Embed Size (px)
Citation preview
Equivalent Numerical Model for Honeycomb Subjected to High Speed Impact
Thesis by
Simon Amine
Department of Mechanical Engineering Mc Gill University Montreal, Canada
June 2005
A Thesis submitted to McGill University in partial fulfillment of the requirements for the degree of
Master of Engineering
© Simon Amine, 2005
1+1 Library and Archives Canada
Bibliothèque et Archives Canada
Published Heritage Branch
Direction du Patrimoine de l'édition
395 Wellington Street Ottawa ON K1A ON4 Canada
395, rue Wellington Ottawa ON K1A ON4 Canada
NOTICE: The author has granted a nonexclusive license allowing Library and Archives Canada to reproduce, publish, archive, preserve, conserve, communicate to the public by telecommunication or on the Internet, loan, distribute and sell theses worldwide, for commercial or noncommercial purposes, in microform, paper, electronic and/or any other formats.
The author retains copyright ownership and moral rights in this thesis. Neither the thesis nor substantial extracts from it may be printed or otherwise reproduced without the author's permission.
ln compliance with the Canadian Privacy Act some supporting forms may have been removed from this thesis.
While these forms may be included in the document page cou nt, their removal does not represent any loss of content from the thesis.
• •• Canada
AVIS:
Your file Votre référence ISBN: 978-0-494-22628-5 Our file Notre référence ISBN: 978-0-494-22628-5
L'auteur a accordé une licence non exclusive permettant à la Bibliothèque et Archives Canada de reproduire, publier, archiver, sauvegarder, conserver, transmettre au public par télécommunication ou par l'Internet, prêter, distribuer et vendre des thèses partout dans le monde, à des fins commerciales ou autres, sur support microforme, papier, électronique et/ou autres formats.
L'auteur conserve la propriété du droit d'auteur et des droits moraux qui protège cette thèse. Ni la thèse ni des extraits substantiels de celle-ci ne doivent être imprimés ou autrement reproduits sans son autorisation.
Conformément à la loi canadienne sur la protection de la vie privée, quelques formulaires secondaires ont été enlevés de cette thèse.
Bien que ces formulaires aient inclus dans la pagination, il n'y aura aucun contenu manquant.

Abstract
Due to their high specific strength and stiffness, honeycomb sandwich structures are used
in impact-resistance applications. Their structural efficiency depends to a great extent on
the lightweight core separating the face sheets and providing overall high stiffness.
Detailed finite element modeling of the penetration of honeycombs by a projectile can be
fairly complex, and computationally expensive as shown in the first part of this study. A
computationally efficient axisymmetric equivalent numerical homogeneous model for
Aluminum 5052-H19 1/8in - O.OOlin hexagonal honeycomb subjected to high speed
impacts in the range of 60 mis to 140 mis is then developed. An equation-of-state model
for porous media is used for the equivalent honeycomb medium. A Taguchi
optimization, based on four unknown porous material parameters, is carried out. With
the optimal set, the equivalent model can accurately predict perforation velocities for
different impact conditions. The methodology for the optimization is explained and can
be used for any velocity range. The product of this work is a computationally efficient
numerical model that requires less than 8% of the time needed to numerically analyze
honeycombs in detail.
1
Résumé
Distinguées par leur haute rigidité et résistance, les structures sandwich en nid d'abeille
sont utilisées dans les applications de résistance à l'impact. Leur efficacité structurale est
une fonction directe de celle de leur légère âme, qui sépare les deux semelles du
sandwich, fournissant une haute résistance totale. La modélisation détaillée par éléments
finis de la perforation du nid d'abeille par un projectile peut être assez complexe et
coûteuse en temps de calcul tel que montré dans la première partie de cette étude. Un
modèle numérique homogène et axisymétrique offrant efficacement un comportement
équivalent en impact à grande vitesse (60-140m/s) à celui du nid d'abeille hexagonal
aluminium de type 5052-H19 l/8po - O.OOIpo est développé. Une formulation en
équation d'état des milieux poreux est utilisée pour représenter le comportement du
milieu équivalent du nid d'abeille. Une optimisation de Taguchi, mettant en évidence
l'effet de quatre paramètres liés au matériau sur le comportement du modèle est
effectuée. Avec le jeu de paramètres optimal trouvé, le modèle équivalent peut
précisément prédire les vitesses de perforation pour différents cas d'impact. La
méthodologie d'optimisation est expliquée et pourra être utilisée pour n'importe quelle
marge de vitesse. Le résultat de cette étude est un modèle de calcul numérique efficace
qui exige moins que 8% du temps nécessaire pour l'analyse numérique détaillée des nids
d'abeille.
ii
Acknowledgements
1 wish to thank my academic advisor, Professor James A. Nemes, who has continually
been a source of inspiration. His insight and generous support throughout the various
stages of this research work will always be appreciated.
Many thanks to:
• Dr. Abbas Milani and Ms. Christine EI-Lahham for their help with the Taguchi optimizations;
• Dr. Faycal Ben Yahia who was always willing to discuss the topie of finite element analysis and for reviewing the abstract translation;
• Mrs. Marika Asimakopulos for proof reading the final draft of this thesis.
Finally, a special "thank you" goes to my uncle Pierre and his family for always being
there for me with unconditionallove, caring and support, and to my parents and brother,
whose prayers and love have always accompanied me.
iii
Table of Contents
Abstract
Résumé
Acknowledgements
Table of Contents
List of Figures
List of Tables
List of Symbols
CHAPTER 1: INTRODUCTION, RESEARCH OBJECTIVES, AND PREVIOUS WORK
1.1 Introduction
1.2 Treatment of Impact Problems and Research Objectives
1.3 Literature Review 1.3.1 Experimental studies 1.3.2 Analytical studies
1.3.2.1 Elastic behaviour and equivalent properties 1.3.2.2 Plastic behaviour and penetration
1.3.3 Numerical analysis of honeycombs
1.4 Outline of Thesis
CHAPTER 2: MATHEMATICAL MODELS
2.1 Material Modeling 2.1.1 The Johnson-Cook constitutive model 2.1.2 Equation of state and the P - Cl model
2.2 Failure Modeling 2.2.1 The Johnson-Cook damage model
2.3 Optimization method: The Taguchi Approach 2.3.1 Finding the optimal set 2.3.2 The predictive equation 2.3.3 Analysis of variance (ANDV A)
CHAPTER 3: DETAILED HONEYCOMB MODELING
3.1 Model Description
1
11
iii
IV
vi
V111
x
1
6
8 8
10 11 12 13
15
16 17 20
27 27
29 30 30 31
33
iv
3.1.1 Geometry and boundary conditions 3.1.2 Mesh sensitivity and energy balance 3.1.3 Contact and interactions 3.1.4 Material and damage modeling
3.2 Results and Discussion
CHAPTER 4: EQUIVALENT HONEYCOMB MODELING
4.1 Model Description 4.1.1 Geometry and boundary conditions 4.1.2 Mesh sensitivity and energy balance 4.1.3 Contact and interactions 4.1.4 Material modeling
4.2 Parameters Sensitivity Study
CHAPTER 5: THE TAGUCHI OPTIMIZATION
5.1 Utility Function
5.2 Convention al Taguchi Optimization 5.2.1 Factor plots 5.2.2 Predictive equation and additivity of the method 5.2.3 Analysis of variance
5.3 The Taguchi Experiments 5.3.1 Initial array optimization 5.3.2 Refined array optimization
5.4 Discussion
5.5 Model Validation
5.6 Computational Efficiency
CHAPTER 6: CONCLUSIONS, RECOMMENDATIONS, AND FUTURE WORK
6.1 Conclusions
6.2 Recommendations
6.3 Future Work
Reference List
33 37 40 42
44
48 48 49 52 52
54
60
61 62 63 64
64 64 67
71
74
79
80
81
82
83
v
List of Figures
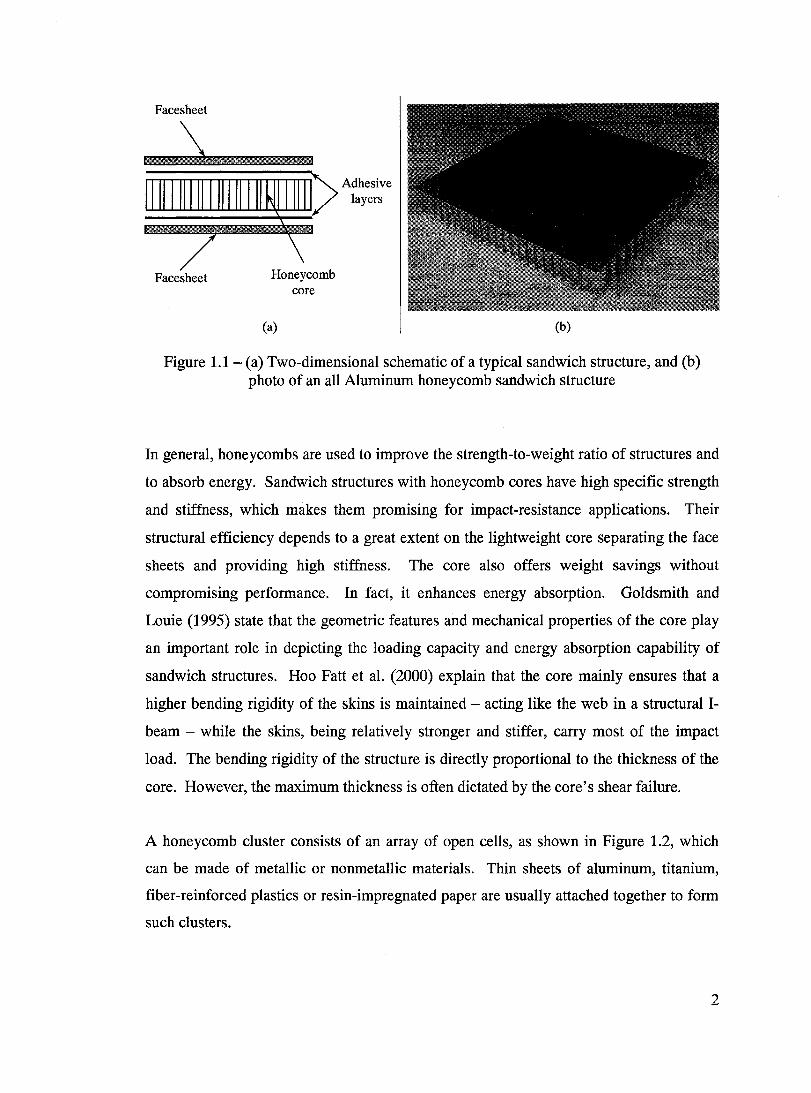
Figure 1.1- (a) Two-dimensional schematic of a typical sandwich structure, and (b) photo of an all Aluminum honeycomb sandwich structure 2
Figure 1.2 - Honeycomb cell c1usters 3
Figure 1.3 - Schematic showing the effects of increasing impact velocity for sub-ballistic impacts (adapted from Johnson et al., 1981) 5
Figure 1.4 - Sequence of penetration for impacts above the ballistic limit (adapted from Johnson et al., 1981) 5
Figure 1.5 - Characteristic stress-strain curve for metallic honeycomb un der uniaxial out-of-plane compression (adapted from Mohr and Doyoyo, 2004) 8
Figure 2.1 - Descriptive P - a elastic and plastic curves for the compaction of ductile porous mate rial (adapted from Hibbitt, Karlsson and Sorensen, Inc. ABAQUS/Explicit User's Manual) 23
Figure 3.1- Two dimensional quarter model view of the honeycomb c1uster showing symmetry, boundary conditions and spherical impactor 34
Figure 3.2 - A uniform mesh of 10 elements per honeycomb cell edge 36
Figure 3.3 - Impact configurations of honeycomb cells 36
Figure 3.4 - Three-dimensional geometric model of a 5-cell honeycomb c1uster with spherical impactor 37
Figure 3.5 - Mesh convergence plot on perforation velo city for 100m/s impact 38
Figure 3.6 - Energy balance of the model 40
Figure 3.7 - Impact vs. perforation velo city for different coefficients of friction 42
Figure 3.8 - Impact vs. perforation velocity from experimental and numerical results 45
Figure 3.9 - Equivalent plastic strain fringes shown at 0.75xlO-4 seconds after ~~ ~
Figure 3.10 - Equivalent plastic strain fringes shown at 1.75xlO-4 seconds after impact 46
VI
Figure 3.11- Equivalent plastic strain fringes shown at 2.50xl0-4 seconds after ~~ ~
Figure 3.12 - Equivalent plastic strain fringes shown at 3.50xlO-4 seconds after ~~ ~
Figure 4.1 - Geometry of the equivalent axisymmetric porous model 49
Figure 4.2 - Mesh convergence using the 80 mis impact velocity 50
Figure 4.3 - Sensitivity of perforation velo city on the plastic limit p s 58
Figure 4.4 - Sensitivity of perforation velo city on the speed of sound in virgin porous medium ce 58
Figure 4.5 - Sensitivity of perforation velo city on the porosity of the unloaded virgin porous material no 59
Figure 4.6 - Sensitivity of perforation velocity on the cutoff failure stress (J' f 59
Figure 5.1- Factor plots of average U responses from initial optimization results 66
Figure 5.2 - Factor plots of average U responses from refined optimization results 69
Figure 5.3 - Validation with experimental results for a 6.35 mm diameter spherical impactor 75
Figure 5.4 - Validation with experimental results for a 3.556 mm diameter spherical impactor 76
Figure 5.5 - Validation with experimental results for a 6.35 mm diameter, 19.05 mm long cylindrical impactor 77
vii
List of Tables
Table 2.1- Specified material properties for the P - a porous model 26
Table 3.1 - Effect of honeycomb c1uster size on penetration and computation time 35
Table 3.2 - Effect of mesh density on the perforation velocity 38
Table 3.3 - Effect of coefficient of friction on the penetration of honeycomb 41
Table 3.4 - Elastie and Johnson-Cook parameters for Aluminum 2024-T351 42
Table 3.5 - Johnson-Cook damage parameters for Aluminum 2024-T351 43
Table 4.1 - Material properties for Aluminum 5052-H19 1/8in - O.OOlin honeycomb as used in the P - a model 53
Table 4.2 - Initial variations of parameters 54
Table 4.3 - Effect of variation of parameters on the perforation velo city 57
Table 5.1- L-9 orthogonal array 62
Table 5.2 - Factor level variation for initial optimization 65
Table 5.3 - Perforation velocities and utility function responses of orthogonal array experiments for initial optimization 65
Table 5.4 - Average utility function response for each factor level in the initial optimization 66
Table 5.5 - Sum of squares of U responses for each factor from ANOVA and corresponding contributions 67
Table 5.6 - Factor level variation for refined optimization 67
Table 5.7 - Perforation velocities and utility function responses of the orthogonal array experiments for refined optimization 68
Table 5.8 - Average U response for each factor level in the refined optimization 69
Table 5.9 - Sum of squares for each factor from ANOVA and corresponding contribution to U response 69
V111
Table 5.10 - Optimal sets and factor contributions 72
Table 5.11- Optimization with single objective functions 73
Table 5.12 - Comparison between single and multi-objective optimization 73
Table 5.13 - Results of simulations (perforation velocity and penetration depth) carried out in low velocity regime to determine the ballistic limit of honeycomb 74
Table 5.14 - Experimental and simulation perforation velocities with a 3.556 mm diameter spherical impactor 76
Table 5.15 - Experimental and simulation perforation velocities with a 6.35 mm diameter, 19.05 mm long cylindrical impactor 77
Table 5.16 - Mean radii of damaged are as as given by the detailed and equivalent models 78
Table 5.17 - Computation time of detailed and equivalent model for different impacts velocities 79
IX
List of Symbols
A
D
di (i = 1-5)
Ekinetic
G
h
m
n
n p
P
Pe
Yield stress material parameter in the Johnson-Cook plasticity model
Distension function in the elastic regime
Distension function in the plastic regime
Strain hardening parameter in the Johnson-Cook plasticity model
Strain rate hardening parameter in the Johnson-Cook plasticity model
Specifie heat at constant pressure
Reference speed of sound in the solid mate rial
Reference speed of sound in the virgin porous material
Speed of sound in the solid material of which the porous medium is made
Cumulative damage parameter
Johnson-Cook damage parameters
Kinetic energy
Specifie energy
Total mechanical energy
Elastic shear modulus
Distension function used in the P - a model
Isentropic or elastic bulk modulus
Thermal softening exponent in the Johnson-Cook plasticity model
Number of experiments for each level of a factor A
Strain hardening exponent in the Johnson-Cook plasticity model
Porosity
Number of levels for factor A
Initial porosity
Pressure
Elastic limit
x
ss
~nst
U
U
U dissipated
U predicted
v
Wexternal
~nternal
y
Ypredicted
Z
a
a min
Pressure function in the plastic regime
Plastic limit
Slope of Us -Up curve
Sum of squares
Deviatoric stress tensor
Homologous temperature
Instantaneous tempe rature
Transition tempe rature
Melting tempe rature
Utility function
Total average utility function
Energy dissipated by friction
Particle velocity
Predicted utility function
Shock velo city
Perforation velo city
External work
InternaI energy
Average response for a given level of a factor
Total average response of experiments
Response of the ith row in the orthogonal array
Predicted response
Deviation in perforation ve10city
Distension
Distension at elastic limit
Minimum distension
Xl
fJ
v
P
Po
ŒJi =1-3)
Initial distension of the virgin porous material
Volumetrie thermal expansion coefficient
Kronecker Delta
Equivalent strain to fracture
Deviatoric strain tensor
Equivalent plastic strain
Equivalent plastic strain rate
Material parameter characterizing the onset of strain rate dependence
Grüneisen ratio
Variable relating the current and reference densities in the P - a model
Poisson's ratio (isotropie model)
Density
Reference density of the solid material
Density of the solid mate rial from which the porous medium is made
Von Mises equivalent stress
Total stress tensor
Hydrostatic cutoff failure stress
Hydrostatic mean stress
Yield stress
Pirst, second and third principal stresses
xii
CHAPTER 1
INTRODUCTION, RESEARCH OBJECTIVES, AND LITERATURE REVIEW
1.1 Introduction
Great attention has been given to sandwich structures in recent years due to their
structural importance and relative low weight in the offshore, marine, aerospace and
transportation industries. These structures serve a variety of systems ranging from skis to
jet engine nacelles and liners. A few more examples are helicopter rotor blades, ship
hulls and train fronts. Other examples lie in the transportation safety of hazardous
mate rials, containing nuc1ear reactor vessels and the design of lightweight body armors.
Sandwich structures are inhomogeneous and anisotropie in nature and are thus considered
complex structures. A typical sandwich structure, as shown in Figure 1.1, is made of two
skins that are adhesively bonded to and separated by a lightweight core. The skins are
usually Aluminum plates or fiber-reinforced composite laminates. Core material can be
c1assified as being cellular, corrugated or honeycomb. Honeycomb cores with
hexagonal-shaped cells are very widely used in the aeronautics and aerospace industries
and are the subject of this study.
1
Facesheet
;AiI
1IIIIIIIIIIIIIIIIIIglllll[>~~~:;'
Facesheet Honeycomb core
(a) (b)
Figure 1.1- (a) Two-dimensional schematic of a typical sandwich structure, and (b) photo of an aIl Aluminum honeycomb sandwich structure
In general, honeycombs are used to improve the strength-to-weight ratio of structures and
to absorb energy. Sandwich structures with honeycomb cores have high specifie strength
and stiffness, which makes them promising for impact-resistance applications. Their
structural efficiency depends to a great extent on the lightweight core separating the face
sheets and providing high stiffness. The core also offers weight savings without
compromising performance. In fact, it enhances energy absorption. Goldsmith and
Louie (1995) state that the geometric features and mechanical properties of the core play
an important role in depicting the loading capacity and energy absorption capability of
sandwich structures. Hoo Fatt et al. (2000) explain that the core mainly ensures that a
higher bending rigidity of the skins is maintained - acting like the web in a structural 1-
beam - while the skins, being relatively stronger and stiffer, carry most of the impact
load. The bending rigidity of the structure is directly proportional to the thickness of the
core. However, the maximum thickness is often dictated by the core's shear failure.
A honeycomb c1uster consists of an array of open ceIls, as shown in Figure 1.2, which
can be made of metallic or nonmetallic materials. Thin sheets of aluminum, titanium,
fiber-reinforced plastics or resin-impregnated paper are usuaIly attached together to form
such c1usters.
2
Figure 1.2 - Honeycomb cell c1usters
Honeycomb is manufactured in five basic ways: adhesive bonding, resistance wei ding,
brazing, diffusion bonding and thermal fusion. Adhesive bonding is the most commonly
used manufacturing method, with Bitzer (1997) estimating that it pro duces 95% of aIl
honeycomb cores. The other methods are associated with a high cost and are only used
to manufacture honeycombs that must withstand high temperatures or severe
environmental conditions. The expansion and the corrugation processes are the two
techniques that are used to convert thin sheets of material into honeycomb. The
expansion process is more efficient and is widely used in making adhesively-bonded
metallic cores. In this process, adhesive lines are printed onto foil sheets which are then
cut and stacked together before the adhesive is cured under pressure at high temperatures.
This forms a Honeycomb-Before-Expansion (HOBE) block that can be cut to the
required thickness and expanded. In the case of metallic honeycombs, the sheets yield
plastically at the node-free wall joints when expanded, thereby retaining their expanded
geometric shape.
Stainless steel cores are the most widely produced corrugated cores. Phenolic,
polyimide, epoxy and thermoplastic resins are used in cases where nonmetallic cores are
required. Usually aluminum cores are adhesively bonded, but when such cores with
densities higher than 192 kg/m3 (12 pct) are needed, corrugated aluminum honeycombs
must be used. This is due to the fact that for densities higher than 192 kg/m3, it becomes
3
impossible to successfully expand the ROBE block because the force required for the
expansion would be too great for the adhered nodes to hold together.
Basic honeycomb cell shapes are the hexagon, square and flex-core. A few variations of
these configurations are the over-expanded, under-expanded and reinforced
configurations. By varying the cell geometry, density and mechanical properties of
honeycombs, different combinations of curvature can be produced as was shown by
Evans (1991). The hexagon cell is by far the most common adhesively-bonded
honeycomb and the most widely used cell shape.
Sandwich structures are commonly subjected to severe impacts, such as those from
runway and space debris, hailstones and birds. This can result in partial penetration or
complete perforation of a structure. A kinetic energy penetration event is one in which
the projectile uses its energy of motion to push its way through a target. Backman and
Goldsmith (1978) define penetration as the entrance of a missile into a target without
completing its passage through it. At the end of penetration, the projectile remains
embedded in the target and forms a cavity therein. Perforation on the other hand results
in the projectile completely piercing the target and exiting from the other end.
The probabilistic ballistic limit is the velo city at which the projectile will perforate the
target 50% of the time. Johnson el al. (1981) classified impacts as being below or above
the ballistic limit. Zukas el al. (1982) explain that as impact occurs, compressive stress
waves are immediately generated and propagated in the projectile and target. For sub
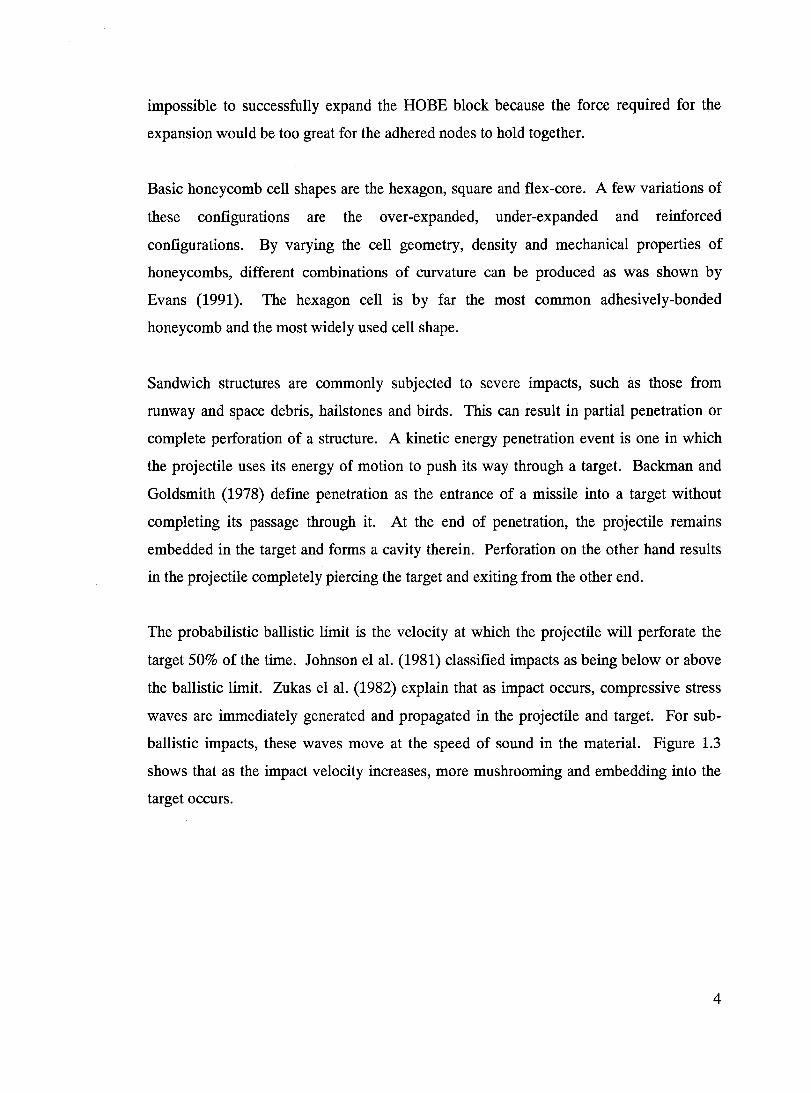
ballistic impacts, these waves move at the speed of sound in the material. Figure 1.3
shows that as the impact velocity increases, more mushrooming and embedding into the
target occurs.
4
Increasing impact velocity
PRE-IMPACT MUSHROOMING
BUCKLING EMBEDDING
Figure 1.3 - Schematic showing the effects of increasing impact velocity for sub-ballistic impacts (adapted from Johnson et al., 1981)
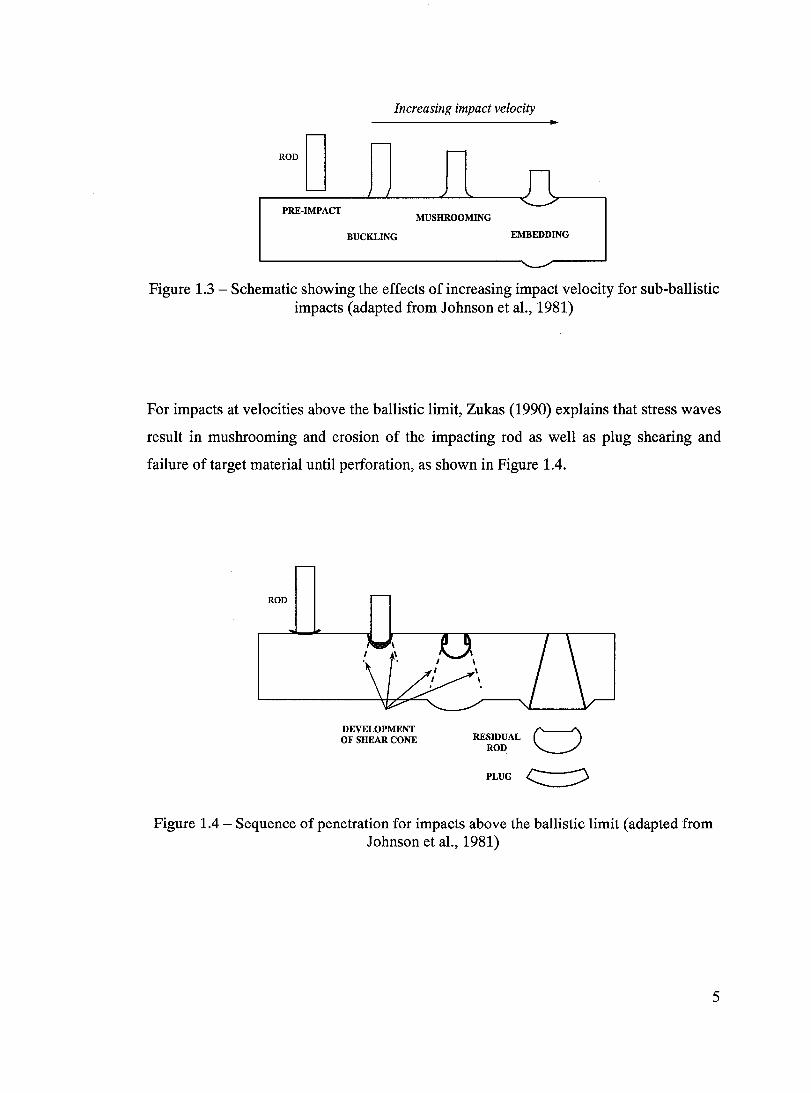
For impacts at velocities above the ballistic limit, Zukas (1990) explains that stress waves
result in mushrooming and erosion of the impacting rod as weIl as plug shearing and
failure of target material until perforation, as shown in Figure lA.
