Embed Size (px)
Citation preview
li
Instituto Nacional de Ecología
Libros INE
CLASIFICACION
AE 001740
LIBRO
Estudios Especiales de Evaluaciónde Impacto Ambiental
TOMO
I I I II I I I IIIII Ill II I I I I IIUI I I I I I I I I I I I I I II IIIII I I I I IIII
AE 001740
PLANEACION Y iPRáYECTOS, S. C. •
ESTUDIOS ESPECIALES DE
EVALUACION DE IMPACTO AMBIENTAL
INDUSTRIA PETROQUIMICA BASICA
Contrato Numero :
84-7-BE-A-009-Y-0-4
Responsable Técnico por,'la Compañía :
Ing . José Luis Ruiz Mijares
Responsable Técnico porla Dirección General :
Ing, Jorge Vega Jiménez
Fecha de Inicio :
1° de octubre de 1984
Fecha de Término :
31 de diciembre de 1984
Bosques de Ciruelos No. 186-Piso 10
11700, México; D. F. Tel. 546-43-66

MONOGRAFIA
A - VI
PETROQUIMICA BASICA
I
N
D
I
C E
1 . DESCRIPCION DEL PROYECTO
PAG.
VI-1-1
1 .1 INTRODUCCION Y ANTECEDENTESVI-1-1
1 .2 TECNICAS MAS COMUNESVI-1-6
1 .2 .1 AmoniacoVI-1-6
1 .2 .2 Metanol' VI-1-9
1 .2 .3 EtilenoVI-1-9
1 .2 .4 Pol ieti l eno' VI-1-12
1 .2 .5 Cloruro de ViniloVI-1-14
1 .2 .6 Oxido de Etileno y GlicolesVI-1-17
1 .2 .7 PropilenoVI-1-20
1 .2 .8 PolipropilenoVI-1-23
1 .2 .9 AcrilonítriloVI-1-23
1 .2 .10 DodecilbencenoVI-1-25
1 .2 .11 ButilenoVI-1-27
1 .2 .12 BencenoVI-1-29
1 .2 .13 AromáticosVI-1-33
1 .2 .14 XilenosVI-1-34
1 .2 .15 Aromáticos PesadosVI-1-36
2 . DESCRIPCION DE LOS FACTORES AMBIENTALES COMUNMENTE
2 .1
RELACIONADOS CON LA INDUSTRIA PETROQUIMICA BASICA VI-2-1
FACTORES AMBIENTALES V1-2-1
2 .2 FACTORES ABIOTICOS VI-2-1
2 .2 .1 Aire
PAG,
VII.2,1
2 .2 .2 Agua VI,2,4
2 .2 .3 Suelo
' VI-2-6
2 .3 FACTORES BIOTICOS VJ-2.10
2 .3 .1 Terrestres VI-2-10
2 .3.1 .1 Flora VI-2-10
2 .3 .1 .2 Fauna VI-2-10
2 .4 FACTORES SOCIOECONOMICOS VI-2-13
2 .5 FACTORES ESTETICOS Y CULTURALES VI .2-15
3 . IDENTIFICACION Y DESCRIPCION DE LOS IMPACTOS POR
3 .1
LA ACTIVIDAD DE LA INDUSTRIA PETROQUIMICA $ASICA VI-3-1
IMPACTOS AL MEDIO ABIOTICO VI-3-1
3 .1 .1
. Aire VI-3-1
3 .1 .2 Agua VI-3-4
3 .1 .3 Suelo VI-3-9
3 .1 .4 Ruido VI-3-9
3 .1 .5 Residuos Sólidos VI-3-11
3 .1 .6 Aspectos Estóticos VI-3-11
3 .2 IMPACTOS A LOS FACTORES BIOTICOS VI-3-14
3 .2 .1 Terrestres VI-3-14
3 .2 .1 .1 Flora VI-3-14
3 .2 .1 .2 Fauna VI-3-15
3 .2 .2 Acuáticos VI-3-15
3 .2 .2 .1 Flora VI-3-15

3 .2 .2 .2 Fauna
PAG.
VI-3-16
3 .3 IMPACTOS SOCIOECONOMICOS VI-3-17
3 .4 IMPACTOS AL PAISAJE Y ASPECTOS CULTURALES VI-3-19
3 .5 CRITERIOS DE PLANEACION REGIONAL VI-3-20
3 .6 RIESGOS VI-3-21
3 .6 .1 Análisis de RiesgosVI-3-25
4 . DESCRIPCION DE MEDIDAS DE ATENUACION DE LOSIMPACTOS AMBIENTALES VI-4-1
4 .1 ANALISIS DE ALTERNATIVAS DE UBICACION VI -4 -1
4 .2 MEDIDAS PARA LA FASE DE CONSTRUCCION VI-4-3
4 .3 MEDIDAS PARA LA FASE DE OPERACION VI -4-4
4 .4 EQUIPOS DE CONTROL VI-4-6
4 .4 .1 Control de la Contaminación Atmosférica V I-4-6
4 .4 .2 Control de la Contaminación del Agua VI-4-14
4 .4 .3 Residuos Sólidos 11I-4-15
4 .4 .4 Accidentes Ambientales VI -4-15
4 .5 METODOLOGIAS
4 .6 ABANDONO DE OBRA
5 . CONCLUSIONES Y RECOMENDACIONES
5 .1 CRITERIOS PARA LA PREVENCION DE IMPACTOS-1
PETROQUIMICA BASICA"'
BIBLIOGRAFIA
VI-5-4
INDICE DE CUADROS
1 .1 RELACION DE PRODUCTOS PETROQUIMICOS BASICOS
Pag.
VI-1-2
1 .2 PRODUCTOS SELECCIONADOS PARA EL ESTUDIO VI-1-4
2 .1 REQUERIMIENTOS DE INFORMACION SOBRE CLIMA Y CALIDAD
DE AIRE VI-2-3
2 .2 CARACTERIZACION DE LAS PRINCIPALES CUENCAS RELACIONADAS
CON EL DESARROLLO ' PETROQUIMICO VI-2-5
2 .3 REQUERIMIENTOS DE INFORMACION SOBRE RECURSOS HIDRICOS VI-2-7
2 .4 REQUERIMIENTOS DE INFORMACION SOBRE SUELOS Y GEOLOGIA VI-2-9
2 .5 REQUERIMIENTOS DE INFORMACION SOBRE FLORA Y FAUNA VI-2-12
3 .1 FACTORES DE EMISION DE PROCESOS DE COMBUSTION VI-3-2
3 .2 FACTORES DE EMISION DE ALGUNOS PROCESOS SELECCIONADOS VI-3-3
3 .3 CONSUMO DE AGUA VI-3-6
3 .4 CARACTERIZACION DE LAS DESCARGAS DE LA INDUSTRIA PETRO
QUIMICA VI-3-7
3 .5 DESCARGAS ESPECIFICAS DE ALGUNOS PROCESOS SELECCIONADOS VI-3-8
3 .6 PRINCIPALES FUENTES DE RUIDO EN LA INDUSTRIA PETROQUIMICA VI-3-10
3 .7 ESPECIES VEGETALES MAS SENSIBLES A LOS CONTAMINANTES AT-
MOSFERICOS VI-3-14
3 .8 CARACTERISTICAS POTENCIALES DE ACCIDENTES DESTRUCTIVOS VI-3-22
3 .9 PROBABILIDAD RELATIVA DE ALGUNOS EVENTOS PELIGROSOS VI-3-23
3 .10 TOXICIDAD DE LOS PRODUCTOS PETROQUIMICOS VI-3-26
4 .1 CAPACIDADES TIPICAS DE INCINERADORES DE COMBUSTION
CON FLAMA VI-4-8
4 .2 CARACTERISTICAS DE INCINERADORES TERMICOS VI-4-10
4 .3 SISTEMAS DE ADSORCION VI-4-11
4 .4 COMPARACION DE SISTEMAS DE CONTROL DE EMISIONES VI-4-13
4 .5 CARACTERISTICAS DE LAS ETAPAS DE TRATAMIENTO DE AGUAS
EN PLANTAS PETROQUIMICAS VI-4-17
4 .6 RIESGOS POTENCIALES EN ACCIDENTES AMBIENTALES VI-4-20
4 .7 ACCIONES DE ATENCION DE ACCIDENTES AMBIENTALES VI-4-21
INDICE DE FIGURAS
Pag.
1 .1 PRODUCTOS PETROQUIMICOS BASICOS A PARTIR DE HIDROCARBUROS
Y GAS NATURAL VI-1-5
1 .2 AMONIACO VI-1-8
1 .3 METANOL VI-1-10
1 .4 ETILENO VI-1-13
1 .5 POLIETILENO VI-1-15
1 .6 CLORURO DE VINILO VI-1-18
1 .7 OXIDO DE ETILENO Y GLICOLES VI-1-21
1 .8 PROPILENO VI-1-22
1 .9 POLIPROPILENO VI-1-24
1 .10 ACRILONITRILO VI-1-26
1 .11 DODECILBENCENO VI-1-28
1 .12 BUTILENO VI-1-30
1 .13 BENCENO VI-1-32
1 .14 AROMATICOS VI-1-35
1 .15 XILENOS VI-1-37
1 .16 AROMATICOS PESADOS VI-1-39
3 .1 PASOS EN LA ESTIMACION DE RIESGOS VI-3-27
3 .2 ECUACION PARA LA EXPLOSION VI-3-29
3 .3 DIAGRAMA DE FALLAS DEL TANQUE DE UN COMPRESOR VI-3-31
4 .1 SECUENCIA DE TRATAMIENTO DE AGUAS NEGRAS VI-4-16
4 .2 INCINERADOR DE RESIDUOS LIQUIDOS VI-4-18
4 .3 DIAGRAMA DE BLOQUES VI-4-23
5 .1 DIAGRAMA DE CRITERIOS PARA LA PREVENCION DE IMPACTOS-
PETROQUIMICA BASICA (PROCESO CONSTRUCTIVO) VI-5-6
5 .2 DIAGRAMA DE CRITERIOS PARA LA PREVENCION DE IMPACTOS-
PETROQUIMICA BASICA (PROCESO OPERATIVO) VI-5-7
INDICE DE PLANOS
CENTROS PRODUCTORES DE PETROQUIMICOS BASICOS
A .VI-1
VI -1-1
I .
PETROQUIMICA BASICA
1 .
DESCRIPCION DEL PROYECTO
1 .1
INTRODUCCION Y ANTECEDENTES
La industria petroquímica comprende todos aquellos procesos químicos o
físicos que, utilizando como materia prima a los hidrocarburos natura-
les del petróleo o a los que son producto o subproducto de las operacio
nes de refinación del crudo, dan origen a compuestos diversos.
De acuerdo con la Ley Reglamentaria del Artículo 27 Constitucional en
el Ramo del Petróleo en materia petroquímica, del 9 de febrero de 1941,
la industria petroquímica nacional se clasifica en dos grandes grupos;
uno, reservado para su desarrollo al Gobierno Federal y que recibe el
nombre de petroquímica básica, y otro, en el cual pueden desarrollarse
empresas privadas y que de denomina de petroquímica secundaria.
El Cuadro 1 .1 presenta la relación de productos que, al presente, confor
man el sector petroquímico básico, misma que, de acuerdo con la opinión
de la Comisión Petroquímica Mexicana, puede ser modificada por el Ejecu-
tivo Federal a través de la Secretaria de Energía, Minas e Industria Pa-
raestatal .

CUADRO j ¡ 1 .1
RELACION DE PRODUCTOS PETROQUIMICOS BASICOS
Metanol
Amoníaco
Acetaldehído
Oxido de etileno
Polietileno de alta y baja densidad
Cloruro de vinilo
Percioroetileno
Acrilonitrilo
Dodecil benceno
Isopropanol
Polipropileno
Oxido de propileno
Butadieno
Benceno
Tolueno
Ciclohexano
Estireno
Cumeno
0-xileno
P-xileno
*Otros
* Alquilarido pesado, anhídrido carbónico, aromáticos
pesados, aromina 100, azufre, heptano, hexano yespec . petroquímico .
VI-1-3
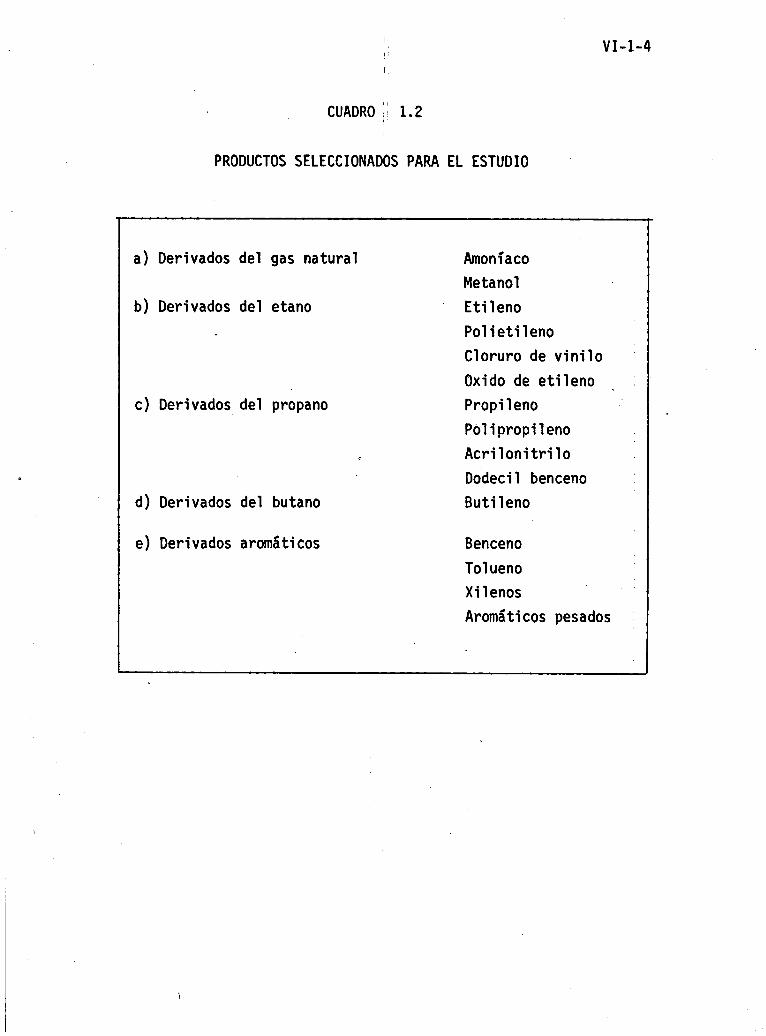
Para el desarrollo de la presente monografía, se han seleccionado, de
los productos antes señalados, aquellos que, por su producción presen-
tan mayor importancia . El Cuadro 1,2 presenta la relación de estos
productos, cuya obtención y los impactos y riesgos que ésta representa
para el ambiente son la materia del presente estudio.
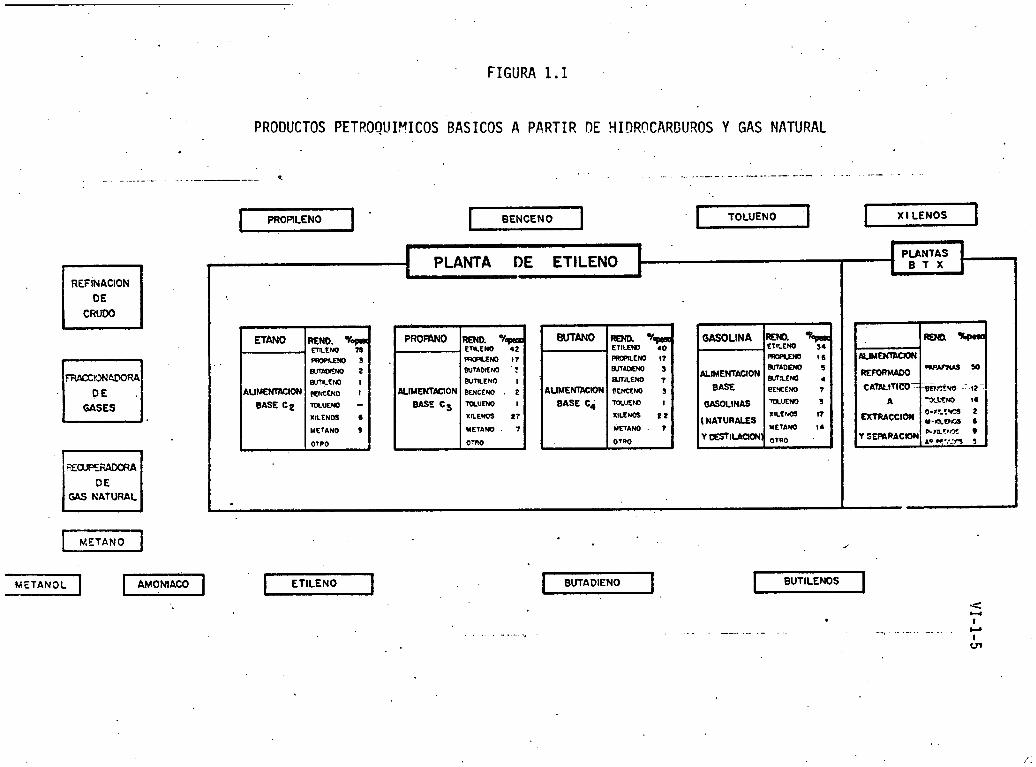
La Figura 1 .1 presenta, en forma esquemática el origen de los diversos
productos petroquímicos básicos, a partir del gas natural y diversas
fracciones provenientes de la destilación del petróleo.
Estos procesos de producción petroquímica son realizados a través de 80
plantas operadas por Petróleos Mexicanos mismas que se encuentran ubica
das en los estados de Veracruz, Tamaulipas, Tabasco, Puebla, Guanajuato,
Hidalgo, Distrito Federal y Chihuahua .
VI-1-4
CUADRO i 1 .2
PRODUCTOS SELECCIONADOS PARA EL ESTUDIO
a) Derivados del gas natural
Amoníaco
Metanol
b) Derivados del etano
Etileno
Polietileno
Cloruro de vinilo
Oxido de etileno
c) Derivados del propano
Propileno
Polipropileno
Acrilonitrilo
Dodecil benceno
d) Derivados del butano
Butileno
e) Derivados aromáticos Benceno
Tolueno
Xilenos
Aromáticos pesados
REFINACIONDE
CRUDO
FRACCIONADORA
DE
.GASES
FEWPERADORADE
GAS NATURAL
METANOL METANO AMONIACO
FIGURA 1 .1
PRODUCTOS PETROQUIMICOS BASICOS A PARTIR DE HIDROCARBUROS Y GAS NATURAL
PROPILENO
yyleeD GASOLINA REND g0pestc40 ETILENO 34
17 PROPLENO 16
3 ALIMENTACIONBVTAOENO 5
7 BUTLENO 4
3BASE BENCENO 7
I GASOLINAS T OLUENO 3
22(NATURALES
XILENOS 17
7T DESTILACION)
METANO
OTRO
14
BUTILENOS
►-yr
ETANO REND .
%PMETILENO
76
PROPILENO
3
BUTADENO
2
BUTILENO
1AUMEMIACION pENCENO
I
BASE C2 TOLUENO
—
XILENOS
6
METANO
9
OTPO
PRONO REND.
°/apeanETILENO
42
PROPILENO
IT
BUTADIENO
BUTILENO
I
ALIMENTACION BENCENO
.
2
BASE C 5 TOLUENO
I
XILENOS
27
METANO .
7
orno
BUTANO
AUMENTACIONBASE C4
RENDETILENO
PROPILENO
BUTADIENO
BUTILENO
BENCENO
TOLUENO
XILENOS
METANO
OTRO
BENCENO
PLANTA DE ETILENO
TOLUENO XILENOS
REND %Poo
ALIMENTACION
REFORMADO
CATAtiICO
AEXTRACCION
Y SEPARACION1
OARAi903 50
PLANTASB T X
I
ETILENO I BUTADIENO
! ;
VI-1-6
I'
1 .2
TECNICAS MAS COMUNES
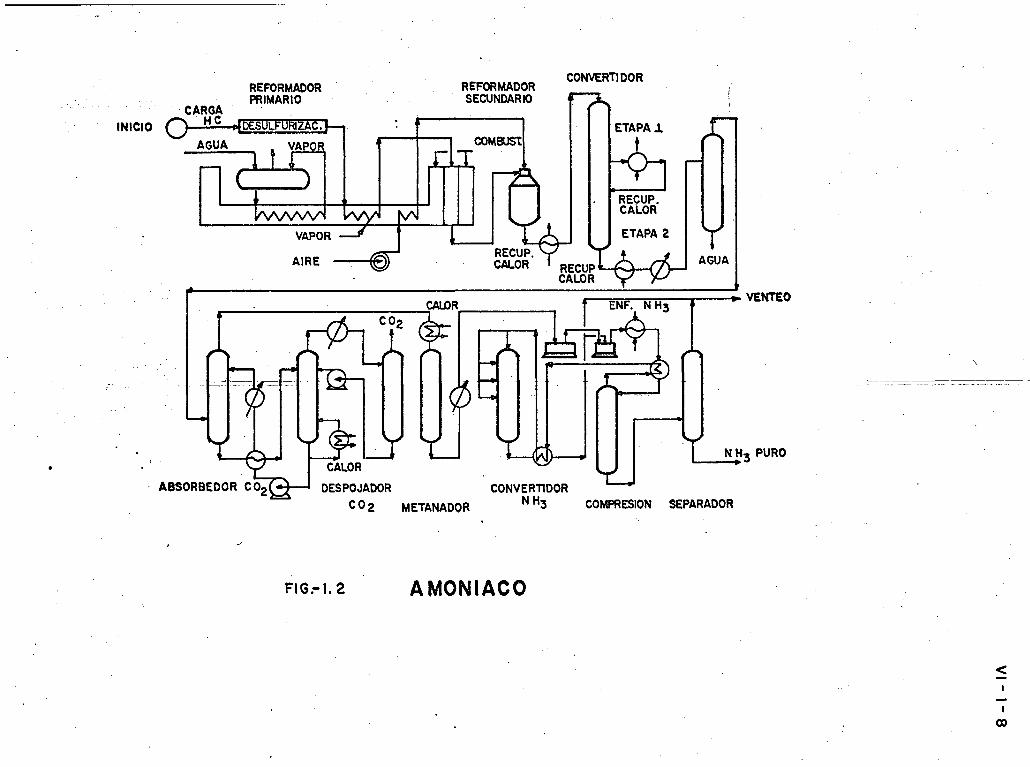
1 .2 .1
AMONIACO (Proceso Kellogg)
El amoniaco se sintetiza a partir de nitrógeno atmosférico e hidrógeno
obtenido de la reacción catalítica del metano con agua.
El gas natural desulfurizado se pasa a un reformador primario donde re-
acciona con vapor de agua en presencia de un catalizador de níquel . Las
dos reacciones principales que se producen son:
CH4 + H20 --.r CO + 3 H2
CO + H20
CO 2
El resultado neto de ambas reacciones es altamente endotérmico . La co-
rriente reformada contiene aproximadamente 10% de metano y se pasa a
una segunda etapa de reformación utilizando una cama catalítica de cromo-
níquel . La mezcla de gases a la cual se le inyecta aire precalentado pa-
ra formar la materia prima de síntesis, con una relación molar 3 :1 de hi-
drógeno a nitrógeno se pasa a un convertidor catalítico de dos pasos para
convertir el CO presente en CO 2 y generar más hidrógeno.
