Embed Size (px)
DESCRIPTION
fef
Citation preview

BỘ GIÁO DỤC VÀ ĐÀO TẠOTRƯỜNG ĐẠI HỌC SƯ PHẠM KỸ THUẬT TP. HỒ CHÍ MINH
KHOA ĐIỆN-ĐIỆN TỬ
ĐỒ ÁN MÔN HỌC 2
Đề tài:
ĐIỀU KHIỂN VÀ GIÁM SÁT HỆ THỐNG ĐÓNG NẮP CHAI BIA TỰ ĐỘNG
SVTH : PHÙNG THÀNH QUANG MSSV: 08118048
TÔ TIẾN DŨNG MSSV: 08118014
GVHD : NGÔ VĂN THUYÊN
Ngày……tháng……năm 2011
0

LỜI NÓI ĐẦU.
Từ những thập kỷ trước, khi ứng dụng của khoa học kỹ thuật còn chưa được biết đến nhiều trong sản xuất , và trong cuộc sống của con người, thì việc sản xuất rất khó khăn và đòi hỏi một lượng nhân công lao động vô cùng lớn để sản xuất. Như vậy sẽ rất tốn kém về tiền của và sức lao động nhưng hiệu quả công việc thì không cao.
Để khắc phục được tình trạng trên, hàng loạt những công nghệ tiên tiến đã ra đời và được đưa vào ứng dụng trong sản xuất. Máy móc dần dần đã thay thế được phần lớn những sức lực của con người và ngày càng được hoàn thiện hơn, hiện đại hơn.
Cùng với sự phát triển chung của thế giới, nước ta cũng và đang mạnh mẽ tiến hành công nghiệp hóa hiện đại hóa đất nước để theo kịp sự phát triển của các nước trong khu vực và thế giới. Trong đó , lĩnh vực tự động hóa ngày nay đang được xem là một trong những lĩnh vực đóng vai trò quan trọng trong việc phát triển kinh tế và đời sống của con người. Từ đó ,PLC đã được biết đến là một trong những công nghệ tự động hóa tiên tiến nhất trong sản xuất. Nó có thể giải phóng được sức lao động của con người một cách đáng kể, thay vào đó là một mô hình sản xuất tự động với sự điều khiển bằng PLC và các phần mềm hỗ trợ để giám sát hệ thống sản xuất.
Với sự say mê và muốn học hỏi, nhóm chúng tôi đã quyết định nghiên cứu tìm hiểu về đề tài tự động hóa trong công nghiệp hiện nay, nhằm nâng cao vốn hiểu biết của bản thân, tích lũy những kinh nghiệm đáng kể cho cuộc sống sau này.
1

MỤC LUC.
CHƯƠNG I : TỔNG QUAN VỀ ĐỀ TÀI........................................................................4
1.1 Giới thiệu đề tài..................................................................................................................................4
1.2 Mục tiêu đề tài....................................................................................................................................5
1.3 Giới hạn đề tài....................................................................................................................................5
CHƯƠNG II: THIẾT KẾ HỆ THỐNG................................................................................5
2.1 Yêu cầu thiết kế..................................................................................................................................5
2.2 Lựa chọn thiết bị...........................................................................................................................6
2.2.1 Chọn PLC....................................................................................................................................6
2.2.2 Chọn băng tải...............................................................................................................................8
2.2.3 Lựa chọn cảm biến....................................................................................................................11
2.2.4 Lựa chọn xilanh.........................................................................................................................12
2.2.5 Lựa chọn Van khí nén................................................................................................................13
2.2.6 Lựa chọn phần mềm giám sát....................................................................................................13
2.2.7 Lựa chọn nút nhấn.....................................................................................................................14
2.2.8 Lựa chọn đèn báo hiệu...............................................................................................................14
CHƯƠNG III: THIẾT KẾ PHẦN CỨNG.........................................................................15
3.1 Sơ đồ kết nối phần cứng...................................................................................................................15
3.2 Sơ đồ mạch động lực........................................................................................................................16
3.2 Sơ đồ mạch của xilanh......................................................................................................................16
CHƯƠNG IV : ĐIỀU KHIỂN VÀ GIÁM SÁT HỆ THỐNG..........................................17
4.1 Lưu đồ giải thuật..........................................................................................................................17
4.2 Chương trình điều khiển...............................................................................................................18
4.3 Thiết kế chương trình giám sát trên WinCC.................................................................................18
CHƯƠNG V : KẾT QUẢ MÔ PHỎNG VÀ HƯỚNG PHÁT TRIỂN.............................22
5.1 Kết quả thực hiện..........................................................................................................................22
5.2. Kết luận.......................................................................................................................................28
5.3. Hướng phát triển đề tài................................................................................................................28
PHỤ LỤC...........................................................................................................................28
2