ROD
DEVELOPMENT OF SHEAR CONE RESIDUAL r-----'I
ROD '---./
PLUG ~
Figure 1.4 - Sequence of penetration for impacts above the ballistic limit (adapted from Johnson et al., 1981)
5
1.2 Treatment of Impact Problems and Present Objectives
Impact problems are studied using one of three methods, each with its own merits and
disadvantages, as outlined below according to Nicholas and Recht (1990) and later
discussed in Section 1.3. Ideally, a combination of all three methods is the best approach
to fully understand and solve impact problems. However, financial, computational and
time constraints - among others - often carry a researcher to adopt only one or two of
these three methods.
The first method is based on an empirical approach and involves conducting a number of
experiments to collect data and correlate them. While useful for solving a given problem,
this method is not robust since it is specific to the geometry, material and velocity range
studied, making it difficult and dangerous to extrapolate results. Also, very little
fundamental understanding about the material behaviour and impact phenomena can be
revealed with this method, while a high cost and a relatively long time for experimental
setup are often associated with it.
The second approach uses engineering models to simulate impact events. It can coyer
events ranging from simple one-dimensional penetration in the normal direction to more
complex two and three-dimensional models that employ sophisticated deformation fields.
These models are usually based on the application of both fundamental conservation laws
and insights and assumptions, gained from prior observations, relating to the deformation
and failure processes. Often, these engineering models are very complex and have been
shown to be very difficult to use.
The third and most practical approach is computational and is based on the finite element
method. The governing equations of equilibrium are applied to each of these elements
ensuring that equilibrium is maintained throughout the body. The solution obtained using
this approach is, however, only as accurate as the material deformation and failure
behaviour assumed. This approach is also problem-specific and any change in geometry
6
or input variables requires carrying out new simulations and interpreting new results.
However, de formation, stress and strain fields, and failure can be accurately captured
providing a more fundamental understanding of the behaviour of a structure. In cases
where analyses can be focused to study only specific areas or phenomena, the
computational time cost is bearable and remains relatively small compared to that
associated with experimental procedures. However, when the behaviour of large
honeycomb structures needs to be studied, detailed modeling of the honeycomb core will
increase the degrees of freedom of the finite element model resulting in a high
computational cost. This can be impractical and computationally un justifiable for
scientists and engineers wanting to study and optimize a large number of structures.
Hence, efficient numerical models based on equivalent homogeneous properties are
needed for modeling honeycomb cores.
The objective of this study is to develop a computationally efficient equivalent numerical
homogeneous model for Aluminum 5052-H19 1/8in - O.OOlin hexagonal honeycomb
subjected to high-speed impacts in the range of 60 mis to 140 rn/s. The model could be
used to predict perforation velocities and estimate the ballistic limit of honeycombs.
This objective is achieved by means of:
• Detailed modeling of Aluminum 5052-H19 1/8in - O.OOlin subject to ballistic
impact using finite element analysis,
• Development of a homogeneous finite element model based on the Equation of
State (EOS) model available in the commercial finite element code
ABAQUS/Explicit (Hibbitt, Karlsson and Sorensen, Inc. ABAQUSlExplicit
User's Manual),
• Optimization of the EOS model using the Taguchi approach and Analysis of
Variance (ANOVA) to accurate1y predict perforation velocities for a specifie
honeycomb-impactor configuration, and
• Validation of the EOS equivalent model using several honeycomb-impactor
configurations.
7
1.3 Literature Review
1.3.1 Experimental studies
Standard test methods, such as the ones outlined in ASTM C273-61, can be used to
determine in-plane shear properties of sandwich construction core materials. However,
these methods cannot be used when loading and boundary conditions differ from the ones
outlined in such methods. A number of researchers have experimentally studied the
behaviour of aluminum honeycomb when subjected to severe impact. Sorne of these
studies account for the interaction between the impactor and the honeycomb. Others
focused primarily on the global dynamic crushing of bare honeycomb.
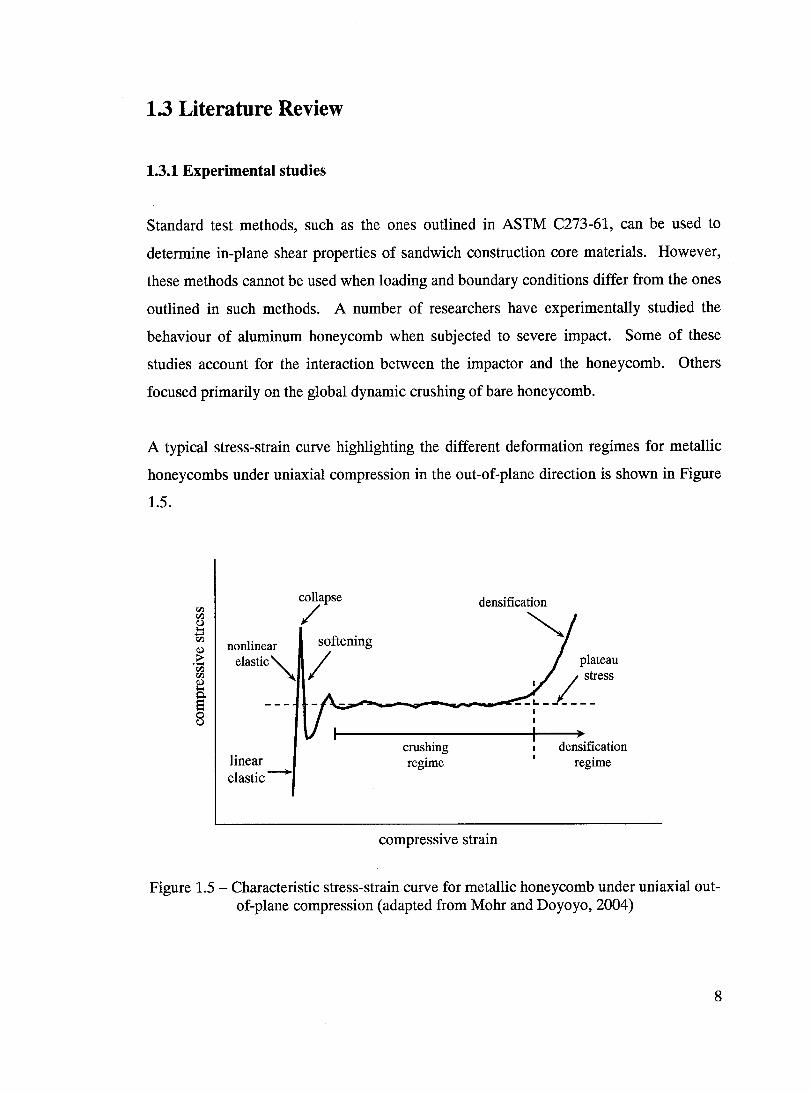
A typical stress-strain curve highlighting the different deformation regimes for metallic
honeycombs under uniaxial compression in the out-of-plane direction is shown in Figure
1.5.
nonlinear elastic",
linear e1astic-
collapse
/ softening
1
densification
~
crushing regime
compressive strain
plateau
)
densification regime
Figure 1.5 - Characteristic stress-strain curve for metallic honeycomb under uniaxial outof-plane compression (adapted from Mohr and Doyoyo, 2004)
8
Goldsmith and Louie (1995) used a pneumatic gun in an experimental setup to determine
the ballistie limit of aluminum honeycomb. They tested four different honeycomb
configurations varying in cell size and wall thickness, which were impacted at different
velocities ranging from 30 mis to 183 mis with spherical and blunt-faced cylindrieal
projectiles having different sizes. Perforation velocities were recorded and plotted
against initial impact velocities and the ballistic limits of honeycombs for specifie
impact-honeycomb configurations were also determined. Energies absorbed during
penetration were computed from impact and exit velocities for ballistic tests, and from
statieally determined force-displacement histories in the case of static tests.
Wu and Jiang (1997) studied six different types of cellular honeycombs that were loaded
axially under quasi-static and dynamic conditions. For the impact tests, the velo city
histories were recorded using a laser-Doppler anemometer and a method was developed
to extract force and displacement histories from the measurements. This measuring and
extraction method proved to be an ideal non-contact measurement technique in this study.
An increase of up to 74% in the crush strength was found when specimens were loaded
dynamieally when compared to quasi-static loading. This increase was also found to be
proportional to the impact velo city. Wu and Jiang reported that manufacturer data sheets
greatly underestimate the crush strength of honeycombs.
Goldsmith et al. (1997) carried out an experimental investigation on the perforation
characteristies of cellular sandwich plates and their individual components using the
same pneumatic gun they had used in earlier studies. Initial projectile velocities ranged
from 17 mis to 380 mis for aIl targets. The honeycomb sheets had a higher ballistic limit
and produced different damage patterns than did the cellular cores with curved walls.
This was attributed to the flexibility of individual cells. For the configurations tested, the
sandwich plates exhibited the same ballistic limit regardless of core type or cell size since
the piercing of the facesheets is the primary mechanism in resisting perforation of the
sandwich plates.
9
Baker et al. (1998) conducted quasi-static and dynamic tests on thick-walled aluminum
and stainless steel fixed honeycomb specimens. They noted from the quasi-static tests
that specimen size had an effect on the deformation mode. Using circular recesses in the
upper and lower loading plates, the edge effects were altered to obtain the desired
deformation and failure mode of localized buckling of the cell walls. Further constraint
techniques were developed so that the stress-deformation characteristics of the specimen
are not changed from those for an infinite slab. Adequate constraints were applied to
honeycombs in the dynamic tests, which employed a high-pressure gas gun, made of a
barrel, impact chamber, backstop and a high-pressure furnishing system. These tests
consisted of striking honeycombs with projectiles. From the force-time history applied to
the specimen - as recorded by a strain gage force transducer - and the compression-time
and stress deformation functions, the energy absorption properties of the specimen are
determined. AIso, it was found that strain rates have a direct effect on the response of
honeycombs.
Zhao and Gary (1998) presented a new application of the Split Hopkinson Pressure Bar
(SHPB) to test the crushing behaviour of honeycomb under impact loading. From
pressure versus crush percent age plots of in-plane and out-of-plane crushing of
honeycombs, they report that their test method provides more accurate results than the
experimental testing techniques presented above. The improvement in accuracy is
attributed to the use of viscoelastic bars and a generalized two-strain measurement
method.
1.3.2 Analytical studies
There is considerable literature on analytical models developed for predicting the elastic
deformation of rnetallic honeycornbs under different loading conditions. Sorne
researchers have studied the in-plane response in order to gain understanding of the
mechanical response of metal foams, as was done by Okumara et al. (2002). Fewer
models exist for large deformation plastic behaviour and out-of-plane deformation of
honeycombs.
10
1.3.2.1 Elastic behaviour and equivalent properties
Based on the energy theorems used by Argyris (1955), Kelsey et al. (1958) applied the
unit displacement and unit load methods, along with appropriate simplifying assumptions
for the stress and strain fields, to obtain simple expressions for the upper and lower limits
to the equivalent transverse shear modulus of honeycomb sandwich core. The theory is
correlated with results from three-point bending tests carried out on sandwich beams and
shows good agreement.
Gibson and Ashby (1997) used a mechanics of materials approach to determine the in
plane mechanical properties (linear and nonlinear elastic and plastic) of honeycombs.
They calculated four independent in-plane properties, namely the moduli of elasticity in
both in-plane directions, the in-plane shear modulus and Poisson's ratio, as weIl as the
elastic and plastic collapse stresses of the honeycomb and showed how these properties
depend on cell shape and density. Five additional moduli are needed to completely
describe the linear-elastic out-of-plane behaviour of honeycomb. Masters and Evans
(1996) developed a theoretical model for predicting the elastic constants of honeycombs
based on cell deformation by flexure, stretching and hinging. They show how the
properties can be tailored by varying the relative magnitudes of the force constants in
their model for the different deformation mechanisms. These force constants also
determine the degree of anisotropy of the honeycombs. For regular hexagons, it is shown
that the properties can be isotropic.
The homogenization the ory is often used for structures or media that are made of a large
number of periodic substructures. In such media, repeating substructures are considered
basic cells. In this theory, the equivalent mate rial properties of a periodic medium can be
obtained from the homogenization of a basic repeating cell. Shi and Tong (1995) used
this approach to study the influence of honeycomb geometry on the equivalent transverse
shear stiffness of honeycomb sandwich plates. Using the two-scale method of
homogenization for periodic media on a two-dimensional basic ceIl, they presented an
analytical first order solution for the equivalent transverse shear modulus of honeycomb
structures.
11
Xu and Qiao (2002) extended the adaptation of the homogenization theory to include
transverse shear deformation the ory for honeycomb sandwiches. In their work, the
solutions of formulated periodic homogenization functions lead to analytical formulae of
homogenized elastic stiffness of honeycomb sandwiches. These solutions also
demonstrated the significance of skin effect on honeycomb computations, which is often
neglected. Skin effect - or thickness effect by Becker (1998) - is the effect posed by the
constraints of two skin faces on the local deformation mechanism of a heterogeneous
core of a sandwich structure. By this effect, the stiffness properties of the core become
sensitive to the ratio of core thickness to unit cell size.
1.3.2.2 Plastic behaviour and penetration
Mohr and Doyoyo (2004) developed a phenomenological, orthotropic rate-independent
constitutive model for large out-of-plane plastic deformation of metallic honeycombs in
the crushing and densification regimes. This model was based on experimental
observations in a monolithic hexagonal honeycomb, whereby the direction of
macroscopic plastic flow during crushing under combined out-of-plane loading was
found to be coaxial with the direction of the compressive principal stress. Their model
was incorporated into a commercial finite element code and was successfully utilized to
simulate the behaviour of hexagonal aluminum honeycomb under biaxial loading
conditions.
Hoo Fatt et al. (2000) developed a three-stage analytical model for the perforation of
aluminum sandwich structures impacted by spherical and blunt-faced cylindrical
projectiles. Geometrical features and material properties of the top facesheet, honeycomb
core and bottom facesheet, as weIl as the mass and impact velo city of the blunt impactor
are used as inputs in this model. Residual velocities from one stage of penetration to the
next were found using energy balances. The model also ca1culates the plastic work
dissipated after each penetration stage, the total fracture and debonding work, the
dynamic crush and shear strength of honeycomb core for the impact velocity considered
and the extent of radial deformation and transverse deflection of the top facesheet at the
end of its perforation stage. This model relies on the perforation velocities of bare
12
honeycombs, which were obtained from experimental data presented by Goldsmith and
Louie (1995). A correction factor is used to reduce this velocity in order to account for
the fact that the honeycomb had already been crushed in the perforation stage of the top
facesheet. The ballistic limits of aluminum sandwich structures that were calculated by
this analytical model fell within 5% of the ballistic limits obtained from experimental
tests by Goldsmith et al. (1997).
1.3.3 Numerical analysis of honeycombs
Numerical models have been used to study the behaviour of honeycombs under various
loading conditions and hence determine their equivalent properties, which are use fuI
when only the overall response of honeycomb structures is desired. In addition, replacing
the honeycomb core with a homogeneous continuum having these equivalent properties
greatly reduces the computation time of numerical analyses when compared to three
dimensional detailed finite element models. However, the accuracy of continuum models
is very much dependent on the accuracy of equivalent core properties. Many researchers
have modeled a three-dimensional basic honeycomb unit cell using the finite element
method to capture local deformation modes and stress fields in cell walls, which can be
subsequently used to validate, complement and sometimes optimize solutions obtained
from analytical studies.
Shi and Tong (1995) for example used the finite element method on a three-dimensional
basic cell, along with a previously-developed analytical solution, to evaluate the
equivalent transverse shear stiffness of a regular honeycomb core. The numerical study
yielded an improved lower limit for the equivalent stiffness as weIl as an improved local
shear stress field. Similarly, Grediac (1993) has used the finite element method on a
representative unit cell to calculate the transverse shear moduli of honeycomb cores.
Using his numerical model, he also investigated the effect of core thickness on the shear
modulus and the homogeneity of the shear stress field. Xu and Qiao (2002) also
developed a periodic unit cell finite element modeling technique to validate their
13
analytical homogenization approach - as discussed in Section 1.3.2 - and complement it
with skin rigidity.
Guo and Gibson (1999) developed a finite element model of a two-dimensional regular
honeycomb cell cluster to study the effect of defects consisting of missing cells on
Young's moduli, the elastic buckling and the plastic collapse strength. They looked at
the elastic buckling strength and the plastic collapse strength of honeycombs with defects
and normalized them by the strength of intact honeycombs. They found that the
respective ratios decreased directly with the ratio of minimum net cross-sectional area to
the intact cross-sectional area, although this decrease was less rapid in the case of the
plastic collapse strength. Separate defects interact to reduce the elastic buckling strength.
At a separation of about 10 cells, separate defects act independently. It was also reported
that the separation distance has little effect on Young's modulus or the plastic collapse
strength of honeycombs. It was also found that the localization strain decreased with
increasing ratios of honeycomb cell wall thickness to cell wall edge length.
Ruan et al. (2003) studied the in-plane dynamic crushing of aluminum honeycombs by
modeling a cluster of honeycomb cells using the finite element method. They assessed
the effect of cell wall thickness and impact velocity on the de formation mode and plateau
stress of honeycombs. They found that oblique "X" shaped, transitional "V" shaped and
vertical localized "1" shaped bands characterized the deformation modes as the impact
velocity increased. A power law relating the plateau stresses to the cell wall thickness for
a given velo city showed good correlation. The plateau stresses in both in-plane
directions increase with increasing impact velocity according to a square law above a
certain velo city .
Nguyen et al. (2005) have developed Sandmesh, an explicit finite element-based
simulation tool, to predict damage within sandwich structures subjected to low velo city
impacts. In this tool, the honeycomb and the sandwich facesheets are modeled using
shell elements, following a detailed modeling approach that is often associated with high
computational cost. Mass scaling is integrated within Sandmesh in order to reduce the
14

computation time. However, computational accuracy is affected by mass scaling. This
tool was validated with results of experiments of honeycomb sandwich panels tested for
impact resistance and damage. For low velocity impact, this tool provides excellent
correlation with the force-time histories and is capable of predicting the size and depth of
permanent indentation.
1.4 Outline of Thesis
Chapter 2 will present the mathematical models on which the numerical analyses and
Taguchi optimization are based. The detailed honeycomb model is then described in
Chapter 3 and its results are presented and discussed. Chapter 4 describes the equivalent
EOS finite element model and highlights the effects of the parameters that are used in the
Taguchi optimization on the perforation velocity. In Chapter 5, the objective function for
the optimization is presented. An initial and a refined optimizations are presented and
discussed. The equivalent model using the optimal set of parameters for prediction of
perforation velocities is then validated using experimental results. A comparison of
computational cost between the detailed and equivalent model is also presented. Chapter
6 concludes this study and recommends future work that can be carried out to extend the
usefulness of the equivalent model.
15

CHAPTER2
MATHEMATICAL MODELS
In order to simulate structures in impact events, both the behaviour of mate rials and the
manifestation of failure need to be characterized. By virtue of the finite element method,
simulations or virtual experiments can be carried out providing useful data to better
understand the mechanics of a structure. However, numerical simulations require the use
of material and failure models, whereby the results are only as accurate as the assumed
models. Material models rely on a number of properties, which are usually obtained from
controlled physical experiments. It can be very difficult to set up - impossible in sorne
cases - and costl y to run such experiments, leaving a researcher with the sole option of
studying the effect of important properties by conducting parametric studies using
computer simulations. In this work, the Design of Experiment (DOE) approach and the
Taguchi method of optimization (as explained in section 2.3) are used to assess the
effects of four parameters in a porous mate rial model, and to optimize these parameters in
order to find equivalent properties for modeling the high speed penetration of
honeycombs.
2.1 Material Modeling
Characterization of material behaviour under high strain rates is important in order to
accurately model structures under severe impact conditions. Similar to the stress-strain
16
response, damage modeling and failure mode determination are important. Modeling of
complex impact events using c1osed-form analytical solutions has proven to be elusive,
sometimes impossible. Such problems are better handled by approximate solutions and
numerical analyses using finite element codes where well-established mate rial and
damage models are implemented.
2.1.1 The Johnson-Cook constitutive model
Metals exhibit elastic and plastic behaviour depending on the amount and rate of
deformation they undergo. Elastic behaviour of metals is usually described by Hooke's
law whereby the stress and strain in the material are linearly related by the modulus of
elasticity up to the onset of yielding. In the case of uniaxial tension, the elastic limit can
be defined as the maximum load that can be applied to a specimen without causing
permanent deformation. When a material is subject to many different combinations of
stress, a yield criterion is essential to determine the limit of elasticity. Many yield
criteria are based on sorne scalar function of the principal stresses. Of these, the von
Mises yield criterion is the most common and is given by
(2.1)
where (j l' (j 2 and (j 3 are the three principal stresses, and (j y is the yield stress of the
material.
In the plastic regime, as metals deform, their resistance to further deformation increases.
This effect is known as strain-hardening or work-hardening and is important in metal
plasticity. Vnder this effect, a metal is able to withstand greater loads in spite of
reductions in critical cross-sectional areas within the material. For accurate modeling of
material behaviour under high-speed conditions, this hardening behaviour must be
captured at different strains across the plasticity regime.
17
Impact events involving metallic materials result in a temperature rise during deformation
due to adiabatic heating. As a metal undergoes plastic work, heat is generated,
consequently affecting the deformation mode. Shearing due to adiabatic heating is a
deformation mode that is unique to high strain rates of deformation in metals and can
cause shear failure. It is considered to be an important failure mode. Woodward (1990)
reports that on the order of 95 % of the work done by plastic flow is converted to heat
while Meyers (1994) states this fraction is 90% for most metals. This heat, if prevented
from conducting (i.e. adiabatic condition), will raise the temperature of the metallic
sample causing thermal softening. In a real situation, sorne of the heat flows while the
remaining fraction causes sorne increase in metal temperature. In the case of those
metals where the rate of thermal softening is greater than the rate of work hardening,
most of the deformation takes place in the softened regions, thus producing adiabatic
shear bands. In metals with low thermal conductivity, little heat is conducted and thermal
softening effects are maximized. Adiabatic conditions are also a characteristic of high
speed impact loading since deformation occurs over a very short time period resulting in
high strain rates.
Woodward (1990) outlines a practical example showing how shearing due to adiabatic
heating affects deformation by considering sharp conical and flat-faced objects impacting
a metallic target. As they penetrate a body, sharp objects push material to the side. This
is in contrast to flat-faced penetrators that push material out, thus producing a plug, as
was shown in Figure 1.4. If shear bands exist as deformation is taking place, a metallic
plug can be produced in the case of penetration by sharp conical objects.
In modeling, it is thus important to consider the effect of temperature and strain rate on
the flow stress. Plasticity models that are suitable for high strain rate deformation not
only capture the instantaneous values of strain but also the strain rate and temperature
effects on the deformation. Such a model was proposed by Johnson and Cook (1983,
1985) and is given by
18
(2.2)
where a is the equivalent von Mises flow stress; & p the equivalent plastic strain; i p the
equivalent plastic strain rate; and io is a material parameter characterizing the onset of
strain rate dependence and is usually taken as 1.0 S-l. A, B, C, n, and mare mate rial
parameters and T * is the homologous temperature. This tempe rature is defined as
T * = T;nst - r;rans
T melt - T trans
(2.3)
where T inst is the current instantaneous temperature of the metal; Ttrans is the transition
tempe rature below which there is no temperature dependence on the flow stress and no
thermal softening occurs; and T melt is the melting (or solidification) temperature of the
metal.
This Johnson-Cook material model is a three-term multiplicative model. The first term
characterizes the quasi-static behaviour for io = 1.0 S-l and T* = 0 , the second term
represents the strain rate sensitivity and the third term depicts the effect of tempe rature on
the flow stress. When modeling high speed impact events, the strain rate and temperature
effects are important and must be included in the constitutive model. In most metals,
large strains and high strain rates will soften the material by raising the tempe rature of the
deforming metal and hence will affect the flow stress. In this model, the effects of strain
rate and temperature on flow stress are uncoupled. This makes the strain rate sensitivity
independent of temperature. In most metals, it is observed that the rate sensitivity
increases with temperature. This model, however, is relatively easy to calibrate using a
small number of stress-strain curves obtained from experimental tests and is weIl
supported in nonlinear finite element computer codes.
19
2.1.2 Equation of state and the P - a mode}
Herrmann (1969) proposed a phenomenological constitutive relation for the dynamic
compaction of ductile porous materials. His work gives a detailed description of the
irreversible compaction behaviour at low pressures and predicts the correct
thermodynamic behavior, by means of a Hugoniot description, at high pressures for the
fully compacted solid material. Shear strength effects were considered secondary in his
work and hence were neglected. The constitutive relation is suitable to solve stress wave
propagation problems for numerical solution methods. Carroll and HoIt (1972) suggested
modifications to the P - a model by Herrmann. Their modifications were made in the
relationship between the pressure in a porous material and the average matrix pressure.
Wardlaw et al. (1996) implemented the P - a equation of state in the DYSMAS code.
Equations of state are used in the ABAQUSlExplicit finite element code and provide a
hydrodynamie material model in whieh the material's volumetrie strength is determined.
These equations determine the pressure p as a function of the current density p and the
internaI energy per unit mass or specifie energy E m , as given by the general relation
p= f{p,EJ, (2.4)
which can define aIl the equilibrium states that can exist in a material. These equations
are available in various forms. Among them, the P - a equation of state is used to
model the compaction of ductile porous materials and, in ABAQUSlExplicit, is based on
the models proposed by Herrmann (1969) and by Carroll and Holt (1971), which defines
only the material's hydrostatie behaviour. In this case, the material has only volumetrie
strength. It is also used in conjunction with the Mie-Grüneisen equation of state
expressed in the linear Us - U p Hugoniot form as given by
(2.5)
20

where Po is the reference density of the solid material; and Co the reference speed of
sound in the solid material. The term Poc~ is equivalent to the elastic bulk modulus at
small nominal strains.
s is the slope of the linear relationship between the linear shock velocity, Us, and the
partic1e velocity, U p according to
(2.6)
17 is a variable defined as
(2.7)
The GfÜneisen ratio, r o' is calculated according to the thermodynamic relationship
(2.8)
where Cp is the specific heat at constant pressure; Ko is the isentropic bulk modulus; f3
is the volumetrie thermal expansion coefficient and Po is the reference density.