Antes de iniciarse la síntesis del amoniaco, la corriente gaseosa pasa a
través de un sistema de absorción del CO 2 para evitar el envenenamiento
VI-1-7
I!del catalizador de síntesis y Oor un metanador para eliminar el CO que
queda, convirtiéndolo en metano.
, El gas de sintesis, libre ya de impurezas, conteniendo básicamente hi-
drógeno y nitrógeno en relación 3 a 1 y metano y argón como gases iner-
tes, es comprimido y enviado al convertidor catalitico con camas de óxi
do de hierro promovido.
En el convertidor se genera el amoniaco mediante la reacción:
N2 + 3 H2 _-__.+ 2NH3
El amoniaco resultante es separado de los gases de salida del reactor,
recirculándose los gases que no reaccionaron, para incrementar el rendi-
miento.
El amoniaco anhidro se licúa como producto final.
Cabe mencionar que en el reformador primario se alcanzan presiones del
orden de 28 a 35 kg/cm 2 , y temperaturas del orden de 810 a 990°C . Depen-
diendo de la capacidad de la planta y del tipo de compresor utilizados,
la presión de síntesis varia entre los 140 y 320 kg/cm 2 .
El diagrama de flujo de la Figura 1 .2 representa el proceso descrito .
CONVERTIDORREFORMADOR
REFORMADORPRIMARIO
SECUNDARIO
rCARGA
INICIO ~--H- - L' I
AGUA
VAPOR COMBUST
F I-T-.
ETAPA 1
RECUP.CALOR
VAPOR
AIRERECUP,CALOR
ETAPA 2
RECUPCALOR
AGUA
la--CO 2
el%
T.--
t
ENF . NH3VENTEO
N H: PURO
ABSORBEDOR CO
CALOR
DESPOJADOR
CO 2 METANADORCONVERTIDOR
N H3
COMPRESION SEPARADOR
FIG-I .2 AMONIACO
V1-1-9
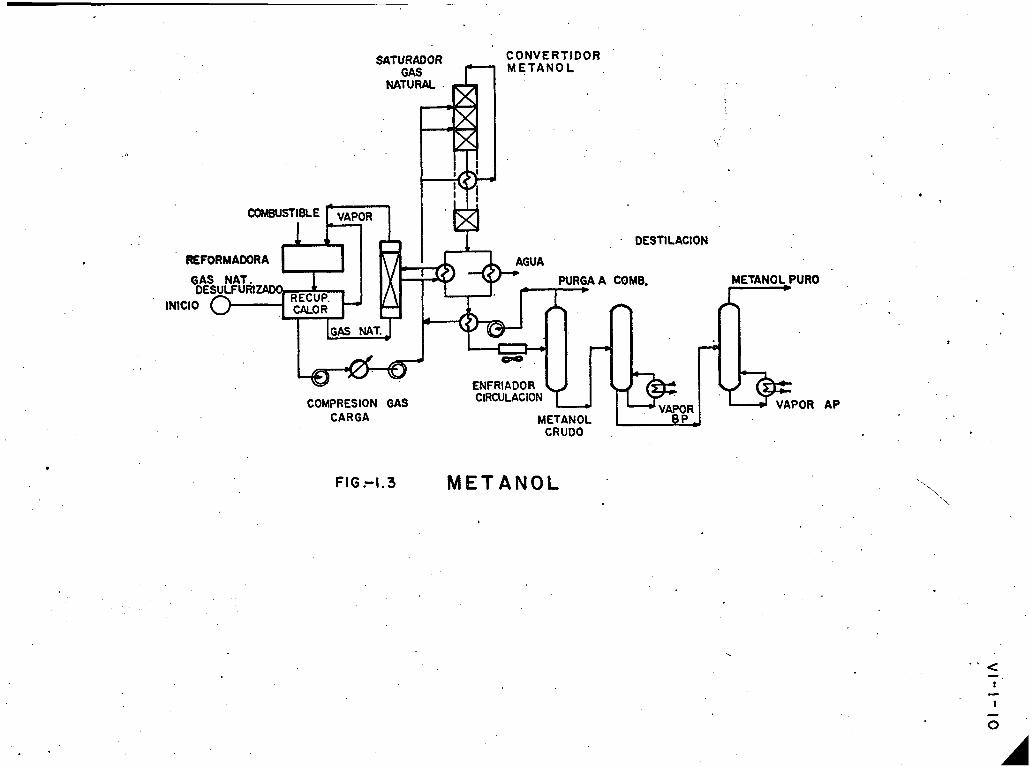
1 .2 .2
METANOL (Proceso ICI - baja presión)
Este proceso consiste básicamente de tres partes : a) la preparación del
gas de síntesis, b) la síntesis del metanol y c) la purificación del me
tanol.
En la primera, el gas de síntesis es preparado por reformación con va-
por o por oxidación parcial de una carga de hidrocarburos gaseosos o lí-
quidos, o por la combinación directa de CO2 con gases purificados ricos
en hidrógeno . La temperatura en esta sección es del orden de 850°C.
El gas de síntesis es comprimido a 50-100 atm y se introduce al circuito
de síntesis, el cual utiliza un catalizador a base de cobre . La mezcla
de gases es enfriada separándose el metanol condensado, reciclándose los
gases que no reaccionaron.
El metanol se purifica en un sistema convencional de destilación.
El diagrama de flujo de la Figura 1 .3 corresponde a este proceso.
1 .2 .3
ETILENO (Proceso C-E Lummus)
Este proceso, el más utilizado a nivel mundial, puede partir de múltiples
alimentaciones, desde etano hasta aceites ligeros . La corriente de ali-
SATURADORGAS
NATURAL
CONVERTIDORMETANOL
e
DESTILACION
).
►PURGA A COMB,
NETANOL PUROAGUA
COMBUSTIBLE VAPOR
ZREFORMADORA
~ÉSULFUFtI'"^^ L
(GAS NA
NiC10
RECUP.I V----I CALOR
COMPRESION GASCARGA
ENFRIADORCIRCULACION
METANOLCRUDO
VAPOR BP
VAPOR AP
FIG r1 .3 METANOL
0
mentación es precalentada y sometida a ruptura térmica, en presencia de
vapor en un horno de pirólisis tubular SRT .(de corto tiempo de residen-
cia). Los productos de la pirólisis, que salen del horno a temperaturas
entre 760 y 870°C, son rápidamente enfriados en una 11nea de cambiado-
res de calor que generan vapor de alta presión.
El efluente del horno, después de enfriado, fluye a un fraccionador de
gasolinas, en el cual la fracción de hidrocarburos más pesados es remo-
vida de las fracciones de gasolinas y ligeros . Este fraccionador de ga
solinas no se requiere cuando la alimentación es únicamente a base de
etano y propano.
El enfriamiento final de los efluentes del horno se realiza con agua por
contacto directo en una torre de enfriamiento cerrada.
Este gas de la torre de enfriamiento se comprime en un compresor centrifu
go de pasos múltiples hasta 39 atmósferas .Los hidrocarburos condensados
en los primeros pasos de compresión se regresan a la torre de enfriamien-
to, mientras que los condensados en los últimos pasos son enviados al de-
propanizador.
El gas comprimido es secado y enviado al demetanizador mientras que las
colas son enviadas al deetanizador .
VI-1-12
El acetileno proveniente de las puntas del etanizador se hidrogena o,
alternativamente, se remueve por extracción con solventes y se recupera.
La corriente de etileno-etano se fracciona, recirculândose el etano que
llega al fondo del fraccionador de etileno.
Las colas del deetanizador y los condensados provenientes de los últimos
pasos del compresor se depropanizan . A su vez, las colas del depropani-
zador se separan en dos corrientes, una de mezcla de hidrocarburos de
cuatro carbones y otra de gasolinas ligeras.
Para obtener propileno grado polímero, se pueden purificar las puntas ob
tenidas en la torre de depropanizado.
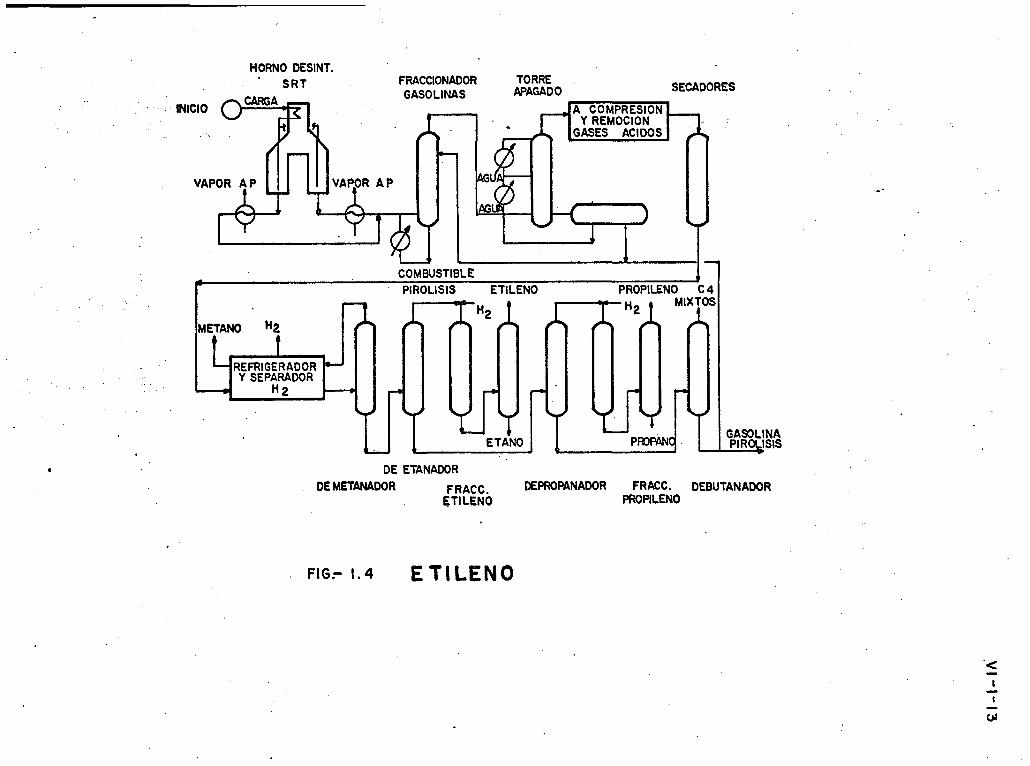
El diagrama de flujo correspondiente a este proceso se muestra en la Fi-
gura 1 .4
1 .2 .4
POLIETILENO (Proceso Phillips Petroleum Co)
Este proceso produce polietileno en forma continua a partir de etileno
con 99% o más de pureza.
Un catalizador sólido se introduce en el reactor conteniendo etileno de
alta pureza y diluyentes . El producto es extraído del reactor y separa
VAPOR AP
HORNO DESINT.SRT FRACCIONADOR
TORREGASOLINAS
APAGADO SECADORES
A COMPRESIONY REMOCION h--):s
GASES ACIDOS
OCARGAnt
t~
INICIO
COMBUSTIBLE
REFRIGERADORY SEPARADOR
H2
METANO H2
t
PROPILENO C 4
~ eL
H2 ^ eL ~ H2 + MI XS
T— T
PIROLISIS
ETILENO
ETANO T PROPANC 7 GASOLINA PIROLISIS
•
DE ETANADOROEMETANAOOR
FRACC .
DEPROPANADOR
FRACC . DEBUTANADORETILENO
PROPILENO
. FIG:- 1 .4
ETILENO
VI-1-14
do del solvente ; el catalizador no requiere ser separado a causa de su
alta productividad . El polímero, en forma de polvo se alimenta al equi
po de extrusi6n agregándole aditivos a fin de obtenerlo para la venta en
forma de gránulos (pellets).
La temperatura y la presión en el sistema son moderadas y el solvente es
recuperado y recirculado al reactor ; la conversión del etileno es, gene-
ralmente, superior al 97%.
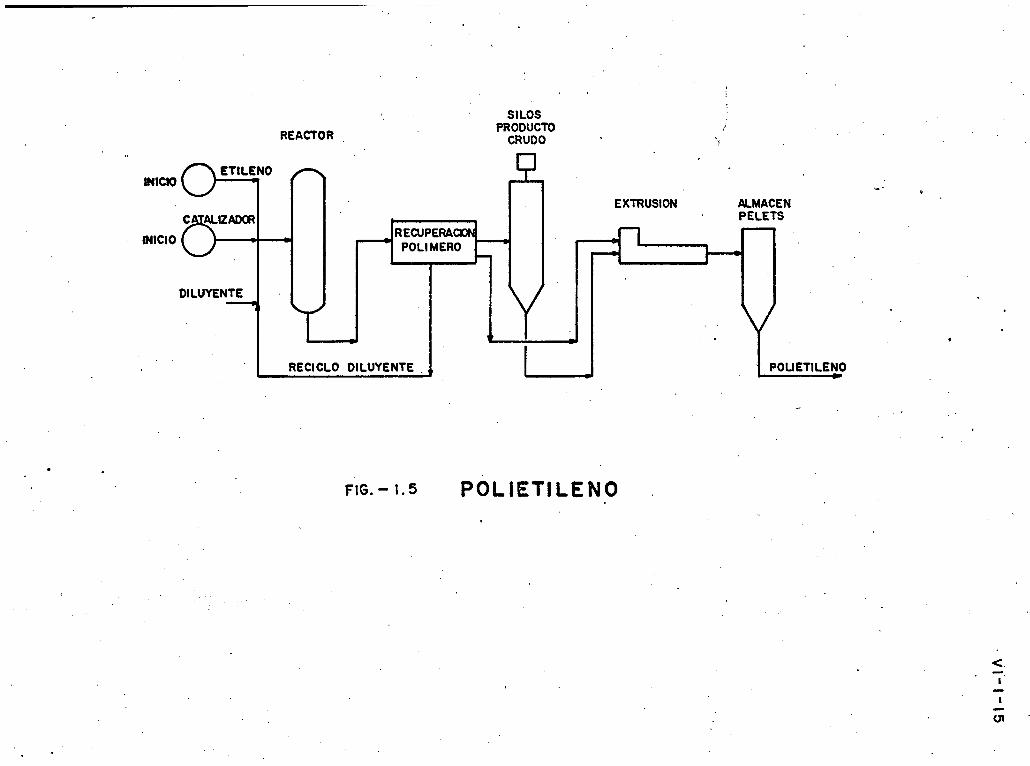
El producto obtenido cubre el rango total de requerimientos de densida-
des de 0 .93 a 0 .96 g/cm3 , llenando todas las aplicaciones del mercado.
El diagrama de flujo correspondiente se muestra en la Figura 1 .5
1 .2 .5
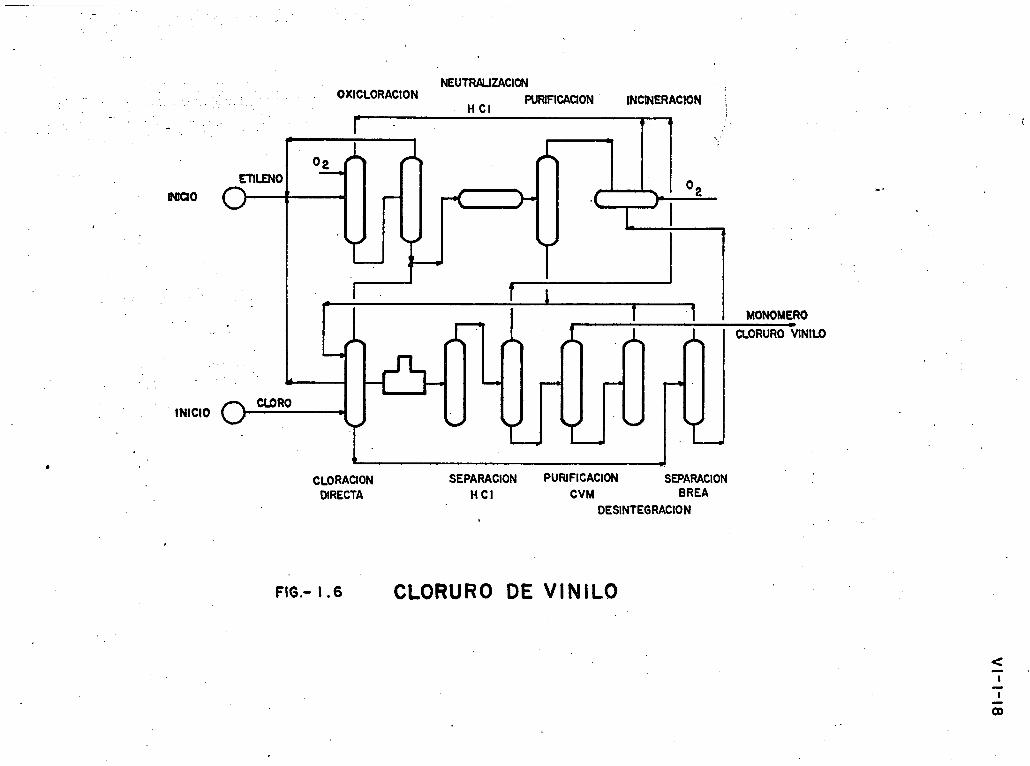
CLORURO DE VINILO (proceso Stauffer Chemical Co .)
Este proceso produce mon6mero de cloruro de vinilo y 1-2 dicloro etileno
a partir de etileno, cloro y oxígeno o aire.
El dicloro etileno se produce tanto en la sección' de clorinación por adi
ción como en la de oxiclorinación del proceso.
En la sección de clorinación por adición, el etileno y el cloro reaccio
nan en fase líquida produciendo dicloroetileno
C2 H4 +Cl 2 --i C2 H4 Cl 2
REACTOR
SILOSPRODUCTO
CRUDO
EXTRUSION
ALMACENPELETS
POUETILENO
INICIO
INICIO
FIG . - 1 .5 POLIETILENO
VI-1-16
El calor de reacción se utiliza para destilar el dicloro etileno produ-
cido en las secciones de clorinación por adición y oxiclorinación de la
planta y reciclar dicloroetileno de la sección de ruptura térmica . Esto
permite reducir los consumos de vapor y de agua de enfriamiento.
En la sección de oxiclorinación, se hacen reaccionar etileno, oxigeno y
ácido clorhídrico para producir más dicloroetileno.
C 2 H4 + 2HC1 + 1 02 —o
C 2 H4C1 2 + H20
Esta reacción se lleva a cabo en forma catalítica en fase vapor, utili-
zando el calor generado para producir vapor de alta presión . Si se uti-
liza oxigeno en lugar de aire, se reduce el gas de venteo en 95%, redu-
ciéndose los requerimientos de energía y costo de inversión.
El monómero de cloruro de vinilo se produce por ruptura térmica del di-
cloro etileno purificado, en un horno de pirólisis.
C2H4C1 2 --+ C2H3 C1 + HC1
Después de enfriados, los productos se separan en ácido clorhídrico que
se recicla a la oxiclorinación, monómero de cloruro de vinilo de gran
pureza y dicloroetileno que no reaccionó, el cual se recicla.
Las puntas y colas del proceso se incineran para recuperar HC1 o, alter
VI-1-17
nativamente, se utilizan como materias primas en otros procesos de clori
nación.
El efluente acuoso de la planta de monómero de cloruro de vinilo se lava
con vapor y se trata biológicamente.
Este proceso se puede balancear para producir únicamente monómero de clo
ruro de vinilo o para producir dicloroetileno y HC1.
El diagrama de flujo correspondiente se tiene en la Figura 1 .6
1 .2 .6
OXIDO DE ETILENO Y GLICOLES (Proceso Shell)
Este proceso se utiliza para la producción de óxido de etileno por oxi-
dación de etileno con oxigeno, asi como para la obtención de mono, di y
tri-etilen glicoles por la reacción del óxido de etileno con agua.
La alimentación compuesta de etileno y oxigeno, se combina con gas de
recirculación y se pasa a un reactor catalíticó isotérmico, de tubos
largos . La reacción es altamente exotérmica y el control 'de la tempet@_
tura se mantiene utilizando un sistema, especialmente diseñado, de en-
friamiento por ebullición, el cual permite Un control extremadamente
exacto, con una operación estable del reactor . El catalizador de plata
sobre un soporte, de composición especial es altamente seléctivo para el
óxido de etileno .
02
NEUTRALIZACIONOXICLORACION
PURIFICAqON
INCINERACIONH CI
ETILENOINICIO 0
MONOMERO~CLORURO VINILO
INICIOCLORO
TCLORACION
SEPARACION
PURIFICACION
SEPARACIONDIRECTA
H CI
CVM
BREADESINTEGRACION
FIG .- 1 .6 CLORURO DE VINILO
VI-1-19
El efluente proveniente del reactor conteniendo el óxido de etileno es
primeramente enfriado y pasado, posteriormente, a un sistema de absor-
ción en el cual el óxido de etileno se absorbe en agua.
Excepto por un pequeño venteo, los gases no absorbidos son comprimidos
y recirculados . Una corriente lateral del gas de reciclo es lavada con
un solvente adecuado para remover el exceso de CO 2 el cual es posterior-
mente venteado o recuperado si se desea.
El óxido de etileno es separado del absorbente graso y se destila para
remover los componentes ligeros . El absorbente no graso (agua) es en-
friado en una torre de enfriamiento o por medio de intercambiadores de
calor, antes de ser retornado el absorbedor . Cualquier porción de óxi-
do de etileno puede ser destilado para dar un producto de muy alta cali
dad.
En el caso de que se desee producir glicoles, el óxido de etileno es
transferido directamente al reactor de glicólisis, donde con un exceso
de agua se hidrata el óxido de etileno para formar glicoles . Mantenien
do condiciones apropiadas en el reactor es posible controlar las propor
ciones de mono, di o tri-etilen glicol.
La separación de los glicoles se diseña acorde con las especificaciones
deseadas del producto . Las unidades de óxido de etileno y glicoles se
VI-1-20
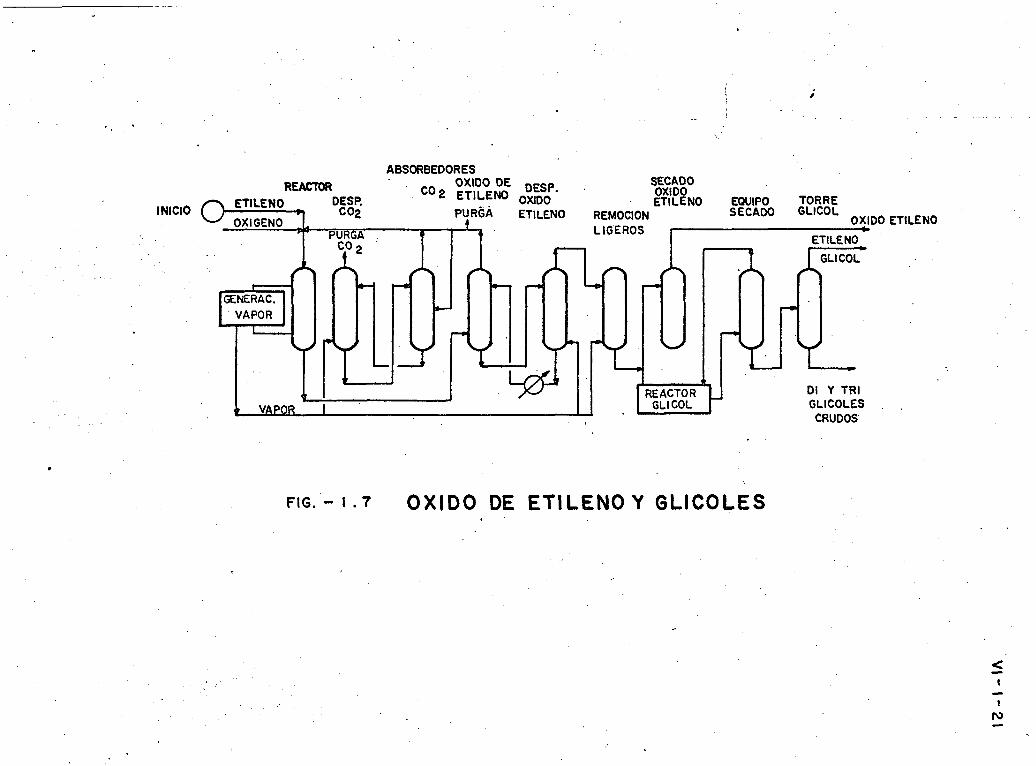
diseña para una total utilización del vapor generado con la óptima se-
lección de varios niveles de presión.
