Embed Size (px)
Citation preview
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
CONTENT
1.CONSTITUTION AND ORGANIZATION OF THE HACCP TEAM..................................4
2. PRODUCT DESCRIPTION (product specifications)AND IDENTIFYING THE INTENDED USE........................................................................................................................5
2.1 ITALIAN SALAMI RECIPE:.........................................................................................5
2.2 ORGANOLEPTIC PARAMETERS STIPULATED BY STAS FOR SALAMI............8
2.3 PHISICAL AND CHEMICAL PARAMETERS STIPULATED BY STAS FOR SALAMI..................................................................................................................................9
2.4 MICROBIOLOGICAL PARAMETERS STIPULATED BY STAS FOR SALAMI......9
3. DEVELOPING OF THE FLOW CHART AND DESCRIBING THE PROCESS OF PRODUCT................................................................................................................................11
3.1 COOKING THE INTERMEDIATES AND PREPARATION OF COMPOSITION FOR ITALIAN SALAMI......................................................................................................12
3.2 FILLING THE CASINGS..............................................................................................12
3.3 FASTENING THE MEMBRANES................................................................................13
3.4. BARS MATURATION..................................................................................................13
3.5 ITALIAN SALAMI HEAT TREATMENT...................................................................13
3.6 STORAGE OF FINISHED PRODUCT.........................................................................13
4. HAZARD IDENTIFICATION.............................................................................................14
4.1 CIRCUMSCRIPTION OF RISK IN CLASSES.............................................................19
5. IDENTIFICATION OF CRITICAL CONTROL POINTS AND CRITICAL LIMITS.......22
5.1 Establishing the critical control points (CCP).................................................................25
6. MONITORING.....................................................................................................................26
7. ESTABLISHING CORRECTIVE ACTIONS.....................................................................29
7.1 CORRECTIVE ACTION PLAN....................................................................................29
7.2 CORRECTIVE ACTION - implementation and responsibilities...................................30
1
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
7.3 REGARDING THE PROCESSES, THEY MAY INCLUDE:.......................................32
8. CONCLUSIONS AND RECOMMENDATIONS...............................................................34
REFERENCES.........................................................................................................................36
A HACCP plan is not compiled to replace the current directives, or existing programs in
business. It should focus on preventing risks to public health protection, to minimize these
risks or, if possible, eliminate them.
2
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
A major problem that may occur in fod industry is when the compny seeks to include all the
standard working procedures in a HACCP plan.
A second major problem occurs when customers claim that all their requirements should be
included in the provider's HACCP plan.
In the EU companies and companies from other countries there are two key programs used in
the manufacture of meat products: codes of good working practices (GMP) and sanitation
programs. Both programs are part of any effective HACCP plan, but cannot substitute it.
Food safety policy (outlining the purpose)
Implementing a quality management system and implicitly a HACCP system requires, as a
first step, the policy of manufacturing quality formulation, defined as a guide indicating the
objectives to be achieved regarding the compliance of GMP, GHP and implementing a food
safety management system based on HACCP method.
The objectives of the quality policy must be realistic and measurable; among these, two are
fundamental:
- Changing the mentality (where applicable) of all members of that unit towards approaching
a quality management system, as the only way to survive in a market economy in transition,
with increasing competition;
- Continuous maintaining of attention on questions about quality, the only ones capable of
streamlininig the activity of the entire unit.
Through the policy a better involvement of people is attempted. Its role is that of restriction,
and also of indicating ways forward, to better understand quality issues.
The developed policy must be credible and made public once it has been established and
endorsed by the entire staff of the company, so that all customers and suppliers know: the
objectives to which it aims, the members of the company and the administration task
management.
1.CONSTITUTION AND ORGANIZATION OF THE HACCP TEAM
3
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
The HACCP team is the operational structure essential to implementation of the HACCP
system. It is necessary to create a multidisciplinary team composed of experienced specialists.
It brings together participants from a production unit who have acquired specific knowledge
and experience in quality control (General Manager, Quality Officer, Technical Experts,
craftsmen, laborers, etc.).
The team should consist of no more than 5-6 people, depending on your needs. The team
structure should be functional and absolutely non-hierarchical. The HACCP team will work
with field staff who will afterwards implement the HACCP system. The study’s value will
consist of full knowledge of the product, process and hazard under study.
The selected personnel must possess the basic knowledge of: tools (equipment used in the
production process), and practical aspects of the technological and maintenance operations,
the technological flow, the issues related to food microbiology, the HACCP principles and
techniques. Individuals from outside the company can be part of the HACCP team, if
necessary.
The team outline the purpose and the objectives of the HACCP study (analysis of a
production line and a product as well as considering a category of hazard), consider the
critical limits and specify this HACCP plan. The objectives should be clearly defined. It
should be set clear whether the HACCP plan is limited to customer safety (biological,
chemical or physical hazards) or includes other aspects of the finished product specification.
Necessary information (list of raw materials, flow chart, data on product / process) in this case
must be prepared before the study.
The technological process of semicured salami is similar to that of fresh salami except that
after boiling the product is cold smoked and only afterwards is stored. Different sorts of
salami products are distinguished by the proportion of different components and the way of
chopping.
2. PRODUCT DESCRIPTION (product specifications)AND IDENTIFYING THE INTENDED USE
4
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
2.1 ITALIAN SALAMI RECIPE:
ITALIAN SALAMI:
Raw materials:
- Second quality meat paste obtained by finely grinding fresh beef, used in the salami
preparation (bradt) (beef)
- Beef
- Pork
- Hard-bacon
Auxiliary materials:
- Pepper
- Allspice
- Garlic
- Muscarit
- Polyphosphate
- Sodium-ascorbate
- 60 mm-caliber artificial casing (cutisin)
-String or clips
In preparation of the meat paste obtained by finely grinding fresh beef, used in the salami
preparation (bradt), Polyphosphates and sodium ascorbate in the recipe can be replaced with
STARO P.
To get to the finished product, raw materials must pass through a series of technological
phases, which are presented below.
Reception and storage of meat and bacon
5
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
Beef is received in forequarters and hindquarters. Depending on the temperature condition,
the beef used for the manufacturing of the Italian salami must be refrigerated. For meat
products manufacturing low-fat meat is recommended and for the manufacture of bradt the
use of young animals meat, especially steers is indicated.
The pork is received in half carcasses, without heads, fat, feet and organs. Half-carcases may
be received with or without bacon. The meat delivered by the slaughterhouse is dry and
refrigerated.
The bacon is received dry, chilled or salted and can be: soft, hard or semi-hard.
Cutting, boning and meat selection
Cutting is the process by which the quarter- and half-carcasses are divided into major
anatomical parts.
Deboning is the process in which the meat is taken off the bones. In Romanian this operation
is also called „ciontolire”.
The choice of meat is the process in which the meat is sorted by quality. By choosing the
meat, the hard connective tissue (tendons) is removed, as well as the aponeurosis, vascular
and nerve cords, cartilage, bone debris and parts of fat. During this operation the meat
portioning into smaller pieces (150-500g) and apportionment according to quality is done.
Cutting beef carcass is done in quarters: the anterior and posterior, which are divided into
anatomical sections.
Beef deboning should be done on each anatomical section. The meat is fully detached from
the bones.
Choosing the beef must correspond in the end to the category of meat without excessive fat.
In making the Italian salami second quality beef with 6-20% tissue content is used.
After cutting and deboning, the parts selected for the Italian salami come from the deboned
shoulder without bacon coverage, from the meatloaf and from trimming other anatomical
parts. The meat will be cut in pieces of around l00g without large connective tissue, without
blood clots, bones or rind. The fat content of pork should not exceed 35%.
6
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
In making Italian salami hard bacon resulting from fat trimming of the different anatomical
regions is used.
Auxiliary materials:
- Pepper
- Allspice
- Garlic
- Muscarit
- Polyphosphate
- Sodium-ascorbate
- 60 mm-caliber artificial casing (cutisin)
-String or clips
Condiments are substances of plant origin used in weighted doses for enhancing preparations’
taste and smell. They come under different forms: fruit, flower buds, leaves, bulbs, bark,
roots, each with specific taste. Aromatic and taste properties are given by the essential oils
they contain. Because of their high content of bacteria, a careful microbiological examination
is necessary on their reception.
Water is used as auxiliary material for the manufacture of preparations and must meet the
sanitary conditions (colorless, odorless, tasteless).
Ice must be obtained from drinking water and must not contain impurities. It is prohibited to
use natural ice.