Assuming an adiabatic and isothermal condition, equation (2.4) reduces to
p = f(p) , (2.9)
21
since the term containing the specific energy Emin equation (2.5) is eliminated.
It is convenient to introduce a scalar variable a, referred to as "distension", which allows
the distinction between the volume change due to material compression and that due to
pore collapse. a is defined as the ratio of the density of the sol id material from which
the porous medium is made, Ps' to porous material density, p, both evaluated at the
same temperature and pressure, as given by
a= Ps . P
(2.10)
a = 1 then corresponds to the state of the porous material being fully compacted to the
solid phase. The distension a is related to the porosity n by p
a-1 (2.11) n =
P a
Expressing a as a function of pressure p, equation (2.9) becomes the general P - a
equation of state for a specific porous material given by
(2.12)
The P - a model is an isotropie and homogenous model based on the assumption that aIl
the pores are uniformly dispersed throughout the porous medium. Both the elastic and
plastic compaction behaviours of a ductile porous medium, as given by the P - a model,
are shown in Figure 2.1.
22
a
2 a min
________ L ____________ _
1 1 1
1-+------~------------------~=-;---~
o Pe Ps P
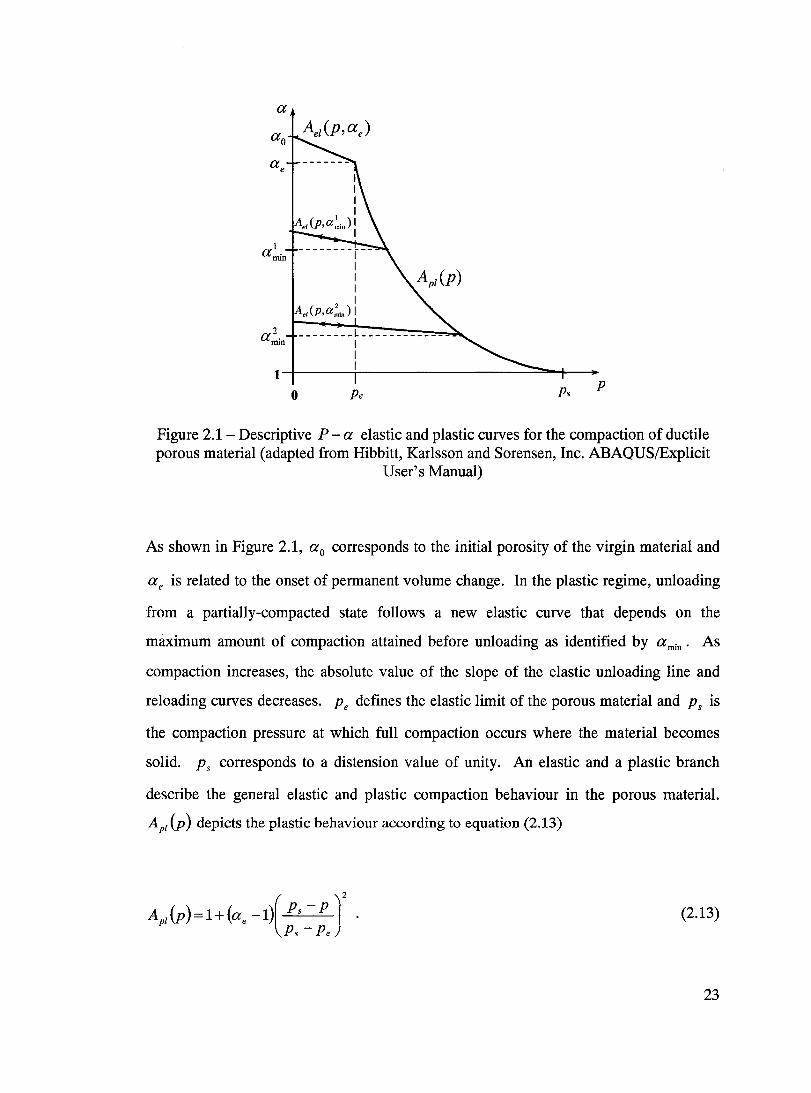
Figure 2.1 - Descriptive P - a elastic and plastic curves for the compaction of ductile porous material (adapted from Hibbitt, Karlsson and Sorensen, Inc. ABAQUSlExplicit
User's Manual)
As shown in Figure 2.1, ao corresponds to the initial porosity of the virgin material and
a e is related to the onset of permanent volume change. In the plastic regime, unloading
from a partially-compacted state follows a new elastic curve that depends on the
maximum amount of compaction attained before unloading as identified by a min • As
compaction increases, the absolu te value of the slope of the elastic unloading line and
reloading curves decreases. P e defines the elastic limit of the porous material and p s is
the compaction pressure at which full compaction occurs where the material becomes
solid. Ps corresponds to a distension value of unity. An elastic and a plastic branch
describe the general elastic and plastic compaction behaviour in the porous material.
Apl (p) depicts the plastic behaviour according to equation (2.13)
(2.13)
23

Ael (p, a min) characterizes the elastic unloading and reloading from partiall y -compacted
states and was originally proposed by Herrmann (1969) as the differential equation
(2.14)
where Ko is the elastic bulk modulus of the solid material at small nominal strains and
h(a) is given by
(2.15)
where Cs and ce are the reference sound speed in the solid material from which the
porous medium is made and the sound speed of the virgin porous material respectively.
From the work of Wardlaw et al. (1996), equation (2.14) for the elastic curve can be
simplified and replaced by the linear relation
(2.16)
where Ppl is the inverse of A pl (P) in equation (2.13) and is given by
(2.17)
24
The initial compression of the porous material is elastic and a plastic deformation regime
follows. Herrmann (1969) discussed that for an initially highly porous material, the
elastic compression should be due to elastic buckling of cell walls and the onset of
permanent volume change should correspond to the onset of plastic deformation of the
walls. On the other hand, for a material where the initial distension is close to unit y, little
change in a will occur in the e1astic compression phase since this phase will be
manifested in volume compression of cell walls. This effect is due to the confinement of
the surrounding material. Consequently, the onset of plastic flow would require higher
pressures. By virtue of irreversible compaction - as expected in a porous ductile material
- unloading is elastic without plastic reopening of the voids. Reloading would occur
elastically following the same unloading line up to the onset of plastic flow.
The total stress tensor, ()ij' can be divided into a volumetrie component (responsible for
change in volume of material but not shape) and a deviatoric stress component
(representing the shear stresses leading to deformation and change of shape) and is given
by
(2.18)
where Sij and the product () mbij are the deviatoric and volumetrie stress tensors
respectively. b ij is the Kronecker Delta and () m represents the hydrostatic mean stress
which is related to the pressure p calculated in the P - a model by the simple relation
(2.19)
The deviatoric behaviour of the material can be defined in ABAQUS/Explicit using a
simple linear isotropie deviatoric model given by
25

(2.20)
where G is the elastie shear modulus and Gij is the deviatorie strain tensor.
The volumetrie and deviatorie responses are uneoupled in this work where the volumetrie
response is governed by the P - a model.
In ABAQUSlExplicit, the list of properties that need to be specified for a porous medium
modeled using the P - a model is shown in Table 2.1.
Table 2.1 - Specified material properties for the P - a porous model
Po Reference density of solid mate rial
Co Reference speed of sound in the solid mate rial
s Slope of the Us - U p linear relationship
10 Grüneisen ratio
no Reference porosity: porosity of the unloaded virgin porous material
ce Reference speed of sound in the virgin porous material
Pe Elastie limit: eompaetion pressure required to initiate plastic behavior
Ps Plastic limit: eompaetion pressure at whieh aIl pores are erushed
G Shear modulus
26
2.2 Failure Modeling
In a general context, failure is related to loss of function. In metallic materials, it can
involve fracture, rupture or separation of mate rial. Failure is one of the most important
aspects of dynamic material characterization and a well-defined criterion must be used in
modeling failure for a specific engineering application.
Nicholas and Rajendran (1990) explain that damage models range in degree of
sophistication as well as in type. One type considers the evolution of the damage process
in the microstructure of the material. Such models are based on the nucleation and
growth of damage and are fairly complex. However, they follow the evolution of damage
that leads to physical failure quite accurately. On the other hand, other types of failure
models do not describe any microphysical phenomenon but model damage as an
accumulation of a macroscopic property such as strain or energy. These models assume
that failure occurs when a well-defined damage parameter reaches a critical value, with
the condition that material strength and stiffness before failure is not affected by the
damage.
Dynamic failure may strongly depend on the strain rate, stress state and loading history.
In damage models, the damage parameter may be accumulated with respect to time, thus
providing a cumulative measure of the damage. Sophistication in such models lies in the
fact that the damage parameter can also be a function of other variables such as
tempe rature, stress state and pressure.
2.2.1 The Johnson-Cook damage model
The Johnson-Cook damage model is widely used in finite element codes due to its
usefulness and dependence on a small number of parameters. In 1985, Johnson and Cook
introduced a damage model that is capable of accounting for the loading history by using
the concept of cumulative damage in the calculation of a damage parameter. Their
27
damage model provides no strength and/or stiffness degradation during damage. The
cumulative damage parameter D is defined as
(2.21)
where /1& p is the increment of the equivalent plastic strain occurring during a
computation time increment and & f is the equivalent strain to fracture corresponding to
the instantaneous conditions when that time increment of strain is accumulated. In this
model, the fracture strain, a mate rial property, is assumed to depend on strain rate,
temperature and pressure in the following form
(2.22)
where am / a is a dimensionless pressure-stress ratio with am being the mean stress and
a the effective or von Mises equivalent stress. The dimensionless strain rate & p / &0 is
given by & p' the equivalent plastic strain rate, and &0' a material parameter
characterizing the onset of strain rate dependence and is usually taken as 1.0 S-l. T* is
the homologous temperature as defined in equation (2.3) and takes into account
externally applied heat as well as internaI heating from plastic work. dp d 2 , d 3 , d 4 and
ds are damage parameters for the material modeled. These parameters can be
determined from results of conventional experiments. Although this model is very useful
for numerical computation of engineering applications and takes into account the loading
history to a certain extent, it fails to recognize the failure mechanism. In this model,
failure occurs when the cumulative damage parameter D reaches a value of unity.
28
2.3 Optimization Method: The Taguchi Approach
Parametric studies are often used in computer and physical experiments ta determine an
optimal set of physical parameters for a given response variable. Without the benefit of
an orderly approach, the parameters can be varied indefinitely and result in an
unnecessarily large number of experiments ta be carried out. This can be detrimental ta
the efficiency of the method used and time consuming in searching for an optimal
solution.
Ta reduce the number of necessary experiments, the effect of each parameter (or factor)
can be studied individually by isolating it in the design space as discussed in Fowlkes and
Creveling (1995). This is sometimes done by varying only the factor of interest and
keeping aIl other factors fixed. This method, however, is time consuming and requires
carrying out a large number of experiments depending on the sensitivity of each factor.
More systematically, the number of levels (or fixed values) of each factor can be
determined and a set of experiments can be carried out ta caver the entire factorial space
defined by aIl factors and their respective levels. The latter is based on the design of
experiments (DOE) method and is a very useful statistical method that can greatly reduce
the time needed ta design and study experiments. For example, an experiment involving
four different factors, each having three levels of variation, will result in conducting a
total of 34 or 81 (full factorial) experiments. An efficient and systematic DOE method
that is often used ta avoid full factorial designs, while still providing a reliable basis for
optimization, is the orthogonal array method. One main application of this method is the
planning of balanced experiments.
The rows of the array represent the specific sets of factor levels ta be performed (i.e. the
experiments), while the columns correspond ta the different factors who se effects are
being studied. Since the same number of runs is assigned ta each level of a column in an
orthogonal array, the set of experiments based on such an array is a balanced design set.
Such a set spans the experimental space uniformly where each factor-Ievel combination
29

occurs the same number of times across the experimental space and no factor is given
more importance than another.
2.3.1 Finding the optimal set
Based on the response values that are found from running the specific experiments
defined by the orthogonal array, an optimal solution can be found. This is done using
what is referred to as factor plots in the Taguchi DOE approach.
Factor plots show data points of response versus level of each factor in the optimization
se arch space. The responses corresponding to one level of a factor are averaged. The
average responses of all factor levels are used in factor plots. From these plots, the set of
levels of each factor giving the optimal solution can be found. This is explained further
by means of an example in Chapter 5. The optimal set of levels does not usually belong
to the original set of experiments defined by the orthogonal array.
There is a number of underlying assumptions and checks that are associated with the
Taguchi method. The comparison of average responses in factor plots is based on the
assumption that no significant interactions exist between factors. This assumption stems
from the definition of orthogonality and mainly ensures that the effect of one factor level
on the response is minimally dependent on the level of other factors. The validity of the
interaction assumption can be checked using interaction plots which also employ the
average response of factor levels.
It is important to note that in using physical experiments, the DOE method accounts for
noise factors. In this work, computer experiments are used, hence the response value for
a given input set is considered free of noise since repeats of a test are identical.
2.3.2 The predictive equation
As explained in the previous section, the Taguchi approach provides the optimal set of
factor levels. It can also be of interest to know the response of a combination of factor
30
levels that does not belong to the original orthogonal array. This can be determined by
means of a predictive equation using the average response of all experiments in the array
and the averages of individual factor levels. The equation is given by
(2.23)
where Ypredicted is the predicted response; ~xp represents the total average response of the
experiments in the array, and ~, ~, Yc ' YD ••• are the average responses for a level of
interest of factors A, B, C, D "', respectively.
A necessary condition for the predictive equation is additivity. The predicted value of the
response as calculated by equation (2.23) needs to be compared to the response obtained
from running the actual experiment in question. According to Sen and Yang (1998), if
the predicted and actual responses lie within 10% of each other, then the condition of
additivity is valid and the assumption of insignificant interaction between different
factors is maintained. In the event of having significant factor interactions, multiplicative
terms should be added to the equation.
2.3.3 Analysis of variance (ANOV A)
It is often useful to know which factors in a given set of experiments have more effect on
the overall response or on the performance of a system. The analysis of variance
(ANDV A) provides adequate criteria to quantitatively assess the effect of different
factors.
This can be realized using two measures as defined by the total and individual sum of
squares (SS) given in equations (2.24) and (2.25), respectively. The total sum of squares
uses the sum of the deviations in the orthogonal array from the total mean of the array
and is calculated as
31
~( -)2 TotalSS = L..J 1'; - ~xp , (2.24) i=l
where Y; is the response of the ith row in the orthogonal array (i.e. response of an
experiment); ~xP is the mean response of aIl the experiments in the array and n is the
number of experiments.
Similarly, the sum of squares of each factor is calculated. This calculation is shown, for
instance, for factor A in equation (2.25) as
SS A = l m A (~i - ~xp)2 , (2.25) i=l
where YAi is the mean response of factor A for a given level; m is the number of
experiments for each level of factor A and nAis the number of levels of factor A.
The percent contribution of each factor on the overall response is determined by the ratio
of the individual sum of squares of a factor to the total sum of squares as given by
equation (2.26) for factor A as
% contribution of A = SS A xl 00 . TotalSS
(2.26)
The greater the effect of a factor, the greater is its contribution. By studying the
contributions, the experimental space can be refined by eliminating factors with relatively
low contributions and by placing more emphasis on significant factors in subsequent
investigations.
32
CHAPTER3
DETAILED HONEYCOMB MODELING
The numerical simulation of the penetration of bare honeycomb by a projectile is
undertaken using the general-purpose nonlinear finite element analysis program
ABAQUS/Explicit Version 6.4. A three-dimensional detailed modeling approach is
followed whereby a honeycomb cluster is fully modeled. The detailed model is described
and its results are presented and compared to experiments by Goldsmith and Louie
(1995).
3.1 Mode) Description
The modeling of the penetration of a rigid sphere through a cluster of honeycomb cells is
discussed in the following sections including geometry, boundary conditions, mesh
sensitivity, contact interactions, and material and damage.
3.1.1 Geometry and boundary conditions
The cell cluster considered in this work is made up of a number of regular hexagonal
cells having the same geometric features as Aluminum 5052-H19 l/8in - O.OOlin
honeycomb. This specific configuration is modeled so that correlation with experimental
results by Goldsmith and Louie (1995) can be made. AlI cells have a fixed size of 3.175
33
mm (0.125 in) and are 19.05 mm long while the impactor is 6.35 mm (0.25 in) in
diameter. AlI cell walls have the same thickness of 0.0254 mm (0.001 in). This differs
from real honeycombs where adhesively-bonded walls are twice as thick as other walls
by virtue of the expansion process used in the adhesive bonding manufacturing technique
(as explained in Section 1.1).
The spherical impactor is modeled as a dis crete rigid body orthogonally impacting the
honeycomb at velocities ranging from 60 mis to 140 mis and causing mainly out-of-plane
deformation. In accordance with the experiments performed by Goldsmith and Louie
(1995), the boundary edges of the honeycomb cluster are fully constrained (i.e. aIl
translational and rotational degrees of freedom are constrained) so that no significant
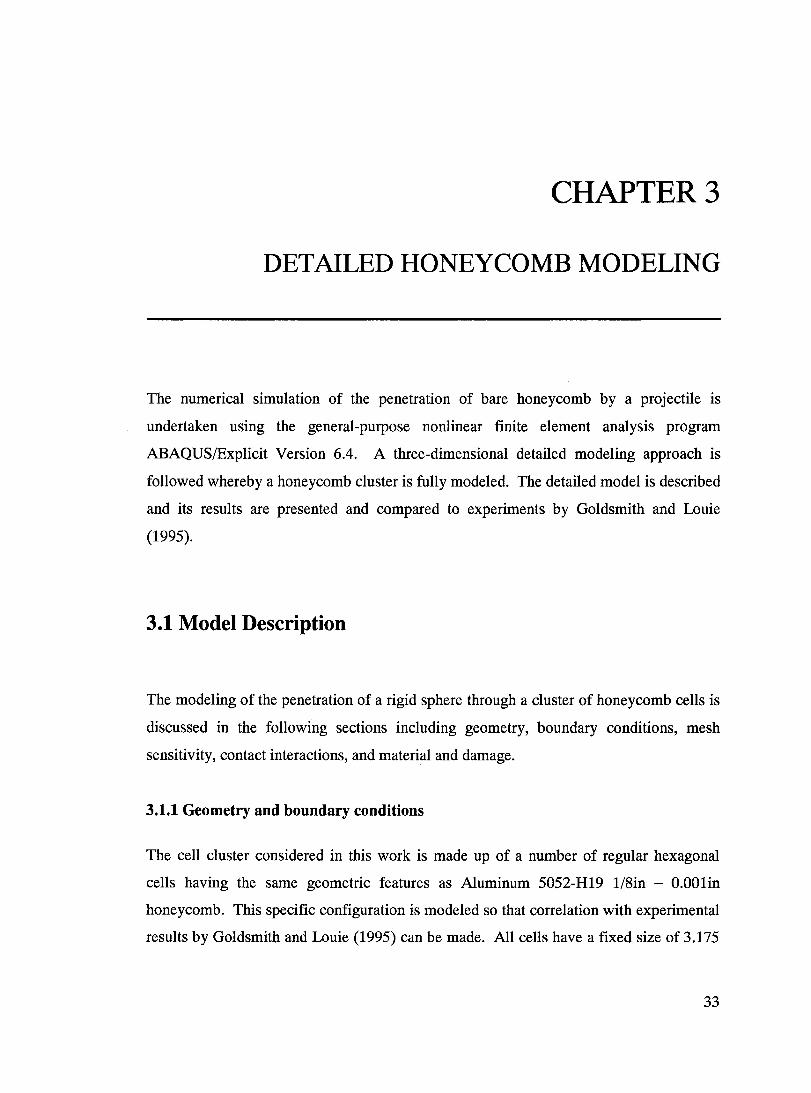
global deformation occurs during the penetration. Due to geometric, loading and
boundary condition symmetry, a quarter model is analyzed as shown in Figure 3.1.
3.175mm 3.175mm
An edge shown in 2D view representing a plane on which all nodes are fully restrained.
A point shown in 2D view representing a line along which nodes are fully restrained.
Figure 3.1- Two dimensional quarter model view of the honeycomb cluster showing symmetry, boundary conditions and spherical impactor
34
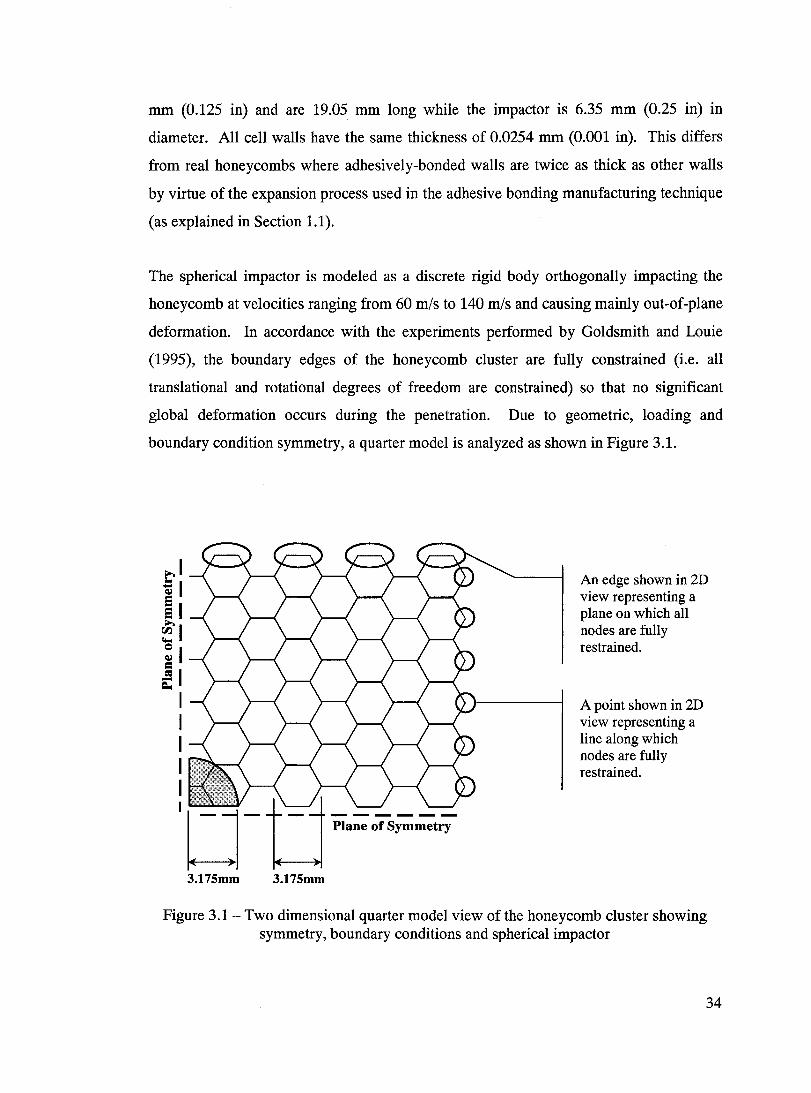
Simulations of penetration of honeycomb clusters with different numbers of cells were
performed. Two cases with 60 mis and 120 mis impact velocity were considered. Table
3.1 shows that the number of cells in the honeycomb cluster has little effect on the
penetration of the impactor as evidenced by the perforation velocities computed with
different clusters. However, the computation time increased dramatically with increasing
number of cells modeled, which is due to the increasing number of elements needed to
model additional cells in the cluster.
Table 3.1- Effect of honeycomb cluster size on penetration and computation time
60m/s Impact Velocity 120m/s Impact Velocity
Model No. of Size Elements Computation Perforation Computation Perforation
Time (seconds) Velocity (mis) Time (seconds) Velocity (mis)
5 cells 29750 12029 18.46 2346 101.70
13 cells 67155 21159 20.26 5258 102.00
23 cells 117600 45792 20.02 9251 102.00
A mesh density of 10 elements per cell edge, as shown in Figure 3.2, and a coefficient of
friction of 0.3 between the rigid impactor and the honeycomb cell walls were used
throughout the cell cluster in all three models. It is important to note that the area
covered by 25 cells of this honeycomb configuration is only about 200 mm2 (11 mm x
18.25 mm). In cases where the global behaviour of large honeycomb structures (made of
several thousands of cells) is of interest, the high computational cost that is associated
with the detailed modeling renders this approach impractical and un justifiable. For this
work, the most computationally efficient mode! with only 5 cells is considered
appropriate and is hence used in subsequent simulations.
35
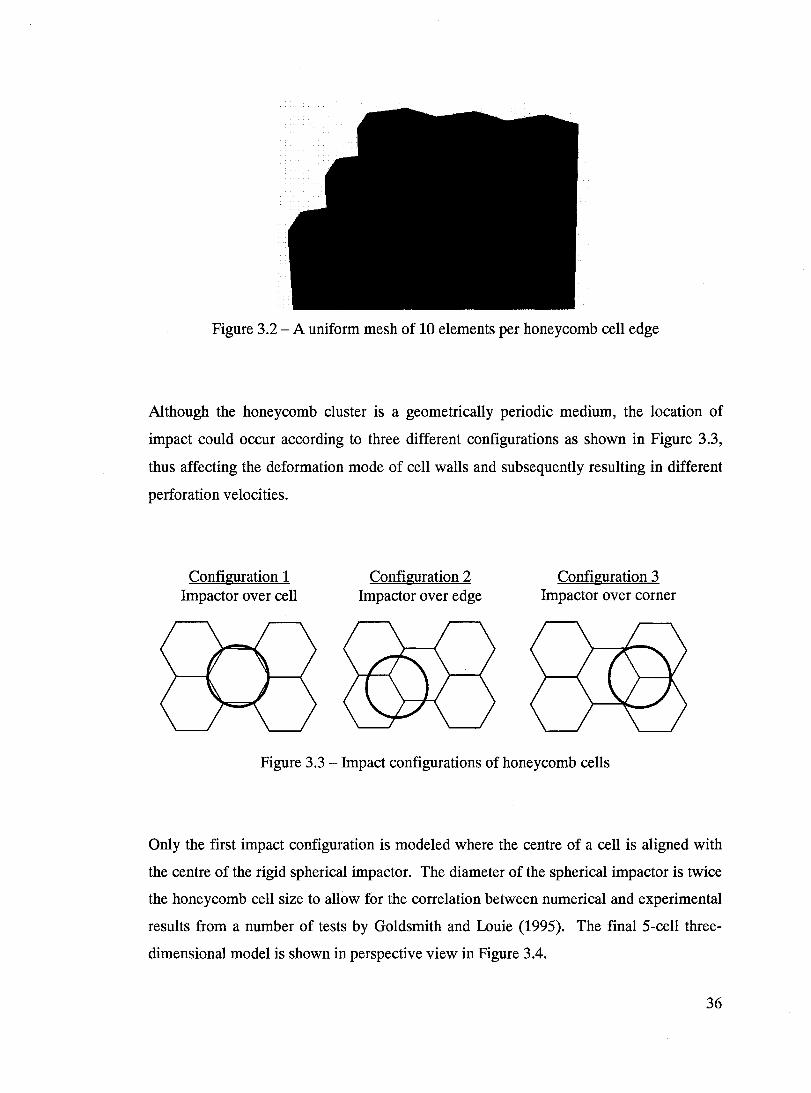
Figure 3.2 - A uniform mesh of 10 elements per honeycomb cell edge
Although the honeycomb cluster is a geometrically periodic medium, the location of
impact could occur according to three different configurations as shown in Figure 3.3,
thus affecting the deformation mode of cell walls and subsequently resulting in different
perforation velocities.