La Figura 1 .7 muestra el diagrama de flujo correspondiente.
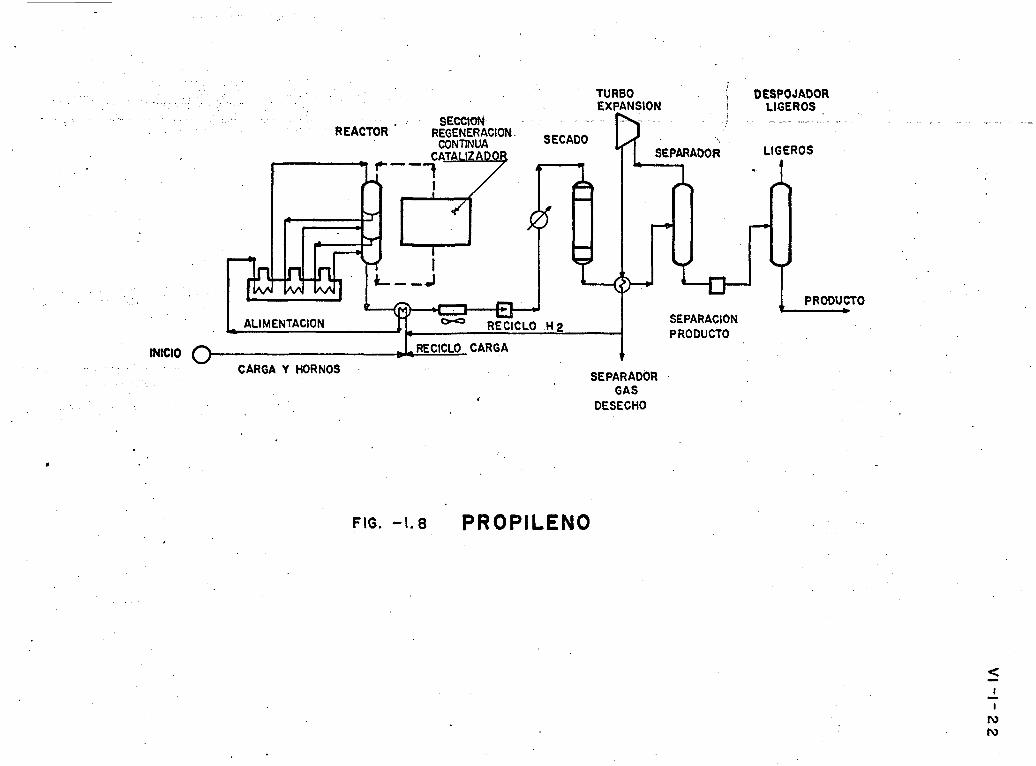
1 .2 .7
PROPILENO (Proceso UOP).
Se trata de un proceso de deshidrogenación de parafinas ligeras.
Este proceso utiliza un reactor continuo de deshidrogenación catalítica
de cama fija para la producción de mono-olefinas a partir de parafinas.
La alimentación, propano, en el caso de desear obtener propileno, se ali
menta a los reactores de donde el efluente es enfriado en cada paso a
través de intercambiadores de calor.
La corriente final del reactor se pasa a secado, separación y rectifica-
ción a fin de separar el hidrógeno generado así como los diversos subpro
dpctos presentes.
Los gases que no reaccionaron se reciclan mezclados con alimentación
fresca . El rendimiento en el caso de propano-propileno alcanza el 84%.
La Figura 1 .8 presenta el diagrama de flujo correspondiente .
REACTOR
INICIO O ETILENO DC O
POXIGENO
2
ABSORBEDORESOXIDO DE DESP.
CO2 ETILENO OXIDOPURGA
ETILENO
PURGAC O 2
~ ~ .
SECADOOXIDOETILENO
REMOCIONLIGEROS
EQUIPO
TORRESECADO GLICOL
OXIDO ETILENO
ETILENO
GENERAL.
J VAPOR
VAPOR[REACTOR GLI COL
,LGLI COL
DI Y TRIGLICOLESCRUDOS
FIG . - t .7 OXIDO DE ETILENOY GLICOLES
N
TURBO
DESPOJADOREXPANSION
LIGEROSSECCION -
REGENERACION.CONTINUA
CATALIZADORSECADO
LIGEROSSEPARADOR
T PRODUCTOSEPARACIONPRODUCTO2
REACTOR
CARGA Y HORNOS
RECICLO CARGA•
SEPARADORGAS
DESECHO
INICIO
FIG. -1 .8
PROPILENO
VI-1-23
1 .2 .8
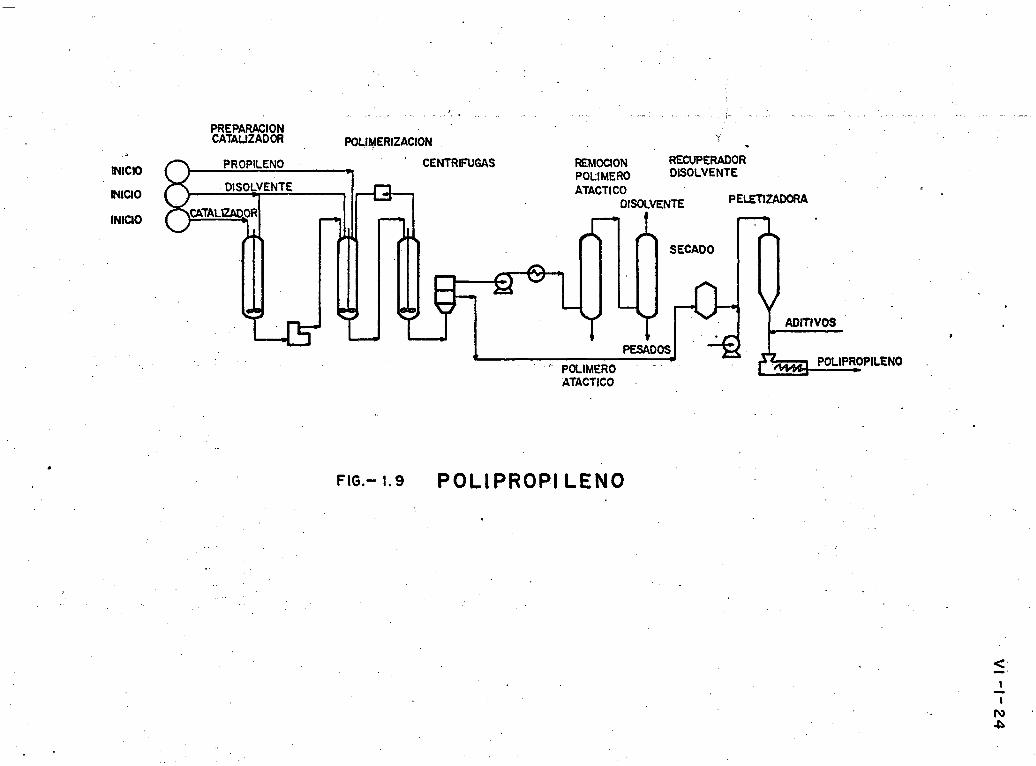
JOLIPROPILENO (Proceso Mitsui-Montedison).
Este proceso obtiene homopolimeros y copolimeros del propileno sin remo-
ción de catalizador utilizando un catalizador de alto rendimiento y al-
ta estereoespecificidad (HY-HS) desarrollado por Mitsui-Montedison.
El propileno, y etileno como comonómero, conjuntamente con el cataliza -
dor se alimentan a los reactores de polimerización que contienen un hi-
drocarburo como solvente . Las condiciones típicas de polimerización son
temperaturas entre 60 y 80°C y presiones entre 5 y 15 atmósferas.
La lechada de polímero se transfiere a una centrífuga a fin de separar
el solvente, el cual se recupera mediante destilación separándole los po
limeros atácticos formados.
El polímero se pasa de la centrífuga a un secador, se estabiliza con di-
versos aditivos y se extrude en gránulos.
El diagrama de flujo correspondiente se muestra en la figura 1 .9
1 .2 .9
ACRILONITRILO (Proceso Sohio)
Este proceso fué desarrollado para obtener acrilonitrilo y HCN con 99%
INICIO
INICIO
INICIO
FIG .-1 .9 POLIPROPI LENO
PREPARACIONCATAUZADOR POLIMERIZACION .
' CENTRIFUGAS REMOCION
RECUPERADORPOLI MERO
DISOLVENTEATACTICO
PELETIZADORADISOLVENTE
VI-1-25
de pureza minima, a partir de propileno, amoniaco anhidro grado fertili
zante y aire.
La alimentación del proceso, ya mencionada, se introduce a un reactor ca
talítico de lecho fluidizado, operando entre 0 .4 y 2 .2 atm . y 400 - 510°C.
El efluente del reactor es lavado a contra corriente con agua, recuperán-
dose los orgánicos del agua de absorción por destilación . HCN, agua, li-
geros e impurezas de alto punto de ebullición son separados por fraccio-
nación del acrilonitrilo crudo, obteniéndose el acrilonitrilo de las es-
pecificaciones requeridas.
Dada la alta conversión que se obtiene no se requiere recircular materia-
les que no hubiesen reaccionado.
La Figura 1 .10 muestra el diagrama de flujo correspondiente.
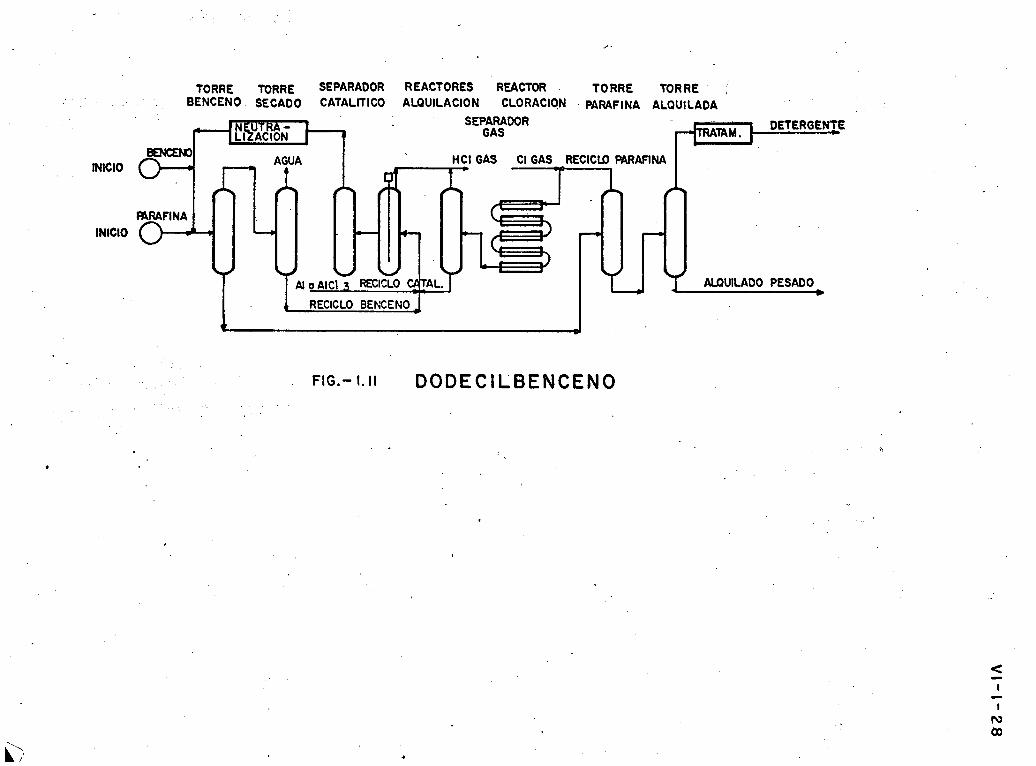
1 .2 .10 DODECILBENCENO (Proceso Arco)
La carga de parafinas lineales, junto con cloro puro se alimenta a la
sección de cloración . Cerca del 20% de la parafina es clorada en un
reactor especialmente diseñado que asegura una alta selectividad para
parafinas monocloradas . El HC1 gaseoso anhidro se separa de la mezcla
de parafinas-cloroparafinadas, la cual se pasa a la sección de alquila
ción . En los reactores de alquilación se agrega una lechada de benceno

TORRE DE
TORRE DE
TORRE
TORRERECUPERACION RECUPERACION LIGEROS
PRODUCTOS• ACRILONITRILO ACETONITRILO
REACTOR
ABSORBEDOR
ACRILONITRILO CRUDOGAS DE DESECHO
ACETONITRILO CRUDO
HCN
' ACRILONITRILO PURO
.VAPOR AT
AGUA
H2 0
AIRE YY IMPUREZAS PESADAS
AMONIACO
PROPILENO
H2 0
FIG .- ; .'o ACRILONITRILO
VI-1-27
y catalizador (A1C1 3 ) . La actividad deP catalizador reciclado se con-
trola cuidadosamente por adición de aluminio o AiC1 3 fresco con objeto
de obtener un alquilbenceno de alta pureza.
El HC1 anhidro generado en la alquilación se junta con el producido en
la cloración de las parafinas y se envía a una unidad de regeneración
de cloro puro.
La lechada de catalizador se separa del alquilato crudo, el cual se neu
traliza y se envía a una torre de fraccionación, donde se separan el
benceno y las parafinas que se reciclan a los reactores correspondiente;
el alquilbenceno se destila para obtener el producto de la pureza deseada.
La Figura 1 .11 muestra el diagrama de flujo correspondiente.
1 .2 .11
BUTILENO (Proceso triolefínico Phillips).
El proceso triolefínico utiliza una reacción de desproporcionación a par-
tir de propileno de bajo costo . En la reacción, por cada dos moles de
propileno convertido se obtiene una mol de etileno y otra de butileno.
La operación del reactor es cíclica y el carbón formado se quema perió-
dicamente con aire mezclado con un solvente inerte.
La conversión de propileno por paso es de aproximadamente 40%, recircu-
lándose el propileno que no reaccionó a los reactores . Como solventes
se pueden usar propano y otros alcanos .
TORRE TORREBENCENO . SECADO
SEPARADOR REACTORES REACTOR
TORRE
TORRECATALITICO ALOUILACION CLORACION PARAFINA ALQUILADA
4-1 N UTRAl1~ACI0NF-A
INICIO a--*BENCENO
AGUA
SEPARADORGAS -
`TRATA'.
HCI GAS CI GAS RECICLO PARAFINA
DETERGENTE
RARAFINAINICIO O
TALQUILADO PESADO
v ..,/AlT oAICI3 RECICLOCA'TAL.
RECICLOBENCENO
FIG .-I .11 DODECILBENCENO
VI-1-29
1 .2 .12
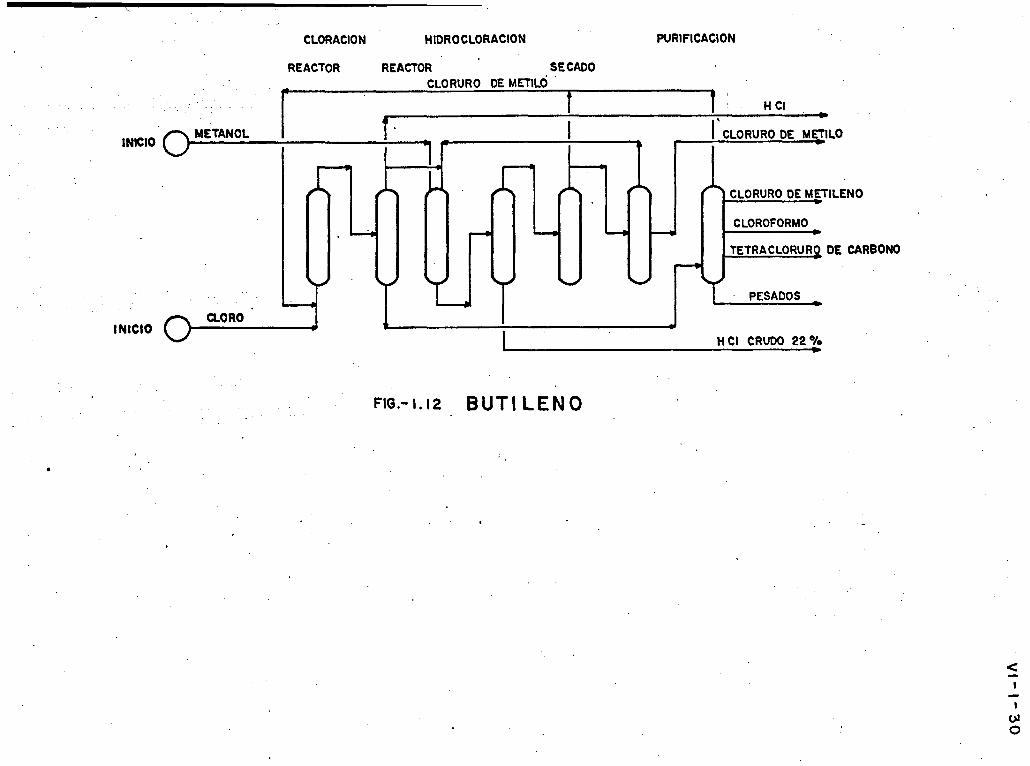
Un pequeño porcentaje del propileno es convertido a pentenos y productos
más pesados.
Por fraccionamiento del efluente del reactor se obtiene etileno que pue-
de ser utilizado en la producción de polietileno directamente, si la ali
mentación al proceso fué inicialmente deetanizada . De igual forma si se
desea butileno de alta pureza, la alimentación debe ser previamente debu
tanizada, agregándose una columna adicional de purificación.
Usualmente más del 90% de los butenos obtenidos corresponde al buteno-2.
Los tiempos de ciclos de reacción se pueden alargar reduciendo el aceti-
leno y las diolefinas contenidos en la alimentación . Esto puede hacerse
fácilmente, por hidrogenación selectiva utilizando un catalizador de pa-
ladio ; también se requiere que la alimentación esté seca y libre de azu-
fre para una operación satisfactoria.
El diagrama de flujo correspondiente se muestra en la figura 1 .12
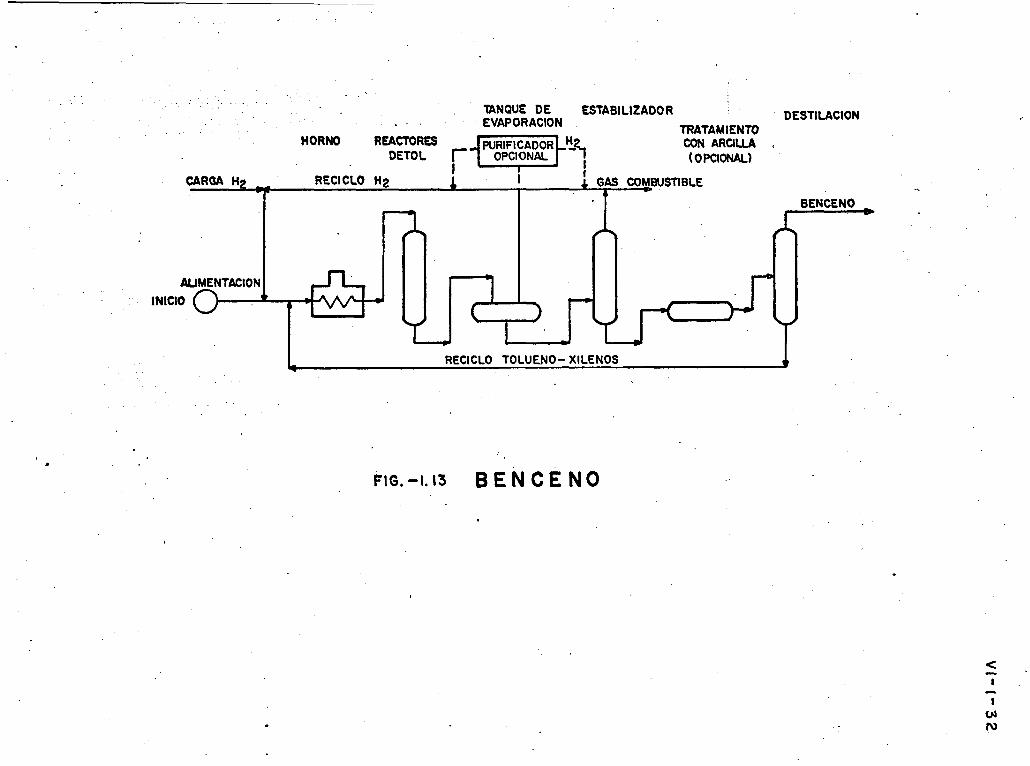
BENCENO (Proceso DETOL)..
La alimentación, compuesta de tolueno, xilenos y aromáticos con más de
nueve carbonos, mezclado con hidrógeno se calientan a una presión espe
cifica, hasta alcanzar la temperatura de reacción requerida, pasándose
PURIFICACIONCLORACION
HIDROCLORACION
REACTOR
REACTOR
SECADOCLORURO DE METILÓ }
HCI
INICIOo METANOL 1 I ICLORURO DE METILO
CLORURO DE METILENO
CLOROFORMO
TETRACLORURQ DE CARBONO
INICIOCLORO 7 PESADOS
HCI CRUDO 22 %
FIG.-I .12 BUTILENO
VI-1-31
posteriormente al reactor conteniendo camas del catalizador de dealqui-
dación . El efluente del reactor es enfriado a través de intercambiado-
res de calor . El benceno y los demás aromáticos que no reaccionaron se
condensan y el flujo de los mismos se envía a un tanque de evaporación
instantánea (flash), donde los componentes con punto de ebullición me-
nor que el benceno se separan como gases.
El líquido condensado, conteniendo benceno, tolueno, xilenos y aromáti-
cos más pesados, se bombea a un estabilizador, en el cual se eliminan
el hidrógeno disuelto, H 2S e hidrocarburos ligeros que no se separaron
en el tanque de evaporación instantánea.
En el caso de que el benceno deba de cumplir especificaciones de color
de lavado ácido, los fondos del estabilizador se pasan a un sistema de
tratamiento consistente en una capa fija de arcilla.
El líquido procedente del tratamiento con arcilla se destila para obte-
ner el benceno de las características deseadas . Los aromáticos que no
reaccionaron se reciclan a través del catalizador con alimentación fres-
ca.
