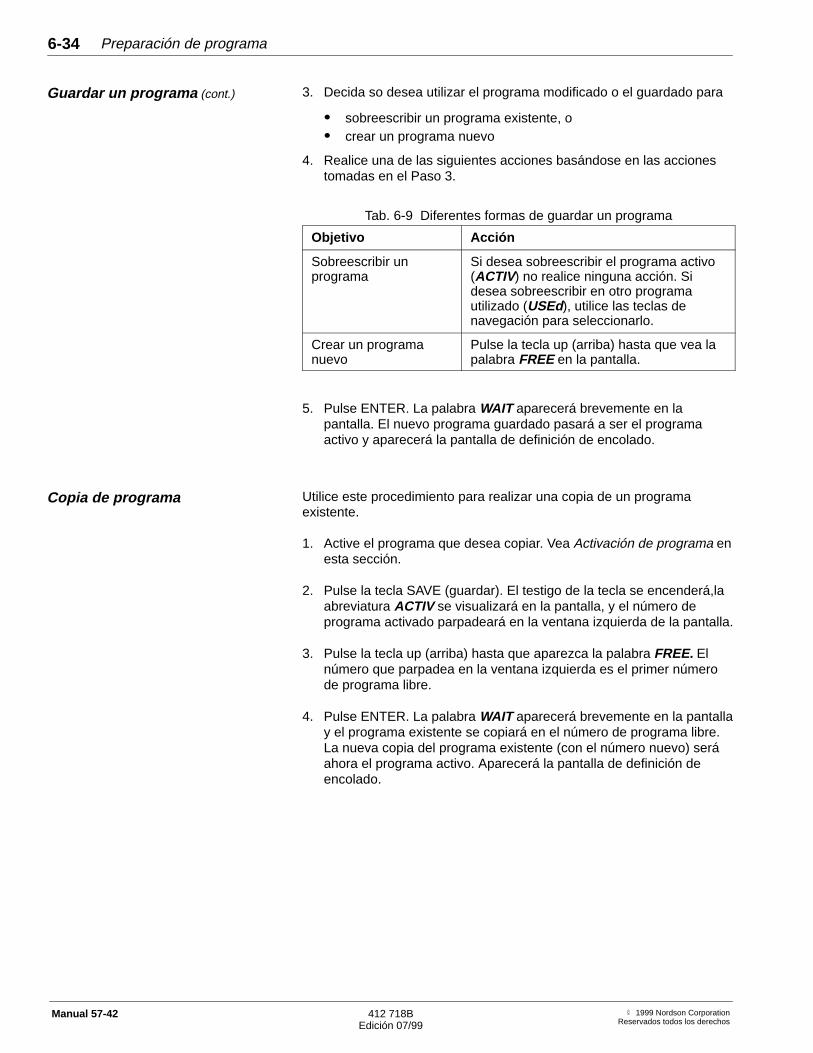
Preparación de programa6-34
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
3. Decida so desea utilizar el programa modificado o el guardado para
� sobreescribir un programa existente, o� crear un programa nuevo
4. Realice una de las siguientes acciones basándose en las accionestomadas en el Paso 3.
Tab. 6-9 Diferentes formas de guardar un programa
Objetivo Acción
Sobreescribir unprograma
Si desea sobreescribir el programa activo(ACTIV) no realice ninguna acción. Sidesea sobreescribir en otro programautilizado (USEd), utilice las teclas denavegación para seleccionarlo.
Crear un programanuevo
Pulse la tecla up (arriba) hasta que vea lapalabra FREE en la pantalla.
5. Pulse ENTER. La palabra WAIT aparecerá brevemente en lapantalla. El nuevo programa guardado pasará a ser el programaactivo y aparecerá la pantalla de definición de encolado.
Utilice este procedimiento para realizar una copia de un programaexistente.
1. Active el programa que desea copiar. Vea Activación de programa enesta sección.
2. Pulse la tecla SAVE (guardar). El testigo de la tecla se encenderá,laabreviatura ACTIV se visualizará en la pantalla, y el número deprograma activado parpadeará en la ventana izquierda de la pantalla.
3. Pulse la tecla up (arriba) hasta que aparezca la palabra FREE. Elnúmero que parpadea en la ventana izquierda es el primer númerode programa libre.
4. Pulse ENTER. La palabra WAIT aparecerá brevemente en la pantallay el programa existente se copiará en el número de programa libre.La nueva copia del programa existente (con el número nuevo) seráahora el programa activo. Aparecerá la pantalla de definición deencolado.
Guardar un programa (cont.)
Copia de programa
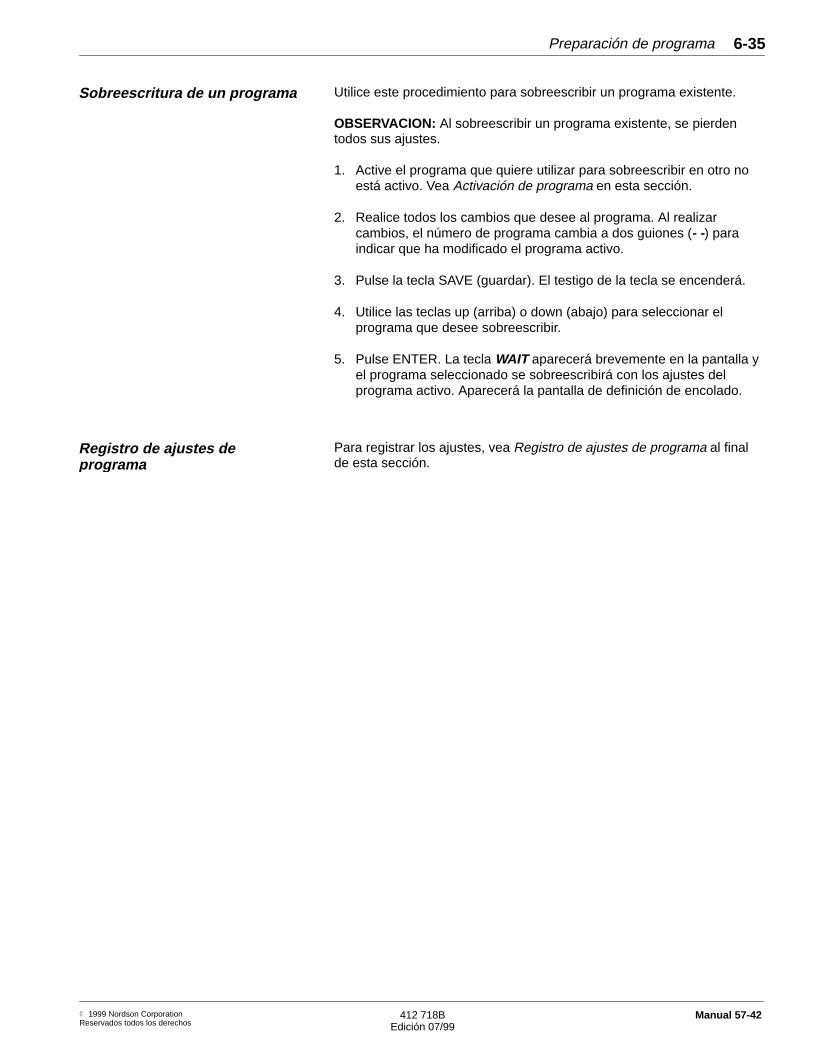
Preparación de programa 6-35
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para sobreescribir un programa existente.
OBSERVACION: Al sobreescribir un programa existente, se pierdentodos sus ajustes.
1. Active el programa que quiere utilizar para sobreescribir en otro noestá activo. Vea Activación de programa en esta sección.
2. Realice todos los cambios que desee al programa. Al realizarcambios, el número de programa cambia a dos guiones (- -) paraindicar que ha modificado el programa activo.
3. Pulse la tecla SAVE (guardar). El testigo de la tecla se encenderá.
4. Utilice las teclas up (arriba) o down (abajo) para seleccionar elprograma que desee sobreescribir.
5. Pulse ENTER. La tecla WAIT aparecerá brevemente en la pantalla yel programa seleccionado se sobreescribirá con los ajustes delprograma activo. Aparecerá la pantalla de definición de encolado.
Para registrar los ajustes, vea Registro de ajustes de programa al finalde esta sección.
Sobreescritura de un programa
Registro de ajustes deprograma
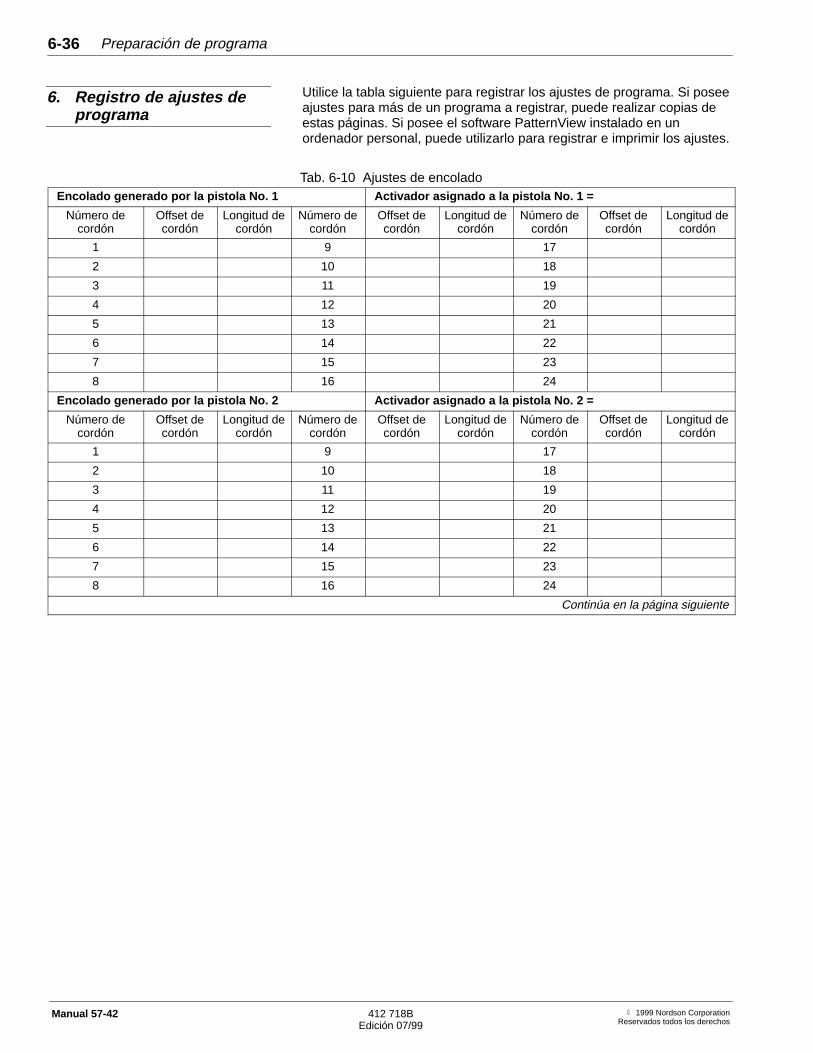
Preparación de programa6-36
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice la tabla siguiente para registrar los ajustes de programa. Si poseeajustes para más de un programa a registrar, puede realizar copias deestas páginas. Si posee el software PatternView instalado en unordenador personal, puede utilizarlo para registrar e imprimir los ajustes.
Tab. 6-10 Ajustes de encoladoEncolado generado por la pistola No. 1 Activador asignado a la pistola No. 1 =
Número decordón
Offset decordón
Longitud decordón
Número decordón
Offset decordón
Longitud decordón
Número decordón
Offset decordón
Longitud decordón
1 9 17
2 10 18
3 11 19
4 12 20
5 13 21
6 14 22
7 15 23
8 16 24
Encolado generado por la pistola No. 2 Activador asignado a la pistola No. 2 =
Número decordón
Offset decordón
Longitud decordón
Número decordón
Offset decordón
Longitud decordón
Número decordón
Offset decordón
Longitud decordón
1 9 17
2 10 18
3 11 19
4 12 20
5 13 21
6 14 22
7 15 23
8 16 24
Continúa en la página siguiente
6. Registro de ajustes deprograma

Preparación de programa 6-37
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Encolado generado por la pistola No. 3 Activador asignado a la pistola No. 3 =
Número decordón
Offset decordón
Longitud decordón
Número decordón
Offset decordón
Longitud decordón
Número decordón
Offset decordón
Longitud decordón
1 9 17
2 10 18
3 11 19
4 12 20
5 13 21
6 14 22
7 15 23
8 16 24
Encolado generado por la pistola No. 4 Activador asignado a la pistola No. 4 =
Número decordón
Offset decordón
Longitud decordón
Número decordón
Offset decordón
Longitud decordón
Número decordón
Offset decordón
Longitud decordón
1 9 17
2 10 18
3 11 19
4 12 20
5 13 21
6 14 22
7 15 23
8 16 24
NOTA A: Puede guardar hasta 50 programas en la memoria. Realice una copia de estas hojas para registrar los ajustesde encolado de cada programa creado y guardado.
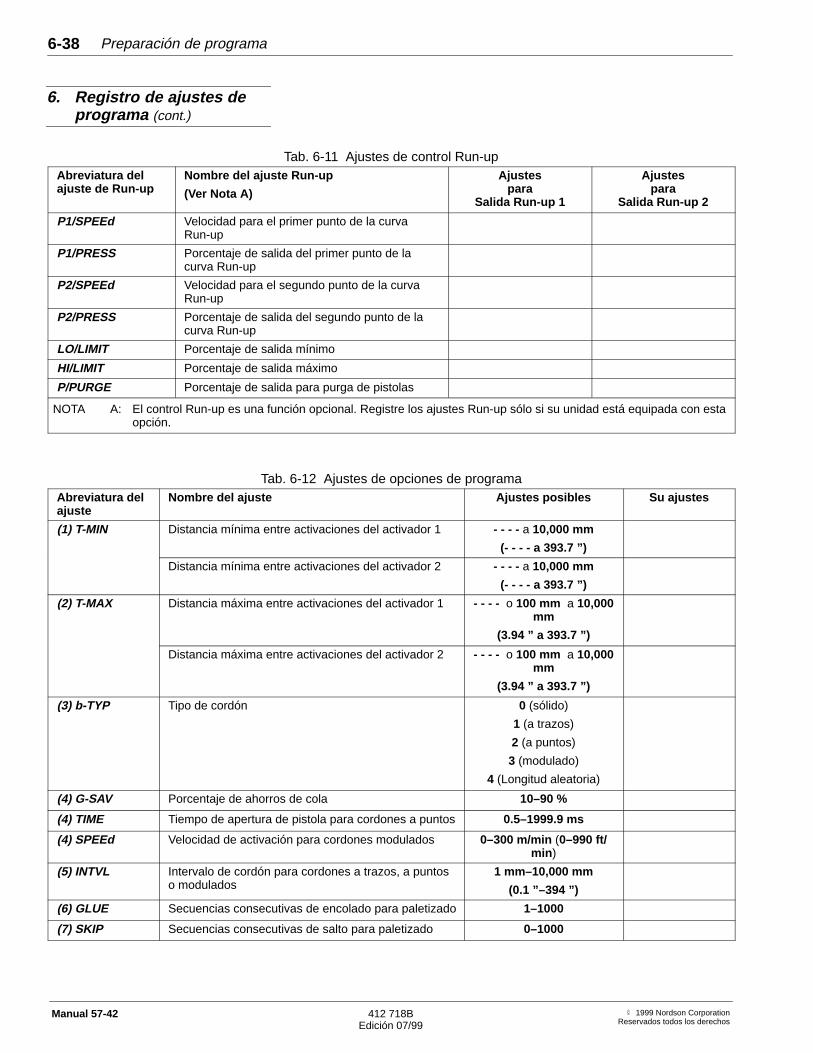
Preparación de programa6-38
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Tab. 6-11 Ajustes de control Run-upAbreviatura delajuste de Run-up
Nombre del ajuste Run-up
(Ver Nota A)
Ajustespara
Salida Run-up 1
Ajustespara
Salida Run-up 2
P1/SPEEd Velocidad para el primer punto de la curvaRun-up
P1/PRESS Porcentaje de salida del primer punto de lacurva Run-up
P2/SPEEd Velocidad para el segundo punto de la curvaRun-up
P2/PRESS Porcentaje de salida del segundo punto de lacurva Run-up
LO/LIMIT Porcentaje de salida mínimo
HI/LIMIT Porcentaje de salida máximo
P/PURGE Porcentaje de salida para purga de pistolas
NOTA A: El control Run-up es una función opcional. Registre los ajustes Run-up sólo si su unidad está equipada con estaopción.
Tab. 6-12 Ajustes de opciones de programaAbreviatura delajuste
Nombre del ajuste Ajustes posibles Su ajustes
(1) T-MIN Distancia mínima entre activaciones del activador 1 - - - - a 10,000 mm
(- - - - a 393.7 ”)
Distancia mínima entre activaciones del activador 2 - - - - a 10,000 mm
(- - - - a 393.7 ”)
(2) T-MAX Distancia máxima entre activaciones del activador 1 - - - - o 100 mm a 10,000mm
(3.94 ” a 393.7 ”)
Distancia máxima entre activaciones del activador 2 - - - - o 100 mm a 10,000mm
(3.94 ” a 393.7 ”)
(3) b-TYP Tipo de cordón 0 (sólido)
1 (a trazos)
2 (a puntos)
3 (modulado)
4 (Longitud aleatoria)
(4) G-SAV Porcentaje de ahorros de cola 10–90 %
(4) TIME Tiempo de apertura de pistola para cordones a puntos 0.5–1999.9 ms
(4) SPEEd Velocidad de activación para cordones modulados 0–300 m/min (0–990 ft/min )
(5) INTVL Intervalo de cordón para cordones a trazos, a puntoso modulados
1 mm–10,000 mm
(0.1 ”–394 ”)
(6) GLUE Secuencias consecutivas de encolado para paletizado 1–1000
(7) SKIP Secuencias consecutivas de salto para paletizado 0–1000
6. Registro de ajustes deprograma (cont.)
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Sección 7
Manejo

Manejo7-0
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Manejo 7-1
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Sección 7Manejo
Esta sección describe como manejar el sistema de control de encolado.Esta dividido en tres partes principales:
� Procedimientos de manejo� Procedimientos de monitorizado� Procedimientos para manejo remoto
Las dos primeras partes de esta sección contienen procedimientos paraaplicar a todas las unidades. La tercera parte contiene un procedimientoque se aplica a todas las unidades, Detención de sistema de formaremota (con notificación de fallo). Los procedimientos restantes de estaparte se aplican a sólo a las unidades con tarjeta opcional I/O. La tarjetaopcional I/O proporciona la posibilidad de activación remota deprogramas y control de fallos y avisos.
5742060A
ÄÄÄÄÄÄÄÄÄÄÄÄ
ÄÄÄÄÄÄ
ÄÄÄÄÄÄÄÄÄ
Fig. 7-1 Operador en el panel del operador de control de encolado
1. Introducción
Manejo7-2
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Tenga en cuenta los siguientes avisos al manejar el sistema de controlde encolado.
AVISO: Proceda con precaución después de conectar,desconectar o realizar algún tipo de cambio en el cableado oequipo conectado al control de encolado. Después de realizaralguna modificación en el cableado o dispositivos conectados alcontrol, siga los procedimientos de comprobación enPreparación de la puesta a punto en la sección Instalación. Elno seguir estos procedimientos y otros necesarios para lasconexiones puede resultar en lesiones personales o la muerte.
AVISO: Proceda con precaución la primera vez que activealgún programa guardado en el control de encolado o laprimera vez que active un programa modificado. Proceda conprecaución después de realizar cambios o sustituir equiposconectados a la unidad de control. Los cambios en losprogramas o en el equipo puede producir resultados noesperados. Tome las precauciones necesarias para proteger alpersonal de daños y lesiones antes de poner en funciona-miento cualquier programa nuevo o modificado o un equipo porprimera vez. Esta precaución se requiere para cubrir cualquiercondición no deseable y potencialmente peligrosa producidapor los cambios.
Se recomienda realizar varias marchas de precaución de programas yequipos nuevos o modificados antes de permitir el funcionamientonormal. Estas pruebas incluyen las comprobaciones siguientes:
1. Hacer funcionar el programa con todas las condiciones y modos defuncionamiento sin fuentes de energía hidráulica y sin presión en elsistema. Durante la comprobación, debe asegurarse que losactivadores se detectan y las pistolas abren y cierran cuando toca.
2. Hacer funcionar el programa con todas las condiciones y modos defuncionamiento sin fuentes de energía conectadas desde losdispositivos conectados a las cuatro salidas de pistola del control.
3. Realizar pruebas adicionales necesarias para la completacomprobación y seguridad del sistema que utiliza el control deencolado.
AVISO: El hacer caso omiso de este y otros avisos necesariosantes de hacer funcionar programas nuevos o modificados porprimera vez puede resultar en lesiones personales o la muerte.
2. Seguridad en el manejo
Manejo 7-3
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Esta parte de la sección explica como manejar el sistema de control deencolado desde el panel del operador. Contiene los procedimientossiguientes:
� Inicio del sistema� Desconexión del sistema� Purga de las pistolas� Activación de un programa� Puesta en marcha de un programa� Detención de un programa� Realización de ajustes de encolado en línea� Realización de ajustes de volumen en línea� Realización de ajustes en línea de tipo de cordón
Para manejar el control de encolado desde un puesto remoto, veaProcedimientos para manejo remoto en esta sección.
Utilice este procedimiento para iniciar el sistema de control de encoladodespués de la desconexión.
1. De la tensión del sistema de control de encolado de una de lassiguientes formas:
� Conecte el interruptor principal (si hay uno presente) de la fuentede alimentación externa.
� Cierre el disyuntor de circuito del sistema de control de encolado.
Después de un test de sistema de pantalla y testigos, aparecerábrevemente la palabra WAIT mientras el programa activo setransfiere al panel del operador. Luego, si no hay fallos o avisos,aparecerá la pantalla de definición de encolado (pantalla por defecto).Mostrará el número del programa activo y algunos de los ajustes deencolado del programa.
OBSERVACION: Si ha ajustado el sistema para el auto-arranque, eltestigo de la tecla RUN (marcha) se encenderá automáticamente y elsistema estará listo para generar encolados tan pronto como eltestigo READY (listo) se encienda y se ponga en marcha la línea deproducción. Para ver las condiciones necesarias para que seencienda el testigo READY, vea Testigos luminosos en Descripcióndel panel del operador.
3. Procedimientos demanejo
Inicio del sistema
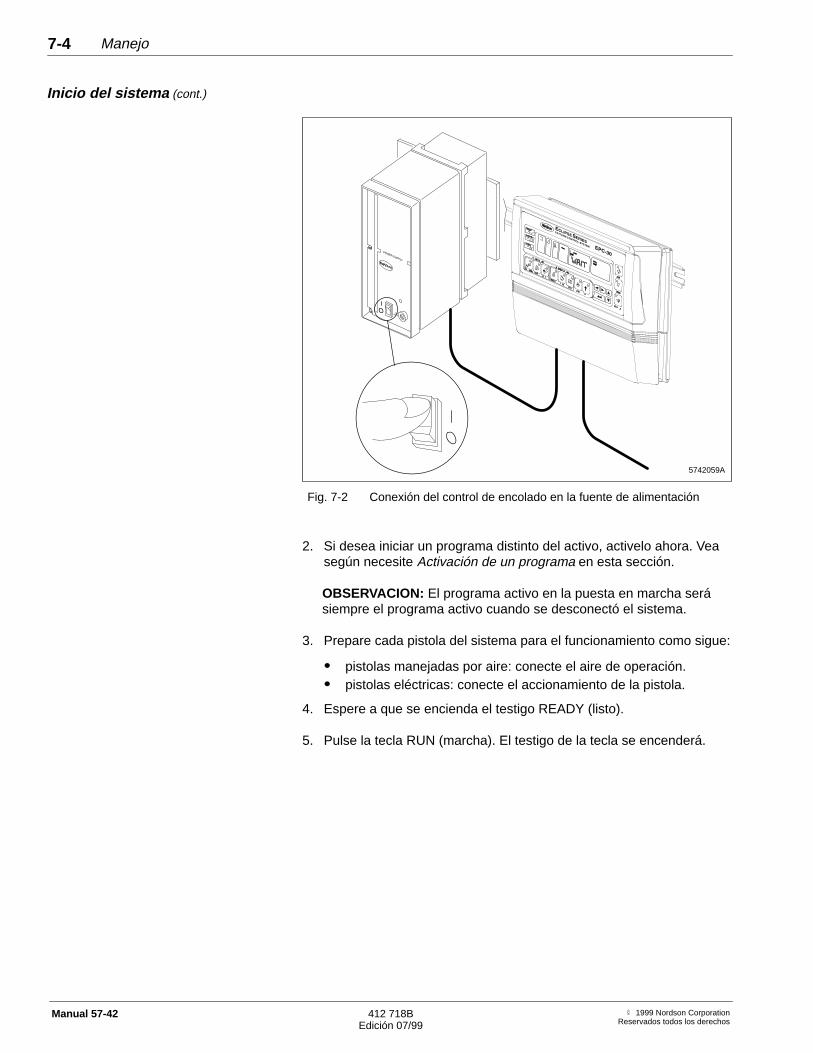
Manejo7-4
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742059A
Fig. 7-2 Conexión del control de encolado en la fuente de alimentación
2. Si desea iniciar un programa distinto del activo, activelo ahora. Veasegún necesite Activación de un programa en esta sección.
OBSERVACION: El programa activo en la puesta en marcha serásiempre el programa activo cuando se desconectó el sistema.
3. Prepare cada pistola del sistema para el funcionamiento como sigue:
� pistolas manejadas por aire: conecte el aire de operación.� pistolas eléctricas: conecte el accionamiento de la pistola.
4. Espere a que se encienda el testigo READY (listo).
5. Pulse la tecla RUN (marcha). El testigo de la tecla se encenderá.
Inicio del sistema (cont.)