Configuration 1 Impactor over cell
Configuration 2 Impactor over edge
Configuration 3 Impactor over corner
Figure 3.3 - Impact configurations of honeycomb cells
Only the first impact configuration is modeled where the centre of a cell is aligned with
the centre of the rigid spherical impactor. The diameter of the spherical impactor is twice
the honeycomb cell size to allow for the correlation between numerical and experimental
results from a number of tests by Goldsmith and Louie (1995). The final 5-cell three
dimensional model is shown in perspective view in Figure 3.4.
36
Figure 3.4 - Three-dimensional geometric model of a 5-cell honeycomb c1uster with spherical impactor
3.1.2 Mesh sensitivity and energy balance
The walls of the honeycomb c1uster are meshed using thin shell elements (designated by
S4R in the ABAQUSlExplicit element library) with three integration points through the
thickness employing Gauss' integration rule. A number of analyses using different mesh
densities (ranging from 4 to 14 elements per cell edge) were run with a coefficient of
friction of zero for the case of 100 mis impact velocity. This was done in order to study
the effect of mesh density on the perforation velocity of the impactor. The results are
shown in Table 3.2 and Figure 3.5.
37
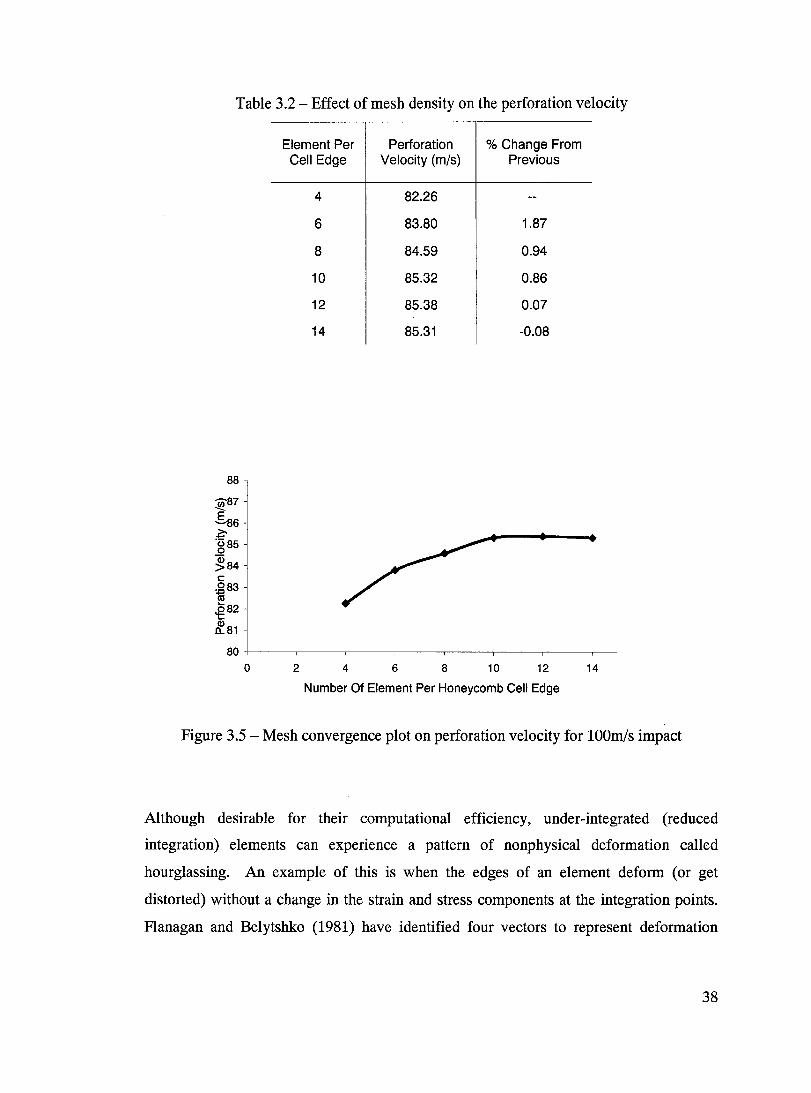
Table 3.2 - Effect of mesh density on the perforation velocity
88
~87
S86 ~ g85
~84 c: ~83 .g82 ~81
Element Per Cel! Edge
4
6
8
10
12
14
Perforation % Change From Velocity (mis) Previous
82.26
83.80 1.87
84.59 0.94
85.32 0.86
85.38 0.07
85.31 -0.08
80+---~~--~----~----~----,---~----~--
o 2 4 6 8 10 12 14
Number Of Element Per Honeycomb Cell Edge
Figure 3.5 - Mesh convergence plot on perforation velocity for lOOm/s impact
Although desirable for their computational efficiency, under-integrated (reduced
integration) elements can experience a pattern of nonphysical deformation called
hourglassing. An example of this is when the edges of an element deform (or get
distorted) without a change in the strain and stress components at the integration points.
Flanagan and Belytshko (1981) have identified four vectors to represent deformation
38
modes for quadrilateral elements, one of which is an hourglass zero-energy mode where
no strain energy is generated in distorting the element. Since the element has no stiffness
in this mode, it cannot resist deformation. This hourglass mode can propagate throughout
a mesh producing incorrect results. Several ways of dealing with this problem inc1ude
the use of an adequately refined mesh with higher integration elements when possible.
AIso, in simulations involving contact, the contact type and stiffness can greatly affect
the amount of penetration of one contacting surface into another, thus increasing the
amount of hourglassing. Moreover, there are hourglass control options that can be
specified. Of these, the "combined" method is based on both the effects of stiffness, to
maintain normal resistance throughout the simulation, and on the use of damping to
generate additional resistance under dynamic loading conditions. Aiso effective is the
"relaxed stiffness" method - used in this work - which relies solely on generating more
resistance to hourglass forces early in the analysis step when sudden dynamic events are
more probable. The use of these options usually results in increasing the computational
time.
Artificial viscosity is used to control hourglass deformation where artificial strain energy
(also termed artificial energy) is induced in the system to minimize the effect of
hourglassing. In ABAQUSlExplicit analyses, the amount of hourglassing is captured by
the artificial energy of the system.
Hourglassing is often present in explicit integration analyses involving contact and large
deformation at high strain rates. The ratio of artificial energy to internaI energy
represents a good measure for the amount of hourglassing present in the system. As
used by Consolazio et al. (2003) and stated as a general rule in Hibbitt, Karlsson and
Sorensen, Inc. (Getting Started with ABAQUSlExplicit Manual), it is desirable to keep
this ratio below 5% when possible. This ratio was always found to be below 6% for all
analyses performed and is considered acceptable in this work. The energy balance is
given by equation (3.1) and is shown for a typical ex ample in Figure 3.6 (taken from the
simulation of 80 mis impact on honeycomb with a specified coefficient of friction of 0.3).
39
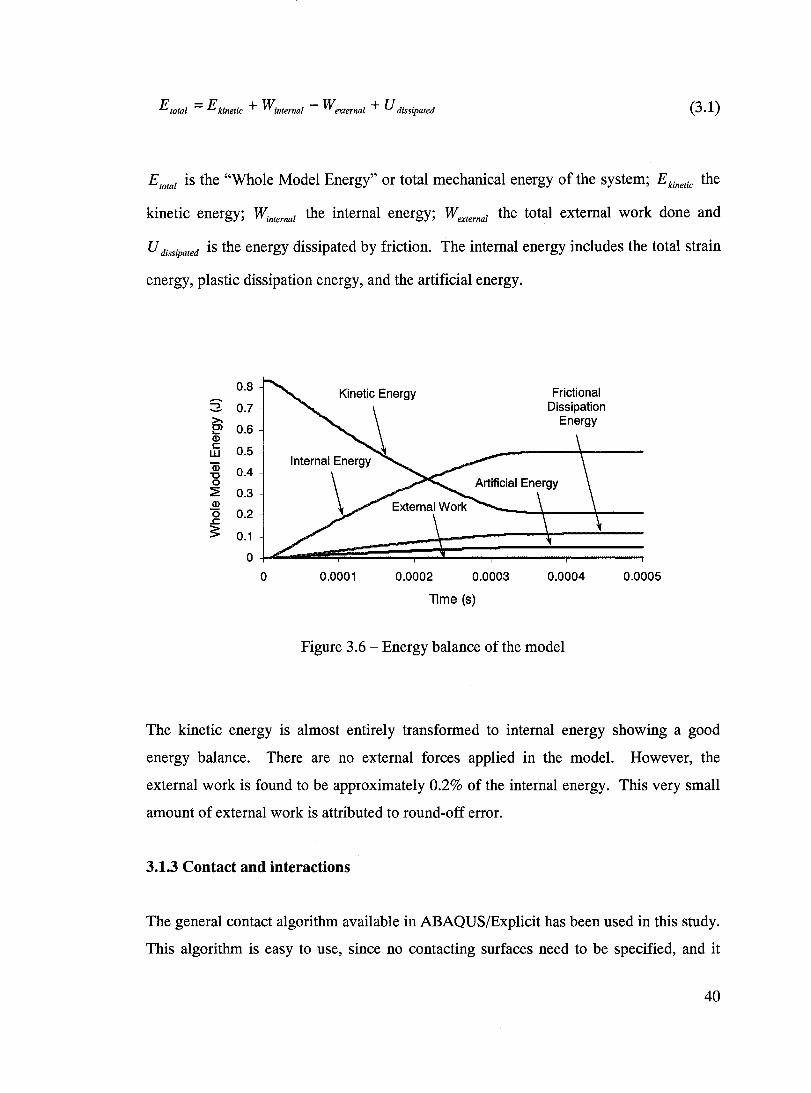
E total = E kinetic + Winternal - Wexternal + U dissipated (3.1)
Etotal is the "Whole Model Energy" or total mechanical energy of the system; E kinetic the
kinetic energy; W;nternal the internaI energy; Wexternal the total external work done and
U dissipated is the energy dissipated by friction. The internaI energy includes the total strain
energy, plastic dissipation energy, and the artificial energy.
0.8 -2- 0.7 >-C> 0.6 "-Cl) c: 0.5 UJ ID 0.4 "0 0
::2: 0.3 Cl)
ëi .c: 0.2
:s: 0.1
0
0 0.0001 0.0002 0.0003
lime (s)
Frictional Dissipation
Energy
0.0004
Figure 3.6 - Energy balance of the model
0.0005
The kinetic energy is almost entirely transformed to internaI energy showing a good
energy balance. There are no external forces applied in the model. However, the
external work is found to be approximately 0.2% of the internaI energy. This very small
amount of external work is attributed to round-off error.
3.1.3 Contact and interactions
The general contact algorithm available in ABAQUS/Explicit has been used in this study.
This algorithm is easy to use, since no contacting surfaces need to be specifie d, and it
40
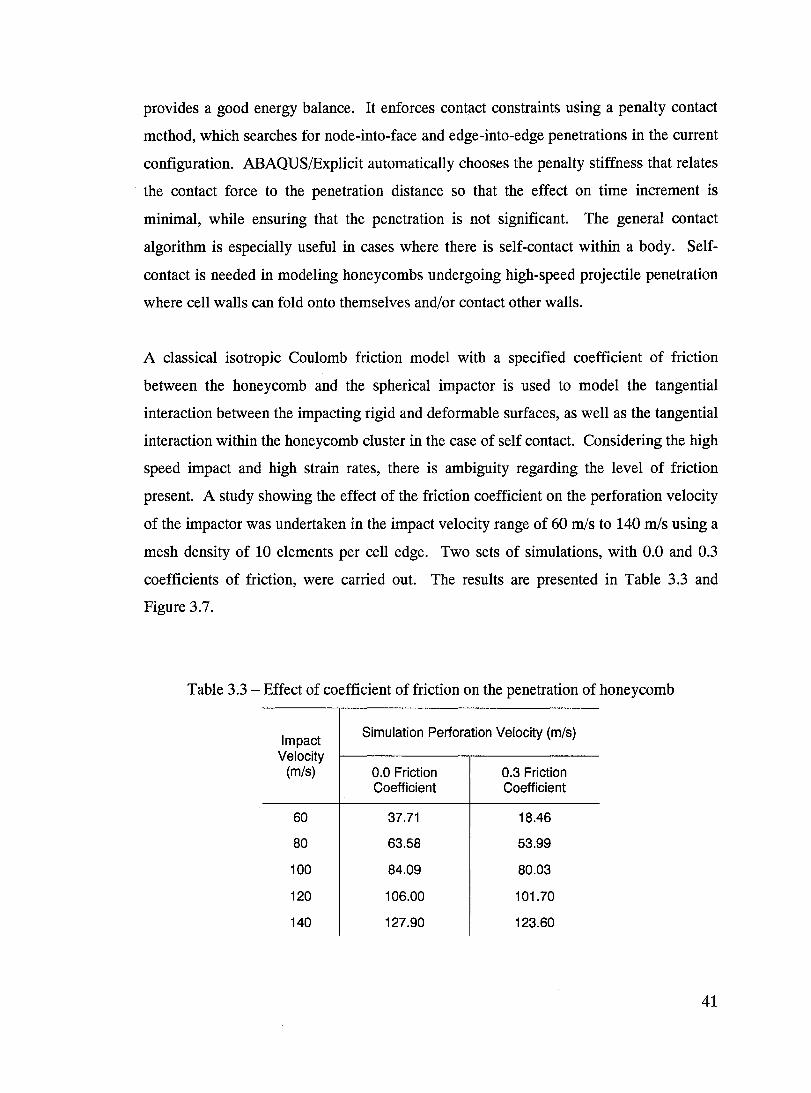
provides a good energy balance. It enforces contact constraints using a penalty contact
method, which searches for node-into-face and edge-into-edge penetrations in the current
configuration. ABAQUSlExplicit automatically chooses the penalty stiffness that relates
the contact force to the penetration distance so that the effect on time increment is
minimal, while ensuring that the penetration is not significant. The general contact
algorithm is especially useful in cases where there is self-contact within a body. Self
contact is needed in modeling honeycombs undergoing high-speed projectile penetration
where cell walls can fold onto themselves and/or contact other walls.
A c1assical isotropic Coulomb friction model with a specified coefficient of friction
between the honeycomb and the spherical impactor is used to model the tangential
interaction between the impacting rigid and deformable surfaces, as well as the tangential
interaction within the honeycomb c1uster in the case of self contact. Considering the high
speed impact and high strain rates, there is ambiguity regarding the level of friction
present. A study showing the effect of the friction coefficient on the perforation velo city
of the impactor was undertaken in the impact velocity range of 60 mis to 140 mis using a
mesh density of 10 elements per cell edge. Two sets of simulations, with 0.0 and 0.3
coefficients of friction, were carried out. The results are presented in Table 3.3 and
Figure 3.7.
Table 3.3 - Effect of coefficient of friction on the penetration of honeycomb
Impact Simulation Perforation Velocity (mis)
Velocity (mis) 0.0 Friction 0.3 Friction
Coefficient Coefficient
60 37.71 18.46
80 63.58 53.99
100 84.09 80.03
120 106.00 101.70
140 127.90 123.60
41
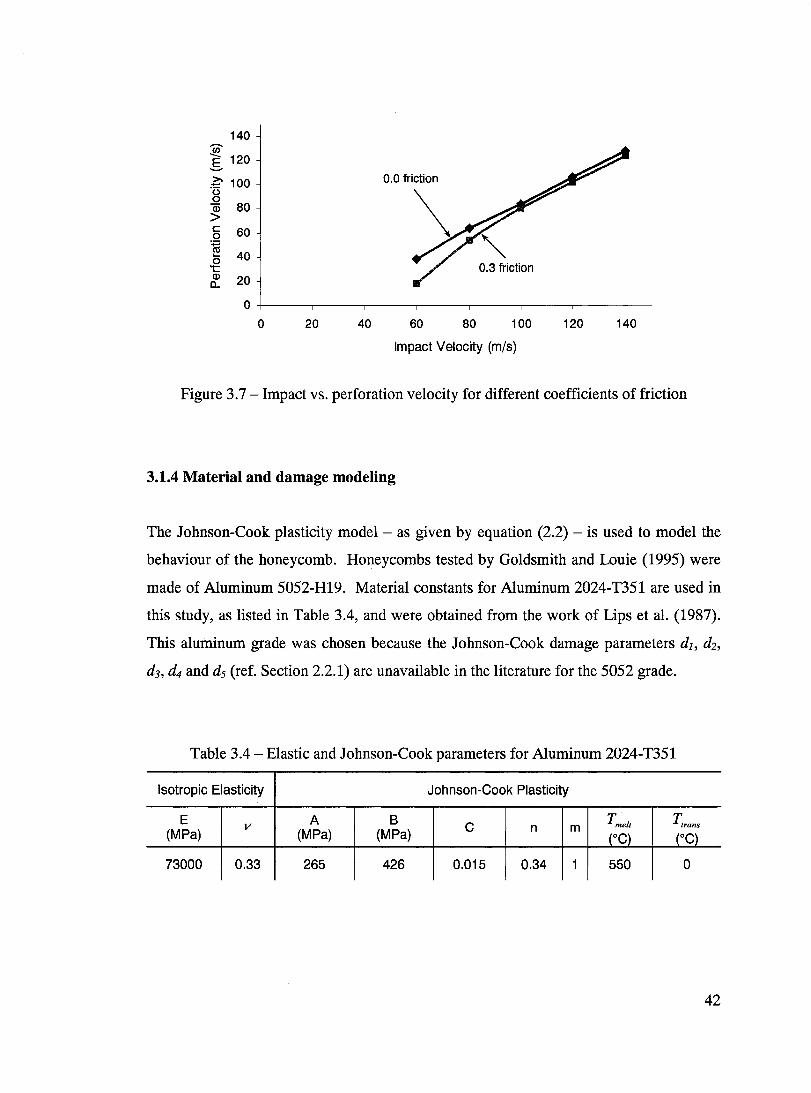
140 -~ 120 .s ~ 100 0.0 friction u 0 ID 80 > c: 60 0 '1ij
40 .... 0 't: 0.3 friction Q) 20 a..
0
0 20 40 60 80 100 120 140
Impact Veloeity (mis)
Figure 3.7 - Impact vs. perforation velo city for different coefficients of friction
3.1.4 Material and damage modeling
The Johnson-Cook plasticity model - as given by equation (2.2) - is used to model the
behaviour of the honeycomb. Honeycombs tested by Goldsmith and Louie (1995) were
made of Aluminum 5052-HI9. Material constants for Aluminum 2024-T351 are used in
this study, as listed in Table 3.4, and were obtained from the work of Lips et al. (1987).
This aluminum grade was chosen because the Johnson-Cook damage parameters dl, d2,
d3, d4 and d5 (ref. Section 2.2.1) are unavailable in the literature for the 5052 grade.
Table 3.4 - Elastic and Johnson-Cook parameters for Aluminum 2024-T351
Isotropie Elastieity Johnson-Cook Plasticity
E v A B C
Tme1t ~rans (MPa) (Mpa) (MPa) n m
(OC) (OC)
73000 0.33 265 426 0.015 0.34 1 550 0
42
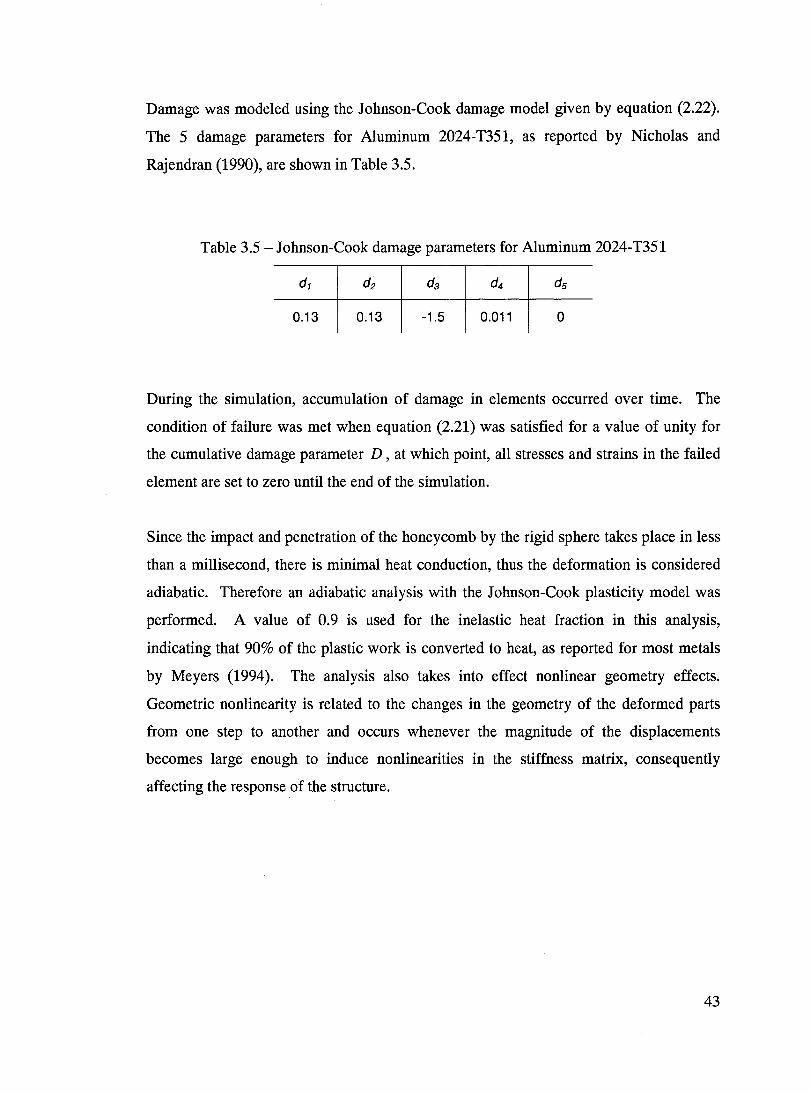
Damage was modeled using the Johnson-Cook damage model given by equation (2.22).
The 5 damage parameters for Aluminum 2024-T351, as reported by Nicholas and
Rajendran (1990), are shown in Table 3.5.
Table 3.5 - Johnson-Cook damage parameters for Aluminum 2024-T351
d1 d2 d3 d4 ds
0.13 0.13 -1.5 0.011 0
During the simulation, accumulation of damage in elements occurred over time. The
condition of failure was met when equation (2.21) was satisfied for a value of unit y for
the cumulative damage parameter D, at which point, aIl stresses and strains in the failed
element are set to zero until the end of the simulation.
Since the impact and penetration of the honeycomb by the rigid sphere takes place in less
than a millisecond, there is minimal heat conduction, thus the deformation is considered
adiabatie. Therefore an adiabatic analysis with the Johnson-Cook plasticity model was
performed. A value of 0.9 is used for the inelastic heat fraction in this analysis,
indicating that 90% of the plastic work is converted to heat, as reported for most metals
by Meyers (1994). The analysis also takes into effect nonlinear geometry effeets.
Geometrie nonlinearity is related to the changes in the geometry of the deformed parts
from one step to another and occurs whenever the magnitude of the displacements
becomes large enough to induce nonlinearities in the stiffness matrix, consequently
affecting the response of the structure.
43
3.2 Results and Discussion
As shown in Table 3.2, the change in the perforation velo city, between one mesh and the
subsequent mesh for the densities of 4, 6, 8 and 10 elements per cell edge, is less than
2%. There are very small differences in the perforation velocities from the 12 and 14
elements-per-cell-edge meshes when compared to the result of the mesh with 10 elements
per cell edge. Therefore, the lO-element-per-cell-edge mesh is chosen and used in the
validation with experimental results since it is the most computationally efficient mesh
that yields accurate results.
The level of friction between the rigid impactor and the honeycomb cell walls is not
known and can be very difficult to determine, especially since the friction level varies
with velocity. A parame tric study to assess the effect of friction on the perforation
velocity was therefore conducted. It is evident from Table 3.3 and Figure 3.7 that the
coefficient of friction has a significant effect on the penetration and the perforation
velocity of the spherical impactor. It is shown that the higher the coefficient of friction,
the greater the deviation between the simulation and experimental perforation velocities.
In the case of frictionless contact (i.e. where the friction coefficient is zero), this velo city
difference varied between 37.71 mis and 127.90 mis for impact velocities in the range of
60 mis to 140 mis respectively. The ballistic limit falls between 40 mis and 45 mis when
the contact is frictionless. With a coefficient of friction of 0.3, the ballistic limit is
between 55 mis and 60 mis. A common trend for both coefficients of friction is that the
deviation between perforation velocities given by simulation and experiments is smaller
with increasing impact velocities. From this study, the significance of the coefficient of
friction is highlighted. In detailed finite element modeling of the penetration of
honeycombs, carefully studying the effect of friction is warranted. The average value of
0.15 is used in the validation of the detailed model with experimental results from
Goldsmith and Louie (1995) as shown in Figure 3.8.
44
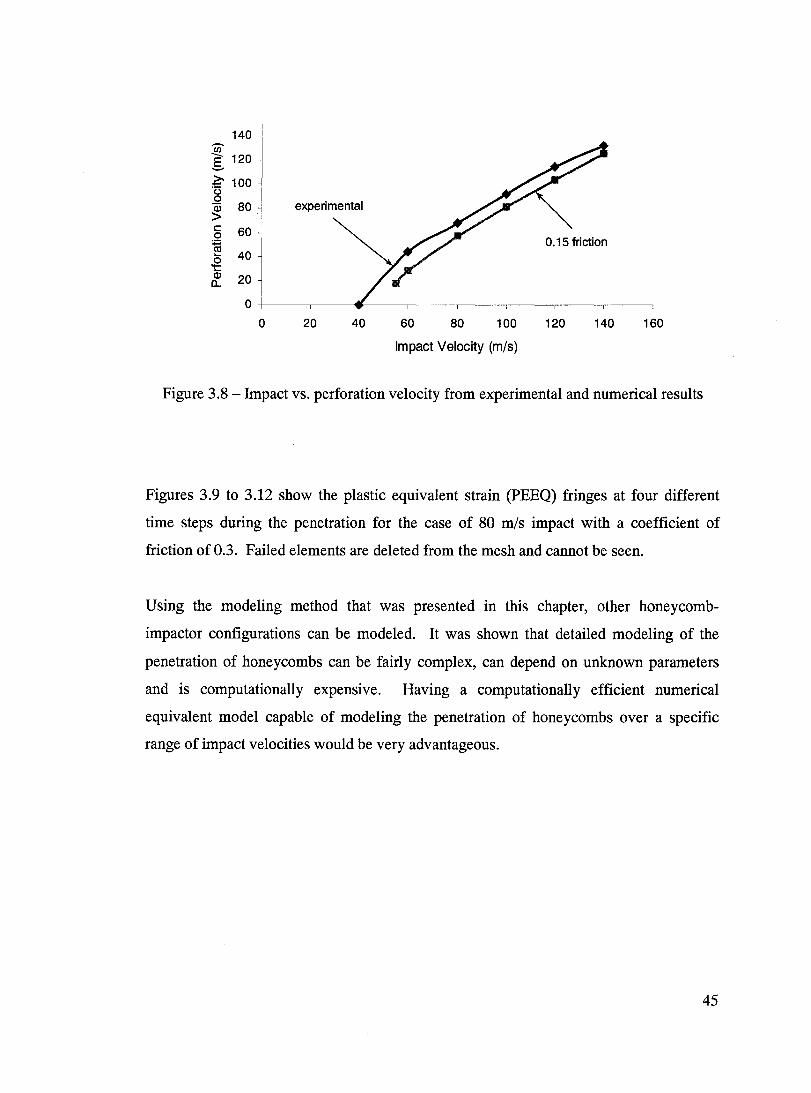
140 Ci) E 120 ---:È' 100 (.) o ~ 80
c 60 0
~ 40 0
't CI) 20 Il...