El diagrama de flujo se presenta en la Figura 1 :13
TANQUE DE
ESTABILIZADOREVAPORACION
TRATAMIENTOHORNO
REACTORES
PURIFICADOR H2
CON ARCILLADETOL
OPCIONAL
(0PCIONAL)
CARGA H
RECICLO H
Í2
4, GAS COMBUSTIBLE
AUMENTACION:
INICIO
RECICLO TOLUENO- XILENOS
j
DEST1LACION
BENCENOb,
O16.—i.13 BENCENO
VI-1-33
1 .2,13
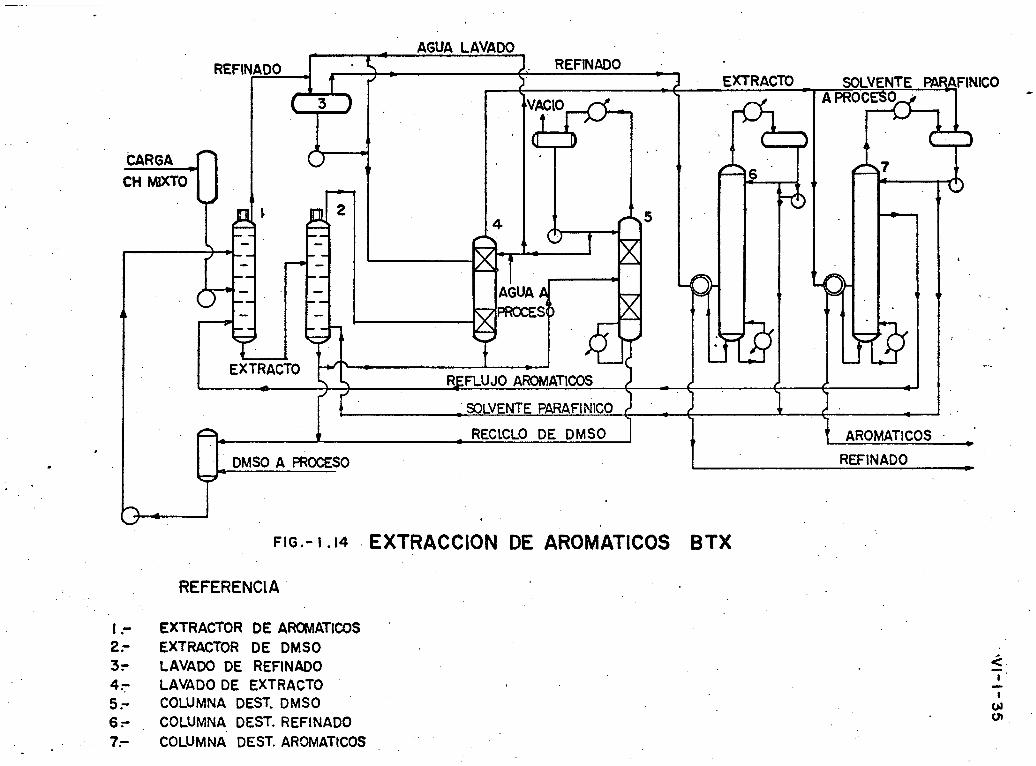
AROMATICOS (Proceso de Extracción).
Este proceso se utiliza para la obtención de benceno, tolueno y xilenos
de una mezcla de hidrocarburos por medio de extracción con dimetil sul-
fóxido acuoso . (DMSO).
En el primer paso de extracción el DMSO en solución acuosa fluye a con-
tracorriente con la alimentación consistente en una mezcla de hidrocar-
buros ; un reflujo de hidrocarburos aromáticos y parafinicos se introduce
en el fondo del extractor.
La magnitud del reflujo y su composición, así como su contenido de agua
se seleccionan de acuerdo con la composición de la alimentación y la pu-
reza deseada en los productos . La fase extractada (rica en aromáticos)
se pasa a una segunda columna de extracción donde se pone en contacto
a contracorriente con un flujo de solvente parafínico . Este solvente
desplaza casi al 99% del DMSO, el cual se recicla al fondo del extrac-
tor inicial.
El refinado del primer extractor y las puntas de la segunda columna de
extracción se lavan con agua para recuperar el resto del DMSO.
El flujo de aromáticos se somete a destilación para separar el solven-

VI-1-34
te parafínico y, posteriormente a fraccionación para separar los diver-
sos productos : benceno, tolueno y xilenos.
La Figura 1 .14 presenta el diagrama de flujo correspondiente.
O
En el caso de querer modificar los rendimientos específicos de benceno o
xilenos, se pueden utilizar los métodos específicos que se mencionan en
este mismo capitulo.
1 .2 .14
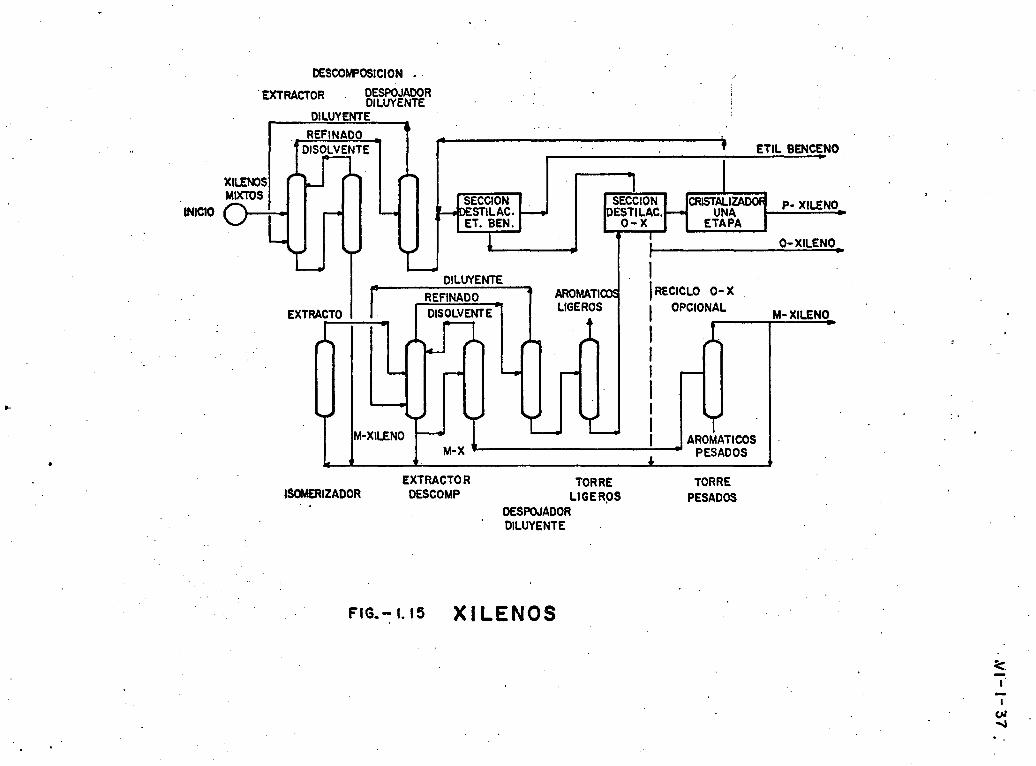
XILENOS (Proceso Mitsubishi),
Este proceso se utiliza para producir orto, para y metaxilenos, así como
etilbenceno ; para remoción selectiva de m-xileno de mezclas de xilenos e
isomerización de estas mezclas . Como subproductos se obtienen benceno,
tolueno y aromáticos con 9 y 10 carbonos.
La mezcla de xilenos se alimenta a un extractor donde se pone en contac-
to con el solvente (HF-BF 3 ) diluido . El m-xileno se obtiene en el extrac
tor I o II como un complejo m-xileno-HF-BF 3 . Todo el complejo obtenido
en el extractor II se descompone en los equipos de descomposición I y II,
produciendo m-xileno y HF-BF3 que se recircula a los extractores . Todo
el m-xileno del equipo de descomposición I y parte del proveniente en el
equipo II, así como las colas pesadas de la torre de destilación final se
pasan al isomerizador, donde a temperatura y presión moderadas se obtiene
AGUA LAVADOREFINADO t3 ) VACIO , ¡^~
REFINADO
a
EXTRACTO SOLVENTE PARAFINICOA PROCESO
QTCARGACH MIXTO
AGUA AlPROCESO
EXTRACTO
REFLUJO AROMATICOS
SOLVENTE PARAFINICO
RECICLO DE DMSO
AROMATICOS
DMSO A PROCESO
REFINADO
4
FIG .-1 .14 EXTRACCION DE AROMATICOS BTX
REFERENCIA
1 .- EXTRACTOR DE AROMATICOS2 - EXTRACTOR DE DMSO3- LAVADO DE REFINADO4- LAVADO DE EXTRACTO5 .-
COLUMNA DEST. DMSO6r COLUMNA DEST. REFINADO7- COLUMNA DEST. AROMATICOS
VI-1-36
un efluente consistente en una mezcla en equilibrio de o-, p-, y m-
xilenos ; el HF-BF3 actúa como catalizador de isomerización, recuperán-
dose con la mezcla de xilenos, enviándose esta mezcla al extractor II.
Por otra parte el resto del m-xileno se envía a la torre de destilación
final donde se separan los aromáticos pesados formados en los pasos de
extracción e isomerización.
El refinado procedente de los extractores I y II se fracciona en las dos
torres de separación del diluyente, reciclándose éste a los extractores
respectivos.
El etilbenceno presente en el . refinado I se fracciona en la sección de
destilación de etilbenceno y el resto de refinado I que contiene p- y
o-xilenos, se junta con el refinado II después de la remoción de los li-
geros y se fracciona para producir orto-xileno . El p-xileno crudo proce
dente de la destilación del o-xileno se purifica en un cristalizador de
un sólo paso, produciendo p-xileno de 99 .5% más de pureza.
El diagrama de flujo de este proceso se presenta ep la Figura 1 .15
1 .2 .15
AROMATICOS PESADOS (Proceso Institut Francais du Petrole).
Este proceso utiliza naftas de amplio rango (punto de ebullición entre.
70 y 155°C) para la producción de aromáticos diversos .
DESCOMPOSICION - •
REFINADODISOLVENTE
XILENOSMIXTOS
INICIO 0---L
EXTRACTOR
DESPOJADORDILUYENTE
DILUYENTE
L.~
REFINADODISOLVENTE
SECCION
--.DESTILAC.
ET. BEN.
ETIL BENCENO
DILUYENTE
CRISTUALI DOF
ETAPA
AROMATICCELIGEROS
M- XILENO
P- XILENO
0- XILENO
T-e'M-XlAROMATICOS
PESADOS
EXTRACTO
T M-XILENO
EXTRACTOR
TORRE
TORREISOMERIZADOR
DESCOMP
LIGEROS
PESADOSDESPOJADORDILUYENTE
FIG.-I.15 XtLENOS
VI-1-38
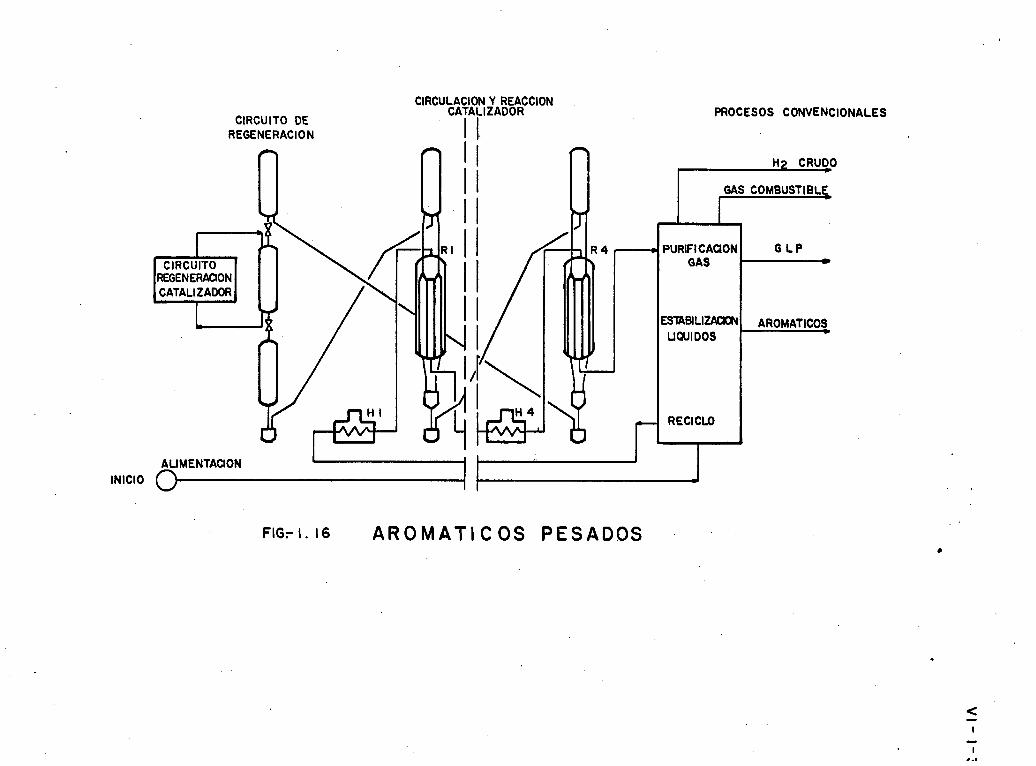
El proceso consiste en una conversión catalítica utilizando promotores
específicos que incrementan la selectividad.
La unidad de aromización consiste en reactores catalíticos de lecho flui
dizado, en los cuales el catalizador fresco se alimenta en lá parte su-
perior del primer reactor y circula en forma continua a través de todos
los reactores instalados, separándose al final del flujo de gases para
ser regenerado en un regenerador de cama fija.
El efluente gaseoso se pasa a un sistema de purificación donde se sepa-
ra el hidrógeno y el gas licuado presentes por enfriamiento y compresión.
La corriente de aromáticos, en fase liquida, se somete a estabilización
para su separación final.
Los productos que no reaccionaron se recirculan mezclados con alimenta-
ción fresca.
El diagrama de flujo correspondiente se presenta en la Figura 1 :16
PROCESOS CONVENCIONALES
112 CRUDO
GAS COMBUSTIBLE
PURIFI CACIONGAS
ESTABILIZAQONUOUI DOS
RECICLO
CIRCUITO DEREGENERACION
CIRCULACION Y REACCIONCATALIZADOR
G LP
AROMATICOS
ALIMENTACIONINICIO
O
FIG- I . 16 AROMATICOS PESADOS

VI-2-1
2 .
DESCRIPCION DE LOS FACTORES AMBIENTALES COMUNMENTE RELACIONADOS CON LA
INDUSTRIA PETROQUIMICA BASICA
Tomando en cuenta la necesidad de la industria petroquímica básica de
contar con insumos directamente derivados de la refinación del petróleo,
las instalaciones correspondientes generalmente se ubican en las zonas
aledañas a las refinerías pudiéndose considerar algunos de los procesos
como parte integral de ellas -caso típico la obtención de azufre-.
El Plano A-VI .1 presenta la ubicación actual de la industria petroquími
ca básica, pudiéndose constatar lo aseverado en el párrafo anterior.
De todo lo expuesto se puede concluir que el desarrollo de este sector
generalmente se presenta en zonas previamente afectadas desde el punto
de vista ambiental, razón por la cual su impacto debe considerarse adi-
tivo a las situaciones de deterioro que presentan estas zonas.
2 .1
FACTORES AMBIENTALES
2 .2
FACTORES ABIOTICOS
2 .2 .1
Aire
Por lo mencionado en los párrafos anteriores, la industria petroquímica
VI-2-2
básica generalmente se instala en áreas que presentan diversos niveles
de contaminación atmosférica, sobre todo de bióxido de azufre, hidrocar
buros volátiles y óxidos de nitrógeno, pudiendo existir en la atmósfera
otros contaminantes como el ácido sulfhídrico y el monóxido de carbono.
Ahora bien, en el caso de instalaciones en las zonas costeras del país,
las condiciones meteorológicas existentes son favorables a un movimien-
to de masas de aire que, generalmente, permite la difusión de los conta
minantes emitidos, los cuales no llegan a alcanzar concentraciones exce
° sivas ; en cambio, las plantas petroquímicas instaladas en la zona cen-
tral del país, encuentran condiciones meteorológicas más inadecuadas pa
ra la difusión de contaminantes.
En general, y a efecto de poder evaluar el impacto atmosférico de una
planta petroquímica, se requiere contar con información meteorológica
sobre ; velocidad y dirección del viento, humedad relativa, altura de
capa de inversión, frecuencia de inversiones, temperatura media, así
como la calidad de aire existente, que permitan estimar la capacidad de
difusión y dilución de los contaminantes atmosféricos emitidos.
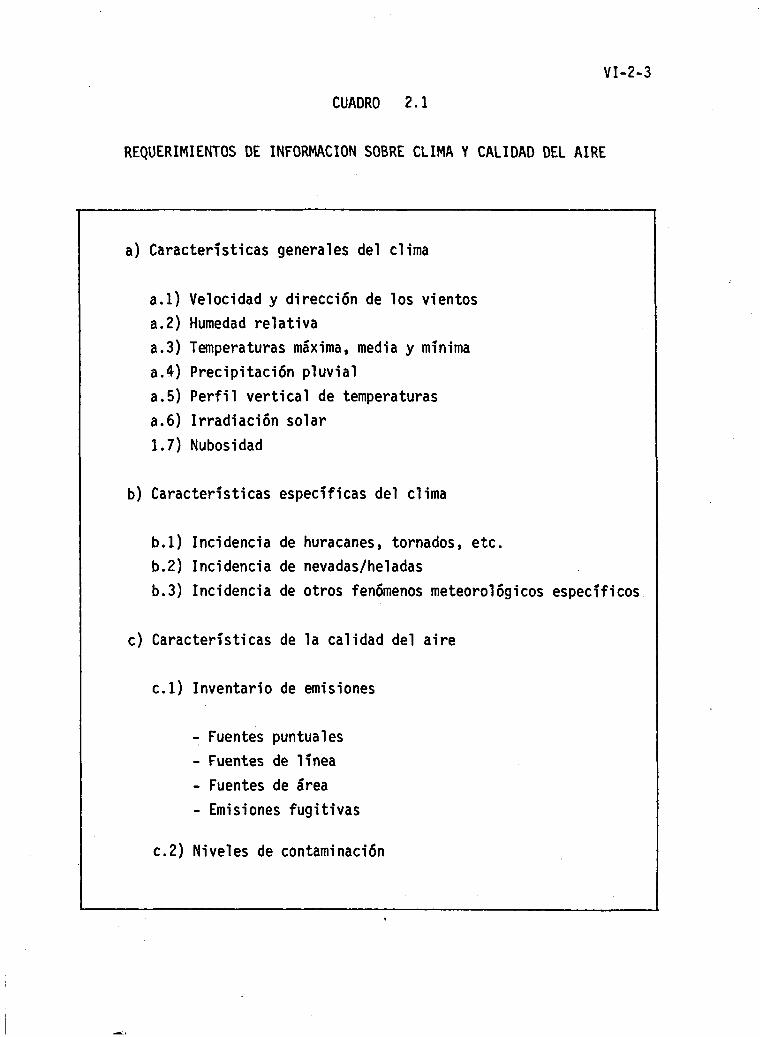
El Cuadro 2 .1 presenta en forma detallada los requerimientos de informa-
ción para la evaluación de las características originales de la atmósfe-
ra en la zona propuesta para un desarrollo petroquímico .
VI-2-3
CUADRO
2 .1
REQUERIMIENTOS DE INFORMACION SOBRE CLIMA Y CALIDAD DEL AIRE
a) Características generales del clima
a .l) Velocidad y dirección de los vientos
a.2) Humedad relativa
a.3) Temperaturas máxima, media y mínima
a.4) Precipitación pluvial
a.5) Perfil vertical de temperaturas
a.6) Irradiación solar
1 .7) Nubosidad
b) Características especificas del clima
b .l) Incidencia de huracanes, tornados, etc.
b.2) Incidencia de nevadas/heladas
b.3) Incidencia de otros fenómenos meteorológicos específicos
c) Características de la calidad del aire
c .l) Inventario de emisiones
Fuentes puntuales
- Fuentes de línea
- Fuentes de área
- Emisiones fugitivas
c .2) Niveles de contaminación
VI-2-4
2 .2 .2
Agua.
Al instalarse los desarrollos petroquímicos en zonas generalmente cerca
nas a las refinerías de petróleo, las corrientes y cuerpos de agua exis
tentes en los ecosistemas correspondientes, generalmente presentan un
cierto grado de deterioro previo, por la presencia de grasas y aceites,
alteraciones térmicas, modificaciones del pH natural, etc.
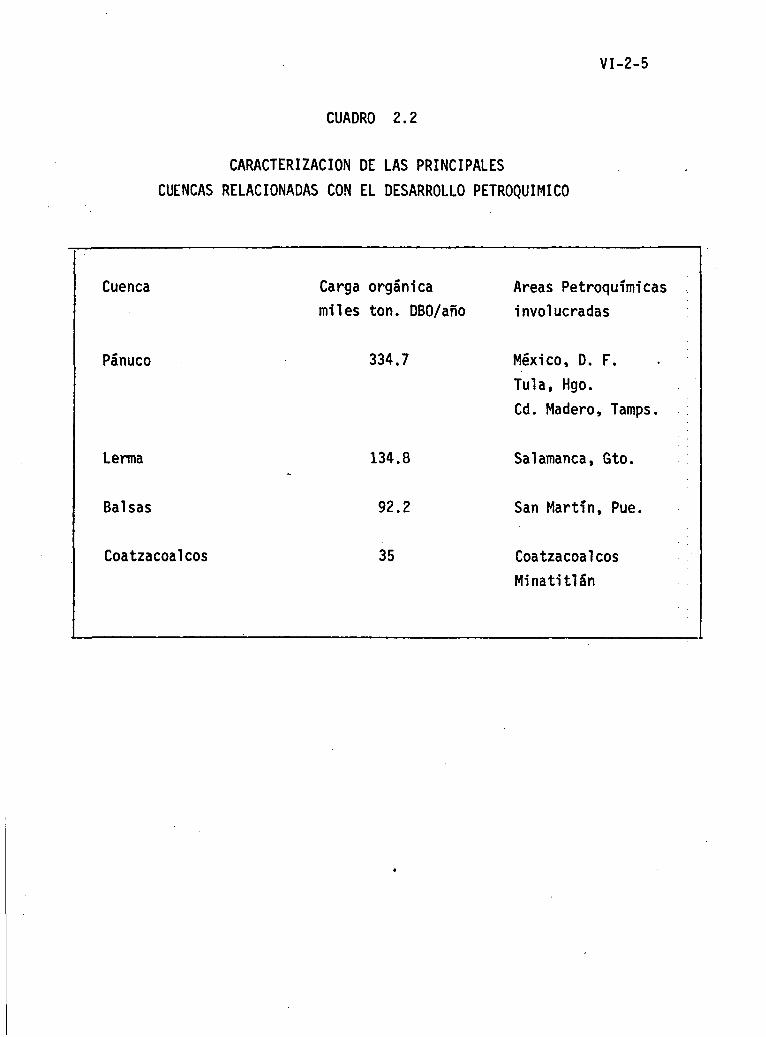
Al respecto, el Cuadro 2 .2 presenta las características de algunos ríos
ubicados en las zonas de desarrollo petrolero y petroquímico del país,
donde se puede notar la existencia de un problema grave de contaminación
acuâtica.
