Embed Size (px)
Citation preview

Thomas KieDling, Ulrich Kunz und Ulrich Hoffmann*
Kreislaufreaktoren sind typische Reaktoren fur heterogenkataly- tische Gas/Feststoff-Reaktionen. A l s gradientenfreie Laborreak- toren mit einem maximalen Katalysatorbett-Volumen von ca. 0,s 1 dienen sie hauptsachlich der Ermittlung reaktionskinetischer Daten. Produktionsreaktoren rnit einem Katalysatorvolumen von mehreren Kubikmetern haben dagegen normalenveise keinen Kreislauf und sind stark gradientenbehaftet. Aus mehreren Griin- den besteht ein Bedarf an Reaktoren rnit einem Katalysatorbett zwischen 1 1 und 1 m3. Erstens verbessert,eine Zwischenstufe im TechnikumsmaBstab das Scale-up; durch den nahezu gradienten- freien Kreislaufreaktor konnen genauere kinetische Daten fur den Produktionsreaktor ermittelt werden. Zweitens kann bei mehreren konkurrierenden Reaktionen uber das Kreislaufverhaltnis EinfluB auf die Selektivitat genommen werden. Drittens konnen bei diskontinuierlicher Betriebsweise rnit einfachen experimentellen Mitteln KonzentrationslZeit-Verlaufe heterogenkatalytischer Gas/Feststoff-Reaktionen aufgenommen werden, ohne daB dabei ein merklicher EinfluB der Probennahme auf die Reaktion besteht.
Um die katalytische Wirkung der Wandmaterialien sowie den EinfluB der Wandtemperatur und des Reaktortotvolumens auf die Reaktion zu minimieren, ergibt sich fur die Gaszirkulation ein innerer Kreislauf. Basierend auf diesen Uberlegungen wurde im Rahmen des Sonderforschungsbereichs 180 eine Reaktorbaureihe rnit Katalysatorvolumina zwischen 11 und 1 m3 konzipiert. Der Reaktor mit einem Volumen von 1 1 befindet sich bereits im Versuchsbetrieb. Die dabei gewonnenen Erfahrungen konnten bei der Konstruktion des 10-I-Reaktors beriicksichtigt werden. Dieser befindet sich zur Zeit in der Fertigung. Parallel dazu wird bereits der nachstgrooere Reaktor mit einem Volumen von 100 1 entwor- fen; auf eine Fertigung wird aus Kostengriinden verzichtet. Im folgenden sol1 auf die Untersuchungen am 1-I-Reaktor naher eingegangen werden.
1 Uberprufung der Gaszirkulation
Bei einem Kreislaufreaktor mit ausreichend hoher Gaszirkula- tion kann davon ausgegangen werden, daB das Reaktionsvolumen vollstandig vermischt vorliegt. Der Reaktor laBt sich dann rnit dem Modell eines idealen Riihrkessels beschreiben. Ein Ma0 fur den Zirkulationsstrom ist das sog. Kreislaufverhaltnis p. Djeses ist gemaB GI. (1) der Quotient aus Kreisgasvolumenstrom V K ~ ~ ~ ~ zu Eingangsvolumenstrom Vzu: l )
Fur groBe Kreislaufverhaltnisse p --f m entspricht das Verweilzeit- verhalten dem eines ideal durchmischten Riihrkessels, und der Reaktor IaBt sich mathematisch rnit einfachen Berechnungsglei-
chungen behandeln. Bereits bei einem Kreislaufverhaltnis p > 10 kann naherungsweise von einer idealen Durchmischung des Reak- tors ausgegangen werden [ 11. Bei kleineren Kreislaufverhaltnissen laBt sich der Reaktor iiber das Modell einer idealen Riihrkessel- kaskade beschreiben. GI. (2) gibt den Zusammenhang zwischen dem Kreislaufverhaltnis p und der Kesselzahl N [l]. Bei einem Kreislaufverhaltnis p + 0 gleicht das Venveilzeitverhalten dem eines idealen Stromungsrohrs:
N = 1 + (Up) . (2)
Aus apparativen Griinden war eine direkte Messung des Kreisgas- volumenstroms nicht moglich. Zur Beurteilung der inneren Durchmischung wurden Venveilzeitmessungen durchgefiihrt, bei denen pulsformig eine Markierungssubstanz in den Reaktorzu- strom zudosiert wurde. Die im Vergleich zum Reaktorvolumen geringe Tracermenge erfordert fur die Konzentrationsmessung am Reaktorausgang einen hochempfindlichen Detektor, beispielswei- se einen Flammen-Ionisation-Detektor. Als Tracer wurde Methan verwendet, welches sich gegeniiber dem im Reaktor befindlichen Katalysator ausreichend inert verhalt.