0
0 20 40 60 80 100 120 140 160
Impact Velocity (mis)
Figure 3.8 - Impact vs. perforation velocity from experimental and numerical results
Figures 3.9 to 3.12 show the plastic equivalent strain (PEEQ) fringes at four different
time steps during the penetration for the case of 80 mis impact with a coefficient of
friction of 0.3. Failed elements are deleted from the mesh and cannot be seen.
Using the modeling method that was presented in this chapter, other honeycomb
impactor configurations can be modeled. It was shown that detailed modeling of the
penetration of honeycombs can be fairly complex, can depend on unknown parameters
and is computationally expensive. Having a computationally efficient numerical
equivalent model capable of modeling the penetration of honeycombs over a specifie
range of impact velocities would be very advantageous.
45
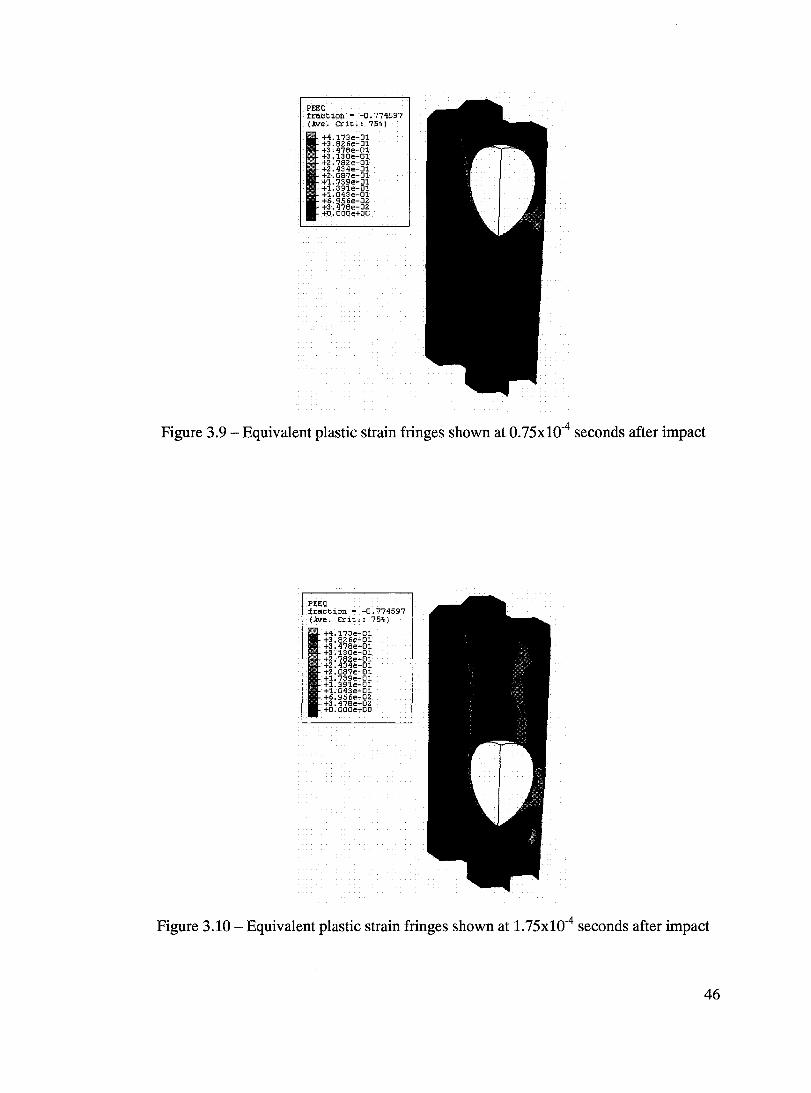
PEEQ fraction = -0.774597 (Ave. Crit.: 75'<)
+4. 173e-01 +3.BZ6e-01 +3.476e-01 +3.130,,-01 +Z.782e-01 +2.434e-01 +2.067e-01 +1. 73ge-01 +1.391e-01 +1.043e-01 +6.956e-OZ +3. 476e-OZ +O.OOOe+OO
Figure 3.9 - Equivalent plastic strain fringes shown at O.75xlO-4 seconds after impact
PEEQ fraction = -0.774597 (Ave. Crit.: 75%)
+4.173,,-01 +3.8Z6e-01 +3. 478e-01 +3.130,,-01 +2.782e-01 +Z.434e-01 +2.0B7e-01 +1.73ge-01 +1. 391e-01 +1.043e-01 +6.956e-02 +3. 47Be-OZ +O.OOOe+OO
Figure 3.10 - Equivalent plastic strain fringes shown at 1.75xlO-4 seconds after impact
46
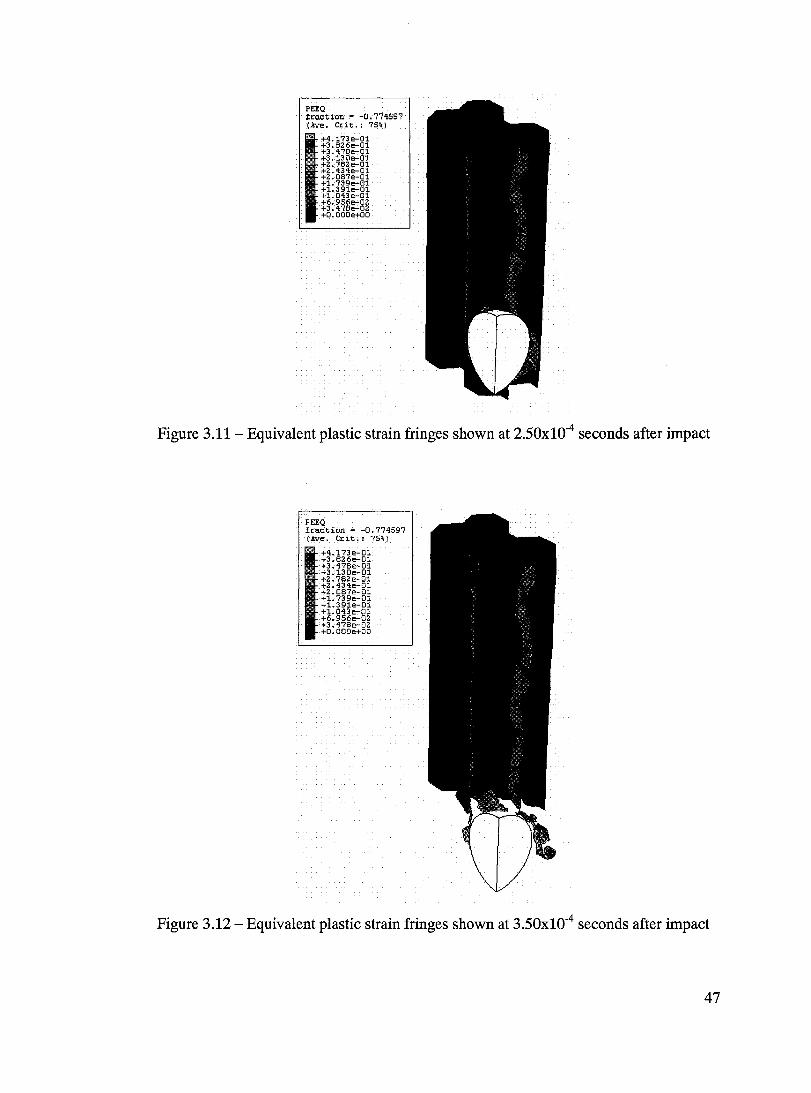
PEEQ fraction = -0.774597 (Ave. Crit.: 75%)
+4.173e-Ol +3. 6e-Ol +3. -01 +3. -01 +2. 01 +2. 01 +2. e-Ol +1. 73ge-Ol +1. 391e-Ol +1.043e-Ol +6.9S6e-02 +3. 478,,-OZ +O.OOOe+OO
Figure 3.11- Equivalent plastic strain fringes shown at 2.50xlQ-4 seconds after impact
PEEQ fraction = -0.774597 (Ave. Crit.: 75%)
+4.173e-Ol +3.8Z6e-Ol +3. 478e-Ol +3.130e-Ol +2.78Ze-Ol +2. 434e-Ol +2.087e-Ol +1.73ge-Ol +1.391e-Ol +1. 043e-Ol +6.956e-02 +3. 478e-02 +O.OOOe+OO
Figure 3.12 - Equivalent plastic strain fringes shown at 3.50x10-4 seconds after impact
47

CHAPTER4
EQUIVALENT HONEYCOMB MODELING
Using the P - a porous model that is described in Section 2.1.2, a two-dimensional
continuous isotropic axisymmetric numerical model for the penetration of honeycombs
by a projectile is developed. This model is based on four undetermined parameters and is
optimized to accurately predict perforation velocities of projectiles. An optimal set of
mate rial parameters is found from the Taguchi optimization method as will be presented
in Chapter 5.
4.1 Model Description
4.1.1 Geometry and boundary conditions
A rectangular sectional area, having a width of 22.225 mm and a height of 19.05 mm, is
used in the axisymmetric model. The width is chosen such that the ratio of target edge
size to impactor radius is 7. Meguid et al. (1999) suggest in their work on the
axisymmetric modeling of shot peening that this ratio should be a minimum of 5. The
height corresponds to the thickness of the honeycomb cluster (i.e. the height of each ceIl).
The spherical impactor is modeled axisymmetrically with a diameter of 6.35 mm.
Geometry, dimensions and boundary conditions of the equivalent model are shown in
48
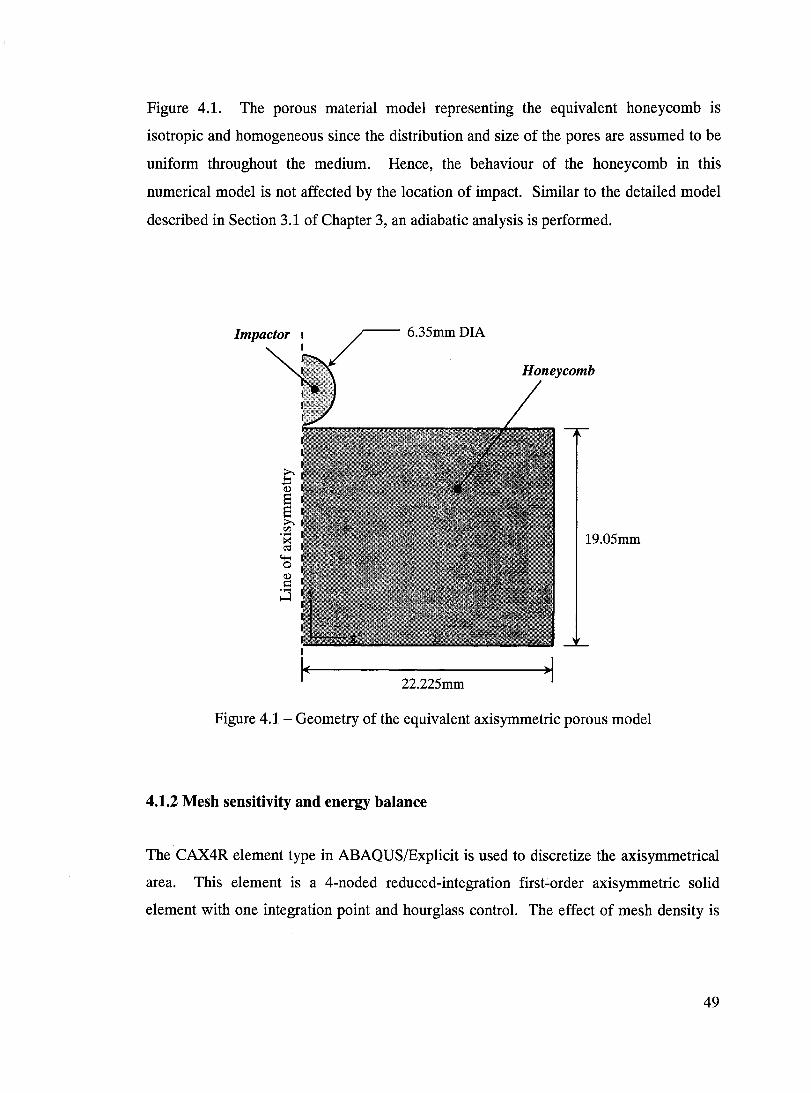
Figure 4.1. The porous material model representing the equivalent honeycomb is
isotropic and homogeneous since the distribution and size of the pores are assumed to be
uniform throughout the medium. Hence, the behaviour of the honeycomb in this
numerical model is not affected by the location of impact. Similar to the detailed model
described in Section 3.1 of Chapter 3, an adiabatic analysis is performed.
~- 6.35mm DIA
19.05mm
22.225mm
Figure 4.1- Geometry of the equivalent axisymmetric porous model
4.1.2 Mesh sensitivity and energy balance
The CAX4R element type in ABAQUSlExplicit is used to discretize the axisymmetrical
area. This element is a 4-noded reduced-integration first-order axisymmetric solid
element with one integration point and hourglass control. The effect of mesh density is
49
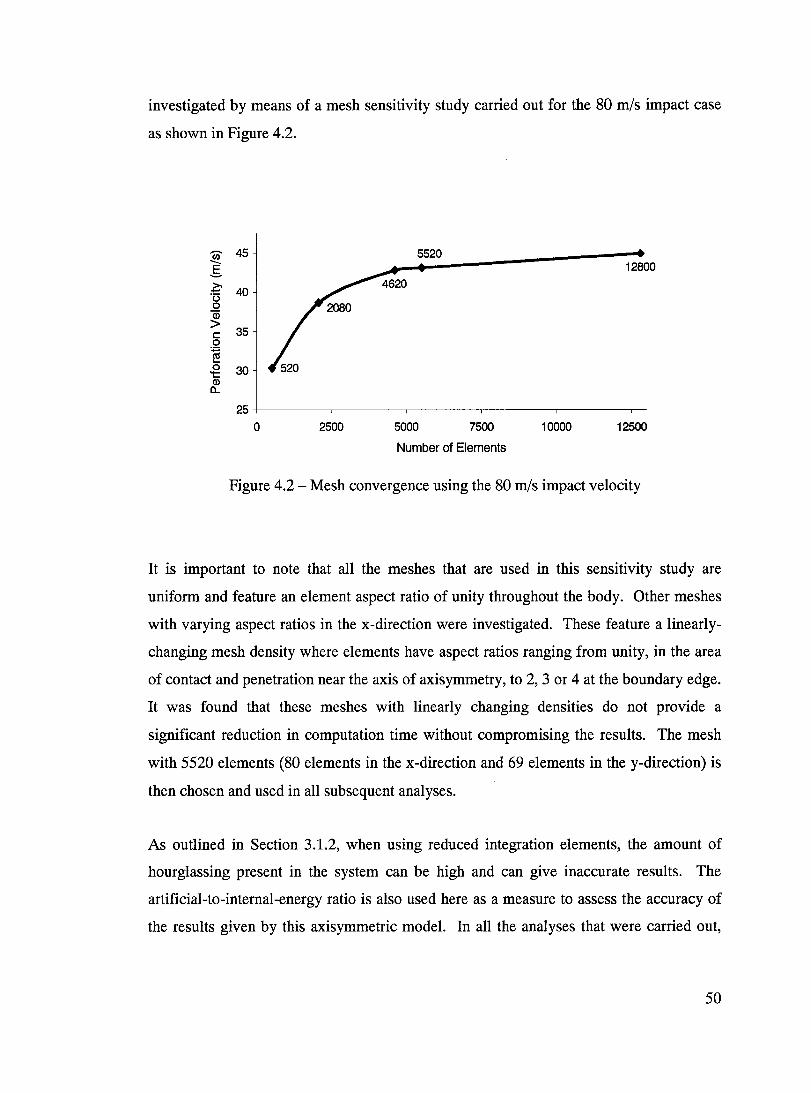
investigated by means of a mesh sensitivity study carried out for the 80 mis impact case
as shown in Figure 4.2.
~ 45 5520
.s 12800
>- 40 -"u 0
CD > 35 c: 0
~ 0 30 't: ID a..
25 0 2500 5000 7500 10000 12500
Number of Elements
Figure 4.2 - Mesh convergence using the 80 mis impact velo city
It is important to note that aIl the meshes that are used in this sensitivity study are
uniform and feature an element aspect ratio of unit y throughout the body. Other meshes
with varying aspect ratios in the x-direction were investigated. These feature a linearly
changing mesh density where elements have aspect ratios ranging from unit y , in the area
of contact and penetration near the axis ofaxisymmetry , to 2, 3 or 4 at the boundary edge.
It was found that these meshes with linearly changing densities do not provide a
significant reduction in computation time without compromising the results. The mesh
with 5520 elements (80 elements in the x-direction and 69 elements in the y-direction) is
then chosen and used in aIl subsequent analyses.
As outlined in Section 3.1.2, when using reduced integration elements, the amount of
hourglassing present in the system can be high and can give inaccurate results. The
artificial-to-internal-energy ratio is also used here as a measure to assess the accuracy of
the results given by this axisymmetric model. In aIl the analyses that were carried out,
50
this energy ratio was found to vary between 25% and 30%. Attempts to reduce the high
amount of artificial energy in the system by mesh refinement, varying contact stiffness
parameters and using different hourglass control options proved unsuccessful. It was
finalIy speculated that the large amount of artificial energy is due to the instantaneous
failure model used. To test this hypothesis, two simulations - one without failure and
another with failure (aIl el se being the same) - were carried out and compared for the
case of 5 mis impact.
The tensile failure model that is used is based on the hydrostatic stress given by
1 am =-traceaij ,
3 (4.1)
where (J' m is the hydrostatic stress and (J'ij is the total stress tensor.
In this model, damage is not accumulated and failure occurs abruptly when the
hydrostatic stress, (J' m' exceeds the specified value of hydrostatic cutoff failure stress (J' f .
It was found that the artificial-to-internal-energy ratio was 2% in the analysis without
failure compared to 26% in the analysis with failure. This can be explained by the fact
that as elements fail abruptly, ABAQUSlExplicit induces artificial energy in the system
in the form of damping when necessary in order to keep the explicit integration scheme
stable. Further studies should be carried out in the future to reduce the energy ratio.
These studies should include the investigation of other failure models that can be used
with the P - a porous model. The results given by this axisymmetric model are hence
accepted as an approximate solution and will be used in the Taguchi optimization in
Chapter 5.
51
4.1.3 Contact and interactions
Contact between the equivalent medium and the rigid sphere is modeled using the contact
pair option available in ABAQUSlExplicit. The kinematic contact algorithm is specified
and associated with this option to enforce contact. This predictor/corrector algorithm
advances the kinematic state of the model to a predicted configuration without
considering the contact conditions. In this configuration, the slave nodes that penetrate
the mas ter surface are determined. The resisting force that is required to oppose
penetration is then ca1culated using the depth of penetration of each slave node, the mass
associated with the node, and the time increment. A corrected configuration, in which
the contact constraints are enforced, is then determined and subsequently used. The
general contact algorithm (described in Section 3.1.3) was not used because there is no
need to account for self-contact within the equivalent honeycomb medium.
Similar to the detailed model, the Coulomb friction model with a coefficient of friction of
0.1 is used. This coefficient does not represent true friction between the rigid impactor
and the deformable equivalent body and cannot be found from experimental tests or other
numerical studies. It was arbitrarily chosen (close to the 0.15 value used in the detailed
model) to represent a certain level of friction between the penetrating rigid impactor and
the equivalent honeycomb model.
4.1.4 Material modeling
A number of mate rial properties are specified for the P - a model, as outlined in section
2.1.2, to define the volumetric and deviatoric behaviour of the porous material. These
properties are listed for Aluminum 5052-H19 1/8in - O.OOlin honeycomb in Table 4.1.
52
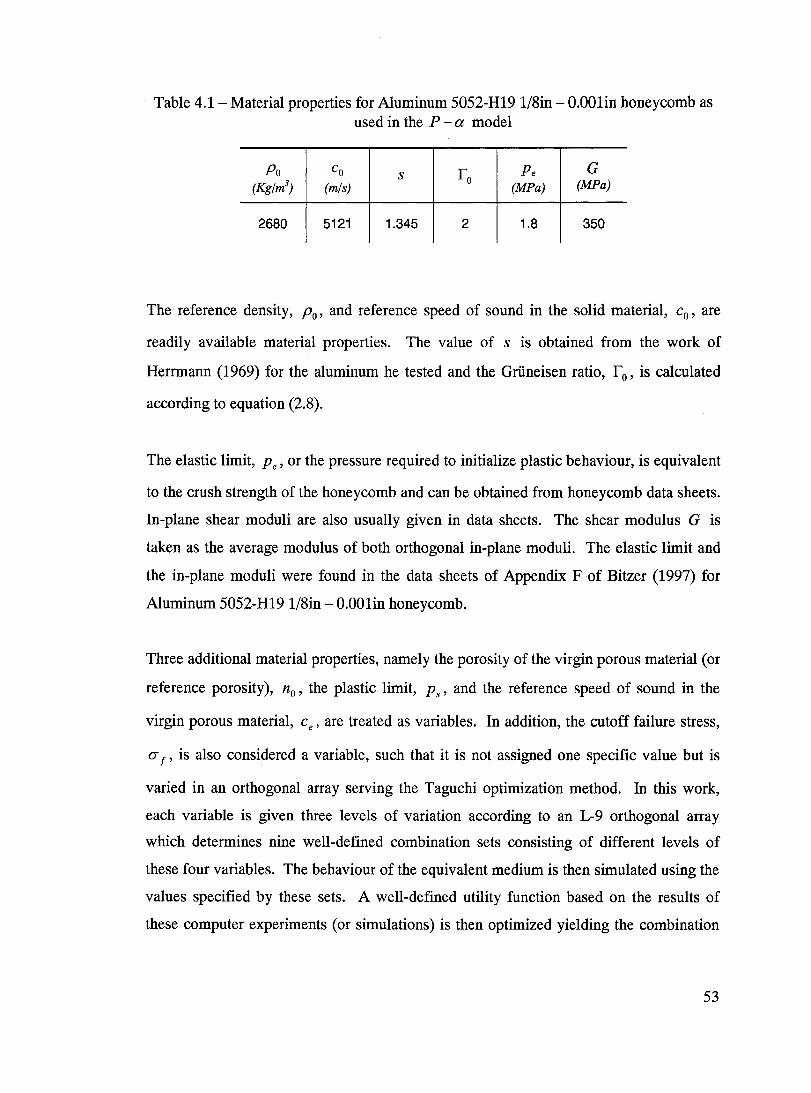
Table 4.1- Material properties for Aluminum 5052-H191/8in - O.OOlin honeycomb as used in the P - a model
Po Co s ro Pe G (Kglm3
) (mis) (MPa) (MPa)
2680 5121 1.345 2 1.8 350
The reference density, Po, and reference speed of sound in the solid material, co' are
readily available material properties. The value of s is obtained from the work of
Herrmann (1969) for the aluminum he tested and the Grüneisen ratio, r o ' is calculated
according to equation (2.8).
The elastic limit, Pe' or the pressure required to initialize plastic behaviour, is equivalent
to the crush strength of the honeycomb and can be obtained from honeycomb data sheets.
In-plane shear moduli are also usually given in data sheets. The shear modulus G is
taken as the average modulus of both orthogonal in-plane moduli. The elastic limit and
the in-plane moduli were found in the data sheets of Appendix Fof Bitzer (1997) for
Aluminum 5052-H191/8in - O.OOlin honeycomb.
Three additional material properties, namely the porosity of the virgin porous material (or
reference porosity), no, the plastic limit, Ps' and the reference speed of sound in the
virgin porous material, Ce' are treated as variables. In addition, the cutoff failure stress,
(J' f' is also considered a variable, such that it is not assigned one specifie value but is
varied in an orthogonal array serving the Taguchi optimization method. In this work,
each variable is given three levels of variation according to an L-9 orthogonal array
which determines nine well-defined combination sets consisting of different levels of
these four variables. The behaviour of the equivalent medium is then simulated using the
values specified by these sets. A well-defined utility function based on the results of
these computer experiments (or simulations) is then optimized yielding the combination
53
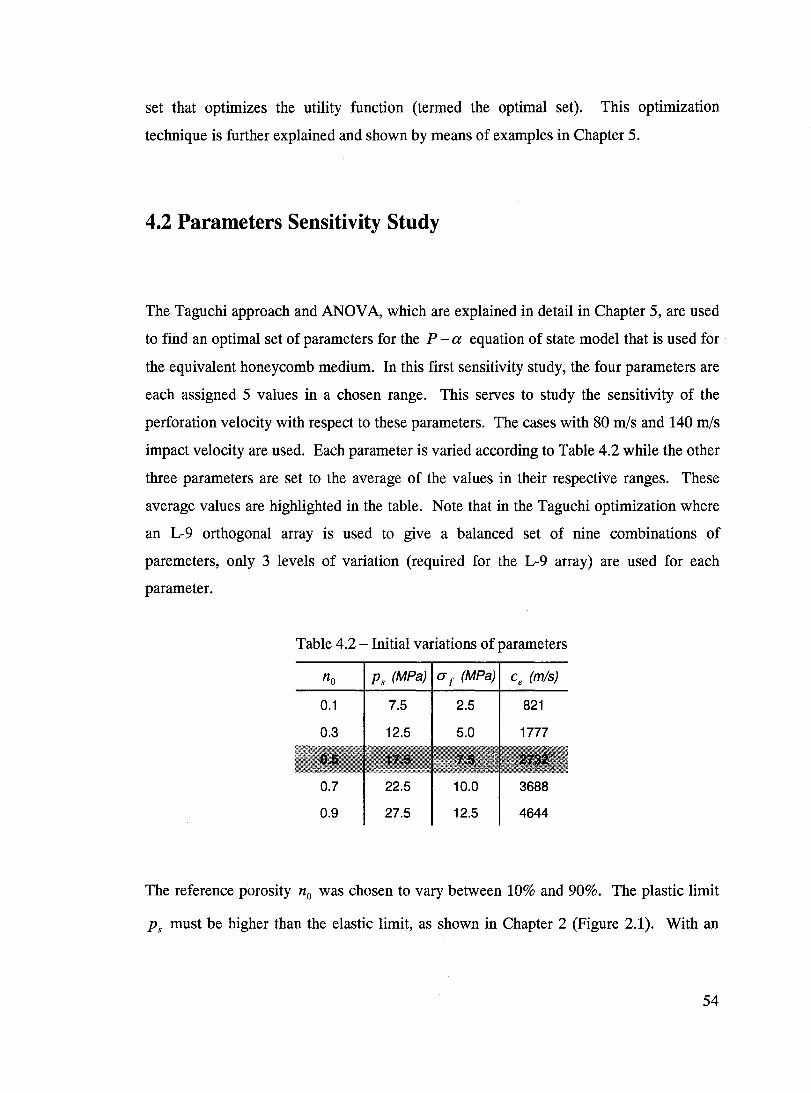
set that optimizes the utility function (termed the optimal set). This optimization
technique is further explained and shown by means of examples in Chapter 5.
4.2 Parameters Sensitivity Study
The Taguchi approach and ANDV A, which are explained in detail in Chapter 5, are used
to find an optimal set of parameters for the P - a equation of state model that is used for .
the equivalent honeycomb medium. In this first sensitivity study, the four parameters are
each assigned 5 values in a chosen range. This serves to study the sensitivity of the
perforation velo city with respect to these parameters. The cases with 80 mis and 140 mis
impact velo city are used. Each parameter is varied according to Table 4.2 while the other
three parameters are set to the average of the values in their respective ranges. These
average values are highlighted in the table. Note that in the Taguchi optimization where
an L-9 orthogonal array is used to give a balanced set of nine combinations of
paremeters, only 3 levels of variation (required for the L-9 array) are used for each
parameter.
