Embed Size (px)
Citation preview
5/9/2018 fura o profunda I- metodos ferramentas e suas caracter sticas - slidepdf.com
http://slidepdf.com/reader/full/furacao-profunda-i-metodos-ferramentas-e-suas-caracteristiO Mundo da Usinagem 34
Mesmo os mater iais decavacos curto s apr esentam desa-fios para os diferentes tipos deb r o c a s q u a n d o s e t r a t a d efuração mais profunda.
É sabido qu e as operações defuração são, normalmente , asm a i s d i f í c e i s da s á r e a s deus inagem ( torneamento , f re -samento e furação), já que a fer-ramenta que produz furos (sejaqual for o método ou o tipo debroca) deve, ao mesmo tempo,quebrar e extrair os cavacos omais ráp ido p ossível par a evitar
entupimento, aquecimento e da-nos às paredes do furo; deixarpenetrar a refrigeração externaou cond uzi-la intern amente atéa região próxima à aresta de cor-te; pr oduzir furos alinh ados, con-cêntricos, cilíndricos, com bomacabamento superficial e adap-tar-se à máquina em que estásendo ap licada.
Além do mais, devem ser de
mater iais, geometrias e cobertur asque permitam velocidades de cor-te e avanços compatíveis com asnecessidades de alta produtivida-de e redução de custos.
Se não bastasse, imagine to-das essas exigências agravadas porum a relação acima de 7 x D,
quando já estaremos falando defuração profunda.
TIPOS DE BROCAS EMÉTODOS PARA FURAÇÃO
PROFUNDA
Vários são os métod os dispon í-veis e podemos citar alguns de-les, separand o-os em d ois grup os:
1. Métodos par a furos muito
pr ofundos, até 150 x D, e que sópodem ser obtidos em máquinasespecialmen te pr epar adas para lí-quidos refrigerantes injetados in-ternamen te pela broca a altas pr es-sões. Tais brocas tem o Metal Durocomo característica principal e ossistemas são conhecidos como:
Canhão ( Diam. 0,98 a 35 mm) Ejector ( Diam. 18,40 a 180mm )
ST S ( Single tube System – Diam.15,60 a diâmetros acima de 300mm), todos sistemas para furosprofundos dependend o de máqui-na até 250 XD.
Os tipos Ejector e STS não sãomuito comuns, sendo utilizadospara p rodução de p eças da indús-tria petrolífera, bélica, moldes ematr izes, trocador es de calor, etc.Já a broca canhão é mais comum ,
embora necessite de máquinaspr epar adas para o sistema.
2. Grupo de ferram entas in-teiriças, tanto em Metal Durocomo em Aço Ráp ido, ap licáveisàqueles furos profundos que p o-dem ser p roduzidos em máquinasconvencionais ou CNC, com re-frigeração externa ou interna,pr essões med ias a altas.
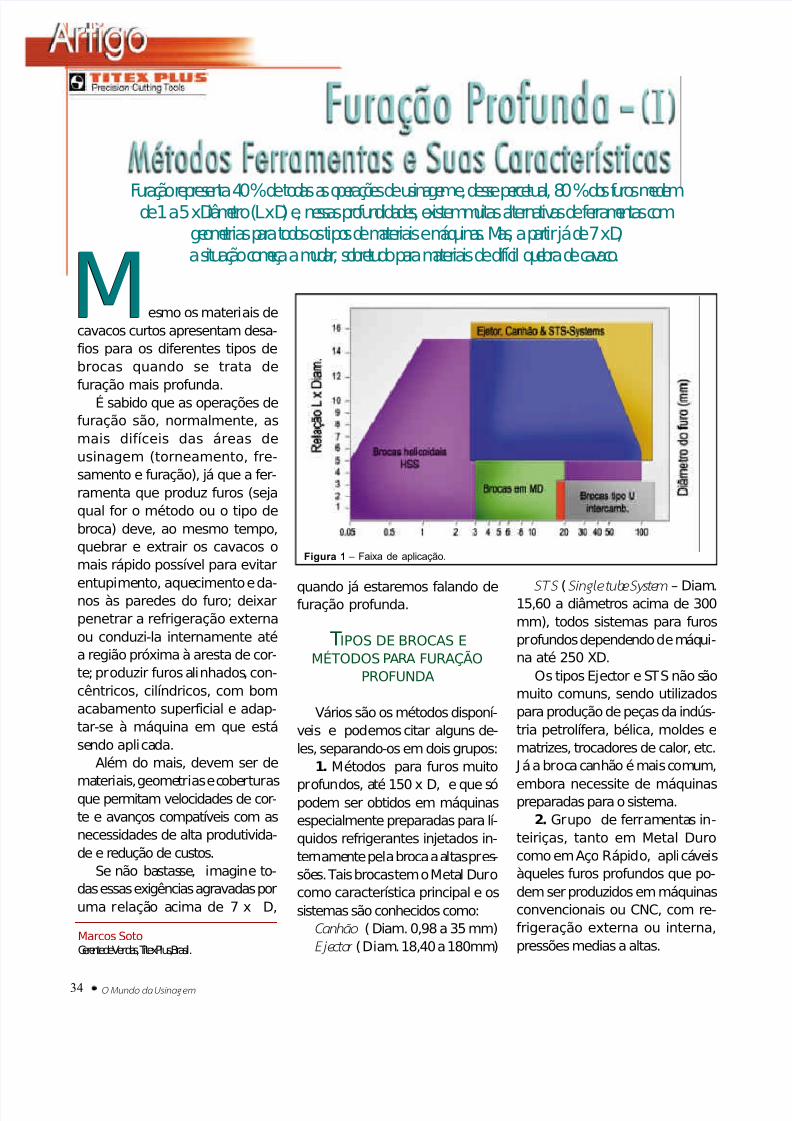
Furação representa 40 % de todas as operações de usinagem e, desse percetual, 80 % dos furos medemde 1 a 5 x Diâmetro (L x D) e, nessas profundidades, existem muitas alternativas de ferramentas comgeometrias para todos os tipos de materiais e máquinas. Mas, a partir já de 7 x D,
a situação começa a mudar, sobretudo para materiais de difícil quebra de cavaco.
