Embed Size (px)
Citation preview

he coatings and corrosion industries tend to learn by experiencewithin a fairly closed network. Around 1977, when this authorfirst observed the effect of waterjet cleaning (WJ) at 140 MPa(20,000 psi) on new, old corroded, and painted steel surfaces, thesurface obtained looked very different from that obtained by dryabrasive blast cleaning (AB). The visible appearance of steel, as cre-ated by AB, was the only accepted surface preparation. Did WJ
produce a substrate that could be repainted? Could the coatings industry accepta surface preparation method that gave steel such a different appearance?
Many of the initial WJ papers that the author studied were complex, filledwith equations, and focused on cutting, not cleaning. What happens to the sur-face when hit by a droplet travelling at high velocity appeared in cavitationstudies in the marine, rocket, and aircraft industries, but not, as of 1977, in thecoatings literature. In 1977, ABwas, and remains, themethod of choice tomakethe initial profile for the coatings industry. The AB process was the only indus-
44 www.paintsquare.comJ P C L J a n u a r y 2 0 1 0
How Does WaterjetCleaning Affect theSurface and Surface
Preparation?
By Lydia M. Frenzel, Ph.D.,Advisory Council
Editor’s Note: Thisarticle is condensedfrom and based on apaper presented at theAustralasian CorrosionAssociation’s ‘Corrosion& Prevention 2006’conference in Hobart,Tasmania, Australia,and revised forpresentation atMegaRust 2009 inNorfolk, VA.The complete versionis available from theauthor, [email protected].
TFigure and all photoscourtesy of the author

J P C L J a n u a r y 2 0 1 0 45www.paintsquare.com
try standard. Since 1977, however, thelanguage and concepts concerning sur-face preparation, including AB and WJ,have changed.
This article describes the history ofWJcleaning, discusses the effect that pres-surizedwater has on the gross andmicro-scopic details of a substrate, and exam-ines a profile created by AB and onecleaned, or, created, by WJ. The articleintegrates papers from the WaterjetTechnology Association in the U.S. andBHRA in Europe with articles from theJPCL and documents from SSPC andNACE.
Historical: 1976-1994In 1975, 70 MPa (10,000 psi) water pres-sure was the high end of the range forcleaning. Intensifier pumps could pro-duce higher pressures for cutting opera-tions. In 1983, this author conducted asmall pseudo-scientific test to determineif water at 140 MPa (20,000 psi) couldprepare steel surfaces for painting, withthe following results.1
• Water at 50–70 MPa (7,000–10,000psi) did not deliver enough energy to thesurface to disrupt the lateral bondbetween old corrosion and the surfacebut was sufficient to clean out pits.• At 140 MPa, the appearance of theWJ-cleaned surface differed completelyfrom that achieved by AB. The surfacecleaned by WJ did not get shinier orsmoother or lighter with extended clean-ing but was dull gray. Old corrosionmarks and scratches remained on thesurface. Defects were immediatelyobserved.• At 140 MPa, the surface turnedinstantly “golden yellow” no matter howfast it was dried with hot air. The colorand surface appearance remained thesame for days and sometimes months.• At 140 MPa, the water droplets didnot form beads on the surface; instead,the water wetted the entire surface.
• Compared to steel surfaces cleanedwith WJ at 140 MPa, surfaces preparedbyABwere uniform andwere the goal (tomeet SSPC VIS-1 and ISO 8501-1).
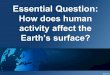
On a microscopic scale, it was evidentthat, compared to AB, WJ was doingsomething different to the surface very
quickly. In the study,WJ cleanedmorearea per unit area than AB (Figs.1–3).2
By 1989,3 this author wasreaching the conclusion that the sur-face produced during WJ was, at amicroscopic level, becoming fractal(geometric pattern repeated at eversmaller scales to produce irregularshapes and surfaces). In contrast, ABreshapes malleable metal, createsmicroscopic flat surfaces, and erodesthe metal surface in distinct, larger-than-microscopic patterns (i.e., inthousandths of inches) and visible tothe eye as compared to patterns thatrequire a magnified view to see.