STAS parameters refer to the processed meat from the semicured-"Salami" group made of:
beef, pork, bacon, spices and additives in different proportions, according to the company
recipe, in compliance with sanitary and veterinary requirements in force.The products are
manufactured by hot smoking, boiling and cold smoking.
7
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
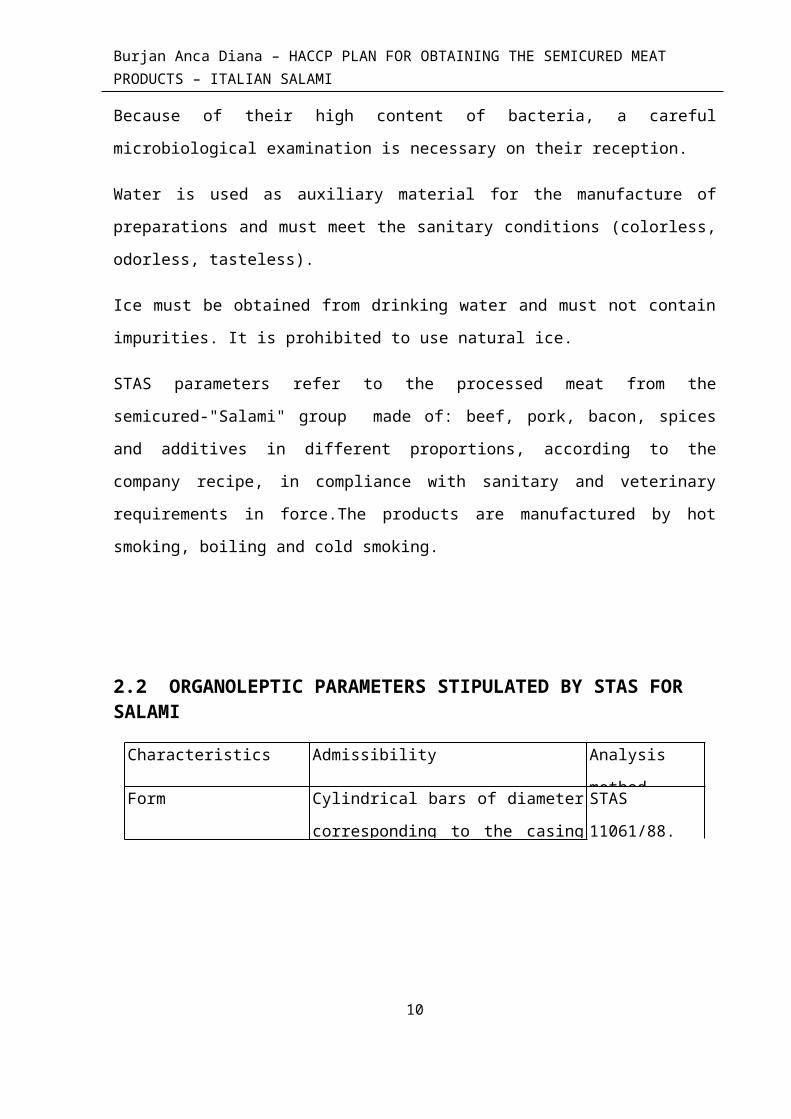
2.2 ORGANOLEPTIC PARAMETERS STIPULATED BY STAS FOR SALAMI
Characteristics Admissibility Analysis method
Form Cylindrical bars of diameter
corresponding to the casing used.
STAS 11061/88.
Exterior appearance Clean, non-sticky surface, free from fatty
lumps on their heads and under the
casings. Continuous shell, undamaged and
adhesive to the composition, reddish
brown, specific to smoked products and to
their casings.
Appearance in the section Compact mosaic composition, without
foreign bodies or fatty lumps. Rare air
gaps of about 3 mm in diameter are
admited.
Taste and odor Specific to components and spices used,
without foreign taste and odor (sour,
rancid, of mold)
Consistency Elastic, specific to its range.
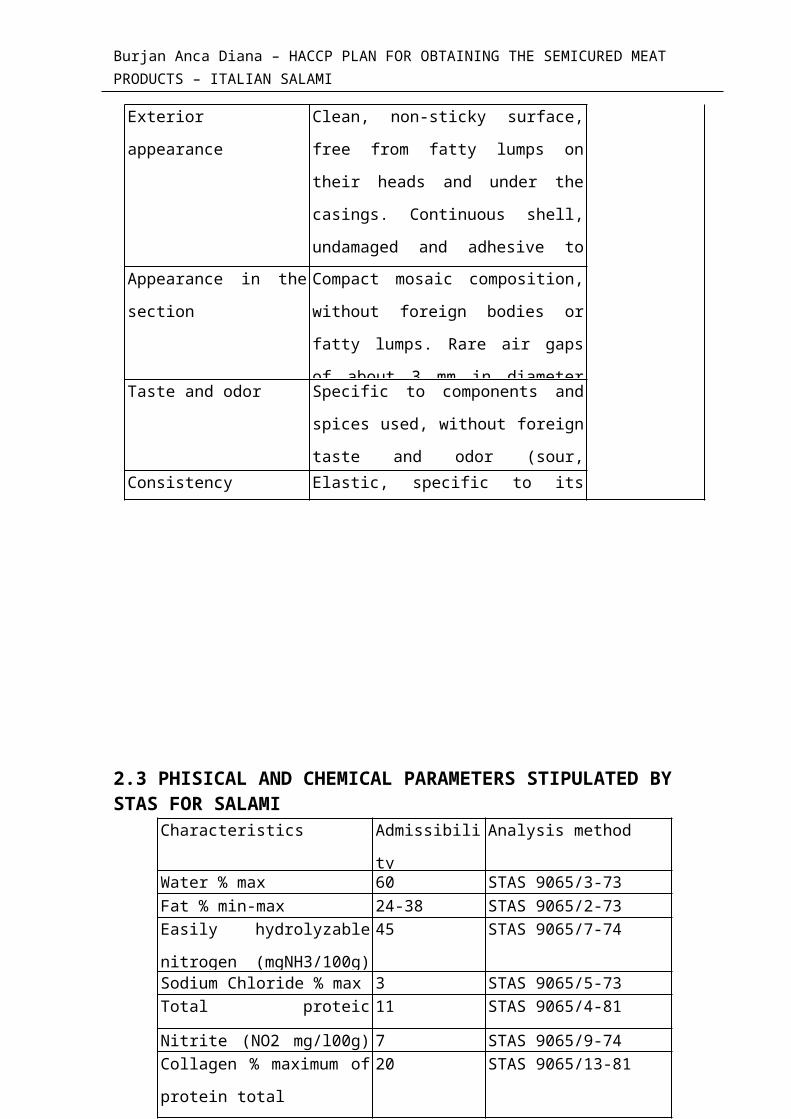
2.3 PHISICAL AND CHEMICAL PARAMETERS STIPULATED BY STAS FOR SALAMI
8
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
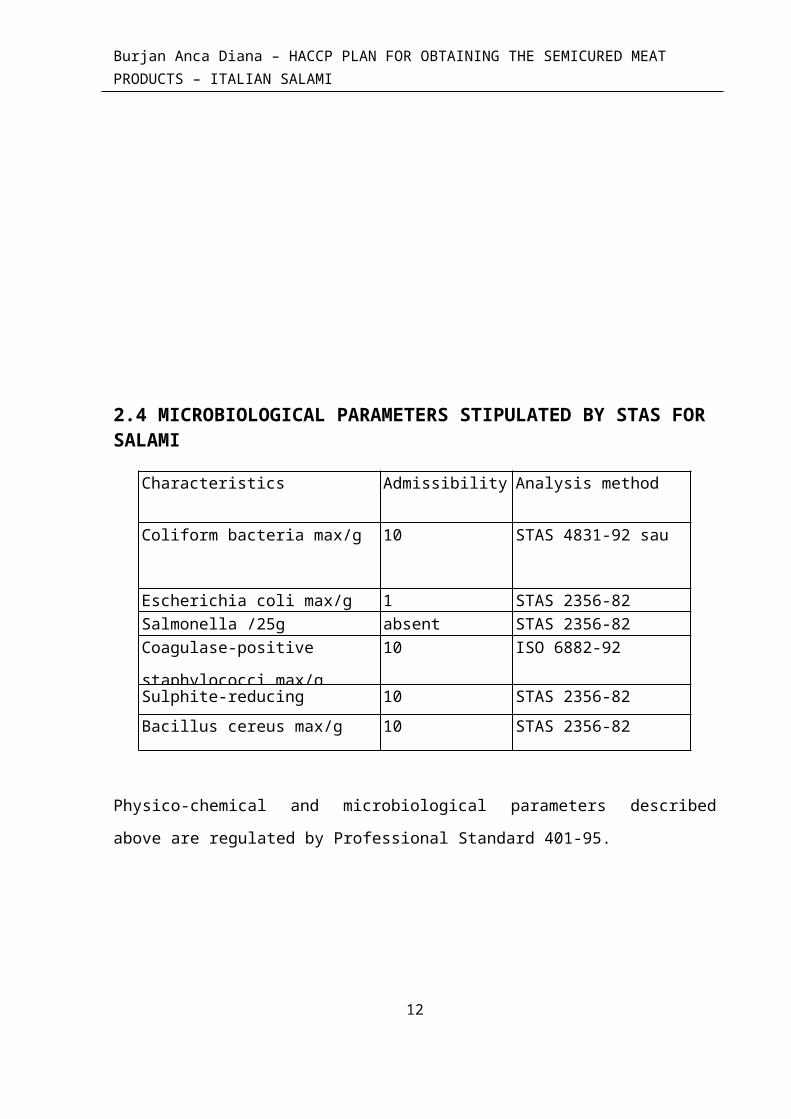
2.4 MICROBIOLOGICAL PARAMETERS STIPULATED BY STAS FOR SALAMI
Characteristics Admissibility Analysis method
Coliform bacteria max/g 10 STAS 4831-92 sau
4832-92
Escherichia coli max/g 1 STAS 2356-82
Salmonella /25g absent STAS 2356-82
Coagulase-positive staphylococci
max/g
10 ISO 6882-92
Sulphite-reducing bacteria max/g 10 STAS 2356-82
Bacillus cereus max/g 10 STAS 2356-82
Physico-chemical and microbiological parameters described above are regulated by
Professional Standard 401-95.