Manejo 7-5
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742049A
Fig. 7-3 Pulsando la tecla RUN
6. Ponga en marcha la línea de producción. La generación deencolados comenzará cuando el primer producto detectado alcancelas pistolas.
Utilice este procedimiento para desconectar sistema de control deencolado.
1. Pare la línea de producción.
2. Si desea purgar las pistolas para eliminar la presión del sistema determofusible, vea el procedimiento siguiente, Purga de las pistolas.
OBSERVACION: Puede saltarse los pasos 3 y 4, especialmente siutiliza la función auto-arranque. Si utiliza esta función, la unidad seconectará automáticamente al iniciar la producción siguiente y eltestigo READY (listo) se encienda. Si omite los pasos 3 y 4, todo elsistema de control de encolado se iniciará automáticamente.
3. Desconecte los actuadores de pistola (electroválvulas neumáticas oaccionamientos de pistola eléctrica).
4. Desconecte la unidad en la fuente de alimentación externa.
Desconexión del sistema
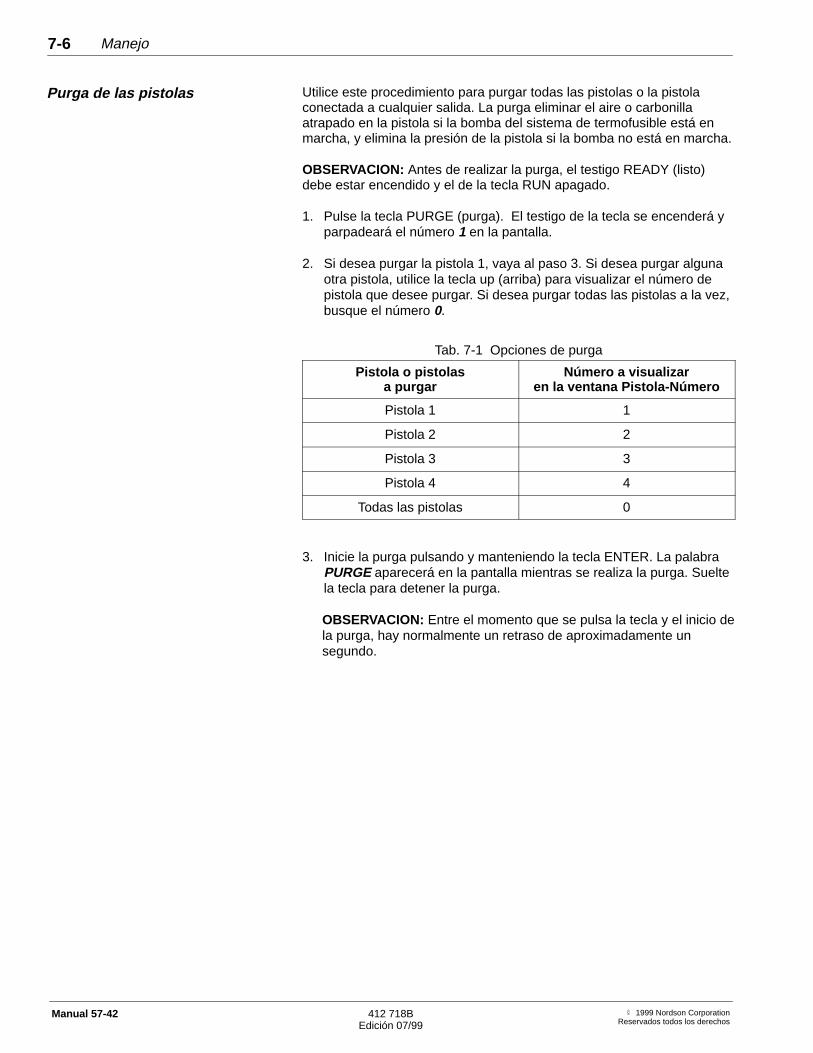
Manejo7-6
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para purgar todas las pistolas o la pistolaconectada a cualquier salida. La purga eliminar el aire o carbonillaatrapado en la pistola si la bomba del sistema de termofusible está enmarcha, y elimina la presión de la pistola si la bomba no está en marcha.
OBSERVACION: Antes de realizar la purga, el testigo READY (listo)debe estar encendido y el de la tecla RUN apagado.
1. Pulse la tecla PURGE (purga). El testigo de la tecla se encenderá yparpadeará el número 1 en la pantalla.
2. Si desea purgar la pistola 1, vaya al paso 3. Si desea purgar algunaotra pistola, utilice la tecla up (arriba) para visualizar el número depistola que desee purgar. Si desea purgar todas las pistolas a la vez,busque el número 0.
Tab. 7-1 Opciones de purga
Pistola o pistolasa purgar
Número a visualizaren la ventana Pistola-Número
Pistola 1 1
Pistola 2 2
Pistola 3 3
Pistola 4 4
Todas las pistolas 0
3. Inicie la purga pulsando y manteniendo la tecla ENTER. La palabraPURGE aparecerá en la pantalla mientras se realiza la purga. Sueltela tecla para detener la purga.
OBSERVACION: Entre el momento que se pulsa la tecla y el inicio dela purga, hay normalmente un retraso de aproximadamente unsegundo.
Purga de las pistolas
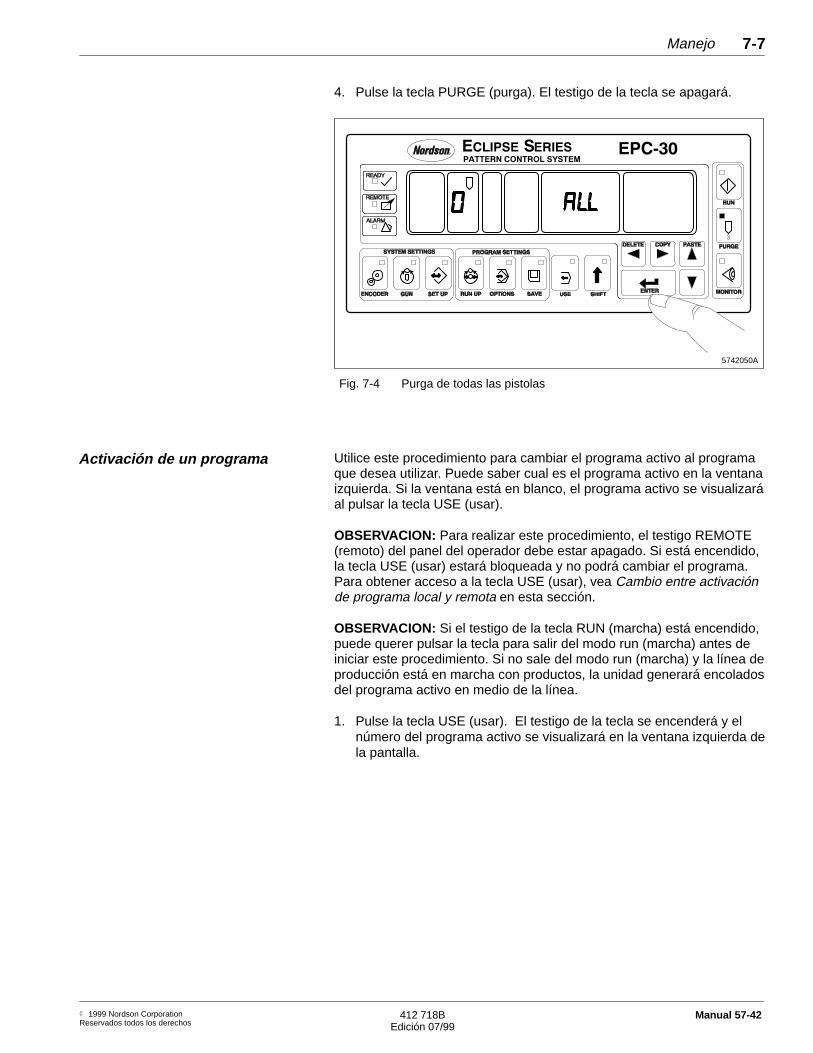
Manejo 7-7
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
4. Pulse la tecla PURGE (purga). El testigo de la tecla se apagará.
5742050A
Fig. 7-4 Purga de todas las pistolas
Utilice este procedimiento para cambiar el programa activo al programaque desea utilizar. Puede saber cual es el programa activo en la ventanaizquierda. Si la ventana está en blanco, el programa activo se visualizaráal pulsar la tecla USE (usar).
OBSERVACION: Para realizar este procedimiento, el testigo REMOTE(remoto) del panel del operador debe estar apagado. Si está encendido,la tecla USE (usar) estará bloqueada y no podrá cambiar el programa.Para obtener acceso a la tecla USE (usar), vea Cambio entre activaciónde programa local y remota en esta sección.
OBSERVACION: Si el testigo de la tecla RUN (marcha) está encendido,puede querer pulsar la tecla para salir del modo run (marcha) antes deiniciar este procedimiento. Si no sale del modo run (marcha) y la línea deproducción está en marcha con productos, la unidad generará encoladosdel programa activo en medio de la línea.
1. Pulse la tecla USE (usar). El testigo de la tecla se encenderá y elnúmero del programa activo se visualizará en la ventana izquierda dela pantalla.
Activación de un programa
Manejo7-8
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
2. Si desea activar otro programa, utilice las teclas up (arriba) o down(abajo) para cambiar el número parpadeando al programa guardadoque desea activar.
3. Pulse ENTER. En la pantalla aparecerá la palabra WAIT mientras secarga el programa. El número de programa seleccionado apareceráen la ventana izquierda de la pantalla, y verá la pantalla de definiciónde encolado. El testigo de la tecla USE (usar) se apagará.
4. Una vez con el programa activo, puede obtener cualquiera de lossiguientes objetivos:
Tab. 7-2 Diferentes objetivos para la activación de un programa
Objetivo Donde encontrar instrucciones
Ponga en marcha el programa Vea Puesta en marcha de unprograma en esta sección.
Modificar ajustes de programa (yguardarlos)
Vea Preparación de programa.
Utilizar el programa como basepara crear uno nuevo
Vea Preparación de programa.
Realizar ajustes en línea de unprograma
Vea uno de los procedimientospara realizar ajustes en línea deen esta sección.
EJEMPLO: La Figura 7-5 muestra como cambiar un programa activo delPrograma No. 1 al Programa No. 3.
Activación de un programa(cont.)
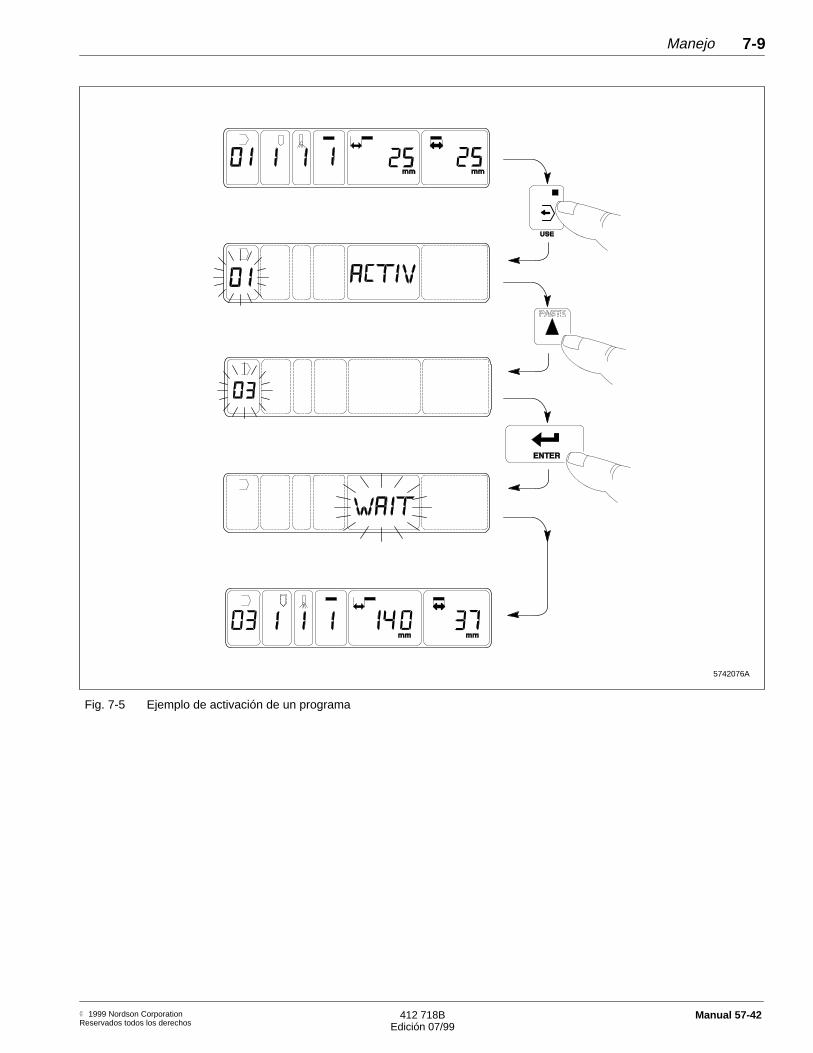
Manejo 7-9
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742076A
Fig. 7-5 Ejemplo de activación de un programa
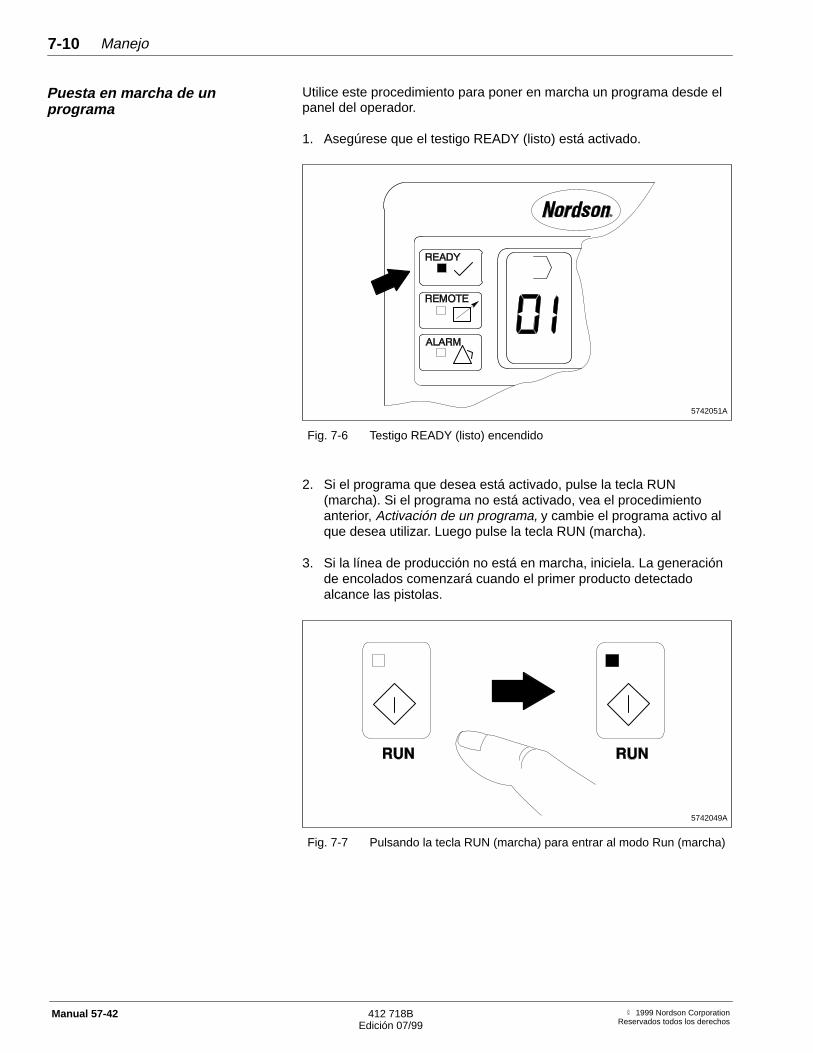
Manejo7-10
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para poner en marcha un programa desde elpanel del operador.
1. Asegúrese que el testigo READY (listo) está activado.
5742051A
Fig. 7-6 Testigo READY (listo) encendido
2. Si el programa que desea está activado, pulse la tecla RUN(marcha). Si el programa no está activado, vea el procedimientoanterior, Activación de un programa, y cambie el programa activo alque desea utilizar. Luego pulse la tecla RUN (marcha).
3. Si la línea de producción no está en marcha, iniciela. La generaciónde encolados comenzará cuando el primer producto detectadoalcance las pistolas.
5742049A
Fig. 7-7 Pulsando la tecla RUN (marcha) para entrar al modo Run (marcha)
Puesta en marcha de unprograma
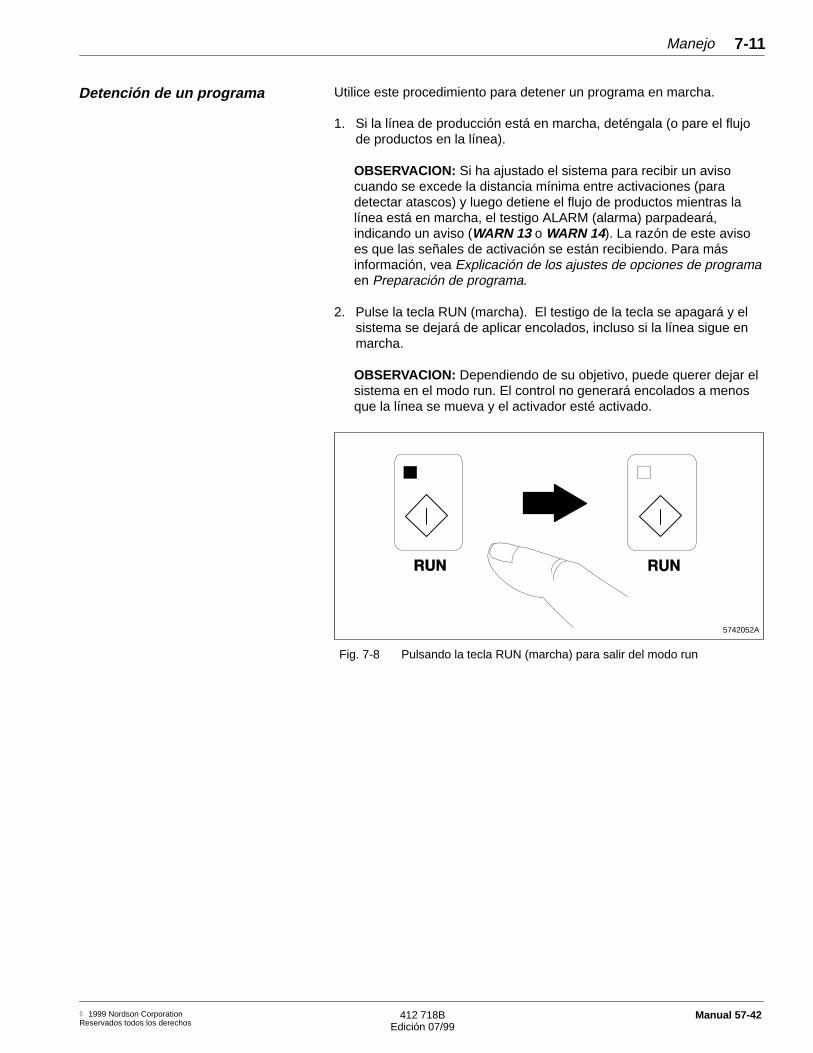
Manejo 7-11
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para detener un programa en marcha.
1. Si la línea de producción está en marcha, deténgala (o pare el flujode productos en la línea).
OBSERVACION: Si ha ajustado el sistema para recibir un avisocuando se excede la distancia mínima entre activaciones (paradetectar atascos) y luego detiene el flujo de productos mientras lalínea está en marcha, el testigo ALARM (alarma) parpadeará,indicando un aviso (WARN 13 o WARN 14). La razón de este avisoes que las señales de activación se están recibiendo. Para másinformación, vea Explicación de los ajustes de opciones de programaen Preparación de programa.
2. Pulse la tecla RUN (marcha). El testigo de la tecla se apagará y elsistema se dejará de aplicar encolados, incluso si la línea sigue enmarcha.
OBSERVACION: Dependiendo de su objetivo, puede querer dejar elsistema en el modo run. El control no generará encolados a menosque la línea se mueva y el activador esté activado.
5742052A
Fig. 7-8 Pulsando la tecla RUN (marcha) para salir del modo run
Detención de un programa
Manejo7-12
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para ajustar las posiciones y longitud decordón con la línea de producción en marcha. También puede utilizar lasfunciones de copiar y borrar para realizar ajustes en línea. Vea segúnnecesite Definición de encolado en la sección anterior, Preparación deprograma.
1. Asegúrese que aparece la pantalla de definición de encolado,mostrada en la Figura 7-9. Si no se visualiza, una de las teclassiguientes está activa (como indicará su testigo encendido): una delas teclas SYSTEM SETTINGS (ajustes de sistema), una de lasteclas PROGRAM SETTINGS (ajustes de programa), o la teclaPURGE (purga). Pulse la tecla para desactivarla. Su testigo seapagará y aparecerá la pantalla de definición de encolado.
2. Utilice las teclas de navegación para cambiar la posición o longitudde cualquier cordón. En unos segundos, el control de encolado
a. implementará los cambios en la línea de producción
b. cambiará el número de programa activo en la ventana izquierda ados guiones (- -) para indicar que el programa activo ha sidocambiado y que el programa que se está visualizando es unprograma modificado, temporal y no guardado (vea la Figura 7-9)
c. parpadeará el testigo de la tecla SAVE (guardar) comorecordatorio que los ajustes de programa temporal todavía no sehan guardado
3. Realice todos los ajustes deseados en el programa temporal.
4. Después de completar el ajuste en línea, puede conseguir cualquierade los siguientes objetivos tomando la acción apropiada.
Tab. 7-3 Diferentes opciones después de realizar los ajustes en línea
Objetivo Acción
Continuar con el programatemporal en marcha
Ninguna
Volver al programa original Pulse la tecla USE (usar) y luegola tecla ENTER. Perderá losajustes del programa temporal.
Guardar el programa temporalcomo programa nuevo osobreescribir uno existente
Guardar el programa. VeaGuardar un programa en lasección anterior, Preparación deprograma.
Detener el programa temporal enmarcha
Pulse la tecla RUN (marcha). Eltestigo de la tecla se apagará. Elcontrolador retendrá los ajustestemporales hasta que active otroprograma o apague la unidad.
Realización de ajustes deencolado en línea
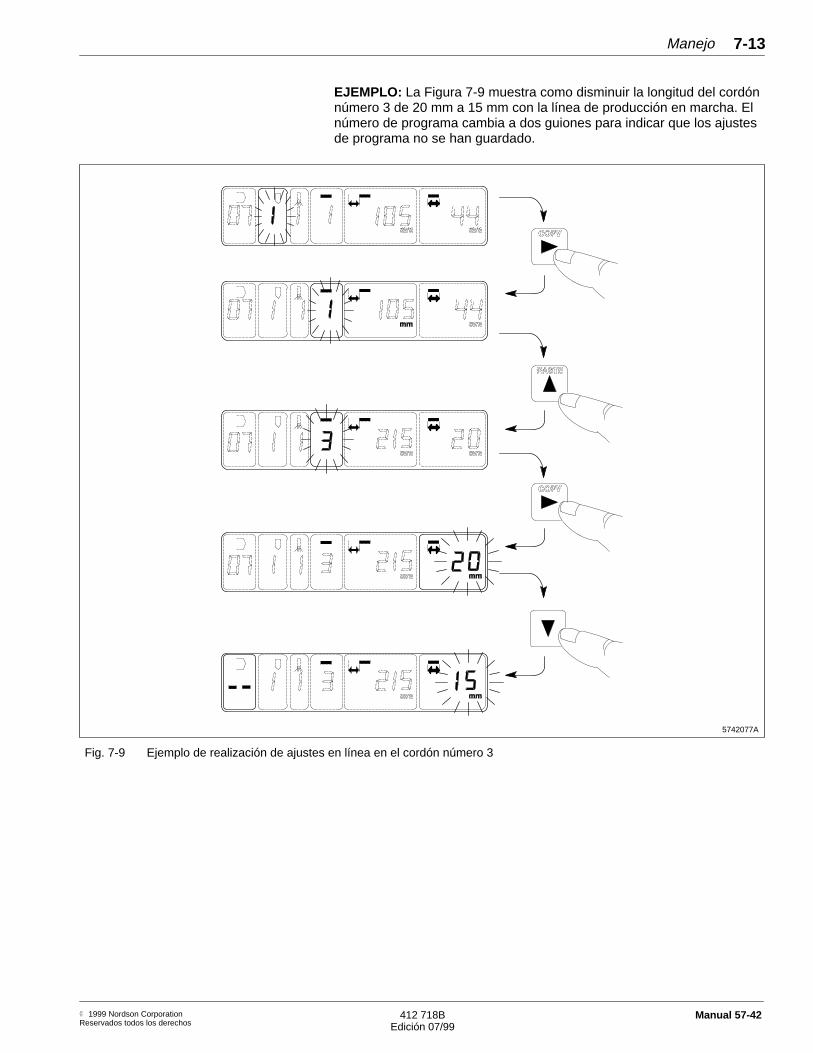
Manejo 7-13
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
EJEMPLO: La Figura 7-9 muestra como disminuir la longitud del cordónnúmero 3 de 20 mm a 15 mm con la línea de producción en marcha. Elnúmero de programa cambia a dos guiones para indicar que los ajustesde programa no se han guardado.
5742077A
Fig. 7-9 Ejemplo de realización de ajustes en línea en el cordón número 3
Manejo7-14
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Si la unidad incluye la tarjeta I/O opcional y el equipo de control run-uprequerido está instalado, utilice este procedimiento para ajustar elvolumen con la línea de producción en marcha.
1. Asegúrese que aparece la pantalla de definición de encolado,mostrada en la Figura 7-10. Si no se visualiza, una de las teclassiguientes está activa (como indicará su testigo encendido): una delas teclas SYSTEM SETTINGS (ajustes de sistema), una de lasteclas PROGRAM SETTINGS (ajustes de programa), la tecla SHIFT(cambio) o la tecla PURGE (purga). Pulse la tecla para desactivarla.Su testigo se apagará y aparecerá la pantalla de definición deencolado.
2. Pulse la tecla up (arriba) hasta que aparezca la segunda pantalla quese muestra en la Figura 7-10. Observe que el icono de la segundaventana ha cambiado de una pistola al icono de run-up, indicandoque el control está listo para ajustar el volumen de cordón.
3. Si el número de salida run-up que desea seleccionar no se muestra,pulse la tecla up (arriba) o down (abajo) una vez más paraseleccionar la salida que controla el volumen de cordón.
4. Utilice las teclas de navegación para aumentar o disminuir la salidade porcentaje actual. En unos segundos, el control de encolado
a. cambiará el volumen de cordón del encolado que se genera
b. cambiará el número de programa activo de la ventana izquierda ados guiones (- -) para indicar que el programa ha sido cambiado yque se está visualizando un programa modificado, temporal yno guardado (vea la Figura 7-10)
c. parpadeará el testigo de la tecla SAVE (guardar) comorecordatorio que los ajustes de programa temporal todavía no sehan guardado
OBSERVACION: Un aumento del volumen de cordón tendrá efectomás rápido que una disminución.
EJEMPLO: La Figura 7-10 muestra como cambiar el volumen de cordónde la salida run-up 1 de 66 por cien a 59 por cien con la línea en marcha.El número de programa cambia a dos guiones para indicar que losajustes de programa no se han guardado.
Realización de ajustes devolumen en línea
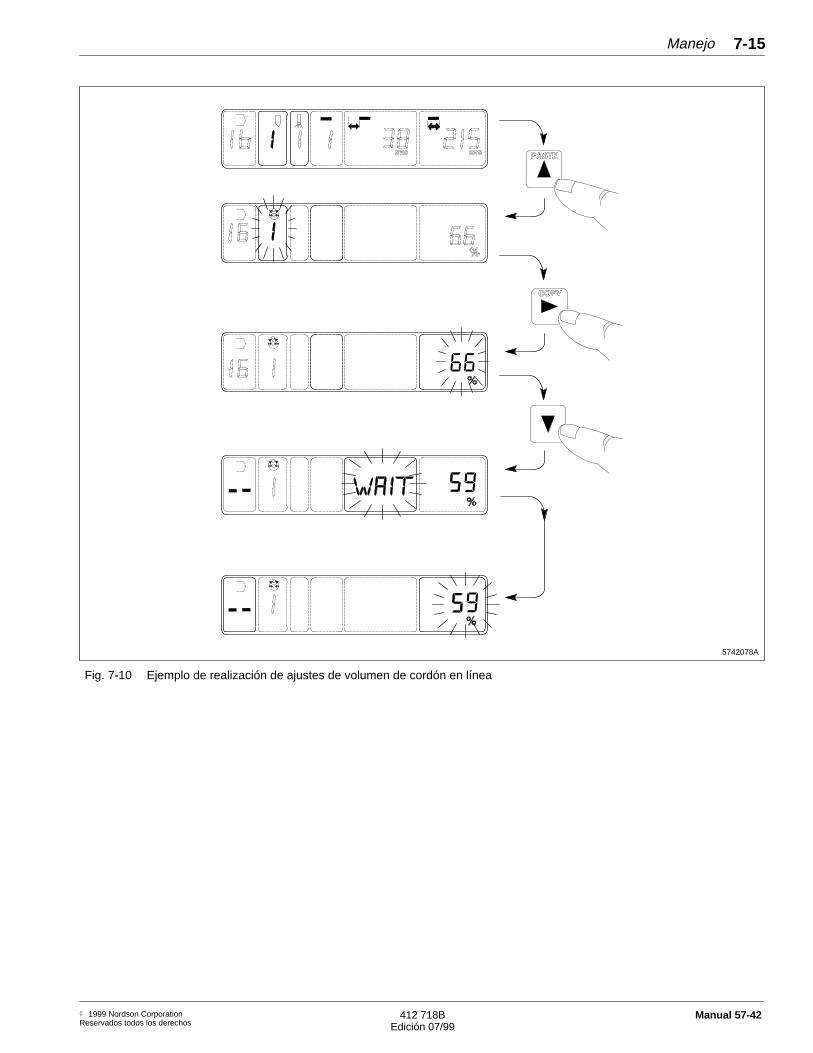
Manejo 7-15
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742078A
Fig. 7-10 Ejemplo de realización de ajustes de volumen de cordón en línea
Manejo7-16
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5. Después de finalizar los ajustes en línea, puede conseguir cualquierade los siguientes objetivos realizando la acción apropiada.
Tab. 7-4 Diferentes opciones después de realizar los ajustes en línea
Objetivo Acción
Continuar con el programatemporal en marcha
Ninguna
Volver al programa original Pulse la tecla USE (usar) y luegola tecla ENTER. Perderá losajustes del programa temporal.
Guardar el programa temporalcomo programa nuevo osobreescribir uno existente (ver Nota A)
Guardar el programa. VeaGuardar un programa en lasección anterior, Preparación deprograma.
Detener el programa temporal enmarcha
Pulse la tecla RUN (marcha). Eltestigo de la tecla se apagará. Elcontrolador retendrá los ajustestemporales hasta que active otroprograma o apague la unidad.
NOTA A: Tenga en cuenta que cambiar el porcentaje de salidamodifica la curva run-up y cambia los ajustes del punto 1(P1) y punto 2 (P2) de la curva. Vea Preparación decontrol Run-Up en Preparación de programa para másinformación.
Realización de ajustes devolumen en línea (cont.)
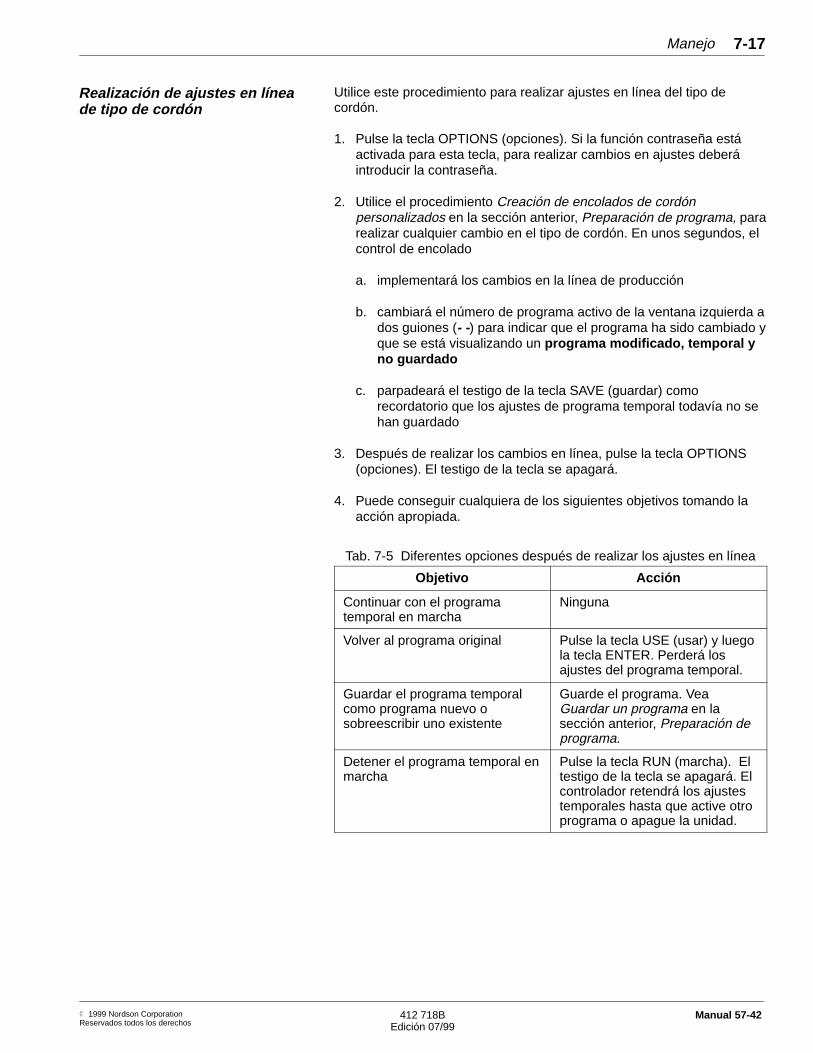
Manejo 7-17
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para realizar ajustes en línea del tipo decordón.
1. Pulse la tecla OPTIONS (opciones). Si la función contraseña estáactivada para esta tecla, para realizar cambios en ajustes deberáintroducir la contraseña.
2. Utilice el procedimiento Creación de encolados de cordónpersonalizados en la sección anterior, Preparación de programa, pararealizar cualquier cambio en el tipo de cordón. En unos segundos, elcontrol de encolado
a. implementará los cambios en la línea de producción
b. cambiará el número de programa activo de la ventana izquierda ados guiones (- -) para indicar que el programa ha sido cambiado yque se está visualizando un programa modificado, temporal yno guardado
c. parpadeará el testigo de la tecla SAVE (guardar) comorecordatorio que los ajustes de programa temporal todavía no sehan guardado
3. Después de realizar los cambios en línea, pulse la tecla OPTIONS(opciones). El testigo de la tecla se apagará.
4. Puede conseguir cualquiera de los siguientes objetivos tomando laacción apropiada.
Tab. 7-5 Diferentes opciones después de realizar los ajustes en línea
Objetivo Acción
Continuar con el programatemporal en marcha
Ninguna
Volver al programa original Pulse la tecla USE (usar) y luegola tecla ENTER. Perderá losajustes del programa temporal.
Guardar el programa temporalcomo programa nuevo osobreescribir uno existente
Guarde el programa. VeaGuardar un programa en lasección anterior, Preparación deprograma.
Detener el programa temporal enmarcha
Pulse la tecla RUN (marcha). Eltestigo de la tecla se apagará. Elcontrolador retendrá los ajustestemporales hasta que active otroprograma o apague la unidad.
Realización de ajustes en líneade tipo de cordón
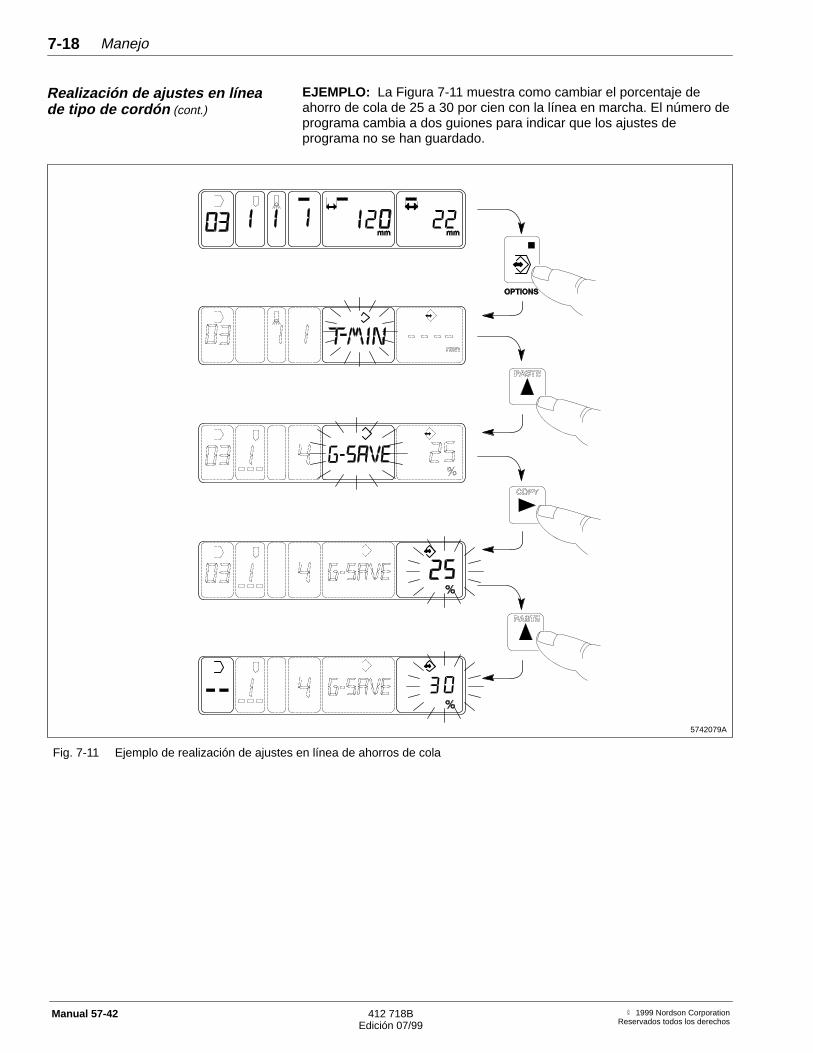
Manejo7-18
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
EJEMPLO: La Figura 7-11 muestra como cambiar el porcentaje deahorro de cola de 25 a 30 por cien con la línea en marcha. El número deprograma cambia a dos guiones para indicar que los ajustes deprograma no se han guardado.
5742079A
Fig. 7-11 Ejemplo de realización de ajustes en línea de ahorros de cola
Realización de ajustes en líneade tipo de cordón (cont.)
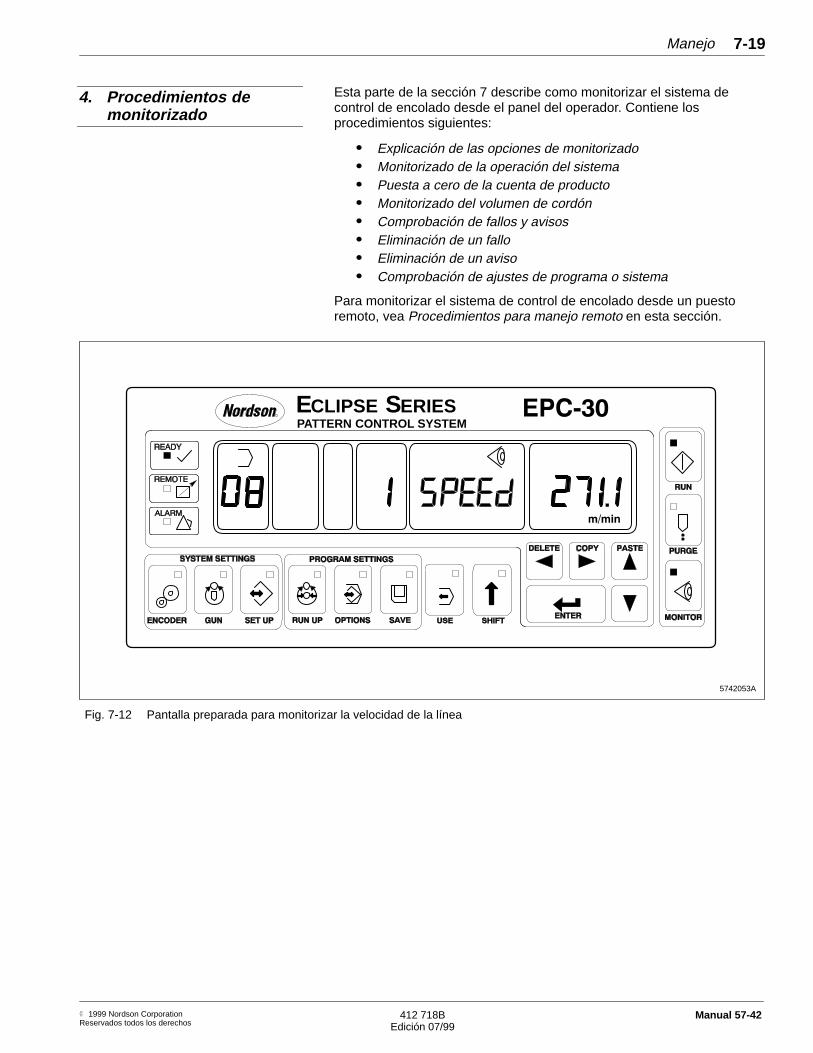
Manejo 7-19
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Esta parte de la sección 7 describe como monitorizar el sistema decontrol de encolado desde el panel del operador. Contiene losprocedimientos siguientes:
� Explicación de las opciones de monitorizado� Monitorizado de la operación del sistema� Puesta a cero de la cuenta de producto� Monitorizado del volumen de cordón� Comprobación de fallos y avisos� Eliminación de un fallo� Eliminación de un aviso� Comprobación de ajustes de programa o sistema
Para monitorizar el sistema de control de encolado desde un puestoremoto, vea Procedimientos para manejo remoto en esta sección.
5742053A
CLIPSEE SPATTERN CONTROL SYSTEM
ERIES
Fig. 7-12 Pantalla preparada para monitorizar la velocidad de la línea
4. Procedimientos demonitorizado
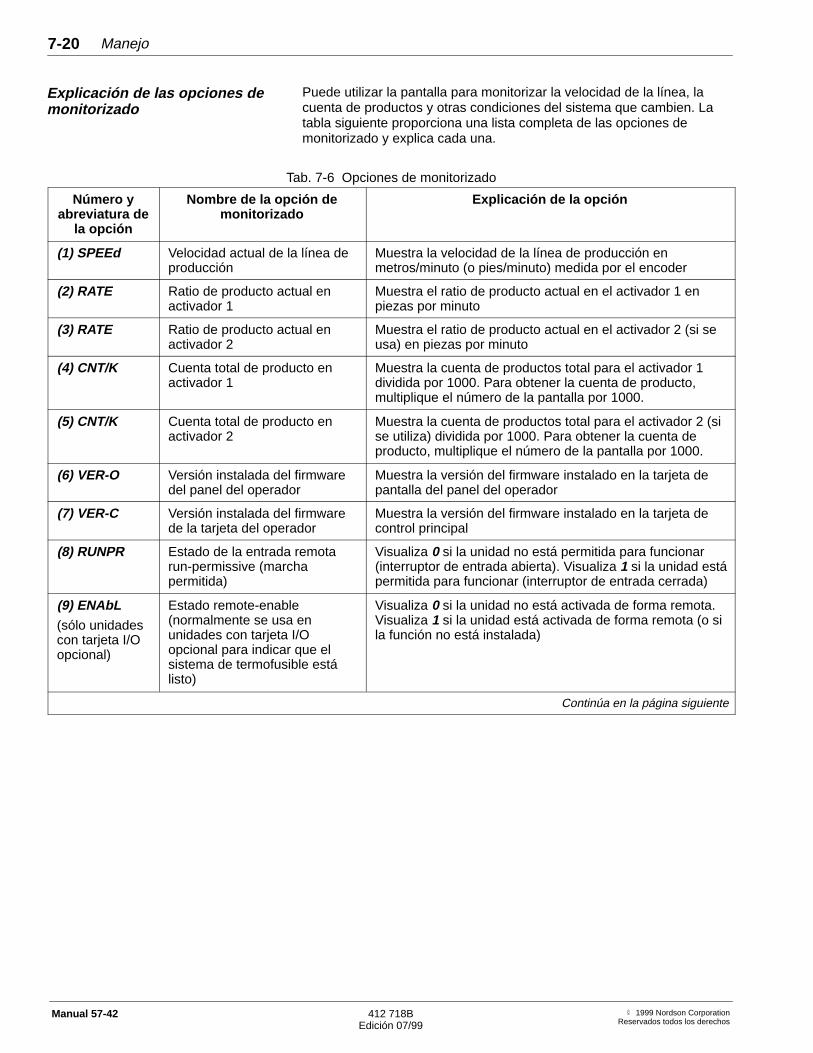
Manejo7-20
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Puede utilizar la pantalla para monitorizar la velocidad de la línea, lacuenta de productos y otras condiciones del sistema que cambien. Latabla siguiente proporciona una lista completa de las opciones demonitorizado y explica cada una.
Tab. 7-6 Opciones de monitorizado
Número yabreviatura de
la opción
Nombre de la opción demonitorizado
Explicación de la opción
(1) SPEEd Velocidad actual de la línea deproducción
Muestra la velocidad de la línea de producción enmetros/minuto (o pies/minuto) medida por el encoder
(2) RATE Ratio de producto actual enactivador 1
Muestra el ratio de producto actual en el activador 1 enpiezas por minuto
(3) RATE Ratio de producto actual enactivador 2
Muestra el ratio de producto actual en el activador 2 (si seusa) en piezas por minuto
(4) CNT/K Cuenta total de producto enactivador 1
Muestra la cuenta de productos total para el activador 1dividida por 1000. Para obtener la cuenta de producto,multiplique el número de la pantalla por 1000.
(5) CNT/K Cuenta total de producto enactivador 2
Muestra la cuenta de productos total para el activador 2 (sise utiliza) dividida por 1000. Para obtener la cuenta deproducto, multiplique el número de la pantalla por 1000.
(6) VER-O Versión instalada del firmwaredel panel del operador
Muestra la versión del firmware instalado en la tarjeta depantalla del panel del operador
(7) VER-C Versión instalada del firmwarede la tarjeta del operador
Muestra la versión del firmware instalado en la tarjeta decontrol principal
(8) RUNPR Estado de la entrada remotarun-permissive (marchapermitida)
Visualiza 0 si la unidad no está permitida para funcionar(interruptor de entrada abierta). Visualiza 1 si la unidad estápermitida para funcionar (interruptor de entrada cerrada)
(9) ENAbL(sólo unidadescon tarjeta I/Oopcional)
Estado remote-enable(normalmente se usa enunidades con tarjeta I/Oopcional para indicar que elsistema de termofusible estálisto)
Visualiza 0 si la unidad no está activada de forma remota.Visualiza 1 si la unidad está activada de forma remota (o sila función no está instalada)
Continúa en la página siguiente
Explicación de las opciones demonitorizado

