-
7/28/2019 How to Move Molecules in a Vacuum Systems
1/5
How to Move Molecules in Vacuum Systems -1: Mech. &
Booster
Pumps
by Daniel H. Herring
In order to create a vacuum within a closed container, or
vessel, we need to
remove the molecules of air and other gases that reside inside
by means of
a pump. The vacuum vessel and pumps (mechanical, booster,
diffusion,
holding) together with the associated piping manifolds valves,
gages and
traps comprise a typical vacuum system.
Mechanical Pumps
To reach the various vacuum levels, different vacuum pumping
systems are
required. The foundation of any of these systems is the
positive
displacement mechanical, or roughing, pump. The roughing pump
so
called because it is used to produce a rough vacuum is used in
the initial
pumpdown from atmospheric pressure to around 2 x 10-2 torr,
depending on the type of pump.
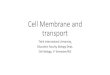
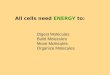
The internal components of the mechanical pump (Fig.2) help us
understand its operation. Basically, it is
an eccentric cylinder driven about an axis by an electric motor.
During operation, the rotor turns with the
shaft, which causes the piston to sweep the volume between it
and the stator. The piston does not turn in
this case, but the vane-like extension on the piston (called the
slide, or slide valve) moves up and down in
an oscillating seal (called the slide pin or slide-valve
pin).
At the start of a rotation, the ported slide valve is open. As
the rotation occurs, the slide valve closes,
trapping a given volume of gas. This volume is compressed as the
revolution continues. Near the end of
the revolution, the pressure is above atmospheric, and the gas
discharges through a spring-loaded
poppet valve. On the completion of the revolution, the slide
valve opens, and another increment of gas isadmitted.
A vacuum pump will remove a number of molecules with each
rotation. How many molecules will depend
largely on the actual pump displacement, rotational speed and
vacuum-system pressure. Each time
molecules are removed, the remaining molecules spread out in the
vacuum chamber to occupy the
available volume. This repeats (molecules are removed by the
pump) the pressure reduces and there are
less and less molecules to expand into the pump inlet with each
rotation.
A vacuum pump will remove a number of molecules with each
rotation.
How many molecules will depend largely on the actual pump
displacement, rotational speed and vacuum-
system pressure. Each time molecules are removed, the remaining
molecules spread out in the vacuum
chamber to occupy the available volume. This repeats (molecules
are removed by the pump) the pressure
reduces and there are less and less molecules to expand into the
pump inlet with each rotation.
Fig. 2. Mechanical pump
operation[4]
http://www.vacaero.com/Vacuum-Heat-Treating-with-Dan-Herring/Vacuum-Heat-Treating-with-Dan-Herring/how-to-move-molecules-in-vacuum-systemspart-1-mech-a-booster-pumps.htmlhttp://www.vacaero.com/Vacuum-Heat-Treating-with-Dan-Herring/Vacuum-Heat-Treating-with-Dan-Herring/how-to-move-molecules-in-vacuum-systemspart-1-mech-a-booster-pumps.htmlhttp://www.vacaero.com/images/stories/Imagery_Information_Resources/IH_Articles/HTD_Molecules_Vaccum/ih1107-htdr-fig_2-lg.pdfhttp://www.vacaero.com/images/stories/Imagery_Information_Resources/IH_Articles/HTD_Molecules_Vaccum/ih1107-htdr-fig_2-lg.pdfhttp://www.vacaero.com/Vacuum-Heat-Treating-with-Dan-Herring/Vacuum-Heat-Treating-with-Dan-Herring/how-to-move-molecules-in-vacuum-systemspart-1-mech-a-booster-pumps.htmlhttp://www.vacaero.com/Vacuum-Heat-Treating-with-Dan-Herring/Vacuum-Heat-Treating-with-Dan-Herring/how-to-move-molecules-in-vacuum-systemspart-1-mech-a-booster-pumps.html
-
7/28/2019 How to Move Molecules in a Vacuum Systems
2/5
Mechanical pumps can be single or dual stage. A single-stage
design will achieve a pressure of about 1
x10-2 torr, while a dual-stage pump is capable of reaching
pressures around 1 x 10-3 torr. A two-stage, or
compound, pump has two pumping chambers connected in series. The
exhaust of the first stage is
coupled to the inlet of the second stage.