9
Characteristics Admissibility Analysis method
Water % max 60 STAS 9065/3-73
Fat % min-max 24-38 STAS 9065/2-73
Easily hydrolyzable nitrogen
(mgNH3/100g) max
45 STAS 9065/7-74
Sodium Chloride % max 3 STAS 9065/5-73
Total proteic substances % min 11 STAS 9065/4-81
Nitrite (NO2 mg/l00g) max 7 STAS 9065/9-74
Collagen % maximum of
protein total
20 STAS 9065/13-81
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
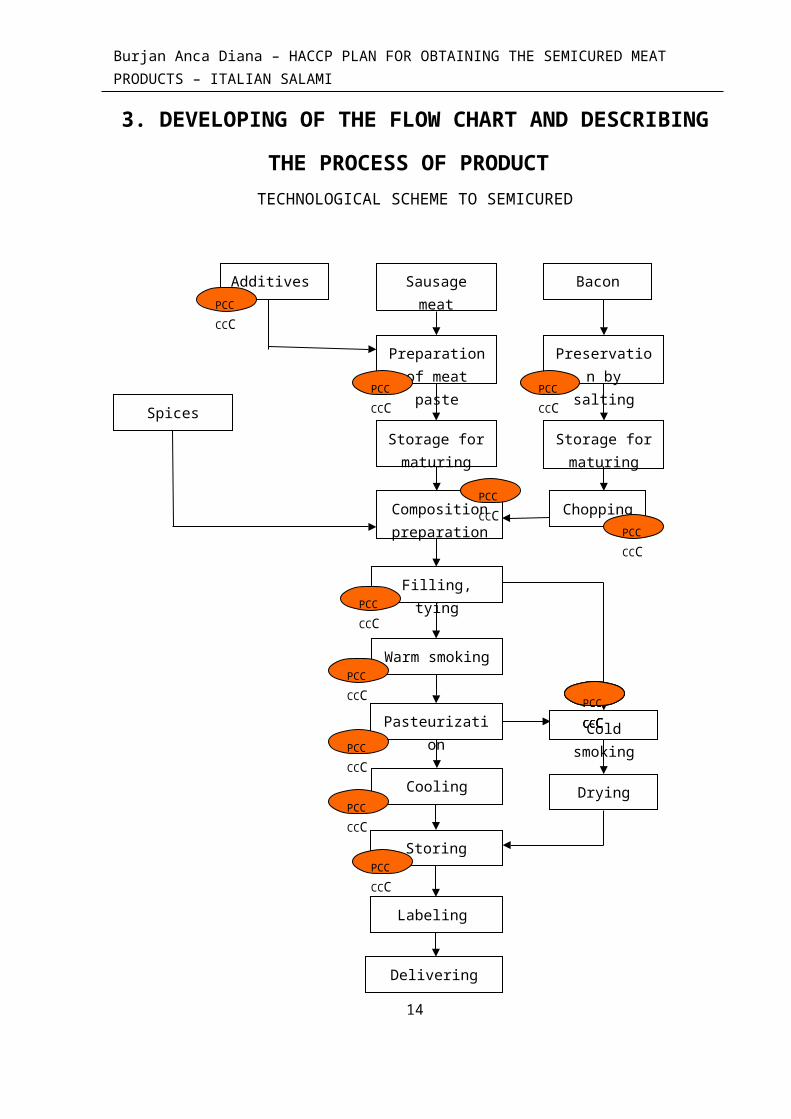
3. DEVELOPING OF THE FLOW CHART AND DESCRIBING THE
PROCESS OF PRODUCT TECHNOLOGICAL SCHEME TO SEMICURED
10
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
3.1 COOKING THE INTERMEDIATES AND PREPARATION OF COMPOSITION FOR ITALIAN SALAMI
11
Sausage meat
Preparation of meat paste
Storage for maturing
Composition preparation
Filling, tying
Warm smoking
Pasteurization
Cooling
Storing
Labeling
Delivering
Additives
Spices
Bacon
Preservation by salting
Storage for maturing
Chopping
Cold smoking
Drying
PCCC
CC
PCCC
CC
PCCC
CC
PCCC
CC
PCCC
CC
PCCC
CC
PCCC
CC
PCCC
CC
PCCC
CC
PCCC
CC
PCCC
CCPCCC
CCPCCC
CC
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
Preparation of the meat paste (bradt). The meat paste is a finely cutter minced paste, mixed
with water, and with a salting mixture (salt, nitrate and sodium nitrite) to form a thick paste of
meat-water, which is stored in the cold curing. Lately, the meat paste is made of cured grit.
Cured beef is chopped through a 3 mm sieve, then is cutter processed until a fine,
homogeneous paste is obtained. During cutter processing chilled water or ice is added in an
amount of 15 kg/100 kg of meat.
Grit preparation can be obtained through conservation, dry salting or preservation by wet
salting.
Through the preservation by dry salting, the grits are made from deboned and sorted meat cut
into pieces of 200-300g and mixed with curing mixture, including polyphosphates. After
mixing, groats are placed in trays or containers on wheels, which are maintained in the
refrigerator for 24-48 hours. To decrease the duration of maturation, that meat for the grout
should be chopped in Volf through vorschneider or, for the Italian salami, the beef (second
quality) through a 3 mm sieve and the pork and the bacon through 6 mm sieve.
Preparation of the composition:
Mixing of the components is made in the mixer, where the meat paste is added first, chilled
water to ensure the low temperature composition, then the pork and beef grout, the spices and,
eventually, the chopped bacon.
3.2 FILLING THE CASINGS
The casings are filled with a vacuum spritz that also seals the product with a clip. is for The
casings used for Italian salami have a diameter of 60 mm. When placed in the casings, the
composition should be well pressed to avoid air pockets.
3.3 FASTENING THE MEMBRANES
12
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
After filling, the salami bars are fastened with string at their ends and air pockets are
removed.
3.4. BARS MATURATION
After the salami bars were fastened, they are clung to sticks and stored in refrigerators, for
curing, for about 24 h at a temperature of 2°-4° C.
3.5 ITALIAN SALAMI HEAT TREATMENT
- Consists of: hot smoking, boiling and cold smoking.
Hot smoking is made in cells and starts with a prior casing drying at 60-65° C for 25-30
minutes, then hot smoking is run at 75-95° C for 35-45 minutes until product surface becomes
of a brick red colour.
Boiling is done in smoking-boiling cells at a temperature of 72-75° C for 1-2 hours until the
geometric center of the bar reaches a temperature of 69-70° C.