Table 4.2 - Initial variations of parameters
no
0.1
0.3
0.7
0.9
Ps (MPa)
7.5
12.5
22.5
27.5
a f (Mpa)
2.5
5.0
10.0
12.5
ce (mis)
821
1777
3688
4644
The reference porosity no was chosen to vary between 10% and 90%. The plastic limit
Ps must be higher than the elastic limit, as shown in Chapter 2 (Figure 2.1). With an
54
elastic limit of 1.8 MPa for the honeycomb configuration studied, a lower plastic limit of
7.5 MPa was chosen significantly higher than the elastic limit. The plastic limit was
allowed to vary up to 27.5 MPa in increments of 5.0 MPa. The lower limit of the cutoff
failure stress is chosen as 2.5 MPa, and varied up to 12.5 MPa as shown in Table 4.2.
Running a number of simulations with different upper limits of the cutoff stress, this 12.5
MPa limit was chosen to ensure that perforation of the projectile occurs for the 80 mis
impact velocity case. The speed of sound in the virgin porous material was assumed to
be related linearly to the initial value of porosity no. In this linear relationship, it was
assumed that the speed of sound in air corresponds to a 100% porous material and the
speed of sound in solid aluminum corresponding to a zero percent porous medium. This
assumption does not violate the condition stated for the Taguchi optimization method
where no significant interactions should exist between factors (ref. Section 2.3.1).
Having one of the factors as a function of another represents the presence of colinearity
(not interactions) between factors. Moreover, the reverse order of the speeds of sound
with respect to porosity was used as a check in a Taguchi L-9 orthogonal array. It was
found that reversing the order of factors does not change the optimal solution.
The initial parameter variation study was conducted for impact velocities of 80 mis and
140 mis. The resulting perforation velocities for each combination of parameters
simulated are recorded in Table 4.3. The variations in perforation velocities differ
significantly in sorne cases. For example, considering the 80 mis impact velocity
simulation, the effects of both the initial porosity and the failure stress are significant (i.e.
the difference in the perforation velo city between the cases with the lower and upper
range values is 41.45 mis and 40.20 mis respectively) for the same values of plastic limit
Ps (17.5 MPa) and speed of sound in the virgin porous material ce (2722 mis). By
ca1culating the same difference in perforation velocity, it can be shown that the effect of
the plastic limit is clearly negligible while the speed of sound in the virgin porous
material can be considered relatively important. Also, it is of interest to note that the
perforation velo city would be more sensitive to the plastic limit, failure stress and speed
of sound parameters in the lower velocity range, as evidenced by having more variation
for the cases involving 80 mis impacts.
55
The purpose of this study is to assess the sensitivity of each parameter individually.
When conducting an optimization to find the optimal set of parameters for correlation
with experimental results, it can be expected that the initial porosity and failure stress
parameters have more effect on the perforation velocity than the plastic limit and the
speed of sound in the virgin porous mate rial and hence will have a more significant
contribution to the results. This is also shown in Figures 4.3 and 4.4 where the graphs of
perforation velocity against the Ps and Ce parameters do not show significant variations
as plotted on the same perforation velo city scale. This is in contrast to the steeper plots
shown in Figures 4.5 and 4.6 for the po rosit y and failure cutoff stress, respectively.
56
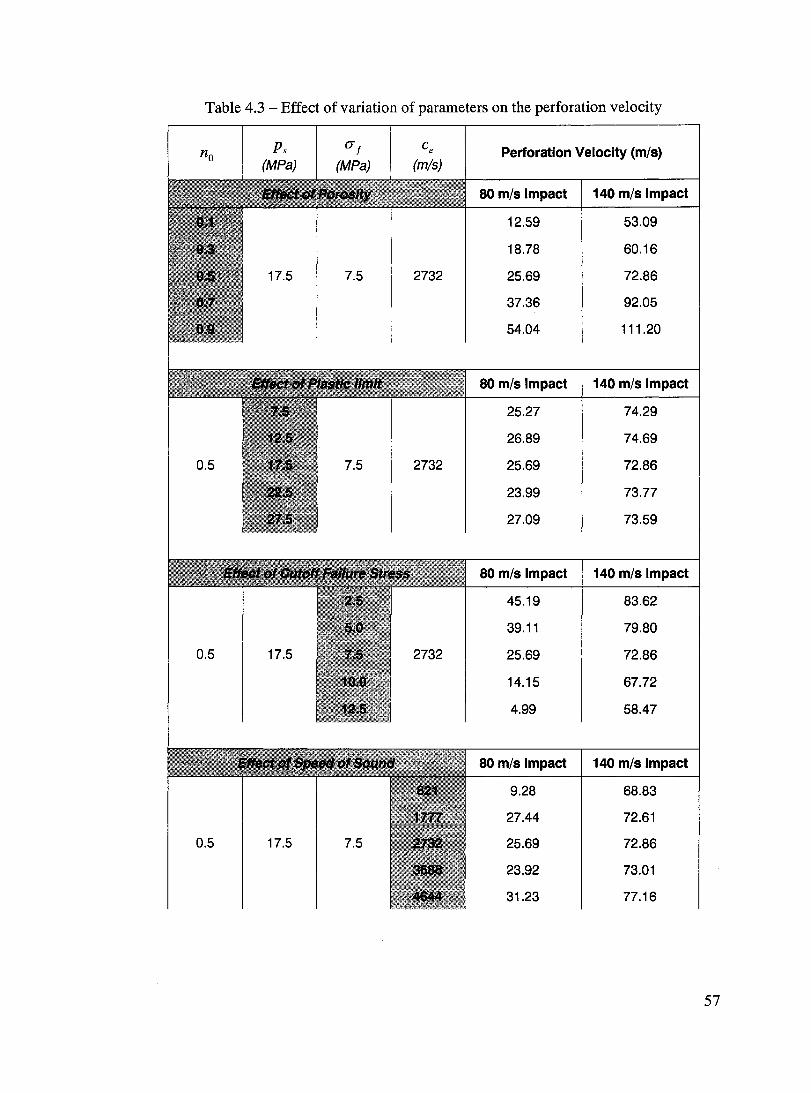
Table 4.3 - Effect of variation of parameters on the perforation velo city
Ps (MPa)
(Yr (MPa)
Ce
(mis) Perforation Velocity (mIs)
80 mIs Impact 140 mIs Impact
12.59 53.09
18.78 60.16
25.69 72.86
37.36 92.05
54.04 111.20
80 mIs Impact 140 mIs Impact
25.27 74.29
26.89 74.69
25.69 72.86
23.99 73.77
27.09 73.59
80 mIs Impact 140 mIs Impact
45.19 83.62
39.11 79.80
25.69 72.86
14.15 67.72
4.99 58.47
80 mIs Impact 140 mIs Impact
9.28 68.83
27.44 72.61
25.69 72.86
23.92 73.01
31.23 77.16
57
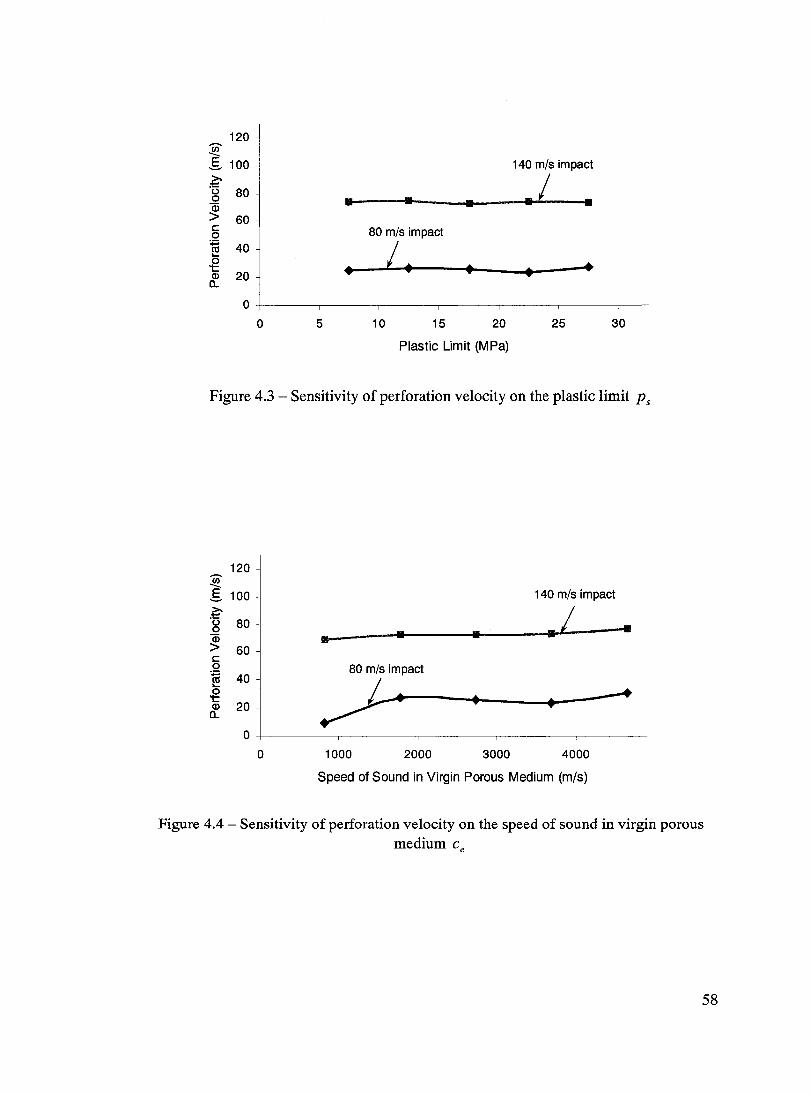
120 .-.. ~ S 100 140 mis impact ~ '13 80 0 ID • • • ./ • > 60 c: 0 80 mis impact
~ 40 .g Q) 20 a.. • L. • • ..
0
0 5 10 15 20 25 30
Plastic Limit (MPa)
Figure 4.3 - Sensitivity of perforation velo city on the plastic limit p s
120 ~ S 100 140 mis impact
.~ u 80 0
~ 60 • • ./ • ..
c: 0
~ 40 .... 0 't Q) 20 a..
80 mis impact
/ • .. • 0
0 1000 2000 3000 4000
Speed of Sound in Virgin Porous Medium (mis)
Figure 4.4 - Sensitivity of perforation velocity on the speed of sound in virgin porous
medium ce
58
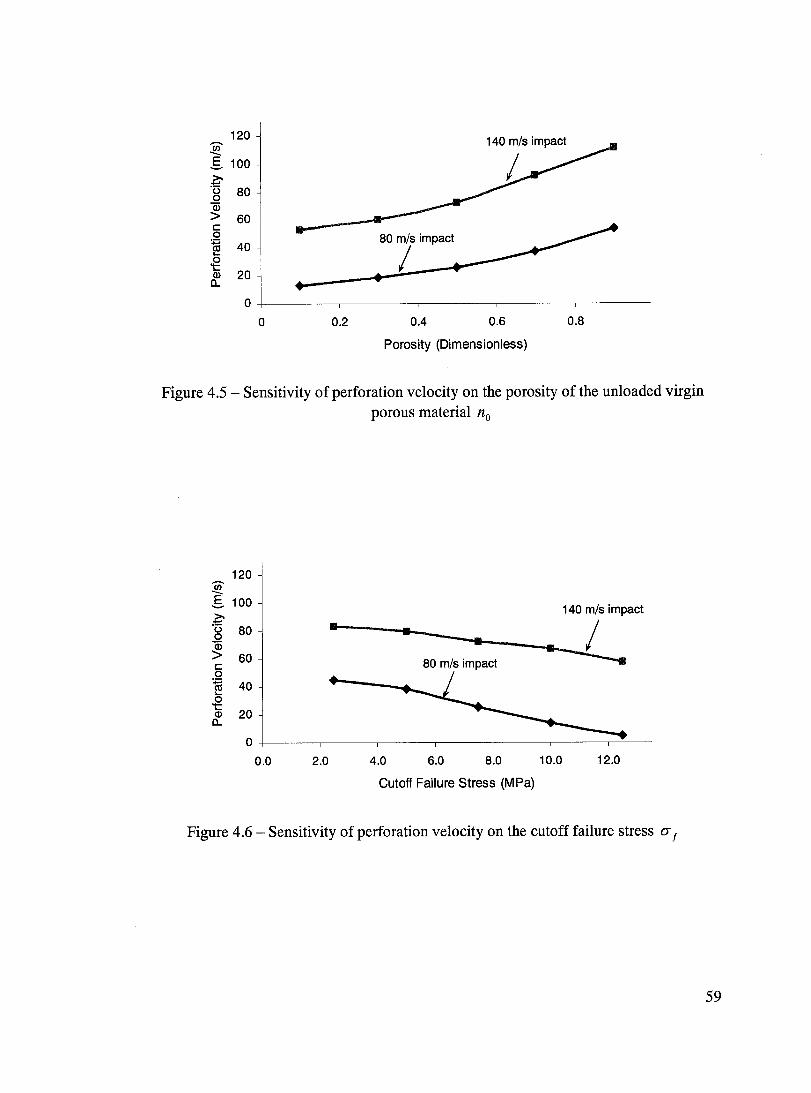
120 ~ g 100 ~ 'u 80 o
~ 60 c 0
~ 40 .... 0 't:
20 Q) D-
O
0
: 80m/Sjmpact~ . 1
0.2 0.4 0.6 0.8
Porosity (Dimensionless)
Figure 4.5 - Sensitivity of perforation velo city on the porosity of the unloaded virgin porous mate rial no
120 ~ g 100 ~
III-'u 80 0 ID > 60 c 0
• --. 140 mis impact
.~ 80 mis impact
~ 40 .... 0 't:
20 Q) D-
o 0.0 2.0 4.0 6.0 8.0 10.0 12.0
Cutoff Failure Stress (MPa)
Figure 4.6 - Sensitivity of perforation velocity on the cutoff failure stress (J' f
59
CHAPTERS
THE TAGUCHI OPTIMIZATION
The optimization of the parameters in the P - a mate rial model that is used in the
equivalent axisymmetric modeling of honeycombs is presented in this chapter. The set of
parameters (no, p s' CFf' Ce) forms the basis for this optimization by means of an objective
function using the conventional Taguchi method. The equivalent optimal model is
validated using published experimental results by Goldsmith and Louie (1995). The
computational efficiency of the model, in terms of the time required for computations, is
then assessed and compared to that of the detailed honeycomb model of Chapter 3.
5.1 Utility Function
The objective of this study is to optimize the equivalent numerical model for the accurate
prediction of perforation velocities of bare Aluminum 5052-H19 1/8in - O.OOlin
hexagonal honeycomb when subjected to impacts in the range of 60 m/s to 140 rn/s. The
optimization is based on the parameter set (no, p s' CF f ' ce) and is carried out for more than
one data point, namely for impact velocities of 60, 80, 100, 120 and 140 rn/s. This
constitutes a multiple-criteria problem where each velocity case can be considered as a
single criterion. By introducing a utility function, multiple-criteria problems can be
converted into and treated as single-criterion problems. For this work, the utility function
60

is defined as the sum of Z values at different velocities, where Z is the absolute value of
the difference in perforation velocities between experimental and simulation results, as
depicted in equation (5.1).
U = Z60 (no,ps'Ci f ,cJ+ Z80 (no, Ps'Ci f ,cJ+ Z100 (no,ps,Ci f ,cJ ... ... + Z120 (no,ps,Ci f ,cJ+ Z140 (no,ps,Ci f ,cJ
where
Z 1 V exp V sim 1 i = perforation - perforation i
and
no E (nO-l' nO-2' nO-3)
Ps E (PS-PPS-2,PS-3)
Ci f E(Cif-pCif-2,Cif-3)
ce E (Ce-l'Ce-2,Ce-3)
(5.1)
In order to minimize the utility function U , the Taguchi optimization method is used to
find the optimal set of parameters (no, P s' Ci f ' ce) that yield the smallest deviation
between simulation and experimental results. Since the exact relationship between these
four parameters and the perforation velo city given by the finite element method is not
known (i.e. the finite element method acts as a "black box" to give data points), the
optimization is discrete and yields onl y a local minimum.
5.2 Conventional Taguchi Optimization
The four material parameters discussed in Chapter 4 - termed 'factors' in the Taguchi
optimization - are each assigned three levels of variation according to an L-9 orthogonal
array as shown in Table 5.1, where the numbers '1', '2' and '3' denote three different
levels (or values) a factor. It is shown that each factor appears an equal number of times
61
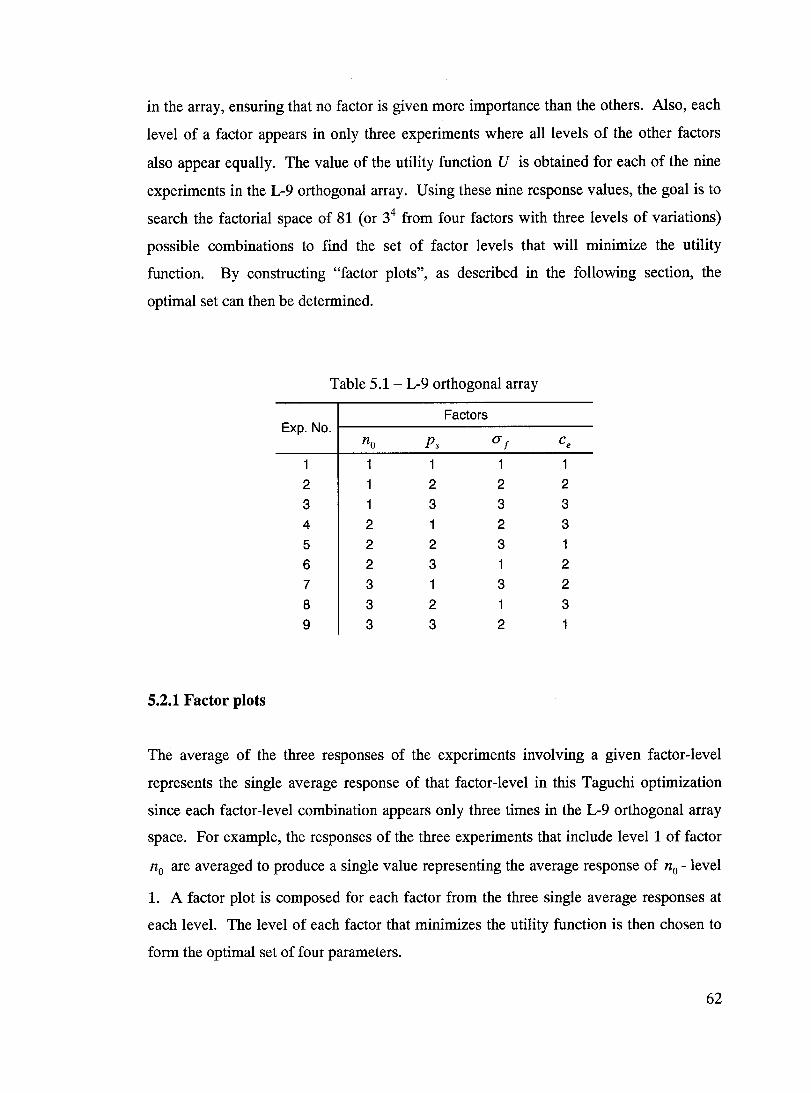
in the array, ensuring that no factor is given more importance than the others. Also, each
level of a factor appears in only three experiments where aIl levels of the other factors
also appear equaIly. The value of the utility function U is obtained for each of the nine
experiments in the L-9 orthogonal array. Using these nine response values, the goal is to
search the factorial space of 81 (or 34 from four factors with three levels of variations)
possible combinations to find the set of factor levels that will minimize the utility
function. By constructing "factor plots", as described in the following section, the
optimal set can then be determined.
5.2.1 Factor plots
The average of the three responses of the experiments involving a given factor-Ievel
represents the single average response of that factor-Ievel in this Taguchi optimization
since each factor-Ievel combination appears only three times in the L-9 orthogonal array
space. For example, the responses of the three experiments that include level 1 of factor
no are averaged to pro duce a single value representing the average response of no - level
1. A factor plot is composed for each factor from the three single average responses at
each level. The level of each factor that minimizes the utility function is then chosen to
form the optimal set of four parameters.
62

5.2.2 Prediction equation and additivity of the method
In the case where the optimal set is not one of the nine combinations tested (Le. it belongs
to the other 72 of 81 possible factorial experiments), which is often the case, the utility
function response for this optimal set can be ca1culated using equation (2.23). This
equation is rewritten as equation (5.2) for this optimization and can be used to find the
response of any of the 81 possible combinations.
(5.2)
where U predicted is the predicted response of the utility function for a specifie set of factor
levels; U is the average U response from all nine experiments in the array and U no '
U ps ' U (J' f and U Ce are the average responses from aIl experiments involving the desired
levelof no, Ps' a f and ce' respectively.
As discussed in Section 2.3.2, for the prediction equation to accurately predict the
response of a specifie combination set of factor-Ievels, no interactions should exist
between factors. A simple check for the presence of interactions is done by assessing the
additivity assumption where the response of the optimal solution given by the prediction
equation is compared to the response given by the corresponding experiment (or
simulation). If the two responses are within 10% of each other (according to Sen and
Yang, 1998), then the additivity of the method holds true and hence the assumption of
insignificant interactions between factors is valid. The discrepancies between actual and
predicted responses can sometimes be the result of the deviation from linearity of the
predictive model used. As long as there are no multiplicative terms, the assumption of
additivity is valid given no significant interactions between factors.
63
5.2.3 Analysis of variance
Since the numerical model is used as a black box to give the perforation velocities that
are used in the optimization, it would be beneficial to know the effect of each factor on
the results. The contribution of each factor to the utility function response value is
assessed using the analysis of variances (ANOVA). This analysis is carried out on the
average response of each factor-Ievel. The total sum of squares and the sum of squares of
responses of each factor are ca1culated according to equations (2.24) and (2.25). The
ratio of these two sums given by (2.26), determines the percent contribution of each
factor to the overall response value.
5.3 The Taguchi Experiments
Two Taguchi optimizations are carried out. The first optimization is based on an "initial"
L-9 orthogonal array that spans the range of initial porosity of 10% to 90%. The second
optimization utilizes an array with the same percentage of variation for all four factors
and is centered about the optimal solution given by the first optimization. The
contributions of each factor to the results in each optimization are assessed and
compared. Single objective-criterion studies are also carried out using each velo city
separately.
5.3.1 Initial array optimization
The initial L-9 orthogonal array spans a relatively wide range of the four factors. Three
levels of variation for each factor are considered according to equation (5.1) as shown in
Table 5.2. The initial porosity no covers the range of 10% to 90%. The range of (J f is
chosen such that the projectile perforates the equivalent medium for the case with the
smallest impact velocity (60m/s) and with the lowest level of initial porosity (10%). The
64
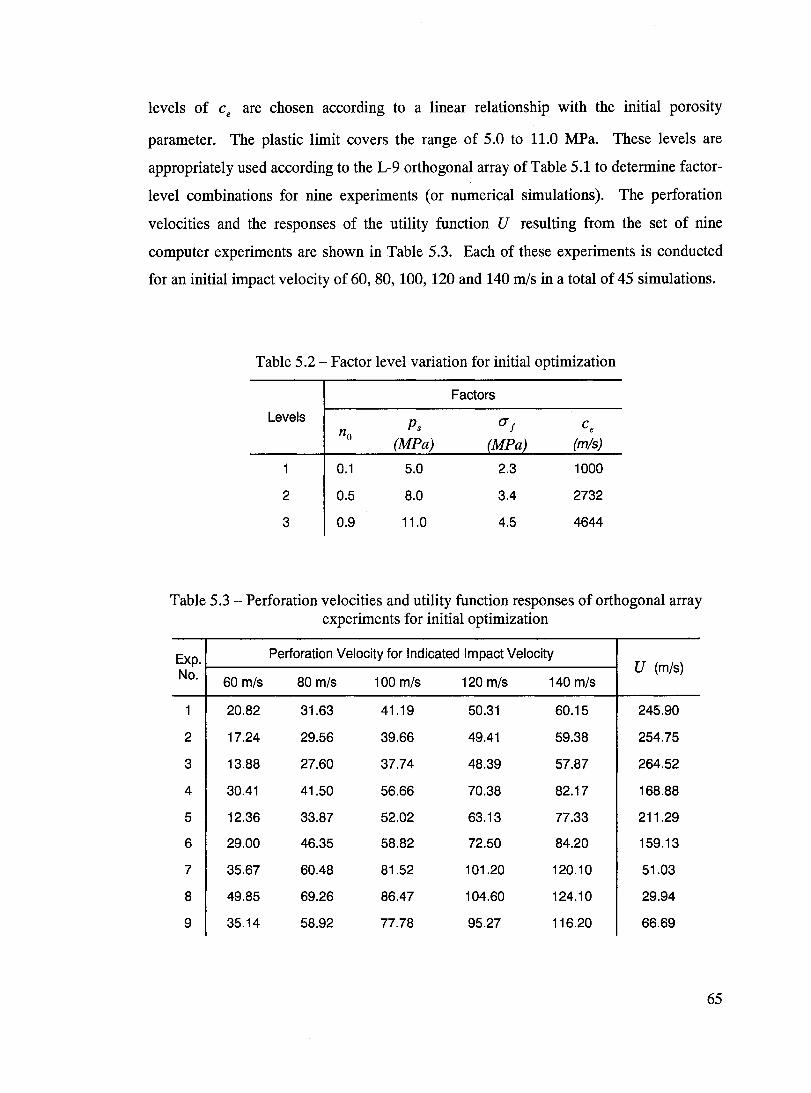
levels of Ce are chosen according to a linear relationship with the initial porosity
parameter. The plastic limit covers the range of 5.0 to 11.0 MPa. These levels are
appropriately used according to the L-9 orthogonal array of Table 5.1 to determine factor
level combinations for nine experiments (or numerical simulations). The perforation
velocities and the responses of the utility function U resulting from the set of nine
computer experiments are shown in Table 5.3. Each of these experiments is conducted
for an initial impact velo city of 60,80, 100, 120 and 140 mis in a total of 45 simulations.