Das Venveilzeitverhalten wurde fur mehrere Volumenstrome bei unterschiedlichen Katalysatormengen in Abhangigkeit von der Lufterdrehzahl gemessen. Um den EinfluB der Zu- und Ableitun- gen und der Analytik zu eliminieren, wurde das gemessene Venveilzeitverhalten nach dem Superpositionsprinzip [2] in einen Reaktoranteil und in einen Storanteil aufgeteilt. Venveilzeitmes- sungen am kurzgeschlossenen Reaktor ergeben direkt den Storan- teil, der als reales Reaktoreingangssignal aufgefaBt werden kann. Dieses wird rnit der Modellgleichung einer idealen Ruhrkesselkas- kade gefaltet. Durch Variation der Kesselzahl N wird das Fehler- quadrat zwischen gefaltetem Modell und gemessener Verweilzeit- dichte minimiert. Abb. 1 zeigt exemplarisch eine experimentell aufgenommene Venveilzeitdichtekure, das im KurzschluB gemes- sene Eingangssignal sowie das rnit dem Eingangssignal gefaltete Modell eines idealen Riihrkessels.
Bei allen Messungen zeigte sich ein Bypass-Anteil von 0,l bis 5 %, wahrend die Kesselzahlen aller Messungen bei N < 1,05 lagen. Dies entspricht einem Kreislaufverhaltnis von p > 20. Damit kann von einer idealen Durchmischung im Reaktor ausge- gangen werden. Der gemessene Bypass-Strom konnte durch eine gezielte konstruktive Anderung an der Gaszuleitung beseitigt werden [3].
5 , . , . , . , . , . , . , . , . ,900
8oo t 700
c 600 b 500 5 400
300
200
100
0
d
0 5 10 15 20 25 30 35 40
Zeit [s] - Abb. 1. Verweilzeitmessung; Eingangssignal, experimentelle Venweilzeitkurve und rnit dem Eingangssignal gefaltetes Modell eines idealen Ruhrkessels.
* Dip1.-Ing. 7: Kiepling, Dr.-Ing. U. Kunz und Prof. Dr.-Ing. U. Hoffrnann, Technische Universitat Clausthal, Institut fur Chemische Verfahrenstechnik, Leibnizstr. 17, 3392 Clausthal- Zellerfeld.
1) Eine Zusammenstellung der Formelzeichen befindet sich am SchluB des Beitrags.
2 Reaktionstechnische Untersuchungen
A l s reaktionstechnische Untersuchungen wurden diskontinuier- liche Versuche zu der als Modellreaktion ausgesuchten Nieder- druck-Methanol-Synthese durchgefiihrt. GI. (3) beschreibt die
190 Chem.-1ng.-Tech. 65 (1993) Nr. 2, S. 190-192 0 VCH Verlagsgesellschaft mbH, D-6940 Weinheim, 1993 0009-286X/93/0202-0190 $5.00 + .25/0

Abb. 2. Versuchsanlage fur diskontinuierliche Versuche.