Lower pressure, less molecules and more speed in the same volume
results in less pumping efficiency.
Why mechanical pumps start off with high efficiency and fall of
at these pressure ranges can be explained
as follows. Consider one cubic foot of volume at atmospheric
pressure (760 torr). If we were to put this
volume of gas in a container that was twice as large, the
pressure would be exactly half, or 380 torr. If we
double the volume, we halve the pressure. Thus, doubling the
volume again to 4 cubic feet results in a
pressure of 190 torr. So, to evacuate a chamber to 1 x 10-3 torr
theoretically requires that we remove a
volume of 760,000 cubic feet. In everyday operation, a
mechanical roughing pump will have great
difficulty achieving this ultimate pressure (lowest attainable
pressure) since its efficiency begins to fall off
at 1 x10-1 to 8 x 10-2 torr.
An alternative to wet mechanical pumps those that use mechanical
pump oil are the so-called dry
mechanical pumps. These pumps are used in applications where
pumping efficiency and process
contamination concerns are important issues. They have positive
environmental impact due to reduced oil
consumption and minimal disposal issues, and they operate with
less noise and vibration.
Dry pumps operate on the compressor principle. As the two rotors
rotate, gas is drawn in through an inlet
slot aligned with the cavity in one of the rotors. Further
rotation closes the inlet while the lobes, or claws,
compress the trapped volume of gas until the cavity in the
second rotor exposes the outlet or exhaust
slot. A small volume of gas remains trapped and is carried over
into the next pumping cycle. These
designs produce high compression ratios and operate at high
efficiency.
Booster Pumps
Enter the booster pump, or blower, a different type of
mechanical pump
that is placed in series with the roughing pump. It is designed
to cut in at
around 700 torr and provide higher speeds in the pressure range
of 100
torr to 1 x10-3 torr. In this intermediate pressure range, the
roughing
pump is losing efficiency while the diffusion (vapor) pump is
just starting
to gain efficiency.
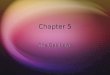
The operation of the booster (Fig.3) is as follows. Two
impellers are
mounted on parallel shafts and rotate in opposite directions.
They are
geared together so that the correct relative position of each
impeller to
the other can be maintained. The impellers do not touch each
other, and
no sealing fluid is used. Any back leakage is small compared to
the total speed of the pump in its useful
range.
During operation, gas from the inlet side is trapped between the
impeller and housing. No compression
takes place as this gas is moved from the inlet to the discharge
port. When the leading lobe of the
impeller passes the discharge port, gas from the discharge area
(at higher pressure) enters, but it is swept
away by the trailing lobe.
Fig. 3. Booster pump
operation [1]
http://www.vacaero.com/images/stories/Imagery_Information_Resources/IH_Articles/HTD_Molecules_Vaccum/ih1107-htdr-fig_3-lg.pdf
-
7/28/2019 How to Move Molecules in a Vacuum Systems
3/5
Mechanical booster pumps have a useful compression ratio of
10:1. Therefore, they must be backed by a
mechanical roughing pump in order to reach their maximum
efficiency. The mechanical booster pump is
highly efficient in reducing the time required to evacuate a
large or gassy system to the operating
pressure at which the diffusion pump is efficient.
How to Move Molecules in Vacuum Systems -2: Diff. Pumps
&Troubleshooting
by Daniel H. Herring
Diffusion Pumps
Vacuum pumps have been called the heart of a vacuum system. Lets
look at how we can reach low
vacuum levels using diffusion pumps. And we need to know how all
pumps should be maintained to keep
the vacuum system running trouble free.
The diffusion pump (Fig. 1) is a type of vapor pump (since it
pumps vapors), and it is used to help achieve
even lower system pressures. The diffusion pump is capable of
pumping gas with full efficiency at inlet
pressures not exceeding 2x10-2
and discharge (or foreline) pressures not exceeding 5x10-1
torr. The
diffusion pump cannot operate independently. It requires a
separate pump to reduce the chamber
pressure to or below the diffusion pumps maximum intake pressure
before it will operate. Also, while
operating, a separate or holding pump is required to maintain
the discharge pressure below the
maximum tolerable pressure.