This author wrote that the effect ofWJ on steel “is significant because thegrowth of corrosion is thought to befractal. Solid particulate blasting isquite effective in creating the initialpattern on steel substrates, perhapsmore by the ductile and malleableproperties of themetal than by cuttingand gouging. Solid particulate blastingis effective in removing brittle rustproducts and coatings lying on the topof the metal surface. There is evidencethat rust products can be hiddenunder the metal folds. Particulateblasting in a Gaussian [bell-shaped]distribution from a nozzle is not pre-dicted to be an effective method toremove corrosion initiation sites [anypoint on a metal where there is a‘potential difference,’ necessary forcorrosion to occur]. The visible rust isremoved, but the microscopic [initia-tion site] is not removed.”3
The author observed that with high-pressure (HP) WJ (70 MPa), crevices anddeep pockets of rust were removed pref-erentially, leaving tightly adherent rustproducts on the upper tips. The oldermetal surface cleaned by ultra-high pres-sure (UHP) WJ at 140 MPa (as definedthen) and fan jets did not re-rust in the
Fig. 1: Abrasive blast—rounded abrasive(magnified)
Fig. 3: Water jet-cleaned—angular(magnified)
Fig. 2: Water jet-cleaned—rounded initial profile(magnified)

Click our Reader e-Card at paintsquare.com/ric
C

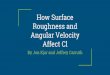
years. The panels were at100% relative humidity.A little condensateformed and dripped onthe panels. Sometime dur-ing year 5, the water final-ly evaporated. Lightgelatinous rust spots fromcondensate were visibleon the steel cleaned byWJ. The sections cleanedwith abrasive blasting orpressure washed prior toabrasive blasting lookremarkably the same.There is no evidence thatpressure washingchanged the corrosionpattern. The WJ-cleanedplate has discrete siteswith only the light goldenhue from the original WJ(Figs. 4–6).
1994 to DateBy 1994, new WJ equip-ment for surface prepara-tion made removal of
coatings and rust economically feasible.Higher-pressure pumps, rotating heads,and remote controls were becoming com-mercial. Environmental issues (e.g., dustcontrol) were forcing changes, and the
coatings and WJ industries found eachother. In January 1995, JPCL published“New Hydroblasting and SlurryblastingStandards Issued” (pp. 64–69), and SSPC-
SP 12/NACE 5, “Surface Preparationand Cleaning of Metals by WaterjettingPrior to Recoating,” was issued.
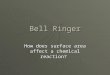
Nozzle and Flow-PressureWJ cleaning has two actions: the directimpact from the velocity of the jet and thesideways flow or shear controlled by thevolume of water flowing (Fig. 7, p. 49).
To “cut through or abrade” coatings orrust products, impact-induced erosionmust be sufficient to break down theircohesion. Shear stress that developsagainst the vertical pit walls produceshydraulic lifting and stresses the adhesionforces. (Also, see ref. 4.)
Water Streams and StressesIn 1995, R. Lever discussed the relation ofvelocity and shear and produced a clearillustration of the rotational effect.5 Leverwas turning the selection of “how muchpressure or volume of water should beused” into a rational process. Lever notedthat surface cleaning can be accomplishedby lower pressure and higher volume—21 Mpa–70 MPa (3,000 to 10,000 psi)—although lower pressure and higher vol-umes do not degrade coatings very much.The revolving jet stream travels trans-
versely, so it flexes the coating repetitive-ly. The jet stream loads, unloads, andstresses the tensile flexure of the coating.
In areas of low adhesionover hidden blisters orunder-coating rusting, thecoating pops off because ofthe tensile flexing, even ifthe coating is notbreached.
Lever observed that aspressure increases (highervelocity) and flow decreas-es, the concentrated jetenergy increases. The jetenergy intensity erodescoatings and stresses the
binding or cohesion force of the coating.More volume tends to shear or hydrauli-cally lift the coating; more velocity from asmaller orifice tends to erode the surface.
localized patterns found in particulateblasting but developed an overall goldencolor associated with thin film diffraction(like the color in a soap bubble), as if acoherent metal oxide film had formed—strong evidence that the WJ was remov-ing, or uniformly redistributing, themicroscopic corrosion initiation sites.