LỜI CẢM ƠN.
Đề tài này được hoàn thành với sự hỗ trợ và giúp đỡ của rất nhiều quý thầy cô và
các bạn sinh viên trong lớp 08118. Đó là những tình cảm thật đáng quý trọng , thật biết ơn
khi được sự giúp đỡ nhiệt tình từ phía thầy cô và bạn bè trong lúc tìm hiều và thi công.
Nhóm chúng tôi xin chân thành cảm ơn thầy Ngô Văn Thuyên khoa Điện-Điện Tử
đã tận tình giúp đỡ chúng tôi trong suốt quá trình nghiên cứu đồ án. Mặc dù thầy bận rất
nhiều công việc nhưng lúc nào thầy cũng nhắc nhở và chỉ ra những sai sót và hướng dẫn
chi tiết trong mỗi tuần. Đó thật sự là những tình cảm đáng trân trọng giúp nhóm chúng tôi
có thể hoàn thành đồ àn một cách tốt đẹp.
Chân thành cảm ơn những người bạn trong lớp Điện Tự Động đã hỗ trợ chúng tôi
rất nhiều trong thời gian nghiên cứu tìm hiều và chọn đề tài.
Đề tài hoàn thành không tránh khỏi những sai sót, chúng tôi rất mong được sự góp
ý nhiệt tình từ quý thầy cô và các bạn để giúp đề tài này hoàn thiện hơn.
Cuối cùng, nhóm xin chúc quý thầy cô và các bạn nhiều sức khỏe và gặt hái được nhiều thành công.
Tp. Hồ Chí Minh, tháng 12 năm 2011
Nhóm thực hiện
Tô Tiến Dũng – Phùng Thành Quang
3

CHƯƠNG I : TỔNG QUAN VỀ ĐỀ TÀI
1.1 Giới thiệu đề tài.Bia là một thức uống được tiêu dùng rất phổ biến hiện nay, được dùng rộng rãi
trong cả nước và trên toàn thế giới. Bia thường được dùng nhiều trong các bữa tiệc cưới hỏi, liên hoan sinh nhật, các buổi tiệc tùng… Vậy làm sao mà bia lại trở nên phổ biến như vậy? Làm sao để các nhà sản xuất có thể đáp ứng một lượng nhu cầu khổng lồ như vậy? Đó chính là câu hỏi được đặt ra cho các nhà sản xuất.
Trước đây, khi bia còn được sản xuất bằng phương pháp thủ công thì nhà sản xuất phải cần đến một lượng lớn công nhân làm việc và tiêu tốn chi phí rất lớn để trả lương cho công nhân mà hiệu quả mang lại thì không đáng kể. Vì vậy bia trước đây được bán với giá thành rất đắt đỏ và không được người tiêu dùng ưa chuộng.
Ngày nay, với sự tiến bộ vượt bậc của công nghệ, người ta đã dần loại bỏ phương pháp thủ công và thay vào đó là sử dụng máy móc để thay thế sức lao động của con người nhằm giúp nhà sản xuất tiết kiệm được nguồn nhân lực cho sản xuất, chi phí sản xuất giảm đáng kể ,mang lại hiệu quả kinh tế cao và có thể cung ứng một cách đầy đủ cho thị trường tiêu dùng. Một trong những công nghệ để hỗ trợ mạnh mẽ nhất trong các dây chuyền sản xuất tự động đó chính là PLC.
So với các phương pháp điều khiển khác PLC có ưu điểm vượt trội hơn hẳn như : kết nối mạch đơn giản, rút ngắn thời gian lắp đặt và dễ dàng thay đổi công nghê,có độ tin cậy cao,…PLC hiện nay đang được xem là một trong những công nghệ đi đầu trong ngành tự động hóa. Nó đóng vai trò quan trọng cho sự phát triển kinh tế của đất nước. Có rất nhiều hãng sản xuất PLC nổi tiếng hiện nay như : Simens, Panasonic, Omron, Rockwel,…với rất nhiều ứng dụng đa dạng. Hệ thống sản xuất bia tự động là một trong số những ứng dụng đó. Hệ thống này làm việc với rất nhiều công đoạn khác nhau, nhưng nếu một trong những khâu sản xuất bị lỗi hay hỏng thì làm thế nào để có thể phát hiện một cách nhanh nhất để sửa chữa kịp thời? Chính những vấn đề như vậy đòi hỏi phải có sự giám sát thường xuyên liên tục mà con người không thể thực hiện một cách hoàn hảo. Vì vậy, việc đòi hỏi phải sử dụng phần mềm giám sát là tất yếu.
Với lòng say mê tìm tòi học hỏi, cùng với kiến thức đã học nhóm chúng tôi đã quyết định chọn đề tài ‘ ĐIỀU KHIỂN VÀ GIÁM SÁT HỆ THỐNG ĐÓNG NẮP CHAI BIA TỰ ĐỘNG’ để có thể giải quyết được những thắc mắc đưa ra.
4
1.2 Mục tiêu đề tài.Thực hiện đóng nắp và đóng thùng bia với công suất 200 thùng/giờ.Giám sát hệ thống hoạt động bằng phần mềm giám sát.
1.3 Giới hạn đề tài.Vì thời gian nghiên cứu tìm hiểu có hạn nên nhóm chỉ thực hiện được một số khâu
nhỏ trong hệ thống sản xuất bia như : đóng nắp chai , đếm số sản phẩm và số thùng.
CHƯƠNG II: THIẾT KẾ HỆ THỐNG
2.1 Yêu cầu thiết kế.Hệ thống được thực hiện và giám sát như trong hình 2.1
Hình 2.1 Hệ thống đóng nắp chai bia tự động.
5