Hauptreaktion von Kohlenmonoxid und Wasserstoff zu Methanol, wahrend G1. (4) die parallel ablaufende Methanol-Bildung aus Kohlendioxid und Wasserstoff beriicksichtigt. Das bei Reaktion (4) gebildete Wasser befindet sich durch die Konvertierungsreak- tion (5) im Gleichgewicht mit Kohlendioxid.
CO + 2 Hz CH30H, &&M)K = -91 kJ/mol , (3) COz + 3 Hz * CHJOH + HzO, ARH3wK = -49 kJ/mol , (4) COz+ Hz + CO + HzO, ARH~M)K = 41 kJ/mol . ( 5 )
Der Versuchsaufbau mit Gasversorgung, Reaktor, Gasentsorgung und Analytik ist in Abb. 2 dargestellt. Die Gln. (3) und (4) lassen erkennen, daO es sich bei der Methanol-Synthese um nicht molzahlbestlndige Reaktionen handelt. Die Druckregelung erfolgt durch Zufuhr von Edukten, wobei die dabei unvermeidliche Verdiinnung der Produkte bei der Massenbilanz beriicksichtigt wird.
Die Analyse des Reaktionsgemischs erfolgt mit einem Gaschro- matographen, wobei die Analysendauer jeder Gasprobe mehr als 30 min betragt. Bei diskontinuierlicher Betriebsweise sind unmit- telbar nach Versuchsbeginn sehr kurze Probennahme-Intervalle erforderlich, so daB eine On-line-Analyse nicht mehr moglich ist. Durch Verwendung eines Multipositions-Ventils (V16 in Abb. 2) kann fiir jede Probennahme eine neue Probenschleife zur Verfu- gung gestellt werden. Nach der Versuchsdurchfiihrung werden die gesammelten Gasproben off-line n i t dem Gaschromatographen analysiert. Eine meBbareVer2nderung der Gasproben konnte auch bei langerer Venveilzeit in der Probenschleife nicht beobachtet werden.
Abb. 3 zeigt fur eine Methanol-Synthese an einem industriellen Katalysator die Konzentrationen von Wasserstoff, Kohlenmon-
80.5 Synlhesegas:
I' p 8
$ 0
u
ON 4 u
I - d 79 2
IN
78.5
78 0 10 20 30 40 50 60
Reaktionszeit Cminl -c
Abb. 3. KonzentrationdZeit-Verlaufe fur eine Methanol-Syn- these an einem frischen, industriellen Katalysator.
t 6 1 o Methanol (neu)
0 CO, (neu)
Methanol (alt)
CO, (all)
0 5 10 15 20
Zeit Crninl - Abb. 4. Konzentrations/Zeit-Verlaufe von Methanol und Koh- lendioxid bei neuem und thermisch gealtertem Katalysator.
oxid, Kohlendioxid, Methanol und Wasser in Abhangigkeit von der Versuchszeit. Als Synthesegas wurde ein Gasgemisch mit 80,46 Mo1.-% Hz, 17,60 Mol.-Yo CO und 1,94 Mo1.-% COz verwendet, der Reaktordruck betragt p = 3,s MPa abs. bei einer Temperatur von 6 = 230 "C. Erganzend zu diesen reaktionskine- tischen Auswertungen errnoglicht die diskontinuierliche Betriebs- weise eine vergleichende Untersuchung des Alterungsverhaltens von Katalysatoren. Abb. 4 zeigt fur eine Synthese mit 70 Mo1.-YO Hz, 28 Mo1.-% CO und 2 Mo1.-% COz bei 6 = 230°C und p = 2 MPa unterschiedliche Konzentrationsverlaufe von Methanol und Kohlendioxid. Wahrend bei einem neuen Katalysator die maxima- le Reaktionsgeschwindigkeit direkt bei Versuchsbeginn zu beob- achten ist, wird bei dem thermisch gealterten Katalysator die hochste Reaktionsgeschwindigkeit erst mit Zunahme der Sohlen- dioxid-Konzentration erreicht. Diese Selektivitatsanderung des untersuchten Katalysators 1aOt sich ebenfalls bei kontinuierlicher Betriebsweise beobachten [4].