Corrosion or Re-Rusting on Steel,Corrosion Initiation Sites
This author predicted in 1989 that WJwould remove corrosion initiation sitesmore effectively than AB. In 2000, threeheavily corroded steel sections from amarine barge were blasted to ISO SA-3(SSPC-SP 5/NACE 1) “White Metal”;washed with 31 MPa (4500 psi) water toremove salts; and abrasive blasted towhite metal; or cleaned to approximatelyNACE/ SSPC WJ-1. They were thenplaced in individual sealed containersover water and stored indoors for 6
46 www.paintsquare.comJ P C L J a n u a r y 2 0 1 0
Fig. 4 (top): Marine steel: abrasive blasted and exposedto humidity. (After 6 years)
Fig. 5 (bottom): Marine steel: pressure washed, abrasive blasted,and exposed to humidity. (After 6 years)
Fig. 6: Marine steel: UHP WJ-cleaned and exposed to humidity. Orangegelatinous rust due to interim trial at making “flash rust.” (After 6 years)

Since 1989 our STEEL GRIT Recycling Machine innovations have become industry standards.
Watch as we are about to unveil our most innovative products to date.
GD-10 Grit dryerActuated clutch system
Automatic tire pressurization16kw Hydraulic powered generator
Centralized grease fittings6,000 watts of metal halide lightsAdvantageTRAK web monitoring
(patents pending)
Easy to Operate and Maintain has always been central to our design process.
Get added to our mailing list to be notified of updates.
Check back or give us a call, to see additional features only offered by Advantage SPS.
800.800.7761
Advantage SPS 2010Coming Soon!
www.surfaceprep.com
Click our Reader e-Card at paintsquare.com/ric

Clickour
Readere-Card
atpaintsquare.com/ric
was observed to bead on the surfacemeaning incomplete wetting wasachieved and the substrate had low sur-face energy. After the surface was waterjetted, however, water was observed tospread quickly over the surface….”7
Hence, increased wettability wasachieved, and the surface energy of thesubstrate increased.
Residual Stess, PeeningAlthough McGaulley et al. had no expla-nation for the wetting,7 it is known fromother industries that WJ is used to “peen”surfaces, reduce residual stresses, andchange the energy of the substrate.Typically an aluminum alloy has beenused as a test material rather than steelbecause it requires less velocity to get theresults.
As indicated in some of S. Kunaporn’sfindings when studying WJ peening onaluminium alloy 7075-T6,8 the energy ofthe surface changes. The fatigue strengthis enhanced. In addition, theremay be ero-sion that depends on the nozzle and theWJ stream.
Regions of Water Exitingfrom the NozzleOther researchers describe multipleregions in a “continuous” high-speedwater jet. As the water exits the orifice,there is an initial region of a core jet, thena transitional region where the continu-ous flow has a droplet layer around thecore jet, and, finally, a zone consisting ofdroplets and air.9
Starting around 70 MPa (10,000 psi),the water travels at the speed of sound inair. Velocities of 2–3 times the speed ofsound are common, so there are condi-tions of ultrasonic compres-sion/decompression when the water hitsthe substrate. Some water droplets willhave entrapped air, resulting in additionalenergy provided by imploding dropletswith partial vacuum bubbles.9
Cavitation—SonoChemistryThe effects of cavitation—the formation,
Energy of the Surface—Wetting or PeeningDuring the testing in 1983, the authorsaw that the surface prepared by WJwetted—that is to say, beads of water didnot form on the surface. Coatings requirea surface that can be wetted for effectiveadhesion, and the good adhesion obtainedon a WJ-cleaned surface was confirmedin July 1994, by International Paint at aNaval Sea Systems Command (PERA-CV) “Water Jet Workshop” conference inBremerton, WA: adhesion values werehigher than expected over surfaces afterWJ, and light flash rust formed. Kellylater wrote about the need for the coatingto wet out to achieve proper adhesion.6
WettingIn 2001, McGaulley et al. looked at coat-ing over new, smooth surfaces preparedby grit blast, shot peen, roto peen, wirewheel, grinder, water jet, and solventcleaning.7 The results are complex. Theauthors found that all the methods hadcomparable adhesion values even thoughthe WJ and solvent cleaning had no pro-file detectable by either the Testex tape orprofilometer. They noted, however, that“During surface preparation, the wettingcharacteristics of the surface changed sig-nificantly. Prior to water jetting, water
J P C L J a n u a r y 2 0 1 0 49www.paintsquare.com
8, 6, 4 and 2 manrecyclers available
in 2010
Customizeyoursystem.
Choosefrommanyoptions.