Hệ thống hoạt động như sau:
Khi nhấn nút START băng tải 2 bắt đầu chạy và đưa thùng đựng chai vào vị trí. Khi cảm biến quang (CB2) phát hiện thùng đã vào vị trí thì động cơ băng tải 2 dừng lại (BT2).
Khi BT2 dừng lại thì băng tải 1 (BT1) bắt đầu chạy và đưa chai vào vị trí để đóng nắp. Khi cảm biến 1 (CB1) phát hiện chai đã vào vị trí thì BT1 dừng lại. Lúc đó van khí nén sẽ điều khiển xilanh đi xuống để dập nắp vào miệng chai trong thời gian định sẵn.
Khi đã thực hiện xong việc đóng nắp thì BT1 tiếp tục chạy và đưa chai đi. Khi chai qua đến cảm biến 3 (CB3) thì cảm biến sẽ tác động và đếm lên 1 hiển thị trên Led. Và chai được đưa vào thùng đóng gói. Khi CB3 đếm lên đến 24 chai thì BT2 chạy và đưa thùng đi đóng gói. Hệ thống sẽ được lặp lại với các chu kỳ tiếp theo.
Nhấn STOP để dừng hệ thống. Khi có sự cố quá tải hoặc ngắn mạch thì sẽ hiển thị đèn báo và nút dừng
khẩn cấp.
Sơ đồ khối của hệ thống như hình 2.2
Hình 2.2 sơ đồ khối của hệ thống đóng nắp chai bia tự động.
Khối cảm biến gồm: 3 cảm biến. Một cảm biến để phát hiện thùng và đếm số thùng. Một cảm biến để phát hiện chai vào vị trí, cảm biến còn lại để đếm số chai.
Khối xử lý trung tâm gồm : 1 CPU S7-300 và các modul và ra số để điều khiển hoạt động của hệ thống.
Cơ cấu chấp hành gồm : gồm có một xilanh dung để đóng nắp chai, 2 băng tải để vận chuyển chai và thùng vào vị trí.
2.2 Lựa chọn thiết bị.
2.2.1 Chọn PLC.Trên thị trường hiện nay, có bán rất nhiều loại PLC của nhiều hang khác nhau
như : Hãng Simens, Panasonic, Rockwel, Omron,… với nhiều tính năng khác nhau.
6

Nhóm chúng tôi đã quyết định chọn loại PLC S7-300 của hãng Simens vì giá thành rẻ, dễ sử dụng và còn có tính năng ưu Việt như sau :
Khả năng mở rộng của hệ thống dễ dàng nhờ các Modul mở rộng. Có thẻ nhớ có khả năng lưu trữ dữ liệu và chương trình dễ dàng hơn cho
công việc bảo trì. Có khả năng kết nối mạng linh hoạt với nhiều loại mạng khác nhau tùy
theo yêu cầu của khách hàng. Có nhiều phần mềm hỗ trợ cho việc mô phỏng và giám sát như :
WinCC, InTouch,..
Chính vì thế mà nhóm chúng tôi đã quyết định chọn PLC S7-300 loại CPU 315-2DP. Bộ nhớ làm việc là 256 kb, giao tiếp Master/ Slave, nguồn cung cấp 24VDC, cùng với các Modul input/output Digital. Chúng tôi chọn loai modul ngõ vào là sinking và ngõ ra la Relay để điều khiển hệ thống. Các thông số trình bày cụ thể qua bảng 2.3.
Hình 2.3 Thông số của CPU 315-2DP.
Hình 2.4 CPU 315-2DP thực tế.
7