Manejo 7-21
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Número yabreviatura de
la opción
Nombre de la opción demonitorizado
Explicación de la opción
(10) dISAb(sólo unidadescon tarjeta I/Oopcional)
Estado unidad remota Visualiza 0 si las pistolas y activadores no estándesactivados de forma remota (o si la función no estáinstalada). Visualiza 1 si las pistolas y activadores estándesactivados de forma remota.
(11) GLUE Cuenta de productosconsecutivos encolados(contados por el activador 1)
Muestra la cuenta de productos encoladosconsecutivamente cuando el programa está ajustado apaletizado. Para reiniciar la cuenta encolado/salto a cero,pulse la tecla RUN (marcha) para sacar al sistema delmodo run y luego pulse de nuevo la tecla RUN (marcha)para reintroducir el modo run. El siguiente producto quepase por el activador comenzará la cuenta en uno.
(12) SKIP Cuenta de productosconsecutivos saltados(contados por el activador 1)
Muestra la cuenta de productos saltados consecutivamentecuando el programa está ajustado a paletizado. Parareiniciar la cuenta encolado/salto a cero, pulse la tecla RUN(marcha) para sacar al sistema del modo run y luego pulsede nuevo la tecla RUN (marcha) para reintroducir el modorun. El siguiente producto que pase por el activadorcomenzará la cuenta en uno.
(13) GLUE Cuenta de productosconsecutivos encolados(contados por el activador 2)
Muestra la cuenta de productos encoladosconsecutivamente cuando el programa está ajustado apaletizado. Para reiniciar la cuenta encolado/salto a cero,pulse la tecla RUN (marcha) para sacar al sistema delmodo run y luego pulse de nuevo la tecla RUN (marcha)para reintroducir el modo run. El siguiente producto quepase por el activador comenzará la cuenta en uno.
(14) SKIP Cuenta de productosconsecutivos saltados(contados por el activador 2)
Muestra la cuenta de productos saltados consecutivamentecuando el programa está ajustado a paletizado. Parareiniciar la cuenta encolado/salto a cero, pulse la tecla RUN(marcha) para sacar al sistema del modo run y luego pulsede nuevo la tecla RUN (marcha) para reintroducir el modorun. El siguiente producto que pase por el activadorcomenzará la cuenta en uno.

Manejo7-22
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para monitorizar la operación del sistema decontrol de encolado. Vea Explicación de las opciones de monitorizadopara ver una lista completa y una explicación de las opciones demonitorizado.
1. Si el testigo de la tecla MONITOR no está encendido, pulse la teclaMONITOR. El testigo se encenderá y el icono de monitorizadoaparecerá en la pantalla (vea la Figura 7-13).
2. Utilice la tecla up (arriba) o down (abajo) para seleccionar la opciónde monitorizado que desee.
3. Monitorice la operación del sistema tanto tiempo como quiera. Lapantalla de monitorizado permanecerá activa a menos que
� pulse una de las ocho teclas de bajo de la pantalla� pulse la tecla PURGE (purga)� desconecte el sistema y luego lo vuelva a conectar
La pantalla saldrá del modo monitorizado en cualquiera de estassituaciones. Si pulsa de nuevo la tecla MONITOR, la pantallamostrará la opción de monitorizado por defecto, velocidad de la línea(SPEEd). Si desea otra opción, utilice las teclas up (arriba) o down(abajo) para seleccionarla.
4. Para salir del modo monitorizado, pulse la tecla MONITOR. Eltestigo de la tecla se apagará.
EJEMPLO: La Figura 7-13 muestra como seleccionar la cuenta deproductos en el activador 1 para monitorizarla. La cuenta visualizada es1392 productos.
Monitorizado de la operacióndel sistema
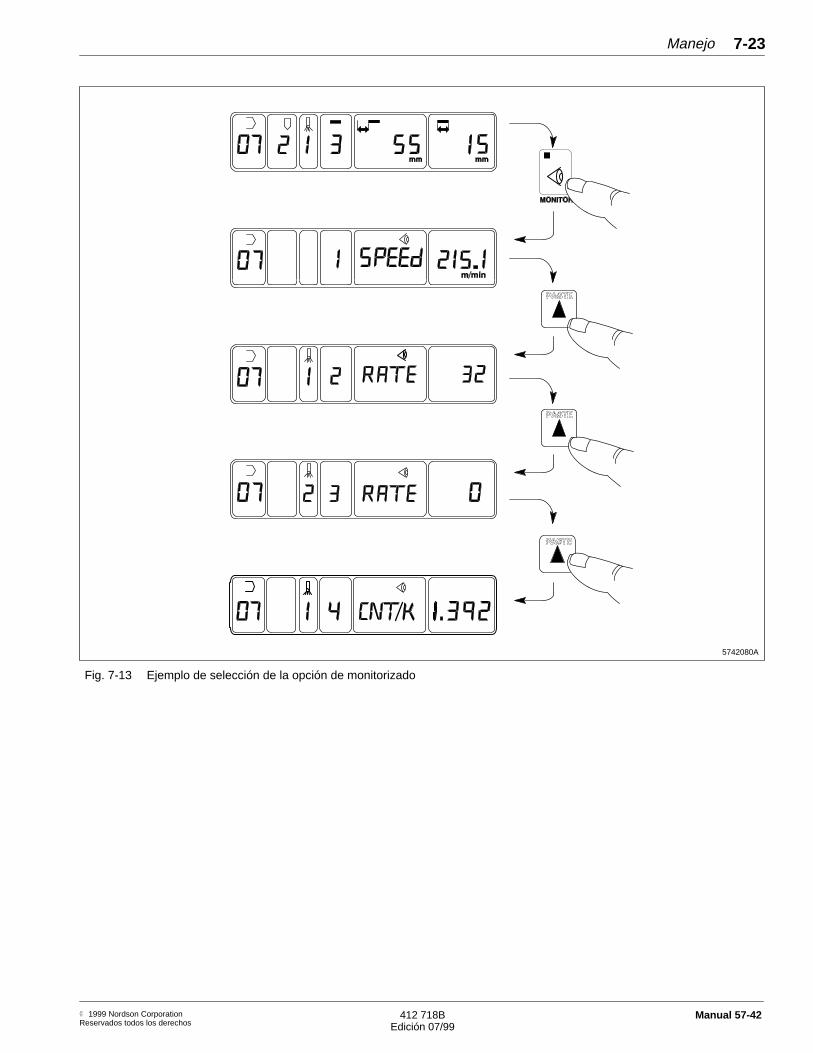
Manejo 7-23
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742080A
Fig. 7-13 Ejemplo de selección de la opción de monitorizado
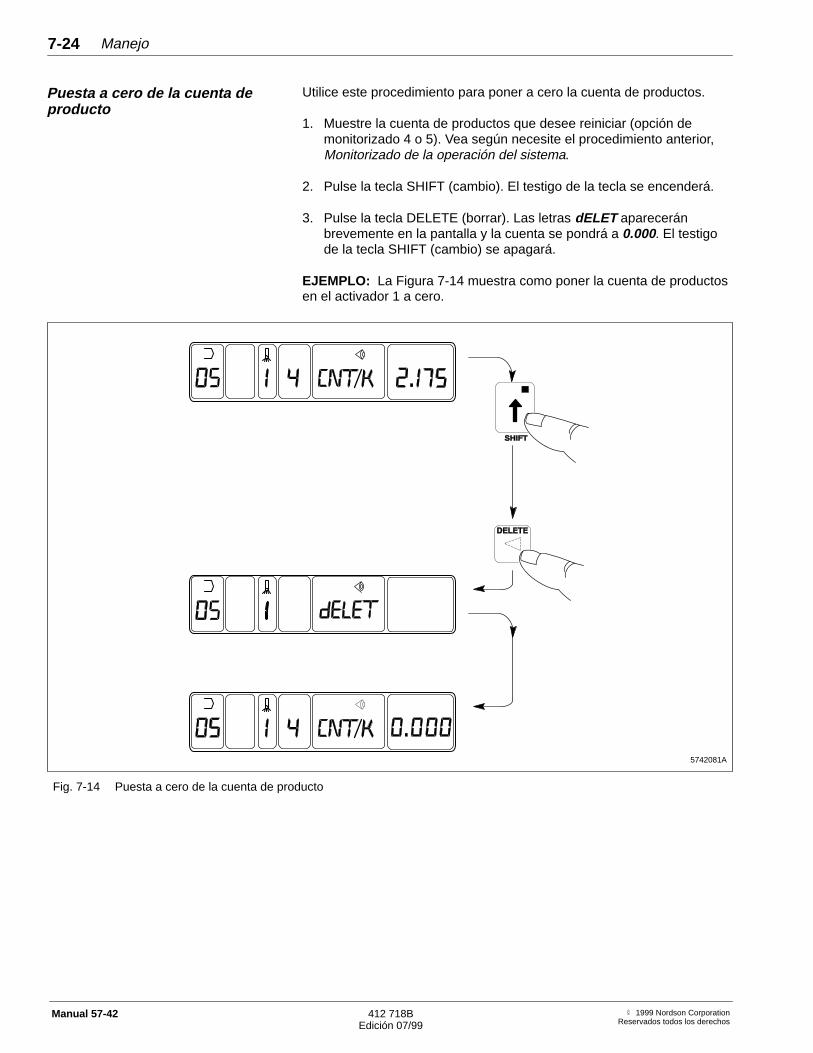
Manejo7-24
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para poner a cero la cuenta de productos.
1. Muestre la cuenta de productos que desee reiniciar (opción demonitorizado 4 o 5). Vea según necesite el procedimiento anterior,Monitorizado de la operación del sistema.
2. Pulse la tecla SHIFT (cambio). El testigo de la tecla se encenderá.
3. Pulse la tecla DELETE (borrar). Las letras dELET apareceránbrevemente en la pantalla y la cuenta se pondrá a 0.000. El testigode la tecla SHIFT (cambio) se apagará.
EJEMPLO: La Figura 7-14 muestra como poner la cuenta de productosen el activador 1 a cero.
5742081A
Fig. 7-14 Puesta a cero de la cuenta de producto
Puesta a cero de la cuenta deproducto
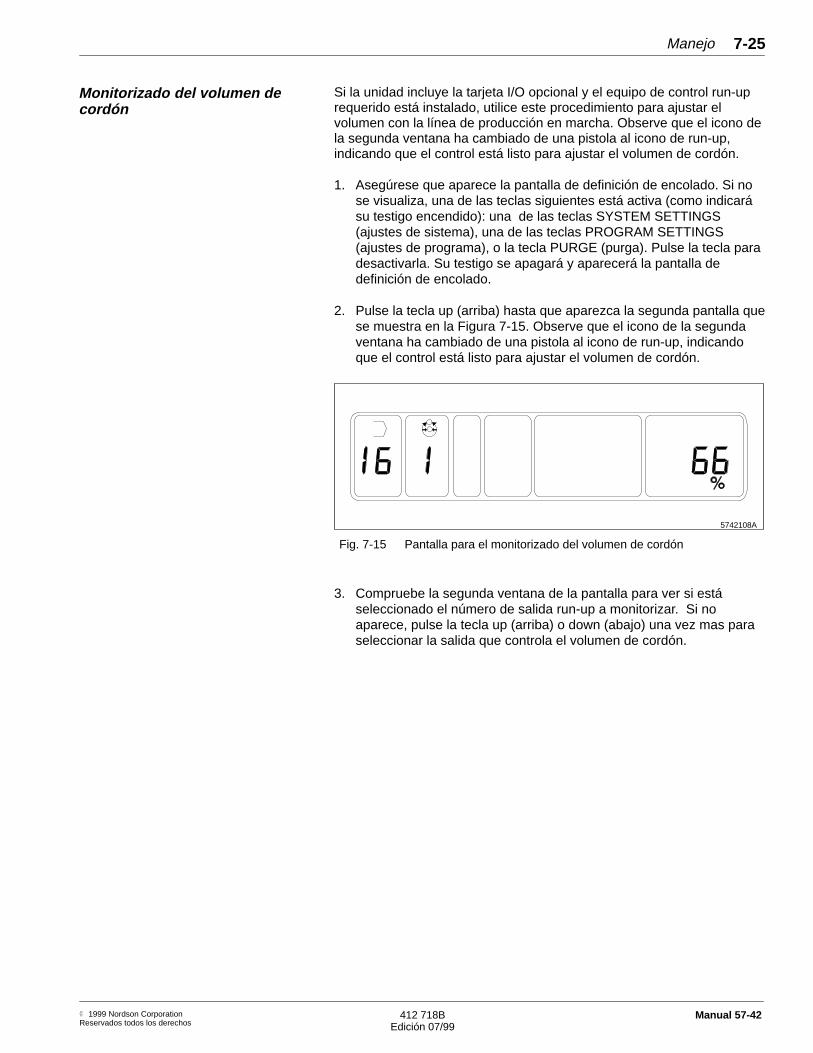
Manejo 7-25
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Si la unidad incluye la tarjeta I/O opcional y el equipo de control run-uprequerido está instalado, utilice este procedimiento para ajustar elvolumen con la línea de producción en marcha. Observe que el icono dela segunda ventana ha cambiado de una pistola al icono de run-up,indicando que el control está listo para ajustar el volumen de cordón.
1. Asegúrese que aparece la pantalla de definición de encolado. Si nose visualiza, una de las teclas siguientes está activa (como indicarásu testigo encendido): una de las teclas SYSTEM SETTINGS(ajustes de sistema), una de las teclas PROGRAM SETTINGS(ajustes de programa), o la tecla PURGE (purga). Pulse la tecla paradesactivarla. Su testigo se apagará y aparecerá la pantalla dedefinición de encolado.
2. Pulse la tecla up (arriba) hasta que aparezca la segunda pantalla quese muestra en la Figura 7-15. Observe que el icono de la segundaventana ha cambiado de una pistola al icono de run-up, indicandoque el control está listo para ajustar el volumen de cordón.
5742108A
Fig. 7-15 Pantalla para el monitorizado del volumen de cordón
3. Compruebe la segunda ventana de la pantalla para ver si estáseleccionado el número de salida run-up a monitorizar. Si noaparece, pulse la tecla up (arriba) o down (abajo) una vez mas paraseleccionar la salida que controla el volumen de cordón.
Monitorizado del volumen decordón
Manejo7-26
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Cuando el testigo ALARM (alarma) se enciende, ha ocurrido un fallo oaviso. El testigo
� parpadea para indicar un aviso� permanece encendido para indicar un fallo
OBSERVACION: Con todos los fallos y algunos avisos, el control dejaráde generar encolados. Con otros avisos, la generación de encoladoscontinua pero el encolado puede ser defectuoso debido al problema quecausa el aviso.
Utilice el procedimiento siguiente para determinar la causa del fallo oaviso. Para eliminar el aviso o fallo, vea Eliminación de un aviso oEliminación de un fallo en esta sección.
1. Si el testigo de la tecla MONITOR no está encendido, pulse la teclaMONITOR para cambiar a la pantalla de monitorizado.
2. Vea si aparece la palabra FAULT o WARN en la pantalla y anote elnúmero visualizado.
OBSERVACION: Comprobando la pantalla de fallos o avisos, puedeaparecer la abreviatura FLOG, que indica Fault Log. El fault log es unhistorial de fallos y códigos de fallo especiales para que los técnicosNordson localicen las averías. Para más información de fault log, veaLocalización de averías por códigos de fallo Log en Localización deaverías.
3. Determine la causa del fallo o aviso viendo Localización de averíaspor códigos de fallo y avisos en Localización de averías.
4. Si existe más de uno fallo o aviso, utilice las teclas up (arriba) o down(abajo) para visualizar cualquier fallo o aviso adicional.
Comprobación de fallos yavisos
Manejo 7-27
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Cuando ocurre un fallo, el testigo ALARM (alarma) permaneceencendido y se detiene la generación de encolados. Si ocurre un fallocuando el control de encolado no está funcionando, no podrá iniciarningún encolado.
Utilice este procedimiento para eliminar un fallo.
1. Corrija el problema que causa el fallo. Para encontrar la causa, veasegún necesite Comprobación de fallos y avisos en esta sección.
2. Si el testigo de la tecla MONITOR no está encendido, pulse la teclaMONITOR para cambiar a la pantalla de monitorizado. La pantallamuestra el fallo y el número que identifica la causa del fallo.
OBSERVACION: Si la pantalla no está mostrando el mensaje de falloutilice las teclas up (arriba) o down (abajo) para moverse hasta queaparezca la palabra FAULT en la pantalla.
3. Pulse la tecla SHIFT (cambio). El testigo de la tecla se encenderá.
4. Pulse la tecla DELETE (borrar). La palabra FAULT se borrará de lapantalla y el testigo de la tecla SHIFT (cambio) se apagará.
5. Para volver al funcionamiento, pulse la tecla RUN (marcha). Lageneración de encolados comenzará cuando los productos pasen porel sistema de control de encolado.
Eliminación de un fallo
Manejo7-28
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Con un excepción, todos los avisos se visualizan al menos durante 30segundos. Luego, si permanece el problema que causa el aviso, el avisopermanecerá y el testigo ALARM (alarma) continuará parpadeando hastaque el problema se corrija. Si el problema se corrige por si solo o no elproblema no reaparece, el aviso se eliminará después de 30 segundos yel testigo ALARM (alarma) se apagará a menos que la función debloqueo esté conectada (vea Explicación de los ajustes básicos enPreparación del sistema). Si la función bloqueo está conectada, el avisoy el testigo parpadeando permanecerán hasta que se elimine.
El aviso de velocidad de línea baja es una excepción. Tan pronto como lavelocidad supera el ajuste mínimo del aviso, este se elimina a menosque la función de bloqueo de todos los avisos esté conectada.
Utilice este procedimiento para eliminar mensajes de aviso.
1. Corrija el problema que causa el fallo. Vea según necesiteLocalización de averías por códigos de fallo y aviso en Localizaciónde averías. Cuando corrija el problema, el aviso se eliminará (y eltestigo ALARM (alarma) dejará de parpadear) a menos que la funciónde bloqueo esté conectada. Si está conectada, continúe en el paso 2.
2. Si el testigo de la tecla MONITOR no está encendido, pulse la teclaMONITOR para cambiar a la pantalla de monitorizado.
3. La pantalla mostrará los avisos más reciente no eliminados. Si haymas de un aviso sin eliminar, utilice las teclas up (arriba) o down(abajo) para ver los avisos adicionales.
4. Cuando la pantalla está mostrando el aviso que desea eliminar, pulsela tecla SHIFT (cambio). El testigo de la tecla se encenderá.
5. Pulse la tecla DELETE (borrar). El mensaje se eliminará y el testigode la tecla SHIFT (cambio) se apagará. La palabra WARN no sevisualizará mas y el testigo ALARM (alarma) se apagará.
OBSERVACION: El testigo ALARM (alarma) continua parpadeando si
� el problema o condición del aviso no ha sido corregido
� el problema o condición reaparece
� hay mas de un aviso presente y solo se ha eliminado uno
EJEMPLO: La Figura 7-16 muestra como eliminar un aviso conbloqueo cuando el testigo ALARM (alarma) comienza a parpadear.
Eliminación de un aviso
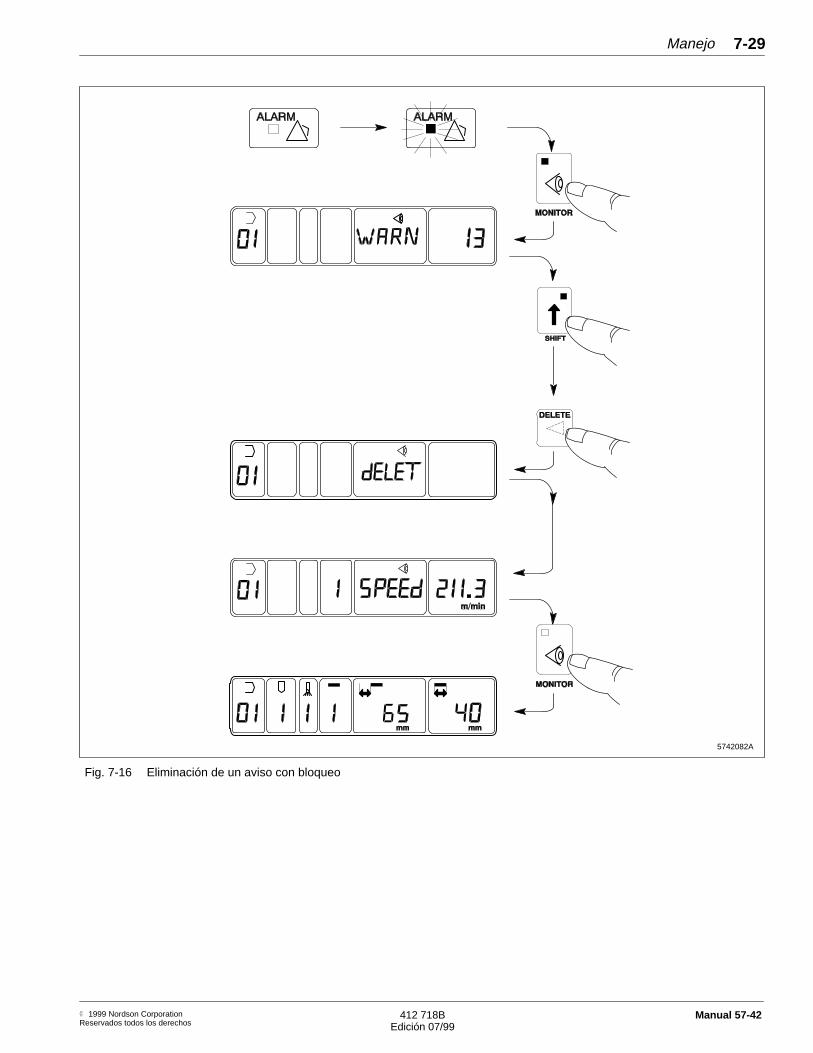
Manejo 7-29
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742082A
Fig. 7-16 Eliminación de un aviso con bloqueo
Manejo7-30
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para ver los ajustes. Puede ver cualquierajuste de programa o sistema incluso si las teclas que le dan accesorequieren contraseña para realizar modificaciones.
1. Pulse cualquier tecla de las áreas SYSTEM SETTINGS (ajustes desistema) o PROGRAM SETTINGS (ajustes de programa) del paneldel operador. El testigo de la tecla se encenderá.
2. Si la pantalla pide la contraseña (visualizando la abreviaturaPASSW), pulse ENTER. La pantalla mostrará el primer ajuste quepuede ver.
3. Utilice las teclas de navegación para visualizar otros ajustes quedesee.
4. Cuando finalice, pulse la tecla de función que pulso en el paso 1. El testigo de la tecla se apagará.
Comprobación de ajustes deprograma o sistema
Manejo 7-31
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Esta parte de la sección 7 describe las operaciones que puede realizarde forma remota y las posibilidades de monitorizado remoto. Contienelos procedimientos siguientes:
� Detención de sistema de forma remota (con notificación de fallo)� Desactivación remota de la unidad� Cambio entre activación de programa local y remota� Llamada a programas� Detención de un programa de forma remota� Monitorizado de fallos y avisos� Manejo del sistema desde un PC
Los tres primeros procedimientos se aplican a todas las unidades. Loscuatro siguientes se aplican sólo a unidades equipadas con tarjetaopcional I/O e incluyen los dispositivos I/O requeridos. El últimoprocedimiento proporcionar información sobre el uso de un PC paramanejar el sistema de control de encolado.
Utilice este procedimiento para detener la generación de encolados,sacar la unidad del modo run, y hacer que ocurra un fallo.
1. Abra el interruptor run-permissive (marcha permitida) en el panelremoto. En el panel del operador, aparecerá la palabra FAULT y eltestigo ALARM (alarma) se quedará encendido.
2. Cuando esté listo para reanudar la operación, cierre el interruptorrun-permissive.
3. Elimine el fallo. Vea Eliminación de un fallo en esta sección.
4. Pulse la tecla RUN (marcha). La generación de encoladoscomenzará cuando los productos pasen por el sistema de control deencolado.
Utilice este procedimiento para desactivar la unidad desde un puestoremoto. Cuando se desactiva la unidad, se evita que el sistema puedeoperar las pistolas. El estado del testigo RUN no cambiará. Si el testigoREADY (listo) está encendido, se apagará.
1. Aplique 24 Vdc al terminal 18 de la tarjeta I/O. La unidad sedesactivará de la operación.
2. Cuando esté listo para reanudar la operación, abra el interruptor. Si la línea de producción está en marcha y el testigo RUN estáencendido, la unidad comenzará a generar encolados.
5. Procedimientos paramanejo remoto
Detención de sistema de formaremota (con notificación defallo)
Desactivación remota de launidad
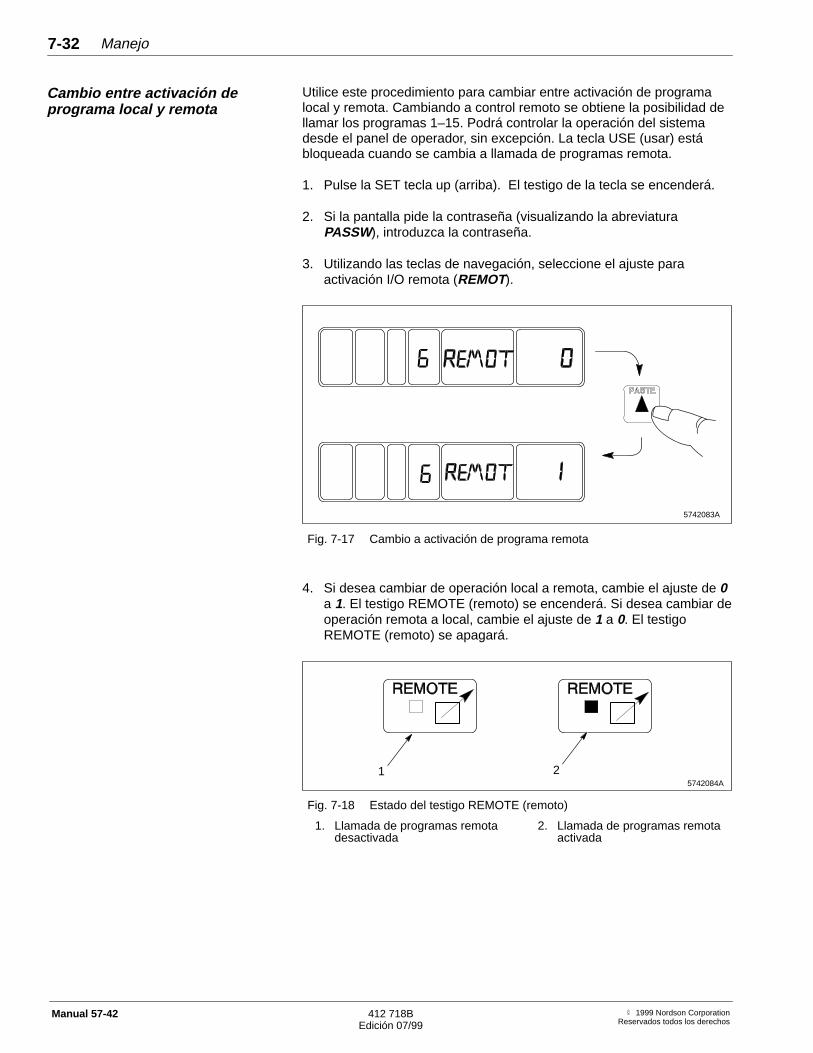
Manejo7-32
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para cambiar entre activación de programalocal y remota. Cambiando a control remoto se obtiene la posibilidad dellamar los programas 1–15. Podrá controlar la operación del sistemadesde el panel de operador, sin excepción. La tecla USE (usar) estábloqueada cuando se cambia a llamada de programas remota.
1. Pulse la SET tecla up (arriba). El testigo de la tecla se encenderá.
2. Si la pantalla pide la contraseña (visualizando la abreviaturaPASSW), introduzca la contraseña.
3. Utilizando las teclas de navegación, seleccione el ajuste paraactivación I/O remota (REMOT).
5742083A
Fig. 7-17 Cambio a activación de programa remota
4. Si desea cambiar de operación local a remota, cambie el ajuste de 0a 1. El testigo REMOTE (remoto) se encenderá. Si desea cambiar deoperación remota a local, cambie el ajuste de 1 a 0. El testigoREMOTE (remoto) se apagará.
5742084A1 2
Fig. 7-18 Estado del testigo REMOTE (remoto)
1. Llamada de programas remotadesactivada
2. Llamada de programas remotaactivada
Cambio entre activación deprograma local y remota

Manejo 7-33
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
OBSERVACION: Cuando activa la activación de programas remota,no podrá activar programas desde el panel del operador con la teclaUSE (usar).
5. Pulse de nuevo la SET tecla up (arriba). El testigo de la tecla seapagará.
Utilice este procedimiento para llamar programas desde un puestoremoto. El testigo REMOTE (remoto) de la unidad debe estar en lallamada de programas de forma remota. Si está conectado, vea Cambioentre activación de programa local y remota en esta sección.
1. Si se está generando el encolado en la línea de producción debehacer uno de los siguientes pasos:
� detener la línea de producción
� detener el flujo de productos en la línea
� pulsar la tecla RUN (marcha) en el panel del operador (el testigode la tecla se apagará)
OBSERVACION: Si llama un programa con la unidad en el modo runy la línea de producción en marcha con productos, el control deencolado (1) dejará de generar encolados en los productos entre elactivador y las pistolas y (2) comenzará a generar encolados delnuevo programa en los productos que pasan el activador (después deunos segundos de retraso).
Llamada a programas

