Embed Size (px)
Citation preview

UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 1

UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 2
DAFTAR ISI
I. TUJUAN PEMBELAJARAN .................................................................................... 3
II. DESIGN DAN MANUFACTURING ......................................................................... 3
2.1 CAD (Computer Aided Design) ....................................................................... 3
2.2 CAM (Computer Aided Manufacturing) .......................................................... 4
III. PRODUK ................................................................................................................. 4
3.1 Material Produk ............................................................................................... 5
a. Pengertian Material ...................................................................................... 5
b. Jenis Material ............................................................................................... 5
c. Pengolahan Material..................................................................................... 5
3.2 Desain Proses Manufaktur ............................................................................... 6
a. Material ........................................................................................................ 7
b. Mesin ............................................................................................................ 7
c. Bill of Material ........................................................................................... 11
d. Assembly Chart ........................................................................................... 15
e. Operation Process Chart (OPC) ................................................................ 16
f. Alur Produksi .............................................................................................. 20
g. Ukuran dan Toleransi ................................................................................. 20
h. Lembar Rencana Proses .............................................................................. 22
DAFTAR PUSTAKA .................................................................................................. 27

UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 3
I. TUJUAN PEMBELAJARAN
Berikut merupakan tujuan pembelajaran dari praktikum Proses Manufaktur pada Modul 2:
1. Praktikan mengetahui dan memahami produk yang dibuat.
2. Praktikan mengetahui dan memahami mesin yang digunakan.
3. Praktikan mampu mendesain produk menggunakan Solidworks software.
4. Praktikan memahami alur proses pembuatan produk.
II. DESIGN DAN MANUFACTURING
Dalam dunia industri dapat dikenal yaitu CAD/CAM. CAD/CAM merupakan software yang
memiliki dua bagian utama yaitu desain gambar CAD (Computer Aided Design) dan desain
gambar CAM (Computer Aided Manufacturing) (Budi, Waluyo, & Purwanto).
2.1 CAD (Computer Aided Design)
CAD merupakan sebuah desain gambar berisikan tentang gambar produk yang meliputi
ukuran dan bentuk geometri. CAD juga digunakan dalam perancangan berbagai alat dan
perlengkapan yang digunakan didalam komponen-komponen manufaktur.
Fungsi dari CAD sendiri digunakan melalui proses teknik dari perancangan konseptual
dan layout, melalui rekayasa dan analisa komponen untuk mendefinisikan metode
manufaktur.
Gambar 1 Computer Aided Design
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 4
2.2 CAM (Computer Aided Manufacturing)
CAM merupakan sebuah desain tentang proses pemakanan, toolpath, setup mesin dan lain-
lain. Sebuah produk yang dihasilkan CAM akan sesuai dengan desain yang digambar pada
proses CAD dengan sistem CAM. CAM menunjukkan ke pemakaian komputer yang
mengkonversikan rancangan teknik sampai produk akhir.
Proses produk juga memerlukan pengendalian dan koordinasi yang diperlukan
untuk proses fisik, peralatan, dan material. Dengan CAM, komputer membantu manajer,
insinyur teknik/manufacturing dan pekerja produksi dengan tugas-tugas produksi secara
otomatis. CAM dengan sistem CAD menghasilkan proses manufaktur yang lebih cepat dan
lebih efisien.
Gambar 2 Computer Aided Manufacturing
III. PRODUK
Produk adalah segala sesuatu yang dapat memenuhi kebutuhan sesuai yang diinginkan oleh
customer. Produk tersebut dirancang oleh perusahaan dengan memperhatikan beberapa
aspek, seperti kualitas, desain, bentuk, ukuran, material dan lainnya untuk mencapai suatu
tujuan dari perusahaan tersebut (Lubis, 2004).
Dalam dunia industri dikenal sebuah produk yaitu produk manufaktur, dimana
produk tersebut dikelola dan diproses menggunakan proses manufaktur, sebagai contohnya
yaitu kursi, mobil, motor, dispenser dan produk lainnya yang setiap benda tersebut
memiliki bentuk yang berbeda-beda. Benda tersebut tidak akan ada apabila tidak

UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 5
ditransformasikan (diciptakan/dibuat) dari berbagai jenis material dan dirakit hingga
menjadi benda-benda yang digunakan dalam kehidupan sehari-hari (Supriyanto, 2013).
Berikut merupakan beberapa aspek yang harus diperhatikan dalam membuat suatu
produk dalam proses manufaktur.
3.1 Material Produk
a. Pengertian Material
Material adalah dibuat dan disusun oleh bahan untuk menjadi sesuatu yang akan
digunakan (William, 2009). Maka dari pengertian tersebut dapat disimpulkan bahwa
material produk merupakan beberapa bahan yang dijadikan dalam proses membuat
suatu produk atau barang jadi yang bermanfaat. Material atau bahan yang digunakan
dalam bidang industri sangat banyak karena menyesuaikan produk yang dibuat.
b. Jenis Material
Dalam pembuatan suatu produk, material dapat diproduksi di lantai pabrik atau dibeli
dari perusahaan lain. Adapun macam-macam dari wujud dari bahan teknik yang banyak
digunakan atau dibutuhkan dalam dunia industri, berdasarkan wujudnya, bahan teknik
dibedakan menjadi tiga, yaitu (Kurniawan, 2020):
1. Padat yaitu bahan yang memiliki bentuk masif, relatif tetap, ikatan kuat
Contoh : logam, besi, plastik, kaca, kayu, plastik, dll
2. Cair yaitu bahan yang bentuknya mengikuti bejana dan ikatannya lemah
Contoh : Pelumas, air, bensin, solar, dll
3. Gas yaitu bahan yang bentuknya mengikuti bejana tetapi tidak terlihat
Contoh : CO2, hidrogen, oksigen, dll
c. Pengolahan Material
Pengolahan material yang digunakan dari jenis material yang diatas adalah padat.
Pengolahan material padat seperti besi dapat dilakukan menggunakan beberapa mesin
untuk menjadi sebuah produk jadi. Proses dari pengolahan benda padat dapat dilakukan
pada mesin bubut untuk melakukan pengikisan, mesin frais untuk melakukan
pemakanan muka, mesin hacksaw untuk memotong benda kerja, mesin las untuk

UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 6
menggabungkan satu material dengan material yang lain. Sehingga dari material yang
semula merupakan silinder besi dapat menjadi sebuah produk jadi seperti kerangka
kursi, meja, dll.
3.2 Desain Proses Manufaktur
Desain proses manufaktur merupakan salah satu proses manufaktur yaitu mendesain suatu
produk. Produk didesain dan dirancang oleh engineer setelah itu di proses ke dalam proses
manufaktur. Dalam desain proses manufaktur ada beberapa hal yang perlu diperhatikan
yaitu material produk, mesin yang digunakan, Bill Of Material (BOM), Assembly Chart,
ukuran dan toleransi produk, Operation Process Chart (OPC), dan alur produksi. Berikut
merupakan perancangan desain proses manufaktur dengan contoh produk yang dibuat
adalah Pencil Case. Berikut merupakan contoh produk pencil case sebagai acuan dalam
proses manufaktur.
Gambar 3 Pencil Case
Dari desain proses manufaktur diatas maka perlu diperhatikan material, mesin, bill
of material, assembly chart, operation process chart, dan alur produksi dari pencil case.

UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 7
a. Material
Dapat dilihat pada Gambar 3 yaitu produk pencil case yang memiliki beberapa material
atau bahan yang digunakan pada proses produksinya. Material yang digunakan yaitu :
1. Besi
Besi adalah sebuah jenis logam yang sering digunakan dalam kehidupan sehari-hari
yang berasal dari bijih besi (tambang). Selain itu besi merupakan logam terpenting
dalam dunia industri, harga dari besi memiliki nilai ekonomis yang tinggi (Pakasi,
2019).
2. MDF (Medium-Density Fiberboard)
MDF (Medium-Density Fiberboard) yang merupakan jenis kayu olahan yang
diproses dan dibuat menggunakan serpihan kayu yang didapatkan. Kayu MDF
memiliki struktur yang halus dibanding jenis kayu yang lain sehingga lebih nyaman
untuk digunakan dan tidak perlu diamplas (Pratama, 2019).
3. PLA (Poly Lactic Acid)
PLA adalah jenis plastik polimer yang berasal dari bahan-bahan yang mudah terurai
seperti tepung jagung, tepung tapioka, ataupun olahan tebu. Walaupun PLA ramah
lingkungan, namun hasil cetakan yang dihasilkan kuat dan sangat rapi (Putra & Sari,
2018).
b. Mesin
Dari Gambar 3 diatas merupakan produk yang telah di-assembly dari beberapa part
menjadi sebuah produk pencil case. Sehingga berikut merupakan nama part dan jenis
mesin yang digunakan dalam produk pencil case.

UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 8
Gambar 4 Nama Part Pencil Case
Part diatas akan diproses menjadi sebuah produk pencil case menggunakan
beberapa mesin. Mesin yang digunakan dalam pembuatan pencil case adalah sebagai
berikut:
1. Mesin Hacksaw
Pada mesin hacksaw dibuat sebuah part yaitu base, iron side, dan pencil hole. Pada
base dengan material yaitu besi panjang memiliki proses pemotongan ukuran yang
telah ditentukan menggunakan mesin hacksaw. Selanjutnya, pada iron side dan
pencil hole memiliki proses yang sama dengan base yang memiliki material besi
panjang dan dilakukan pemotongan sesuai ukuran yang telah ditentukan
menggunakan mesin hacksaw.
Before After
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 9
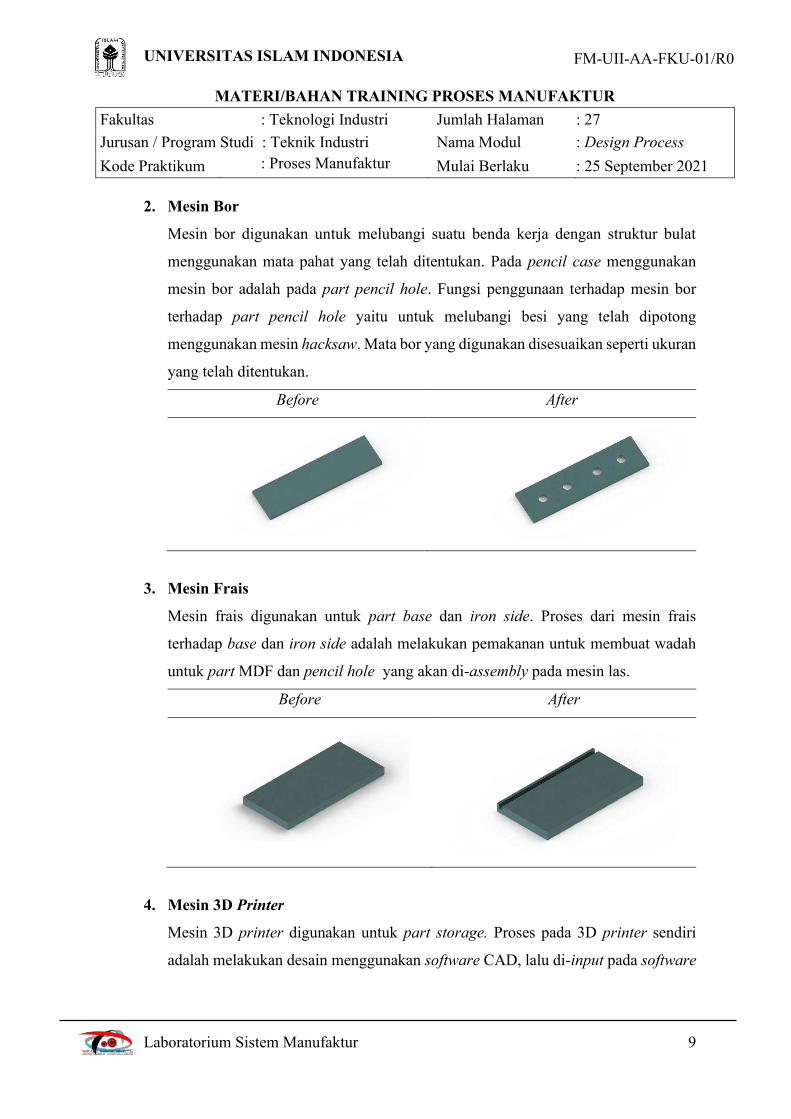
2. Mesin Bor
Mesin bor digunakan untuk melubangi suatu benda kerja dengan struktur bulat
menggunakan mata pahat yang telah ditentukan. Pada pencil case menggunakan
mesin bor adalah pada part pencil hole. Fungsi penggunaan terhadap mesin bor
terhadap part pencil hole yaitu untuk melubangi besi yang telah dipotong
menggunakan mesin hacksaw. Mata bor yang digunakan disesuaikan seperti ukuran
yang telah ditentukan.
Before After
3. Mesin Frais
Mesin frais digunakan untuk part base dan iron side. Proses dari mesin frais
terhadap base dan iron side adalah melakukan pemakanan untuk membuat wadah
untuk part MDF dan pencil hole yang akan di-assembly pada mesin las.
Before After
4. Mesin 3D Printer
Mesin 3D printer digunakan untuk part storage. Proses pada 3D printer sendiri
adalah melakukan desain menggunakan software CAD, lalu di-input pada software

UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 10
slicer untuk mengatur proses dari 3D print, setelah itu desain di proses pada mesin
3D print menggunakan bahan PLA.
Before After
5. Mesin Las
Mesin las digunakan untuk menggabungkan satu part ke part lain menggunakan
elektroda yang ada pada mesin las. Part yang digabungkan yaitu:
• Base dengan iron side.
• Base dengan pencil hole.
Before After
6. Mesin Gerinda
Mesin gerinda digunakan untuk proses penghilangan material dengan pengikisan
setelah proses las. Sehingga pada hasil assembly dari part base, iron side, dan pencil
hole memiliki struktur yang halus atau rata dari sebelumnya kasar atau tidak rata
pada proses las.

UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 11
c. Bill of Material
Bill of material (BOM) merupakan penggambaran struktur dari semua material, part,
sub assembly, dan kuantitas yang digunakan atau dibutuhkan untuk merakit,
menggabungkan, dan memproduksi produk akhir atau parent assembly.
Menurut Scott (1994), BOM adalah menghubungkan struktur produk dan sistem
perencanaan material (material planning system). Produk yang baik apabila dalam
proses tersebut dipresentasikan dalam sebuah BOM, mulai dari produk itu dibuat atau
dirakit menjadi produk akhir.
Seorang manufacturing engineer menggunakan BOM sebagai bagian dari
proses desain dan menentukan item yang harus dibeli atau diproduksi. Untuk
menentukan release item yang dibeli atau diproduksi, dilakukannya proses perencanaan
pengendalian produksi dan persediaan menggunakan BOM yang dihubungkan dengan
Master production Schedule (MPS) (Modul 1 Perencanaan Proses, 2015).
Dalam praktikum ini, digunakan format BOM dengan tabel yang kolomnya
berisikan informasi yang memuat mengenai hal:
1. Level (tingkatan part atau produk)
2. Part number (nomor part)
3. Part name (nama part) atau description
4. Quantity for each assembly (kuantitas part untuk setiap satu produk jadi)
5. Decision (keputusan untuk membeli atau memproduksi part tersebut).
Bila ditinjau dari komponen-komponen penyusun produknya, BOM dibedakan
menjadi dua macam, yaitu:
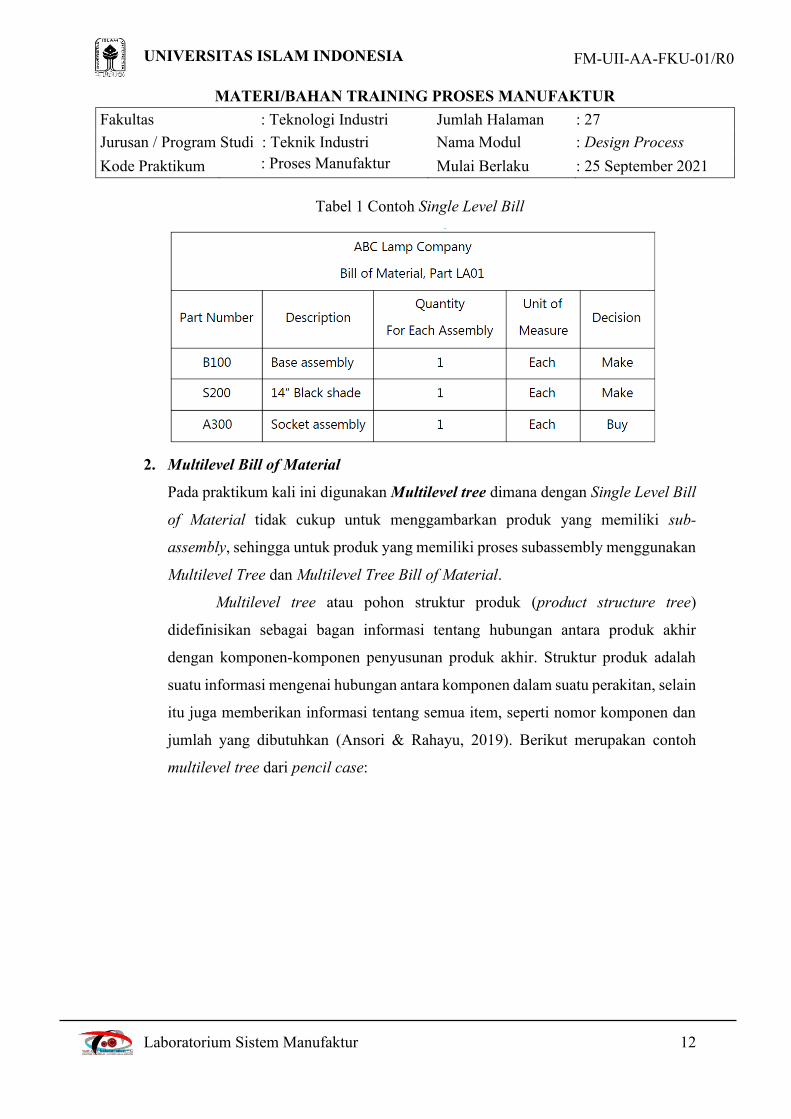
1. Single Level Bill
Single Level Bill merupakan produksi dengan komponen yang dibuat hanya satu
level, format sederhana dari BOM yang dapat dilihat pada Tabel 1 dibawah ini.
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 12
Tabel 1 Contoh Single Level Bill
2. Multilevel Bill of Material
Pada praktikum kali ini digunakan Multilevel tree dimana dengan Single Level Bill
of Material tidak cukup untuk menggambarkan produk yang memiliki sub-
assembly, sehingga untuk produk yang memiliki proses subassembly menggunakan
Multilevel Tree dan Multilevel Tree Bill of Material.
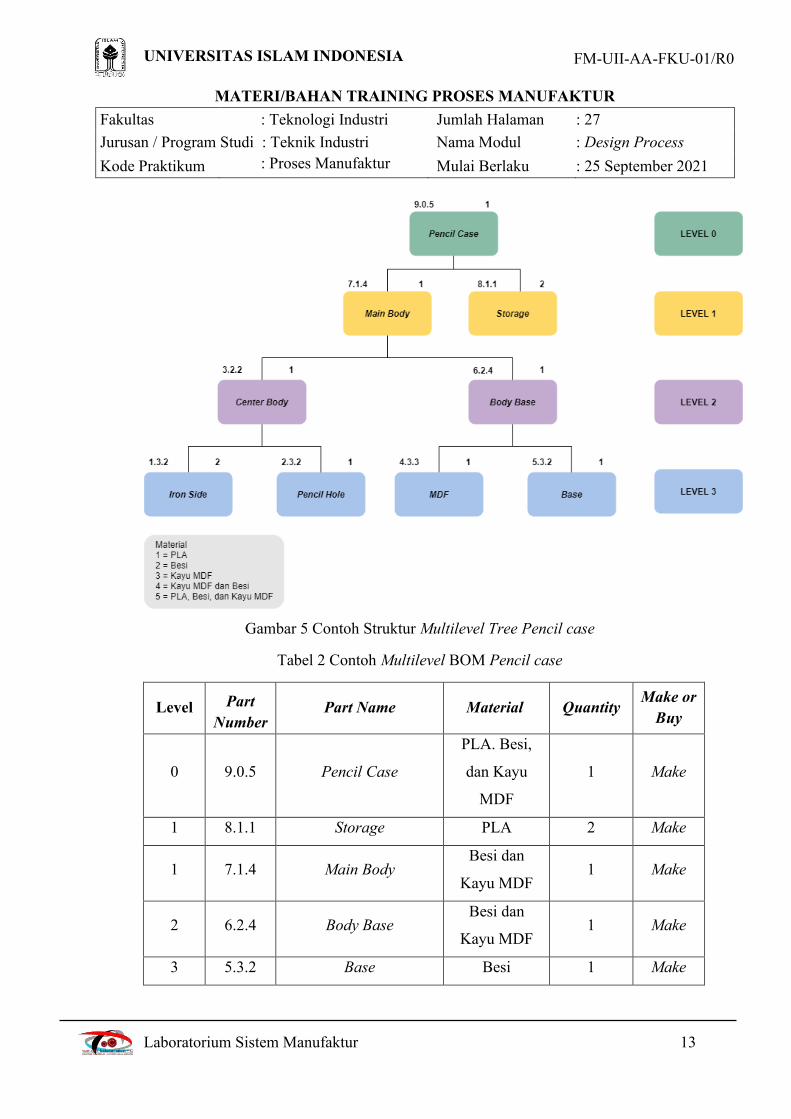
Multilevel tree atau pohon struktur produk (product structure tree)
didefinisikan sebagai bagan informasi tentang hubungan antara produk akhir
dengan komponen-komponen penyusunan produk akhir. Struktur produk adalah
suatu informasi mengenai hubungan antara komponen dalam suatu perakitan, selain
itu juga memberikan informasi tentang semua item, seperti nomor komponen dan
jumlah yang dibutuhkan (Ansori & Rahayu, 2019). Berikut merupakan contoh
multilevel tree dari pencil case:
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 13
Gambar 5 Contoh Struktur Multilevel Tree Pencil case
Tabel 2 Contoh Multilevel BOM Pencil case
Level
Part
Number
Part Name Material Quantity Make or
Buy
0 9.0.5 Pencil Case
PLA. Besi,
dan Kayu
MDF
1 Make
1 8.1.1 Storage PLA 2 Make
1 7.1.4 Main Body Besi dan
Kayu MDF 1 Make
2 6.2.4 Body Base Besi dan
Kayu MDF 1 Make
3 5.3.2 Base Besi 1 Make

UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 14
Level
Part
Number
Part Name Material Quantity Make or
Buy
3 4.3.3 MDF Kayu MDF 1 Make
2 3.2.2 Center Body Besi 1 Make
3 2.3.2 Pencil Hole Besi 1 Make
3 1.3.2 Iron Side Besi 2 Make
Multilevel tree pencil case diatas menggambarkan hubungan antara produk
akhir dengan part penyusunnya seperti perakitan part-part pada level 3 menjadi
sebuah part baru pada level 2. Sehingga part-part tersebut memerlukan part-part
lain untuk membuatnya dan begitu seterusnya. Berikut merupakan keterangan yang
dapat diberikan pada pembuatan multilevel tree.
Gambar 6 Keterangan Multilevel Tree Part
Dari informasi tersebut dapat dibuat product structure tree. Pada
Gambar 6 diatas dijelaskan bahwa proses pembuatan pencil case dimulai dari
part pada level 3 bagian kiri bawah yaitu iron side. Sehingga proses pembuatan
center body yaitu dengan melakukan assembly dari iron seide (proses ke-1) lalu
pembuatan pencil hole (proses ke-2) hingga menjadi produk jadi yaitu pencil
case (proses ke-9).
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 15
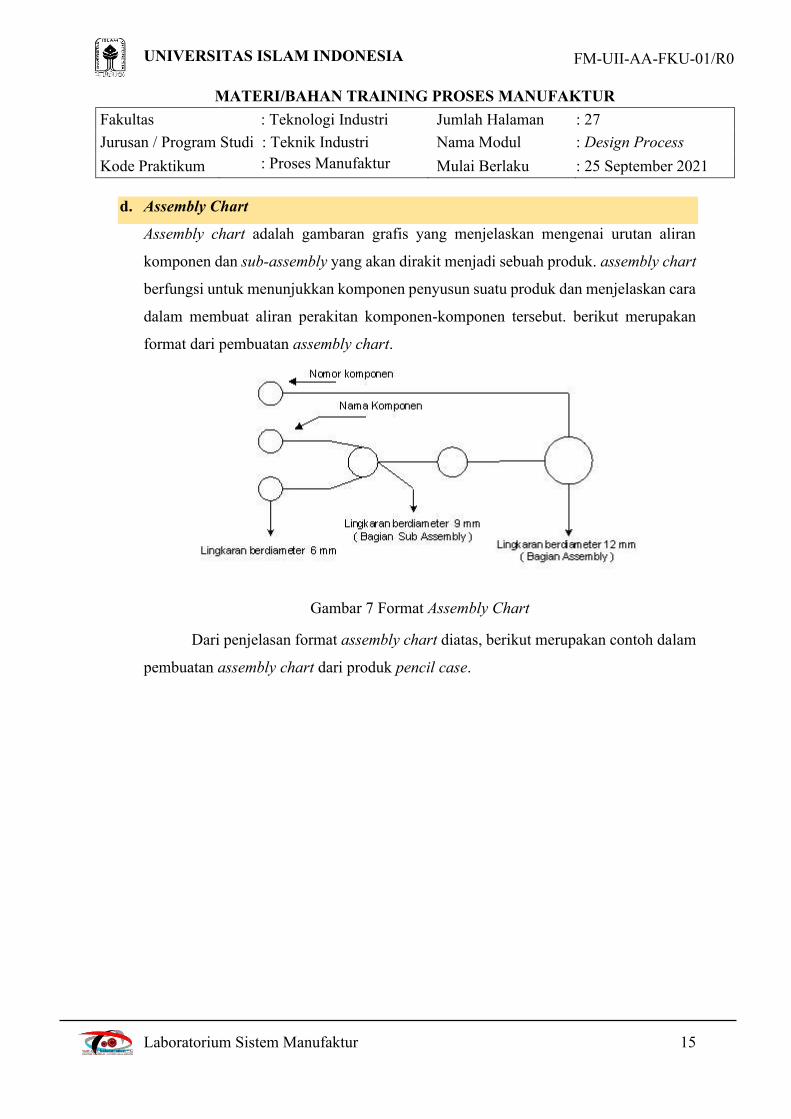
d. Assembly Chart
Assembly chart adalah gambaran grafis yang menjelaskan mengenai urutan aliran
komponen dan sub-assembly yang akan dirakit menjadi sebuah produk. assembly chart
berfungsi untuk menunjukkan komponen penyusun suatu produk dan menjelaskan cara
dalam membuat aliran perakitan komponen-komponen tersebut. berikut merupakan
format dari pembuatan assembly chart.
Gambar 7 Format Assembly Chart
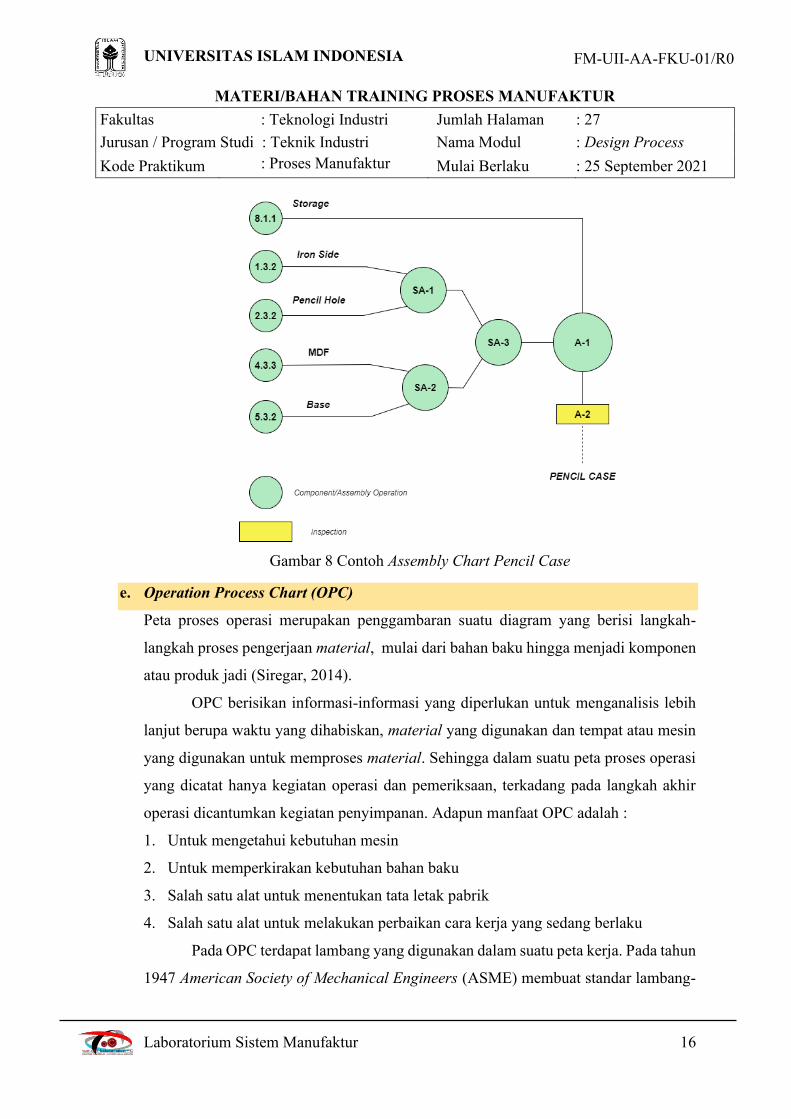
Dari penjelasan format assembly chart diatas, berikut merupakan contoh dalam
pembuatan assembly chart dari produk pencil case.
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 16
Gambar 8 Contoh Assembly Chart Pencil Case
e. Operation Process Chart (OPC)
Peta proses operasi merupakan penggambaran suatu diagram yang berisi langkah-
langkah proses pengerjaan material, mulai dari bahan baku hingga menjadi komponen