Cold smoking is done in smoking cells with indirect fire or in smokehouses with a smoke
generator at temperatures between 30 and 40° C for about 20-120 minutes. For smoking, the
product is placed on sticks, leaving distance both between bars and between the sticks for the
smoke to penetrate the entire surface of the product. Then it is dried at 16-18° C, in cold dry
ventilated rooms to reduce the water content of the product.
3.6 STORAGE OF FINISHED PRODUCT
Italian salami bars are arranged on sticks and racks and stored in dry conditions with
temperatures of 10-12° C, relative humidity of 75-80%, good ventilation, little light. Their
shelf life is 15 days.
Upon completion of technologic process and during storage the product is labeled.
Delivery and transportation of the product is made according the standards.
13
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
4. HAZARD IDENTIFICATION
Factors to be considered in hazard analysis are:
• intrinsic properties of the product during and after manufacture;
• technological processes;
• microbial content during and after manufacture;
• design and location of equipment;
• packaging procedures;
• cleaning and disinfection techniques;
• health, hygiene and training workers;
• delivery and storage of the product;
• the preparation and consumption;
• consumer practices.
For hazard analysis on meat products, information concerning returned products, and analysis
of epidemiological data are very useful.
14
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
Natural hazards.
The main natural hazards are: glass, metal, bones, wood, plastic, rubber, stones, shot, syringe
needles and other foreign bodies that may harm consumers. These risks can be best prevented
by selecting suppliers on basis of existence of effective HACCP programs, by checking
incoming raw materials and by controlling manufacturing conditions.
Preventing contamination with glass begins by making use of protected windows and lighting
in the sections of manufacturing.
Bone fragments are an ongoing concern in meat products. For some products, their presence
can be minimized, but not prevented (chopped coarse products). An effective control program
must include tracking the trend of occurrence of defects of this nature and responsibility of
workers to decrease the percentage of defects.
The use of a facility that detects foreign particles that have a minimum size of 0.8 mm and
with which products can be tested for suspected physical hazards has recently been approved.
It is considered that particles with sizes below 0.8 mm do not present a danger to consumer
health.
15
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
Chemical hazards.
A possible chemical risk is the excess of sodium nitrite, which comes from the misuse of
curing mixtures. This risk was recognized decades ago by the USDA, which established the
need of control to minimize it. Other potential risks are residues of pesticides, antibiotics,
sulfur drugs, washing and sanitizing agents, lubricants.
Mixing meat from different animal species may be a risk. One reason is that a small number
of consumers are allergic to meat from certain species of animals. Also, a beef product where
pork was in undue introduced, risks to not had been treated properly for the destruction of
parasites. Therefore, you should use effective methods to prevent errors in prescriptions and
manufacturing technologies or contamination with meat remaining in the facility on shift from
product to product manufacture.
16
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
Biological hazards.
Biological risk classification was based on their severity. This classification forms the basis
for establishing sampling plans, whose severity increases with the severity of the risks
identified.
Bellow are listed risk categories for meat products:
• pathogenic bacteria in vegetative form, which may be present in raw materials and
ingredients which are destroyed during production. Since non-sporulated pathogenic bacteria
do not survive the technological process, it is not necessary to test raw materials and
ingredients in this respect;
• Bacteria spores that can survive processes that do not provide a sterilization step.
Refrigeration below 10˚ C prevents the development of these bacteria. We will always start
from the assumption that the product contains pathogenic bacteria, no matter how small the
probability of their existence and therefore refrigeration is essential for the safety of not
sterilized products;
17
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
• pathogenic bacteria can recontaminate products after manufacture, before consumption.
These bacteria will be controlled by hygienic design of the company to minimize the risk of
cross contamination from raw materials to processed products, applying an effective
sanitation and adequate information or training of personnel involved in handling, storing and
distributing the product.
4.1 CIRCUMSCRIPTION OF RISK IN CLASSES
18
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
Stage Danger(s) Preventive / control measures
Type CR (=class of risk)
1.
Reception
Biological
3
- selecting suppliers
- pathogenic microorganisms
- health certificate
- GMP, GHP
- Personnel trainingChemical
3
- selecting suppliers
- mycotoxins - analysis bulletins
-antibiotics and hormones
- health certificate
- pesticide residues - Personnel training
Physical
2
- selecting suppliers
- foreign bodies - Personnel training- hairs - GMP- insects
2. Storage Biological3
- GMP, GHP- pathogenic microorganisms
- monitoring environmental parameters
Chemical2
- equipment maintenance - cooling agent - Personnel training
3. Sorting (Cutting)
Biological
3
- GMP, GHP- pathogenic microorganisms
- monitoring environmental parameters
- Personnel training - sanitation testsChemical
2
- GHP- detergent residues - Personnel training - pH testsPhysical
2
- GMP- insects - pest control - personnel items - personnel training- wood chips
4. Chopping
Biological
3
- personnel training- pathogenic microorganisms
- GHP, GMP
- temperature monitoring - sanitation testsChemical 2 - GHP
19
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
- detergent residues - alkalinity tests - personnel trainingPhysical
1
- GMP- insects - personnel training- personnel items - visual control - packing fragments - pest control
5. Dozare aditivi
Biological3
- GHP- pathogenic microorganisms
- personnel training
Chemical
3
- GMP- excessive additives - personnel training - metrological verification
Physical
1
- GMP- packing fragments - personnel training- insects - GHP - visual control
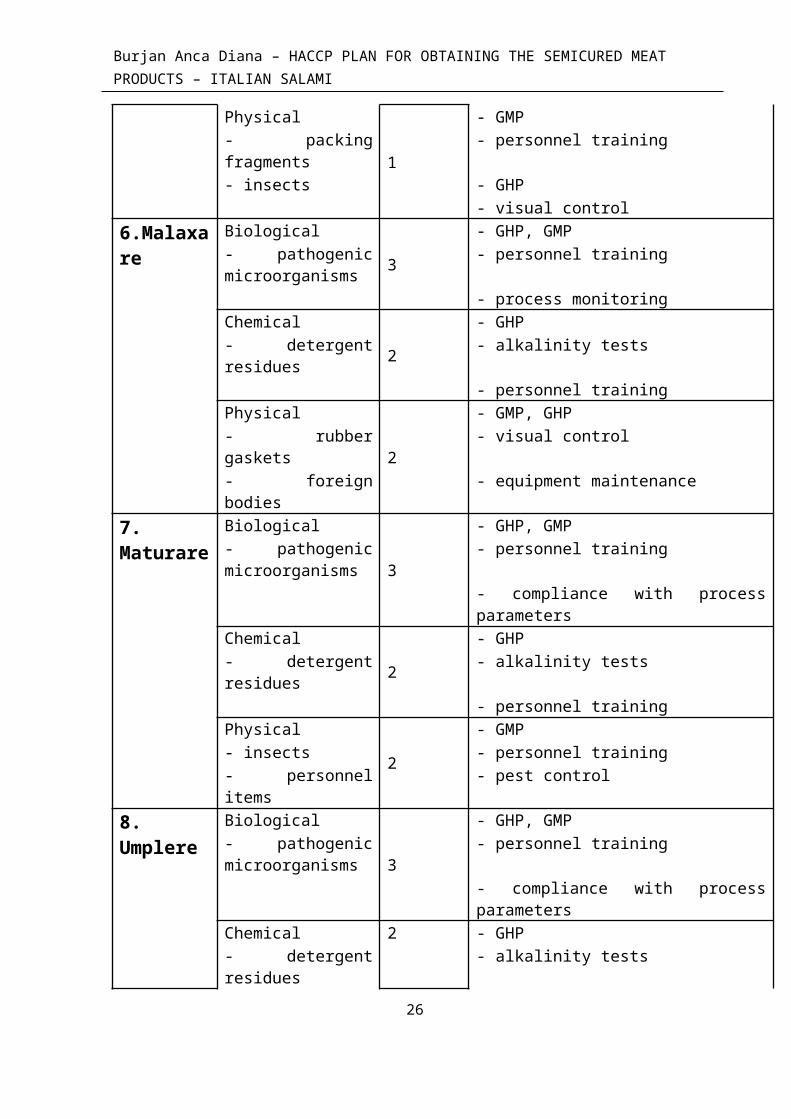
6.Malaxare Biological
3
- GHP, GMP- pathogenic microorganisms
- personnel training
- process monitoring
Chemical
2
- GHP- detergent residues - alkalinity tests - personnel training
Physical
2
- GMP, GHP- rubber gaskets - visual control - foreign bodies - equipment maintenance
7. Maturare
Biological
3