Manejo7-34
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
2. Vea la tabla siguiente para ajustar el dispositivo binario conectado alos terminales X1-14, X1-15, X1-16 y X1-17 en la tarjeta opcional I/O.
Tab. 7-7 Ajustes de interruptores binarios para llamada de programas deforma remota
Objetivo Ajustes de interruptores conectados alos terminales de la tarjeta I/O
(ver Nota A)
X1 -17 X1 -16 X1 -15 X1 -14
Detener el programa enmarcha
Off Off Off Off
Llamada de programa 01 Off Off Off On
Llamada de programa 02 Off Off On Off
Llamada de programa 03 Off Off On On
Llamada de programa 04 Off On Off Off
Llamada de programa 05 Off On Off On
Llamada de programa 06 Off On On Off
Llamada de programa 07 Off On On On
Llamada de programa 08 On Off Off Off
Llamada de programa 09 On Off Off On
Llamada de programa 10 On Off On Off
Llamada de programa 11 On Off On On
Llamada de programa 12 On On Off Off
Llamada de programa 13 On On Off On
Llamada de programa 14 On On On Off
Llamada de programa 15 On On On On
NOTA A: Cuando estos interruptores están en on, se suministran24 Vdc a las entradas de la tarjeta I/O.
3. Reanude la producción por el medio apropiado, dependiendo decomo se detuvo la línea en el paso 1. El encolado del programallamado se generará.
Llamada a programas (cont.)
Manejo 7-35
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento en el panel remoto para detener el programaque se activo de forma remota. El testigo REMOTE (remoto) del paneldel operador debe estar encendido para realizar este procedimiento.
1. Ajuste todos los interruptores conectados a los terminales X1-14 aX1-17 de la tarjeta I/O a la posición off. Si el encolado se estágenerando, la unidad parará. El testigo RUN del panel del operadorpermanecerá encendido pero el testigo READY (listo) se apagará.
2. Detenga la línea de producción como desee. Cuando este listo parareanudar la operación, vea Llamada a programas en esta sección.
Puede monitorizar la ocurrencia de fallo y avisos en el puesto remoto siposee conectados los terminales apropiados en la tarjeta opcional I/O.La tarjeta I/O proporciona dos ajustes de contactos de salida que puedenajustarse de dos formas distintas. Si utiliza los ajustes por defecto paralas salidas, puede
� monitorizar la ocurrencia del aviso de velocidad baja con undispositivo remoto
� monitorizar la ocurrencia de cualquier aviso o fallo con otrodispositivo remoto
Si ajusta las salidas para la opción de monitorizado, puede
� monitorizar la ocurrencia de cualquier aviso con un dispositivoremoto
� monitorizar la ocurrencia de cualquier fallo con otro dispositivoremoto
Para más información en instalación de dispositivos I/O, vea Conexiónde entradas y salidas a la tarjeta opcional I/O en Instalación. Parainformación de como cambiar los ajustes de salida, vea Explicación delos ajustes básicos en Preparación del sistema.
Detención de un programa deforma remota
Monitorizado de la operacióndel sistema de forma remota
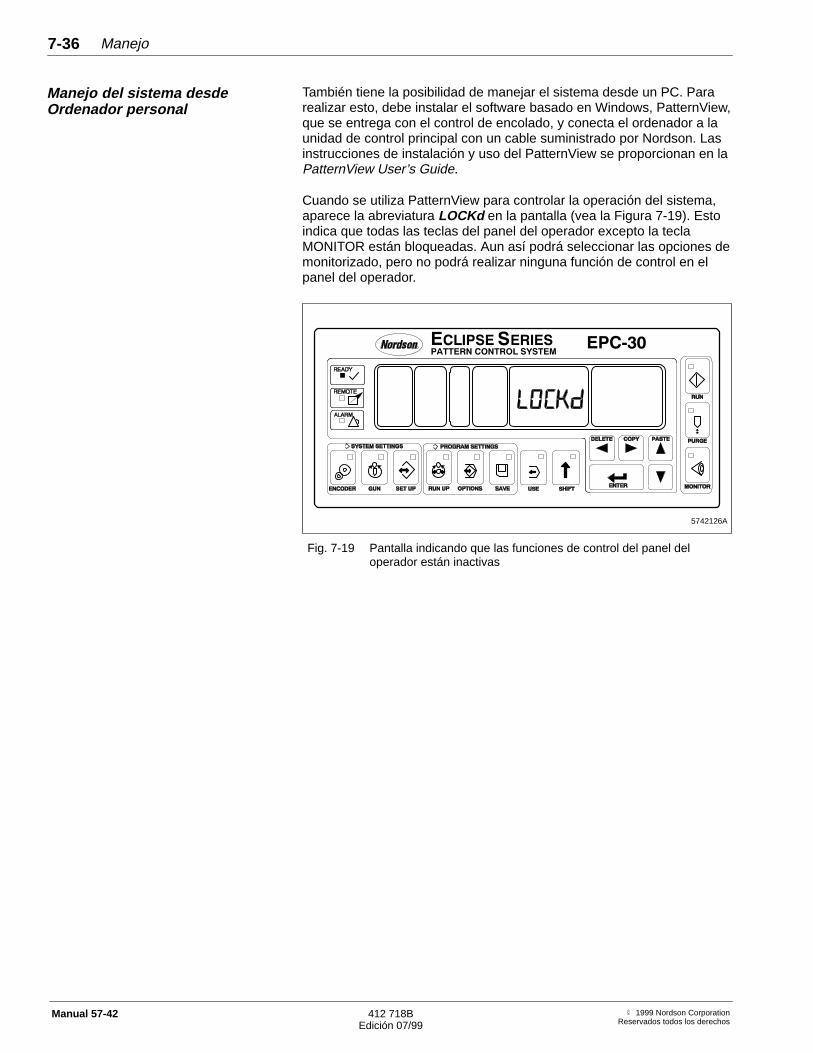
Manejo7-36
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
También tiene la posibilidad de manejar el sistema desde un PC. Pararealizar esto, debe instalar el software basado en Windows, PatternView,que se entrega con el control de encolado, y conecta el ordenador a launidad de control principal con un cable suministrado por Nordson. Lasinstrucciones de instalación y uso del PatternView se proporcionan en laPatternView User’s Guide.
Cuando se utiliza PatternView para controlar la operación del sistema,aparece la abreviatura LOCKd en la pantalla (vea la Figura 7-19). Estoindica que todas las teclas del panel del operador excepto la teclaMONITOR están bloqueadas. Aun así podrá seleccionar las opciones demonitorizado, pero no podrá realizar ninguna función de control en elpanel del operador.
5742126A
Fig. 7-19 Pantalla indicando que las funciones de control del panel deloperador están inactivas
Manejo del sistema desdeOrdenador personal
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Sección 8
Localización de averías

Localización de averías8-0
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Localización de averías 8-1
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Sección 8Localización de averías
Esta sección explica como localizar las averías del sistema de control deencolado. Cuando necesite ayuda de la localización de averías, seránormalmente por que
� observa algún síntoma de funcionamiento anormal (como pérdida deencolados), o
� el controlador ha notificado alguna condición anormal visualizando unaviso o fallo
La localización de averías de estas dos situaciones se proporciona enlas dos primeras partes de esta sección:
� Localización de averías por síntomas� Localización de averías por códigos de fallo y aviso
Esta sección también contiene otras tres secciones distintas:
� Localización de averías por códigos de fallo Log� Comprobaciones y test de la localización de averías� Ayuda y material de referencia para la localización de averías
La primera de estas tres partes debe realizarla sólo el personal Nordsonespecializado en situaciones de localización de averías. La segundaparte incluye varias comprobaciones y test que le ayudan a determinar siuna causa sospechosa de problema es el error real. La última partecontiene diagramas eléctricos y otro material de referencia que puedeser útil para la localización de averías.
1. Introducción

Localización de averías8-2
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Esta parte de la sección 8 explica como encontrar la causa de algunossíntomas básicos del control de encolado. Incluye los siguientesprocedimientos:
� Testigo READY no encendido� Todos los encolados perdidos (las pistolas no disparan)� Un encolado perdido (una pistola no dispara)� Todos los encolados perdidos en algunos productos� Uno o mas cordones siempre fuera de posición� Uno o mas cordones fuera de posición en ocasiones� Uno o mas cordones perdidos en algunos productos� Uno o mas cordones demasiado largos o demasiado cortos� Volumen de cordón demasiado bajo o demasiado alto� Cúmulos de adhesivo al detener la línea� Ajustes no guardados
2. Localización de averíaspor síntomas
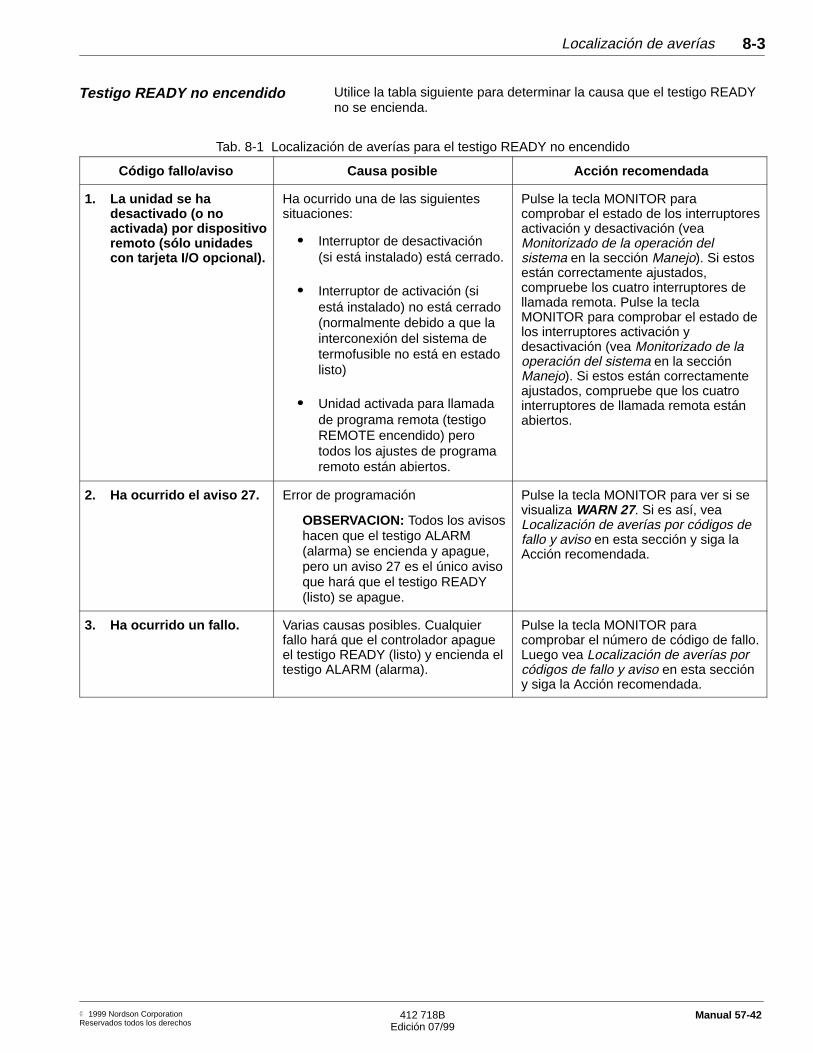
Localización de averías 8-3
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice la tabla siguiente para determinar la causa que el testigo READYno se encienda.
Tab. 8-1 Localización de averías para el testigo READY no encendido
Código fallo/aviso Causa posible Acción recomendada
1. La unidad se hadesactivado (o noactivada) por dispositivoremoto (sólo unidadescon tarjeta I/O opcional).
Ha ocurrido una de las siguientessituaciones:
� Interruptor de desactivación(si está instalado) está cerrado.
� Interruptor de activación (siestá instalado) no está cerrado(normalmente debido a que lainterconexión del sistema determofusible no está en estadolisto)
� Unidad activada para llamadade programa remota (testigoREMOTE encendido) perotodos los ajustes de programaremoto están abiertos.
Pulse la tecla MONITOR paracomprobar el estado de los interruptoresactivación y desactivación (veaMonitorizado de la operación delsistema en la sección Manejo). Si estosestán correctamente ajustados,compruebe los cuatro interruptores dellamada remota. Pulse la teclaMONITOR para comprobar el estado delos interruptores activación ydesactivación (vea Monitorizado de laoperación del sistema en la secciónManejo). Si estos están correctamenteajustados, compruebe que los cuatrointerruptores de llamada remota estánabiertos.
2. Ha ocurrido el aviso 27. Error de programación
OBSERVACION: Todos los avisoshacen que el testigo ALARM(alarma) se encienda y apague,pero un aviso 27 es el único avisoque hará que el testigo READY(listo) se apague.
Pulse la tecla MONITOR para ver si sevisualiza WARN 27. Si es así, veaLocalización de averías por códigos defallo y aviso en esta sección y siga laAcción recomendada.
3. Ha ocurrido un fallo. Varias causas posibles. Cualquierfallo hará que el controlador apagueel testigo READY (listo) y encienda eltestigo ALARM (alarma).
Pulse la tecla MONITOR paracomprobar el número de código de fallo.Luego vea Localización de averías porcódigos de fallo y aviso en esta seccióny siga la Acción recomendada.
Testigo READY no encendido

Localización de averías8-4
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para determinar la causa de la pérdida de losencolados. Si sólo utiliza una pistola, vea también Un encolado perdido(una pistola no dispara) para las causas posibles del problema.
1. Para encontrar la causa del problema, observe los LEDs de salida depistola (se muestran en la Figura 8-3) en la tarjeta de controlprincipal. Observe si están encendidos o apagados cuando laspistolas deben estar disparando.
2. Si los LEDs no están encendidos, inicie la Localización de averías enlas causas posibles de la columna izquierda de la Tabla 8-2:
� Problema con la programación� Problema operacional� Problema en la línea de producción� Problema en el control de encolado
Si los LEDs están encendidos, inicie la Localización de averías en lascausas siguientes en la Tabla 8-2:
� Problema en el sistema de termofusible
Observe que el estado de los LEDs no ayuda a encontrar las causasposibles incluidas en la Tabla 8-2.
Tab. 8-2 Localización de averías para los encolados perdidos
Causa posible (General) Causa posible (Específica) Acción correctiva
4. Problema en el sistemade termofusible
Adhesivo todavía no fundido Espere que el testigo READY (listo) delaplicador de termofusible se encienda.
Bomba no en marcha Compruebe la presión de aire de labomba. Asegúrese que la bomba estáconectada.
Existe un fallo Compruebe el sistema de termofusiblede posibles fallos
Tanque vacío Compruebe el nivel del tanque.
Unidad de termofusible defectuosa Vea el manual de la unidad paraconsejos de Localización de averías.
5. Problema con laprogramación
Activador mal asociado a pistolas Visualice la pantalla de definición deencolado y compruebe que el númerode activador está bien asignado a cadapistola.
Otro error de ajuste Ponga el programa por defecto (númerode programa 00) para ver si el sistemagenera encolados. Si los hace, busqueun error de ajuste en el programa.
Todas las pistolas ajustadas paragenerar cordones de longitudaleatoria pero los márgenes sesolapan.
Compare el ajuste del margen de salidacon la longitud de producto. Acorte elmargen si se solapan.
Continúa en la página siguiente
Todos los encolados perdidos(las pistolas no disparan)
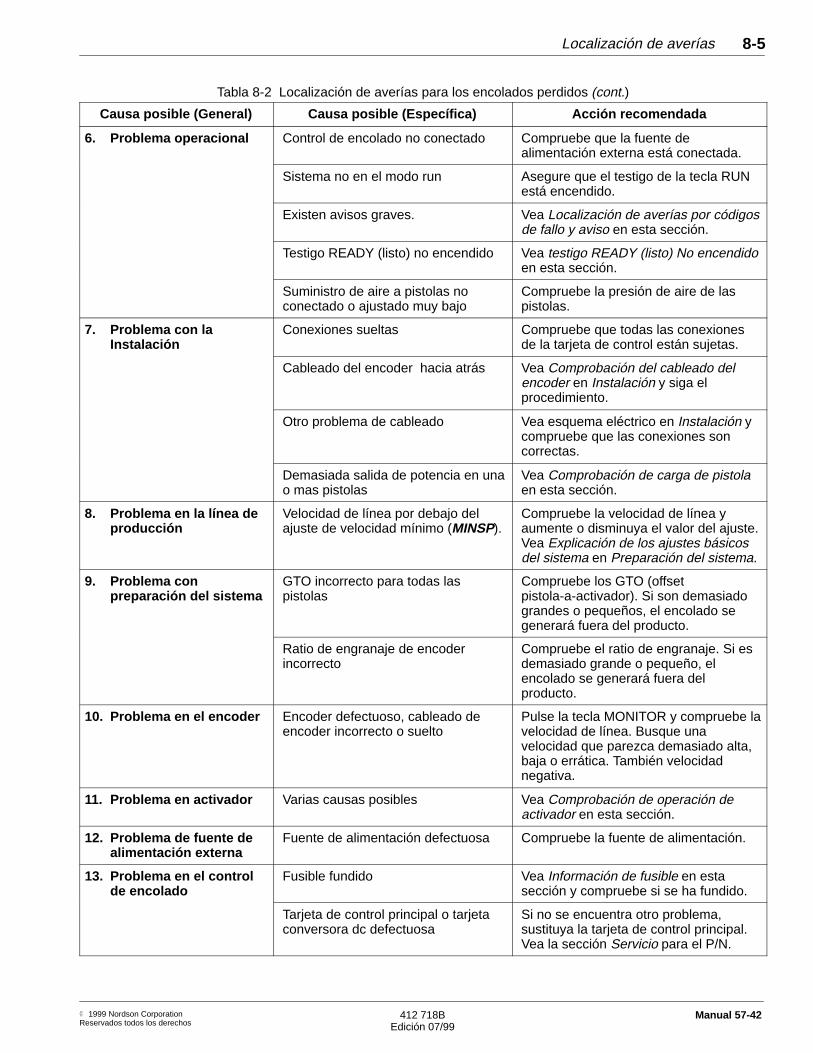
Localización de averías 8-5
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Tabla 8-2 Localización de averías para los encolados perdidos (cont.)
Causa posible (General) Causa posible (Específica) Acción recomendada
6. Problema operacional Control de encolado no conectado Compruebe que la fuente dealimentación externa está conectada.
Sistema no en el modo run Asegure que el testigo de la tecla RUNestá encendido.
Existen avisos graves. Vea Localización de averías por códigosde fallo y aviso en esta sección.
Testigo READY (listo) no encendido Vea testigo READY (listo) No encendidoen esta sección.
Suministro de aire a pistolas noconectado o ajustado muy bajo
Compruebe la presión de aire de laspistolas.
7. Problema con laInstalación
Conexiones sueltas Compruebe que todas las conexionesde la tarjeta de control están sujetas.
Cableado del encoder hacia atrás Vea Comprobación del cableado delencoder en Instalación y siga elprocedimiento.
Otro problema de cableado Vea esquema eléctrico en Instalación ycompruebe que las conexiones soncorrectas.
Demasiada salida de potencia en unao mas pistolas
Vea Comprobación de carga de pistolaen esta sección.
8. Problema en la línea deproducción
Velocidad de línea por debajo delajuste de velocidad mínimo (MINSP).
Compruebe la velocidad de línea yaumente o disminuya el valor del ajuste.Vea Explicación de los ajustes básicosdel sistema en Preparación del sistema.
9. Problema conpreparación del sistema
GTO incorrecto para todas laspistolas
Compruebe los GTO (offsetpistola-a-activador). Si son demasiadograndes o pequeños, el encolado segenerará fuera del producto.
Ratio de engranaje de encoderincorrecto
Compruebe el ratio de engranaje. Si esdemasiado grande o pequeño, elencolado se generará fuera delproducto.
10. Problema en el encoder Encoder defectuoso, cableado deencoder incorrecto o suelto
Pulse la tecla MONITOR y compruebe lavelocidad de línea. Busque unavelocidad que parezca demasiado alta,baja o errática. También velocidadnegativa.
11. Problema en activador Varias causas posibles Vea Comprobación de operación deactivador en esta sección.
12. Problema de fuente dealimentación externa
Fuente de alimentación defectuosa Compruebe la fuente de alimentación.
13. Problema en el controlde encolado
Fusible fundido Vea Información de fusible en estasección y compruebe si se ha fundido.
Tarjeta de control principal o tarjetaconversora dc defectuosa
Si no se encuentra otro problema,sustituya la tarjeta de control principal.Vea la sección Servicio para el P/N.
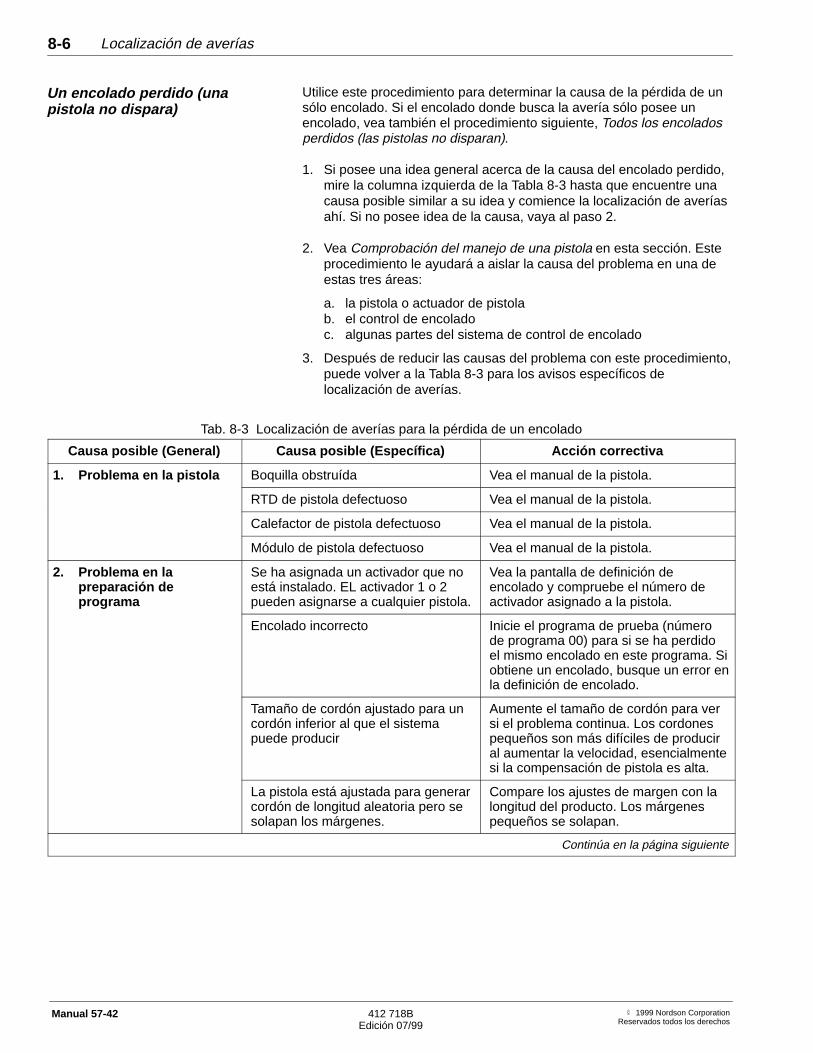
Localización de averías8-6
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para determinar la causa de la pérdida de unsólo encolado. Si el encolado donde busca la avería sólo posee unencolado, vea también el procedimiento siguiente, Todos los encoladosperdidos (las pistolas no disparan).
1. Si posee una idea general acerca de la causa del encolado perdido,mire la columna izquierda de la Tabla 8-3 hasta que encuentre unacausa posible similar a su idea y comience la localización de averíasahí. Si no posee idea de la causa, vaya al paso 2.
2. Vea Comprobación del manejo de una pistola en esta sección. Esteprocedimiento le ayudará a aislar la causa del problema en una deestas tres áreas:
a. la pistola o actuador de pistolab. el control de encoladoc. algunas partes del sistema de control de encolado
3. Después de reducir las causas del problema con este procedimiento,puede volver a la Tabla 8-3 para los avisos específicos delocalización de averías.
Tab. 8-3 Localización de averías para la pérdida de un encolado
Causa posible (General) Causa posible (Específica) Acción correctiva
1. Problema en la pistola Boquilla obstruída Vea el manual de la pistola.
RTD de pistola defectuoso Vea el manual de la pistola.
Calefactor de pistola defectuoso Vea el manual de la pistola.
Módulo de pistola defectuoso Vea el manual de la pistola.
2. Problema en lapreparación deprograma
Se ha asignada un activador que noestá instalado. EL activador 1 o 2pueden asignarse a cualquier pistola.
Vea la pantalla de definición deencolado y compruebe el número deactivador asignado a la pistola.
Encolado incorrecto Inicie el programa de prueba (númerode programa 00) para si se ha perdidoel mismo encolado en este programa. Siobtiene un encolado, busque un error enla definición de encolado.
Tamaño de cordón ajustado para uncordón inferior al que el sistemapuede producir
Aumente el tamaño de cordón para versi el problema continua. Los cordonespequeños son más difíciles de produciral aumentar la velocidad, esencialmentesi la compensación de pistola es alta.
La pistola está ajustada para generarcordón de longitud aleatoria pero sesolapan los márgenes.
Compare los ajustes de margen con lalongitud del producto. Los márgenespequeños se solapan.
Continúa en la página siguiente
Un encolado perdido (unapistola no dispara)

Localización de averías 8-7
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Tabla 8-3 Localización de averías para la pérdida de un encolado (cont.)
Causa posible (General) Causa posible (Específica) Acción recomendada
3. Problema en el actuadorde la pistola (sólo tiponeumático)
Electroválvula defectuosa Pulse el botón de prueba manual en laelectroválvula. Si la pistola no aplicaadhesivo, busque el problema en lapistola. Si aplica adhesivo, se asumeque la pistola funciona bien y vaya aComprobación del manejo de unapistola. Este procedimiento le ayuda aaislar el problema a la electroválvula, elcontrol de encolado, u otra área.
4. Problema en el actuadorde la pistola (sóloaccionamiento eléctrico)
Accionamiento defectuoso Vea el manual de accionamiento depistola eléctrico. O puede verComprobación del manejo de unapistola en esta sección.
5. Problema en el sistemade termofusible
Zona de calefacción de pistolaajustada demasiado baja odesconectada
Compruebe la temperatura y ajustes dela zona según sea necesario.
Zona de calefacción de mangueraajustada demasiado baja odesconectada
Compruebe la temperatura y ajustes dela zona según sea necesario.
Manguera defectuosa Vea el manual del sistema determofusible.
6. Problema en elactivador
Varias causas posibles Si el mismo activador se asocia contodas las pistolas y algunas pistolasrealizan encolados correctos, elimine elactivador como causa del problema.Pero si posee dos activadores y uno sededica a las pistolas que no aplican, veaComprobación de operación deactivador en esta sección.
7. Problema con laInstalación
Cableado incorrecto o suelto Compruebe el cableado. Vea Conexiónde entradas y salidas de la tarjeta decontrol en Instalación.
Líneas de aire a pistola instaladasincorrectamente (sólo pistolasmanejadas por aire)
Vea el manual de la pistola y compruebeque las líneas de aire son correctas.
Conexión suelta o incorrecta entreaccionamiento de pistola y pistola(sólo pistola eléctrica)
Vea el manual de la pistola y compruebeque el cableado está correcto.
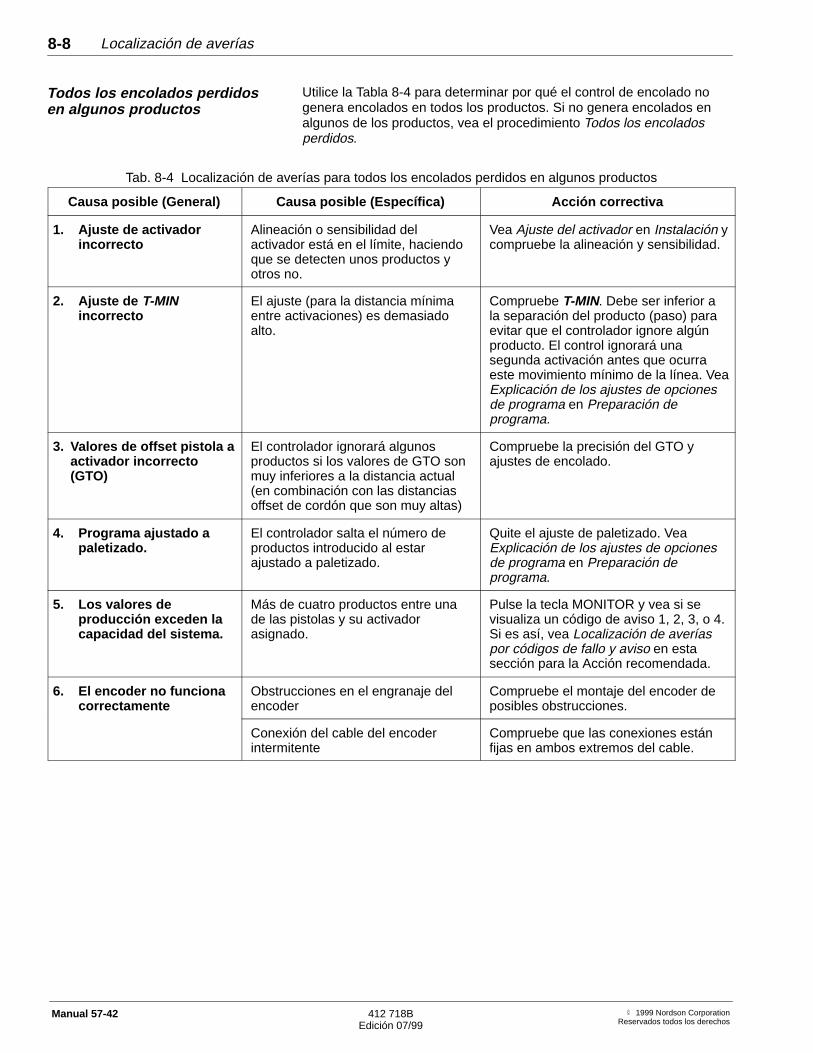
Localización de averías8-8
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice la Tabla 8-4 para determinar por qué el control de encolado nogenera encolados en todos los productos. Si no genera encolados enalgunos de los productos, vea el procedimiento Todos los encoladosperdidos.
Tab. 8-4 Localización de averías para todos los encolados perdidos en algunos productos
Causa posible (General) Causa posible (Específica) Acción correctiva
1. Ajuste de activadorincorrecto
Alineación o sensibilidad delactivador está en el límite, haciendoque se detecten unos productos yotros no.
Vea Ajuste del activador en Instalación ycompruebe la alineación y sensibilidad.
2. Ajuste de T-MINincorrecto
El ajuste (para la distancia mínimaentre activaciones) es demasiadoalto.
Compruebe T-MIN. Debe ser inferior ala separación del producto (paso) paraevitar que el controlador ignore algúnproducto. El control ignorará unasegunda activación antes que ocurraeste movimiento mínimo de la línea. VeaExplicación de los ajustes de opcionesde programa en Preparación deprograma.
3. Valores de offset pistola aactivador incorrecto(GTO)
El controlador ignorará algunosproductos si los valores de GTO sonmuy inferiores a la distancia actual(en combinación con las distanciasoffset de cordón que son muy altas)
Compruebe la precisión del GTO yajustes de encolado.
4. Programa ajustado apaletizado.
El controlador salta el número deproductos introducido al estarajustado a paletizado.
Quite el ajuste de paletizado. VeaExplicación de los ajustes de opcionesde programa en Preparación deprograma.
5. Los valores deproducción exceden lacapacidad del sistema.
Más de cuatro productos entre unade las pistolas y su activadorasignado.
Pulse la tecla MONITOR y vea si sevisualiza un código de aviso 1, 2, 3, o 4.Si es así, vea Localización de averíaspor códigos de fallo y aviso en estasección para la Acción recomendada.
6. El encoder no funcionacorrectamente
Obstrucciones en el engranaje delencoder
Compruebe el montaje del encoder deposibles obstrucciones.
Conexión del cable del encoderintermitente
Compruebe que las conexiones estánfijas en ambos extremos del cable.
Todos los encolados perdidosen algunos productos
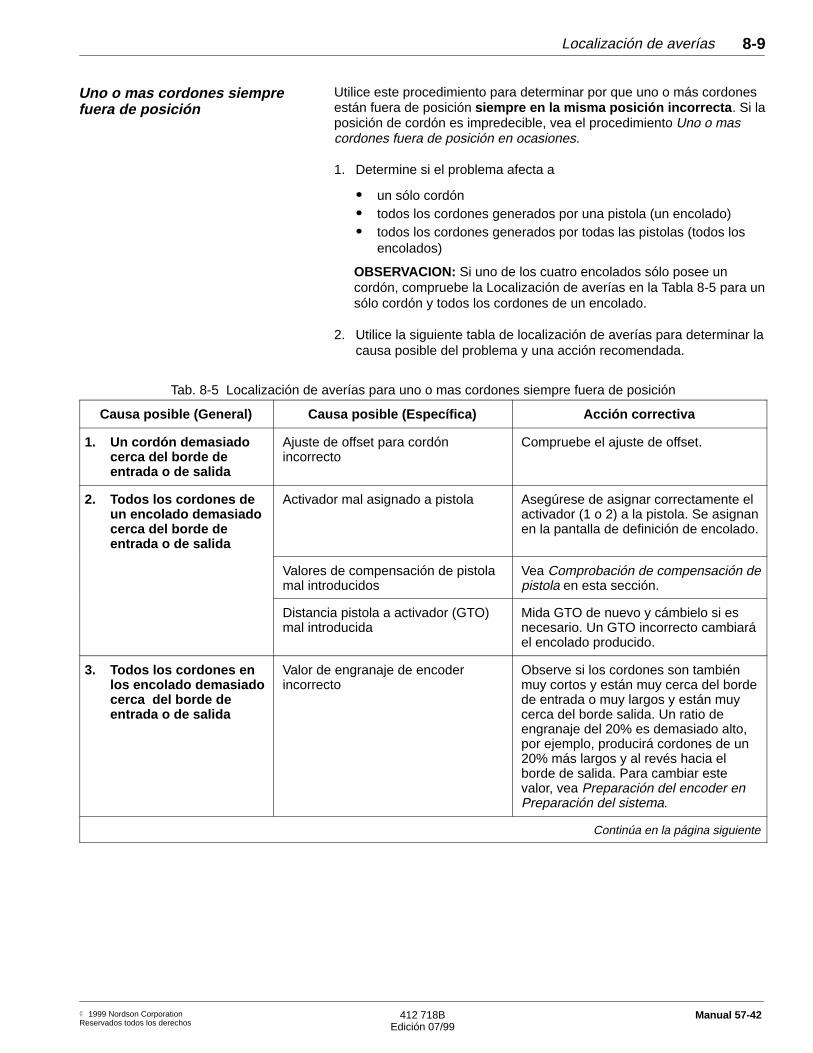
Localización de averías 8-9
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para determinar por que uno o más cordonesestán fuera de posición siempre en la misma posición incorrecta . Si laposición de cordón es impredecible, vea el procedimiento Uno o mascordones fuera de posición en ocasiones.
1. Determine si el problema afecta a
� un sólo cordón� todos los cordones generados por una pistola (un encolado)� todos los cordones generados por todas las pistolas (todos los
encolados)
OBSERVACION: Si uno de los cuatro encolados sólo posee uncordón, compruebe la Localización de averías en la Tabla 8-5 para unsólo cordón y todos los cordones de un encolado.
2. Utilice la siguiente tabla de localización de averías para determinar lacausa posible del problema y una acción recomendada.
Tab. 8-5 Localización de averías para uno o mas cordones siempre fuera de posición
Causa posible (General) Causa posible (Específica) Acción correctiva
1. Un cordón demasiadocerca del borde deentrada o de salida
Ajuste de offset para cordónincorrecto
Compruebe el ajuste de offset.
2. Todos los cordones deun encolado demasiadocerca del borde deentrada o de salida
Activador mal asignado a pistola Asegúrese de asignar correctamente elactivador (1 o 2) a la pistola. Se asignanen la pantalla de definición de encolado.
Valores de compensación de pistolamal introducidos
Vea Comprobación de compensación depistola en esta sección.
Distancia pistola a activador (GTO)mal introducida
Mida GTO de nuevo y cámbielo si esnecesario. Un GTO incorrecto cambiaráel encolado producido.
3. Todos los cordones enlos encolado demasiadocerca del borde deentrada o de salida
Valor de engranaje de encoderincorrecto
Observe si los cordones son tambiénmuy cortos y están muy cerca del bordede entrada o muy largos y están muycerca del borde salida. Un ratio deengranaje del 20% es demasiado alto,por ejemplo, producirá cordones de un20% más largos y al revés hacia elborde de salida. Para cambiar estevalor, vea Preparación del encoder enPreparación del sistema.
Continúa en la página siguiente
Uno o mas cordones siemprefuera de posición
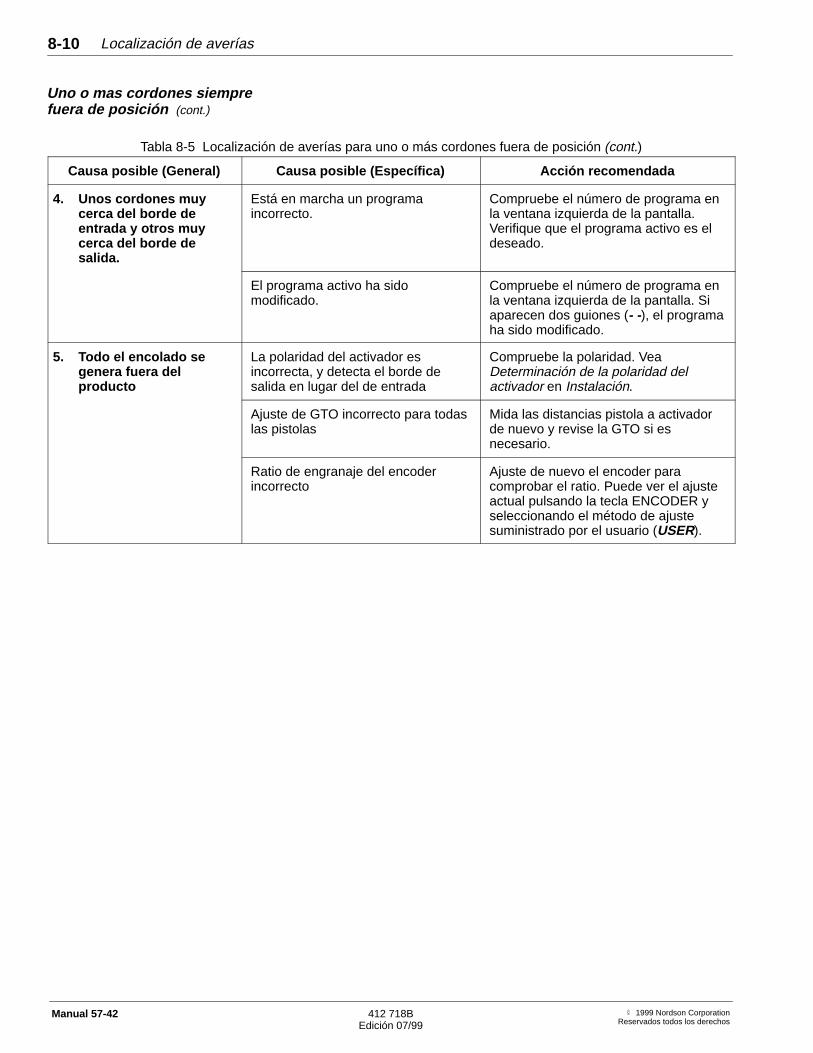
Localización de averías8-10
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Tabla 8-5 Localización de averías para uno o más cordones fuera de posición (cont.)
Causa posible (General) Causa posible (Específica) Acción recomendada
4. Unos cordones muycerca del borde deentrada y otros muycerca del borde desalida.
Está en marcha un programaincorrecto.
Compruebe el número de programa enla ventana izquierda de la pantalla.Verifique que el programa activo es eldeseado.
El programa activo ha sidomodificado.
Compruebe el número de programa enla ventana izquierda de la pantalla. Siaparecen dos guiones (- -), el programaha sido modificado.
5. Todo el encolado segenera fuera delproducto
La polaridad del activador esincorrecta, y detecta el borde desalida en lugar del de entrada
Compruebe la polaridad. VeaDeterminación de la polaridad delactivador en Instalación.
Ajuste de GTO incorrecto para todaslas pistolas
Mida las distancias pistola a activadorde nuevo y revise la GTO si esnecesario.
Ratio de engranaje del encoderincorrecto
Ajuste de nuevo el encoder paracomprobar el ratio. Puede ver el ajusteactual pulsando la tecla ENCODER yseleccionando el método de ajustesuministrado por el usuario (USER).
Uno o mas cordones siemprefuera de posición (cont.)