8

2.2.2 Chọn băng tải.Băng tải có rất nhiều loại trên thị trường, nhưng để phù hợp vời việc vẩn chuyển
chai lọ, thùng .. ta nên chọn loại băng tải đai với lý do sau: Tải trọng băng tải không cần lớn. Dễ chế tạo, dễ thiết kế. Giá thành rẻ. Vật liệu dễ kiếm.
Băng tải dẫn động bằng động cơ DC vì hệ thống không đòi hỏi độ chính xác cao, tải trọng nhẹ, dễ điều khiển và giá thành rẻ. Hình 2.5 là hình ảnh về băng tải đai được sử dụng nhiều trong công nghiệp.
Tính toán xác định vận tốc băng tải.
Năng suất: 100 thùng /h. tương đương 2400chai/h.Thời gian để thùng được sản xuất là: 36s. tương đương 1.5s/chai.Số chai bia trên 1m băng tải là : 8 chai. Khoảng cách giữa 2 chai bia là 0.07m.
đường kính chai 0.06m.
V1=St
=0.071.5
= 0.046m/s
Hình 2.5 Băng tải đai dùng để vận chuyển chai bia.
9

10

Đường kính con lăn băng tải 1 là 0.1m.
Tốc độ quay của trục băng tải 1 là : N1=60 V 1π∗D
=60∗0.0463.14∗0.1
=8.79 vòng/phút.
Chọn Động cơ cho băng tải chai.
Vận tốc làm việc của băng tải là . V=0.046m/s.Chiều dài băng tải là: L=5m.Khối lượng vận chuyển chai là. M= 0.5kg/chai.Công suất động cơ cần để :
- Dịch chuyển vật liệu P1.- Tổn hao ma sát P2.
Lực cần để dịch chuyển vật liệu là: F1=L*k1*g*σ=5*0.05*9.81*4=9.81 N
Trong đó :
- L : chiều dài băng tải.- k1 =0.05 hệ số lực cản khi chuyển vật liệu.- g=9,81 m/s2 - σ= 4kg/m. khối lượng vật liệu trên 1m băng tải.
Công suất cần để dịch chuyển vật liệu: P1=F1*V=9.81*0.046=0.45
Lực cản do masat gây ra khi không tải là: F2=2L*k2*g*σ b.=2*5*6*9.81*2=1177.2 (N)
Trong đó :
- σ b =2kg/m khối lượng trên 1m băng tải khi không tải.- k2 hệ số tính đến lực cản khi không tải.
L(m) 5 6 10 20 30 50 80 k2 6 4.5 3.2 2.6 2.2 1.9 1.75
Bảng 1. Thông số của lực cản tương ứng với chiều dài băng tải.
Công suất cần khắc phục là : P2=F2*V=1177.2*0.046=54.15
Tổng lực cản của băng tải là : F3=F1+F2.=9.81+1177.2=1187.01 N
Công suất tĩnh của băng tải là : P=P1+P2=0.45+54.15=54.6
11

Công suất động cơ truyền động băng tải là : Pđ=k 3∗P
µ=
1.25∗54.60.9
= 75.8 (w)
K3 : hệ số dự trữ về công suất : 2 đến 2.5
µ : =0.9 . hiệu suất bộ truyền.Xác định momen động cơ :
M=F3*R=1187.01*0.05=59.3 Nm.
R : là bán kính con lăn băng tải.
Dựa vào thông số công suất và momen ta chọn loại động cơ giảm tốc cho băng tải có thông số sau:
Hình 2.6 Động cơ giảm tốc 3 pha.
Thông số như sau:
Điện áp : 220v/380v, Tần số :50 Hz. Công suất 0.18 Kw.
12

Chọn loại động cơ cho băng tải thùng.- Năng suất Q=100 thùng/h- Đường kính con lăn :
D=0.1 m- Số thùng trên 1m băng tải: 2 thùng- Vận tốc băng tải : 0.5 (m/s) - Khối lượng trên 1m băng tải là 24kg/m- Tốc độ vòng quay của trục băng tải thùng:
n=60vπD
=60 x0 . 5πx 0 .1
=95(vg / ph )
Công suất động cơ tính tương tự ta có :
F1=5*0.05*9.81*24=58.86 N
F2=1177.2 N
F3=F1+F2=1236 N
P1=F1*V=58.86*0.5=29.5
P2=F2*V=1177.2*0.5=588.6
P=P1+P2=29.5+588.6=618
Pđ=(k3*P)/µ=1.25*618/0.9=858 w
Xác định Momen :
M=F3*R=1236*0.1=123.6Nm
Dựa vào đặc tính về tốc độ công suât, Momen ta chọn loại động cơ có thông số
sau.
Hãng Loại Công suất Tốc độ MômentTECO Động cơ giảm
tốc1.1 kW 103v/phút 150 Nm
13