Tomando en cuenta que, dentro de la industria petroquímica el agua se re
quiere tanto para los procesos en sí, como para transferencia térmica,
toda instalación de este tipo requiere de un abastecimiento abundante de
agua, parte de la cual set-8 desalojada como agua residual con diversos
contaminantes en ella.
En el caso del agua, previo a la instalación de una nueva planta petro-
química, se requiere contar con información básica sobre:
- Disponibilidad (caudal)
- Características fisicoquímicas .
VI-2-5
CUADRO 2 .2
CARACTERIZACION DE LAS PRINCIPALES
CUENCAS RELACIONADAS CON EL DESARROLLO PETROQUIMICO
Cuenca Carga orgánica Areas Petroquímicas
miles ton . DBO/año involucradas
Pánuco 334 .7 México, D .
F.
Tula, Hgo.
Cd . Madero, Tamps.
Lerma 134 .8 Salamanca, Gto.
Balsas 92 .2 San Martín, Pue.
Coatzacoalcos 35 Coatzacoalcos
Minatitlán
VI-2-6
- Origen
Utilizaciones adicionales o posteriores de las fuentes de abasteci-
miento
De igual forma, en caso de que se proponga disponer de las aguas resi-
duales en alguna corriente, cuerpo superficial o en el subsuelo, se re
quiere contar con información de las características, magnitud y uso
posterior de la corriente o cuerpo de agua seleccionado al efecto.
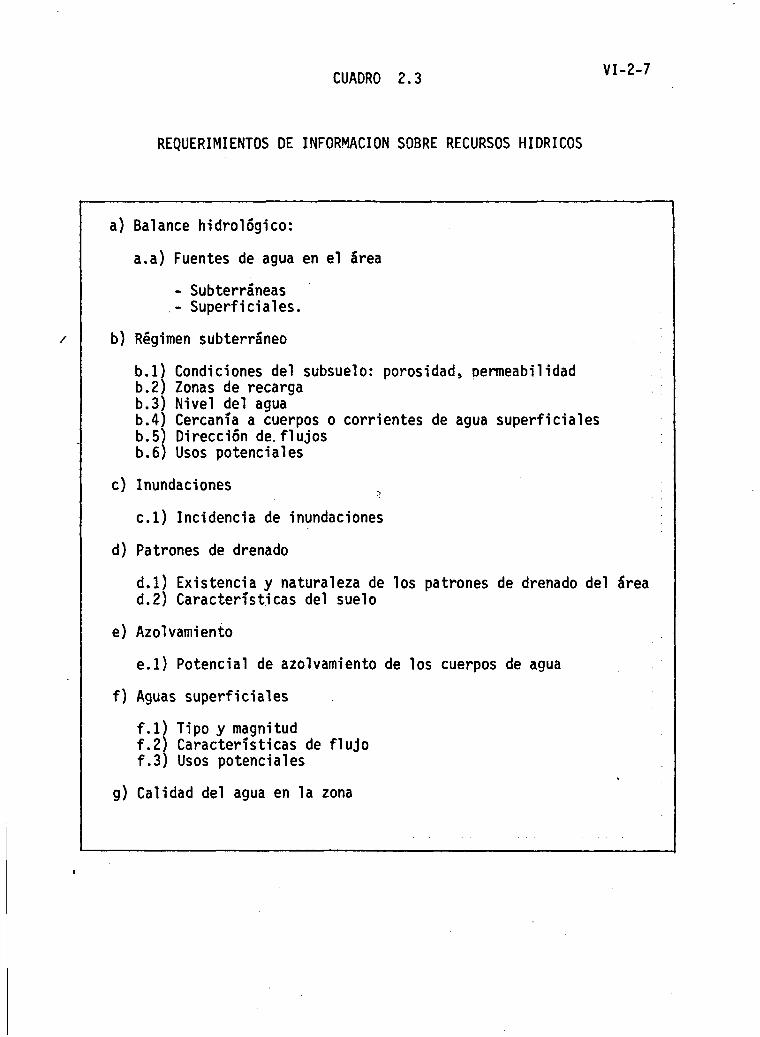
El Cuadro 2 .3 presenta los requisitos básicos de información para po-
der evaluar las características originales del recurso acuático en una
zona donde no existiese modificación previa a un posible desarrollo pe
trolero químico.
2 .2 .3
Suelo
Como en el caso del agua y del aire, normalmente el desarrollo petroquí
mico de México se ha orientado a zonas ya deterioradas con desarrollos
previos, por otra parte, siendo la cercanía a las refinerías o a merca-
dos un factor fundamental para su ubicación, las zonas de ubicación de
complejos petroquímicos corresponden a las zonas de localización de re-
finerías o mercados -Franja costera del Golfo, Bajío, Valle de México,
etc .- no interesando el tipo, ni las características del suelo .
VI-2-7CUADRO 2 .3
i
REQUERIMIENTOS DE INFORMACION SOBRE RECURSOS HIDRICOS
a) Balance hidrológico:
a .a) Fuentes de agua en el área
- Subterráneas- Superficiales.
b) Régimen subterráneo
b .l) Condiciones del subsuelo : porosidad, permeabilidadb.2) Zonas de recargab.3) Nivel del aguab.4) Cercanía a cuerpos o corrientes de agua superficialesb.5) Dirección de, flujosb.6) Usos potenciales
c) Inundaciones
c .l) Incidencia de inundaciones
d) Patrones de drenado
d .l) Existencia y naturaleza de los patrones de drenado del áread .2) Características del suelo
e) Azolvamiento
e .l) Potencial de azolvamiento de los cuerpos de agua
f) Aguas superficiales
f .l) Tipo y magnitudf.2) Características de flujof.3) Usos potenciales
g) Calidad del agua en la zona
VI-2-8
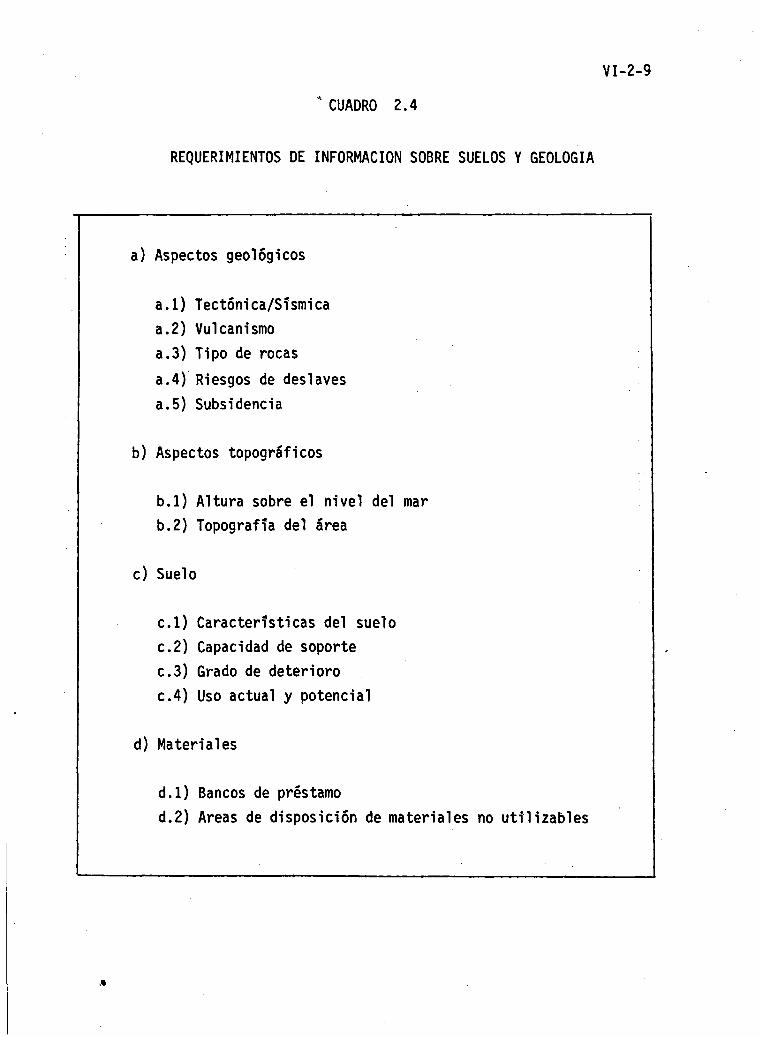
Como marco de referencia, en el caso de nuevos desarrollos petroquími-
cos que se buscasen ubicar en zonas no aféctadas por otros desarrollos,
el Cuadro 2 .4 presenta los requerimientos básicos de información al res
pecto, en cuanto a geología y suelos.
En el caso de los aspectos geológicos, revisten importancia bSsica los
aspectos que pueden afectar la seguridad de las instalaciones, tales co
mo sismicidad y subsidencia del terreno .
VI-2-9
` CUADRO 2 .4
REQUERIMIENTOS DE INFORMACION SOBRE SUELOS Y GEOLOGIA
a) Aspectos geológicos
a .l) Tectónica/Sísmica
a.2) Vulcanismo
a.3) Tipo de rocas
a.4) Riesgos de deslaves
a.5) Subsidencia
b) Aspectos topográficos
b .l) Altura sobre el nivel del mar
b .2) Topografía del área
c) Suelo
c .l) Características del suelo
c.2) Capacidad de soporte
c.3) Grado de deterioro
c.4) Uso actual y potencial
d) Materiales
d .l) Bancos de préstamo
d .2) Areas de disposición de materiales no utilizables
VI-2-10
2 .3
FACTORES BIOTICOS
2 .3 .1
Terrestres
2 .3 .1 .1 Flora
2 .3 .1 .2 Fauna
Los factores ecológicos involucrados en las áreas de desarrollo petro
químico del pais, como se anotó anteriormente respecto a los factores
físicos, se encuentran total o parcialmente deteriorados por desarro-
llos previos de tipo petrolero o industrial.
Asi, los ecosistemas de la costa del Golfo de México, han sido afectados
en algunos lugares ponla explotación petrolera de la zona misma que data
desde principios de siglo, por otra parte, las plantas petroquímicas
del Valle de México, Tula, Salamanca, etc ., se han instalado en áreas
donde previamente o en forma simultánea se han instalado refinerías;
por ello, ambos tipos de zonas ya no contaban con recursos bióticos
originales, sino que se trataba de zonas alteradas en forma importante.
Por otra parte debe considerarse que la instalación de nuevos complejos
petroquímicos no está determinada específicamente por alguna región par
ticular del pais, como es el caso de la explotación petrolera, ya que
la utilización, cada vez más intensiva, de poliductos, permite el ubi-
VI-2-11
car las plantas petroquímicas en cualquier zona del país, pesando en
forma sustancial su cercanía a mercados potenciales, o la decisión po
lítica de desarrollar una zona determinada, mediante la instalación
de un complejo petroquímico en ella.
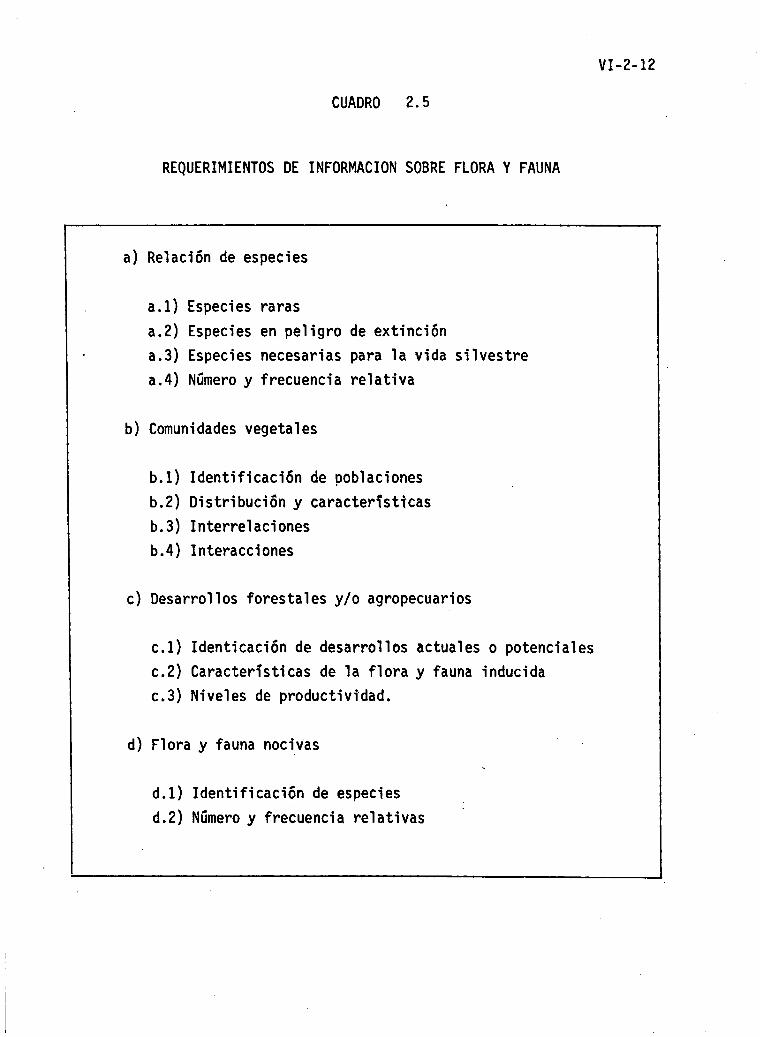
Por todo lo anterior, los factores ecológicos relacionados con el de-
sarrollo petroquímico se pueden considerar en principio, similares a
los correspondientes a las refinerías de petróleo ; con relación a la
información al respecto requerida por un nuevo desarrollo, el Cuadro
2 .5 presenta los principales puntos a considerar e incluir en ella .
VI-2-12
CUADRO
2 .5
REQUERIMIENTOS DE INFORMACION SOBRE FLORA Y FAUNA
a) Relación de especies
a .l) Especies raras
a.2) Especies en peligro de extinción
a.3) Especies necesarias para la vida silvestre
a.4) Número y frecuencia relativa
b) Comunidades vegetales
b.1) Identificación de poblaciones
b.2) Distribución y características
b.3) Interrelaciones
b.4) Interacciones
c) Desarrollos forestales y/o agropecuarios
c .l) Identicación de desarrollos actuales o potenciales
c.2) Características de la flora y fauna inducida
c.3) Niveles de productividad.
d) Flora y fauna nocivas
d .l) Identificación de especies
d .2) Número y frecuencia relativas
VI-2-13
2 .4 .
FACTORES SOCIOECONOMICOS.
En lo que corresponde a los factores socioeconómicos normalmente rela-
cionados con un desarrollo petroquímico, conviene anotar los siguien-
tes puntos.
a) Estructura de Población.
En general se trata de ciudades de tamaño medio, en las cuales se bus-
ca incentivar el crecimiento socioeconómico, las distribuciones por se-
xo y edad no son significativamente diferentes a las del resto del país.
Dado que se requiere una infraestrura mínima, se consideran preferente-
mente áreas urbanas.
b) Dinámica Poblacional.
Las tasas de mortalidad y natalidad son normales, sin embargo estas zo-
nas representan polos de atracción migratoria, no siempre de las carac-
terísticas requeridas por el desarrollo petroquímico a promover.
c) Patrones de los Asentamientos Humanos.
A diferencia de los campos de explotación y exploración petroleras, las
VI-2-14
áreas de desarrollo petroquímico corresponden a asentamientos humanos
estables, generalmente en base a fraccionamientos o colonias financia-
das por PEMEX que llegan a incorporarse a los núcleos urbanos originales.
d) Estructura de Empleo.
Considerando que la operación de un complejo petroquímico requiere de
personal con capacitación específica, los desarrollos de este tipo bus
can ubicarse en áreas en las cuales la mano de obra calificada de la
calidad requerida sea fácilmente accesible.
Por otra parte, al desarrollarse actividades petroquímicas secundarias
en estas zonas, la demanda de este tipo de mano de obra puede agotar la
demanda requiriendo migración de otras zonas.
e) Interrelación con Otras Actividades Productivas y de Servicios.
Dado que un desarrollo petroquímico generalmente ocupa un número apre-
ciable de trabajadores, las zonas para su desarrollo deben tener posi-
bilidades de proveer bienes y servicios a la nueva población inducida
por el desarrollo ; especialmente es importante el destacar que, por el
nivel de salarios usuales en PEMEX, el personal que labora en un comple
jo petroquímico tiene acceso a bienes y servicios en cantidad y calidad
superiores a la media nacional, distorsionando así el patrón de demanda
local y por ende el nivel de precios .
VI-2-15
2 .5
FACTORES ESTETICOS Y CULTURALES.
Con relación a estos aspectos se deben hacer las mismas consideraciones
que en lo relativo a los factores físicos y ecológicos, ya que por su
propia naturaleza los desarrollos petroquímicos no requieren de facto-
res estéticos y culturales específicos por lo cual no pueden presentar
factores de este tipo comunmente ligados a estos desarrollos .
VI-3-1
3 .
IDENTIFICACION Y DESCRIPCION DE LOS IMPACTOS POR LA ACTIVIDAD DE LA
INDUSTRIA PETROQUIMICA BASICA.
3 .1
IMPACTOS AL MEDIO ABIOTICO
3 .1 .1
Aire
Los desarrollos petroquímicos que utilizan los procesos descritos en el
Capitulo I, presentan diversas emisiones contaminantes a la atmósfera.
Al respecto conviene considerar en principio dos grandes grupos de fuen
tes emisoras ligadas a esta industria ; por una parte, las emisiones ge-
neradas por los diversos procesos de combustión requeridos por los pro-
cesos petroquímicos (calderas, motores de combustión interna, turbinas,
etc .) y por otra, las emisiones propias de los procesos petroquímicos.
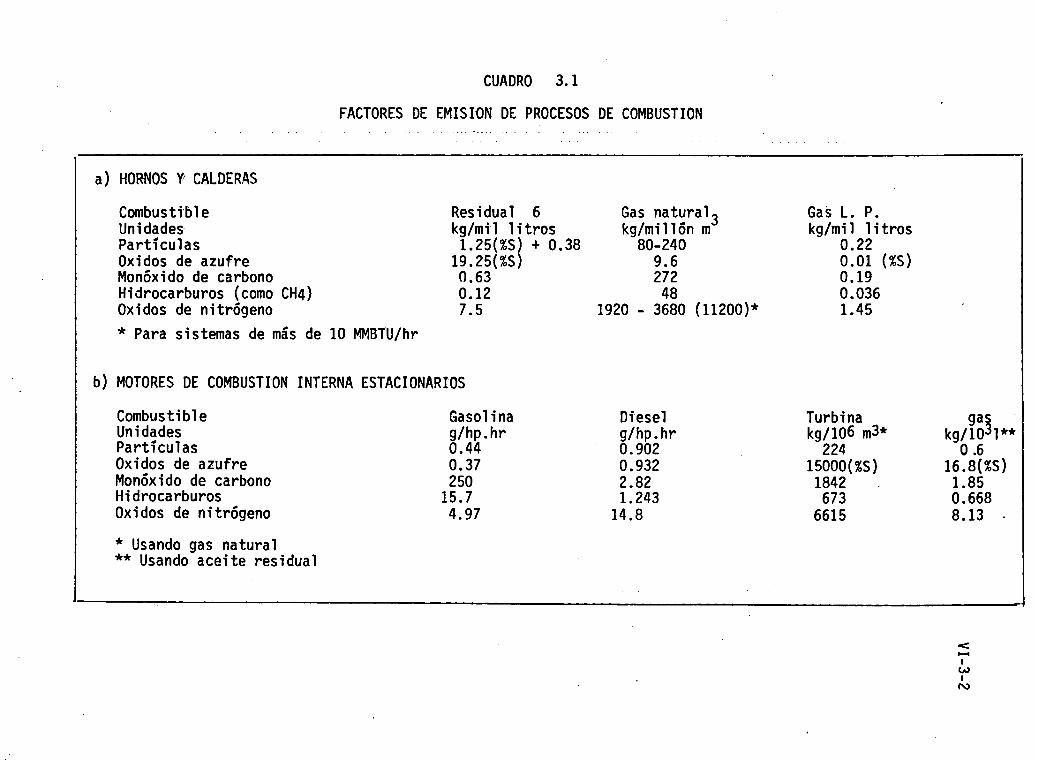
En el primer caso el Cuadro ' 3 .1 presenta los factores de emisión corres
pondientes a diversos equipos de combustión de uso común en plantas pe-
troquímicas.
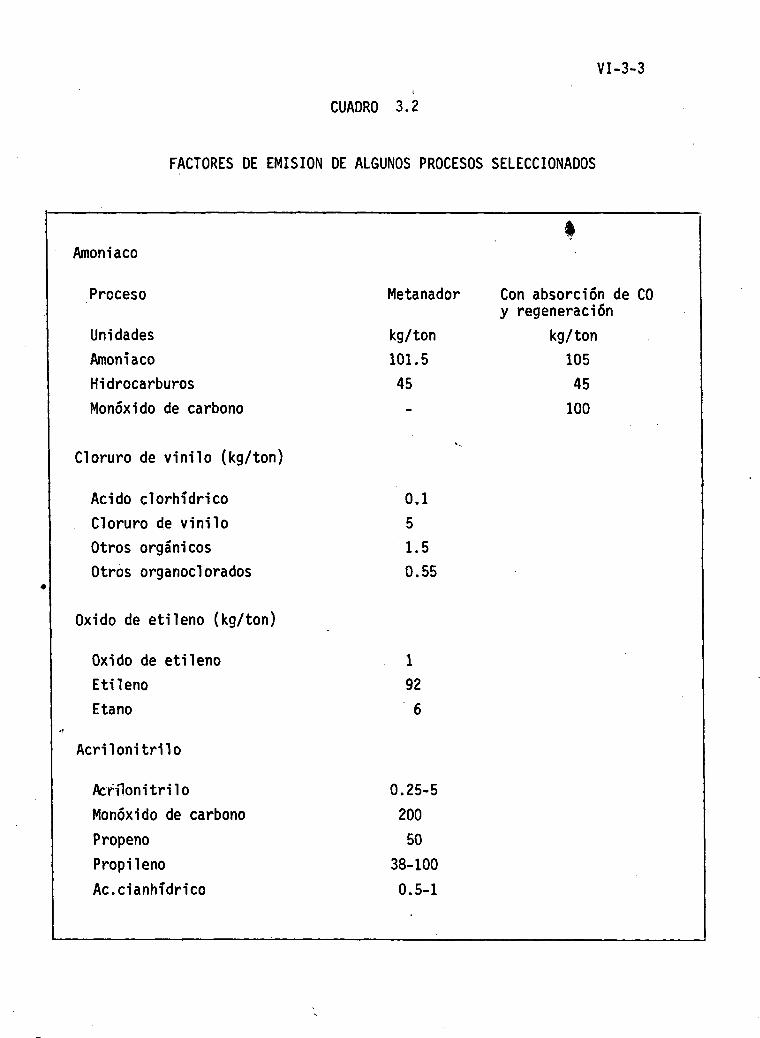
En el segundo caso, el Cuadro 3 .2 presenta factores de emisión típicos
para diversos procesos ; al respecto puede observarse que, en general la
mayoría de las emisiones corresponden a hidrocarburos y otras materias
primas o subproductos .