Table 5.2 - Factor level variation for initial optimization
Factors
Levels Ps CY f ce no (MPa) (MPa) (mis)
0.1 5.0 2.3 1000
2 0.5 8.0 3.4 2732
3 0.9 11.0 4.5 4644
Table 5.3 - Perforation velocities and utility function responses of orthogonal array experiments for initial optimization
Exp. Perforation Velocity for Indicated Impact Velocity
No. U (mis) 60 mis 80 mis 100 mis 120 mis 140 mis
20.82 31.63 41.19 50.31 60.15 245.90
2 17.24 29.56 39.66 49.41 59.38 254.75
3 13.88 27.60 37.74 48.39 57.87 264.52
4 30.41 41.50 56.66 70.38 82.17 168.88
5 12.36 33.87 52.02 63.13 77.33 211.29
6 29.00 46.35 58.82 72.50 84.20 159.13
7 35.67 60.48 81.52 101.20 120.10 51.03
8 49.85 69.26 86.47 104.60 124.10 29.94
9 35.14 58.92 77.78 95.27 116.20 66.69
65
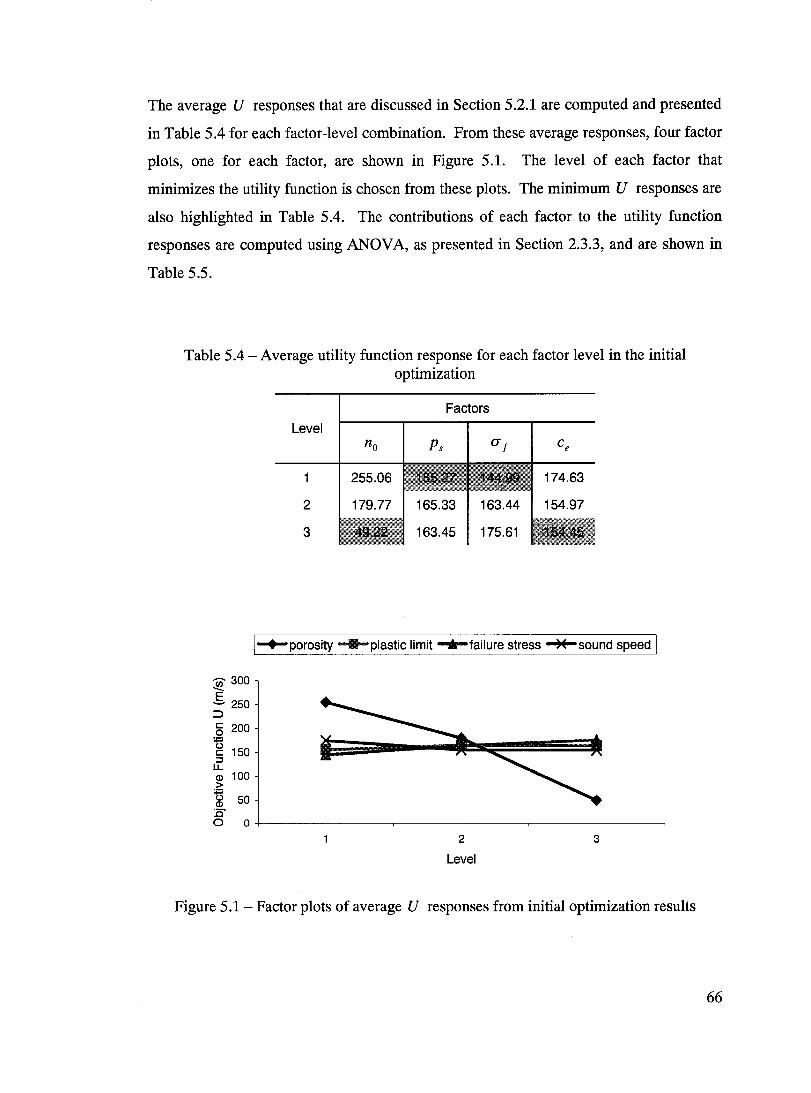
The average U responses that are discussed in Section 5.2.1 are computed and presented
in Table 5.4 for each factor-Ievel combination. From these average responses, four factor
plots, one for each factor, are shown in Figure 5.1. The level of each factor that
minimizes the utility function is chosen from these plots. The minimum U responses are
also highlighted in Table 5.4. The contributions of each factor to the utility function
responses are computed using ANOVA, as presented in Section 2.3.3, and are shown in
Table 5.5.
Table 5.4 - Average utility function response for each factor lev el in the initial optimization
:ê:' 300
S 250 ::> § 200
U c 150 ::::J u. Q) 100 > U 50 Q)
:0
Level
2
3
Factors
!-+-porosity -plastic limit ....... failure stress --*-sound speed!
o o+---------------~------------~--------------~
2
Level
3
Figure 5.1 - Factor plots of average U responses from initial optimization results
66
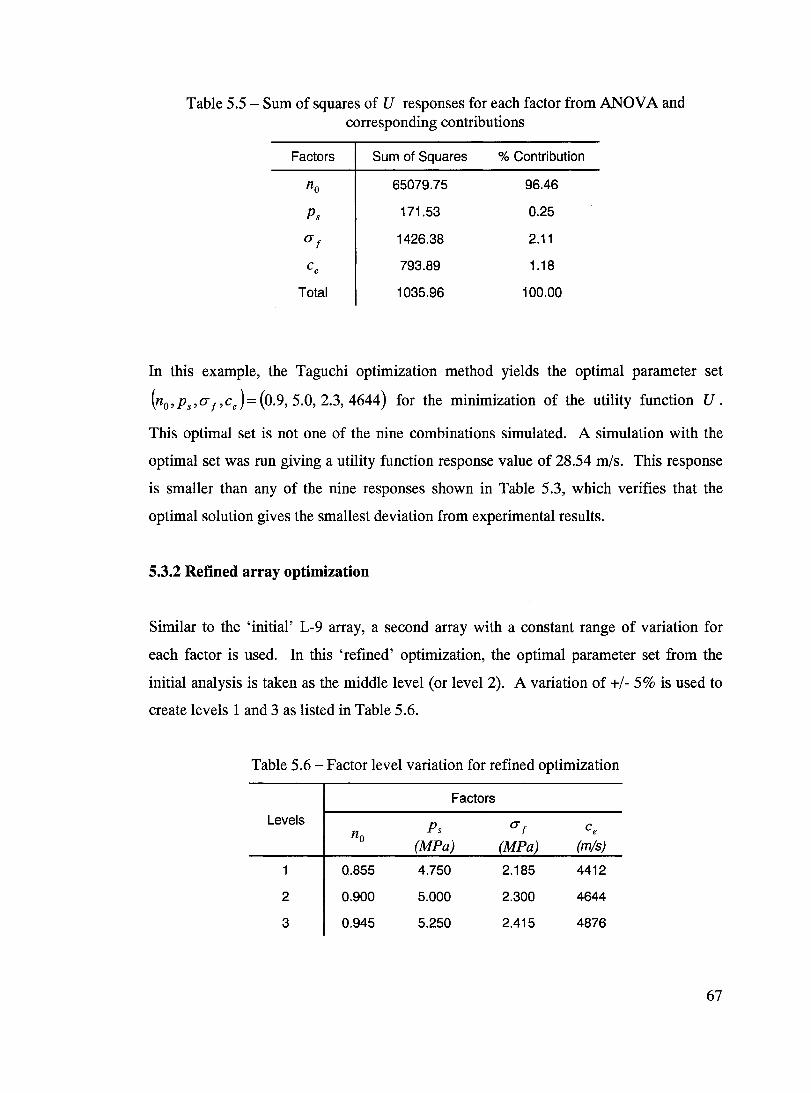
Table 5.5 - Sum of squares of U responses for each factor from ANOV A and corresponding contributions
Factors Sum of Squares % Contribution
no 65079.75 96.46
Ps 171.53 0.25
Ut 1426.38 2.11
ce 793.89 1.18
Total 1035.96 100.00
In this example, the Taguchi optimization method yields the optimal parameter set
(no,ps,ut ,cJ=(0.9, 5.0, 2.3, 4644) for the minimization of the utility function U.
This optimal set is not one of the nine combinations simulated. A simulation with the
optimal set was ron giving a utility function response value of 28.54 rn/s. This response
is smaller than any of the nine responses shown in Table 5.3, which verifies that the
optimal solution gives the smallest deviation from experimental results.
5.3.2 Refined array optimization
Similar to the 'initial' L-9 array, a second array with a constant range of variation for
each factor is used. In this 'refined' optimization, the optimal parameter set from the
initial analysis is taken as the middle level (or level 2). A variation of +/- 5% is used to
create levels 1 and 3 as listed in Table 5.6.
Table 5.6 - Factor level variation for refined optimization
Factors
Levels Ps Ut ce no (MPa) (MPa) (mis)
0.855 4.750 2.185 4412
2 0.900 5.000 2.300 4644
3 0.945 5.250 2.415 4876
67
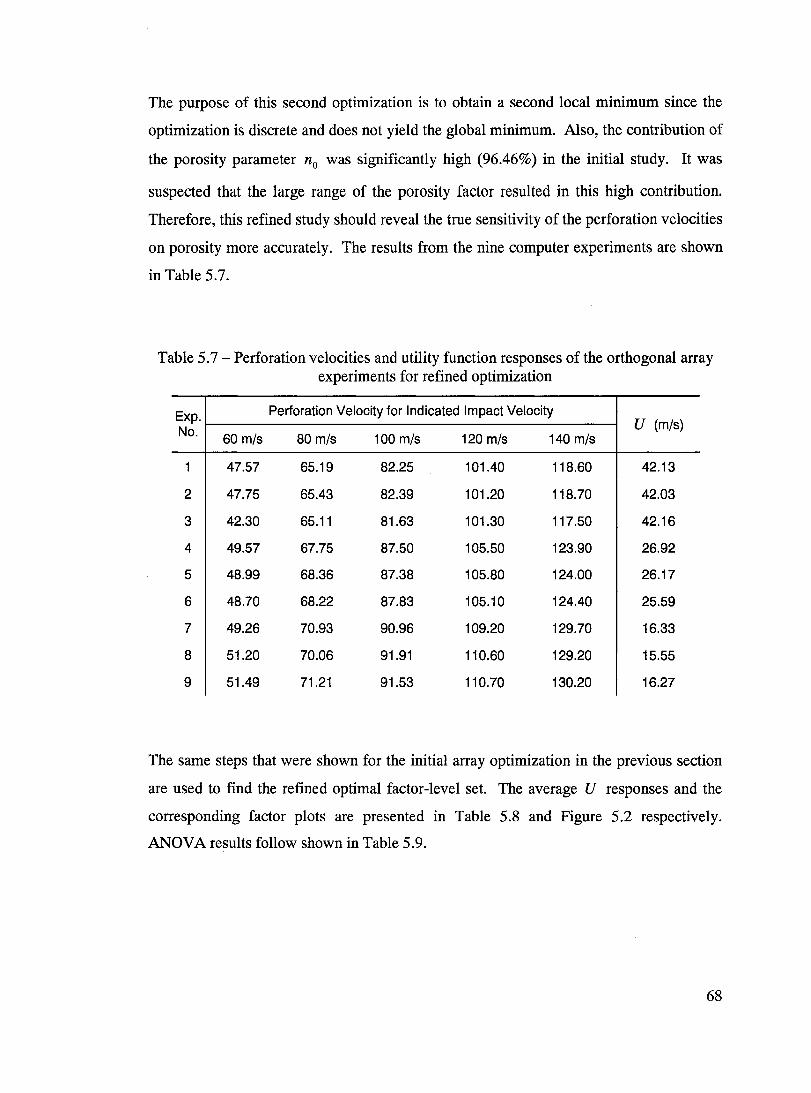
The purpose of this second optimization is to obtain a second local minimum since the
optimization is discrete and does not yield the global minimum. Also, the contribution of
the porosity parameter no was significantly high (96.46%) in the initial study. It was
suspected that the large range of the porosity factor resulted in this high contribution.
Therefore, this refined study should reveal the true sensitivity of the perforation velocities
on porosity more accurately. The results from the nine computer experiments are shown
in Table 5.7.
Table 5.7 - Perforation velocities and utility function responses of the orthogonal array experiments for refined optimization
Exp. Perforation Velocity for Indicated Impact Velocity U (mis) No. 60 mis 80 mis 100 mis 120 mis 140 mis
47.57 65.19 82.25 101.40 118.60 42.13
2 47.75 65.43 82.39 101.20 118.70 42.03
3 42.30 65.11 81.63 101.30 117.50 42.16
4 49.57 67.75 87.50 105.50 123.90 26.92
5 48.99 68.36 87.38 105.80 124.00 26.17
6 48.70 68.22 87.83 105.10 124.40 25.59
7 49.26 70.93 90.96 109.20 129.70 16.33
8 51.20 70.06 91.91 110.60 129.20 15.55
9 51.49 71.21 91.53 110.70 130.20 16.27
The same steps that were shown for the initial array optimization in the previous section
are used to find the refined optimal factor-Ievel set. The average U responses and the
corresponding factor plots are presented in Table 5.8 and Figure 5.2 respectively.
ANOVA results follow shown in Table 5.9.
68
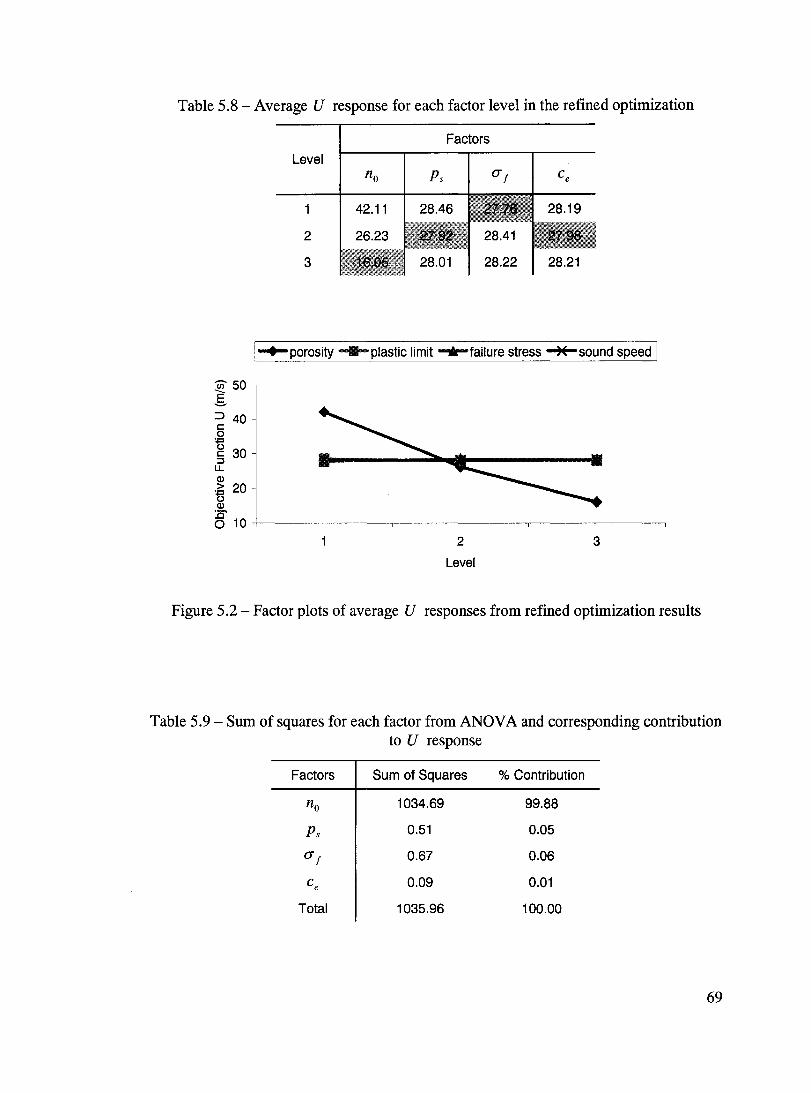
Table 5.8 - Average U response for each factor level in the refined optimization
~ 50 g :::l 40 c: o
g 30 ::J LL ID
~ 20 ID
Level
2
3
Factors
Ps
!-+-porosity _plastic limit .......... failure stress ~sound speed!
g 10+--------------,--------------~------------_, 2
Level
3
Figure 5.2 - Factor plots of average U responses from refined optimization results
Table 5.9 - Sum of squares for each factor from ANOVA and corresponding contribution to U response
Factors Sum of Squares % Contribution
no 1034.69 99.88
Ps 0.51 0.05
0"[ 0.67 0.06
ce 0.09 0.01
Total 1035.96 100.00
69
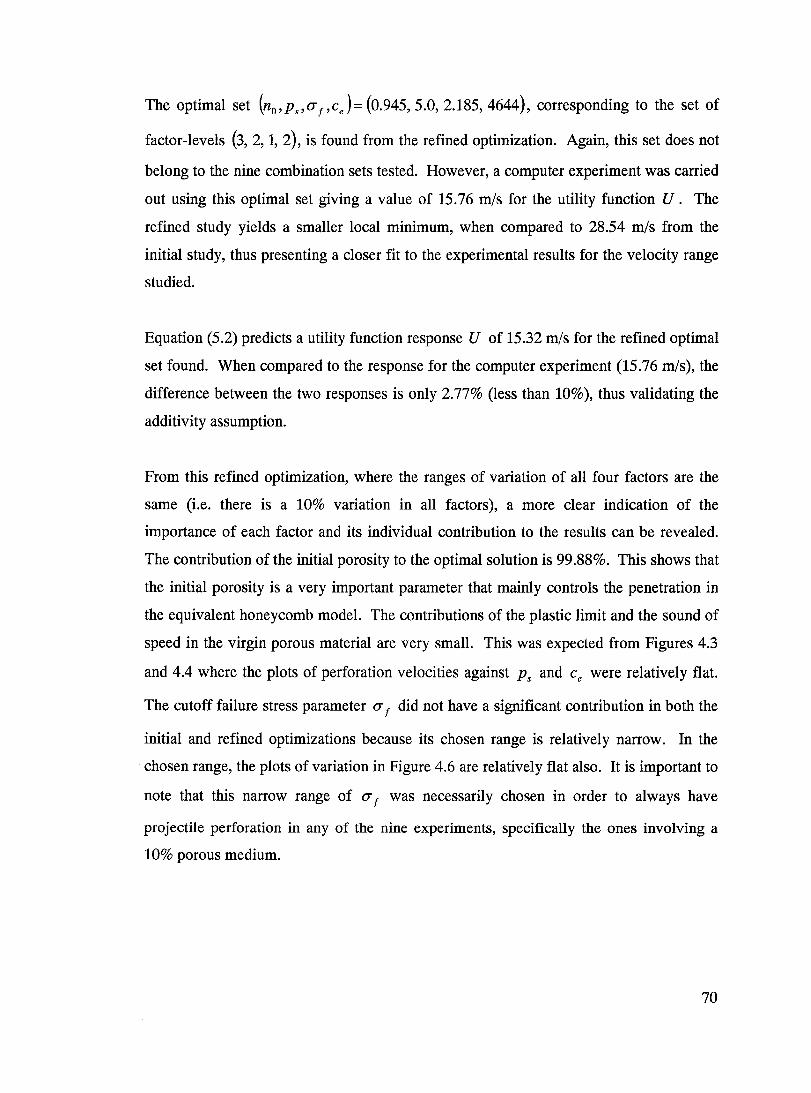
The optimal set (nO,ps,o-f,cJ=(0.945, 5.0,2.185,4644), corresponding to the set of
factor-Ievels (3, 2,1, 2), is found from the refined optimization. Again, this set does not
belong to the nine combination sets tested. However, a computer experiment was carried
out using this optimal set giving a value of 15.76 mis for the utility function U. The
refined study yields a sm aIler local minimum, when compared to 28.54 mis from the
initial study, thus presenting a closer fit to the experimental results for the velocity range
studied.
Equation (5.2) predicts a utility function response U of 15.32 mis for the refined optimal
set found. When compared to the response for the computer experiment (15.76 mis), the
difference between the two responses is only 2.77% (less than 10%), thus validating the
additivity assumption.
From this refined optimization, where the ranges of variation of aIl four factors are the
same (i.e. there is a 10% variation in aIl factors), a more clear indication of the
importance of each factor and its individu al contribution to the results can be revealed.
The contribution of the initial porosity to the optimal solution is 99.88%. This shows that
the initial po rosit y is a very important parameter that mainly controls the penetration in
the equivalent honeycomb model. The contributions of the plastic limit and the sound of
speed in the virgin porous material are very small. This was expected from Figures 4.3
and 4.4 where the plots of perforation velocities against Ps and ce were relatively flat.
The cutoff failure stress parameter 0- f did not have a significant contribution in both the
initial and refined optimizations because its chosen range is relatively narrow. In the
chosen range, the plots of variation in Figure 4.6 are reiatively flat aiso. It is important to
note that this narrow range of 0- f was necessarily chosen in order to always have
projectile perforation in any of the nine experiments, specifically the ones involving a
10% porous medium.
70
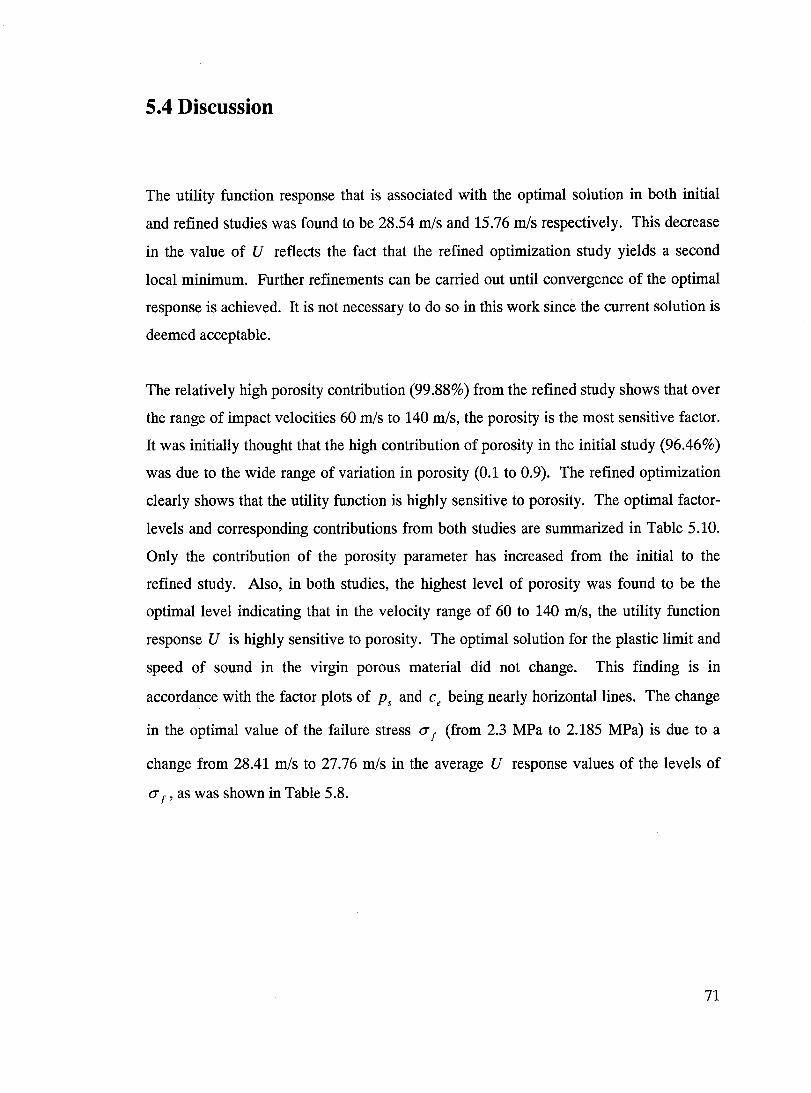
5.4 Discussion
The utility function response that is associated with the optimal solution in both initial
and refined studies was found to be 28.54 mis and 15.76 mis respectively. This decrease
in the value of U reflects the fact that the refined optimization study yields a second
local minimum. Further refinements can be carried out until convergence of the optimal
response is achieved. It is not necessary to do so in this work since the current solution is
deemed acceptable.
The relatively high porosity contribution (99.88%) from the refined study shows that over
the range of impact velocities 60 mis to 140 mis, the porosity is the most sensitive factor.
It was initially thought that the high contribution of porosity in the initial study (96.46%)
was due to the wide range of variation in porosity (0.1 to 0.9). The refined optimization
dearly shows that the utility function is highly sensitive to porosity. The optimal factor
levels and corresponding contributions from both studies are summarized in Table 5.10.
Only the contribution of the porosity parameter has increased from the initial to the
refined study. Also, in both studies, the highest level of porosity was found to be the
optimal level indicating that in the velocity range of 60 to 140 mis, the utility function
response U is highly sensitive to porosity. The optimal solution for the plastic limit and
speed of sound in the virgin porous mate rial did not change. This finding is in
accordance with the factor plots of Ps and ce being nearly horizontallines. The change
in the optimal value of the failure stress (J" f (from 2.3 MPa to 2.185 MPa) is due to a
change from 28.41 mis to 27.76 mis in the average U response values of the levels of
(J" t' as was shown in Table 5.8.
71
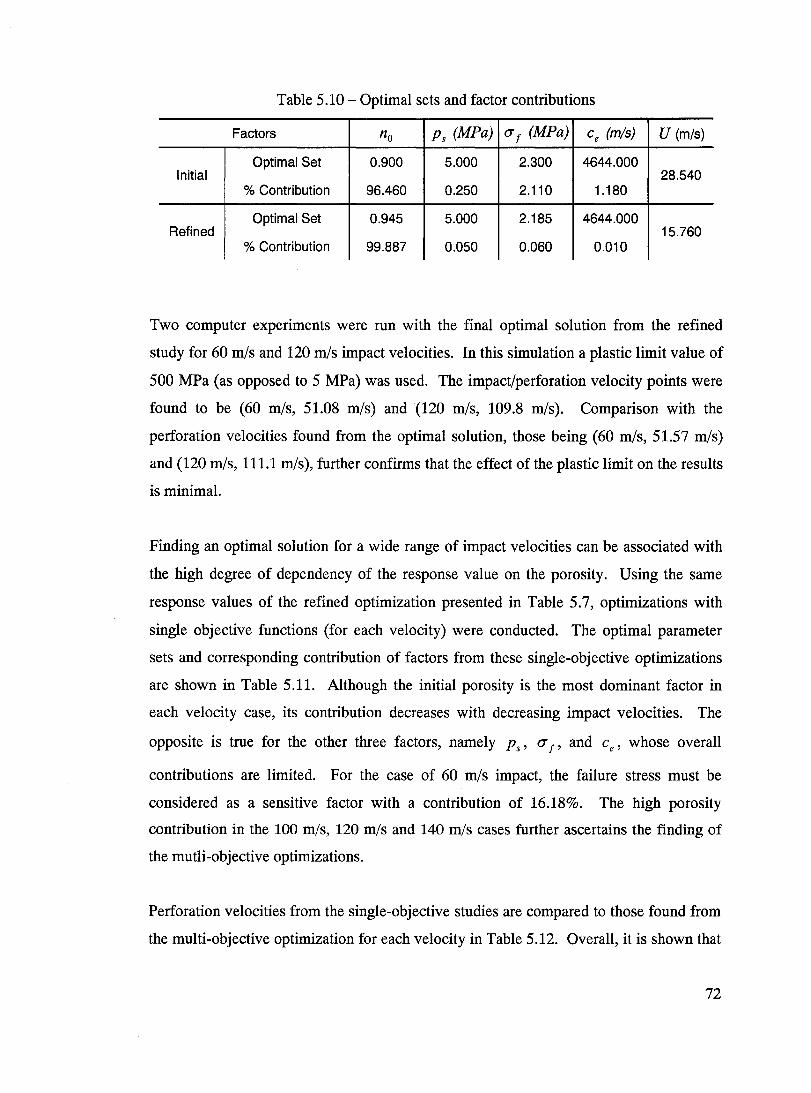
Table 5.10 - Optimal sets and factor contributions
Factors no Ps (MPa) Ut (MPa) ce (mis) U (mis)
Optimal Set 0.900 5.000 2.300 4644.000 Initial 28.540
% Contribution 96.460 0.250 2.110 1.180
Optimal Set 0.945 5.000 2.185 4644.000 Refined 15.760
% Contribution 99.887 0.050 0.060 0.010
Two computer experiments were run with the final optimal solution from the refined
study for 60 mis and 120 mis impact velocities. In this simulation a plastic limit value of
500 MPa (as opposed to 5 MPa) was used. The impact/perforation velocity points were
found to be (60 mis, 51.08 mis) and (120 mis, 109.8 mis). Comparison with the
perforation velocities found from the optimal solution, those being (60 mis, 51.57 mis)
and (120 mis, 111.1 mis), further confirms that the effect of the plastic limit on the results
is minimal.
Finding an optimal solution for a wide range of impact velocities can be associated with
the high degree of dependency of the response value on the porosity. Using the same
response values of the refined optimization presented in Table 5.7, optimizations with
single objective functions (for each velocity) were conducted. The optimal parameter
sets and corresponding contribution of factors from these single-objective optimizations
are shown in Table 5.11. Although the initial porosity is the most dominant factor in
each velocity case, its contribution decreases with decreasing impact velocities. The
opposite is true for the other three factors, namely Ps' Ut' and ce' whose overall
contributions are limited. For the case of 60 mis impact, the failure stress must be
considered as a sensitive factor with a contribution of 16.18%. The high porosity
contribution in the 100 mis, 120 mis and 140 mis cases further ascertains the finding of
the mutli-objective optimizations.