- GHP, GMP- pathogenic microorganisms
- personnel training
- compliance with process parameters
Chemical2
- GHP- detergent residues - alkalinity tests - personnel trainingPhysical
2- GMP
- insects - personnel training- personnel items - pest control
8. Umplere Biological
3
- GHP, GMP- pathogenic microorganisms
- personnel training
- compliance with process parameters
Chemical 2 - GHP- detergent residues - alkalinity tests - personnel training
20
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
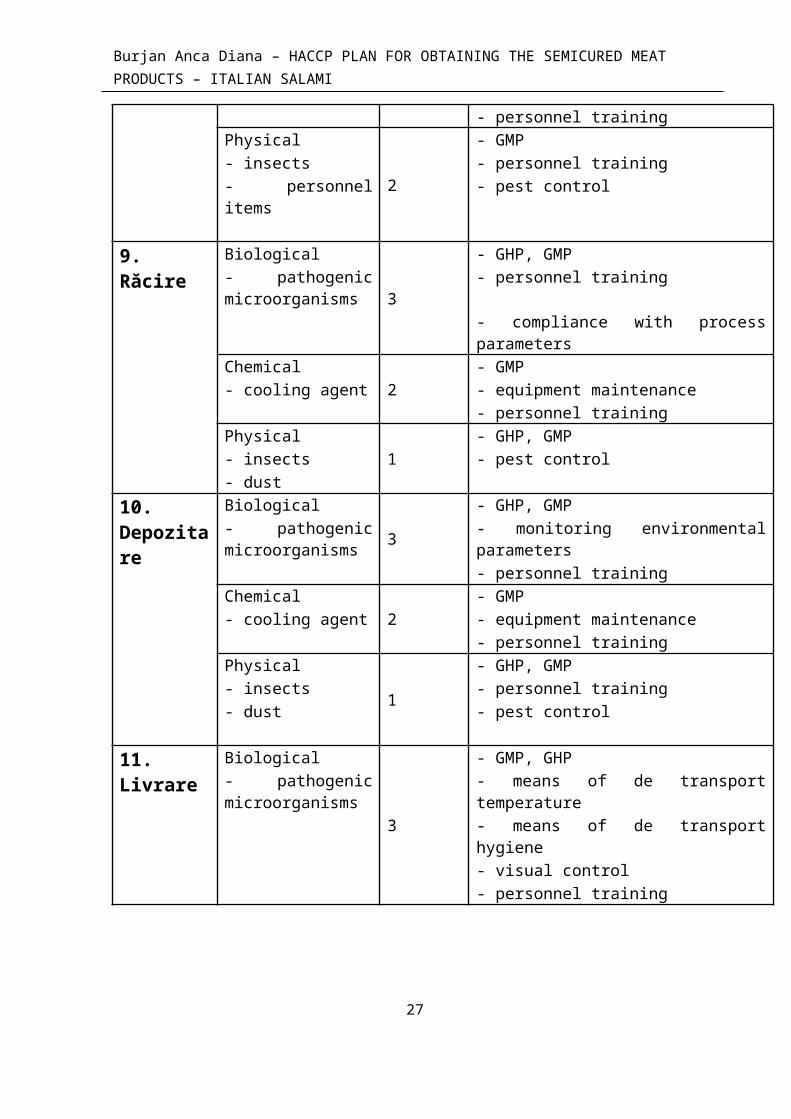
Physical
2
- GMP- insects - personnel training- personnel items - pest control
9. Răcire Biological
3
- GHP, GMP- pathogenic microorganisms
- personnel training
- compliance with process parametersChemical
2- GMP
- cooling agent - equipment maintenance - personnel trainingPhysical
1- GHP, GMP
- insects - pest control - dust
10. Depozitare
Biological
3
- GHP, GMP- pathogenic microorganisms
- monitoring environmental parameters
- personnel training
Chemical
2
- GMP- cooling agent - equipment maintenance - personnel training
Physical
1
- GHP, GMP- insects - personnel training- dust - pest control
11. Livrare Biological
3
- GMP, GHP- pathogenic microorganisms
- means of de transport temperature
- means of de transport hygiene - visual control - personnel training
5. IDENTIFICATION OF CRITICAL CONTROL POINTS AND CRITICAL LIMITS
Reception and preparation of raw materials.
21
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
The mix composition (CCP2)
The preparatory operations category includes: boning, weighing, chopping, mixing, curing,
mixtures preparation etc. Physical and chemical risks are of major concern during these
operations.
Potential chemical hazards are adding an excess of sodium nitrite and mixing meat from
different animal species (where this is not provided for in the recipe).
Physical risks that can occur are bone fragments, metal, glass and other foreign materials.
These natural hazards are best controlled by purchasing ingredients from suppliers who have
implemented an efficient HACCP system and by monitoring incoming ingredients. The
degree of monitoring should reflect the type of risk, the level of risk for each ingredient and
the confidence in the effectiveness of the providers’ HACCP system.
Industrial procedures of reception and storage of fresh meat should not allow losing control of
biological risks. In addition, common procedures used to defrost the meat do not raise the
level of biological risk to an unacceptable value. The mistakes occured during storage and
thawing raw meat will have a greater influence on technological quality and possibly on
alteration rather than on the safety of the product.
Other ingredients used in meat production are rarely a source of biological hazards for the
manufactured products. The exceptions are spices that are added after the heat treatment and
can be a source of contamination. This risk can be controlled by applying some treatments
(radiation) on spices.
The cleanliness of the facilities and the environment where the raw meat is stored and the
composition is prepared is important, but not a real threat to the safety of products, if cleaning
programs are seriously developed and appropriately applied.
Heat treatment (CCP1)
There are many variants of heat treatments used in the manufacture of meat products: heating
in water bath, boiling, frying in oil, pasteurization, sterilization, hot smoking. Products may
be subjected to heat treatment in plastic bags or bowls, boxes, casing, shapes and special
trays.
22
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
The heat treatment method used influences the speed of penetration of heat and uniformity of
heating. Heat treatment process must be controlled to achieve two objectives:
1. Preventing the excessive multiplication of microorganisms during heating, prior to reaching
lethal temperatures. Pathogenic bacteria can multiply during very slow heating in the
temperature range between 10˚ C and 52˚ C. Theoretically, this could result in the production
and accumulation of thermostable toxin. When lethal temperature is reached, vegetative cells
are destroyed. The risk of occurence and accumulation of toxins is very low, but must be
taken into account. Another problem is dehydration during the initial phase of warming,
particularly on the surface of products not covered tightly. Reduction of water activity on the
surface of the product may increase heat resistance and prompt survival of pathogenic
bacteria.
2. Obtaining the minimum internal temperature throughout the product, which requires the
maintenance of the product to a minimum internal temperature for a given time. This is the
easiest way to achieve microbiological safety of products.
As ready for on establishing the heat treatment regime, data on Salmonella and Listeria
monocytogenes will be taken into account.
Cooling (CCP2)
Cooling is required as a further thermal treatment process. On the other hand, cooling is very
important to control the multiplication of microorganisms and the germination of spores that
survived the heat treatment. The cooling rate is very important: from 52˚ C to 20˚ C. Under
20˚ C, pathogenic sporulated mesophilic bacteria that might be present in meat products
multiply slowly, and below 10˚ C multiplication ceases.
Cooling can be done in several ways: with water, water bath or ice-water bath, cold air,
carbon dioxide or liquid nitrogen. The product can be placed on grills, on conveyor belts or
immersed in water. The vacuum packed products must be refrigerated before packing to
prevent peeling and wrinkling of the foil. During cooling operation, and possibly during
portioning and packaging, the product is exposed to potential contamination. A general
problem is condensation, which can be a source of microbial contamination of cooling
products.
23
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
Contamination caused by cooling water quality is a problem, but not for the consumption
safety of products sold in refrigerated or frozen state because the contamination
microorganisms can not grow.
Packaging (CCP2)
The meat is placed in crates or boxes for storage and subsequent delivery. Risk of
contamination with pathogenic microorganisms is controlled by the application of
environmental sanitation programs, and by training the workers. Coding and labeling of these
products is a checkpoint, because it is essential both for monitoring, and for verification of
product recast.
Storage and delivery (CCP2)
Ready for consumption meat products, being perishable, will be stored and delivered to more
than 5˚ C. Microbiological changes occurring on these products during storage and delivery
are influenced by several factors: ingredients, heating, cooling, product composition,
packaging, contamination after heat treatment. Biological risks are caused by the combined
effects of these factors and by the storage and delivery conditions.