Localización de averías 8-11
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice la tabla siguiente para determinar la causa del posicionadoinconsistente del encolado. Si el control produce encolados que estáncontinuamente en la posición incorrecta, vea Uno o mas cordonessiempre fuera de posición o Uno o mas cordones demasiado largos odemasiado cortos. Si los cordones están fuera de posición sólo con loscambios de velocidad, vea Comprobación de compensación de pistolaen esta sección.
Tab. 8-6 Localización de averías para uno o mas cordones fuera de posición en ocasiones
Causa posible (General) Causa posible (Específica) Acción correctiva
1. Problemas mecánicos ofísicos afectan alrendimiento del sistema
Deslizamientos en la línea deproducción
Asegúrese que los productos no quedantorcidos al pasar por el sistema decontrol de encolado.
Obstrucción parcial en la boquilla. Compruebe posibles obstrucciones.
Deslizamientos en el engranaje delencoder
Compruebe el montaje del encoder anteposibles deslizamientos.
2. Rendimiento del sistemano maximizado
Ratio de engranaje del encoderdemasiado bajo
Compruebe el ratio de engranaje delencoder. Debe instalar un encoder conun ratio de al menos 1 pulso/milímetro(25.4 pulsos/pulgada) para obtenerbuen rendimiento del control deencolado.
Pistolas instaladas con tiempo derespuesta corto, requiriendo ajustesde compensación de pistolaelevados.
Utilice pistolas más rápidas,especialmente si el ratio de engranajees bajo. Vea Diseño del equipo enInstalación para más información sobreel efecto de la velocidad de pistola en laconsistencia del posicionado delencolado.
3. Rendimiento del sistemaexcedido
OBSERVACION: Esteproblema es a menudoresultado de una combina-ción de factores listadosen la columna de causaespecífica.
Velocidad de línea demasiado rápida Mantenga la velocidad por debajo de300 m/min (984 ft/min). Aumentando lavelocidad de línea se aumenta lademanda del procesador de control.
Cordones muy cortos y/o separaciónmuy pequeña
Aumente la longitud de cordón y/o laseparación entre ellos, especialmente sila compensación de pistola y lavelocidad de línea son altas.
Activador muy próximo a una o máspistolas
Evite ajustar el activador demasiadocerca de las pistolas, especialmentecuando la velocidad de línea y lacompensación de pistola son altas. VeaLocalización de componentes delsistema en Instalación para la tabla quemuestra la distancia mínima pistola aactivador (GTO) con distintasvelocidades de línea y ajustes decompensación de pistola.
Uno o mas cordones fuera deposición en ocasiones

Localización de averías8-12
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice la Tabla 8-7 para determinar la causa que se pierdan uno o mascordones en algunos productos.
Tab. 8-7 Localización de averías para Uno o mas cordones perdidos en algunos productos
Causa posible (General) Causa posible (Específica) Acción correctiva
1. Velocidad de pistolademasiado baja para laaplicación de altorendimiento
Se requieren ajustes decompensación de pistola altos para lavelocidad de línea rápida encombinación con las longitud decordón corta y/o la distancia entrecordones pequeña
Reduzca la velocidad de línea. Sifunciona, puede trabajar a estavelocidad o puede utilizar pistolas detiempo de respuesta más rápido.
OBSERVACION: Puede ver visualiza-dos los códigos de aviso 5, 6, 7, o 8. Siaparecen, vea Localización de averíaspor códigos de fallo y aviso.
2. Boquilla parcialmenteobstruída
La obstrucción parcial hace que eladhesivo se aplique de formaintermitente.
Compruebe la obstrucción de la boquillay limpie os sustituya según necesite.
Uno o mas cordones perdidosen algunos productos
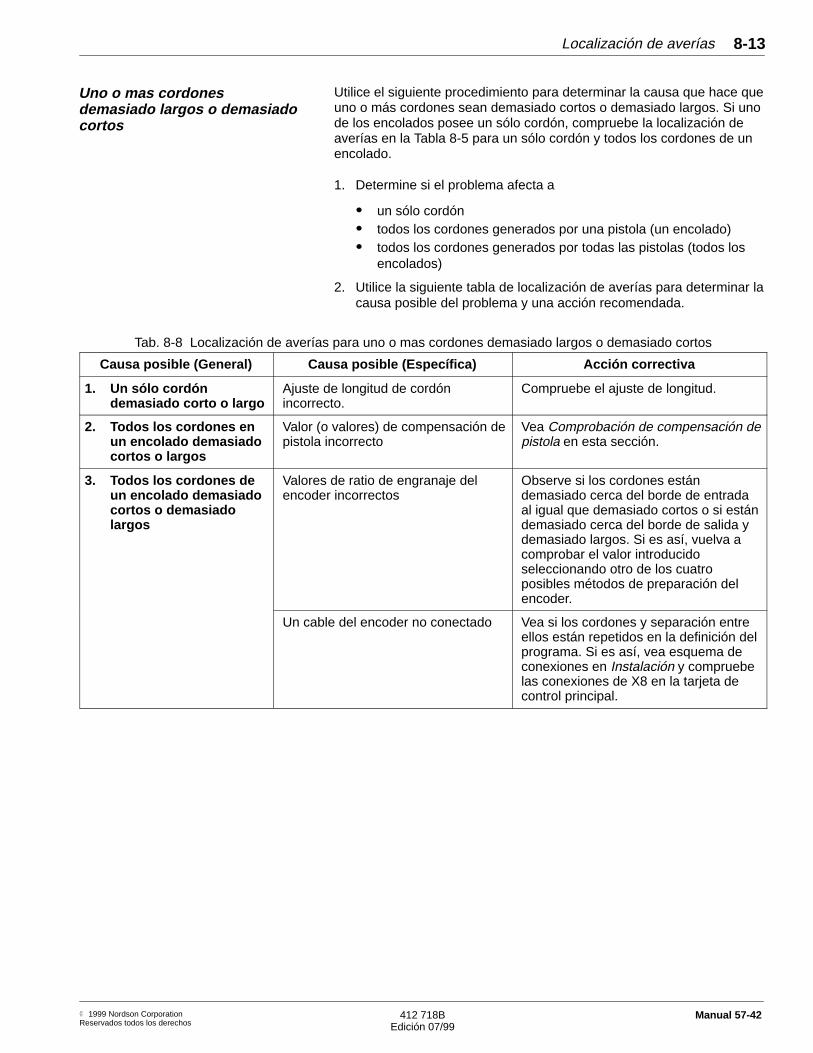
Localización de averías 8-13
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice el siguiente procedimiento para determinar la causa que hace queuno o más cordones sean demasiado cortos o demasiado largos. Si unode los encolados posee un sólo cordón, compruebe la localización deaverías en la Tabla 8-5 para un sólo cordón y todos los cordones de unencolado.
1. Determine si el problema afecta a
� un sólo cordón� todos los cordones generados por una pistola (un encolado)� todos los cordones generados por todas las pistolas (todos los
encolados)
2. Utilice la siguiente tabla de localización de averías para determinar lacausa posible del problema y una acción recomendada.
Tab. 8-8 Localización de averías para uno o mas cordones demasiado largos o demasiado cortos
Causa posible (General) Causa posible (Específica) Acción correctiva
1. Un sólo cordóndemasiado corto o largo
Ajuste de longitud de cordónincorrecto.
Compruebe el ajuste de longitud.
2. Todos los cordones enun encolado demasiadocortos o largos
Valor (o valores) de compensación depistola incorrecto
Vea Comprobación de compensación depistola en esta sección.
3. Todos los cordones deun encolado demasiadocortos o demasiadolargos
Valores de ratio de engranaje delencoder incorrectos
Observe si los cordones estándemasiado cerca del borde de entradaal igual que demasiado cortos o si estándemasiado cerca del borde de salida ydemasiado largos. Si es así, vuelva acomprobar el valor introducidoseleccionando otro de los cuatroposibles métodos de preparación delencoder.
Un cable del encoder no conectado Vea si los cordones y separación entreellos están repetidos en la definición delprograma. Si es así, vea esquema deconexiones en Instalación y compruebelas conexiones de X8 en la tarjeta decontrol principal.
Uno o mas cordonesdemasiado largos o demasiadocortos

Localización de averías8-14
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice la tabla siguiente para determinar la causa del bajo o alto volumende cordón.
Tab. 8-9 Localización de averías para volumen de cordón alto o bajo
Causa posible (General) Causa posible (Específica) Acción correctiva
1. Volumen de cordóndemasiado bajo
Presión en sistemas con bomba depistón demasiado baja
Aumente la presión de bombeo.
Presión en el sistema con bomba deengranajes demasiado alta
Disminuya la presión de bombeo.
Temperatura de adhesivo demasiadobaja en sistemas con bomba depistón
Aumente la temperatura del adhesivo.
Boquilla o filtro parcialmenteobstruídos
Limpie o sustituya la boquilla o el filtro.
Ajuste de Run-up demasiado bajo(sólo sistemas con tarjeta I/Oopcional y equipo de run upinstalado)
Aumente el ajuste de run up. VeaRealización de ajuste de volumen enlínea en Manejo.
Curva de Run-up no ajustadacorrectamente (sólo sistemas contarjeta I/O opcional y equipo de runup instalado)
Redefina la curva run-up. VeaExplicación de ajustes de Run-Up enAjustes de programa.
2. Volumen de cordóndemasiado alto
Presión demasiado alta en sistemascon bomba de pistón
Disminuya la presión de bombeo.
Presión demasiado baja en sistemasde bomba de engranajes
Aumente la presión de bombeo.
Temperatura del adhesivo demasiadoalta en sistemas con bomba de pistón
Disminuya la temperatura del adhesivo.
Ajuste de Run-up demasiado alto(sólo sistemas con tarjeta I/Oopcional y equipo de run upinstalado)
Disminuya el ajuste de run up. VeaRealización de ajustes de volumen enlínea en Manejo.
Curva de Run-up no ajustadacorrectamente (sólo sistemas contarjeta I/O opcional y equipo de runup instalado)
Redefina la curva run-up. VeaExplicación de ajustes de Run-Up enAjustes de programa.
Volumen de cordón demasiadobajo o demasiado alto
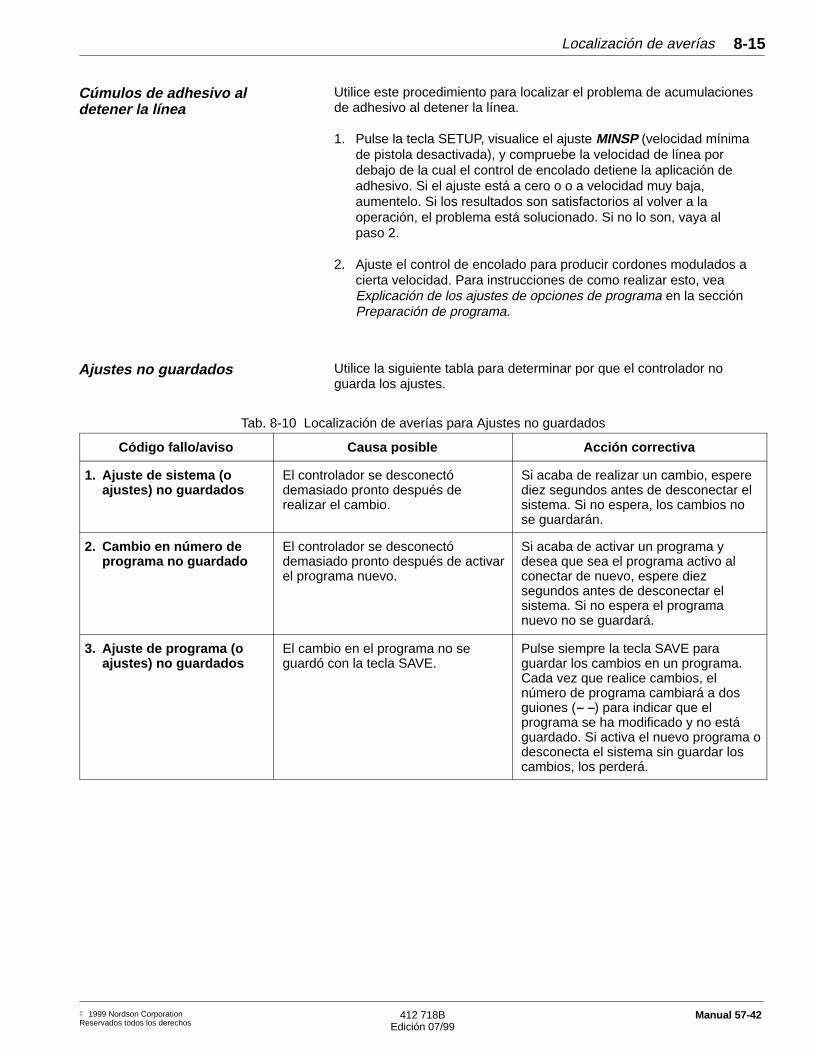
Localización de averías 8-15
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para localizar el problema de acumulacionesde adhesivo al detener la línea.
1. Pulse la tecla SETUP, visualice el ajuste MINSP (velocidad mínimade pistola desactivada), y compruebe la velocidad de línea pordebajo de la cual el control de encolado detiene la aplicación deadhesivo. Si el ajuste está a cero o o a velocidad muy baja,aumentelo. Si los resultados son satisfactorios al volver a laoperación, el problema está solucionado. Si no lo son, vaya al paso 2.
2. Ajuste el control de encolado para producir cordones modulados acierta velocidad. Para instrucciones de como realizar esto, veaExplicación de los ajustes de opciones de programa en la secciónPreparación de programa.
Utilice la siguiente tabla para determinar por que el controlador noguarda los ajustes.
Tab. 8-10 Localización de averías para Ajustes no guardados
Código fallo/aviso Causa posible Acción correctiva
1. Ajuste de sistema (oajustes) no guardados
El controlador se desconectódemasiado pronto después derealizar el cambio.
Si acaba de realizar un cambio, esperediez segundos antes de desconectar elsistema. Si no espera, los cambios nose guardarán.
2. Cambio en número deprograma no guardado
El controlador se desconectódemasiado pronto después de activarel programa nuevo.
Si acaba de activar un programa ydesea que sea el programa activo alconectar de nuevo, espere diezsegundos antes de desconectar elsistema. Si no espera el programanuevo no se guardará.
3. Ajuste de programa (oajustes) no guardados
El cambio en el programa no seguardó con la tecla SAVE.
Pulse siempre la tecla SAVE paraguardar los cambios en un programa.Cada vez que realice cambios, elnúmero de programa cambiará a dosguiones (– –) para indicar que elprograma se ha modificado y no estáguardado. Si activa el nuevo programa odesconecta el sistema sin guardar loscambios, los perderá.
Cúmulos de adhesivo aldetener la línea
Ajustes no guardados
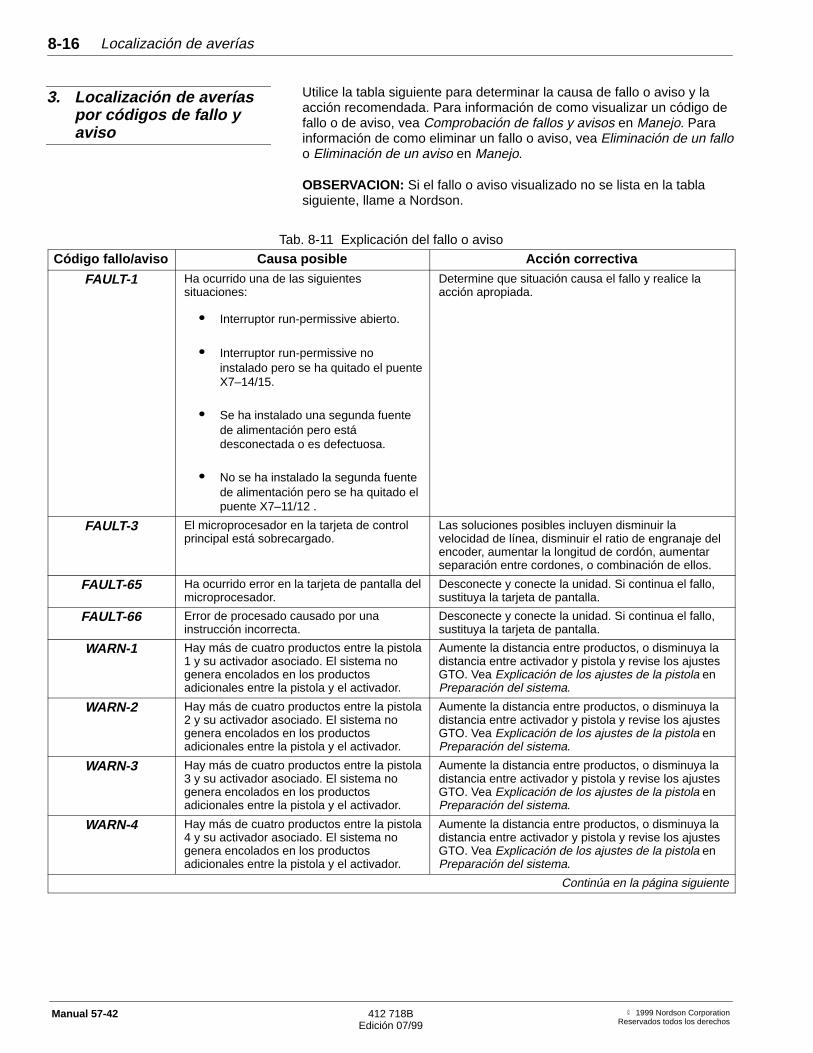
Localización de averías8-16
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice la tabla siguiente para determinar la causa de fallo o aviso y laacción recomendada. Para información de como visualizar un código defallo o de aviso, vea Comprobación de fallos y avisos en Manejo. Parainformación de como eliminar un fallo o aviso, vea Eliminación de un falloo Eliminación de un aviso en Manejo.
OBSERVACION: Si el fallo o aviso visualizado no se lista en la tablasiguiente, llame a Nordson.
Tab. 8-11 Explicación del fallo o aviso
Código fallo/aviso Causa posible Acción correctiva
FAULT-1 Ha ocurrido una de las siguientessituaciones:
� Interruptor run-permissive abierto.
� Interruptor run-permissive noinstalado pero se ha quitado el puenteX7–14/15.
� Se ha instalado una segunda fuentede alimentación pero estádesconectada o es defectuosa.
� No se ha instalado la segunda fuentede alimentación pero se ha quitado elpuente X7–11/12 .
Determine que situación causa el fallo y realice laacción apropiada.
FAULT-3 El microprocesador en la tarjeta de controlprincipal está sobrecargado.
Las soluciones posibles incluyen disminuir lavelocidad de línea, disminuir el ratio de engranaje delencoder, aumentar la longitud de cordón, aumentarseparación entre cordones, o combinación de ellos.
FAULT-65 Ha ocurrido error en la tarjeta de pantalla delmicroprocesador.
Desconecte y conecte la unidad. Si continua el fallo,sustituya la tarjeta de pantalla.
FAULT-66 Error de procesado causado por unainstrucción incorrecta.
Desconecte y conecte la unidad. Si continua el fallo,sustituya la tarjeta de pantalla.
WARN-1 Hay más de cuatro productos entre la pistola1 y su activador asociado. El sistema nogenera encolados en los productosadicionales entre la pistola y el activador.
Aumente la distancia entre productos, o disminuya ladistancia entre activador y pistola y revise los ajustesGTO. Vea Explicación de los ajustes de la pistola enPreparación del sistema.
WARN-2 Hay más de cuatro productos entre la pistola2 y su activador asociado. El sistema nogenera encolados en los productosadicionales entre la pistola y el activador.
Aumente la distancia entre productos, o disminuya ladistancia entre activador y pistola y revise los ajustesGTO. Vea Explicación de los ajustes de la pistola enPreparación del sistema.
WARN-3 Hay más de cuatro productos entre la pistola3 y su activador asociado. El sistema nogenera encolados en los productosadicionales entre la pistola y el activador.
Aumente la distancia entre productos, o disminuya ladistancia entre activador y pistola y revise los ajustesGTO. Vea Explicación de los ajustes de la pistola enPreparación del sistema.
WARN-4 Hay más de cuatro productos entre la pistola4 y su activador asociado. El sistema nogenera encolados en los productosadicionales entre la pistola y el activador.
Aumente la distancia entre productos, o disminuya ladistancia entre activador y pistola y revise los ajustesGTO. Vea Explicación de los ajustes de la pistola enPreparación del sistema.
Continúa en la página siguiente
3. Localización de averíaspor códigos de fallo yaviso
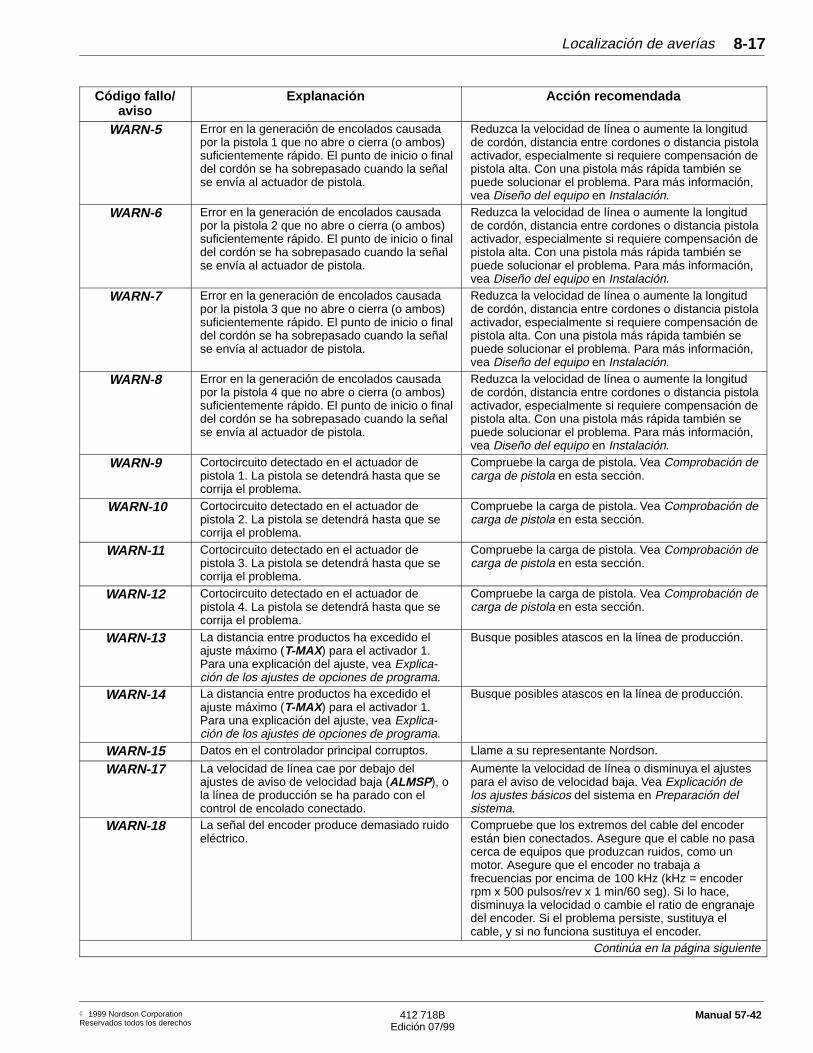
Localización de averías 8-17
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Código fallo/aviso
Explanación Acción recomendada
WARN-5 Error en la generación de encolados causadapor la pistola 1 que no abre o cierra (o ambos)suficientemente rápido. El punto de inicio o finaldel cordón se ha sobrepasado cuando la señalse envía al actuador de pistola.
Reduzca la velocidad de línea o aumente la longitudde cordón, distancia entre cordones o distancia pistolaactivador, especialmente si requiere compensación depistola alta. Con una pistola más rápida también sepuede solucionar el problema. Para más información,vea Diseño del equipo en Instalación.
WARN-6 Error en la generación de encolados causadapor la pistola 2 que no abre o cierra (o ambos)suficientemente rápido. El punto de inicio o finaldel cordón se ha sobrepasado cuando la señalse envía al actuador de pistola.
Reduzca la velocidad de línea o aumente la longitudde cordón, distancia entre cordones o distancia pistolaactivador, especialmente si requiere compensación depistola alta. Con una pistola más rápida también sepuede solucionar el problema. Para más información,vea Diseño del equipo en Instalación.
WARN-7 Error en la generación de encolados causadapor la pistola 3 que no abre o cierra (o ambos)suficientemente rápido. El punto de inicio o finaldel cordón se ha sobrepasado cuando la señalse envía al actuador de pistola.
Reduzca la velocidad de línea o aumente la longitudde cordón, distancia entre cordones o distancia pistolaactivador, especialmente si requiere compensación depistola alta. Con una pistola más rápida también sepuede solucionar el problema. Para más información,vea Diseño del equipo en Instalación.
WARN-8 Error en la generación de encolados causadapor la pistola 4 que no abre o cierra (o ambos)suficientemente rápido. El punto de inicio o finaldel cordón se ha sobrepasado cuando la señalse envía al actuador de pistola.
Reduzca la velocidad de línea o aumente la longitudde cordón, distancia entre cordones o distancia pistolaactivador, especialmente si requiere compensación depistola alta. Con una pistola más rápida también sepuede solucionar el problema. Para más información,vea Diseño del equipo en Instalación.
WARN-9 Cortocircuito detectado en el actuador depistola 1. La pistola se detendrá hasta que secorrija el problema.
Compruebe la carga de pistola. Vea Comprobación decarga de pistola en esta sección.
WARN-10 Cortocircuito detectado en el actuador depistola 2. La pistola se detendrá hasta que secorrija el problema.
Compruebe la carga de pistola. Vea Comprobación decarga de pistola en esta sección.
WARN-11 Cortocircuito detectado en el actuador depistola 3. La pistola se detendrá hasta que secorrija el problema.
Compruebe la carga de pistola. Vea Comprobación decarga de pistola en esta sección.
WARN-12 Cortocircuito detectado en el actuador depistola 4. La pistola se detendrá hasta que secorrija el problema.
Compruebe la carga de pistola. Vea Comprobación decarga de pistola en esta sección.
WARN-13 La distancia entre productos ha excedido elajuste máximo (T-MAX) para el activador 1.Para una explicación del ajuste, vea Explica-ción de los ajustes de opciones de programa.
Busque posibles atascos en la línea de producción.
WARN-14 La distancia entre productos ha excedido elajuste máximo (T-MAX) para el activador 1.Para una explicación del ajuste, vea Explica-ción de los ajustes de opciones de programa.
Busque posibles atascos en la línea de producción.
WARN-15 Datos en el controlador principal corruptos. Llame a su representante Nordson.
WARN-17 La velocidad de línea cae por debajo delajustes de aviso de velocidad baja (ALMSP ), ola línea de producción se ha parado con elcontrol de encolado conectado.
Aumente la velocidad de línea o disminuya el ajustespara el aviso de velocidad baja. Vea Explicación delos ajustes básicos del sistema en Preparación delsistema.
WARN-18 La señal del encoder produce demasiado ruidoeléctrico.
Compruebe que los extremos del cable del encoderestán bien conectados. Asegure que el cable no pasacerca de equipos que produzcan ruidos, como unmotor. Asegure que el encoder no trabaja afrecuencias por encima de 100 kHz (kHz = encoderrpm x 500 pulsos/rev x 1 min/60 seg). Si lo hace,disminuya la velocidad o cambie el ratio de engranajedel encoder. Si el problema persiste, sustituya elcable, y si no funciona sustituya el encoder.
Continúa en la página siguiente