TRY ITCall 800.800.7761
TM
Fig. 7: Flow pattern of WJ

J P C L J a n u a r y 2 0 1 050 www.paintsquare.com
growth, and implosive collapse of bubblesin a liquid—within the fluid jets can beminimized or enhanced, depending on thenozzle and the overall systems.10
Maynard described SonoChemistry asbeing based on the effects of cavitation,the creation and collapse of bubbles in aliquid subjected to ultrasound. Becausethe bubbles are so small compared to thevolume of surrounding liquid, the heatdissipates rapidly, and ambient condi-tions remain essentially unaffected, giv-ing unique qualities to ultrasonic cavita-tion in water.10
Eighteen years earlier, Suslick hadshown why pressurized water can getinto cracks and why it is “different” fromsolid abrasives. A 100-micron diameterwater droplet appears to hit the surfaceas a 5–10 micron particle.10 In contrast,duringAB, a 100-micron solid abrasive (4mil, 100 mesh) cannot physically get intoa hole less than 100 microns in diameter,leaving a pit or crack uncleaned unless“clean” solid dust from the impact andbreakup of the abrasive can fill it.
The present author could now rational-ize her previous observations of UHP WJcleaning with that of SonoChemistry. In1983, a light golden color seeminglyformed instantaneously over the entiresteel surface when struck by water trav-elling at the ultrasonic speed of 522m/sec (70 MPa), or 1.5 times the speed ofsound in air. The golden color, as in a soapbubble film, was a thin film caused by adiffraction pattern. The academic expla-nation is that droplets within the streamare collapsing in the10E-10 to10E-12–sec-ond time frame, giving a very localizedenergy spike that results in a thin, verytightly adherent layer of oxides orhydroxides forming on the surface instan-taneously and leaving it resistant to newcorrosion.
Making a ProfileIt is possible to profile metal with WJalone. When the present author original-ly sectioned through surfaces cleaned by140 MPa (20,000 psi), she found, but
Clic
kou
rRe
ader
e-Ca
rdat
pain
tsqu
are.
com
/ric

J P C L J a n u a r y 2 0 1 0 51www.paintsquare.com
could not explain, what she described asa micro-profile that was much smallerthan the larger “peak-to-valley” profilemeasured in the coatings industry. Shethought cavitation might play a role.
An explanation might be found in sub-sequent researchers’ work on the ero-sion/profile of exotic metals in the aero-space industry after cleaning by WJ.VanKuiken11 shows that the WJ-treatedsurface is very reactive for coating bond-ing. Taylor12 shows that surface areaincreases, a component Hare (discussedlater) finds desirable for coatings perfor-mance. Miller13 shows that WJ removesconsiderably less material removed thandoes conventional AB. The authors cau-tion against prolonged exposure or zerosweep rates. Draughon14 and Dupuy15
show the depth of cleaning without metaldamage.
General Discussionof Profile and Erosion
The above studies also emphasize that theprofile from WJ depends on grain size.The WJ profile was much finer thanthose prepared by AB. The presentauthor’s conclusion to the coatings indus-try is that the major profile, the one thatis measured in terms of microns (thou-sandths of inches), remains the same, butthe microscopic details change. Thecrevices are open. Extraneous loosemate-rial is removed. WJ produces more sur-face area per unit area. The coating canwet the surface and adhere well.
Furthermore, the existing profileunder the coating or rust is cleaned offand renewed. The author does not expectthe peak-to-valley height to change duringWJ, unless embedded abrasives or “hack-les” were included in the original profilereading. Removal of embedded abrasives,or “hackles” could change a subsequentprofile reading.
To avoid misunderstanding the makingof profiles on steel while WJ cleaning, thereaders should understand that theabove authors are deliberately trying tomaximize erosion of the substrate or tar-
Clickour
Readere-Card
atpaintsquare.com/ric
Clickour
Readere-Card
atpaintsquare.com/ric

www.paintsquare.comJ P C L J a n u a r y 2 0 1 052
get. The aircraft and rocket industries use up to 350 MPa toclean critical parts. The engineers have looked at the fatigue,removal, and profile effects on the metal surface because theydo NOT want to do anything that will affect the integrity of jetaircraft engine metal substrates.
Moreover, while defining safe parameters for cleaning theinteriors of pipeline made of various substrates, Wright made itclear that profiles can be formed if one is not careful.16
AdhesionAdhesion, a good indicator of coating performance, is not the onlyconsideration. Coatingsmanufacturerswithwhomthe authorhasspoken are impressed with adhesion enhancement, laboratoryresults, and long-term performance of coatings over WJ. Most ofthe coatings literature refers to “pull off” tests.