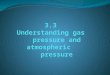
The operation of the diffusion pump is as follows. The inlet of
the pump is
attached directly to the vessel, and a mechanical pump is
attached to the
outlet. The pressure of the entire system is reduced to about
5x10-2 torr. At this
point the diffusion-pump heater is turned on, heating a fluid in
the boiler
portion of the pump. The rise in pressure forces the vapors up
the chimney ofthe pump, where it is directed out spray nozzles into
the surrounding area of
lower pressure. The nozzles deflect the vapor as a jet downward
and outward to
the walls (where the vapor condenses).
Gas molecules from the vessel enter the pump throat and diffuse
through the
less-dense fringe at the edge of the vapor stream. When a gas
molecule has penetrated into the high-
density core of the stream, the probability of its being knocked
backward toward the inlet is less likely
than the probability of its being carried along the vapor stream
toward the outlet. Thus the predominant
direction of molecular travel is away from the inlet and toward
the outlet. In a multistage pump, the gas
molecules are directed toward the next nozzle, where the action
is repeated. Several succeeding stages
will compress the low-pressure gas at the inlet to a higher
pressure at the outlet, where it is removed to
atmosphere by the mechanical pump.
The movement of molecules from an area of low pressure to an
area of higher pressure will only continue
as long as the region of higher pressure (or forepressure) does
not exceed a critical limit. Consequently, it
is necessary for a diffusion pump to be backed by a mechanical
pump. In practice, the backing pump
has two or three times the minimum capacity required.
Fig. 1. Diffusion pump
operation[2]
http://www.vacaero.com/Vacuum-Heat-Treating-with-Dan-Herring/Vacuum-Heat-Treating-with-Dan-Herring/how-to-move-molecules-in-vac-systemspart-2-diff-pumps-a-troubleshooting.htmlhttp://www.vacaero.com/Vacuum-Heat-Treating-with-Dan-Herring/Vacuum-Heat-Treating-with-Dan-Herring/how-to-move-molecules-in-vac-systemspart-2-diff-pumps-a-troubleshooting.htmlhttp://vacaero.com/images/stories/Imagery_Information_Resources/IH_Articles/HTD_Molecules_Vaccum_2/ih-1207-htdr-fig_1-lg.pdfhttp://www.vacaero.com/Vacuum-Heat-Treating-with-Dan-Herring/Vacuum-Heat-Treating-with-Dan-Herring/how-to-move-molecules-in-vac-systemspart-2-diff-pumps-a-troubleshooting.htmlhttp://www.vacaero.com/Vacuum-Heat-Treating-with-Dan-Herring/Vacuum-Heat-Treating-with-Dan-Herring/how-to-move-molecules-in-vac-systemspart-2-diff-pumps-a-troubleshooting.html
-
7/28/2019 How to Move Molecules in a Vacuum Systems
4/5
Oils based on silicones, hydrocarbons, esters, perfluorals and
polyphenyl ethers can be used as diffusion-
pump fluids being vaporized in the range of 190C-280C
(375F-535F). Each fluid has specific properties
(Table 1). Mercury is no longer used in vacuum pumping systems
due in large part to its toxicity. The
choice of the pump fluid depends on the required application
(vacuum level) of the pumping system.
Although diffusion pumps have been replaced in some applications
by more advanced designs
cryogenic or turbomolecular pumps they are still widely used due
to their reliability, simple design and
operation without noise or vibration. They are also relatively
inexpensive to operate and maintain.
Evacuation Effects
In general, the effects of evacuating a vessel can be summarized
as follows[4]:
A. The effects of evacuating a vessel from 760 torr (atmospheric
pressure)
to 1 torr are:
1. Removing (high relative humidity) air
a. Water vapor condensation (due to cooling effect associated
with a sudden
drop in pressure).b. Fog develops (a cloud swirls around with a
turbulence that is
characteristic of a gas flow at high pressure and high flow
rate).