Localización de averías8-18
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Tabla 8-11 Explicación de fallos y avisos (cont.)Código de fallo/
avisoExplicación Acción recomendada
WARN-19 Ha ocurrido un error de comunicación entrela tarjeta de control principal y el panel deloperario (o el PC, si se utiliza).
Desconecte y vuelva a conectar y vea si desapareceel aviso. Si no, verifique que el cable serie entre latarjeta de control principal y la tarjeta de pantalla estáconectada con firmeza en ambos extremos.Asegúrese que el terminador del puerto serie en X4de la tarjeta de control principal está instalado y fijadoo, si se utiliza PC, que el cables está bien conectado aX4 y al ordenador. Asegúrese que el software del PC(PatternView) está funcionando.
WARN-22 Ha ocurrido un error mientras intentabaactivar o almacenar un programa o mientrasse conectaba la unidad. El sistema nopermite utilizar o guardar un programa.
Si el error ocurre durante el guardado, intenteguardarlo en otro número de programa. Si ha ocurridodurante el uso o la puesta en marcha, intente utilizarel programa o conéctelo de nuevo. También puedeintentar crear otro programa con los ajustesdeseados. Si el problema persiste, compruebe que elcable serie está bien conectado. Si está correcto,sustituya el firmware en la tarjeta de control principal.
WARN-23 La señal del encoder no se detecta. El encoder no se mueve mientras el sistema está enel modo run (marcha) y al menos se han recibido dosseñales. Si es este el caso, evite activaciones. Otrascausas posibles son cable de encoder suelto, encoderdefectuoso, tarjeta conversora defectuosa o tarjeta decontrol principal defectuosa.
WARN-25 Error de proceso causado por la protecciónde temporización de circuito. La unidad secoloca en ciclo de potencia.
Ignore el aviso si no se repite. Si persiste, sustituya latarjeta de control principal.
WARN-26 Durante la preparación de programa, puedesuperar la memoria para tipos de cordónpersonalizados (a trazos, a puntos omodulados).
Aumente el intervalo (distancia desde el inicio de unsub-cordón al inicio del siguiente).
WARN-27 Durante la preparación de programa, hasuperado el máximo permitido de
� distancia de activador a primer cordón
� longitud total de cordón
� distancia entre dos cordones
O ha realizado algún otro error deprogramación.
Vea Búsqueda del mejor rango para el ratio deengranaje del encoder en Instalación para determinarlas distancias máximas permitidas para su sistema.Disminuir la distancia que es demasiado larga,disminuir la longitud total o disminuir el valor deengranaje del encoder. Luego, mientras aparece elaviso (pulse la tecla MONITOR si el aviso no está enla pantalla), pulse la tecla SHIFT y luego DELETEpara eliminar el aviso.
Continúa en la página siguiente
3. Localización de averíaspor códigos de fallo yaviso (cont.)
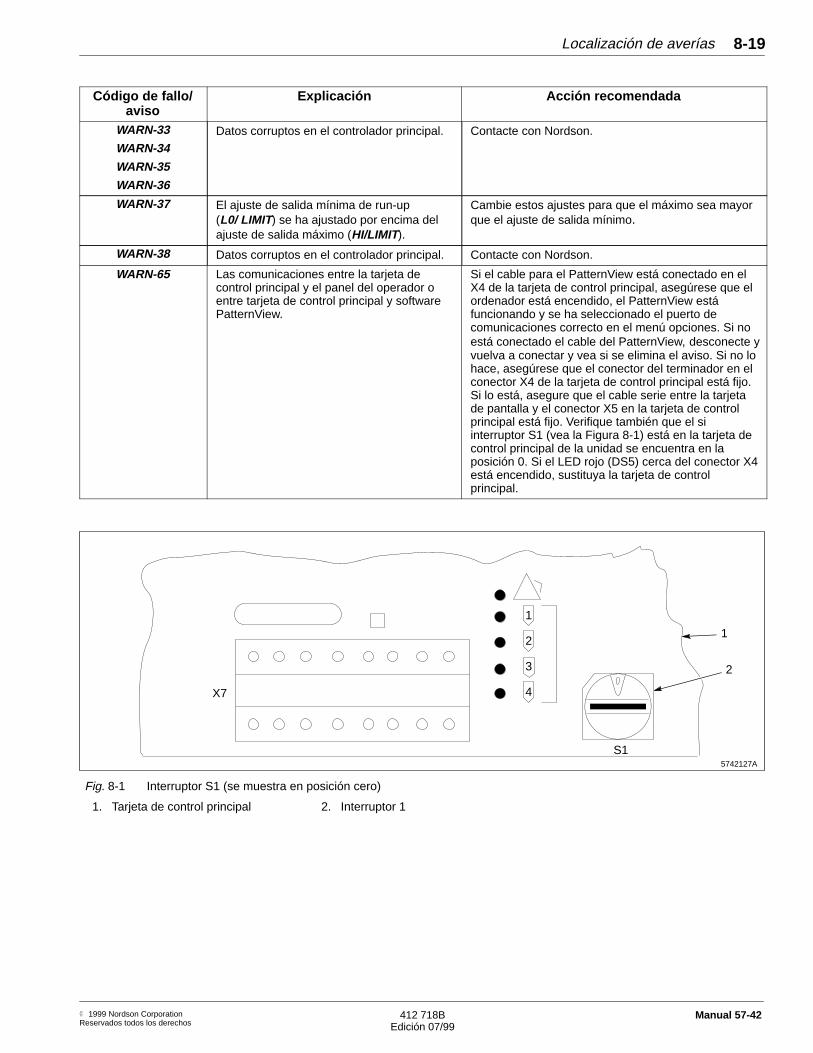
Localización de averías 8-19
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Código de fallo/aviso
Acción recomendadaExplicación
WARN-33
WARN-34
WARN-35
WARN-36
Datos corruptos en el controlador principal. Contacte con Nordson.
WARN-37 El ajuste de salida mínima de run-up(L0/ LIMIT ) se ha ajustado por encima delajuste de salida máximo (HI/LIMIT).
Cambie estos ajustes para que el máximo sea mayorque el ajuste de salida mínimo.
WARN-38 Datos corruptos en el controlador principal. Contacte con Nordson.
WARN-65 Las comunicaciones entre la tarjeta decontrol principal y el panel del operador oentre tarjeta de control principal y softwarePatternView.
Si el cable para el PatternView está conectado en elX4 de la tarjeta de control principal, asegúrese que elordenador está encendido, el PatternView estáfuncionando y se ha seleccionado el puerto decomunicaciones correcto en el menú opciones. Si noestá conectado el cable del PatternView, desconecte yvuelva a conectar y vea si se elimina el aviso. Si no lohace, asegúrese que el conector del terminador en elconector X4 de la tarjeta de control principal está fijo.Si lo está, asegure que el cable serie entre la tarjetade pantalla y el conector X5 en la tarjeta de controlprincipal está fijo. Verifique también que el siinterruptor S1 (vea la Figura 8-1) está en la tarjeta decontrol principal de la unidad se encuentra en laposición 0. Si el LED rojo (DS5) cerca del conector X4está encendido, sustituya la tarjeta de controlprincipal.
5742127A
X7
1
2
3
4
1
2
S1
Fig. 8-1 Interruptor S1 (se muestra en posición cero)
1. Tarjeta de control principal 2. Interruptor 1

Localización de averías8-20
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Esta parte de la Sección 8 explica los códigos de fallo log, que sevisualizan sólo para ayudar al personal Nordson a localizar losproblemas del controlador. Los códigos fault log que pueden aparecer enla pantalla se explican en la Tabla 8-12 sólo como referencia.
La memoria del controlador puede almacenar hasta nueve fallos ymostrar el orden de aparición. El segundo fallo más reciente, porejemplo, se visualizará como FLOG2. Además, un código numérico sevisualizará en la ventana derecha que puede utilizarse para determinar lacausa del fallo.
5742054A1 2 3
Fig. 8-2 Pantalla mostrando un código de fallo Log típico
1. Abreviatura para fault log2. Posición del fallo
3. Número de código de fallo
Tab. 8-12 Localización de averías para códigos de fallo (Fault Log)
Código de fallo (fault log) Descripción del fallo Acción correctiva
1 Alguien ha abierto el interruptor derun-permissive de un puesto remoto.
Cierre el interruptor y elimine el fallo.
2 Este código no se utiliza excepto enlas pruebas de fábrica.
Ninguna.
3 El microprocesador de la tarjeta decontrol principal está sobrecargado.
Las soluciones posibles incluyendisminuir la velocidad de línea, disminuirel ratio de engranaje del encoder,aumentar la longitud de cordón,aumentar la separación entre cordoneso alguna combinación.
4 Ha ocurrido un error de escritura norecuperable.
Desconecte y conecte la unidad. Si elproblema persiste, sustituya la tarjeta decontrol principal.
5 Ha ocurrido una interrupción ilegal. Contacte con Nordson.
6 Ha ocurrido un fallo de comprobaciónde la aplicación.
Sustituya el chip del software en latarjeta de control principal.
OBSERVACION: Una vez han ocurrido nueve fallos, el controlador siempre retiene los nueve fallos más recientes. El fallo log no puede eliminarse.
4. Localización de averíaspor códigos de fallo Log
Localización de averías 8-21
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Esta parte de la Sección 8 contiene los procedimientos para aislar lacausa de ciertos síntomas o para comprobar partes claves del sistemade control de encolado. Incluye los procedimientos siguientes:
� Comprobación de carga de pistola� Comprobación del manejo de una pistola� Comprobación de operación de activador� Comprobación de compensación de pistola
Utilice este procedimiento para determinar la pistola proporcionademasiada potencia. Cuando un actuador de pistola en el sistema aplicademasiada potencia o hay un cortocircuito en la pistola, aparece uno delos siguientes avisos: WARN 9 (pistola 1), WARN 10 (pistola 2), WARN11 (pistola 3), o WARN 12 (pistola 4).
1. Retire la cubierta del bloque de terminales de la unidad.
2. Desconecte la parte superior del bloque de terminales X7 en latarjeta de control principal.
3. Mida la resistencia entre los terminales apropiados de la pistola queesté comprobando:
� pistola 1: mida entre las posiciones 1 y 2� pistola 2: mida entre las posiciones 3 y 4� pistola 3: mida entre las posiciones 5 y 6� pistola 4: mida entre las posiciones 7 y 8
4. Vea la Tabla siguiente para interpretar los resultados del test.
Tab. 8-13 Acción recomendadas para los diferentes resultados
Resultados del test Acción recomendada
Resistencia de 24 ohmios o más. Ninguna. La pistola aplica lacantidad de potencia normal.
Resistencia inferior a 24 ohmiospero más de 4 ohmios.
La pistola proporciona demasiadapotencia. Reduzca la carga deesta salida del control de encola-do.
Resistencia de 0 ohmios(o cerca de 0 ohmios)
Hay un cortocircuito en la pistola.Encuentrelo y corríjalo.
5. Conecte la parte superior del bloque de terminales X7 en la parteinferior.
6. Coloque la cubierta del bloque de terminales en la unidad.
5. Comprobaciones y testde la localización deaverías
Comprobación de carga depistola
Localización de averías8-22
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Cuando falla una sola pistola al aplicar adhesivo, utilice esteprocedimiento para aislar la causa del problema. El procedimiento leayudará a aislar la causa de una de estas tres posibilidades:
� la pistola o actuador de pistola� el controlador� algunas otras partes del sistema
Luego puede regresar a Un encolado perdido (una pistola no dispara) enesta sección para avisos específicos de localización de averías.
1. Verifique que el control envía 24 Vdc a la salida para la pistola comosigue:
a. Quite la cubierta del bloque de terminales.
b. Asegure que el interruptor DIP de test de pistola está en on parala pistola a comprobar.
c. Pulse el botón de test.
d. Vea si la pistola aplica adhesivo.
e. Observe si el LED verde de salida de pistola se enciende.
f. Observe si el LED rojo de corto en pistola se enciende.
g. Vuelva a colocar la cubierta del bloque de terminales.
2. Utilice la Tabla 8-14 para aislar la causa del problema.
Comprobación del manejo deuna pistola

Localización de averías 8-23
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742055A
12
34
OP
EN
X7
1
2
3
4
1
2
3
4
Fig. 8-3 Localización de los LEDs de pistola, interruptores DIP y botón de Test
1. Interruptores DIP de pistola2. Botón test de pistola
3. LED rojo de corto en pistola 4. LEDs verdes de salida de pistola
Tab. 8-14 Acción recomendada basándose en los resultados del test
Que se observa Conclusión Acción correctiva
La pistola ha aplicadoadhesivo y LEDencendido.
La pistola, actuador de pistola, ycircuitería de pistola funcionancorrectamente.
Busque una causa del problema en otraspartes del sistema. Vea Un encoladoperdido (una pistola no dispara) en estasección.
La pistola falla al aplicaradhesivo pero el LEDestá encendido.
El problema está en el actuador depistola (electroválvula neumática oaccionamiento de eléctrico), en elcableado de circuitería de pistola, delsistema de termofusible, o en la mismapistola.
Vea la localización de averías para estaspartes del sistema en Un encolado perdido(una pistola no dispara) en esta sección.
La pistola falla al aplicaradhesivo y LED no seenciende.
La tensión de 24 Vdc no llega a lapistola.
Asegure que la fuente está en on, losfusibles F1 y F2 de la tarjeta de controlprincipal son buenos, y que las conexionesde entrada en X7 están fijas. Si noencuentra el problema con estascomprobaciones, sustituya la tarjeta decontrol principal.
LED rojo de corto enpistola encendido.
La pistola aplica demasiada potencia oha ocurrido un corto en la circuitería dela pistola.
Vea Comprobación de carga de pistola enesta sección.
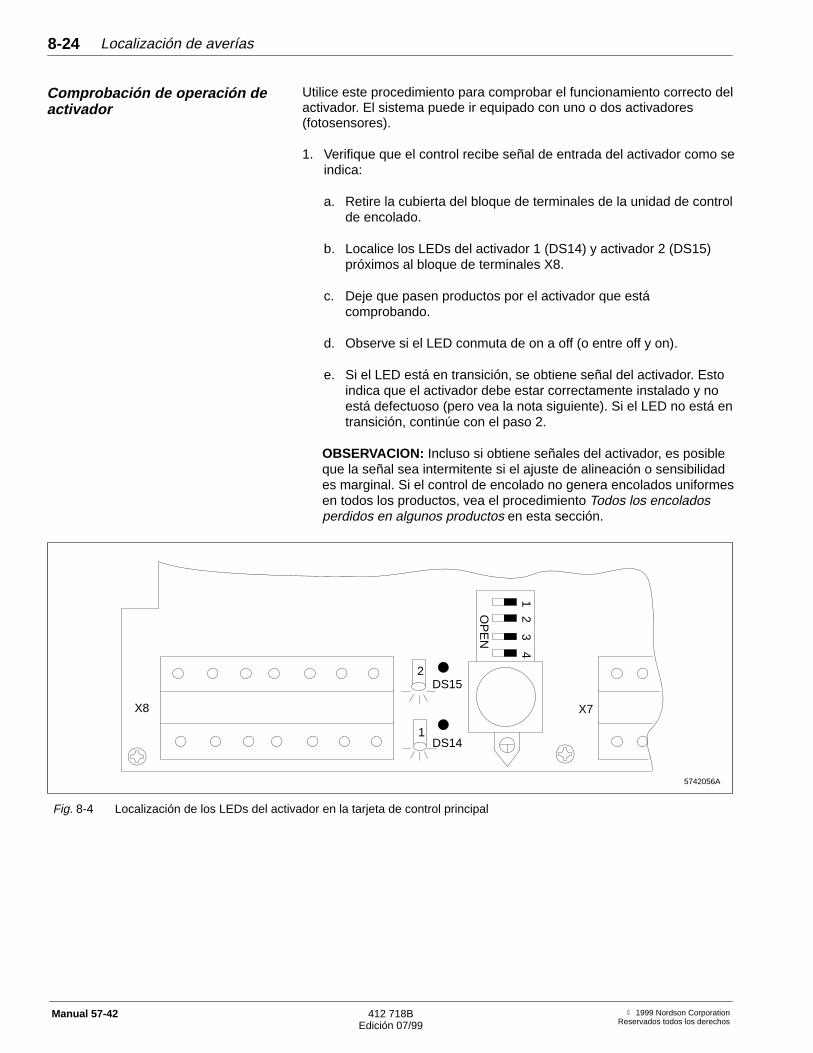
Localización de averías8-24
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para comprobar el funcionamiento correcto delactivador. El sistema puede ir equipado con uno o dos activadores(fotosensores).
1. Verifique que el control recibe señal de entrada del activador como seindica:
a. Retire la cubierta del bloque de terminales de la unidad de controlde encolado.
b. Localice los LEDs del activador 1 (DS14) y activador 2 (DS15)próximos al bloque de terminales X8.
c. Deje que pasen productos por el activador que estácomprobando.
d. Observe si el LED conmuta de on a off (o entre off y on).
e. Si el LED está en transición, se obtiene señal del activador. Estoindica que el activador debe estar correctamente instalado y noestá defectuoso (pero vea la nota siguiente). Si el LED no está entransición, continúe con el paso 2.
OBSERVACION: Incluso si obtiene señales del activador, es posibleque la señal sea intermitente si el ajuste de alineación o sensibilidades marginal. Si el control de encolado no genera encolados uniformesen todos los productos, vea el procedimiento Todos los encoladosperdidos en algunos productos en esta sección.
5742056A
12
34
OP
EN
X7
DS15
DS14
X8
1
2
Fig. 8-4 Localización de los LEDs del activador en la tarjeta de control principal
Comprobación de operación deactivador
Localización de averías 8-25
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
2. Compruebe las lentes del activador. Limpielas si están sucias.
3. Compruebe el ajuste de alineación y sensibilidad del activador. VeaAjuste del activador en Instalación y corrija los problemas queencuentre.
4. Compruebe la continuidad del cableado del activador y corrija losproblemas que encuentre. Vea Conexión de entradas y salidas de latarjeta de control en Instalación para el esquema de conexiones.
5. Compruebe la tensión correcta del activador. Vea Comprobación detensión en esta sección.
6. Si aún no recibe señal de entrada del activador, sustituya el activadoro intente con otro tipo de activador. El activador puede tenerdificultades de detección del producto, especialmente si no haydemasiada diferencia de la reflexión entre los productos y el fondo.
7. Si no puede hacer que los LEDs transiten con el activador nuevo,sustituya la tarjeta de control principal. Vea la Sección Piezas derepuesto para el P/N del kit de servicio de tarjeta.
Localización de averías8-26
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice este procedimiento para comprobar los valores de compensaciónde las pistolas. Observe que existen tres posibles problemas decompensación de pistola en cualquier encolador:
� Sólo incorrecta la compensación de apertura: los cordón acaban perono empiezan donde deben
� Sólo incorrecta la compensación de cierre: los cordones comienzanpero no acaban donde deben
� Incorrecta compensación de apertura y cierre: los cordones noempiezan ni acaban donde deben
Para más información de como trabaja la compensación de pistola, veaExplicación de ajustes de pistola en Preparación del sistema.
OBSERVACION: En general, tener la compensación de pistola correctaes más crítico en aplicaciones con velocidad variable. Si se ajusta deforma incorrecta la compensación de pistola, el efecto será mayor que siaumenta la velocidad de línea.
OBSERVACION: Los valores típicos de apertura y cierre son 8–20 mspara pistolas manejadas por aire estándar, 5–12 ms para pistolas de airede alto rendimiento (como las pistolas Nordson H400), y 3–8 ms parapistolas eléctricas. La cantidad de compensación de pistola necesariapuede cambiar una vez el sistema en marcha. Si se instala una pistola omódulo de pistola nuevo, puede trabajar más rápido (o más despacio)que la original. Y si una pistola no está bien mantenida, la formación decarbonilla y la obstrucción de la boquilla disminuirán gradualmente lavelocidad de funcionamiento.
1. Para ajustar correctamente la compensación de pistola, la distanciapistola-a-activador (GTO) debe introducirse correctamente. Si tienedificultades en el ajuste de compensación de pistola para una pistolaparticular, compruebe el ajuste GTO y corríjalo si es incorrecto. Si escorrecto, continúe en el paso 2.
2. Vea el encolado total generado por la pistola en cuestión. Si elproblema es la compensación de pistola incorrecta, debe afectar atodos los cordones del encolado de la misma forma. Si es este elcaso, continúe con el paso 3. Si no lo es, vea el procedimiento Uno omas cordones fuera de posición en ocasiones.
3. Ponga en marcha la línea de producción a la velocidad mínima yobserve la posición de los cordones en el encolado.
4. Ponga en marcha la línea a la velocidad máxima y observe si laposición de los cordones varía. Vea en los puntos de inicio y fin delos cordones. Si estos puntos no cambian, la compensación depistola es correcta. Si cambian (o si sólo cambia el punto de inicio ofin), continúe con este procedimiento en el paso siguiente.
Comprobación decompensación de pistola

Localización de averías 8-27
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5. Vea la Tabla siguiente para determinar el tipo de ajuste que requierela compensación de pistola.
Tab. 8-15 Efecto de compensación de pistola incorrecta al aumentar la velocidad de línea
Que ocurre al aumentar lavelocidad de línea
Causa de movimiento del cordón Acción recomendada
El punto de inicio se muevehacia el borde de entrada
Demasiada compensación deapertura
Disminuya la compensación de apertura(ON-T)
El punto de inicio se muevehacia el borde de salida
No suficiente compensación deapertura
Aumente la compensación de apertura(ON-T)
El punto final se mueve haciael borde de entrada
Demasiada compensación de cierre Disminuya la compensación de cierre(OFF-T)
El punto final se mueve haciael borde de salida
No suficiente compensación de cierre Aumente la compensación de cierre(OFF-T)
6. Ajuste la compensación de pistola hasta que el posicionado delcordón sea el mismo a velocidad baja y alta. Si tiene dificultades paraencontrar el ajuste correcto, compruebe el tiempo de apertura (ON-T)y el tiempo de cierre (OFF-T) de la pistola. Si estos tiempos sonsuperiores a 30 milisegundos, está utilizando una pistola con tiempode respuesta lento. Estas pistolas dificultan el ajuste fino decompensación, especialmente a altas velocidades. Considere elinstalar una pistola de respuesta más rápida o al menos limpie laactual para mejorar el tiempo.
OBSERVACION: Puede cambiar la compensación de pistola de dosformas. Si el encolado requiere ajustes menores, puede cambiar lacompensación según los productos llegan a la línea de producción yobservando el efecto del cambio. Si requiere cambios importantes,puede realizar el procedimiento Determinación y entrada de losvalores de compensación de pistola en Preparación del sistema.
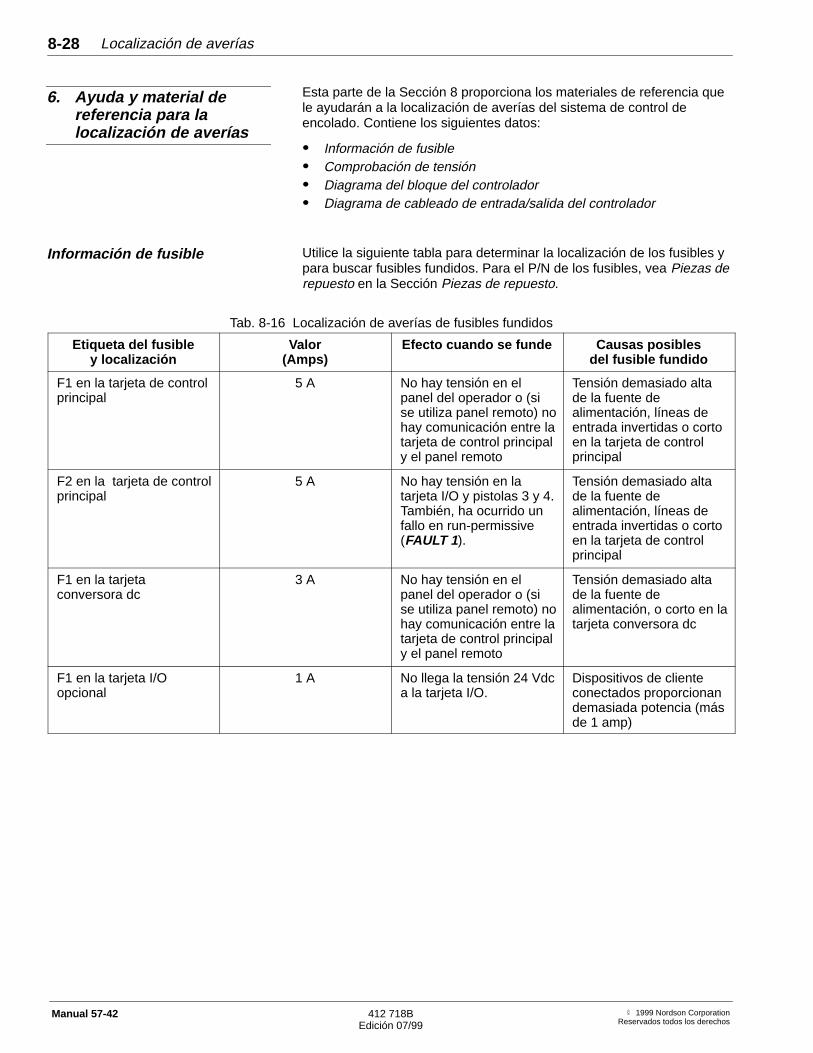
Localización de averías8-28
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Esta parte de la Sección 8 proporciona los materiales de referencia quele ayudarán a la localización de averías del sistema de control deencolado. Contiene los siguientes datos:
� Información de fusible� Comprobación de tensión� Diagrama del bloque del controlador� Diagrama de cableado de entrada/salida del controlador
Utilice la siguiente tabla para determinar la localización de los fusibles ypara buscar fusibles fundidos. Para el P/N de los fusibles, vea Piezas derepuesto en la Sección Piezas de repuesto.
Tab. 8-16 Localización de averías de fusibles fundidos
Etiqueta del fusibley localización
Valor(Amps)
Efecto cuando se funde Causas posiblesdel fusible fundido
F1 en la tarjeta de controlprincipal
5 A No hay tensión en elpanel del operador o (sise utiliza panel remoto) nohay comunicación entre latarjeta de control principaly el panel remoto
Tensión demasiado altade la fuente dealimentación, líneas deentrada invertidas o cortoen la tarjeta de controlprincipal
F2 en la tarjeta de controlprincipal
5 A No hay tensión en latarjeta I/O y pistolas 3 y 4.También, ha ocurrido unfallo en run-permissive(FAULT 1 ).
Tensión demasiado altade la fuente dealimentación, líneas deentrada invertidas o cortoen la tarjeta de controlprincipal
F1 en la tarjetaconversora dc
3 A No hay tensión en elpanel del operador o (sise utiliza panel remoto) nohay comunicación entre latarjeta de control principaly el panel remoto
Tensión demasiado altade la fuente dealimentación, o corto en latarjeta conversora dc
F1 en la tarjeta I/Oopcional
1 A No llega la tensión 24 Vdca la tarjeta I/O.
Dispositivos de clienteconectados proporcionandemasiada potencia (másde 1 amp)
6. Ayuda y material dereferencia para lalocalización de averías
Información de fusible

Localización de averías 8-29
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Utilice las Tablas 8-17 y 8-18 para determinar la tensión normal encualquier posición del bloque de terminales de entrada/salida del controlde encolado: X7 o X8 en la tarjeta de control principal o X1 en la tarjetaI/O opcional.
Tab. 8-17 Comprobación de tensión en los bloques de terminales X7 y X8 en la tarjeta de control principalPosición de
conectorDescripción Tensión esperada Medido con
respecto a:
X8–1 12 Vdc a encoder 10–14 Vdc 12 Vdc común
X8–2 A+ entrada desde encoder 0–1 Vdc o 10–14 Vdc, onda cuadrada 12 Vdc común
X8–3 A– entrada desde encoder 0–1 Vdc o 10–14 Vdc, onda cuadrada 12 Vdc común
X8–4 B+ entrada desde encoder 0–1 Vdc o 10–14 Vdc, onda cuadrada 12 Vdc común
X8–5 B– entrada desde encoder 0–1 Vdc o 10–14 Vdc, onda cuadrada 12 Vdc común
X8–6 12 Vdc común 0 Vdc 12 Vdc común
X8–7 Protección (toma de tierra) No aplicable No aplicable
X8–8 24 Vdc a sensores de activador 18–30 Vdc 24 Vdc común
X8–9 Entrada de activador 1 0–1 o 18–30 Vdc, onda cuadrada 24 Vdc común
X8–10 24 Vdc común 0 Vdc 24 Vdc común
X8–11 Entrada de activador 2 0–1 o 18–30 Vdc, onda cuadrada 24 Vdc común
X8–12 24 Vdc común 0 Vdc 24 Vdc común
X8–13 No utilizado No aplicable No aplicable
X8–14 No utilizado No aplicable No aplicable
X7–1 24 Vdc a pistola 1 18–30 Vdc 24 Vdc común
X7–2 Pistola 1 salida conmutada 0–1 o 18–30 Vdc, onda cuadrada 24 Vdc común
X7–3 24 Vdc a pistola 2 18–30 Vdc 24 Vdc común
X7–4 Pistola 2 salida conmutada 0–1 o 18–30 Vdc, onda cuadrada 24 Vdc común
X7–5 24 Vdc a pistola 3 18–30 Vdc 24 Vdc común
X7–6 Pistola 3 salida conmutada 0–1 o 18–30 Vdc, onda cuadrada 24 Vdc común
X7–7 24 Vdc a pistola 4 18–30 Vdc 24 Vdc común
X7–8 Pistola 4 salida conmutada 0–1 o 18–30 Vdc, onda cuadrada 24 Vdc común
X7–9 24 Vdc entrada 1 18–30 Vdc 24 Vdc común
X7–10 24 Vdc común 0 V 24 Vdc común
X7-11 24 Vdc salida 1: utiliza una acciona-miento de 24 Vdc entrada 2 paraaplicaciones de una fuente dealimentación
18–30 Vdc 24 Vdc común
X7–12 24 Vdc entrada 2 18–30 Vdc 24 Vdc común
X7–13 24 Vdc común 0 V 24 Vdc común
X7–14 Run permissive (marcha permitida)(–)
0 V 24 Vdc común
X7–15 Run permissive (marcha permitida)(+)
0 V: contacto run-permissive cerrado o
18–30 Vdc: contacto run-permissiveabierto
24 Vdc común
X7–16 Toma de tierra No aplicable No aplicable
NOTA: Todas las medidas de 24 Vdc común asumen que posee un puente run-permissive instalado. Si no está instalado, la tensión se elimina de los circuitos de 24 Vdc.
Comprobación de tensión
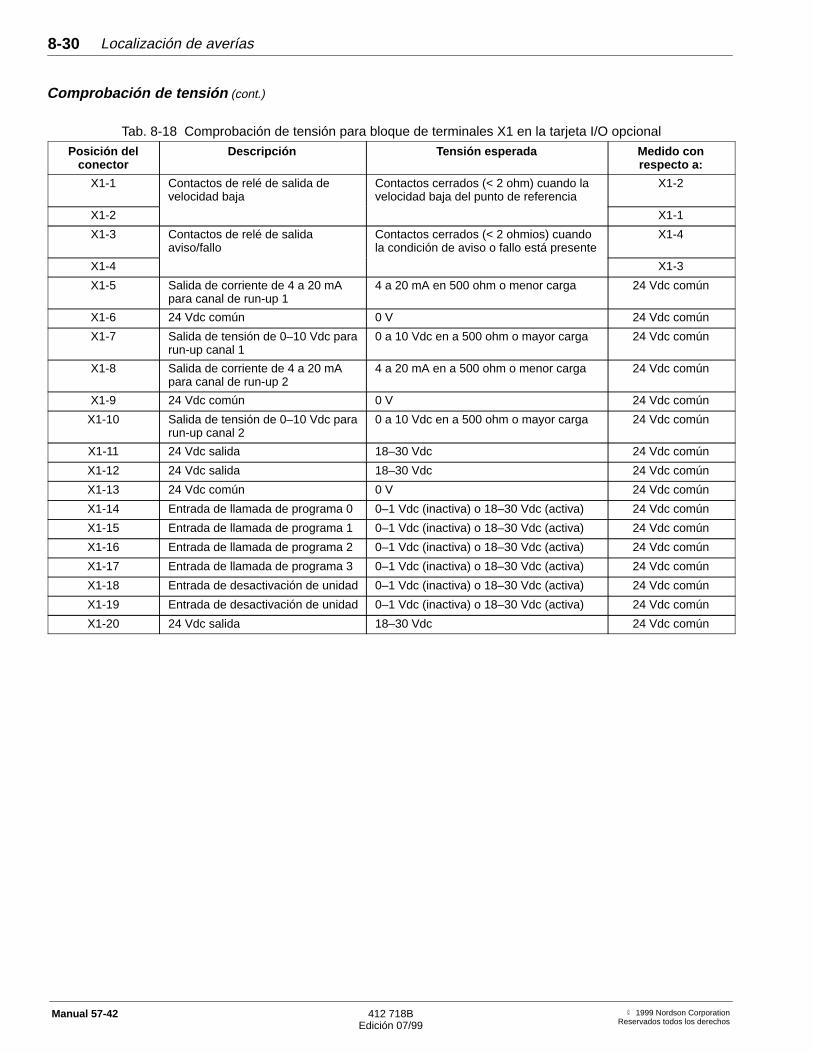
Localización de averías8-30
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Tab. 8-18 Comprobación de tensión para bloque de terminales X1 en la tarjeta I/O opcional
Posición delconector
Descripción Tensión esperada Medido conrespecto a:
X1-1 Contactos de relé de salida develocidad baja
Contactos cerrados (< 2 ohm) cuando lavelocidad baja del punto de referencia
X1-2
X1-2 X1-1
X1-3 Contactos de relé de salidaaviso/fallo
Contactos cerrados (< 2 ohmios) cuandola condición de aviso o fallo está presente
X1-4
X1-4 X1-3
X1-5 Salida de corriente de 4 a 20 mApara canal de run-up 1
4 a 20 mA en 500 ohm o menor carga 24 Vdc común
X1-6 24 Vdc común 0 V 24 Vdc común
X1-7 Salida de tensión de 0–10 Vdc pararun-up canal 1
0 a 10 Vdc en a 500 ohm o mayor carga 24 Vdc común
X1-8 Salida de corriente de 4 a 20 mApara canal de run-up 2
4 a 20 mA en a 500 ohm o menor carga 24 Vdc común
X1-9 24 Vdc común 0 V 24 Vdc común
X1-10 Salida de tensión de 0–10 Vdc pararun-up canal 2
0 a 10 Vdc en a 500 ohm o mayor carga 24 Vdc común
X1-11 24 Vdc salida 18–30 Vdc 24 Vdc común
X1-12 24 Vdc salida 18–30 Vdc 24 Vdc común
X1-13 24 Vdc común 0 V 24 Vdc común
X1-14 Entrada de llamada de programa 0 0–1 Vdc (inactiva) o 18–30 Vdc (activa) 24 Vdc común
X1-15 Entrada de llamada de programa 1 0–1 Vdc (inactiva) o 18–30 Vdc (activa) 24 Vdc común
X1-16 Entrada de llamada de programa 2 0–1 Vdc (inactiva) o 18–30 Vdc (activa) 24 Vdc común
X1-17 Entrada de llamada de programa 3 0–1 Vdc (inactiva) o 18–30 Vdc (activa) 24 Vdc común
X1-18 Entrada de desactivación de unidad 0–1 Vdc (inactiva) o 18–30 Vdc (activa) 24 Vdc común
X1-19 Entrada de desactivación de unidad 0–1 Vdc (inactiva) o 18–30 Vdc (activa) 24 Vdc común
X1-20 24 Vdc salida 18–30 Vdc 24 Vdc común
Comprobación de tensión (cont.)
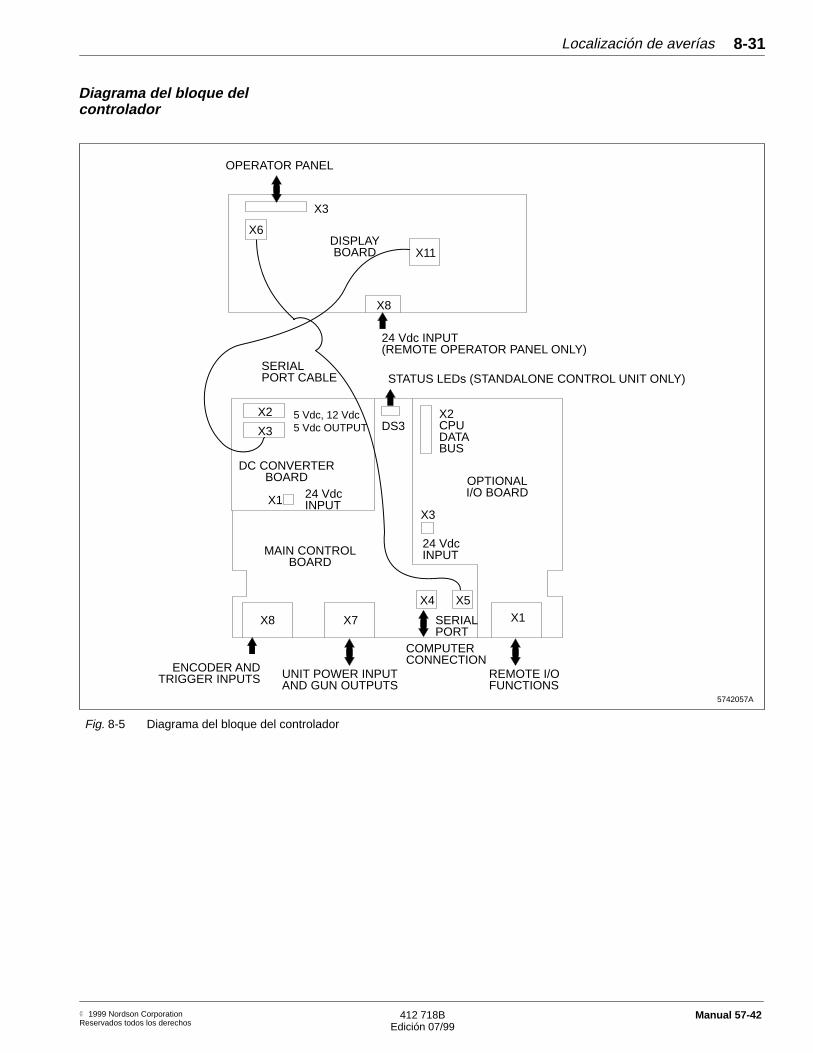
Localización de averías 8-31
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742057A
OPERATOR PANEL
X3
DISPLAYBOARD X11
X8
24 Vdc INPUT(REMOTE OPERATOR PANEL ONLY)
SERIALPORT CABLE STATUS LEDs (STANDALONE CONTROL UNIT ONLY)
X2
X3
DC CONVERTERBOARD
X1 24 VdcINPUT
5 Vdc, 12 Vdc5 Vdc OUTPUT DS3
X2CPUDATABUS
OPTIONALI/O BOARD
X3
24 VdcINPUT
X8 X7
X4X1
ENCODER ANDTRIGGER INPUTS UNIT POWER INPUT
AND GUN OUTPUTS
SERIAL
COMPUTERCONNECTION
REMOTE I/OFUNCTIONS
PORT
X6
X5
MAIN CONTROLBOARD
Fig. 8-5 Diagrama del bloque del controlador
Diagrama del bloque delcontrolador