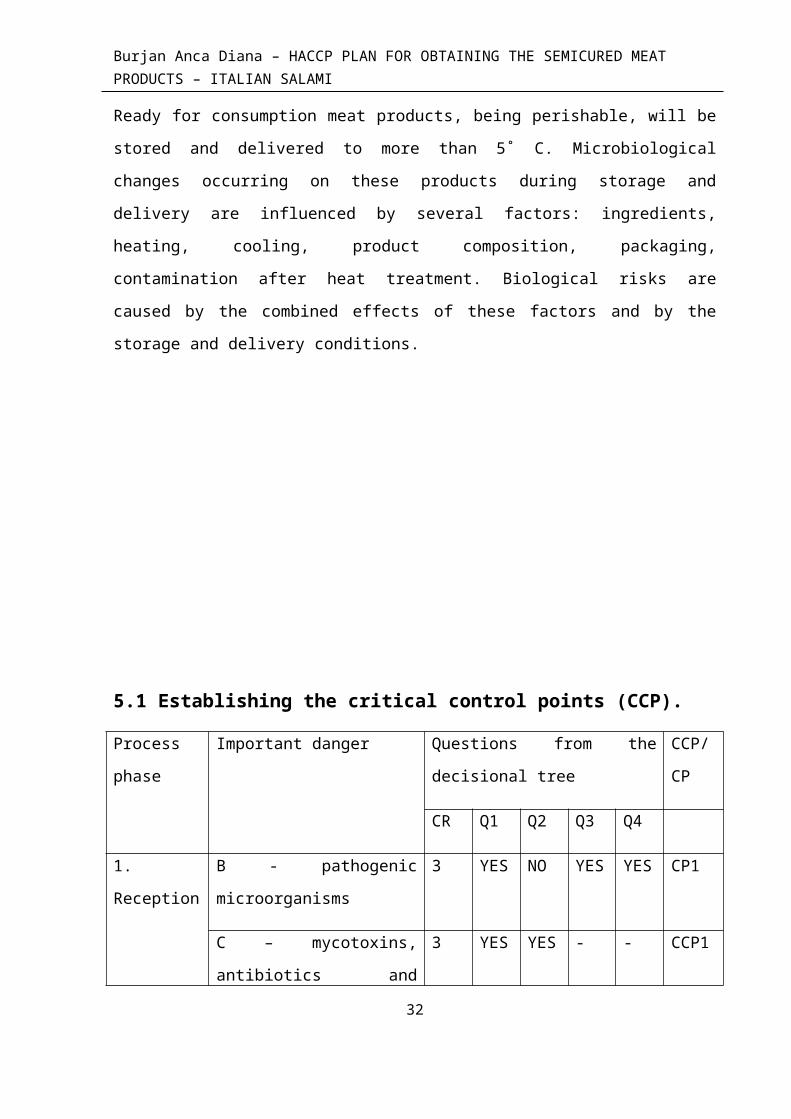
5.1 Establishing the critical control points (CCP).
Process
phase
Important danger Questions from the decisional tree CCP/
CP
24
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
CR Q1 Q2 Q3 Q4
1. Reception B - pathogenic microorganisms 3 YES NO YES YES CP1
C – mycotoxins, antibiotics
and hormons
3 YES YES - - CCP1
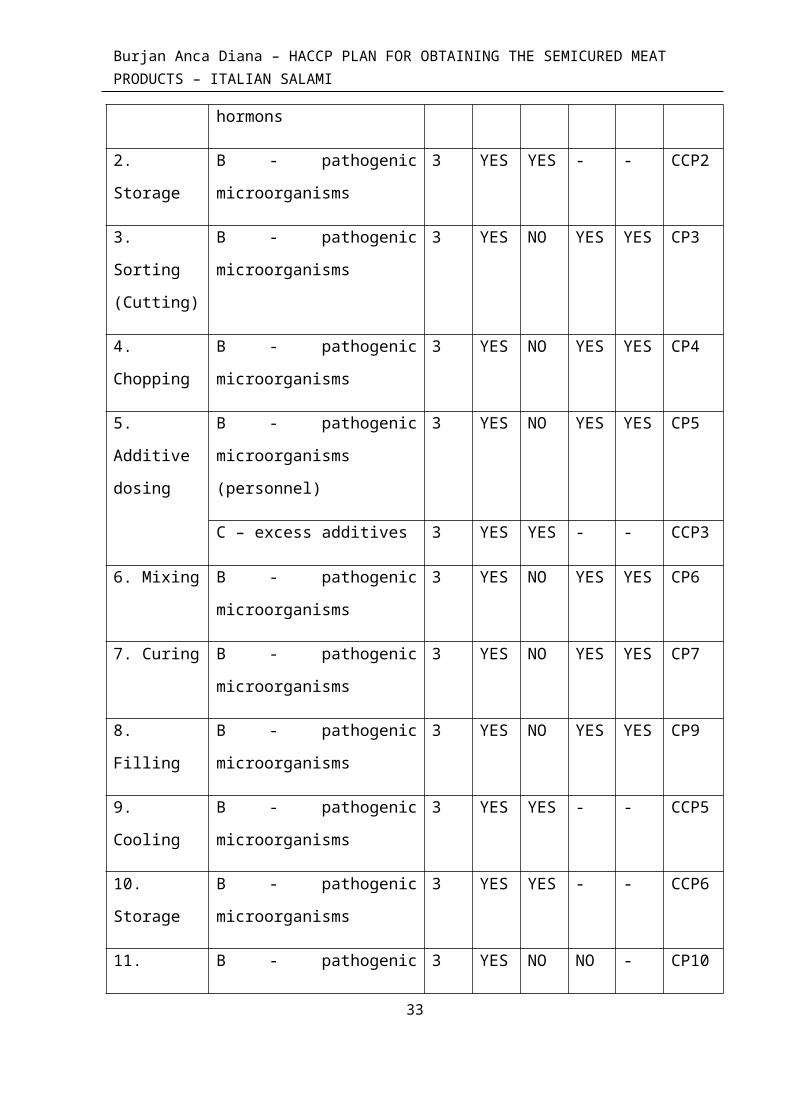
2. Storage B - pathogenic microorganisms 3 YES YES - - CCP2
3. Sorting
(Cutting)
B - pathogenic microorganisms 3 YES NO YES YES CP3
4. Chopping B - pathogenic microorganisms 3 YES NO YES YES CP4
5. Additive
dosing
B - pathogenic microorganisms
(personnel)
3 YES NO YES YES CP5
C – excess additives 3 YES YES - - CCP3
6. Mixing B - pathogenic microorganisms 3 YES NO YES YES CP6
7. Curing B - pathogenic microorganisms 3 YES NO YES YES CP7
8. Filling B - pathogenic microorganisms 3 YES NO YES YES CP9
9. Cooling B - pathogenic microorganisms 3 YES YES - - CCP5
10. Storage B - pathogenic microorganisms 3 YES YES - - CCP6
11. Delivery B - pathogenic microorganisms 3 YES NO NO - CP10
6. MONITORING
25
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
Monitoring should be based on quick measurements, in order to correct in due time errors
occurred without compromising consumption safety of finished products. Monitoring
methods used are:
• visual observation;
• temperature measurement;
• duration measurement;
• pH measurement;
• humidity measurement.
Continuous monitoring would be ideal, coupled with automatic correction of manufacturing
conditions. If a continuous monitoring is not possible, frequency of monitoring should be
determined on a statistical basis.
HACCP system efficiency depends on the tools’ precision and training of the workers
involved in monitoring. They must:
• understand the purpose of each stage in the process;
• understand the importance of monitoring this phase;
• to know their responsibility regarding the control of a certain stage;
• realize that the consumption safety of the products depends on their work.
The activity of the workers involved in monitoring is checked by the staff responsible with
HACCP system evaluation.