In 1995, the US Navy, being concerned about flash rust,required that the adhesion of coatings applied over WJ-cleanedsurfaces have a pull-off adhesion of 6.8 MPa (1,000 psi). Thecoating applicators had no problem meeting that test.17
In considering factors concerning adhesion, Hare (1996) talksaboutmolecular bonding andmechanical (or lock and key) bond-ing in two papers.18 He cites the need for expansion of the realsurface area compared to the apparent planar surface. Haretalks about expansion of the surface by scarification with sand-ing and abrasive blasting; the formation of thin oxide andhydroxide films on, and well-bonded to, the surface; and reac-tions and molecular associations that improve the adhesion ofthe coating to the substrate.
Practical Example of AdhesionPrior to 1994, the general contracting division of Pacific Gas &Electric (PG&E) had been cleaning with WJ at approximately10,000 psi and high volumes for about 20 years to prepare old,previously lined penstocks for relining. PG&E personnel weresatisfied with, and confident in, the process, but wanted sometest data to back up their experience.19 PG&E and Bechteldesigned an accelerated laboratory method where there was adirect comparison between the surfaces cleaned by AB andthose cleaned by WJ. They cut out old, heavily pitted, field pen-stock initially preparedwithAB; cleaned coupons partiallywithAB and partially with 70 MPa (10,000 psi) WJ; and appliedepoxy or polyurethane coating. The coated panels were placedon either side of Atlas cells. One side was epoxy (WJ); the otherwas epoxy (AB) or polyurethane (WJ and AB). They exposedthe coated side of the panels to the de-ionized water (DI) at 140to 145 F with partial immersion so they could see vapor andimmersed conditions. The uncoated side of the panel was held at75 F. The simple onset of blisters turned out to be deceiving.
One feature was readily apparent when Aldinger looked atthe epoxy and urethane coatings on AB panels. There were noblisters on the epoxy (AB) but the entire surface had a layer of
Clic
kou
rRe
ader
e-Ca
rdat
pain
tsqu
are.
com
/ric

www.paintsquare.com J P C L J a n u a r y 2 0 1 0 53
Advanced Recycling Systems, Inc.Designers and Builders of Industrial Equipment
PROVEN TECHNOLOGY...CUSTOM SOLUTIONS
4000 McCartney RoadLowellville, Ohio, USA 44436-9510Tel (330) 536-8210 • Fax (330) 536-8211
• Sales, rentals& rent-to-buy(new & used)
• Newest &largest rentalfleet in 2010
• Best service in the industry
SETTING INDUSTRY STANDARDS SINCE 1990
Bridges Shipyards Water Towers Industrial Sites
Abrasive Recycling UnitsDust Collectors
Industrial VacuumsContainment Heaters
w w w . a r s r e c y c l i n g . c o m
water under it. In essence the entire coating was one huge blis-ter. The substrate was wet because the water had migratedthrough the coating that extended up into the vapor zone. Thewhole surface between the coating and the metal was coveredwith black rust. The coating was easily peeled from the panel.
The WJ panels developed blisters earlier than the corre-sponding AB panels. At first PG&E and Bectel said that panelsfrom WJ had early blistering and had failed. Remember, this is1994. However, on the WJ-cleaned panels, there was water inthe blisters but the blisters were localized or isolated. There wasNOT a film ofwater on the entire panel. The coatings were tight-ly adherent and had to be chipped away from the surface. Therewere blisters because the coating was tightly adherent, so itwould not shear at the substrate-coating interface. As the watermigrated to the substrate the only way to make a space for thewater was for the coating to expand upwards. See C. Hare(1997) for more explanation.19
PG&E thought that based on these observations, water blastcleaning would give coating performance results comparable totraditional dry abrasive blast to SSPC-SP 10, Near-White.Indeed, that was the case (or was in agreement with their fieldobservation).
ConclusionsThis article has briefly looked at the energy delivered to a sub-strate during high-pressure waterjet process; the wetting of WJ-cleaned surfaces; and the formation of a profile, under con-trolled conditions, for low density metals.