2.2.3 Lựa chọn cảm biến.Cảm biến được sử dụng trong đề tài để nhận biết sản phẩm là cảm biến quang.
Nhóm chúng tôi đã chọn loại cảm biến quang với ngõ ra PNP để phù hợp với ngõ vào sinking của PLC. Cảm biến quang được cấp nguồn 24VDC và khoảng cách nhận biết được sản phẩm tối đa là 5m.
Hình 2.7 Hình cảm biến quang được sử dụng trong hệ thống.
Hãng OMRONMã E3F3 – T81Loại PNPĐiện áp cung cấp 12 – 24 VDCDòng điện ngõ ra tối đa 100 mAKhoảng cách phát hiện tối đa 500mm
Bảng 3. Thông số của cảm biến quang.
2.2.4 Lựa chọn xilanh.Chúng tôi chọn loại xilanh một chiều để dập nắp vào chai vì xilanh này cấu tạo
đơn giản ,giá thành hợp lý và dễ sử dụng trong việc lắp đặt và thiết kế.
- Áp lực khí nén chỉ tác động vào một phía của xilanh, phía còn lại do
ngoại lực hay lò xo tác động.14

- Một số loại xilanh tác động 1 chiều:
a) b)
Hình 2.8 : a)Chiều tác động ngoại lực do.
b) Chiều tác động do lò xo.
15

Hình 2.9 Xilanh 1 chiều thực tế.
2.2.5 Lựa chọn Van khí nén.Loại van khí nén trong hệ thống này dùng để điều khiển xilanh dập nắp vào chai,
để phù hợp với loại xilanh điều khiển nên nhóm chúng tôi đã chọn loại van một chiều với áp suất là 25 bar,có thể làm việc ở môi trường từ 0-25 độ C. Hình 3.0 là hình ảnh của van một chiều.
Hình 3.0 Van một chiều bằng đồng.
2.2.6 Lựa chọn phần mềm giám sát.Hiện nay, có rất nhiều loại phần mềm giám sát như : Win CC, InTouch, Turbol C+
+…để hỗ trợ giám sát cho rất nhiều dong PLC khác nhau. Nhóm chúng tôi quyết định chọn phần mềm Win CC của hãng Simens để giám sát hệ thống đóng nắp chai bia tự động.
Win CC là một giao diện người-máy dựa trên cơ sở giao tiếp giữa người và hệ thống máy, thiết bị điều khiển (PLC..) dựa trên các hình vẽ hoặc sơ đồ tự mình thiết kế. Qua đó, có thể giúp con người phát hiện sự cố một cách nhanh nhất và kịp thời sửa chữa. Do đó, WinCC thực sự rất cần thiết cho việc điều khiển và giám sát hệ thống trên.
16

2.2.7 Lựa chọn nút nhấn.
Hình 3.1 Nút nhấn được dùng trong hệ thống.
Để phù hợp với điện áp nguồn cung cấp cho PLC, chúng tôi chọn nút nhấn có thông số như bảng sau:
Mã NP6 -11D/ YSố tiếp điểm 1 NO và 1 NCĐiện áp định mức 24 VDCDòng điện định mức
20 mA
Bảng 4. Thông số của nút nhấn trong hệ thống.
2.2.8 Lựa chọn đèn báo hiệu.
Hình 3.2 Đèn báo. Để phù hợp với điện áp và dòng điện ngõ ra, chúng tôi chọn đèn có thông số như sau:
Mã HC-300LĐiện áp định mức 24 VDCDòng tiêu thụ 25 mAKích thước 95mm x 52mmTrọng lượng 52g
Bảng 5. Thông số của đèn báo hiệu.
17

CHƯƠNG III: THIẾT KẾ PHẦN CỨNG.
3.1 Sơ đồ kết nối phần cứng.Sơ đồ kết nối phần cứng PLC được trình bày trong hình 3.2.
Hình 3.2: Sơ đồ kết nối phần cứng PLC của hê thống.
Trong đó :
K1: công tắc tơ điều khiển đóng ngắt băng tải 1.
K2: công tắc tơ điều khiển đóng ngắt băng tải 2.
Van: van khí nén điều khiển xilanh.
18