26
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
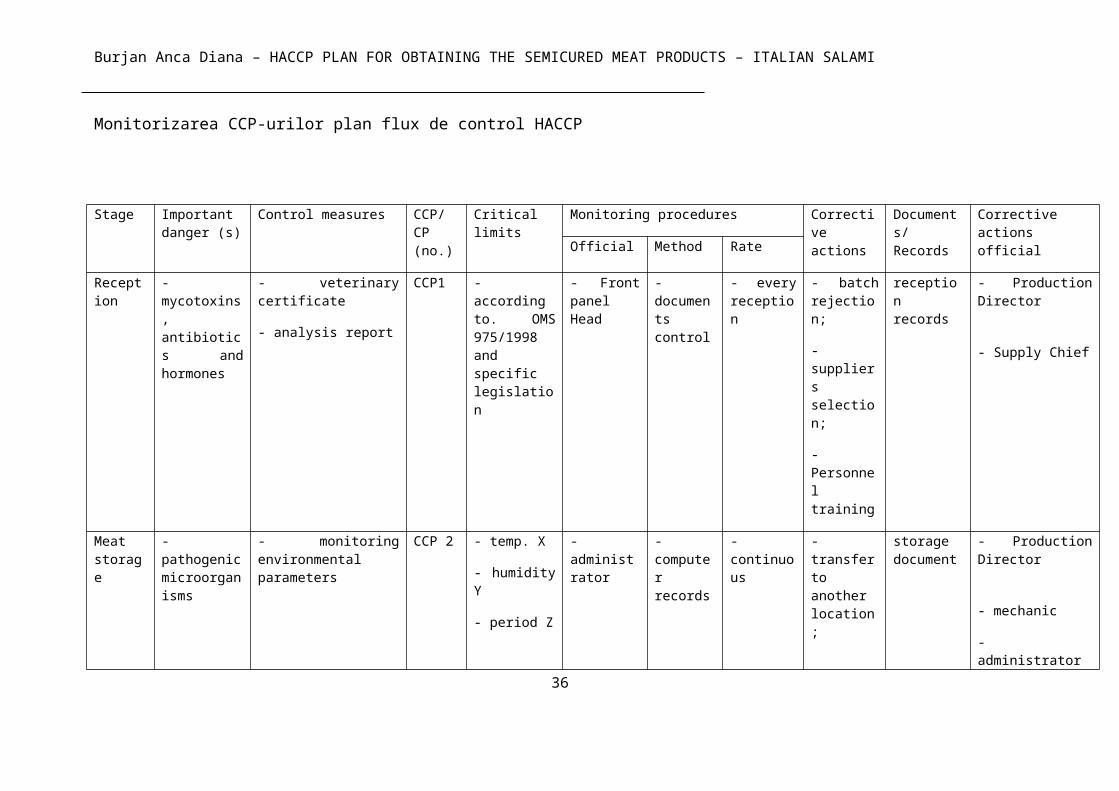
Monitorizarea CCP-urilor plan flux de control HACCP
Stage Important danger (s)
Control measures CCP/CP (no.)
Critical limits Monitoring procedures Corrective actions
Documents/Records
Corrective actions official
Official Method Rate
Reception
- mycotoxins, antibiotics and hormones
- veterinary certificate
- analysis report
CCP1 - according to. OMS 975/1998 and specific legislation
- Front panel Head
- documents control
- every reception
- batch rejection;
- suppliers selection;
- Personnel training
reception records
- Production Director
- Supply Chief
Meat storage
- pathogenic microorganisms
- monitoring environmental parameters
CCP 2 - temp. X
- humidity Y
- period Z
- administrator
- computer records
- continuous - transfer to another location;
- maintenance;
- Personnel training
storage document
- Production Director
- mechanic
- administrator
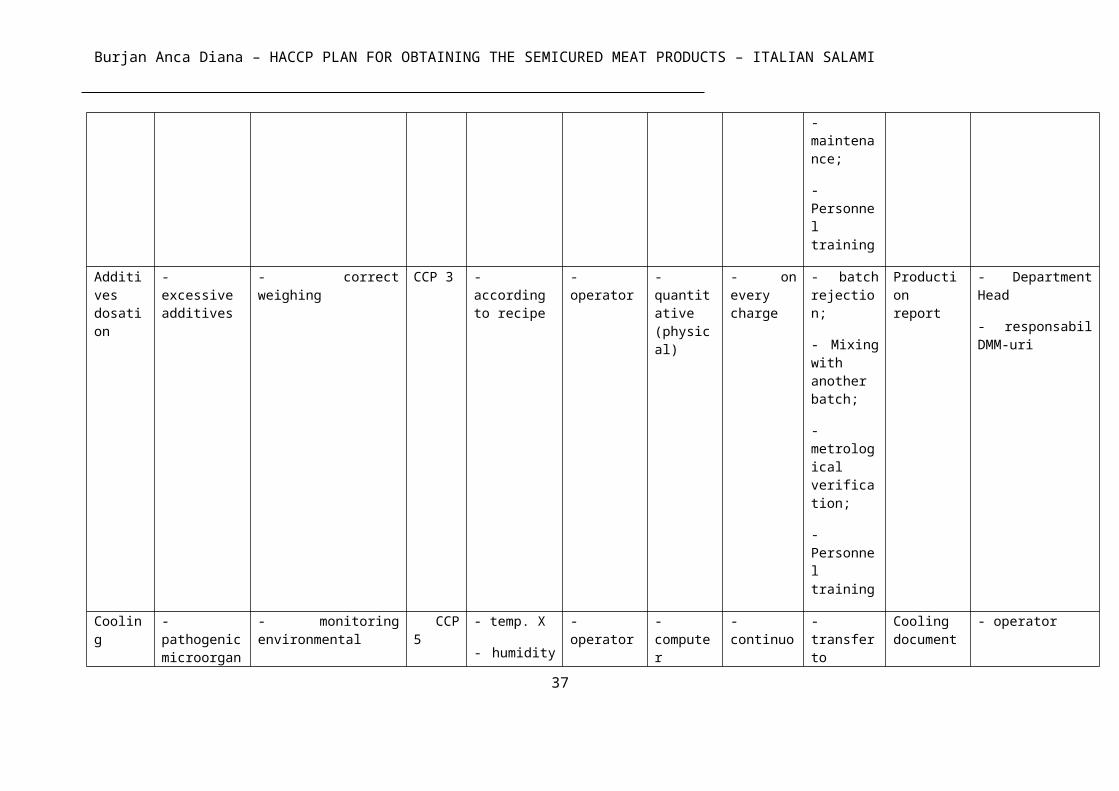
Additives dosation
- excessive additives
- correct weighing CCP 3 - according to recipe
- operator - quantitative (physical)
- on every charge
- batch rejection;
- Mixing with another batch;
-
Production report
- Department Head
- responsabil DMM-uri
27
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
metrological verification;
- Personnel training
Cooling - pathogenic microorganisms
- monitoring environmental parameters
CCP 5 - temp. X
- humidity Y
- period Z
- operator - computer records
- continuous - transfer to another location;
- maintenance;
- Personnel training
Cooling document
- operator
- mechanic
- Production Director
Storing final product
- pathogenic microorganisms
- monitoring environmental parameters
CCP 6 - temp. X
- humidity Y
- period Z
- administrator
- computer records
- continuous - transfer to another location;
- maintenance;
- Personnel training
- urgent delivery
storage document
- administrator
- mechanic
- Production Director
28
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
7. ESTABLISHING CORRECTIVE ACTIONS
Assigning responsibility to a specific operator for each CCP, for monitoring CCP parameters
involves at the same time identifying the person who will implement corrective actions when
the tend to overcome the critical limits manifests or when they are exceeded. In addition, have
a corrective action plan should be prepared for each CCP, an activity which is the
responsibility of the HACCP team.
7.1 CORRECTIVE ACTION PLAN
A deviation in a CCP is defined as a failure of observing the established critical limits.
Corrective action plan is a series of predetermined and documented interventions that will be
adopted when there is an excess of these critical limits. Early defining of corrective actions,
ensures rational and weighted decisions, excluding improvisations generated by emergency
that could prove more damaging, even if they seem to offer immediate benefits.
The objectives underlying the determination of corrective actions are as follows:
identifying the destination of the products manufactured in the period the deviation appeared,
ie, when the CCP was out of control. This is in fact "correction";
identifying the causes of deviation and correcting them to restore control of the CCP, ie
"corrective action" itself;
obtaining and maintaining records of actions taken;
In general, the CCP monitoring parameters of a process can highlight two different situations:
the tendency of a given parameter characteristic of the CCP to exceed the specified critical
limits or even actually overcoming of these limits. Activities conducted in the two cases are
obviously different: the first is to adopt corrective "intervention" to take appropriate control of
the CCP, before the danger becomes real; in the second case, however, it is necessary to take
such corrective action so that the CCP be brought under control and to take measures for the
product obtained under conditions of lack of safety.
29
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
Thus, the HACCP team has the task to distinguish and describe a series of corrective actions
for the development of an intervention plan, applicable in due time when deviations occur in
any of the CCP identified on the production flow.