In 1977, there was a lot of skepticism about the quality of aWJ-cleaned surface and curiosity about the black staining thatremained on corroded steel. This skepticism remains in 2010,even though millions of square feet (square meters) have beenpainted in maintenance over WJ-cleaned surfaces from “just getthe loose stuff off” to “clean to bare metal.”• Over the past 30 years, the industry has changed its conceptof what type of surface must be achieved in order to be “clean.”• The present author defines surface preparation as “Creatingthe situation so the coating will perform as expected.”• The industry used to talk about the “process” (abrasive blast-ing) for a clean surface; now, the industry talks about the endresult—“performance” language for a “clean” surface.• WJ cleaning has fundamentally changed our language andconcept ofwhat is occurring at the surface, andwhatwe are try-ing to achieve.
References1. L. Frenzel, R. De Angelis, J. Bates, 1983, “Evaluation of
20,000 PSI Water Jetting for Surface Prep. of Steel Prior toCoating or Recoating,” www.waterjetting.org. Also pub-lished as: L. M. Frenzel, The Cleaner, “Evaluation of 20,000PSI water jetting for surface preparation of steel prior to
Clickour
Readere-Card
atpaintsquare.com/ric

www.paintsquare.comJ P C L J a n u a r y 2 0 1 054
Looking for quality containment tarps for your next project?Need fast turn around time?
For over 20 years, Jenessco has been supplying containment to the following industries:• Oilfield • Shipyards • Refineries and Power plants • Paper mills • And more.
Call today for a custom quote.Free fabric sample swatches available upon request.
jenessco.com • 281.498.8833 • [email protected]
Jenessco is the solution! We offer:• Abrasion resistant tarps for multi-job use• Flame retardant and rip-stop fabrics• 85%, 95%, 100% Duramesh, Vinyl and Canvas fabric
Jenessco is the solution! We offer:• Abrasion resistant tarps for multi-job use• Flame retardant and rip-stop fabrics• 85%, 95%, 100% Duramesh, Vinyl and Canvas fabric
coating or recoating,” February 1992,Cole Publishing Inc, Three Lakes WI.
2. L. Frenzel, NPCA, Marine & Off-shore Coatings Conf., March 1985,Norfolk, VA; L. Frenzel, M. Ginn, G.Spires, SSPC Proceedings, “SurfacePreparation: The State of the Art,”SSPC, Pittsburgh, PA, May 1985,pp. 164–190.
3. L. Frenzel, J. Nixon, NACE Corrosion89, paper No. 397, NACE, Houston,TX, April 1989.4. P Borowski, 2005 WJTA American
Waterjet Conference, Houston, TX,paper 5B-3.
5. R. Lever, “A Guide to SelectingWater Jet Equipment for CoatingInstallation Surface Preparation,”NACE Infrastructure Conf.,Baltimore, Fall, 1995, NACE,Houston, TX.
6. J. Kelly, MarineLog, May 1996, p. 18.7. W. McGaulley, W. Shepperson, F.
Berry, “Comparison of SecondarySurface Preparation over WaterJetted Surface and Effect on CoatingsPerformance,” SSPC Conference, SSPC,Pittsburgh, PA, 2001.
8. S. Kunaporn M. Ramula, M.Hashish, and J. Hopkins, 2001WJTA American WaterjetConference, Houston, TX, paper 25,and S. Kunaporn, M. Ramula, M.Hashish, and J. Hopkins, paper 26. S.Kunaporn, M. Ramulu, M. Hashish,2003 WJTA American WaterjetConference, Houston, TX, paper 6-A,and E.S. Geskin and B. Goldenberg,paper 3-E. S. Xue , J. Li , H. Peng , Z.Chen, Y. Wang, H. Zhu, 2005 WJTAAmerican Waterjet Conference,Houston, TX, paper 6A-4.
9. Fluid Jet Technology, Fundamentalsand Applications, Fourth Edition,Editor T.J. Labus, WJTA, St. LouisMO, www.wjta.org. “Waterjet
Technology: Basics and Beyond,”Workshop, WJTA, 2005,www.wjta.org. D.S. Summers,Waterjetting Technology, Pub.Chapman and Hall, 1995.
10. C.J. Maynard, “Sonochemistry”, in“Chemistry”, American ChemicalSociety, Summer 2000. See alsoK.S. Suslick, Figure 11,http://www.scs.uiuc.edu/suslick/britannica.html. See alsoFig. 5 by L.A. Crum Proc. 1982Ultrasonic Symp, 1, 1, 1982.