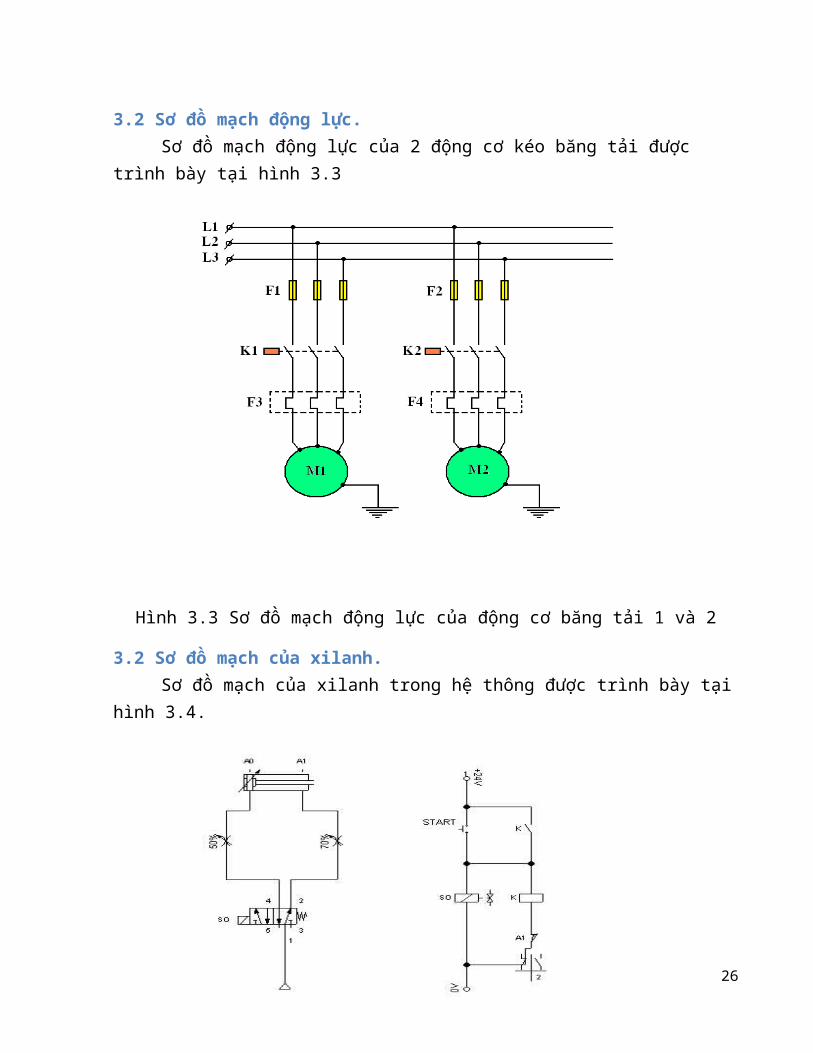
3.2 Sơ đồ mạch động lực.Sơ đồ mạch động lực của 2 động cơ kéo băng tải được trình bày tại hình 3.3
Hình 3.3 Sơ đồ mạch động lực của động cơ băng tải 1 và 2
3.2 Sơ đồ mạch của xilanh.Sơ đồ mạch của xilanh trong hệ thông được trình bày tại hình 3.4.
Hình 3.4 Sơ đồ mạch của xilanh khí nén.19

CHƯƠNG IV : ĐIỀU KHIỂN VÀ GIÁM SÁT HỆ THỐNG.
4.1 Lưu đồ giải thuật.Chương trình hệ thống được viết theo lưu đồ giải thuật hình 4.1.
Lưu đồ hoạt động như sau:
-Hệ thống sẽ yêu cầu đăng nhập tên và mã số của người vận hành trong ngày.
-Khi tác động nút START,động cơ 1 kéo băng tải thùng di chuyển. Cảm biến thùng sẽ phát hiện sự có mặt của thùng, cảm biến tác động cho dừng băng tải thùng, đồng thời cho phép động cơ 2 kéo băng tải chai hoạt động.
-Cảm biến chai 1 phát hiện sự có mặt của chai, lập tức cho dừng băng tải chai, tác động van khí nén đi xuống dập nắp chai. Sau khi chai được đóng nắp, động cơ 2 tiếp tục
20