2. (Slow) Change in the composition of the gas remaining
a. Initially, air is the major component of the gas (certain
other contaminants
such as oils, grease and water exist on cold surfaces such as
vessel walls).
b. Eventually, almost all of the air is pumped out. The grease
and water will continue to evaporate, and
their partial pressure will constitute a much larger portion of
the total pressure. This is called outgassing.
B. The effects of evacuating a vessel from 1 torr to 1x10-4 torr
are:
1. The ability of the gases remaining in the vessel to conduct
heat begins to decrease rapidly.
2. A change in the electrical characteristics of the gas begins
(voltage to start a discharge decreases).
C. The effect of evacuation from 1x10-4 torr to 1x10-6 torr
is:
1. Decreasing molecular density
a. Molecules collide with the sides of the vessel as often as
they will with each other.
b. There is an increase in sliding friction.
Pump Problems
The most common problems experienced with the various pumping
systems can be summarized as:
o Contamination of the oil (mechanical pump)o Gas leaking into
the pump (mechanical pump)o Solid particles (mechanical pump)o
Exposure of the hot pump fluid to the atmosphere (diffusion pump)o
Interruption of cooling fluid (diffusion pump)o Power failure
(diffusion pump)o High forepressure (diffusion pump)
Fig. 2. Typical Fluid
Properties
http://vacaero.com/images/stories/Imagery_Information_Resources/IH_Articles/HTD_Molecules_Vaccum_2/ih-1207-htdr-table-lg.pdf
-
7/28/2019 How to Move Molecules in a Vacuum Systems
5/5
Troubleshooting Guide (Diagnosis of Problems)
Of the various mechanical-pump problems that can arise,
contamination of the oil in the pump is the
most common. Vapors present in the gas being pumped may condense
and mix with the oil. Moisture
(water vapor) especially, if not removed, will flash to vapor,
tie up a large portion of the pumps capacity
and create a significant loss in pumping efficiency, resulting
in either extremely long pumpdown times,
failure to achieve a low vacuum level or both. In addition, the
oil may break down chemically, forming a
sludge, which causes numerous short- and long-term problems with
pump operation. In order to rid the
oil of water and other liquid condensates, a gas ballast is
used. A ballast valve on the pump can be
opened manually or automatically to admit air (or another gas)
into the pump, disrupting its operating
efficiency. The result is a reduction in the compression
necessary to exhaust the gases and,
correspondingly, a decrease in the amount of vapor that
condenses. The use of a gas ballast increases the
amount of oil carried out in the exhaust.
Other common problems with mechanical pumps that also require
routine maintenance and
inspection include:
o Loose or slipping beltso Improper oil level (too low or too
high)o Stuck discharge valveo Clogged oil lines or valveso Damaged
discharge valveo Ingestion of foreign contaminants (metal fines,
metal chips, etc.)o Excessive vibration (pipe connection or floor
mounting)
Of the various diffusion-pump problems, exposure of the hot pump
oil to the atmosphere or interruption
of the coolant flow is of the most concern. Accidentally
introducing air when the diffusion pump is at toohigh a temperature
almost inevitably leads to a pump malfunction or failure, and this
often requires
expensive and lengthy repairs (most often at the manufacturer).
Severe cracking (breakdown) of the oil
and oxidation will occur depending on the type of oil. These
lead to excessive backpressure, and the
products of the oil breakdown will deposit on the jet structure
blocking the openings or, in the area of the
oil heater, burning it out. Overheating due to inadequate
coolant flow also decomposes the oil and can
cause excessive backstreaming into the vacuum furnace
chamber.
Other common problems with diffusion pumps include power
failures and excessively high foreline
pressures.
![Lama Nazzal - NYU Langone Healthlog [sal‐] / [HS] pKa: 3 • Uncharged molecules (HS), unlike charged molecules (sal‐), can easily move across cellular barriers, including the](https://img.pdfslide.net/doc/110x75/5e511eed3ac96f362544ca51/lama-nazzal-nyu-langone-health-log-sala-hs-pka-3-a-uncharged-molecules.jpg)