CUADRO 3.1
FACTORES DE EMISION DE PROCESOS DE COMBUSTION
a) HORNOS Y CALDERAS
CombustibleUnidadesPartículasOxidos de azufreMonóxido de carbonoHidrocarburos (como CH4)Oxidos de nitrógeno
* Para sistemas de más de 10 MMBTU/hr
b) MOTORES DE COMBUSTION INTERNA ESTACIONARIOS
Combustible
GasolinaUnidades
g/hp .hrPartículas
0 .44Oxidos de azufre
0 .37Monóxido de carbono
250Hidrocarburos
15 .7Oxidos de nitrógeno
4 .97
* Usando gas natural** Usando aceite residual
Gas natural 3kg/millón m80-240
9 .627248
1920 - 3680 (11200)*
Gas L . P.kg/mil litros
0 .220 .01 (%S)0 .190 .0361 .45
Dieselg/hp .hr0 .9020 .9322 .821 .243
14 .8
Turbina
ga~kg/106 m3*
kg/10 1**
224
0 .615000(%S)
16 .8(%S)
1842
-
1 .85
673
0 .668
6615
8 .13 •
Residual 6kg/mil litros1 .25(%S) + 0 .38
19 .25(%S)0 .630 .127 .5
VI-3-3
CUADRO 3 .2
FACTORES DE EMISION DE ALGUNOS PROCESOS SELECCIONADOS
Amoniaco
Proceso Metanador Con absorción de COy regeneración
Unidades kg/ton kg/ton
Amoniaco 101 .5 105
Hidrocarburos 45 45
Monóxido de carbono 100
Cloruro de vinilo (kg/ton)
Acido clorhídrico 0 .1
Cloruro de vinilo 5
Otros orgánicos 1 .5
Otrós organoclorados 0 .55
Oxido de etileno (kg/ton)
Oxido de etileno 1
Etileno 92
Etano
Acrilonitrilo
Acriloni tri l o 0 .25-5
Monóxido de carbono 200
Propeno 50
Propileno 38-100
Ac .cianh idrico 0 .5-1
VI-3-4
En general, parte de estas emisiones son lanzadas a la atmósfera á~ través
de chimeneas, lo cual permite estimar, mediante modelos de difusión ade-
cuados, las áreas que serán afectadas por ellas y la magnitud de tal afec
tación ; sin embargo, en los procesos petroquímicos tambíen se presentan
múltiples emisiones fugitivas provenientes de tanques de almacenamiento,
de fugas en uniones y estoperos, etc ., las cuales son difíciles de esti-
mar ya que dependen en gran parte de las características de operación y
mantenimiento de las instalaciones involucradas.
Es importante notar que algunas de estas emisiones tienen carácter tóxico
o de alto riesgo para la salud, como es el caso del ácido cianhídrico y
del monómero de cloruro de vinilo ; igualmente, la mayoría de ellas por su
carácter orgánico presenta características de inflamabilidad y explosivi-
dad que es necesario considerar.
3 .1 .2
Agua
La industria petroquímica consume cantidades apreciables de agua, tanto
dentro de los procesos, como utilizada de medio de enfriamiento . En el
primer caso se integra a los productos por elaborar o se desecha conta-
' minada por subproductos indeseables ; en el segundo se evapora en parte y
parte es desechada con un alto contenido de diversas sales, como purga
de las torres de enfriamiento.
VI-3-5
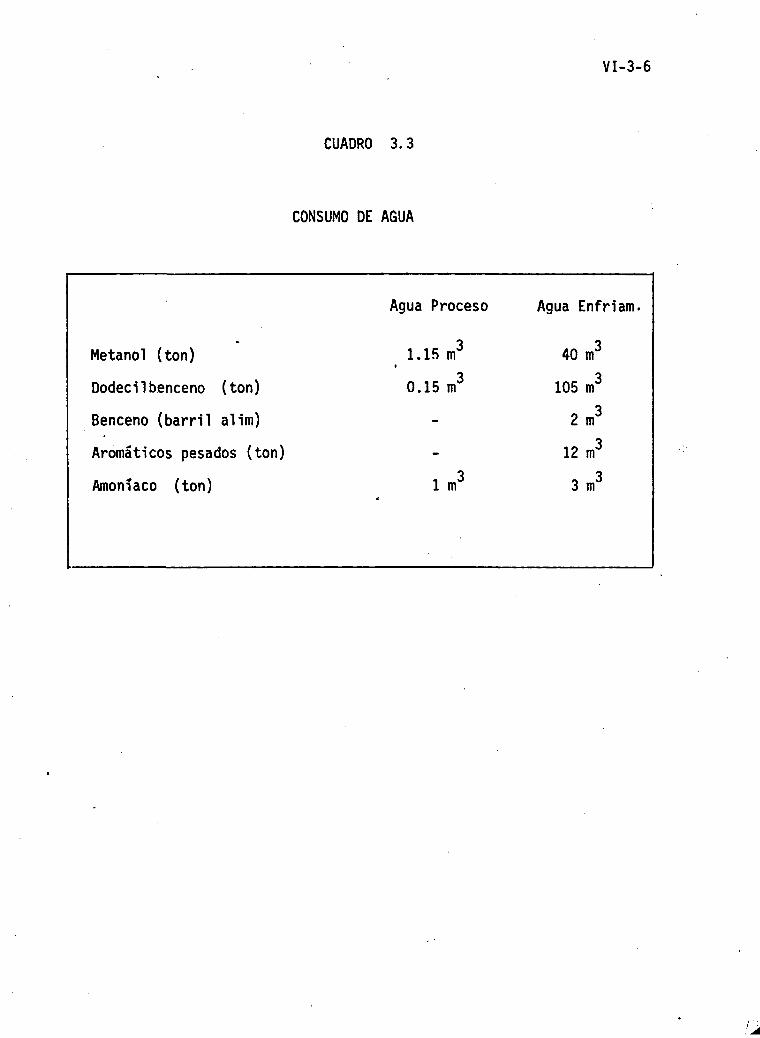
El Cuadro 3 .3 presenta algunos consumos típicos de la industria petro-
química básica.
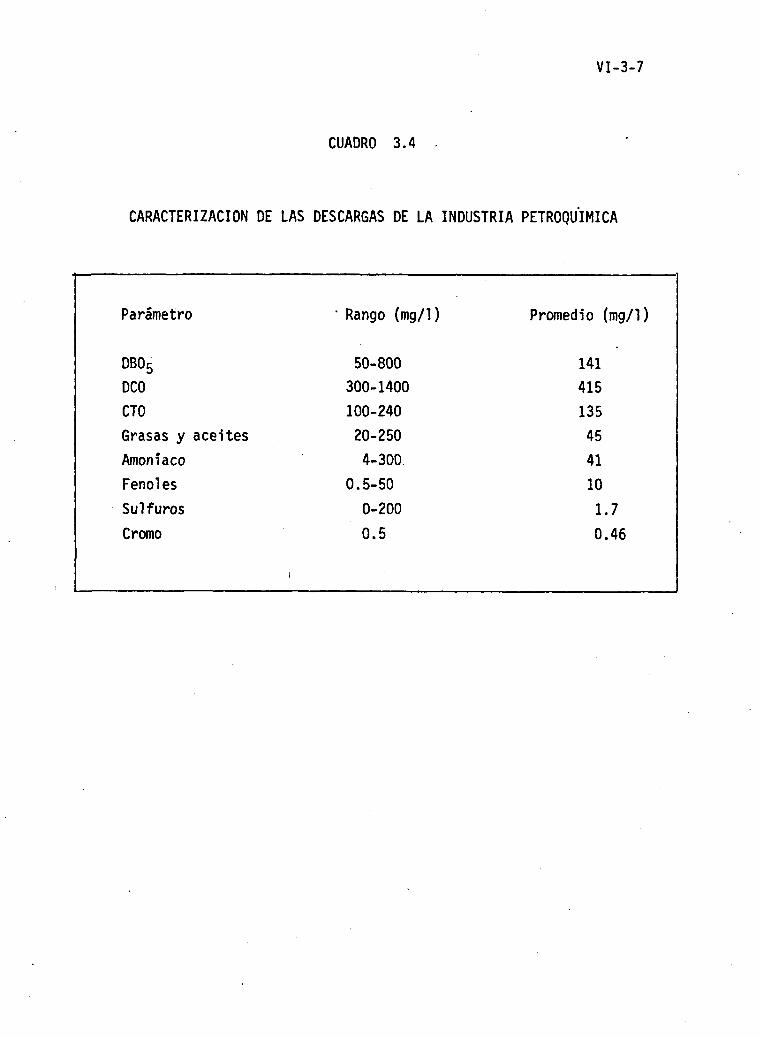
Las descargas de aguas residuales de la industria petroquímica pueden
tener diversos orígenes ; asfi parte de los efluentes consisten en descar
gas de aguas servidas procedentes de los servicios sanitarios de las
plantas, las cuales son incrementadas por aguas de lavado general de
las instalaciones, otra parte corresponde a purgas de sistemas de enfria
miento y la parte restante, de mayor interés para este estudio, es la
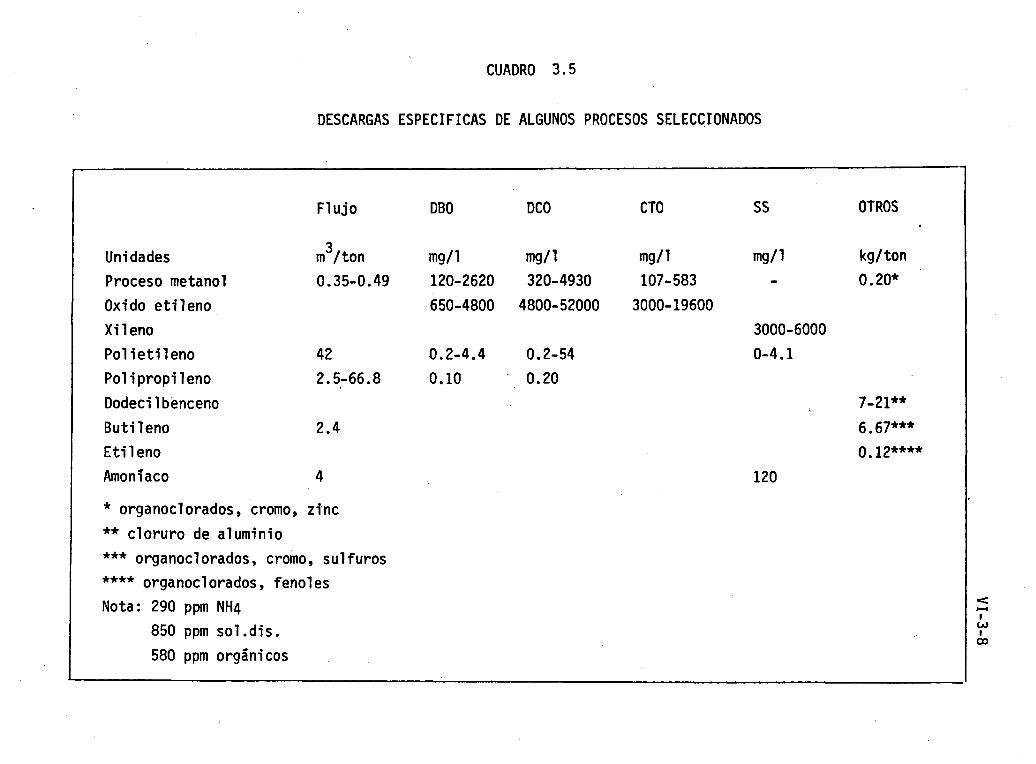
procedente del propio proceso . Al respecto el Cuadro 3 .4 presenta las
características generales de las descargas de plantas petroquímicas,
mientras que el Cuadro 3 .5 presenta los parámetros específicos para al-
gunos de los procesos presentados.
Como puede observarse, en general los contaminantes presentes son sus-
tancias orgánicas que incrementan la demanda de oxigeno de los efluen-
tes ; entre estos productos destacan aquellos que como las grasas y los
aceites no son miscibles en el agua y sobrenadan en ella.
Como contaminante peligroso del agua debe presentarse atención a los
cianuros, los metales pesados provenientes de catalizadores y a los di-
versos organoclorados .
VI-3-6
CUADRO 3 .3
CONSUMO DE AGUA
Agua Proceso Agua Enfriam.
Metanol (ton) 1 .15 m3 40 m3
Dodecilbenceno
(ton) 0 .15 m3 105 m3
Benceno (barril alim) - 2 m3
Aromáticos pesados (ton) 12 m3
Amoniaco
(ton) 1 m3 3 m3
VI-3-7
CUADRO 3 .4 .
CARACTERIZACION DE LAS DESCARGAS DE LA INDUSTRIA PETROQUIMICA
Parámetro ' Rango (mg/1) Promedio (mg/1)
DBO5 50-800 141
DCO 300-1400 415
CTO 100-240 135
Grasas y aceites 20-250 45
Amoniaco 4-300 . 41
Fenoles 0 .5-50 10
Sulfuros 0-200 1 .7
Cromo 0 .5 0 .46
CUADRO 3 .5
DESCARGAS ESPECIFICAS DE ALGUNOS PROCESOS SELECCIONADOS
Unidades
Flujo
m3/ton
DBO
mg/i
DCO
mg/1
CTO
mg/1
SS
mg/1
OTROS
kg/ton
Proceso metanol 0 .35-0 .49 120-2620 320-4930 107-583 - 0 .20*
Oxido etileno 650-4800 4800-52000 3000-19600
Xileno 3000-6000
Polietileno 42 0 .2-4 .4 0 .2-54 0-4 .1
Polipropileno 2 .5-66 .8 0 .10 0 .20
Dodecilbenceno 7-21**
Butileno 2 .4 6 .67***
Etileno 0 .12****
Amoníaco 4 120
* organoclorados, cromo, zinc
** cloruro de aluminio
*** organoclorados, cromo, sulfuros
**** organoclorados, fenoles
Nota : 290 ppm NH4
850 ppm sol .dis.
580 ppm orgánicos
VI -3- 9
3 .1 .3
)Suelo
En general, en forma directa, los procesos petroquímicos no generan con
taminación del suelo y, comunmente, no producen desechos sólidos en can
tidad apreciable ; sin embargo, diversos subproductos no utilizables pre
sentan problemas en su disposición, la cual generalmente se hace deposi
tándolos en tanques que posteriormente se entierran . Este sistema ha
probado ser, no sólo ineficiente sino peligroso como se comprobó en los
Estados Unidos con el episodio de Love Canal.
Por lo anterior y, en lo que se refiere a impactos al suelo, se puede
indicar que la industria petroquímica puede generar residuos que, si se
infiltran en el suelo, pueden migrar contaminando acuíferos subterráneos
e inutilizando al mismo suelo.
3 .1 .4
Ruido
Del equipo utilizado en la industria petroquímica, son emisores de rui-
do los hornos y calderas, los compresores y motores en general, los sis
temas de tuberías y las válvulas de seguridad, control y venteo.
El Cuadro 3,6 presenta los niveles típicos de emisión de ruido de estas
fuentes, señalándose al mismo tiempo las frecuencias en que generalmente
se produce este contaminante .
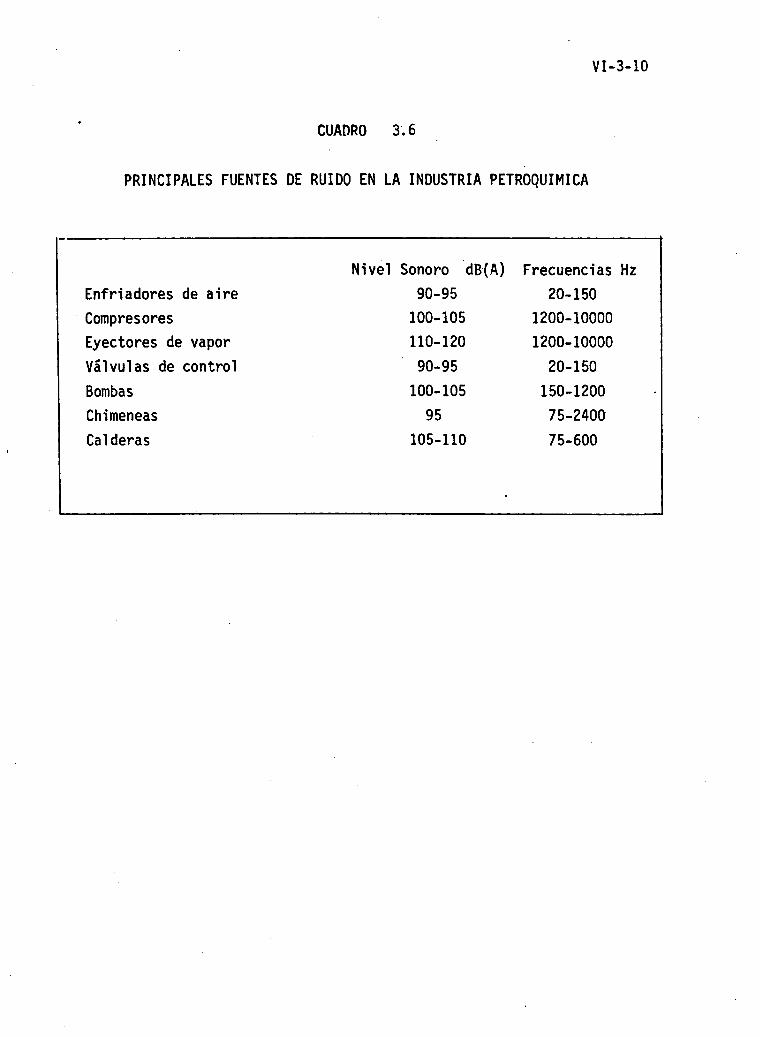
CUADRO 3 .6
VI-3-10
PRINCIPALES FUENTES DE RUIDO EN LA INDUSTRIA PETROQUIMICA
Nivel Sonoro
dB(A) Frecuencias Hz
Enfriadores de aire 90-95 20-150
Compresores 100-105 1200-10000
Eyectores de vapor 110-120 1200-10000
Válvulas de control 90-95 20-150
Bombas 100-105 150-1200
Chimeneas 95 75-2400
Calderas 105-110 75-600
VI-3-11
3.1.5
Residuos Sólidos
Como únicos residuos sólidos a considerar, en forma general para este
sector industrial, se considera importante el anotar los lodos proce-
dentes del tratamiento de las aguas residuales de la misma industria;
estas aguas, conteniendo en promedio de 2 a 5% de sólidos en suspen-
sión, se someten a clarificación a fin de obtener un lodo con 10 a 40%
de sólidos, el cual es el residuo que se requiere disponer adecuadamen
te ya que puede contener cianuros, organoclorados y metales pesados.
Adicionalmente, la industria petroquímica genera residuos no peligro-
sos del tipo de material de empaque, material de limpieza, estopas,
etc ., que normalmente pueden disponerse con los desechos municipales.
3 .1 .6
Aspectos. Estéticos
En general la imagen de un desarrollo petroquímico comprende una serie
de instalaciones, torres, tanques, tuberías, etc ., lo que no puede con
siderarse específicamente antiestético ; sin embargo un mal mantenimien
to de estas instalaciones origina corrosión, deterioro de pinturas y
otros materiales, acumulación de residuos, etc ., que sí pueden provocar
una imagen antiestética
Ahora bien, en la posible evaluación del impacto estético de un desarro
VI-3-12
110 de este tipo, debe de considerarse el entorno correspondiente y to-
marse en cuenta que este tipo de evaluaciones comprende una componente
subjetiva muy importante, que depende de la idiosincrasia de la pobla-
ci6n circundante .
VI-3-13
3 .2
IMPACTOS A LOS FACTORES BIOTICOS
3 .2 .1
Terrestres
3 .2 .1 .1 Flora
t
Considerando las emisiones atmosféricas señaladas, se puede esperar que
una planta petroquímica afecte en mayor o menor grado a diversas espe-
cies vegetales del vecindario.
Al respecto hay que considerar que el bióxido de azufre generado, bási-
camente por los sistemas de combustión, es fitotóxico para diversas es-
pecies ; de igual forma el ozono producto de la contaminación fotoquimica
generada por los hidrocarburos volátiles, los óxidos de nitrógeno y la
luz solar,presentan características oxidantes muy marcadas que también
afectan a diversas especies vegetales.
El Cuadro 3 .7 presenta una relación de las especies más sensibles a los
contaminantes atmosféricos señalados .,
Por otra parte, las descargas de aguas residuales, si se permite que lie
guen directamente a tierras cultivadas o con flora natural, afectarán di
versas plantas de acuerdo con sus características, siendo importante so-
bre todo la presencia de metales pesados y de boro ; de igual forma gra-
sas y aceites contenidos en estas aguas pueden contaminar al suelo y vol
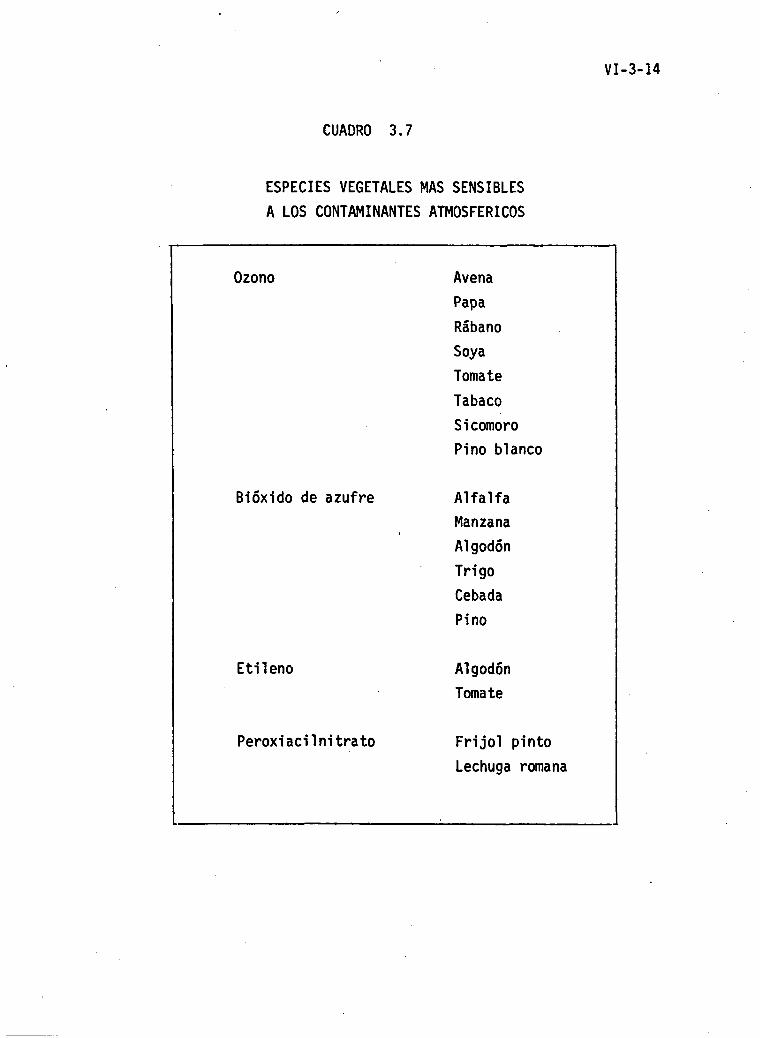
CUADRO 3 .7
ESPECIES VEGETALES MAS SENSIBLES
A LOS CONTAMINANTES ATMOSFERICOS
Ozono
Avena
Papa
Rábano
Soya
Tomate
Tabaco
Sicomoro
Pino blanco
Bióxido de azufre Alfalfa
Manzana
Algodón
Trigo
Cebada
Pino
Etileno
Algodón
Tomate
Peroxiacilnitrato
Frijol pinto
Lechuga romana
VI -3-15
verlo improductivo ; al respecto reviste mayor importancia la contamina-
ción de plantas que, a través de las cadenas alimenticias, puedan afec-
tar la salud del hombre.