kéo băng tải chai hoạt động. Càm biến chai 2 sẽ đếm số chai đã được đóng nắp vào thùng với số lượng cho phép là mỗi thùng 24 chai bia. Khi thùng đã đầy, băng tải chai sẽ ngừng hoạt động, đồng thời đóng điện cho băng tải thùng hoạt động trở lại. Hoạt động của hệ thống cứ như vậy diễn ra một cách tuần tự.
- Số lượng chai và thùng sẽ được hiển thị trên các LED.
-Khi băng tải thùng hoạt động thì có đèn băng tải thùng sáng.
-Khi băng tải chai hoạt động thì có đèn băng tải chai sáng.
-Khi van khí nén hoạt động thì có đèn van khí nén sáng.
-Các cảm biến khi phát hiện chai ( thùng ) đều có đèn báo sáng.
-Khi phát hiện sự cố do quá tải thì đèn quá tải sáng nhấp nháy và hai băng tải ngưng hoạt động.
-Tác động nút STOP thì ngưng toàn bộ hệ thống.
4.2 Chương trình điều khiển.Xem ở phần phụ lục cuối trang.
4.3 Thiết kế chương trình giám sát trên WinCC.Chương trình giám sát cho phép người sử dụng thực hiện những yêu cầu sau:
-Điều khiển hệ thống thông qua các nút nhấn trên giao diện thiết kế.
- Theo dõi được số lượng thùng đã hoàn thành thông qua các LED hiển thị, đồ thị sản phẩm-thời gian trên giao diện.
-Báo động khi động cơ quá tải.
-Lưu lại các số liệu quan trọng như số lượng chai, thùng đã hoàn thành trong ngày và thông tin người vận hành.
Danh mục các TAG chính cần sử dụng được trình bày trong bảng 6.
21

STT Tag Địa chỉ Chức năng1 START M10.0 Khởi động hệ thống2 RL_NHIET1 M10.1 Phát hiện quá tải động cơ 13 RL_NHIET2 M10.2 Phát hiện quá tải động cơ 24 STOP M10.3 Dừng hệ thống5 BANGTAI_THUNG Q124.0 Động cơ kéo băng tải thùng6 DENBAO_BANGTAI_THUNG Q124.2 Đèn báo băng tải thùng7 CB_THUNG M10.5 Cảm biến vị trí thùng8 BANGTAI_CHAI Q124.1 Động cơ kéo băng tải chai9 DENBAO_BANGTAI_CHAI Q124.3 Đèn báo băng tải chai10 CB_CHAI1 M10.6 Cảm biến vị trí chai chưa
đóng nắp11 CB_CHAI2 M10.7 Cảm biến vị trí chai đã đóng
nắp12 DENBAO_QUATAI Q124.4 Đèn báo quá tải khi có quá tải
hệ thống13 VANKHINEN Q124.5 Van khí nén14 DEN_VANKHINEN Q124.6 Đèn báo van khí nén hoạt
động 15 NGORA_CB_CHAI1 Q0.0 Đèn báo cảm biến chai 1 đang
hoạt động16 NGORA_CB_CHAI2 Q0.1 Đèn báo cảm biến chai 2 đang
hoạt động17 NGORA_CB_THUNG Q0.2 Đèn báo cảm biến thùng đang
hoạt động18 NGORA_START Q0.3 Đèn báo hệ thống đang hoạt
động19 NGORA_STOP Q0.4 Đèn báo hệ thống ngưng hoạt
động20 NGORA_HIENTHI_CHAI QW10 Vùng nhớ tạm để đếm chai21 NGORA_HIENTHI_THUNG QW6 Vùng nhớ lưu số thùng (LED
hàng đơn vị)22 RESET M10.4 Reset số chai, thùng về 023 DEM_DONVICHAI QW200 Vùng nhớ lưu số chai (LED
hàng đơn vị)24 DEM_CHUCCHAI QW300 Vùng nhớ lưu số chai (LED
hàng chục)25 DEM_CHUCTHUNG QW400 Vùng nhớ lưu số thùng (LED
hàng chục)26 LOGIN M300.0 Chế độ bảo mật của người
vận hành22

27 LOGOUT M300.1 Thoát khỏi chế độ bảo mật
Bảng 6. Danh mục các tag trong WinCC.
Mô hình hệ thống giám sát đóng nắp chai được thiết kế trên giao diện WinCC gồm những hình ngay dưới đây.
Hình 4.2 Giao diện giám sát tổng quan.
Hình 4.3 Giao diện các Led hiển thị.
23