atau produk jadi (Siregar, 2014).
OPC berisikan informasi-informasi yang diperlukan untuk menganalisis lebih
lanjut berupa waktu yang dihabiskan, material yang digunakan dan tempat atau mesin
yang digunakan untuk memproses material. Sehingga dalam suatu peta proses operasi
yang dicatat hanya kegiatan operasi dan pemeriksaan, terkadang pada langkah akhir
operasi dicantumkan kegiatan penyimpanan. Adapun manfaat OPC adalah :
1. Untuk mengetahui kebutuhan mesin
2. Untuk memperkirakan kebutuhan bahan baku
3. Salah satu alat untuk menentukan tata letak pabrik
4. Salah satu alat untuk melakukan perbaikan cara kerja yang sedang berlaku
Pada OPC terdapat lambang yang digunakan dalam suatu peta kerja. Pada tahun
1947 American Society of Mechanical Engineers (ASME) membuat standar lambang-
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 17
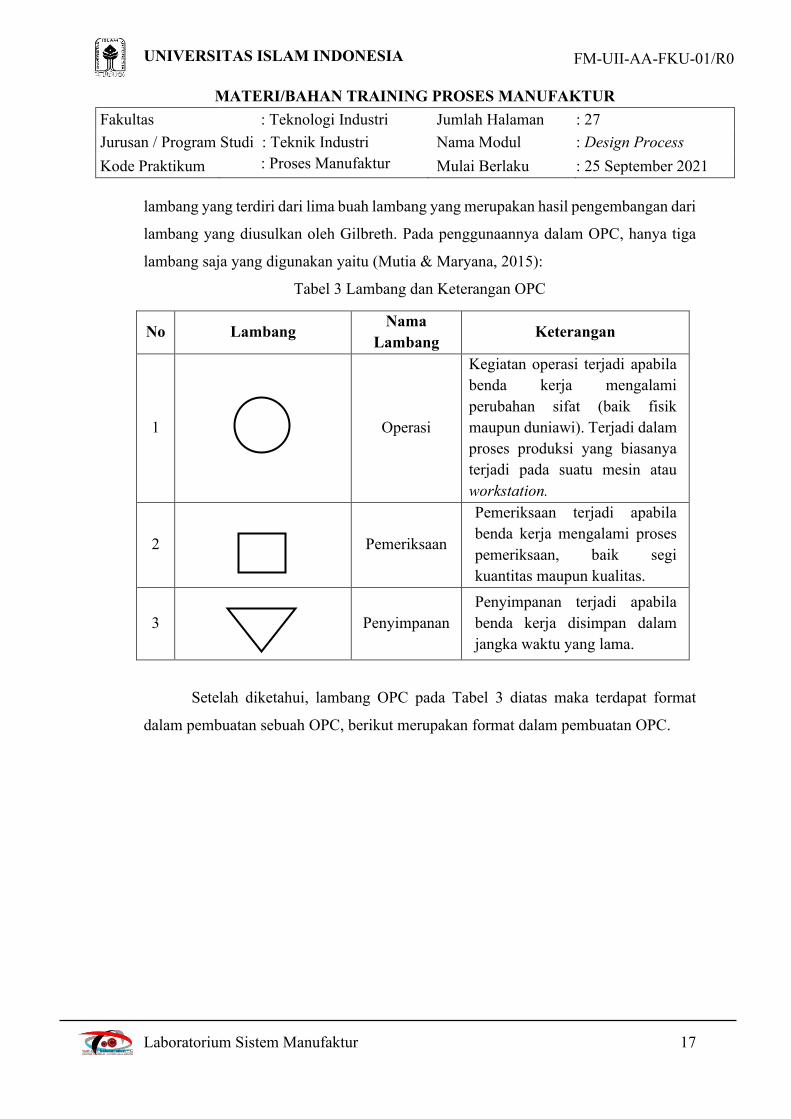
lambang yang terdiri dari lima buah lambang yang merupakan hasil pengembangan dari
lambang yang diusulkan oleh Gilbreth. Pada penggunaannya dalam OPC, hanya tiga
lambang saja yang digunakan yaitu (Mutia & Maryana, 2015):
Tabel 3 Lambang dan Keterangan OPC
No Lambang Nama
Lambang Keterangan
1
Operasi
Kegiatan operasi terjadi apabila
benda kerja mengalami
perubahan sifat (baik fisik
maupun duniawi). Terjadi dalam
proses produksi yang biasanya
terjadi pada suatu mesin atau
workstation.
2
Pemeriksaan
Pemeriksaan terjadi apabila
benda kerja mengalami proses
pemeriksaan, baik segi
kuantitas maupun kualitas.
3
Penyimpanan
Penyimpanan terjadi apabila
benda kerja disimpan dalam
jangka waktu yang lama.
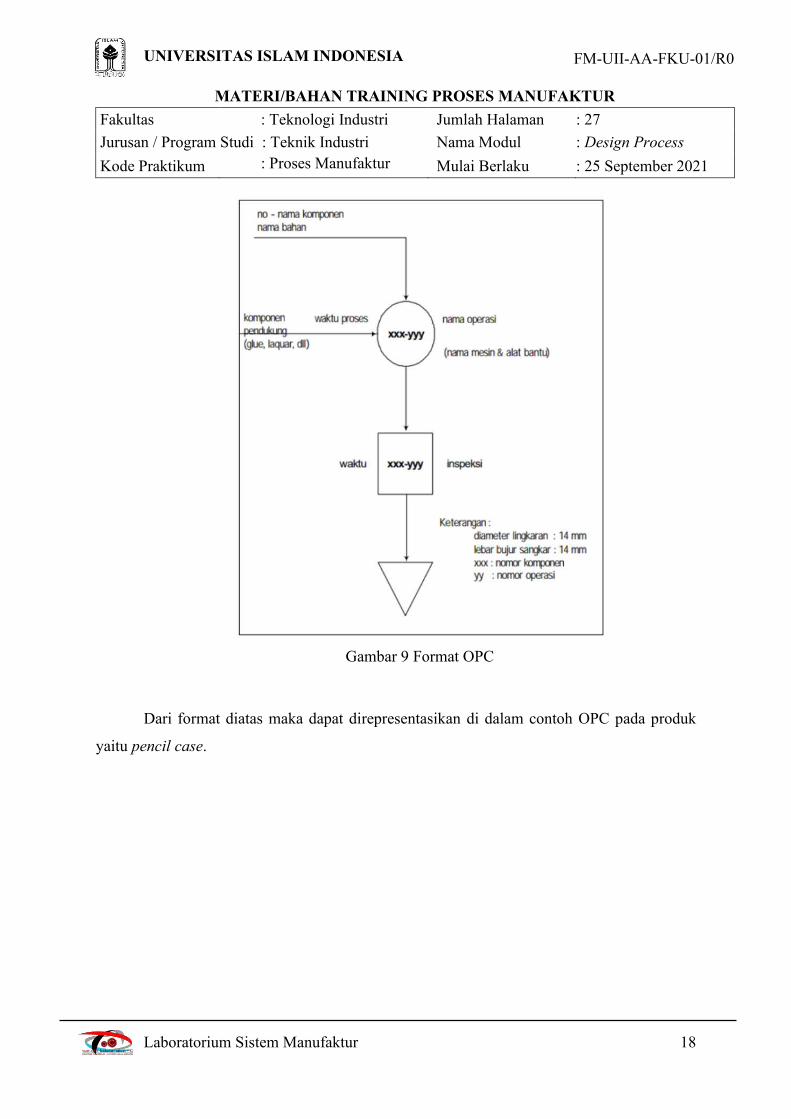
Setelah diketahui, lambang OPC pada Tabel 3 diatas maka terdapat format
dalam pembuatan sebuah OPC, berikut merupakan format dalam pembuatan OPC.
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 18
Gambar 9 Format OPC
Dari format diatas maka dapat direpresentasikan di dalam contoh OPC pada produk
yaitu pencil case.

UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 19
Gambar 10 Contoh OPC Pencil Case
Dari hasil pembuatan OPC maka dibuat tabel ringkasan dengan format yaitu
kegiatan, jumlah dan waktu (menit). Berikut merupakan ringkasan dari alur OPC
(Operation process chart) pencil case yang tertera pada Tabel 4 dibawah ini.
Tabel 4 Contoh Ringkasan OPC Pencil case
Ringkasan
Kegiatan Jumlah Waktu (menit)
19 99
5 25
1 0
Total 25 124

UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 20
f. Alur Produksi
Alur produksi merupakan rangkaian dari urutan dalam proses pembuatan produk,
dimana pada alur produksi akan dijelaskan berupa part name, material dari part, dan
machine.
Tabel 5 Contoh Alur Produksi Pencil case
No. Part name Material Machine
1 Storage PLA 3D Printer
2 Iron Side Besi Hacksaw, Frais dan Las
3 Pencil Hole Besi Hacksaw, Bor dan Las
4 MDF MDF Jigsaw
5 Base Besi Hacksaw dan Frais
g. Ukuran dan Toleransi
Toleransi adalah suatu penyimpangan yang diperbolehkan atau diizinkan. Setiap
ukuran dasar diberi dua penyimpangan yang diizinkan yaitu penyimpangan atas dan
penyimpangan bawah. Karena dengan adanya penyimpangan, sebuah benda kerja
dibuat dan diproses menggunakan toleransi, sehingga benda kerja tersebut dapat
dipasang dan di-assembly. Toleransi ukuran dibagi menjadi 3 macam yaitu:
1. Toleransi Internasional (IT)
Pada toleransi internasional besarnya ditentukan oleh ISO / R286 (sistem ISO untuk
limit dan suaian), hal tersebut untuk menyesuaikan dengan persyaratan fungsional
dan keseragaman. ISO R286 menetapkan toleransi standar yaitu:
• IT 01-4 diperuntukkan pekerjaan yang sangat teliti,
• IT 5-11 dipakai dalam bidang permesinan umum, untuk bagian-bagian mampu
tukar, yang dapat digolongkan pula dalam pekerjaan sangat teliti, dan pekerjaan
biasa.
• IT 12 - 16 dipakai untuk pekerjaan kasar.
2. Toleransi Umum
Toleransi umum adalah ukuran yang diberikan untuk sebuah proses yang tidak
memerlukan ketelitian atau bukan bagian dari benda berpasangan. Nilai toleransi
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 21
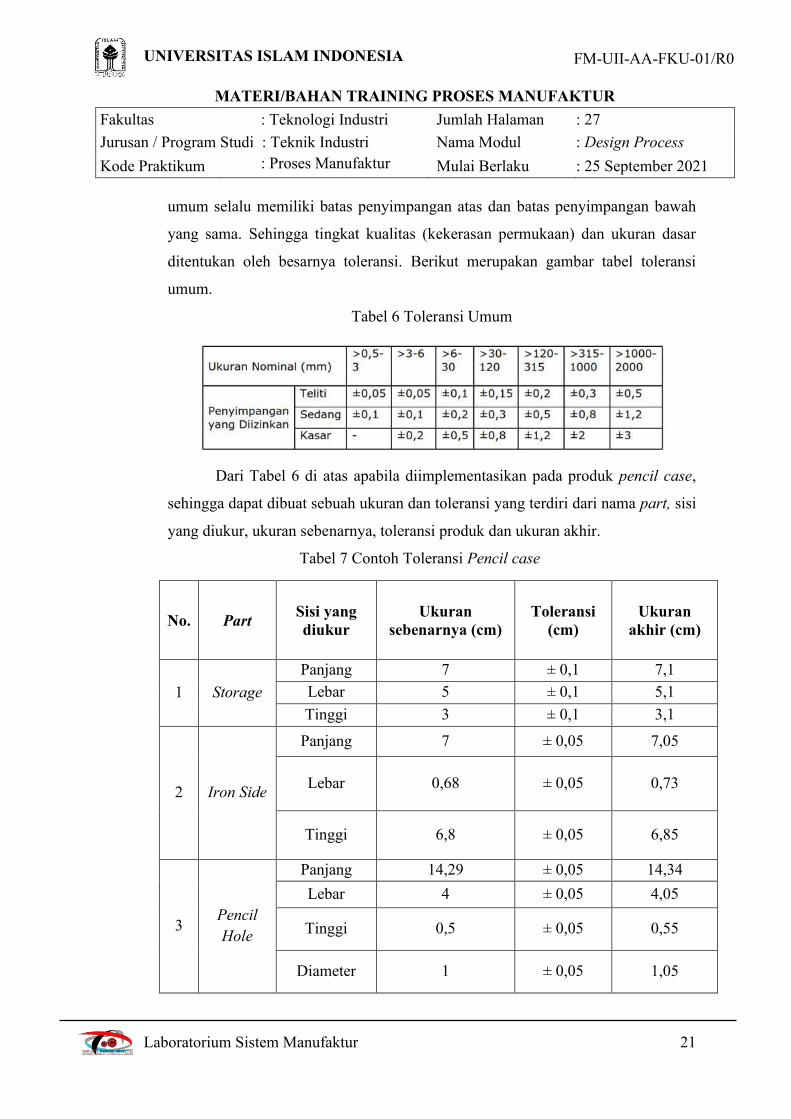
umum selalu memiliki batas penyimpangan atas dan batas penyimpangan bawah
yang sama. Sehingga tingkat kualitas (kekerasan permukaan) dan ukuran dasar
ditentukan oleh besarnya toleransi. Berikut merupakan gambar tabel toleransi
umum.
Tabel 6 Toleransi Umum
Dari Tabel 6 di atas apabila diimplementasikan pada produk pencil case,
sehingga dapat dibuat sebuah ukuran dan toleransi yang terdiri dari nama part, sisi
yang diukur, ukuran sebenarnya, toleransi produk dan ukuran akhir.
Tabel 7 Contoh Toleransi Pencil case
No. Part Sisi yang
diukur
Ukuran
sebenarnya (cm)
Toleransi
(cm)
Ukuran
akhir (cm)
1 Storage
Panjang 7 ± 0,1 7,1
Lebar 5 ± 0,1 5,1
Tinggi 3 ± 0,1 3,1
2 Iron Side
Panjang 7 ± 0,05 7,05
Lebar 0,68 ± 0,05 0,73
Tinggi 6,8 ± 0,05 6,85
3 Pencil
Hole
Panjang 14,29 ± 0,05 14,34
Lebar 4 ± 0,05 4,05
Tinggi 0,5 ± 0,05 0,55
Diameter 1 ± 0,05 1,05

UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 22
No. Part Sisi yang
diukur
Ukuran
sebenarnya (cm)
Toleransi
(cm)
Ukuran
akhir (cm)
4 MDF
Panjang 13,29 ± 0,1 13,39
Lebar 0,3 ± 0,1 0,4
Tinggi 6,3 ± 0,1 6,4
5 Base
Panjang 13,29 ± 0,05 13,34
Lebar 7 ± 0,05 7,05
Tinggi 1 ± 0,05 1,05
3. Toleransi Khusus
Toleransi khusus adalah suatu toleransi dengan nilainya di luar dari toleransi umum.
Perbedaan dari toleransi umum, bahwa toleransi khusus memiliki nilai yang lebih
kecil daripada nilai toleransi umum.
h. Lembar Rencana Proses
Lembar Rencana Proses (LRP) merupakan representasi dalam sebuah bentuk tabular
yang menyatakan runtutan atau urutan operasi beserta parameternya dalam pembuatan
part dari suatu produk. Beberapa point yang harus diperhatikan dalam mengisi tabel
lembar rencana proses adalah:
1. Nomor Proses
Adalah nomor urutan proses dalam membuat suatu produk mulai dari awal seperti
pengukuran hingga selesai seperti peletakan barang di gudang.
2. Uraian Operasi
Uraian operasi berisi dari proses dalam pengoperasian sebuah produk dari bahan
baku menjadi produk jadi.
3. Stasiun Kerja
Stasiun kerja adalah area atau tempat dalam melakukan aktivitas produksi dalam
mengubah bahan baku menjadi produk jadi yang memiliki nilai tambah.

UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 23
4. Nomor Setup
Nomor setup adalah penomoran dari setup setiap proses.
5. Alat Bantu Setup
Alat bantu setup merupakan alat yang digunakan dalam proses setup untuk
memberikan kemudahan, kenyamanan, dan keamanan bagi operator.
6. Tools
Tools adalah suatu alat bantu atau komponen baik berupa mata pahat ataupun alat
lain yang digunakan pada proses pembuatan part, sebagai contoh dalam membuat
suatu lubang tools yang digunakan adalah drill ∅7.
7. Waktu Setup
Waktu setup adalah waktu yang dibutuhkan pada sebuah mesin ataupun stasiun
kerja saat mesin dimatikan untuk mengakhiri proses produksi sampai mesin
dihidupkan kembali dan siap untuk produksi selanjutnya.
8. Waktu Proses
Waktu proses adalah waktu yang dibutuhkan dalam memproses dari suatu mesin
dalam membuat suatu produk.
9. Waktu Total
Waktu total adalah waktu dari keseluruhan dari setup, proses pembuatan, hingga
menjadi produk jadi.
Dari hasil pembahasan diatas, berikut merupakan pengaplikasian LRP dengan
contoh yaitu produk pencil case pada Tabel dibawah ini (Modul 1 Perencanaan Proses,
2015).

UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 24
LEMBAR RENCANA PROSES
Nomor : 1 Halaman ke :
No. Part : 8.1.1 File gambar :
Nama Part : Storage Material : PLA
Ukuran (cm)
Panjang : 7
Dibuat oleh : PT. Siman Diameter : 5
Tanggal : 9 Maret 2024 Tinggi : 3
No.
proses
Uraian
operasi
Stasiun
kerja
Setup
Tools Waktu
setup (s)
Waktu
proses (s)
Waktu
total (s) No.
setup
Alat
bantu
1 Di-print 3D Print Bakest
Sekop 300 300
2 Pemeriksaan - - Alat
Ukur - -
LEMBAR RENCANA PROSES
Nomor : 2 Halaman ke :
No. Part : 1.3.2 File gambar :
Nama Part : Iron Side Material : Besi
Ukuran (cm)
Panjang : 7
Dibuat oleh : PT. Siman Lebar : 0,68
Tanggal : 9 Maret 2024 Tinggi : 6,8
No.
proses Uraian operasi
Stasiun
kerja
Setup
Tools Waktu
setup (s)
Waktu
proses
(s)
Waktu
total (s) No.
setup
Alat
bantu
1 Pengukuran - - Mistar 120 120
2 Dipotong besi
silinder
Mesin
Hacksaw
Coolant,
kikir 300 300
3 Pemakanan
body iron base
Mesin
Frais Coolant 600 600
7 Pengecekan
ukuran - -
Alat
Ukur - -

UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 25
LEMBAR RENCANA PROSES
Nomor : 3 Halaman ke :
No. Part : 2.3.2 File gambar :
Nama Part : Pencil Hole Material : Besi
Ukuran (cm)
Panjang : 14,29
Dibuat oleh : PT. Siman Lebar : 4
Tanggal : 9 Maret 2024 Tinggi : 0,5
Diameter : 1
No.
proses Uraian operasi
Stasiun
kerja
Setup
Tools Waktu
setup (s)
Waktu
proses
(s)
Waktu
total (s) No.
setup
Alat
bantu
1 Pengukuran - - Mistar 120 120
2 Dipotong besi
berbentuk balok
Mesin
Hacksaw
Coolant,
kikir 300 300
3 Dilubangi bodi
iron hole Mesin Bor Coolant 600 600
3 Pengecekan - - Alat
Ukur - -
LEMBAR RENCANA PROSES
Nomor : 4 Halaman ke :
No. Part : 4.3.3 File gambar :
Nama Part : MDF Material : Kayu MDF
Ukuran (cm)
Panjang : 13,29
Dibuat oleh : PT. Siman Lebar : 0,3
Tanggal : 9 Maret 2024 Tinggi : 6,3
No.
proses Uraian operasi
Stasiun
kerja
Setup
Tools Waktu
setup (s)
Waktu
proses (s)
Waktu
total (s) No.
setup
Alat
bantu
1 Pengukuran - - Mistar 120 120
2 Dipotong kayu
MDF
Mesin
Jigsaw 300 300
3 Pengecekan - - Alat
Ukur - -

UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 26
LEMBAR RENCANA PROSES
Nomor : 5 Halaman ke :
No. Part : 5.3.2 File gambar :
Nama Part : Base Material : Besi
Ukuran (cm)
Panjang : 139
Dibuat oleh : PT. Siman Lebar : 7
Tanggal : 9 Maret 2024 Tinggi : 1
No.
proses Uraian operasi
Stasiun
kerja
Setup
Tools Waktu
setup (s)
Waktu
proses
(s)
Waktu
total (s) No.
setup
Alat
bantu
1 Pengukuran - - Mistar 120 120
2 Dipotong besi
berbentuk balok
Mesin
Hacksaw
Coolant,
kikir 300 300
3 Pemakanan
body iron side
Mesin
Frais Coolant 600 600
4 Pengecekan - - Mistar - -
UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 27
DAFTAR PUSTAKA
Akhmadi, A. N., & Wulandari, R. (2021). Pengaruh Variasi Putaran Mesin Terhadap Waktu
Pengeboran Dengan Material Aluminium Al 6063 Pada Mesin Bor Duduk. Journal
Mechanical Engineering, 11-15.
Ansori, M., & Rahayu, S. L. (2019). Analisa Perencanaan Bahan Baku Pande Besi Dengan
Menggunakan Metode Material Requirement Planning Di UD.Farrel. Repository
Universitas 17 Agustus 1945 Surabaya.
Bahrudin, A., Wahyono, W., & Yuzaili, s. (2019). Teknik Potong Miring dan Teknik Laminasi
dalam Proses Pembuatan Produk Kriya Kayu sebagai Upaya Efisiensi Bahan.
Panggung Jurnal Seni Budaya, 391-405.
Budi, R. S., Waluyo, J., & Purwanto, A. (t.thn.). Proses Manufaktur End Grip Pada Sepeda
Motor Berbantuan CAD, CAM, CNC. akprind.ac.id, 1-8.
Dudung, A. (2016). Pelatihan Praktik Pengelasan Bagi Mantan Tenaga Kerja Indonesia (TKI)
Di Jakarta. Jurnal Sarwahita , 140-145.
Gebler, M., Uiterkamp, A. J., & Visser, C. (2014). A global sustainability perspective on 3D
printing technologies. Energy Policy.
Kurniawan, P. H. (2020). Material Teknik (Logam, Keramik, Polimer, Dan Komposit). Study
Program of Mechatronics Engineering, Department of Mechanical Engineering, State
Polytechnic of Ujung Pandang, Makassar, Indonesia, 1-40.
Lubis, A. N. (2004). Strategi Pemasaran Dalam Persaingan Bisnis. Digitized by USU digital
library , 1-14.
Modul 1 Perencanaan Proses. (2015). Program Studi Teknik Industri.

UNIVERSITAS ISLAM INDONESIA FM-UII-AA-FKU-01/R0
MATERI/BAHAN TRAINING PROSES MANUFAKTUR
Fakultas : Teknologi Industri Jumlah Halaman : 27
Jurusan / Program Studi : Teknik Industri Nama Modul : Design Process
Kode Praktikum : Proses Manufaktur Mulai Berlaku : 25 September 2021
Laboratorium Sistem Manufaktur 28
Mohd. Syaryadhi, et al. (2007). Sistem Berat Menggunakan Sensor Load Cell. Jurnal Rekayasa
Elektrika, 6(1).
Mutia, S., & Maryana. (2015). Perbaikan Metode Kerja Pada Bagian Produksi Dengan
Menggunakan Man And Machine Chart. Jurnal Teknovasi, 15-26.
Naimah, R. J. (2019). Pelatihan Pembuatan Furniture Dari Bahan Limbah Kayu Pallet. Garuda
(Garda Rujukan Digital).
Pakasi, F. G. (2019). Efektivitas Saringan Pasir Up Flow Dalam Menurunkan Kadar Besi (Fe)
Dan Mangan (Mn) Dalam Air Baku. Jurnal Kesehatan Lingkungan.
Priyadana, M. I. (2016). Penerapan Media Berbasis Adobe Flash Professional Cs5 Untuk
Meningkatkan Hasil Belajar Siswa Pada Pembelajaran Kompetensi Gear Rack Lurus.
UNNES Repository, 1-54.
Putra, K. S., & Sari, U. R. (2018). Pemanfaatan Teknologi 3D Printing Dalam Proses Desain
Gaya Hidup. Seminar Nasional Sistem Indoemasi dan Teknologi Informasi 2018.
Setyaji, E. (2012). Pengaruh Temperatur Tuang Stir Casting Terhadap Densitas, Porositas,
Konduktivitas Termal Dan Struktur Mikro Pada Komposit Alumunium Yang Diperkuat
Serbuk Besi. E-Journal UNDIP.
Siregar, R. (2014). Analisa Line Balancing Dengan Membandingkan Metode Ranked
Positional Weight (Rpw) Dan Metode Kilbredge & Wester Di Ud. Rati Ayu. Medan
Area University Repository.
Supriyanto, E. (2013). “MANUFAKTUR“ Dalam Dunia Teknik Industri. INDEPT.
William, C. (2009). Materials Science And Engineering An Introduction, Eight Edition. New
Jersey : John Wiley & Sons, Inc, Hoboken.
Zailendra, K. (2018). Rancang Bangun Alat Bantu Pembuatan Furniture Kayu (Pengujian). E-
prints responsitory software, 1-140.





