Als Nutzanwendung fur derartige Reaktoren kommen Produkte mit geringer Produktionshohe in Frage. Der hier vorgestellte Reaktor sol1 demnachst fur die Synthese von Dimethylether eingesetzt werden.
Das Forschungsprojekt wird als Teilprojekt B4 im Rahmen des von der DFG unterstiitzten Sonderforschungsbereichs 180 ,,Konstruk- tion verfahrenstechnischer Maschinen bei besonderen mechani- schen, thermischen oder chemischen Belastungen" durchge- fiihrt.
Eingegangen am 30. April 1992 [K 14261
Formelzeichen
Konzentration am Reaktoreingang norrniertes Eingangssignal Venveilzeitdichte des gefalteten Modells experimentell ermittelte Venveilzeitdichte Kesselzahl der idealen Riihrkesselkaskade Druck Zeit Volumenstrom zum Reaktor Kreisgas-Volumenstrom im Reaktor Reaktionsenthalpie bei 300K Temperatur mittlere Venveilzeit Kreislaufverhaltnis
Chem.-1ng.-Tech. 65 (1993) Nr. 2, S. 190-192 191
Literatur
[l] Luft, G.; Herbertz, H.-A.: Chem.-1ng.-Tech. 41 (1969) Nr. 11,
[2] Georgukopoulos, K.: Dissertation, Universitat Erlangen
[3] Krutzsch, A , : Dissertation, TU Clausthal 1991. [4] Kuchen, C.: Dissertation, TU Clausthal 1992.
S. 6671675.
1987.
Jens Uhlemann, Michel Cabassud, Marie-Veronique Le Lann, Elisabeth Borredon und
Gilbert Casamatta**
Die Optimierung eines Syntheseverfahrens bedeutet die Abstim- mung der Betriebsbedingungen, also beispielsweise des pH- Wertes, der Temperatur und der Anfangskonzentrationen fur maximale Ausbeute, minimale Betriebskosten oder ahnliches. Der Optimierungsaufwand ist zum Teil erheblich, so daB seine Kosten insbesondere von mengenmaBig kleineren Produkten oft nicht getragen werden konnen. Mit diesem Beitrag wird eine neue Strategie vorgestellt, bei der der Aufwand fur die Ermittlung optimaler Betriebsbedingungen vergleichsweise gering ist.
Es kommt nicht nur darauf an, die optimalen Betriebsbedingun- gen zu kennen, sondern sie auch im praktischen Betrieb moglichst genau einzuhalten. Hierfiir bietet sich eine parameter-adaptive Regelung an. Darauf wird in diesem Beitrag ebenfalls eingegan- gen.
Falls sich die Synthese durch ein physikalisch begriindetes ProzeBmodell beschreiben IaBt, konnen analytische Methoden der Optimierung verwendet werden. 1st jedoch die Aufstellung eines physikalisch begriindeten ProzeBmodelles aus Kostengriinden oder auch wegen der Komplexitat des Prozesses nicht moglich, muB der ProzeB anhand experimenteller Daten unter Verwendung geeigneter Untersuchungsmethoden beschrieben werden. Solche Untersuchungsmethoden sind beispielsweise das Simplexverfah- ren oder die Versuchsplantechnik. Kennzeichnend f i r diese Methoden ist, daB sie keine physikalische Deutung des Prozesses liefern.