Hình 4.4 Giao diện Login và Logout.
Hình 4.5 Giao diện bảng điều khiển.
24

Hình 4.6 Biểu đồ hoạt động.
CHƯƠNG V : KẾT QUẢ MÔ PHỎNG VÀ HƯỚNG PHÁT TRIỂN.
5.1 Kết quả thực hiện.Trạng thái của hệ thống khi Login, bảng alarm hiện tên của người vận hành, ngày,
giờ đăng nhập và đèn sáng trắng báo hiệu đang có người.
Hình 5.1
25
\Sau khi START, đèn báo hệ thống bắt đầu hoạt động sáng xanh, băng tải thùng chuyển động được thể hiện ở các con lăn chớp sáng liên tục, đèn băng tải thùng cũng sáng xanh, đồng thời thùng bia được đưa vào theo băng tải.
Hình 5.2 Trạng thái bắt đầu của hệ thống.
Khi cảm biến thùng phát hiện sự cố mặt của thùng thì băng tải thùng dừng, đèn báo có thùng sáng, đèn báo băng tải thùng tắt. Băng tải chai chuyền động, thể hiện ở các con lăn chớp sáng liên tục, đèn báo băng tải chai sáng xanh, cùng lúc đó chai bia màu vàng (chưa được đóng nắp) được đưa vào theo băng tải.
Hình 5.3
26

Khi chai bia đến vị trí cảm biến chai 1 thì băng tải chai dừng lại, đèn báo có chai sáng xanh, đèn băng tải chai tắt, van khí nén đẩy ra, dập nắp chai theo phương thẵng đứng, đèn báo van khí nén hoạt động sáng nâu. Khi van rút về, băng tải chai hoạt động bình thường trở lại.
Hình 5.4: Trạng thái đóng nắp của hệ thống
Đến cuối băng tải, cảm biến chai 2 sẽ đếm số lượng chai đã đóng nắp, các số liệu này được thể hiện rất cụ thể và rõ ràng trên WinCC bằng việc thông qua các LED hiển thị và đồ thị thể hiện số thùng đầy chai theo thời gian, ngoài ra các số liệu này có thể được reset thông qua nút RESET.
Hình 5.5: Đồ thị thể hiện số lượng chai được đưa vào thùng
27

Hình 5.6: Số lượng chai và thùng bia được hiển thị trên LED
Đặc biệt là những số liệu này sẽ được Wincc tự động lưu trữ và cho phép in ra khi cần thiết thông qua nút xuất dữ liệu, tất cả các dữ liệu này sẽ được xuát ra excel. Điều này sẽ giúp cho người giám sát theo dõi được tiến trình làm việc của hệ thống ngay cả khi không có mặt.
Hình 5.7: Dữ liệu số lượng chai và thùng bia được xuất ra excel
28

Trạng thái của hệ thống khi gặp sự cố quá tải, đèn báo quá tải sẽ sáng vàng nhấp nháy, đồng thời hai băng tải lúc này sẽ ngưng hoạt động.
Hình 5.8: Đèn báo quá tải sáng vàng khi hệ thống gặp sự cố
Hình 5.8: Trạng thái hệ thống khi có sự cố quá tải29

Khi nút Stop được nhấn thì hệ thống sẽ ngưng hoạt động hoàn toàn.
Hình 5.10: Đèn báo đỏ khi nhấn STOP
Hình 5.11: Trạng thái của hệ thống khi nhấn nút STOP
30

5.2. Kết luận
Từ những tính toán, lựa chọn và thiết kế được trình bày ở những chương trước, hệ thống có thể tự động hóa “ đóng nắp chai bia ” và “ tự động vận chuyển đến đóng thùng ” thông qua chương trình điều khiển bằng S7 – 300. Bên cạnh đó hệ thống được sự hỗ trợ của chương trình điều khiển và giám sát Wincc nên cho phép người vận hành theo dõi được số lượng chai, số lượng thùng đã được hoàn thành để dựa vào đó biết được chính xác năng suất của hệ thống là bao nhiêu thùng bia, chai bia trong một ngày.
5.3. Hướng phát triển đề tài
Nếu được hỗ trợ kinh phí và thời gian nghiên cứu hệ thống nhiều hơn, nhóm có thể sẽ tự động hóa toàn bộ quy trình như “ tự động đặt chai bia, thùng bia lên băng tải”, “ tự động bốc chai bia được đóng nắp bỏ vào thùng trống ” và “ các thùng đầy chai bia cũng được đưa ra khu đóng gói “.
PHỤ LỤCChương trình điều khiển S7300.
Chương trình chính trong khối OB1
31

Chương trình con trong khối FC1
32

33

34

35
36

37

Chương trình con trong khối FC2
38

Chương trình con trong khối FC3
39


















![[]- giáo án hình học 12-nâng cao học kì 1](https://img.pdfslide.net/doc/110x75/55cf9ccc550346d033ab1526/wwwtoancapbanet-giao-an-hinh-hoc-12-nang-cao-hoc-ki-1.jpg)