Localización de averías8-32
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742086A
X8 ONMAINCONTROLBOARD
X7 ONMAINCONTROLBOARD
X1 ONOPTIONALI/OBOARD
X8TOP
X8BOTTOM
X7TOP
X7BOTTOM
1.10 AMPS EACHMAXIMUM
X1TOP
X1BOTTOM
Fig. 8-6 Diagrama de cableado de entrada/salida del controlador
Diagrama de cableado deentrada/salida del controlador

� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Sección 9
Piezas de repuesto

Piezas de repuesto9-0
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Piezas de repuesto 9-1
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Sección 9Piezas de repuesto
Esta sección explica como reparar el sistema de control de encolado. Se incluye
� una lista de herramientas recomendadas� una lista de kits de servicio disponibles� listas de piezas ilustradas para pedir piezas no incluidas en los kits
de servicio� recomendaciones para almacenar piezas de repuesto
Sólo necesita tres herramientas para servir el control de encolado:
� destornillador plano número 0 que se entrega con el controlador� destornillador Phillips número 2� destornillador plano de 5-mm (3/16-in.)
Si necesita algún conducto para proteger las conexiones de cables parasu sistema de control de encolador, puede necesitar una llave creciente.
Para servir con facilidad el control de encolado, Nordson proporciona kitsde servicio. Los kits están diseñados para minimizar el tiempo paradoproporcionando todas las piezas necesarias en un solo paquete. Lasinstrucciones se incluyen en el kit.
Los kits de servicio están disponibles para las tareas básicas comoactualizar el firmware o sustituir un fusible. Los kits también estándisponibles para piezas claves del sistema, como tarjetas de circuito ypanel del operador. La Tabla 9-1 lista todos los kits de servicionecesarios para el control de encolador, describe el propósito de cadakit, y proporciona el P/N del kit. Puede utilizar una tabla para encontrar elkit necesario.
Si las piezas que necesita pedir no están en un kit de servicio, vea OtrasPiezas de repuesto en esta sección. Puede utilizar las listas de piezasilustradas en Otras Piezas de repuesto para pedir piezas individuales delcontrol de encolado.
1. Introducción
2. Herramientasrecomendadas
3. Piezas de kits de servicio
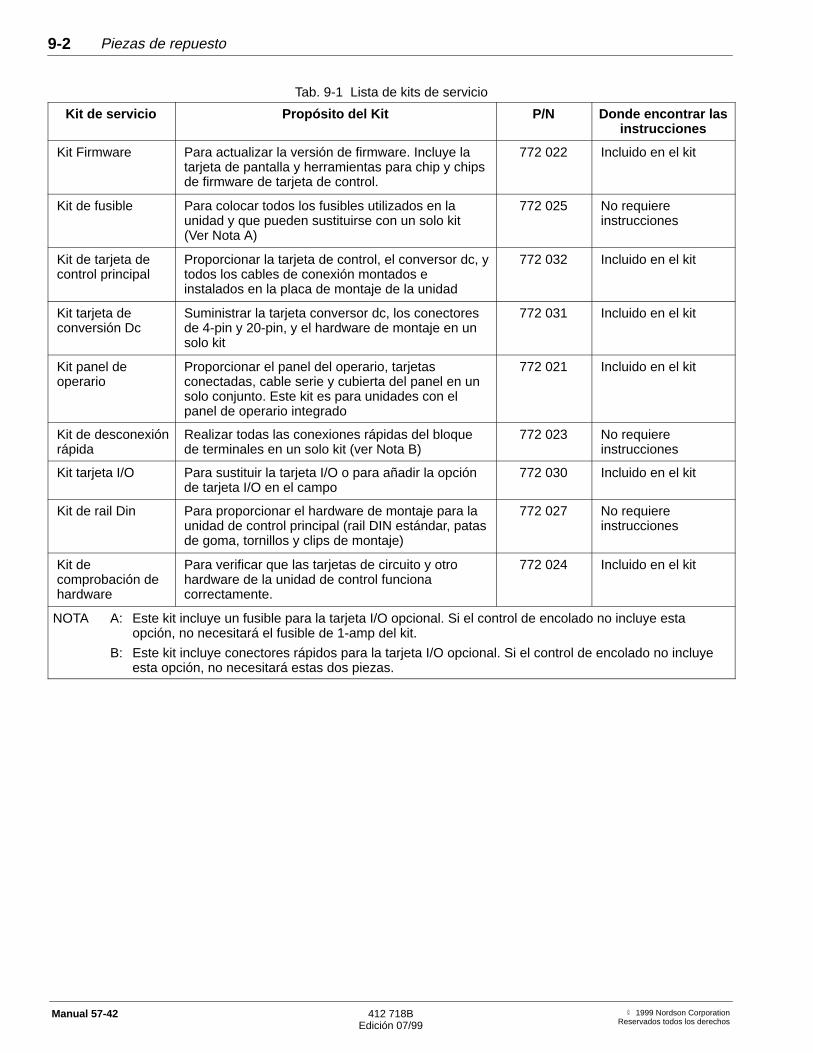
Piezas de repuesto9-2
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Tab. 9-1 Lista de kits de servicio
Kit de servicio Propósito del Kit P/N Donde encontrar lasinstrucciones
Kit Firmware Para actualizar la versión de firmware. Incluye latarjeta de pantalla y herramientas para chip y chipsde firmware de tarjeta de control.
772 022 Incluido en el kit
Kit de fusible Para colocar todos los fusibles utilizados en launidad y que pueden sustituirse con un solo kit (Ver Nota A)
772 025 No requiereinstrucciones
Kit de tarjeta decontrol principal
Proporcionar la tarjeta de control, el conversor dc, ytodos los cables de conexión montados einstalados en la placa de montaje de la unidad
772 032 Incluido en el kit
Kit tarjeta deconversión Dc
Suministrar la tarjeta conversor dc, los conectoresde 4-pin y 20-pin, y el hardware de montaje en unsolo kit
772 031 Incluido en el kit
Kit panel deoperario
Proporcionar el panel del operario, tarjetasconectadas, cable serie y cubierta del panel en unsolo conjunto. Este kit es para unidades con elpanel de operario integrado
772 021 Incluido en el kit
Kit de desconexiónrápida
Realizar todas las conexiones rápidas del bloquede terminales en un solo kit (ver Nota B)
772 023 No requiereinstrucciones
Kit tarjeta I/O Para sustituir la tarjeta I/O o para añadir la opciónde tarjeta I/O en el campo
772 030 Incluido en el kit
Kit de rail Din Para proporcionar el hardware de montaje para launidad de control principal (rail DIN estándar, patasde goma, tornillos y clips de montaje)
772 027 No requiereinstrucciones
Kit decomprobación dehardware
Para verificar que las tarjetas de circuito y otrohardware de la unidad de control funcionacorrectamente.
772 024 Incluido en el kit
NOTA A: Este kit incluye un fusible para la tarjeta I/O opcional. Si el control de encolado no incluye estaopción, no necesitará el fusible de 1-amp del kit.
B: Este kit incluye conectores rápidos para la tarjeta I/O opcional. Si el control de encolado no incluyeesta opción, no necesitará estas dos piezas.
Piezas de repuesto 9-3
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Para sustituir una pieza no contenidad en un kit, siga estos pasos.
1. Use la lista de piezas ilustrada en esta sección para encontrar el P/Nde la pieza necesaria.
2. Pida la pieza.
3. Sustituya la pieza. Si la pieza está dentro de la unidad de control, veael procedimiento siguiente, Sustitución de una pieza en la unidad decontrol de encolado.
Utilice este procedimiento para sustituir una pieza que no se incluye enun kit de servicio o que no incluye instrucciones. Puede sustituir algunaspiezas sin tener que realizar los pasos 4 y 5 de este procedimiento.
1. Desconecte y enclave la tensión del sistema de control de encolado.
AVISO: Peligro de electrocución o quemaduras. Servir launidad con la tensión conectada puede abrir las pistolas opresurizar el equipo de control de run-up. El no desconectar yenclavar la tensión puede resultar en lesiones personales o lamuerte.
2. Quite los tres tornillos que fijan la cubierta del bloque de terminales ala unidad.
3. Estire la cubierta del bloque hacia abajo alrededor de 13–25 mm(0,5–1 in.) para desenganchar los pivotes de la parte superior (panelde operario). Cuando los pivotes están sueltos de la cubierta, gire laparte inferior de la cubierta hacia usted y retirela de la unidad.
4. Quite los tornillos planos que fijan el cubierta superior a la placa demontaje.
5. Gire la parte inferior de la cubierta.
4. Otras piezas de repuesto
Sustitución de una pieza en launidad de control de encolado
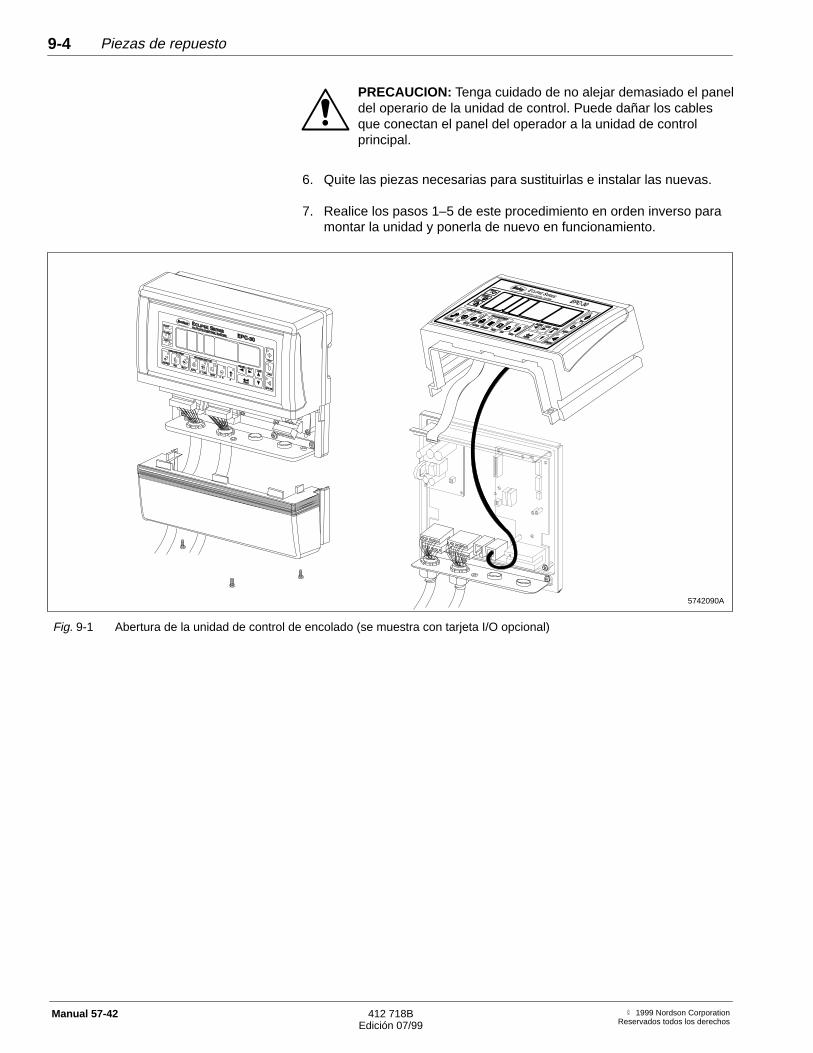
Piezas de repuesto9-4
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
PRECAUCION: Tenga cuidado de no alejar demasiado el paneldel operario de la unidad de control. Puede dañar los cablesque conectan el panel del operador a la unidad de controlprincipal.
6. Quite las piezas necesarias para sustituirlas e instalar las nuevas.
7. Realice los pasos 1–5 de este procedimiento en orden inverso paramontar la unidad y ponerla de nuevo en funcionamiento.
5742090A
Fig. 9-1 Abertura de la unidad de control de encolado (se muestra con tarjeta I/O opcional)

Piezas de repuesto 9-5
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Esta página está en blanco intencionadamente
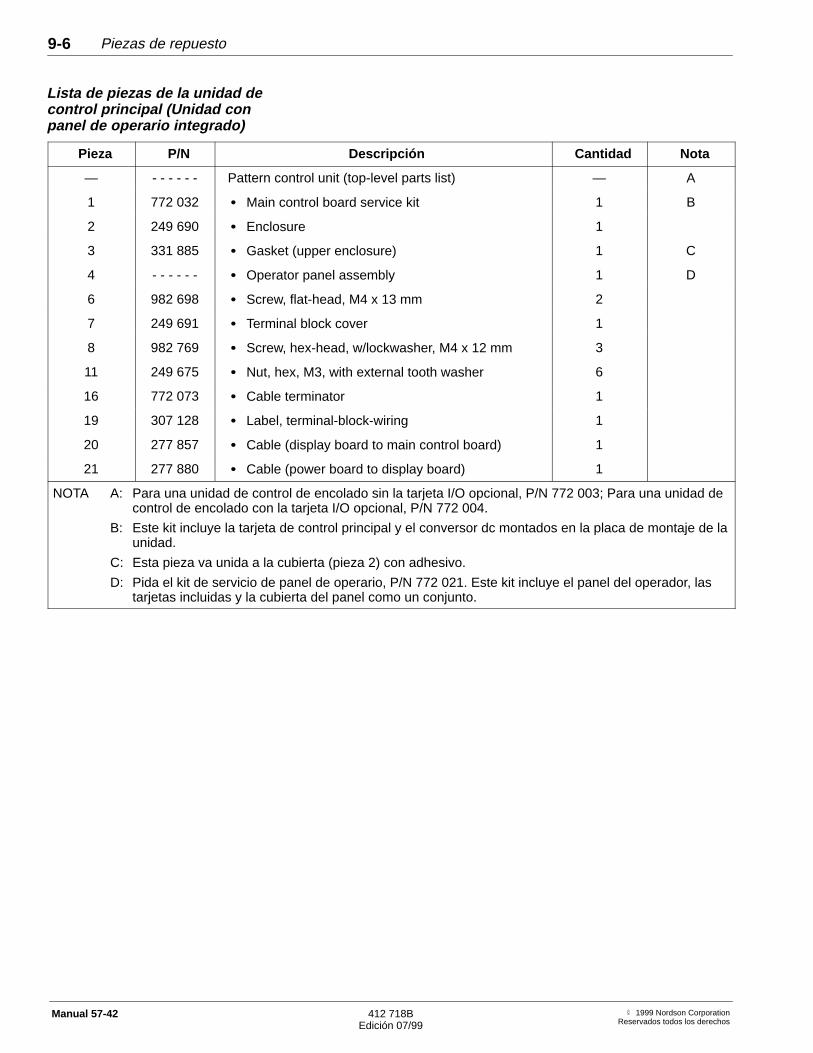
Piezas de repuesto9-6
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Pieza P/N Descripción Cantidad Nota
— - - - - - - Pattern control unit (top-level parts list) — A
1 772 032 � Main control board service kit 1 B
2 249 690 � Enclosure 1
3 331 885 � Gasket (upper enclosure) 1 C
4 - - - - - - � Operator panel assembly 1 D
6 982 698 � Screw, flat-head, M4 x 13 mm 2
7 249 691 � Terminal block cover 1
8 982 769 � Screw, hex-head, w/lockwasher, M4 x 12 mm 3
11 249 675 � Nut, hex, M3, with external tooth washer 6
16 772 073 � Cable terminator 1
19 307 128 � Label, terminal-block-wiring 1
20 277 857 � Cable (display board to main control board) 1
21 277 880 � Cable (power board to display board) 1
NOTA A: Para una unidad de control de encolado sin la tarjeta I/O opcional, P/N 772 003; Para una unidad decontrol de encolado con la tarjeta I/O opcional, P/N 772 004.
B: Este kit incluye la tarjeta de control principal y el conversor dc montados en la placa de montaje de launidad.
C: Esta pieza va unida a la cubierta (pieza 2) con adhesivo.
D: Pida el kit de servicio de panel de operario, P/N 772 021. Este kit incluye el panel del operador, lastarjetas incluidas y la cubierta del panel como un conjunto.
Lista de piezas de la unidad decontrol principal (Unidad conpanel de operario integrado)

Piezas de repuesto 9-7
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742091A
3
7
8
4
6
2
20
1
11
21
16
Fig. 9-2 Piezas unidad de control principal (Unidad con panel de operario integrado)

Piezas de repuesto9-8
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Pieza P/N Descripción Cantidad Nota
— - - - - - - Pattern control unit (top-level parts list) — A
1 772 032 � Main control board service kit 1 B
2 249 690 � Enclosure 1
3 331 885 � Gasket (upper enclosure) 1 C
4 307 137 � Monitor panel 1
5 277 887 � Cable (LED board to main control board) 1
6 982 698 � Screw, flat-head, M4 x 13 mm 2
7 249 691 � Terminal block cover 1
8 982 764 � Screw, hex-head, w/lockwasher, M4 x 12 mm 3
10 277 882 � LED board 1
11 249 675 � Nut, hex, M3, with external tooth washer 6
14 249 688 � Spacer 2
16 772 073 � Terminator, serial-port 1
17 982 017 � Screw, pan-head, M3 x 8 mm 2
19 307 128 � Label, wiring 1
20 - - - - - - � Cable (unit to remote operator panel) 1 D
28 249 682 � Gasket (panel) 1 E
NOTA A: Para una unidad de control de encolado sin la tarjeta I/O opcional, P/N 772 000; Para una unidad decontrol de encolado con la tarjeta I/O opcional, P/N 772 001.
B: Este kit incluye la tarjeta de control principal y el conversor dc montados en la placa de montaje de launidad.
C: Esta pieza va unida a la cubierta (pieza 2) con adhesivo.
D: Para cable de 3.6 m (12 ft), P/N 772 071; para cable de 9.1 m (30 ft), P/N 772 072.
E: Esta pieza va unida al panel (pieza 4) con adhesivo.
Lista de piezas de unidad decontrol principal (Unidad conpanel de operario remoto)

Piezas de repuesto 9-9
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742095A
3
7
8
4
6
2
20
1
11
5
16
1710
14
28
Fig. 9-3 Piezas de unidad de control principal (Unidad con Panel de operador remoto)
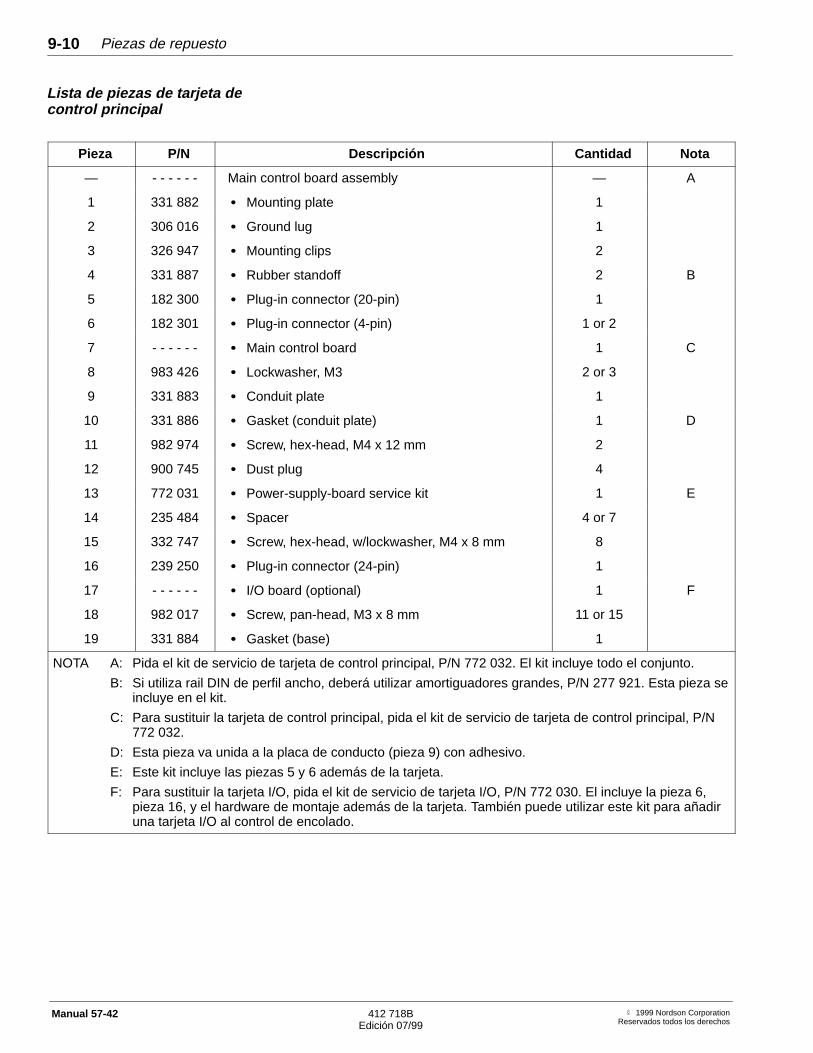
Piezas de repuesto9-10
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Pieza P/N Descripción Cantidad Nota
— - - - - - - Main control board assembly — A
1 331 882 � Mounting plate 1
2 306 016 � Ground lug 1
3 326 947 � Mounting clips 2
4 331 887 � Rubber standoff 2 B
5 182 300 � Plug-in connector (20-pin) 1
6 182 301 � Plug-in connector (4-pin) 1 or 2
7 - - - - - - � Main control board 1 C
8 983 426 � Lockwasher, M3 2 or 3
9 331 883 � Conduit plate 1
10 331 886 � Gasket (conduit plate) 1 D
11 982 974 � Screw, hex-head, M4 x 12 mm 2
12 900 745 � Dust plug 4
13 772 031 � Power-supply-board service kit 1 E
14 235 484 � Spacer 4 or 7
15 332 747 � Screw, hex-head, w/lockwasher, M4 x 8 mm 8
16 239 250 � Plug-in connector (24-pin) 1
17 - - - - - - � I/O board (optional) 1 F
18 982 017 � Screw, pan-head, M3 x 8 mm 11 or 15
19 331 884 � Gasket (base) 1
NOTA A: Pida el kit de servicio de tarjeta de control principal, P/N 772 032. El kit incluye todo el conjunto.
B: Si utiliza rail DIN de perfil ancho, deberá utilizar amortiguadores grandes, P/N 277 921. Esta pieza seincluye en el kit.
C: Para sustituir la tarjeta de control principal, pida el kit de servicio de tarjeta de control principal, P/N772 032.
D: Esta pieza va unida a la placa de conducto (pieza 9) con adhesivo.
E: Este kit incluye las piezas 5 y 6 además de la tarjeta.
F: Para sustituir la tarjeta I/O, pida el kit de servicio de tarjeta I/O, P/N 772 030. El incluye la pieza 6,pieza 16, y el hardware de montaje además de la tarjeta. También puede utilizar este kit para añadiruna tarjeta I/O al control de encolado.
Lista de piezas de tarjeta decontrol principal

Piezas de repuesto 9-11
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742089A
18
1413
57
18
16
18
14
18
17
610
15
12
9
4
11
31
19
15
2
15
6
8
18
8
Fig. 9-4 Lista de piezas de tarjeta de control principal
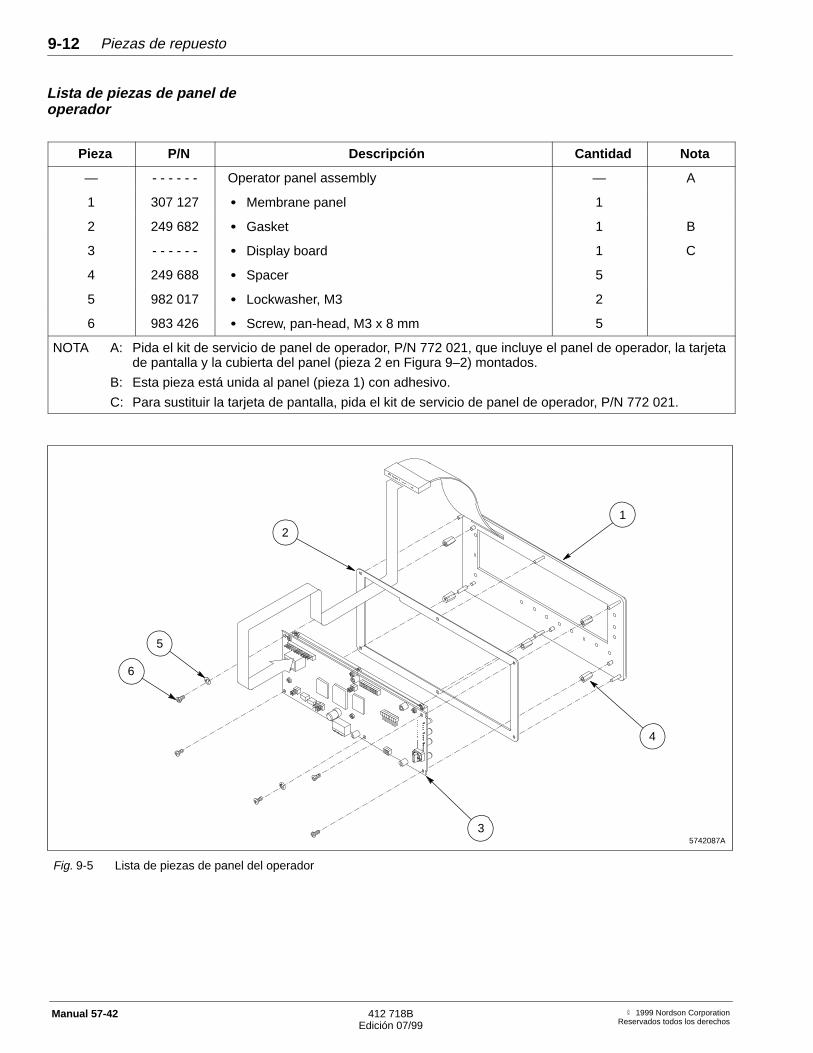
Piezas de repuesto9-12
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Pieza P/N Descripción Cantidad Nota
— - - - - - - Operator panel assembly — A
1 307 127 � Membrane panel 1
2 249 682 � Gasket 1 B
3 - - - - - - � Display board 1 C
4 249 688 � Spacer 5
5 982 017 � Lockwasher, M3 2
6 983 426 � Screw, pan-head, M3 x 8 mm 5
NOTA A: Pida el kit de servicio de panel de operador, P/N 772 021, que incluye el panel de operador, la tarjetade pantalla y la cubierta del panel (pieza 2 en Figura 9–2) montados.
B: Esta pieza está unida al panel (pieza 1) con adhesivo.
C: Para sustituir la tarjeta de pantalla, pida el kit de servicio de panel de operador, P/N 772 021.
5742087A
5
6
2
1
4
3
Fig. 9-5 Lista de piezas de panel del operador
Lista de piezas de panel deoperador
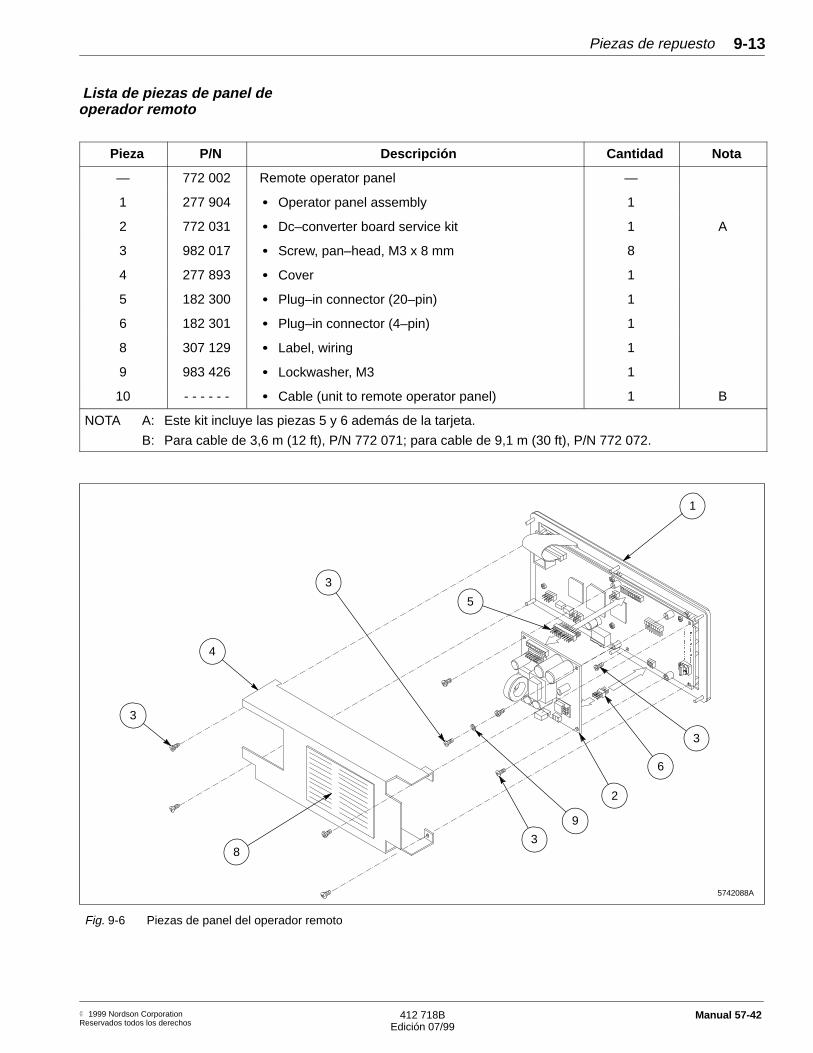
Piezas de repuesto 9-13
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Pieza P/N Descripción Cantidad Nota
— 772 002 Remote operator panel —
1 277 904 � Operator panel assembly 1
2 772 031 � Dc–converter board service kit 1 A
3 982 017 � Screw, pan–head, M3 x 8 mm 8
4 277 893 � Cover 1
5 182 300 � Plug–in connector (20–pin) 1
6 182 301 � Plug–in connector (4–pin) 1
8 307 129 � Label, wiring 1
9 983 426 � Lockwasher, M3 1
10 - - - - - - � Cable (unit to remote operator panel) 1 B
NOTA A: Este kit incluye las piezas 5 y 6 además de la tarjeta.
B: Para cable de 3,6 m (12 ft), P/N 772 071; para cable de 9,1 m (30 ft), P/N 772 072.
5742088A
3
4
3
1
83
2
6
3
5
9
Fig. 9-6 Piezas de panel del operador remoto
Lista de piezas de panel deoperador remoto
Piezas de repuesto9-14
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
Componente P/N Descripción Cantidad Note
Encoder
772 050 Encoder métrico, 500 ppr, eje 10-mm 1
772 051 Encoder estándar U.S., 500 ppr, eje 3/8-in. 1
772 052 Cable, 9.1 m (30 ft), IP54 1
772 053 Cable, 9.1 m (30 ft), IP66 (lavable conagua)
1
296 144 Rueda de fricción, circunferencia 500-mm (para montaje en eje 10-mm)
1
Activador (Sensor)
131 474 Activador (sensor retroreflectivo) 1
131 475 Activador (sensor retroreflectivo con lentespolarizadas)
1
131 476 Activador (sensor reflexivo difuso) 1
Fuente de alimentación
131 739 Fuente de alimentación PS40 1
772 061 Fuente de alimentación Phoenix 1
Válvula proporcional (para control Run–Up)
772 033 Kit válvula proporcional 1
154 890 Kit válvula proporcional, IP66 (lavable conagua)
1
Software PC
772 130 Kit PatternView (sofware de PC basado enWindows con cable 12-ft)
1
772 131 Cable, unidad de control ordenador,3.6 m (12 ft)
1
772 133 Cable, unidad de control ordenador,9.1 m (30 ft)
1
Si su línea de producción posee un solo control de encolado, Nordson lerecomienda guardar un kit de servicio de fusibles, P/N 772 025.
Sin embargo, si posee más de una unidad de control de encolado, o sies crítico un periodo de parada corto contacte con Nordson. Nuestrosrepresentantes pueden ayudarle a determinar que piezas de repuestodebe guardar en stock.
Lista de componentes externos
5. Piezas de repuestorecomendadas
Plantilla para Panel de operador remoto 1
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
ApéndicePlantilla para Panel de operador remoto
Este apéndice proporciona una plantilla para recortar y taladrar losorificios necesarios para montar el panel de operador remoto en unarmario eléctrico del cliente. Si ha pedido la opción de panel remoto,retire esta hoja del manual y utilice la plantilla de la otra cara paramodificar el armario eléctrico.
OBSERVACION: El panel de operador remoto es aproximadamente 230 mm (9,05 in.) de ancho, 103 mm (4,05 in.) de alto y 75 mm (2,95 in.)de profundo.
Para las instrucciones de instalación, vea los siguientes procedimientosde la sección Instalación:
� Montaje del panel del operador remoto� Conexión de entradas al panel del operador remoto opcional
1. Introducción
2. Información relacionada
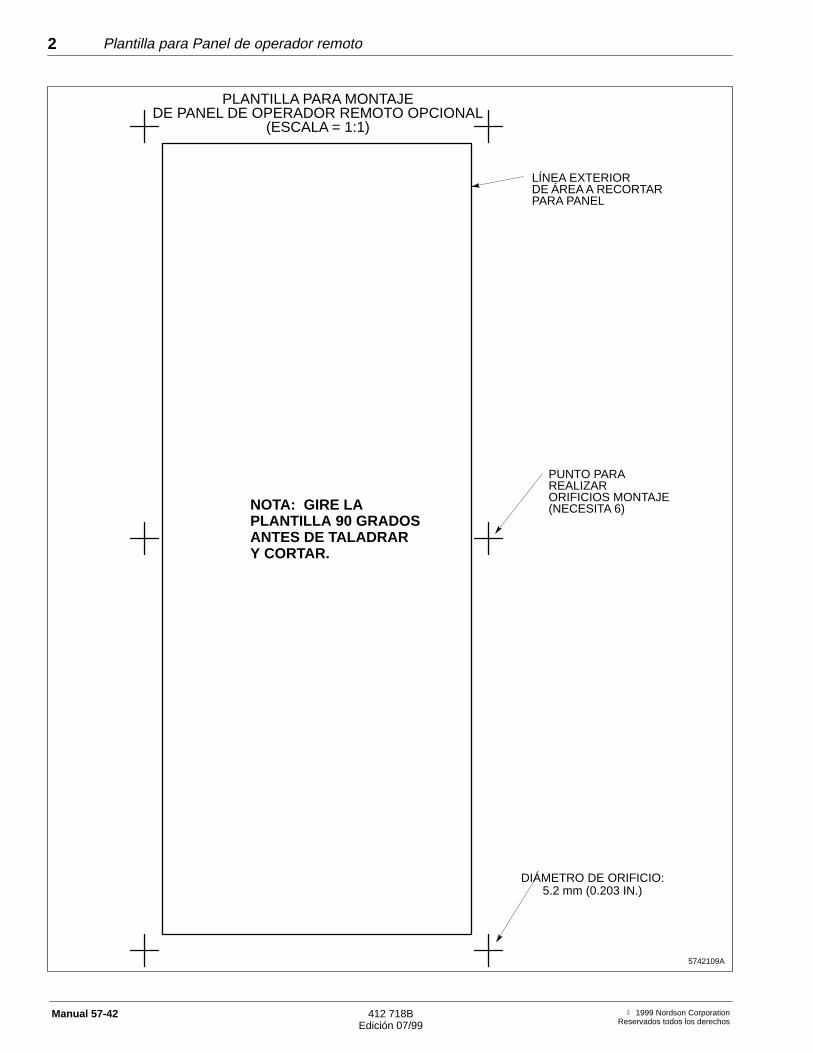
Plantilla para Panel de operador remoto2
� 1999 Nordson CorporationReservados todos los derechos
412 718BEdición 07/99
Manual 57-42
5742109A
DIÁMETRO DE ORIFICIO:5.2 mm (0.203 IN.)
PUNTO PARAREALIZARORIFICIOS MONTAJE(NECESITA 6)
LÍNEA EXTERIORDE ÁREA A RECORTARPARA PANEL
NOTA: GIRE LAPLANTILLA 90 GRADOSANTES DE TALADRARY CORTAR.
PLANTILLA PARA MONTAJEDE PANEL DE OPERADOR REMOTO OPCIONAL
(ESCALA = 1:1)