Perforation velocities from the single-objective studies are compared to those found from
the multi-objective optimization for each velocity in Table 5.12. Overall, it is shown that
72
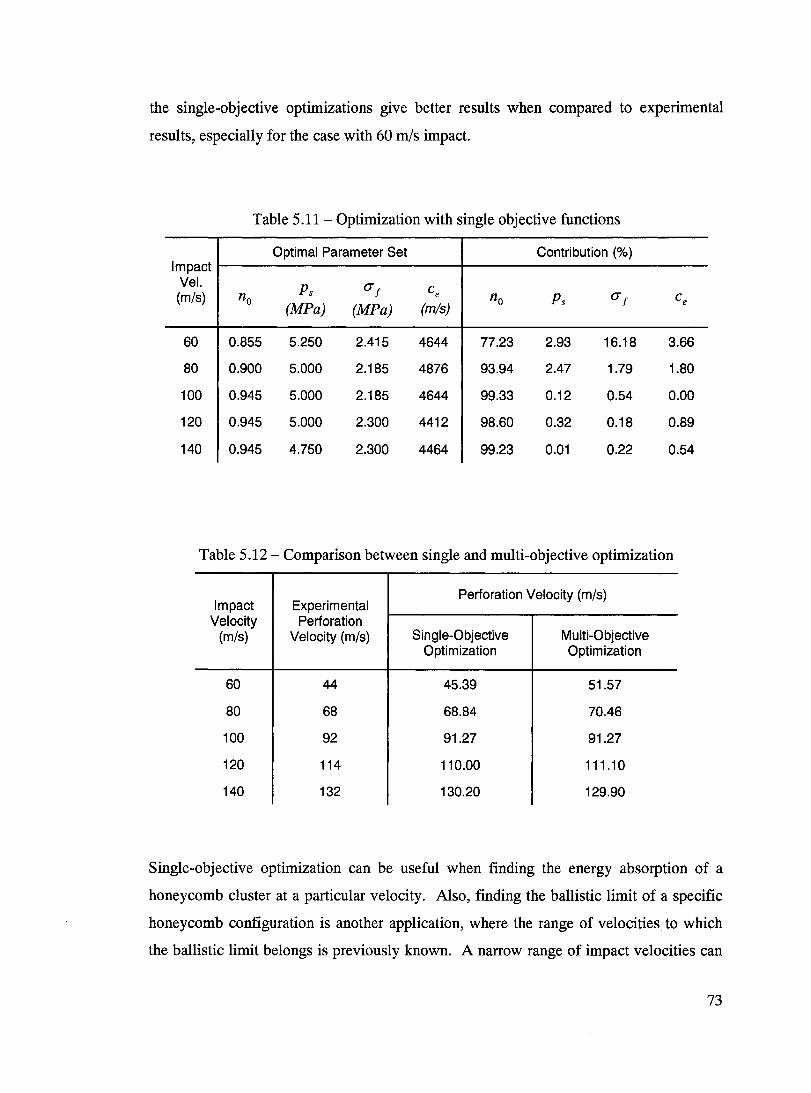
the single-objective optimizations give better results when compared to experimental
results, especially for the case with 60 mis impact.
Table 5.12 - Comparison between single and multi-objective optimization
Impact Experimental Perforation Velocity (mIs)
Velocity Perforation (mIs) Velocity (mIs) Single-Objective Multi-Objective
Optimization Optimization
60 44 45.39 51.57
80 68 68.84 70.46
100 92 91.27 91.27
120 114 110.00 111.10
140 132 130.20 129.90
Single-objective optimization can be useful when finding the energy absorption of a
honeycomb c1uster at a particular velocity. Also, finding the ballistic limit of a specifie
honeycomb configuration is another application, where the range of velocities to which
the ballistic limit belongs is previously known. A narrow range of impact velocities can
73
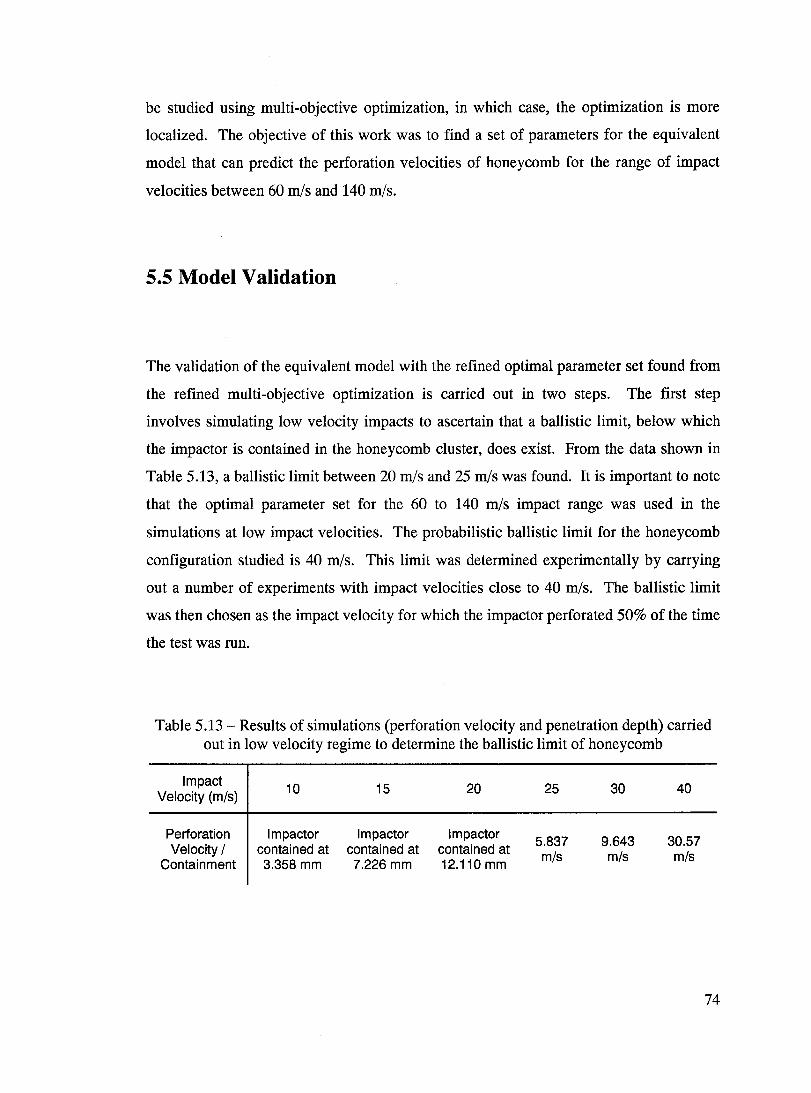
be studied using multi-objective optimization, in which case, the optimization is more
localized. The objective of this work was to find a set of parameters for the equivalent
model that can predict the perforation velocities of honeycomb for the range of impact
velocities between 60 mis and 140 mis.
5.5 Model Validation
The validation of the equivalent model with the refined optimal parame ter set found from
the refined multi-objective optimization is carried out in two steps. The first step
involves simulating low velocity impacts to ascertain that a ballistic limit, below which
the impactor is contained in the honeycomb cluster, do es exist. From the data shown in
Table 5.13, a ballistic limit between 20 mis and 25 mis was found. It is important to note
that the optimal parameter set for the 60 to 140 mis impact range was used in the
simulations at low impact velocities. The probabilistic ballistic limit for the honeycomb
configuration studied is 40 mis. This limit was determined experimentally by carrying
out a number of experiments with impact velocities close to 40 mis. The ballistic limit
was then chosen as the impact velocity for which the impactor perforated 50% of the time
the test was ron.
Table 5.13 - Results of simulations (perforation velo city and penetration depth) carried out in low velocity regime to determine the ballistic limit of honeycomb
Impact 10 15 20 25 30 40
Velocity (mis)
Perforation Impactor Impactor Impactor 5.837 9.643 30.57
Velocity 1 contained at contained at contained at mis mis mis Containment 3.358 mm 7.226 mm 12.110 mm
74
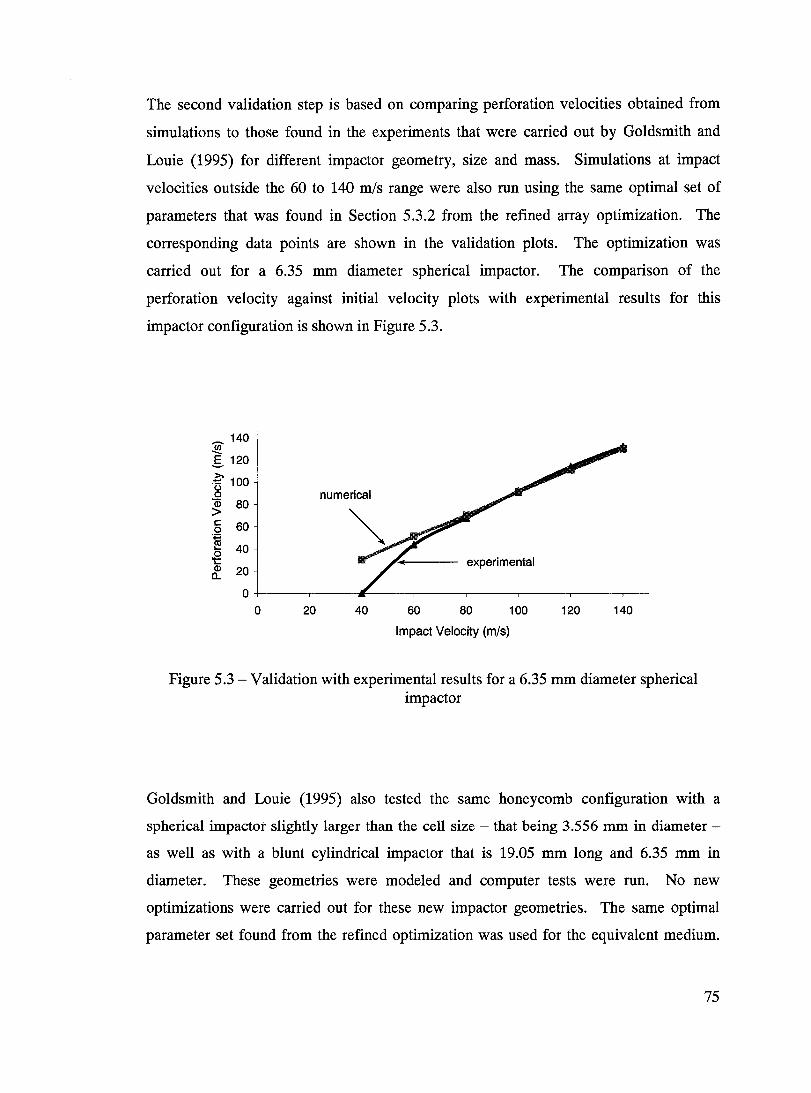
The second validation step is based on comparing perforation velocities obtained from
simulations to those found in the experiments that were carried out by Goldsmith and
Louie (1995) for different impactor geometry, size and mass. Simulations at impact
velocities outside the 60 to 140 mis range were also ron using the same optimal set of
parameters that was found in Section 5.3.2 from the refined array optimization. The
corresponding data points are shown in the validation plots. The optimization was
carried out for a 6.35 mm diameter spherical impactor. The comparison of the
perforation velocity against initial velo city plots with experimental results for this
impactor configuration is shown in Figure 5.3.
___ 140 .!!? É- 120
.-5' 100 0
Q5 80 > numerical
c: 60 0
~ 40 .... .g
ID 20 Cl.
experimental
0 0 20 40 60 80 100 120 140
Impact Velocity (mis)
Figure 5.3 - Validation with experimental results for a 6.35 mm diameter spherical impactor
Goldsmith and Louie (1995) also tested the same honeycomb configuration with a
spherical impactor slightly larger than the cell size - that being 3.556 mm in diameter -
as weIl as with a blunt cylindrical impactor that is 19.05 mm long and 6.35 mm in
diameter. These geometries were modeled and computer tests were ron. No new
optimizations were carried out for these new impactor geometries. The same optimal
parameter set found from the refined optimization was used for the equivalent medium.
75
The comparisons of perforation velocities from simulations and experimental studies by
Goldsmith and Louis (1995) are shown in Tables 5.14 and 5.15 and are accompanied by
Figures 5.4 and 5.5, respectively.
Table 5.14 - Experimental and simulation perforation velocities with a 3.556 mm diameter spherical impactor
Impact Velocity Experimental Simulation Perforation Perforation
(mis) Velocity (mis) Velocity (mis)
60 0 37.04
80 52 60.43
100 80 78.99
120 104 98.04
140 128 119.6
160 149 135.6
160 Ul g 140
~ 120 'u 0 100 ID
numerical
> 80 c: 0 60 ~ L.
40 0 't: Q)
20 Il.
~--- experimel')tal
0
0 20 40 60 80 100 120 140 160
Impact Velocity (mis)
Figure 5.4 - Validation with experimental results for a 3.556 mm diameter spherical impactor
76
Table 5.15 - Experimental and simulation perforation velocities with a 6.35 mm diameter, 19.05 mm long cylindrical impactor
_ 120 ~ S 100 ~ .g 80
~ c: 60 o ~ 40 .g (J) 20 0..
Impact Velocity (mis)
32
40
60
80
100
120
numerical
Experimental Simulation Perforation Perforation
Velocity (mis) Velocity (mis)
0 26.63
22 31.37
50 54.12
72 74.47
94 94.77
115 116.9
experimental
o+------,--~~,-----_,------,_----_,------,_---
o 20 40 60 80 100 120
Impact Velocity (mis)
Figure 5.5 - Validation with experimental results for a 6.35 mm diameter, 19.05 mm long cylindrical impactor
The deviation between the simulated and experimental perforation velocities at the 100
mis impact point is smallest for all three impactor geometries and sizes tested. For the
range of impact velocities of 60 mis to 140 mis, the optimal set of factor-Ievels does not
give the same deviation in the results across the entire range for optimization. In this
study, the deviation is greater in the lower limit. In studying a narrower range, smaller
77
deviations would be expected. It is also of interest to note that the deviation in
perforation velo city is significantly greater for the cases with impact velocities that are
outside the 60-140 mis velocity range that was used in the optimization.
Finally, the computed damaged areas from the detailed and equivalent models for the 60
mis and 140 mis impact cases are compared, as shown in Table 5.16. The mean radius of
the damaged area is defined as being 75% of the total area inside which there are
elements that fail.
Table 5.16 - Mean radii of damaged are as as given by the detailed and equivalent models
Mean Radius of Damaged Area (mm) Model Type 1----------,--------
Detailed
Equivalent
60 mis Impact
4.40
6.01
140 mis Impact
4.20
4.87
The mean radii of the damaged areas given by the detailed honeycomb model are
approximately the same at low and high impact velocities. Comparing the areas from
both models, it is clear that the damaged areas are closer in size in the upper velocity
range, as shown by the 15% difference in mean radius for the case of 140 mis impact and
the 37% difference for 60 mis impact case. As penetration occur at lower impact
velocities, the damaged area given by the equivalent model increases in size.
Although, there is good agreement in the perforation velocities given by the detailed and
the equivalent model, the sizes of the damaged areas differ significantly especially in the
lower velocity range. Future investigation of other failure models that can be used with
the equivalent finite element model is warranted.
78
5.6 Computational Efficiency
Unlike the detailed honeycomb model presented in Chapter 3, the equivalent model is
very computationally efficient. A comparison in the computation time between both
models is shown in Table 5.17. It is clearly shown that the EOS equivalent model
requires only between 3.95% and 7.41% of the time needed to ron the detailed shell
model. AlI simulations were ron on a computer having a 3.2GHz 32-bit Intel Pentium 4
processor with 1.0GB RAM and using Windows XP Professional.
Table 5.17 - Computation time of detailed and equivalent model for different impacts velocities
Computation Time (seconds)
Impact Velocity Detailed Shell EOS Equivalent
(mis) Model Model
55 10319 765
60 8218 573
80 6024 238
100 3166 173
120 2302 164
140 2009 142
The detailed shell model was composed of only 5 cells with a mesh density
corresponding to 10 elements per cell edge as was presented in Chapter 3. The
computation time associated with this model would be drastically greater if used to model
large structures made of thousands of honeycomb cells. Although the equivalent model
cannot give correct deformation, and stress and strain fields in the cell walls of
honeycombs, it is a very useful and computationally efficient model for predicting the
ballistic limit of honeycombs and perforation velocities for different impact conditions.
79
CHAPTER6
CONCLUSIONS, RECCOMENDATIONS, AND FUTURE WORK
6.1 Conclusions
The finite element detailed modeling of Aluminum 5052-H19 1/8in - O.OOlin
honeycombs was undertaken. An efficient equivalent model for the prediction of the
ballistic limit and perforation velocities at different impact velocities in the range of 60
mis to 140 mis has been developed. From this work, it can be conc1uded that:
• The detailed three-dimensional modeling of honeycombs is very
computationally expensive due to the large number of elements that are
needed for the modeling of each cell. This high computational cost rend ers
this modeling approach impractical and sometimes un justifiable when
modeling large structures involving thousands of cells.
• Using an equation of state (EOS) model for porous materials, a finite element
model was developed for the prediction of perforation velocities of bare
honeycombs. This model is based on a number of parameters that are found
through the Taguchi optimization for specifie honeycomb configurations.
80

• The optimization of the equivalent model for the honeycomb configuration
studied was done for the range of 60 mis to 140 mis impact velocities. While
this optimization was carried out using one specific impactor geometry and
size, the same honeycomb model can be used with other impactor
configurations and gives good correlation with experimental results.
• The equivalent model is very computationally efficient requiring on average
6% of the time needed to run a corresponding simulation with the detailed
model.
• The same optimization approach can be followed to model other honeycomb
configurations. In the absence of experimental results, which formed the basis
for the optimization in this work, the results from the detailed modeling
approach for one impactor configuration can be used. The equivalent model
can then be used to predict perforation velo city of other impactor types.
• Over a wide range of impact velocities, deviations between the actual and
equivalent model results are expected. However, the optimization can be
focused on any specific range of impact velocities. It would be suspected that
less deviations are expected with narrower ranges.
6.2 Recommendations
Although they give relatively accurate results, both the detailed and the equivalent model
are not robust. While the optimization of the equivalent model yields different optimal
parameters in different impact velo city ranges and for different honeycombs, the detailed
model relies on the unknown level of friction between the impactor and the honeycomb
cell walls. Care must be taken in using the detailed modeling approach that was
presented in Chapter 3. The effect of friction on the penetration of specific honeycomb
81
configurations should be assessed before accepting the model results and using them in
the optimization of the equivalent model when experimental results are not available.
6.3 Future work
The results of the axisymmetric model were accepted as an approximate solution due to
the high ratio of artificial-to-internal energy. Further studies must be carried out to
reduce this energy ratio. These studies should inc1ude the investigation of other failure
models that can be used with the P - a porous equivalent model.
Other honeycomb configurations with varying cell wall thickness and size, and c1uster
thickness can be studied. The equivalent model's optimal parameters found for these
studies can then be carefully analyzed to find a relationship (or trend) between the
honeycomb' s geometric features and the optimal parameters of the corresponding
equivalent model. Also, the location of impact in the case of real honeycombs has a
significant effect on the penetration, the ballistic limit and the perforation velocities. By
modeling the three impact configurations presented in Chapter 3 for the same honeycomb
type, a trend can also be found from the equivalent optimal parameters. Such trends can
be used to assess the validity of the equivalent model for other honeycomb
configurations.
82
Reference List
Argyris, J.H. 1955, 'Energy theorems and structural analysis' ,Aircraft Engineering, vol. 27, no. 315,pp. 145-158.
Backman, M.E., Goldsmith, W. 1978, 'The mechanics of penetration ofprojectiles into targets', International Journal of Engineering Science, vol. 16, no. 1, pp. 1-99.
Baker, W.E., Togami, T.C., Weydert, lC. 1998, 'Static and dynamic properties ofhighdensity metal honeycombs', International Journal of Impact Engineering, vol. 21, no. 3, pp. 149-163.
Becker W. 1998, 'In-plane stiffnesses of a honeycomb core including the thickness effect' ,Archive of Applied Mechanics, vol. 68, no. 5, pp. 334-341.
Bitzer, T. 1997, Honeycomb Technology: Ma terials, Design, Manufacturing, Applications and Testing, Chapman & Hall, London.
Carroll, M., Holt, A.C. 1972, 'Suggested modification of the P-a model for porous materials', Journal of Applied Physics, vol. 43, no. 2, pp. 759-761.
Consolazio, G.R., Chung, J.H., Gurley, K.R. 2003, 'Impact simulation and full scale crash testing of a low profile concrete work zone barrier', Computers and Structures, vol. 81, no. 13, pp. 1359-1374.
Evans K.E. 1991, 'The design of doubly curved sandwich panels with honeycomb cores', Composite Structures, vol. 17, no. 2, pp. 95-111.
Flanagan, D.P., Belytschko, T. 1981, 'A uniform strain hexahedron and quadrilateral with orthogonal hourglass control', International Journal for Numerical Methods in Engineering, vol. 17, no. 5, pp. 679-706.
Fowlkes, W.Y., Creveling, C.M. 1995, Engineering Methods for Robust Product Design: Using Taguchi Methods in Technology and Product Development, Addison- Wesley, Reading, Massachusetts.
Gibson, L.J., Ashby, M.F. 1997, Cellular Solids: Structure and Properties, 2nd edn, Cambridge University Press, Cambridge.
83
Goldsmith, W., Louie, D.L. 1995, 'Axial perforation of aluminum honeycombs by projectiles', International Journal of Solids and Structures, vol. 32, no. 8-9, pp. 1017-1046.
Goldsmith, W., Wang, G., Li, K., Crane, D. 1997, 'Perforation of cellular sandwich plates', International Journal ofImpact Engineering, vol. 19, no. 5-6, pp. 361-379.
Grediac, M. 1993, 'A finite element study of the transverse shear in honeycomb cores', International Journal of Solids and Structures, vol. 30, no. 13, pp. 1777-1788.
Guo, X.E., Gibson, L.J. 1999, 'Behavior of intact and damaged honeycombs: a finite element study', International Journal of Mechanical Sciences, vol. 41, no. 1, pp. 85-105.
Herrmann, W. 1969, 'Constitutive equation for the dynamic compaction of ductile porous materials', Journal of Applied Physics, vol. 40, no.6, pp. 2490-2499.
Hibbitt, Karlsson and Sorensen, Inc. ABAQUS/Explicit User's Manual, Version 6.4, 2002.
Hibbitt, Karlsson and Sorensen, Inc. Getting Started with ABAQUS/Explicit Manual, Version 6.4, 2002.
Hoo Fatt, M.S., Park, K.S. 2000, 'Perforation of honeycomb sandwich plates by projectiles', Composites Part A: Applied Science and Manufacturing, vol. 31, no. 8, pp. 889-899.
Johnson G.R., Cook W.H. 1983, 'A Constitutive model and data for metals subjected to large strains, high strain rates and high temperatures,' in Proceedings of the Seventh International Symposium on Ballistics, The Hague, Netherlands, pp. 541-547.
Johnson, G.R., Cook, W.H. 1985, 'Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures', Engineering Fracture Mechanics, vol. 21, no. 1, pp. 31-48.
Johnson, W., Sengupta, A.K., Ghosh, S.K., Reid, S.R. 1981, 'Mechanics of high speed impact at normal incidence between plasticine rods and plates', Journal of the Mechanics and Physics of Solids, vol. 29, no. 5-6, pp. 413-445.
84
Kelsey, S., Gellatly, RA., Clark, B.w. 1958, 'The shear modulus of foil honeycomb cores', Aircraft Engineering, vol. 30, no. 356, pp. 294-302.
Lips, H.R., Weisshaupt, Niemeyer, T.W. 1987, 'Dynamic behavior and properties of heavy metals - experimental approach to separation of parameters in the Johnson-Cook model', in Proceedings of the Tenth International Symposium on Ballistics, San Diego, California, vol. 2.
Masters, I.G., Evans, K.E. 1996, 'Models for the elastic deformation of honeycombs', Composite Structures, vol. 35, no. 4, pp. 403-422.
Meguid, S.A., Shagal, G, Stranart, J.C., Daly, J. 1999, 'Three-dimensional dynamic finite element analysis of shot-peening induced residual stresses', Finite Elements in Analysis and Design, vol. 31, no. 3, pp. 179-191.
Meyers, M.A. 1994, Dynamic Behavior of Ma terials, Wiley, New York.
Mohr, D., Doyoyo, M. 2004, 'Large plastic deformation of metallic honeycomb: orthotropic rate-independent constitutive model', International Journal of Solids and Structures, vol. 41, no. 16-17, pp. 4435-4456.
Nguyen, M.Q., Jacombs, S.S., Thomson, RS., Hachenberg, D., Scott, M.L. 2005, 'Simulation of impact on sandwich structures', Composite Structures, vol. 67, no. 2, SPEC.ISS., pp. 217-227.
Nicholas, T., Rajendran, A.M. 1990, 'Material characterization at high strain rates', in High Velocity Impact Dynamics, edited by Jonas A. Zukas, Wiley, New York, pp. 127-296.
Nicholas, T., Recht, RF. 1990, 'Introduction to impact phenomena', in High Velocity Impact Dynamics, edited by Jonas A. Zukas, Wiley, New York, pp. 1-63.
Okumara, D., Ohno, N., Noguchi H. 2002, 'Post-buckling analysis of elastic honeycombs subject to in-plane biaxial compression', International Journal of Solids and Structures, vol. 39, no. 13-14, pp. 3487-3503.
Ruan, D., Lu, G., Wang, B., Yu, T.X. 2003, 'In-plane dynamic crushing of honeycombs -a finite element study', International Journal of Impact Engineering, vol. 28, no. 2, pp. 161-182.
85
Sen, P., Yang, J.B. 1998, Multiple Criteria Decision Support in Engineering Design, Springer, New York.
Shi, G., Tong, P. 1995, 'Equivalent transverse shear stiffness of honeycomb cores', International Journal ofSolids and Structures, vol. 32, no. 10, pp. 1383-1393.
Wardlaw, A.B., McKeown R., Chen, H. 1996, 'Implementation and application of the pa equation of state in the DYSMAS code', Naval Surface Warfare Center, Dahlgren Division, Report Number: NSWCDD(fR-95/107.
Woodward, R.L. 1990, 'Materials failure at high strain rates', in High Velocity Impact Dynamics, edited by Jonas A. Zukas, Wiley, New York, pp. 65-125.
Wu, E., Jiang, W-S. 1997, 'Axial crush ofmetallic honeycombs, International Journal of Impact Engineering, vol. 19, no. 5-6, pp. 439-456.
Xu, X.F., Qiao, P. 2002, 'Homogenized elastic properties of honeycomb sandwich with skin effect', International Journal of Solids and Structures, vol. 39, no. 8, pp. 2153-2188.
Zhao, H., Gary, G. 1998, 'Crushing behaviour of aluminum honeycombs under impact loading', International Journal of Impact Engineering, vol. 21, no. 10, pp. 827-836.
Zukas, J.A. 1990, 'Introduction to penetration mechanics', in High Velocity Impact Dynamics, edited by Jonas A. Zukas, Wiley, New York, pp. 297-319.
Zukas, J.A., Nicholas, T., Swift, H., Greszczuk, L., Curran, D.R. 1982, Impact Dynamics, Wiley, New York.
86