Im Zusammenhang mit der Entwicklung von Syntheseprozessen fur die Feinchemie wurde am Laboratoire de Gtnie Chimique in Toulouse eine auf Vorarbeiten des Laboratoire des Sciences du Gtnie Chimique in Nancy zuriickgehende neue Modellierungsstra- tegie [ l , 21 aufgegriffen und weiterentwickelt. Diese Strategie ist kurz dadurch gekennzeichnet, daB sie versucht, die Vorteile der physikalisch begriindeten ProzeBmodelle mit denen der Untersu- chungsmethoden zu kombinieren. Das physikalische Verstandnis liefern Tendenzmodelle anstelle einer streng analytischen Betrach- tung. Von der Versuchsplantechnik ist die Methodik der Anpas- sung an den experimentellen Befund iibernommen worden.
* Vortrag von J. Uhlemann auf dem Jahrestreffen der Verfahrens- Ingenieure, 25. bis 27. Sept. 1991 in Koln.
** Dip1.-Ing. J. Uhlemann, Dr. M. Cabassud, Dr. M. K Le Lann, Prof. Dr. G. Cusamutta, ENSIGC, Laboratoire de Gtnie Chimique, Chemin de la Loge, F-31078 Toulouse, und 'Dr. E. Borredon, ENSCT, Laboratoire de Chimie des Agroressour- ces, 118 route de Narbonne, F-31077 Toulouse.
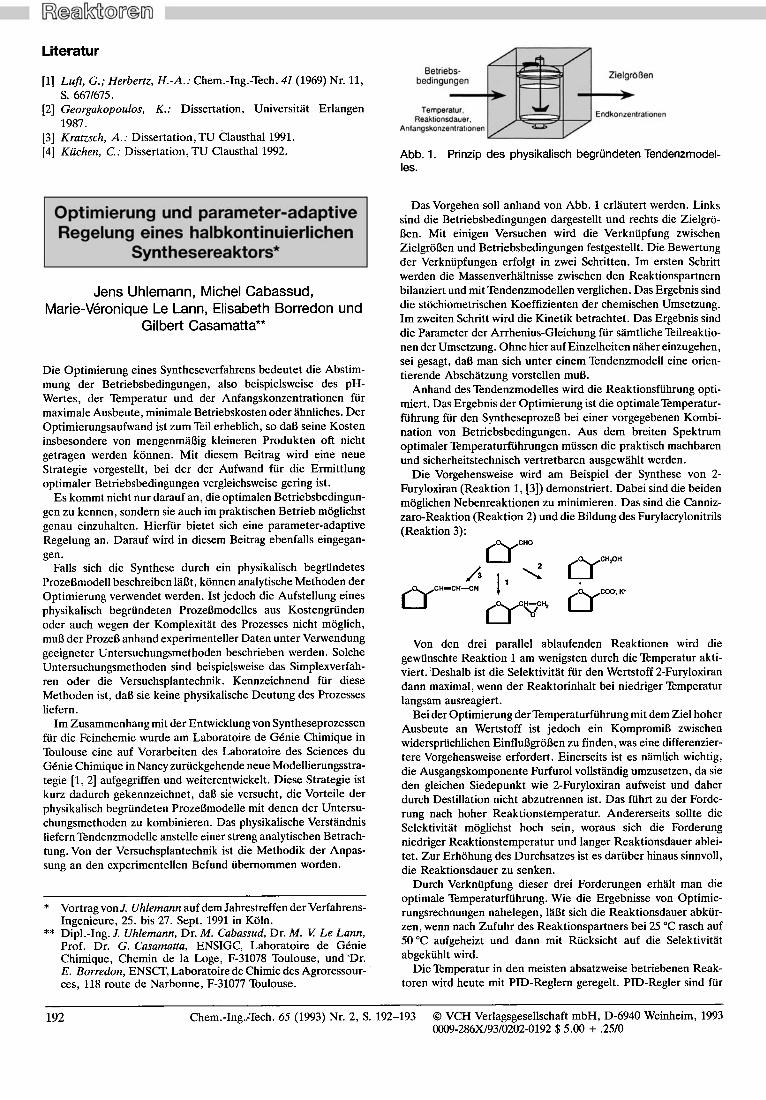
Abb. 1. Prinzip des physikalisch begrundeten Tendenzmodel- les.