Figura 1 – Faixa de aplicação.
Marcos Soto
Gerente de Vendas, Titex Plus,Brasil.
M
5/9/2018 fura o profunda I- metodos ferramentas e suas caracter sticas - slidepdf.com
http://slidepdf.com/reader/full/furacao-profunda-i-metodos-ferramentas-e-suas-caracteristiSandvik Coromant do Brasil 35
Brocas em HSS tipo UFL c/ refrig.ext. ( Diam. de 2 a 30 mm - entre 20e 80 x D) Standard ou especial;
Brocas em MD canal helicoidaltipo U FL Alpha 22 c/ refrig. ext. eAlpha 44 c/ refrig. In tern a ( Diam.de 3 a 16 mm – a té 15 x DStand ard e especial);
Brocas em MD canal reto tipoAlphajet c/ refrig. Inter. ( Diam.de 4 a 20 m m - até 25 x D );
Esses tipos de br ocas têm pos-sibilidades maiores de aplicaçãopois, além d e não necessitarem demáquinas especiais , usinam amaioria dos materiais encontra-dos na indústria, podendo tam-bém trabalhar a profundidades
além de 5 x D sem refrigeração(vide catálogos) e mesmo assimextrair cavacos.
Nessa ed ição, abord aremos asbrocas em HSS, assunto a sercomp lementado nas próximas.
BROCAS EM HSSPARAFUROS PROFUNDOS
O maior problema num furoque excede 7 x D é a rem oção dos
cavacos, sobretudo quando nãohá refrigeração interna . A alter-nativa par a as brocas conven-cionais geom etr ia ‘’N’’ é o avançointermitente (chamado Pica-Pau)uma enorme perda de tempo eaumento de custos. A solução foialterar completamente a geome-tria da broca.
GEOMETRIA OTIMIZADA
A otimização da geometria foidesenvolvida pela Titex Plus par aproduzir furos mais profundos comum número menor de paradas(Pica–Pau) para remoção de cava-cos e também minimizar os efeitosda falta de refrigeração interna.
A geom etr ia UFL baseia-se emtrês pon tos principais:
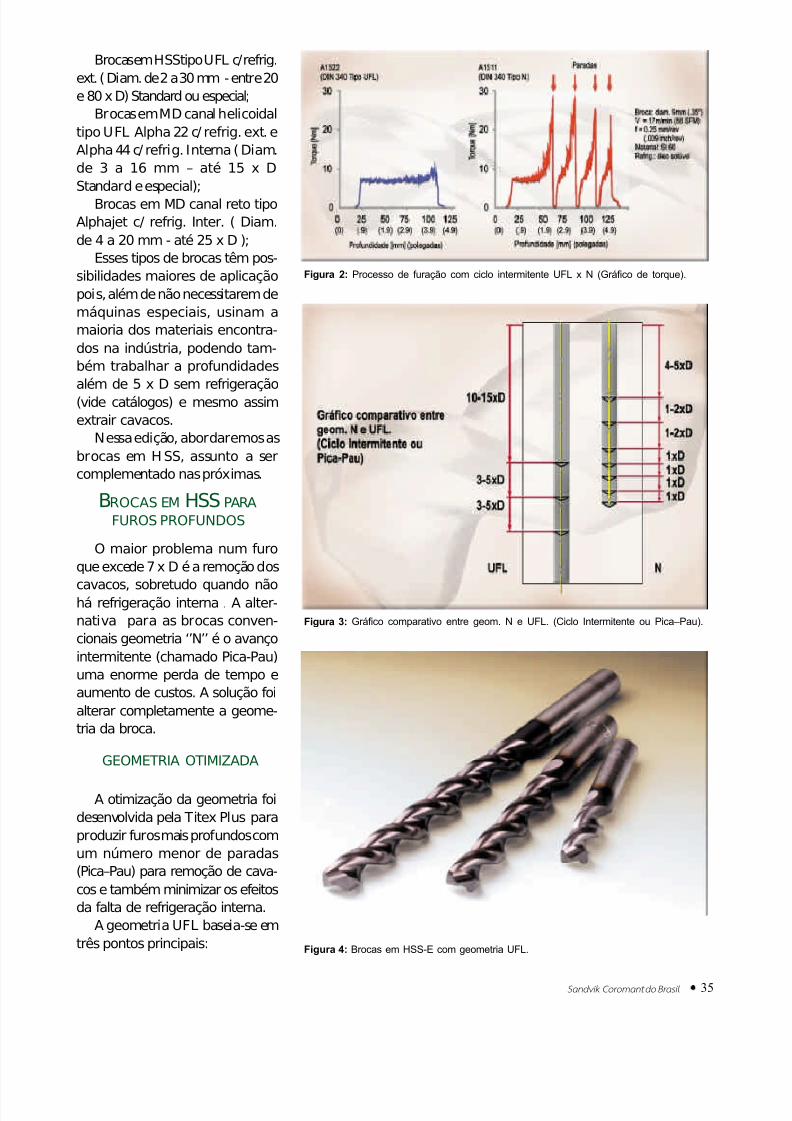
Figura 2: Processo de furação com ciclo intermitente UFL x N (Gráfico de torque).
Figura 3: Gráfico comparativo entre geom. N e UFL. (Ciclo Intermitente ou Pica–Pau).
Figura 4: Brocas em HSS-E com geometria UFL.
5/9/2018 fura o profunda I- metodos ferramentas e suas caracter sticas - slidepdf.com
http://slidepdf.com/reader/full/furacao-profunda-i-metodos-ferramentas-e-suas-caracteristiO Mundo da Usinagem 36