3 .2 .1 .2 Fauna.
El efecto más importante que se ha detectado en la fauna, por causa de
las emisiones contaminantes de la industria petroquímica ha sido la in-
toxicación aguda de animales domésticos o silvestres por descargas masi-
vas accidentales de gases o la intoxicación crónica con acumulación por
la ingesta de alimentos (pasto, forraje) contaminados con compuestos or
ganoclorados o con metales pesados ; en este caso, la cadena alimenticia
juega un papel de concentrador que puede afectar al ser humano.
3 .2 .2
Acuáticos
3 .2 .2 .1 Flora
Las descargas de aguas residuales procedentes de la industria petroquí-
mica, afectan a la flora acuática dependiendo de su naturaleza y concen
tración ; así, agua conteniendo sustancias grasas sobrenadantes o sóli-
dos en suspensión, afectan la transferencia de luz, aire-agua con el con
secuente efecto en el ciclo clorofiliano ; así conteniendo orgánicos
con características de nutrientes afectan el equilibrio ecológico origi-
nal, propiciando un desarrollo anormal de ciertas especies ; por último
VI-3-16
la presencia de fitotóxicos pueden destruir diversas especies o acumular
se en otras.
3 .2 .2 .2 Fauna.
En el aspecto de la fauna acuâtica, son tres los mayores efectos que pue
den originarse por la contaminación petroquímica : uno, la reducción del
intercambio de oxígeno en la interfase aire-agua por la presencia de pe-
lículas de sustancias grasas ; otro es el correspondiente a la concentra-
ción de tóxicos por ingestión directa de las especies o por concentración
a través de la cadena alimentaria ; y el último, el efecto de descargas
calientes en los cuerpos de agua, los cuales modifican las condiciones de
habitat para diversas especies .
VI-3-17
3 .3 .
IMPACTOS SOCIOECONOMICOS
El establecimiento de un complejo petroquímico en una región origina di
versos efectos en el marco socioconómico inicial ; los principales son:
a) Incremento en la demanda de mano de obra especializada, la cual pue
de originar una corriente migratoria importante o provocar un incremen
to inflacionario en los salarios.
b) Incremento en la demanda de bienes y servicios, ya que el incremento
poblacional originado por la migración de técnicos y personal califica
do origina una demanda de bienes (habitación, alimentación, etc .) y ser
vicios (atención médica, educación, transporte, etc .) que alteran el
equilibrio previo, generando, normalmente, un incremento altamente in-
flacionario en los costos de bienes y servicios ; incremento que afecta,
fundamentalmente, a la población original que continua recibiendo sus
salarios tradicionales, contra la nueva población que, al depender, bá-
sicamente de PEMEX, obtiene salarios superiores al promedio de la región.
c) Modificación de los patrones de consumo.
El grupo poblacional inmigrado puede afectar, debido a su gran peso
económico, los patrones de consumo en la zona, introduciendo nuevos pro-
ductos, generalmente superfluos, así como hábitos de consumo-desperdi-
VI-3 -13
cio, no existentes originalmente en el área.
d) Modificación de los patrones culturales
Aunque en menor grado que los patrones de consumo, los patrones cultura-
les de la región donde se instala un desarrollo petroquímico pueden alte
rarse en mayor o menor grado, dependiendo de la idiosincrasia de la po-
blación original y del peso cultural de la población migrante.
e) Modificación del equilibrio politico.
Tomando en cuenta el movimiento de población hacia un nuevo desarrollo
petroquímico, y las características de mayor politización de la misma,
en diversas ocasiones la fuerza política representada por los trabaja-
dores sindicalizados puede interaccionar y aún, competir con los grupos
políticos tradicionales de la zona ; este efecto es más fuerte en las zo-
nas donde adicionalmente al desarrollo petroquímico se presentan desa-
rrollos de explotación y refinación petroleras, ya que el personal sindi
calizado de PEMEX puede convertirse en la fuerza política predominante
del área .
VI-3-19
3 .4
IMPACTOS AL PAISAJE Y ASPECTOS CULTURALES.
Este aspecto ya se señalé al hablar de los impactos estéticos al medio
físico .
VI-3-20
3 .5
CRITERIOS DE PLANEACION REGIONAL.
Las plantas de petroquímica básica, al igual que las Refinerías no de-
penden en principio de su proximidad con las fuentes de materia prima.
Sin embargo entre ellas y las refinerías existe en práctica una simbio-
sis cuando su alimentación se basa en productos de refinería, tales co-
mo gases ligeros, naftas, reformado catalítico, polímeros, etc.
Por eso se considera que es útil tratar las dos actividades conjuntamen
te respecto a planeación regional y se remite a lo tratado en la Mono-
grafía A-V -Refinerías- con la salvedad que en el caso de la petroquími
ca básica, será muchas veces el mercado el que podrá dictar su localiza
ción, pero que la extensa red de gasoductos y las refinerías en operación
pueden suministrar los insumos básicos, en donde el mercado requiere de
petroquímicos o donde se puede aprovechar infraestructura ya existente.
Por lo anterior será oportuno aplicar los conceptos expresados en la Mo-
nografía antes mencionada, sobre todo en relación con el Puerto Indus-
trial Lázaro Cárdenas y con la futura selección del sitio para la Refi-
nería X .
VI-3-21
3 .6
RIESGOS
La industria petroquímica básica, más que representar un sector de alta
contaminación rutinaria, represdnta uno de los sectores de más alto ries
go ambiental, tanto por las características de los productos que maneja,
como por la complejidad de sus procesos.
Asi el manejo de productos inflamables, tóxicos, explosivos o corrosivos
es común en esta industria, lo mismo que la utilización de altas tempera
turas y presiones que someten a los equipos, en forma constante, a esfuer
zos diversos.
Las Válvulas de seguridad, los discos de rompimiento, los sistemas alter
nos de abastecimiento de energía eléctrica, de refrigeración, etc . son
algunas de las medidas de seguridad normalmente incluidas en estas plan -
tas, sin embargo, los aspectos de prevención de riesgos y atención de
emergencias requieren de mayor peso en el análisis del impacto ambiental
de este tipo de instalaciones.
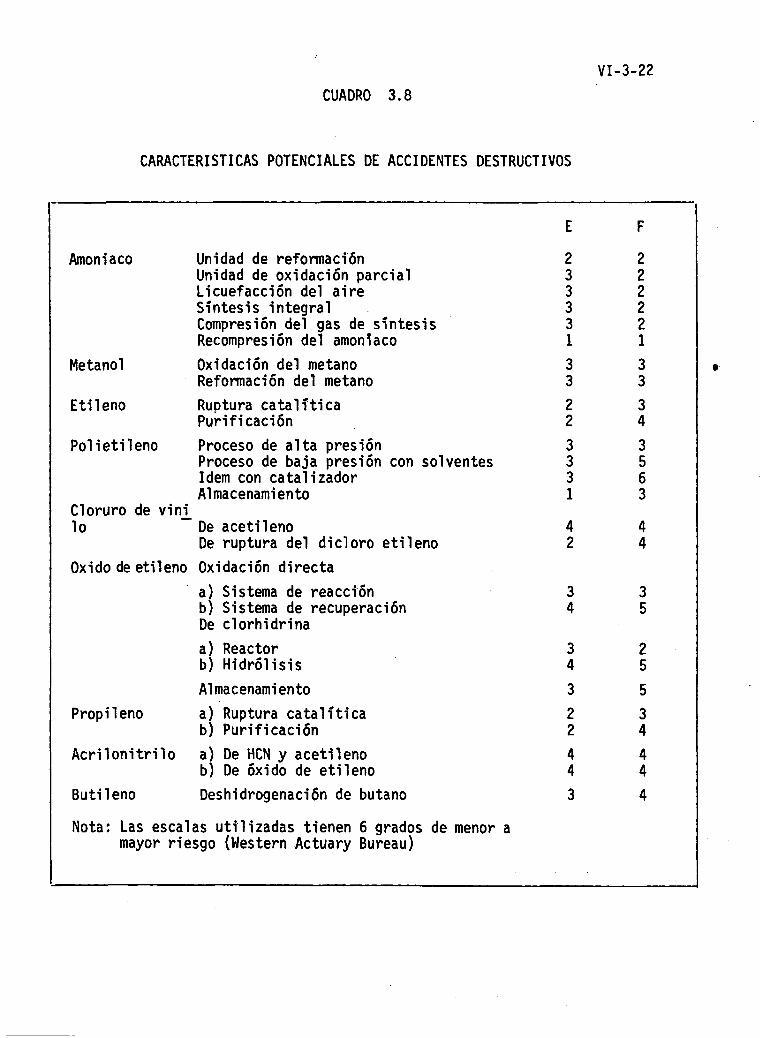
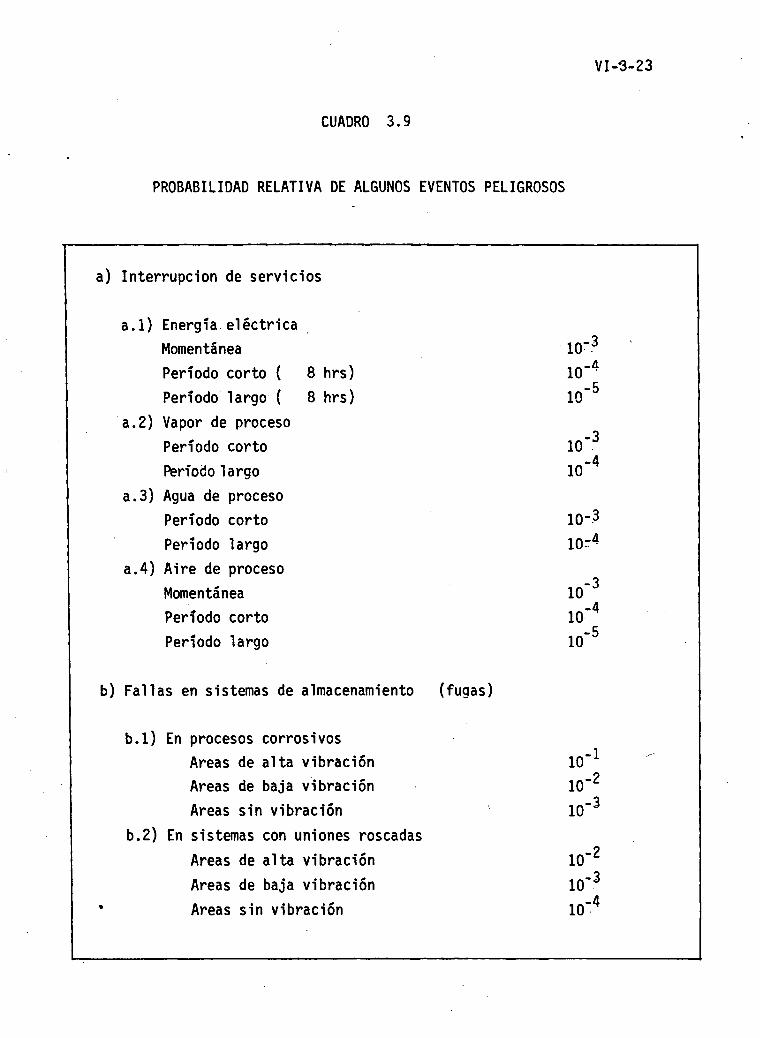
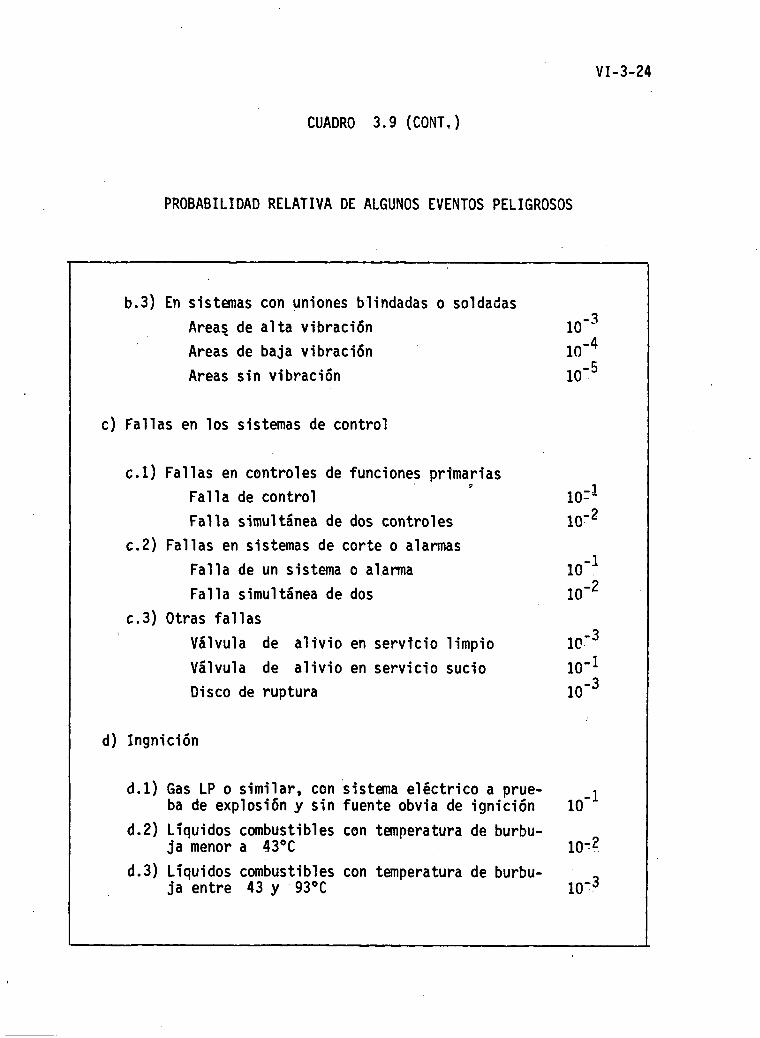
El Cuadro 3 .8 presenta las características potenciales de accidentes des
tructivos en diversos procesos petroquímicos ; adicionalmente, el Cuadro
3.9 presenta la probabilidad relativa de que se presenten algunos eventos
peligrosos .
CUADRO 3 .8
VI-3-22
CARACTERISTICAS POTENCIALES DE ACCIDENTES DESTRUCTIVOS
E
F
Amoniaco
Unidad de reformación
2
2Unidad de oxidación parcial
3
2Licuefacción del aire
3
2Síntesis integral
3
2Compresión del gas de síntesis
3
2Recompresión del amoniaco
1
1
Metanol
Oxidación del metano
3
3Reformación del metano
3
3
Etileno
Rup tura catalítica
2
3Purificación
2
4
Polietileno
Proceso de alta presión
3
3Proceso de baja presión con solventes
3
5Idem con catalizador
3
6Almacenamiento
1
3Cloruro de vinilo
De acetileno
4
4De ruptura del dicloro etileno
2
4
Oxido de etileno Oxidación directa
a) Sistema de reacción
3
3b) Sistema de recuperación
4
5De clorhidrina
a) Reactor
3
2b) Hidrólisis
4
5
Almacenamiento
3
5
Propileno
a) Ruptura catalítica
2
3b) Purificación
2
4
Acrilonitrilo a) De HCN y acetileno
4
4b) De óxido de etileno
4
4
Butileno
Deshidrogenación de butano
3
4
Nota : Las escalas utilizadas tienen 6 grados de menor amayor riesgo (WesternActuary Bureau)
0
CUADRO 3 .9
VI-3-23
PROBABILIDAD RELATIVA DE ALGUNOS EVENTOS PELIGROSOS
a) Interrupcion de servicios
a .l) Energía . eléctrica
Momentánea
Periodo corto (
8 hrs)
Periodo largo (
8 hrs)
a.2) Vapor de proceso
Período corto
Periodo largo
a.3) Agua de proceso
Período corto
Periodo largo
a.4) Aire de proceso
Momentánea
Periodo corto
Periodo largo
b) Fallas en sistemas de almacenamiento
(fugas)
b .l) En procesos corrosivos
Areas de alta vibración
10 -1
Areas de baja vibración
10 -2
Areas sin vibración
10-3
b .2) En sistemas con uniones roscadas
Areas de alta vibración
10 -2
Areas de baja vibración
10- 3
•
Areas sin vibración
10 -4
10-3
10-3
VI-3-24
CUADRO 3 .9 (CONT,)
PROBABILIDAD RELATIVA DE ALGUNOS EVENTOS PELIGROSOS
b .3) En sistemas con uniones blindadas o soldadas
Areal de alta vibración
10-3
Areas de baja vibración
10-4
Areas sin vibración
10- 5
c) Fallas en los sistemas de control
c .l) Fallas en controles de funciones primarias
Falla de control
1071
Falla simultánea de dos controles
10-2
c.2) Fallas en sistemas de corte o alarmas
Falla de un sistema o alarma
10 - 1Falla simultánea de dos
10 -2
c.3) Otras fallas
Válvula de alivio en servicio limpio
10- 3
Válvula de alivio en servicio sucio
10 -1
Disco de ruptura
10 -3
d) Ingnición
d .l) Gas LP o similar, con sistema eléctrico a prue-ba de explosión y sin fuente obvia de ignición
d.2) Líquidos combustibles con temperatura de burbu-ja menor a 43°C
d.3) Líquidos combustibles con temperatura de burbu-ja entre 43 y 93°C
10-1
10'?
10-~
VI-3-25
'or otra parte es importante también el considerar las características
toxicológicas de los productos que se manejan en los diversos procesos
ya que, accidentalmente, pueden producirse escapes o derrames que, a su
vez, pueden representar un alto riesgo para la población.
El Cuadro 3 .10 presenta los valores de toxicidad de algunos de los pro-
ductos manejados en la industria petroquímica básica.
3 .6 .1
Análisis de Riesgos
Una de las herramientas más útiles para reducir los riesgos de acciden-
tes en plantas de proceso es el análisis de riesgos . Por medio de esta
metodología se pueden definir los puntos críticos de un proceso y, en
base a ello, tomar medidas de seguridad adicionales hasta reducir el
riesgo a un nivel aceptable.
La Figura -3 .1 presenta en forma esquemática la metodología de análisis
de riesgos utilizando árboles de falla.
Para poder aplicar este tipo de análisis se requiere un conocimiento pre
vio, detallado del proceso, los materiales involucrados y la probabili-
dad de que se presente una falla en el sistema ; en general esta última
información no es fácilmente accesible .

VI-3-26
CUADRO 3 :10
TOXICIDAD DE LOS PRODUCTOS PETROQUTMICOS
Compuesto Dosis letal 50 Concentración letal 50 Carcinógeno(mg/kg .) (ppm/hr .)
Acrilonitrilo 90 (ratas) 500/4 (ratas) X
Metanol 420 (ratones) 1000 (monos)
Etileno 95 (ratones)
Oxido de etileno 330 (ratas) 960/4 (perros)
Cloruro de vinilo 500 (ratas) 20 X
Butileno Asfixiante
Benceno 2000 (perros) 10 000/7 (ratas) X
Xilenos 5000 (ratas) 6700/4 (ratas)
Propileno Asfixiante
Amoniaco 350 (ratas) 10 000/3 (hombre)
Tolueno 30 000/2 (rata)
/
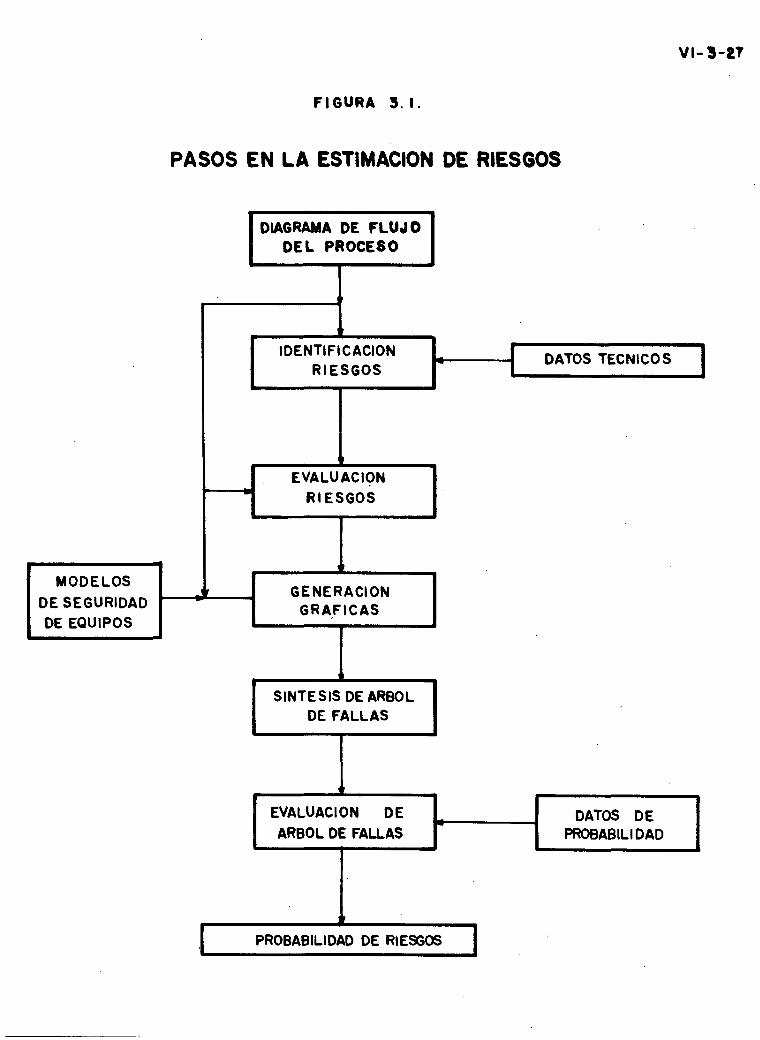
FIGURA 3 .I.
PASOS EN LA ESTIMACION DE RIESGOS
DIAGRAMA DE FLUJODEL PROCESO
IDENTIFICACIONRIESGOS
EVALUACIONRIESGOS
r
DATOS TECNICOS
MODELOS
DE SEGURIDADDE EQUIPOS
GE NERA CI ONGRAFICAS
SINTESIS DE ARBOLDE FALLAS
EVALUACION DEARBOL DE FALLAS
I PROBABILIDAD DE RIESGOS
DATOS DEPROBABILI DAD
VI-3-28
La síntesis de los árboles de fallas requiere, adicionalmente, de un
conocimiento de las interacciones de las diversas variables que afec-
tan al evento, a fin de poder establecer la ecuación booleana que re-
presente el evento . La Figura 3 .2 presenta el árbol de fallas corres
pondiente a la explosión por descomposición binaria o simple de produc
tos inestables ; como puede verse, en el caso de la descomposición de
sustancias simples, se requiere conjuntar la sustancia con la presión
y temperatura adecuadas . En el caso de la descomposición binaria, . el
diagrama muestra la necesidad de que existan las sustancias adecuadas
en la concentración peligrosa, más la presencia de la presión y tempe-
ratura adecuadas y de una fuente de ignición.
Una vez definidas las ecuaciones booleanas correspondientes a cada una
de las posibles situaciones criticas del proceso, se evalúan en base a
las probabilidades de ocurrencia de los eventos individuales para obte-
ner la probabilidad del accidente ; si esta probabilidad fuese muy alta
sería necesario modificar los sistemas de control a fin de reducirla a
niveles aceptables.