11. L.L. VanKuiken, L.E. Byrnes, M.S.Kramer, in 1997 U.S. Patent5,626,674, May 6, 1997, “Highpressure water jet apparatus forpreparing low density metallicsurface for application of a coatingmaterial” and VanKuiken, et al., U.S.Patent 5,380,564, Jan. 10, 1995,“High pressure water jet method ofblasting low density metallicsurface,” www.uspto.gov.
12. Louis, H. & Schikorr, W.“Fundamental aspects in cleaningwith high-speed water jets,”Proceedings of the 6th InternationalSymposium on Jet Cutting Technol-ogy, Guildford, England, April 6–8,1982, pp. 217–228. T A. Taylor,“Surface Roughening of MetallicSubstrates by High Pressure PureWaterjet,” Surface and Coatings Tech-nology, Vol. 76–77, p. 95–100, 1995.
13. R. K. Miller and G.J. Swenson,WJTA, 10th American WaterjetConference, August, p. 661, paper52, WJTA, Houston, TX, 1999.
14. R. Draughon, NACE, Corrosion89,paper no. 119, NACE, Houston, TX,1989.
15. J. Howlett & R. Dupuy, NACECorrosion/92, paper No. 253,(1992), Materials Performance, Jan.1993, p. 38.
16. D. Wright, J. Wolgamott, G. Zink,2005 WJTA American WaterjetConference, Houston, TX, paper 2B-1, and D. Wright, J. Wolgamott, G.Zink, paper 2B-2.
Clic
kou
rRe
ader
e-Ca
rdat
pain
tsqu
are.
com
/ric

Lydia Frenzel, Ph.D., is theExecutive Director of TheAdvisory Council (San Marcos,TX), which provides educationon waterjetting and other sur-face preparation technologies.Past director of the WJTA, she
has chaired the SSPC (and now SSPC/NACE)committees and TGs on Water Jetting and WetAbrasive Blasting since 1985. She receivedSSPC’s Technical Achievement Award in 1996for leading the development of SSPC-SP12/Nace No. 5, Standard on High and UltrahighPressure Water Jetting. The June 2004 issue ofJPCL named her to its list of 20 people whohave significantly changed the protective andmarine coatings industry (p. 86).
www.paintsquare.com J P C L J a n u a r y 2 0 1 0 55
115 Technology Drive • Pittsburgh, PA 15275PH-412.788.1300 • FX-412.788.1306
www.kta.com • www.ktagage.com
Depend on KTA-Tator for Exceptional Training at an Exceptional Value – At Our Location or
Yours!onal
• Coating Instrument Use• Basic Coatings Inspection• Nuclear Coatings Inspection
Participant Workbook • KTA-Tator, Inc. • A Training Curriculum
Nuclear Power Plant Coatings Inspection
E. Bud Senkowski, P.E.
• Failure Analysis• Lead Compliance• Health and Safety
17. G. Lever, “Hydroblasting to AchieveSelective Coating Removal: CaseHistory of the USS Belleau Bood andthe USS Duluth,” U.S. Navy andIndustry Corrosion TechnologyConference, 1997, Louisville, KY,gives a number of the readings.Other data for marine coatingsshowing strong adhesion values overWJ are in J. Peter Ault and S.Cogswell, “Performance of MarineCoatings Applied over Flash RustedSurfaces,” PACE 2009 Proceedings,SSPC, Pittsburgh, PA, which is basedon an NSRP study.
18. C. Hare, Journal of ProtectiveCoatings and Linings (JPCL), May1996, “Adhesion: Part 1,”pp. 77–87; C. Hare, JPCL, July 1996,“Adhesion: Part 2,” pp. 77–95.
19. T.J. Aldinger, R.T. Vass, and B.Viswanath, unpublished paperpresented at the SSPC Conference,1994, “Water Blasting VersusAbrasive Blasting for In SituPenstock Relining,” SSPC,Pittsburgh, PA. The “cold walleffect” is illustrated in W.R. Slama,JPCL, May 1996, p. 98.Accumulation of water at thesubstrate is discussed in C. Hare,JPCL, Oct. 1997, p. 77.
JPCL
Clickour
Readere-Card
atpaintsquare.com/ric
Clickour
Readere-Card
atpaintsquare.com/ric