1. Geometria de ponta t ipo‘’U’’ ou ‘’UV’’ (Figura 5) forma cava-cos bem m enor es o que, além d efacilitar sua remoção, faz comque a maior p arte do calor gera-do na usinagem vá embora comeles . Essa geometr ia tambémpr opor ciona uma diminuição noes forço ax ia l da broca que émuito influenciado pela arestatransversal (Figura 6, Força axial).
2. Remoção da quina traseira docanal helicoidal - per mite maiorespaço para os cavacos enquanto sãotransportados para fora do furo.
3. Ângulo de hélice com 40°que facilita a rem oção dos mesmosem grand es profundidades .
A geometr ia UFL tem uma ou-tra característica importante: oaumento da seção da aresta tran s-versal da broca ( Alma ). Enquan -to na tipo ‘’N’’ isso sign ifica en tre12 a 20% do d iâmentro d a broca,na UFL é de 25 a 33 %(Figura 7,
Perfil “N” x UFL) .
Esse reforço n a alma d á maisrigidez à broca, fazend o com queseja possível atingir profundida-
des além de 70 x D ainda com efi-ciência satisfatória tanto no ali-nh amento d os furos como n a re-moção dos cavacos.
Esse aumento na espessura daAlma é compen sado pela geome-tr ia tip o ‘’U’’ ou UV, cujas van ta-gens foram men cionad as acima.
Mesmo com a s otimizações daUFL, o ciclo inter miten te (Pica–Pau) é inevitável quand o se tra-ta de usinagem sem refrigeraçãointerna, a part ir de uma certaprofundidade (ver Figura 3).
Caso o mater ial a ser u sinad oseja de fácil formação de cava-cos, a n ecessidad e d o avanço in-termitente se dá p or volta da 15x D; caso contrár io, deve se ini-
ciar com 10 x D ou m enos.O núm ero de paradas daí emdiante também depende disso,mas no comparativo N x UFL a
vanta gem d a geometria otimizadaé acentuada.
Vale lembrar, ainda, que osefeitos do calor gerado durantea usinagem aum entam p ropor ci-onalmente à profundidade dofuro, devido à d ificuldad e do lí-quido refrigerante externo ematingir a região do corte (Figura 8,
Temperatura na aresta).
Podemos concluir então quefuros profundos devem ser tra-tados de maneira especial den-t r o d a á r e a d e u s i n a g e mFuração, pois só assim o custo
pode ser diminuido ao m áximo. Nota : O texto acima abordou as
questões de maneira breve; para mais
informações, consulte-nos.
Figura 6: Força Axial.Figura 5: Geometria de ponta tipo ‘’U’’ ou ‘’UV.
Figura 7: Perfil da broca helicoidal. Figura 8: Temperatura na região da aresta de corte.





