It is necessary that this plan include:
- Designation of responsibility for corrective action;
- Description of the means to use and the instruction to follow for correcting the occured
deviation;
- Correction made for the products obtained when the CCP was out of control (the destination
of these products);
- Recording the correction and the corrective actions taken.
7.2 CORRECTIVE ACTION - implementation and responsibilities
The person responsible for implementing corrective action usually coincides with that which
is monitoring. This person establishes that the requirements the first person has to meet also
stand for the second person.
Thus, training must provide the abilities to act promptly to adopt, from the range of corrective
actions, the ones appropriate to the manifested deviation and to apply all the pre-established
procedures.
The HACCP team must have a procedure of recording all manifested deviations on the
production flow and corrective actions to fix it.
This documentation is part of the HACCP Plan and must be maintained in the unit at least as
long as the product shelf life.
7.1 Establishing verification procedures
The HACCP team, through the activities undertaken so far on the HACCP plan has identified
all hazards associated with the process / product under discussion, has led the CCP,
established critical limits for each parameter characteristic of the CCP, completed the system
of monitoring and the corrective action to restore control CCP. Moreover, the guarantee of
30
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
correct operation of the HACCP system can be given by defining an appropriate verification
procedure that will include: validation and internal audit.
Verification is first conducted on HACCP system implemention, along with the HACCP plan
validation. Validation is also required after any revision.
Verification is represented by all methods, procedures and tests used in addition to monitoring
to assess compliance of HACCP System and HACCP Plan established by the team. More
specifically, the objectives pursued by the HACCP team in this process are mainly the
following:
- Evaluation of the critical limits established for each CCP, through processes and methods of
scientific and technical nature;
- Confirmation of corrective action set for any deviations that occurred in the CCP;
- Ensuring the effective functioning of the HACCP Plan developed for the process / product
being studied, which means ensuring that all operations to be performed for the proper
functioning of the Plan and related activities are and continue to be fulfilled in an appropriate
manner.
The most difficult task falls on HACCP team especially on the first two objectives: in most
cases the problem of verifying the validity of critical limits and corrective actions related to
each CCP, calls for studies and analysis conducted by specialists with experience in various
sectors. Moreover, this phase is of fundamental importance for ensuring that identified
hazards are effectively controlled.
HACCP team is responsible of specifying what methods and procedures will be followed to
achieve the objectives mentioned earlier, frequency and responsibilities agreed. The following
are among the applicable methods:
- Taking samples for analysis (during the production flow or even on final product)
- Comments and analysis related to those critical points that have a major impact on product
safety;
-Analysis of raw materials to verify compliance with the data in accompanying documents;
31
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
- Verification of the storage conditions, distribution and sale of final product and of the actual
use by consumers etc.
7.3 REGARDING THE PROCESSES, THEY MAY INCLUDE:
- inspections concerning the modality of conducting the operations;
- Assessment of the monitoring system;
- Validation of critical limits;
- Assessment of deviations and interventions implemented where the tendancy of overcoming
the critical limits manifests;
- Verification of document records made in the CCP relating to previous inspections;
- Certifying compliance of the HACCP Plan checks;
- thorough examination of the conducted HACCP Plan, etc.
Establishing documentation and records
Application of HACCP System, calls, on the one hand, the availability of adequate and
accurate data, and, on the other hand, keeping such documents.
Documentation Management
The fundamental objectives underlying this stage are:
- Preparing and maintaining the HACCP plan, generally in the form of a written document;
- Keep all records and documents resulting from the application of HACCP system within the
company.
The existence of a records storage system leads to satisfying one of the most important
requirements of the system: "traceability." All the entries, which in fact demonstrate how the
system works, represent the posibility of reconstruction the path followed by a product at any
32
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
stage of manufacture. Thus, on verifying the functionality, the records represent the basic
elements.
Covering the steps to implement the HACCP system from the Product Description to the
Corrective Actions, is in fact obtaining the HACCP Study. This study ends with the HACCP
Plan, the basic document of this system.
The structure of a HACCP Plan is usually the following:
Stage of the
production
flow
Major
Risk
Control
Measures
CCP/AP
No.
Critical
limits
Monitoring Corrective
Actions
Records Responsible
for
corrective
actions
Responsible. Method Rate
The HACCP plan must contain all data on the hazards identified for each process / product or
product category, all the information leading to the identification of a monitoring system,
corrective actions and documents related to registration.
33
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
8. CONCLUSIONS AND RECOMMENDATIONS
CONCLUSIONS
After implementing the HACCP plan on the quality of casing meat preparations (Italian
salami) and for a more effective operation, the following conclusions can be drawn:
• raw and auxiliary materials used to obtain the casing meat preparations (Italian salami),
should correspond to organoleptic and physico-chemical aspect.
• Final products should meet the organoleptic standards, except a small number where some
defects on casing (wrinkled appearance) were found.
• raw and auxiliary materials used in the production flow should be of high-quality, which can
prevent the emergence of defects in freshness, the finished product falling, from the freshness
point of view, under the category of fresh products, and could be put into use in all situations;
Samples examined should be within the parameters stipulated by STAS.
RECOMMENDATIONS
In order to improve the quality of meat products in terms of integrity and hygiene quality it is
recommended:
• Introducing in technology only batches of meat and fat categorized as fresh meat and fat and
prohibition of using relative fresh meat and fat or with its shelf life exceeded;
34
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
• Observance of recipes on the manufacturing technological flow, of technological processing
parameters, of storage and delivery conditions, so as to avoid the possibility of technological
and freshness defects to finished products;
• Regularly checking the water quality used in technology, facilities, equipment and workers
hygiene, and decontaminating efficiency of the washing and disinfection substances used in
cleaning the unit;
• Complying with the microclimate of the raw materials storage areas, depending on their
thermal state, in cutting rooms, maturation of the semi-products, manufacturing and storage
areas for finished products until their delivery;
• Always check the operating mode of the equipment, especially the chopping equipment and
the spritzes;
• Checking the quality of each meat poduct batch prepared by laboratory tests (organoleptic,
physico-chemical and microbiological) to determine compliance with the parameters
stipulated by STAS.
A final and very important recommendation:
Write what you do and do just what you wrote.
35
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
REFERENCES
1. BANU, C., ş.a. – Manualul inginerului de industrie alimentară, Vol I, II, Editura
Tehnică Bucureşti, 2002
2. BANU, C., ş.a. – Calitatea şi controlul calităţii produselor alimentare, Editura Agir,
Bucureşti, 2002
3. BANU, C., Procesarea industrial a cărnii, Editura Tehnică, Bucureşti, 2003;
4. GEORGESCU, Gh.; coordonator Banu, C., Tratat de producerea, procesarea si
valorificarea carnii, Editura Ceres, Bucuresti, 2000;
5. IURCA, Ionel Mircea, Ghid practic de tehnologia carnii si produselor din carne, Editura
ICPIAF, Cluj-Napoca, 2001;
6. LASZLO, C. – Controlul calităţii cărnii şi a produselor din carne, Editura Icpiaf, Cluj
Napoca, 1997;
7.LASZLO, C. – Controlul calităţii şi igiena produselor alimentare de origine animală,
Editura Risoprint, Cluj-Napoca, 2008;
8. LASZLO, C., ş.a Examenul de laborator al produselor alimentare de origine animala,
Editura AcademicPres, Cluj-Napoca, 2008;
9. ROTH, I., Ghid practica de la A la Z pentru fabricarea preparatelor din carne, Editura
IofoMega, 2004;
10. SĂLĂGEAN, C., Producţia,prelucrarea şi conservarea cărnii de pasăre şi de alte animale,
Editura AcademicPres, Cluj-Napoca, 2003
36
Burjan Anca Diana – HACCP PLAN FOR OBTAINING THE SEMICURED MEAT PRODUCTS – ITALIAN SALAMI
11. ŢIBULCĂ, D., ş.a. – Tehnologia cărnii şi a produselor din carne, Vol II, Editura
Risoprint, Cluj Napoca, 1997;
37



![1 HACCP+— HACCP HACCP 13 Z HACCP HACCP HACCP ...SOP ssop @ HACCP 73 HACCP HACCP HACCP 1 HACCp _ 46 CODEXDHACCP+JIÞI 5 1 Y IN] HACCP HACCP HACCP E HACCP HACCP C 1 HACCP O HACCP O](https://img.pdfslide.net/doc/110x75/60cce456a98ce108300bd375/1-haccpa-haccp-haccp-13-z-haccp-haccp-haccp-sop-ssop-haccp-73-haccp-haccp.jpg)