Das Vorgehen sol1 anhand von Abb. 1 erlautert werden. Links sind die Betriebsbedingungen dargestellt und rechts die Zielgro- Ben. Mit einigen Versuchen wird die Verkniipfung zwischen ZielgroBen und Betriebsbedingungen festgestellt. Die Bewertung der Verkniipfungen erfolgt in zwei Schritten. Im ersten Schritt werden die Massenverhaltnisse zwischen den Reaktionspartnern bilanziert und mit Tendenzmodellen verglichen. Das Ergebnis sind die stochiometrischen Koeffizienten der chemischen Umsetzung. Im zweiten Schritt wird die Kinetik betrachtet. Das Ergebnis sind die Parameter der Arrhenius-Gleichung fiir samtliche Teilreaktio- nen der Umsetzung. Ohne hier auf Einzelheiten naher einzugehen, sei gesagt, daB man sich unter einem Tendenzmodell eine orien- tierende Abschatzung vorstellen muB.
Anhand des Tendenzmodelles wird die Reaktionsfiihrung opti- miert. Das Ergebnis der Optimierung ist die OptimaleTemperatur- fiihrung fur den SyntheseprozeB bei einer vorgegebenen Kombi- nation von Betriebsbedingungen. Aus dem breiten Spektrum optimaler Temperaturfiihrungen mussen die praktisch machbaren und sicherheitstechnisch vertretbaren ausgewlhlt werden.
Die Vorgehensweise wird am Beispiel der Synthese von 2- Furyloxiran (Reaktion 1, [3]) demonstriert. Dabei sind die beiden moglichen Nebenreaktionen zu minimieren. Das sind die Canniz- zaro-Reaktion (Reaktion 2) und die Bildung des Furylacrylonitrils (Reaktion 3):
/OVCHO U
. Von den drei parallel ablaufenden Reaktionen wird die
gewunschte Reaktion 1 am wenigsten durch die Temperatur akti- viert. Deshalb ist die Selektivitat fiir den Wertstoff 2-Furyloxiran dann maximal, wenn der Reaktorinhalt bei niedriger Temperatur langsam ausreagiert.
Bei der Optimierung der Temperaturfiihrung mit dem Ziel hoher Ausbeute an Wertstoff ist jedoch ein KompromiB zwischen widerspriichlichen EinfluBgroBen zu finden, was eine differenzier- tere Vorgehensweise erfordert. Einerseits ist es namlich wichtig, die Ausgangskomponente Furfurol vollstandig umzusetzen, da sie den gleichen Siedepunkt wie 2-Furyloxiran aufweist und daher durch Destillation nicht abzutrennen ist. Das fuhrt zu der Forde- rung nach hoher Reaktionstemperatur. Andererseits sollte die Selektivitat moglichst hoch sein, woraus sich die Forderung niedriger Reaktionstemperatur und langer Reaktionsdauer ablei- tet. Zur Erhohung des Durchsatzes ist es dariiber hinaus sinnvoll, die Reaktionsdauer zu senken.
Durch Verkniipfung dieser drei Forderungen erhalt man die optimale Temperaturfiihrung. Wie die Ergebnisse von Optimie- rungsrechnungen nahelegen, laBt sich die Reaktionsdauer abkiir- Zen, wenn nach Zufuhr des Reaktionspartners bei 25 "C rasch auf 50°C aufgeheizt und dann mit Rucksicht auf die Selektivitat abgekiihlt wird.
Die Temperatur in den meisten absatzweise betriebenen Reak- toren wird heute mit PID-Reglern geregelt. PID-Regler sind fur
192 Chem.-Ing..-Tech. 65 (1993) Nr. 2, S. 192-193 0 VCH Verlagsgesellschaft mbH, D-6940 Weinheim, 1993 0009-286X/93/0202-0192 $5.00 + .2510





