� 1999 Nordson CorporationReservados todos los derechos
412 718AEdición 03/99
Manual 57-42
Glosario Nordson

Glosario 0
� 1999 Nordson CorporationReservados todos los derechos
412 718AEdición 03/99
Manual 57-42

Glosario 1
� 1999 Nordson CorporationReservados todos los derechos
412 718AEdición 03/99
Manual 57-42
Glosario Nordson
Utilice este glosario para ayudar a comprender los términos técnicos yespecíficos que pueda encontrar en este manual.
La posibilidad de activar los programas 1–15 desde un puesto remoto sila unidad está equipada con la tarjeta opcional I/O.
Dispositivo que abre y cierra la pistola. Un actuador de pistola puede serde accionamiento por electroválvula neumática o eléctrico, dependiendodel tipo de pistola que utilice.
Todos los encolados generados por un sólo programa. Debido a que elcontrol de encolado posee hasta cuatro salidas para controlar elfuncionamiento de la pistola, puede generar hasta cuatro encoladosdistintos en el cualquier producto.
Función del control de encolado que permite realizar ajustes rápidos alencolado mientras el producto se encuentra en la línea de producción.Utilizando el ajuste en línea, puede ajustar los encolados mas rápido yhacer correcciones de aplicación cuando aparecen irregularidadescausadas por variaciones de la máquina o del producto.
Función del control de encolado que permite ajustar el volumen delcordón mientras el producto sigue en la línea de producción. Utilizando elajuste de volumen en línea, pude cambiar rápidamente los ajustes demarcha y hacer correcciones de aplicación en el volumen causadas porvariaciones del equipo o del adhesivo.
Un ajuste opcional que, al aplicar la tensión pone automáticamente elcontrol de encolado en el modo de marcha. Al seleccionar autoarranque,el sistema de control comienza a generar encolados tan pronto como eltestigo READY se enciende y el primer producto ha activado las pistolas.Si no elige la opción de auto arranque, deberá pulsar manualmente latecla RUN para iniciar la aplicación.
Una función que permite determinar el ratio del encoder sin realizarningún cálculo. Puede elegir entre tres métodos distintos deautoescalado: método producto–longitud, método línea–longitud ométodo de velocidad de línea. También tiene la opción de introducir elvalor del ratio si es conocido.
Borde o cara del producto que activa el sensor de la línea de producción.Este borde puede utilizarse como punto de inicio de la medida del offsetdel cordón. Ver también Borde de salida y Offset de cordón.
Debido a que pueden utilizarse una o dos fotocélulas con el control deencolado, puede detectar dos bordes diferentes del producto cuandoposea formas mas complejas que una caja.
Activación a distancia delprograma
Actuador de pistola
Ajuste de encolado
Ajuste del encolado online
Ajuste del volumen online
Autoarranque
Autoescala
Borde de entrada

Glosario 2
� 1999 Nordson CorporationReservados todos los derechos
412 718AEdición 03/99
Manual 57-42
Borde del producto que activa la fotocélula para dejar de detectar elproducto que pasa por el. A pesar que el borde de salida no se utilizapara posicionar cordones en el producto, proporciona información que elcontrolador para realizar diversas funciones. Estas incluyen lageneración de cordones de longitud aleatoria y escalado del encoder conel método producto-longitud. Ver también Borde de entrada.
Botón de la tarjeta de control principal que permite comprobar la pistolaconectada a cualquiera de las cuatro salidas del control de encolado.Con este botón y los interruptores DIP asociados, puede activar unasalida o cualquier combinación de las cuatro salidas.
Conjunto de contactos que pueden utilizarse para quitar el controladordel modo marcha, dar notificación de un fallo y desactivar cualquierentrada a la tarjeta opcional I/O. Para utilizar esta función, deberáinstalar un interruptor remoto y conectarlo a los terminales apropiados dela tarjeta de control principal.
Método del control de encolado que varía la salida de la bomba segúnvaría la velocidad de línea para proporcionar un volumen de cordónconsistente. Para conseguir este resultado, el controlador envía unaseñal de intensidad 4–20 mA al transductor o una señal 0–10 Vdc almotor dc. El transductor se utiliza para regular la presión de aire en labomba de pistón, que ajusta la salida de adhesivo. El motor se utilizapara controlar la velocidad de la bomba de engranajes, que varía lasalida de adhesivo en concordancia.
Habilidad del control de encolado para producir encolados de precisióncompensando el retraso, largo o corto, del tiempo de respuesta de lapistola. En cada pistola se puede introducir compensación de apertura,que es el tiempo entre la señal de activación y el inicio de la aplicaciónde adhesivo en el producto. También puede compensar el cierre de cadapistola, que es el tiempo entre la señal de desactivación y el corte de laaplicación de adhesivo. El control puede aceptar la velocidad de líneapara la compensación y producir encolados de precisión a cualquiervelocidad.
Línea continua de adhesivo o, en caso de cordón personalizado (atrazos, modulado o a puntos), una línea de adhesivo dividida ensub-cordones. Ver también Sub-Cordón.
Dispositivo que ajusta la posición de línea. Utilizando la cuenta deimpulsos desde el encoder, el control de encolado puede generar ajustesde encolado de alta precisión mientras varía la velocidad de línea. Elsistema de control utiliza encoder de tipo cuadratura con una resoluciónde 500 impulsos por revolución.
Todos los cordones producidos por una pistola. Puede introducir ajusteshasta de 24 cordones por encolado. Ver también Ajuste de encolado.
Borde de salida
Botón de test de pistola
Contactos de marcha permitida
Control de marcha
Compensación de pistola
Cordón
Encoder
Encolado

Glosario 3
� 1999 Nordson CorporationReservados todos los derechos
412 718AEdición 03/99
Manual 57-42
Notificación que ha ocurrido un problema serio en el sistema de controlde encolado. Cuando aparece un fallo, la pantalla visualiza la palabraFAULT y un código de fallo, el testigo ALARM se enciende y, si elsistema está en marcha, el control de encolado detiene la generación deencolados. Los fallos no pueden eliminarse hasta que no se solucione lacausa.
Fotosensor que detecta los productos cuando pasan por la línea deproducción. Se puede equipar el controlador con una o dos fotocélulas,dependiendo de los requerimientos de la aplicación.
Pieza del equipo que convierte la tensión de la línea ac de la planta atensión dc y la suministra al control de encolado. La fuente dealimentación es externa al controlador y se conecta con un cable.
Ajuste que puede hacer que sea necesario que el operador elimine cadaaviso. Si no elige la función de enclavamiento, los avisos se eliminaránautomáticamente treinta segundos después de corregir la causa delaviso.
Abreviatura para offset de pistola-activación, que es la distancia desde lalínea central de la boquilla de la pistola a la línea central de la fotocélula.Deberá introducir la GTO entre cada pistola en el sistema y la fotocélula(o fotocélulas, si posee dos).a
La distancia desde el inicio de un cordón al inicio del cordón siguiente o,en caso de tipos de cordón personalizados (cordón a trazos, a puntos omodulado), la distancia desde el inicio de un sub-cordón al inicio de otrosub-cordón.
Longitud desde el inicio al final del cordón en milímetros o pulgadas(medido a 0.1 pulg).
Área en ambos extremos del producto donde no se aplica adhesivo algenerar cordones de longitud aleatoria. Puede ajustar de formaindependiente el tamaño del margen en los bordes de entrada y salidadel producto. Ver también Tipo de cordón de longitud aleatoria.
Notificación que ha ocurrido un problema operacional en el sistema decontrol. Cuando aparece un aviso, en la pantalla aparece la abreviaturaWARN y un código de aviso (p.e. 3) y el testigo ALARM comienza aparpadear. Los avisos son menos serios que los fallos y se eliminanautomáticamente cuando el problema se soluciona (a menos que lafunción de enclavamiento este activada). Ver también Fallo y Función deenclavamiento.
Un tipo de mensaje visualizado cuando ocurre un error de ajuste en elencoder. En la pantalla aparece la palabra ERROR y un códigoempezando por la letra A (p.e. A1).
Fallo
Fotocélula
Fuente de alimentación
Función de enclavamiento
GTO
Intervalo
Longitud de cordón
Margen
Mensaje de aviso
Mensaje de error del Encoder

Glosario 4
� 1999 Nordson CorporationReservados todos los derechos
412 718AEdición 03/99
Manual 57-42
Ajuste del usuario (T-MEM) que permite aplicar o no adhesivo a losproductos entre la fotocélula y las pistolas cuando la velocidad de línease recupera después de una caída por debajo del ajuste mínimo(MINSP). Si ajusta un mínimo, el controlador dejará de generarencolados cada vez que la velocidad baje de este valor.
Modo de operación utilizado para iniciar la generación de encolados.Debe poner el controlador en el modo marcha pulsando manualmente latecla RUN cuando el testigo RUN esté apagado y o dando la tensióncuando la función autoarranque está activada.
Distancia desde el borde de entrada del producto al inicio del cordón.Ver también Borde de entrada.
Ver GTO.
Función del control de encolado que permite realizar aplicaciones depalet–estabilización. Puede utilizar esta función para ajustar el númerode productos consecutivos que pueden recibir adhesivo y el número deproductos consecutivos que se saltan antes de comenzar de nuevo lageneración de encolados.
Panel que contiene la pantalla, teclas e indicadores utilizados en elajuste y manejo del control de encolado. El control de encolado estádisponible con panel del operador integrado en la unidad principal o conuno montado separado en una estación de operador remota.
Un panel de operador que puede montarse en una estación remota opanel de control. Se conecta a la tarjeta de control principal con un cable.
Área del panel del operador donde se muestra la información de ajuste,manejo y monitorizado del control de encolado. La pantalla contiene seisventanas.
Pantalla que aparece antes de poder definir o revisar un ajuste deencolado. Visualiza todos los ajustes que se utilizan para definir el ajustede encolado: número de programa, número de pistola, número de cordóny longitud de cordón. La pantalla de definición de encolado se visualizasiempre que todas las teclas de función (excepto la tecla RUN) están enoff. La tecla RUN puede estar en on o en off.
Software de programa basado en Windows que puede utilizarse con elcontrol de encolado para facilitar la preparación y manejo. Con elPatternView instalado en un PC, puede preparar rápidamente losprogramas y descargarlos en el control de encolado. Puede tambiéncargar programas desde el controlador al PC.
Dispositivo de aplicación del adhesivo al producto. En ocasiones tambiénse denomina cabezal o aplicador, una pistola puede tener un módulo omúltiples módulos de aplicación. Ver también Actuador de pistola ySalida.
Modo memoria de fotocélula
Modo Run (marcha)
Offset del cordón
Offset pistola–fotocélula
Paletizado
Panel del operador
Panel de operador remoto
Pantalla
Pantalla de definición deencolado
PatternView
Pistola
Glosario 5
� 1999 Nordson CorporationReservados todos los derechos
412 718AEdición 03/99
Manual 57-42
Habilidad del control de encolado de posicionar simultáneamente hastacuatro productos mientras se mueve desde las fotocélulas hacia laspistolas. Esta función permite instalar el sensor más lejos de las pistolas,poner los productos más próximos y conseguir una línea más rápida. Ensistemas equipados con dos fotocélulas, el controlador puede detectarcuatro productos con la fotocélula 1 mientras detecta otros cuatro con lafotocélula 2.
Cualquier pieza sobre la que el controlador genera el encolado. Unproducto puede ser una pieza manufacturada o un conjunto, o puede serun embalaje, como cartón o caja.
Todos los ajustes de encolado y parámetros asociados de aplicación deadhesivo durante la producción. Cada programa se identifica por unnúmero y se guarda en la memoria del controlador. Un programa incluyelas medidas que definen el encolado y puede incluir los ajustes devolumen-control (si la función de marcha está instalada), ajustesopcionales como el aviso de baja velocidad de línea, y ajustes de cordónpersonalizados como a trazos o modulado.
En general, los ajustes de programa varían de un producto al siguiente.Los ajustes del sistema, por otro lado, son globales y no cambian de unproducto a otro.
Proceso de extracción del aire o carbonilla atrapado en el sistema determofusible o el alivio de la presión del sistema activando la pistola (opistolas). Puede purgar una o más pistolas desde el panel del operadordel control de encolado pulsando la tecla PURGE y luego la teclaENTER.
Ratio de rotación del eje del encoder con el movimiento de la línea. Larotación del eje del encoder se mide en impulsos por revolución y elmovimiento de la línea se mide en milímetros o pulgadas. El ratio delencoder se expresa en impulsos por milímetro o pulgada.
Corriente o tensión enviada desde el control de encolado para manejarun actuador de pistola, transductor o accionamiento de motor dc. Elcontrol de encolado posee cuatro salidas independientes para controlarel funcionamiento de los actuadores de las pistolas y (si la unidad estáequipado con tarjeta I/O) salidas independientes para controlar elfuncionamiento de los transductores o accionamientos de motor dc.
Ver fotocélula.
Cordón que resulta cuando el controlador divide el cordón continuo encordones más pequeños y separados. Los sub-cordones se utilizan en lageneración de tipos de cordón personalizados (cordón a trazos, a puntosy modulado).
Tarjeta de circuito opcional que permite llamar programas de formaremota, manejar dos controladores independientes, integrar funciones dela máquina principal y monitorizar la velocidad de línea baja y otrosavisos y fallos. Esta opción puede venir de fábrica o instalarse por elcliente.
Procesado de encoladosmúltiples
Producto
Programa
Purga
Ratio de acoplamiento delencoder
Salida
Sensor
Sub–cordón
Tarjeta Entrada/Salida (I/O)
Glosario 6
� 1999 Nordson CorporationReservados todos los derechos
412 718AEdición 03/99
Manual 57-42
Teclas DELETE, COPY y PASTE (borrar, copiar y pegar). Pulsando latecla SHIFT y una de estas, se puede obtener ventaja de los atajos paraintroducir o revisar ajustes de encolado, compensación de pistola ocontrol de marcha. La tecla DELETE también se utiliza para eliminar losalarmas activadas y realizar otras funciones.
Testigo del panel del operador que indica que ha ocurrido una condicióno que una función está activa. El panel posee testigos para indicar que elsistema está listo, ha ocurrido una alarma (fallo o aviso), y que laactivación de programa está controlada de forma remota. Además, cadatecla de función posee un testigo luminoso que indica cuando la funciónde la tecla está activa.
Ver Compensación de pistola.
Ver Compensación de pistola.
Ajuste que permite elegir entre cinco tipos distintos de cordón. Lasopciones son, cordón sólido (ajuste por omisión), a trazos, a puntos,modulado y de longitud aleatoria.
Uno de los cuatro tipos de cordón que puede generar el control deencolado. El cordón a puntos le permite producir encolados de gramajeconstante (volumen constante) puntos de adhesivo separados unadistancia determinada por el usuario. Se controla el gramaje del puntoespecificando el tiempo de pistola activada. Se controla la distancia entrepuntos especificando el intervalo. Puede producir gramaje de puntos eintervalo constantes en todo el rango de velocidades de línea sinnecesidad de ningún equipo externo.
Uno de los cuatro tipos de cordón que puede generar el control deencolado. La función a trazos le permite reducir el uso de adhesivointroduciendo el porcentaje de ahorro de cola que desee. El controladordetermina automáticamente la longitud correcta y el espacio de lossub-cordones en el encolado. Tiene la opción de ajustar un intervalo desub-cordón (la distancia desde el inicio de un sub-cordón al siguiente).Ver también Sub-cordón.
Uno de los cuatro tipos de cordón que puede generar el control deencolado. La función de longitud aleatoria le permite aplicar cordones deadhesivo continuos a productos de diferente longitud. Si lo desea, puedeajustar el margen en los bordes de entrada y salida de los productosdonde no se ha de aplicar adhesivo.
Uno de los cuatro tipos de cordón que puede generar el control deencolado. El cordón modulado proporciona un volumen de cordón casiconstante a una velocidad de línea ajustada. Cuando la línea deproducción muestra la velocidad seleccionada por el usuario, el controlcomienza dividiendo cada cordón en sub-cordones mas cortos paraevitar que el volumen del cordón aumente. A cualquier velocidad, eltiempo total de apertura de la pistola para producir cada cordón divididopermanece igual que el tiempo total de apertura para producir un cordónsólido, por lo que el volumen del cordón permanece igual. Puede utilizaresta función con o sin control de marcha.
Teclas rápidas
Testigo luminoso
Tiempo de apertura de pistola
Tiempo de cierre de pistola
Tipo de cordón
Tipo de cordón a puntos
Tipo de cordón a trazos
Tipo de cordón de longitudaleatoria
Tipo de cordón modulado
Glosario 7
� 1999 Nordson CorporationReservados todos los derechos
412 718AEdición 03/99
Manual 57-42
Dispositivo que recibe una señal de corriente analógica del control deencolado y la utiliza para regular la presión de aire. El transductor seutiliza sólo en sistemas equipados con control de marcha. Ver tambiénControl de marcha.
El armario que contiene las tarjetas de circuito del sistema de control deencolado. La tarjeta primaria, llamada tarjeta de control principal,contiene el microprocesador principal para el control de encolado y lamemoria del sistema. Recibe la entrada desde el encoder y activa y datensión a los accionamientos de las salidas. La unidad de controlprincipal también incluye una tarjeta conversora-dc y, en algunasunidades, una tarjeta opcional I/O. Puede tener un panel del operadorintegral o conectarse por un cable a un panel del operador remoto. Vertambién Panel de Operador.
Una de las seis áreas que hay en la pantalla. Cada ventana proporcionainformación específica sobre la tarea a realizar.
Transductor
Unidad de control principal
Ventana

Glosario 8
� 1999 Nordson CorporationReservados todos los derechos
412 718AEdición 03/99
Manual 57-42
� 1999 Nordson CorporationTodos los derechos reservados
412 718BEdición 07/99
Manual 57-42
Indice

Indice0
� 1999 Nordson CorporationTodos los derechos reservados
412 718BEdición 07/99
Manual 57-42
Indice 1
� 1999 Nordson CorporationTodos los derechos reservados
412 718BEdición 07/99
Manual 57-42
Indice
AAbreviaturas, Utilizadas en pantalla, 3-6
Aceleración permitida, Explicación, 2-11
Activación de programaDesde panel del operador, 7-7Desde puesto remoto, 7-33
Activación falsa, Como reducir, 6-14
ActivadorBusqueda de localización adecuada, 4-7Como ajustar, 4-33Como montar, 4-14Número requerido, 4-2Tipos de, 2-4
Ahorro de cola, Como obtener, 6-16
Ajuste de cordón personalizadoComo ajustar en línea, 7-17Procedimiento para, 7-17
Ajuste de encoladoComo definir, 6-4Definición, 6-3Procedimiento de definición, 6-5
Ajuste de encolados en línea, Procedimiento para, 7-12
Ajuste de opciones de programaComo cambiar, 6-20Explicación, 6-14
Ajuste de volumen de cordón, Procedimiento para, 7-14
Ajuste en línea del encolado, Descripción del, 2-11
Ajuste en línea del volumen, Descripción del, 2-11
Ajustes, Como proteger con contraseña, 7-30
Ajustes básicos de sistema, Procedimiento de entrada,5-6
Ajustes de pistolaComo copiar y pegar, 5-30Explicación de, 5-16
Ajustes del sistemaExplicación de, 5-2Registros de, 5-31
Alarma de baja velocidad, Como ajustar, 5-3
Auto–escalado, Descripción de, 2-8
AvisosComo comprobar, 7-26Como eliminar, 7-28
BBorrar un cordón, 6-8
Borrar un encolado, 6-12
Brillo de pantalla, Como modificar, 5-3
CCableado, Instrucciones de conexión, 4-17
Cambio a llamada remota, Procedimiento para, 7-32
Carga de programa remota, Como activar, 5-2
Código diagnósticoPara aviso, 8-16Para fallo, 8-16
Código fault log, 8-20
Compensación de pistolaAjuste fino, 5-29Como determinar, 5-16Como introducir valores conocidos, 5-24Explicación, 5-16Métodos de entrada, 5-16Valores típicos, 5-16
Compensación pistola, Cómo dar ajuste fino, 8-26
Comprobación de fallos y avisos, Procedimiento para, 7-26
Conexión, Control de encolado, 7-3
Contactos de salida, Ajustes para, 5-3
Contraseña, Ajustes para, 5-2
Control de encoladoComponentes estándar, 2-3Descripción, 2-1
Control de marcha, Propósito del, 2-13

Indice2
� 1999 Nordson CorporationTodos los derechos reservados
412 718BEdición 07/99
Manual 57-42
C (cont.)
Control run–upAjuste, 6-27Procedimiento ajuste, 6-28Propósito, 6-26
Copia ajustes control run–up, 6-30
Copia ajustes tipo cordon, 6-24
Copia de encolado, 6-10
Copia de programa, 6-34
CordónComo ajustar el volumen, 7-14Como ajustar la posición, 7-12Como borrar, 6-8Definición, 6-3
Curva run–up, 6-26
DDatos de sistema, Como monitorizar, 7-19
Datos técnicos, Sistema, 2-14
Definición de encoladoDescripción, 2-9Ventana, 3-2
Desactivación de velocidad mínima, Explicación de, 5-3
Desactivación del control de encolado, Procedimiento para, 7-31
DesconexiónControl de encolado, 7-5Diaria, 7-5
Detección de atascos, Como ajustar, 6-14
Detención de programaDesde panel de operador, 7-11Desde puesto remoto, 7-31, 7-35
EEliminación de aviso, Procedimiento, 7-28
Eliminación de fallo, Procedimiento para, 7-27
EncoderBusqueda de localización adecuada, 4-7Como montar, 4-13Descripción, 2-4Procedimiento para comprobar el cableado, 4-36
EncoladoComo ajustar en línea, 7-12Como borrar, 6-12Como copiar, 6-10Definición, 6-3
Encolado a puntos, Propósito del, 2-13
Encolado a trazos, Propósito del, 2-13
Encolado cordón a puntosComo ajustar, 6-20Explicación, 6-17
Encolado cordón a trazosCómo ajustar, 6-20Explicación, 6-16
Encolado cordón longitud aleatoriaCómo ajustar, 6-23Explicación, 6-19
Encolado cordón moduladoComo ajustar, 6-20Explicación, 6-18
Encolado de longitud aleatoria, Propósito del, 2-13
Encolado modulado, Propósito del, 2-13
FFallos
Como comprobar, 7-26Como eliminar, 7-27
Fuente de alimentaciónBusqueda de localización adecuada, 4-8Instrucciones para dimensionado, 4-2
Función auto arranqueExplicación de, 5-3Propósito de, 2-12
Función bloqueo para avisos, Como ajustar, 5-3
Función borrado, Lista de, 2-10
Función contraseña, Explicación de, 5-4
Función copia, Lista de, 2-10
Función paletizado, Descripción de, 2-13
GGTO
Explicación de, 5-17Mínimo permitido, 4-8Procedimiento de entrada, 5-22
Guardar programa, 6-33
Indice 3
� 1999 Nordson CorporationTodos los derechos reservados
412 718BEdición 07/99
Manual 57-42
IIconos, Explicación de, 3-4
Información de fusible, 8-28
Inicio de un programaDesde panel de operador, 7-10Desde puesto remoto, 7-33Requerimientos para. Ver READY light
Instalación eléctrica, 4-17
Interruptor de desactivación de unidad, Como utilizar, 7-31
Interruptor marcha permitida, Como utilizar, 7-31
Intervalo sub–cordón, Cómo ajustar, 6-21
KKits de servicio
Contenidos de, 9-2Lista de, 9-2P/N de, 9-2Propósito de, 9-2
LLEDs
Para comprobación funcionamiento activador, 8-24Para comprobación funcionamiento pistola, 8-22
Localización averíasAcumulación adhesivo al detener línea, 8-15Algunos encolados perdidos, 8-8Cordones fuera de posición, 8-9Cordones fuera de posición en ocasiones, 8-11Cordones muy cortos o muy largos, 8-13Cordones perdidos en ocasiones, 8-12Desde código de fallo o aviso, 8-16Desde síntomas, 8-2Funcionamiento de control run–up, 8-14Rendimiento de activador pobre, 4-33Testigo READY apagado, 8-3Todos los encolados perdidos, 8-4Un encolado perdido, 8-6Volumen de cordón demasiado alto o bajo, 8-14
LuzALARMA, explicación de, 3-9READY, explicación de, 3-9REMOTO, explicación de, 3-9Testigo, tipos de, 3-9
MManejo remoto, Procedimientos para, 7-31
Mensajes de ERROREleminar, 5-9Explicación, 5-9
Modo memoria de activador, Explicación de, 5-2
Monitorizado de operación del sistema, Procedimiento, 7-22
Monitorizado de variables del sistema, Procedimientos para, 7-19
Monitorizado remoto de la operacion del sistema,Procedimiento para, 7-35
NNavegación en la pantalla, 3-15
OOffset de cordón, Definición, 6-3
Offset pistola activador, Explicación de, 5-17
Opciones de monitorizado, Explicación de, 7-20
PP/N
Para componentes externos, 9-14Para panel de operador remoto, 9-13
Palabras, Utilizadas en pantalla, 3-6
Paletizado, Ajustes, 6-15
Panel de operador remotoBusqueda de localización adecuada, 4-6Como montar, 4-12Instrucciones de cableado, 4-30Plantilla de montaje, 4-12
Panel del operario, Partes del, 3-1
PantallaAbreviaturas, 3-6Componentes de, 3-2Iconos, 3-4
Patanlla definición encoladoComo visualizar, 6-5Función, 6-1Ilustración, 6-1
Indice4
� 1999 Nordson CorporationTodos los derechos reservados
412 718BEdición 07/99
Manual 57-42
P (cont.)
PatternViewAjuste con, 5-1Descripción de, 2-7requerimientos de, 2-16
Piezas, Como sustituir, 9-3
PistolaProcedimiento para comprobar el cableado, 4-37Pulsador de prueba, 8-22
PistolasComo purgar, 7-6Procedimiento, 7-25
Polaridad activadorComo ajustar, 5-2Como determinar, 4-35
Preparación de encoderMensajes ERROR, 5-9Uso de método de usuario, 5-15Uso de método línea jog, 5-12, 5-14Uso de método producto longitud, 5-10
Preparación de pistola, Descripción de, 2-9
Presión de purga, Cómo ajustar, 6-27
Procedimiento de pruebaPara aplicacar polvo con pistola, 8-21Para compensación pistola correcta, 8-26Para funcionamiento correcto activador, 8-24Para funcionamiento correcto pistola, 8-22
Procedimientos, Manejo, 7-3
Procedimientos de reparación, 9-3
Procesado de encolado múltiple, Propósito del, 2-13
ProgramaComo activar, 7-7Como copiar, 6-34Como detener el programa activo, 7-11, 7-35Cómo guardar, 6-33Como poner en marcha, 7-10Como revisar, 6-33Como sobreescribir, 6-35Donde guardar, 6-35Número, 6-4Procedimientos de gestión, 6-31
Puesta a cero de la cuenta de producto, Procedimiento para, 7-24
Puesta en marcha, Diaria, 7-3
Purga de pistola, Procedimiento, 7-6
RRatio de engranaje de encoder
Como encontrar el mejor rango, 4-3Efecto en encolado a puntos, 4-5Efecto en longitud y separación de cordón, 4-4Efecto en variación de encolado, 4-5Explicación, 5-8
Rellamada a un programaComo preparar el sistema para, 7-32Procedimiento para, 7-33
Rellamada remota, Cambio de ajustes para, 7-34
SSalida de control run–up, Como monitorizar, 7-25
Se entrega con kit, 4-1
SeguridadComprobación, 4-32, 7-2En funcionamiento, 7-2Procedimientos, 4-32
Sensores. Ver Activador
Sobreescribir un programa, 6-35
Software. Ver PatternView
Suministro eléctrico, Descripción, 2-4
TTarjeta I/O
Finalidad de, 2-5Instrucciones de cableado, 4-26Procedimiento de comprobación del cableado, 4-37
TeclaENTER, 3-15RUN, 3-14SHIFT, 3-14
TecladoCódigo de colores de, 3-10Tabla de referencia, 3-16
TeclasAJUSTES DE PROGRAMA, 3-13CONFIGURACIÓN DEL SISTEMA, 3-12Manejo, 3-14Navegación, 3-15Tipos de, 3-10
Tensión de prueba, 8-29

Indice 5
� 1999 Nordson CorporationTodos los derechos reservados
412 718BEdición 07/99
Manual 57-42
T (cont.)
TerminologíaVer GlosarioUtilizada para describir encolados, 6-2
Testigo ALARMA, 3-9Cómo indica avisos, 7-28Cómo indica fallo, 7-27
Testigo READY, 3-9Propósito de, 2-12
Testigo REMOTO, 3-9
Testigos, En teclas, propósitos, 3-11
Tipo de cordón, Diferentes ajustes, 6-14
Transductor, Finalidad del, 2-5
UUnidad de control principal
Busqueda de posición correcta, 4-6Como montar, 4-9Con panel del operario integrado, 2-6Con panel del operario remoto, 2-6Descripción, 2-3
Unidades de medida, Como cambiar, 5-2
Uso de programa, 7-7
VVentana
Definición de encolado, 3-2Funciones de, 3-2
Volumen, Como ajustar en línea, 7-14

Indice6
� 1999 Nordson CorporationTodos los derechos reservados
412 718BEdición 07/99
Manual 57-42

PRODUCTO:Control de encolado Eclipse Serie EPC-30
REGLAMENTOS APLICABLES:89/336/EEC (Reglamento de compatibilidad electromagnética)
EN50082-2EN55011
Este producto está fabricado de acuerdo con la buena práctica de la ingenieria.
El producto especificado cumples los reglamentos y estándares descritos arriba.
ESTÁNDARES UTILIZADOS PARA VERIFICAR LA:
Fecha: 16 Marzo 1998
Nordson Corporation � Westlake, Ohio
DOC008_SP
PRINCIPIOS:
John Jackson, Senior Vice President
DECLARACIÓN DE CONFORMIDAD(para sistemas certificados por la CE)




![Redwood Anwendertage 2015 - Eclipse [Schreibgeschützt] · 2015. 5. 4. · Tipps & Tricks. Was ist Eclipse. Eclipse Eclipse(von englisch eclipse‚Sonnenfinsternis‘, ‚Finsternis‘,](https://img.pdfslide.net/doc/110x75/60e8ab6cf8fa6d37e6282437/redwood-anwendertage-2015-eclipse-schreibgeschtzt-2015-5-4-tipps-.jpg)

