Dada la complejidad que puede involucrar el análisis de un proceso com-
pleto, se cuenta en la actualidad con modelos de simulación capaces de
realizar este análisis por computadora.
Una modificación de este tipo de análisis es el uso de diagramas de aná-
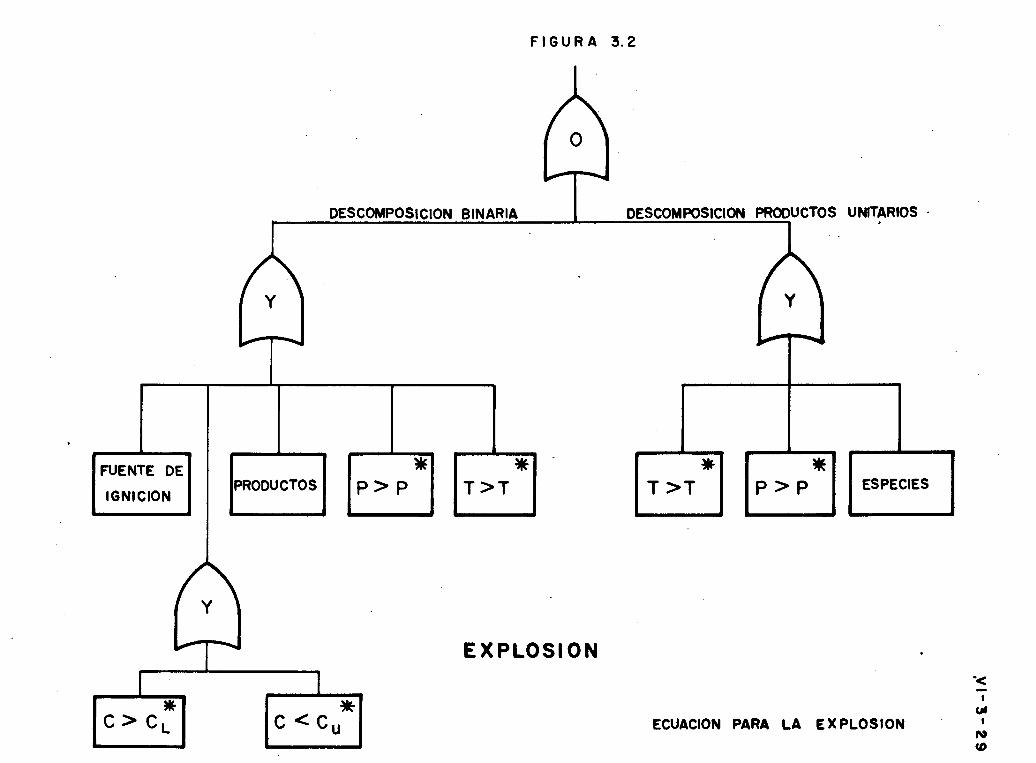
FIGURA 3 .2
DESCOMPOSICION BINARIA DESCOMPOSICION PRODUCTOS UNITARIOS
FUENTE DE *
IGNICIONPRODUCTOS P >P T >T T >T P >P ESPECIES
EXPLOSION
C<C u ECUACION PARA LA EXPLOSION
VI-3-30
lisis de pérdidas en lugar de los árboles de fallas ; estos diagramas son
una simplificación de los arboles de fallas considerando tres tipos bási
cos de falla (primario ; por error de diseño ; secundarlo : por condicio-
nes de operación anormales no controlables y de comando : por cóndiciones
de operación anormales controlables) ; de igual forma, este tipo de análi
sis utiliza probabilidades relativas en lugar de probabilidades absolu-
tas, entendiendo como tales a la frecuencia estimada de presentación de
una falla,
La Figura 3 .3 presenta el diagrama correspondiente a la posible destruc-
ción de un tanque de un compresor, simbolizando los círculos fallas prima
rias, los rombos las secundarias y los rectángulos las de comando .
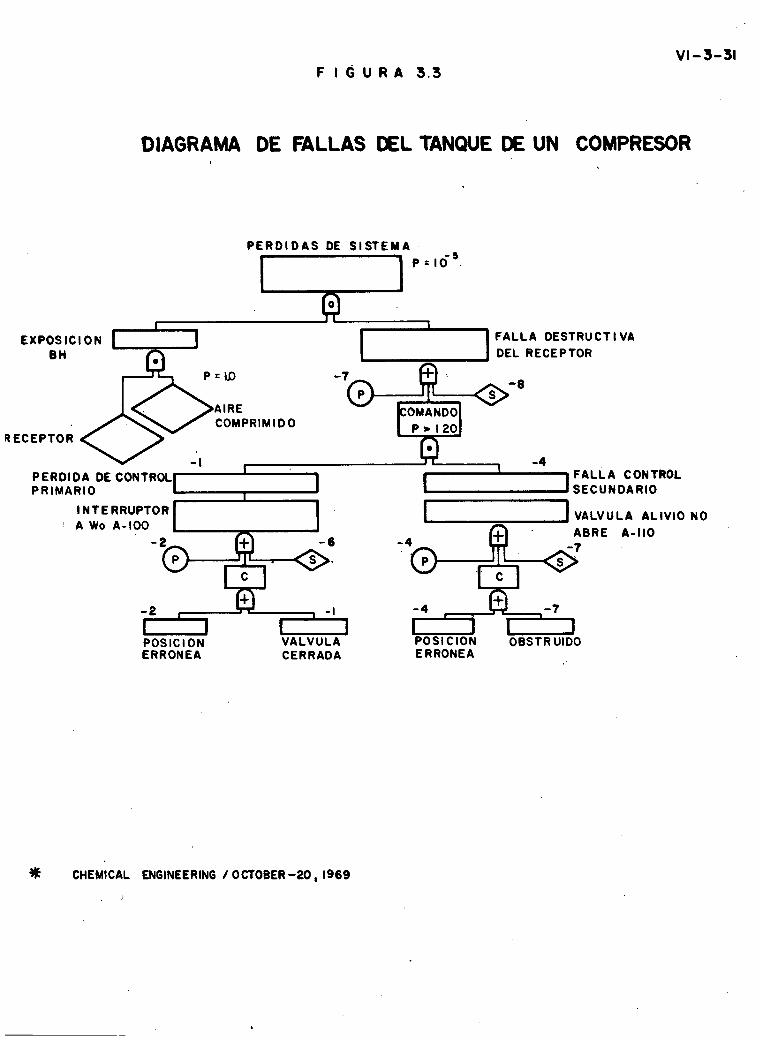
VI—3—31
F ! G U R A 3 .3
DIAGRAMA DE FALLAS DEL TANQUE DE UN COMPRESOR
PERDIDAS DE SISTEMA
BH
w
I
DEL RECEPTOR
PERDIDA DECONTROLPRIMARIO
~
POSICIONERRONEA
VALVULACERRADA
POSICIONERRONEA
OBSTRUIDO
*
CHEMICAL ENGINEERING /OCTOBER-20, 1969
VI-4-1
4 . DESCRIPCION DE MEDIDAS DE ATENUACION DE LOS IMPACTOS AMBIENTALES.
4 .1
ANALISIS DE ALTERNATIVAS DE UBICACION.
Una de las medidas de atenuación de los impactos ambientales . de la in-
dustria petroquímica . más económica y eficiente, es la ubicación ecoló-
gicamente adecuada de las instalaciones.
Al respecto, considerando los factores ambientales básicos, se puede to
mar como referencia para analizar diversas opciones de ubicación la si-
guiente relación de características.
A)
Atmósfera
a) Areas con niveles de contaminación atmosférica reducidos.
b) Dirección dominante del viento hacia zonas deshabitadas y con ecosis
temas de alta resistencia.
c) Zonas'con mínima frecuencia de inversiones térmicas.
B)
Agua
a) Abastecimiento de agua en excedente
VI-4-2
b) Cuerpos receptores con alta capacidad de dilución y ecosistemas re-
sistentes.
c) Zonas con incidencia minima o nula de inundaciones.
C)
. Suelo.
a) Areas de mínima competencia con otros usos potenciales del suelo
b) Zonas asísmicas y sin riesgos potencial de deslaves y subsidencia.
D)
Biota.
a) Areas con ecosistemas resistentes
b) Areas con especies sin peligro de extinción.
Riesgos.
a) Zonas de baja densidad de población
b) Zonas aisladas de otros riesgos potenciales .
VI-4-3
4 .2
MEDIDAS PARA LA FASE DE CONSTRUCCION.
Dependerán en buena medida de la ubicación de las instalaciones, o sea
si se trata de una planta aislada o de una extensión de un complejo exis
tente.
En el primer caso no habrá diferencia prâctica entre las medidas para
cualquier complejo industrial, habiéndose indicado lo procedente en Mo-
nografías anteriores.
Er el segundo caso, dada la preexistencia de una infraestructura, las me
didas set-6n las apropiadas para un sitio con vocación industrial y la
ejecución de la obra deberâ efectuarse con la minima molestia al resto
de la fábrica, lo que podrá redundar también en beneficio del entorno .
VI-4-4
4 .3
MEDIDAS PARA LA . FASE DE OPERACION
En general las medidas de atenuación del impacto ambiental provocado por
la .operación de un complejo petroquímico pueden clasificarse en dos gru-
pos : por una parte, deben de considerarse aquellas medidas de "buena
práctica de operación" que, al lograr una eficiente operación de los
sistemas y equipos productivos reduce la emisión de contaminantes ; por
otra parte deben de incluirse diversos equipos de control diseñados, ins
talados y operados específicamente para reducir las emisiones y efluen-
tes contaminantes.
En el primer caso destacan, fundamentalmente la calidad de los combusti
bles y las condiciones operativas de los sistemas de combustión, los
cuales mediante una buena operación y mantenimiento adecuado pueden re-
ducir considerablemente las emisiones generadas a la atmósfera ; de igual
forma, el mantenimiento preventivo de líneas de conducción, juntas, bom-
bas, etc . reduce las fugas que, en alguna medida pueden contaminar la
atmósfera si son gases, o el agua si son líquidas.
Por otra parte, la operación y mantenimiento racional de las instalacio-
nes provoca una reducción en la generación de residuos sólidos y, funda-D
mentalmente, reduce el nivel de riesgo en relación con los accidentes am
bientales .
VI-4-5
Este último aspecto, dadas las características de la industria petroquí
mica es tal vez la mejor medida de atenuación del impacto ambiental de
este tipo de desarrollos, que puede lograrse con una buena operación .
VI-4-6
4 .4
EQUIPOS DE CONTROL
Con relación a los equipos utilizados en forma específica para reducir
emisiones atmosféricas o para mejorar la calidad de los efluentes líqui-
dos, la industria petroquímica utiliza, en general, sistemas y equipos
convencionales.
4 .4 .1
Control de la Contaminación Atmosférica ..
Tomando en cuenta que las emisiones contaminantes a la atmósfera, pro-
cedentes de los procesos petroquímicos, son, generalmente, gases o dis-
persiones de líquidos en gases, los sistemas de control más utilizados
son:
a) Incineración.
En estos sistemas, las emisiones contaminantes consistentes en hidrocar-
buros gaseosos o en vapores y dispersiones líquido-gas de hidrocarburos,
se colectan y se envían a un sistema de combustión.
Los sistemas utilizados para esta operación pueden ser de tres tipos : de
combustión con flama, de combustión térmica y de combustión catalítica .
VI-4-7
En general, en cualquiera de ellos se requiere utilizar combustible adi-
cional para el logro de la combustión ; si la cantidad de calor generada
en este proceso es importante pueden utilizarse calderas de recuperación.
Normalmente los incineradores de combustión con flama (mecheros) son uti-
lizados para controlar flujos gaseosos generados por emergencias presenta
das durante la operación ; los otros dos sistemas se utilizan generalmente
en operación normal.
Los incineradores de combustión con flama pueden ser elevados, de fosa o
de inducción forzada . El Cuadro 4 .1 muestra las capacidades típicas de
estos sistemas.
Los incineradores catalíticos presentan como mayor ventaja la reducción
de las temperaturas requeridas para la combustión ; normalmente operan en-
tre 350 y 450°C, a diferencia de los incineradores térmicos que requieren
temperaturas entre 650 y 800°C.
Se utilizan catalizadores de cerámica con recubrimiento de platino o de
algún otro metal de la familia del mismo, tal como cromo, vanadio, níquel
o cobalto . Los requerimientos de catalizador son de orden de 25 a 100 dm 3
por 30 m3 de gases a condiciones normales, lográndose eficiencias de 85 a
90% .
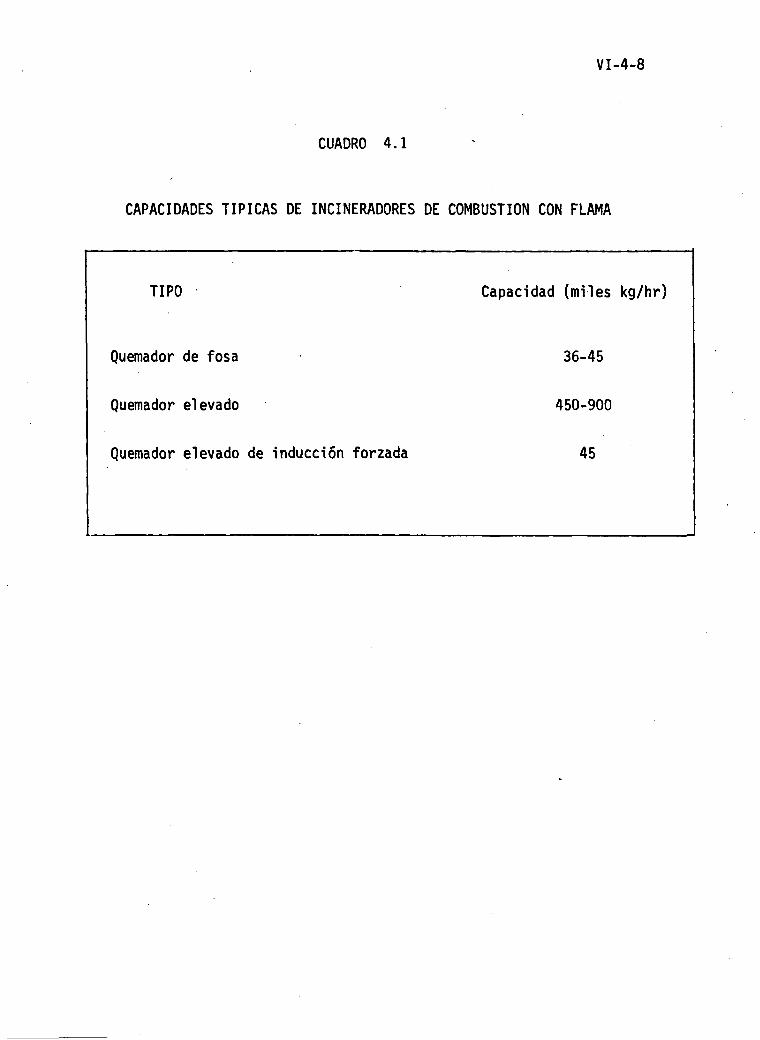
VI-4-8
CUADRO 4 .1
CAPACIDADES TIPICAS DE INCINERADORES DE COMBUSTION CON FLAMA
TIPO
Capacidad (miles kg/hr)
Quemador de fosa
36-45
Quemador elevado
450-900
Quemador elevado de inducción forzada
45
VI-4-9
En el caso de los incineradores térmicos, las variables fundamentales a
considerar son la temperatura y el tiempo de residencia ; el Cuadro 4 .2
presenta algunas condiciones típicas de operación de estos sistemas.
b) Adsorción.
En el caso de que se deseen recuperar los productos o materias primas
presentes, los sistemas de adsorción son los más adecuados.
En estos sistemas, la corriente gaseosa se pasa a un sistema que utili-
za como adsorbente carbón activado, mallas moleculares, silica gel u
otros productos (Cuadro 4 .3).
Los sistemas de adsorción pueden ser del tipo regenerativo, con objeto
de recuperar los productos adsorbidos, o no regenerativos, si no existe
interés en ello ; en general la regeneración del adsorbente se lleva a ca
bo con vapor, en este caso se genera un flujo de agua contaminada que de
be considerarse.
En general los sistemas de adsorción requieren ser diseñados e instala-
dos en duplicado, con objeto de tener en operación uno, mientras el otro
se somete al ciclo de regeneración-recuperación .
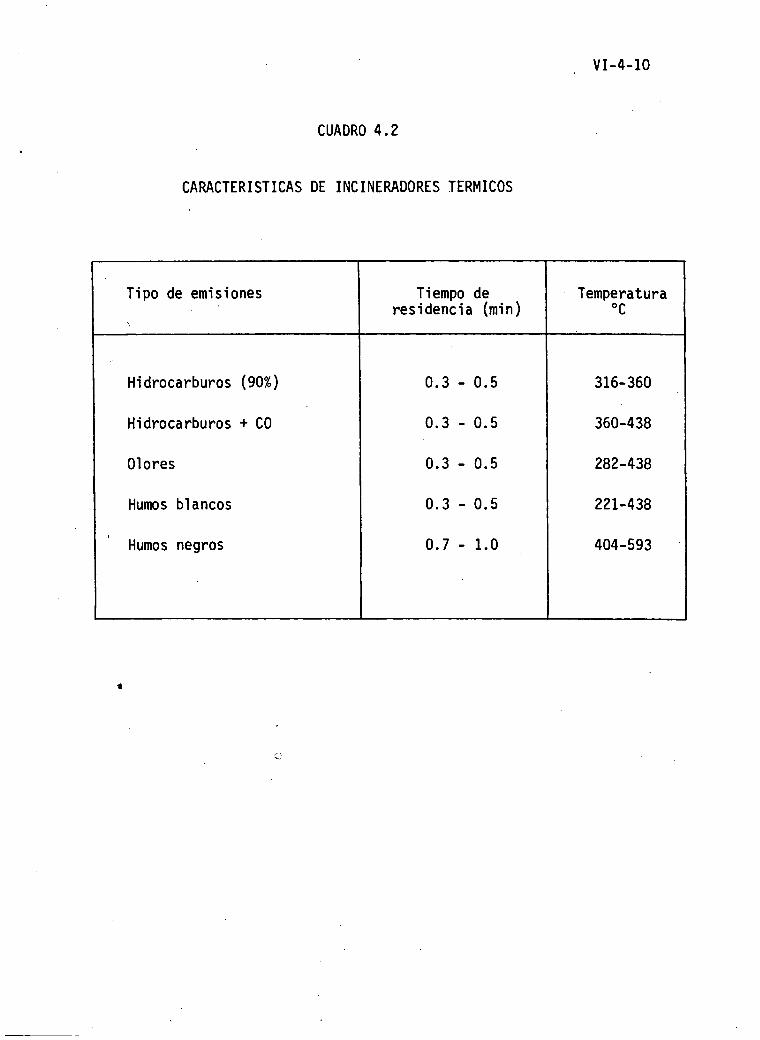
VI-4-10
CUADRO 4 .2
CARACTERISTICAS DE INCINERADORES TERMICOS
Tipo de emisiones Tiempo deresidencia (min)
Temperatura°C
Hidrocarburos (90%) 0 .3 - 0 .5 316-360
Hidrocarburos + CO 0 .3 - 0 .5 360-438
Olores 0 .3 - 0 .5 282-438
Humos blancos 0 .3 - 0 .5 221-438
Humos negros 0 .7 -
1 .0 404-593
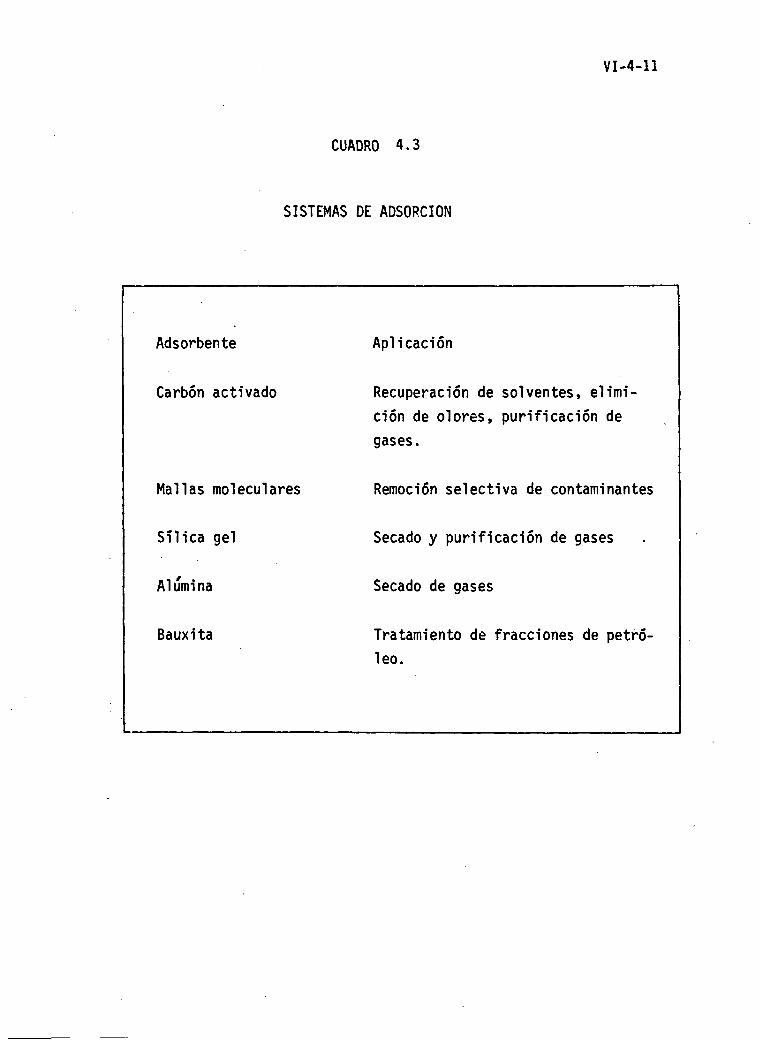
VI-4-11
CUADRO 4 .3
SISTEMAS DE ADSORCION
Adsorbente
Aplicación
Carbón activado
Recuperación de solventes, elimi-
ción de olores, purificación de
gases.
Mallas moleculares
Remoción selectiva de contaminantes
Silica gel
Secado y purificación de gases
Alúmina
Secado de gases
Bauxita
Tratamiento de fracciones de petró -
leo .
VI-4-12
c) Absorción
En este tipo de sistemas, los contaminantes presentes en la corriente de
gases son lavados con un solvente adecuado ; posteriormente este solvente
se regenera para su reutilización, en el caso de recuperación de hidro-
carburos, generalmente se procede previamente a la condensación de los
vapores.
Los equipos utilizados con este objeto consisten fundamentalmente en to-
rres empacadas a través de las cuales en contracorriente se ponen en con
tacto los gases contaminados con el solvente adecuado . En el caso de
utilizarse agua como solvente, el efluente contaminado que se produce
debe tratarse antes de eliminarlo.
d) Otros sistemas
En general los sistemas descritos son los más utilizados en la industria
petroquímica, sin embargo pueden utilizarse algunos otros (filtros, pre-
cipitadores, etc .) si se trata de controlar partículas procedentes de
los catalizadores.
El Cuadro 4 .4 presenta la comparación de los sistemas descritos previa-
mente .
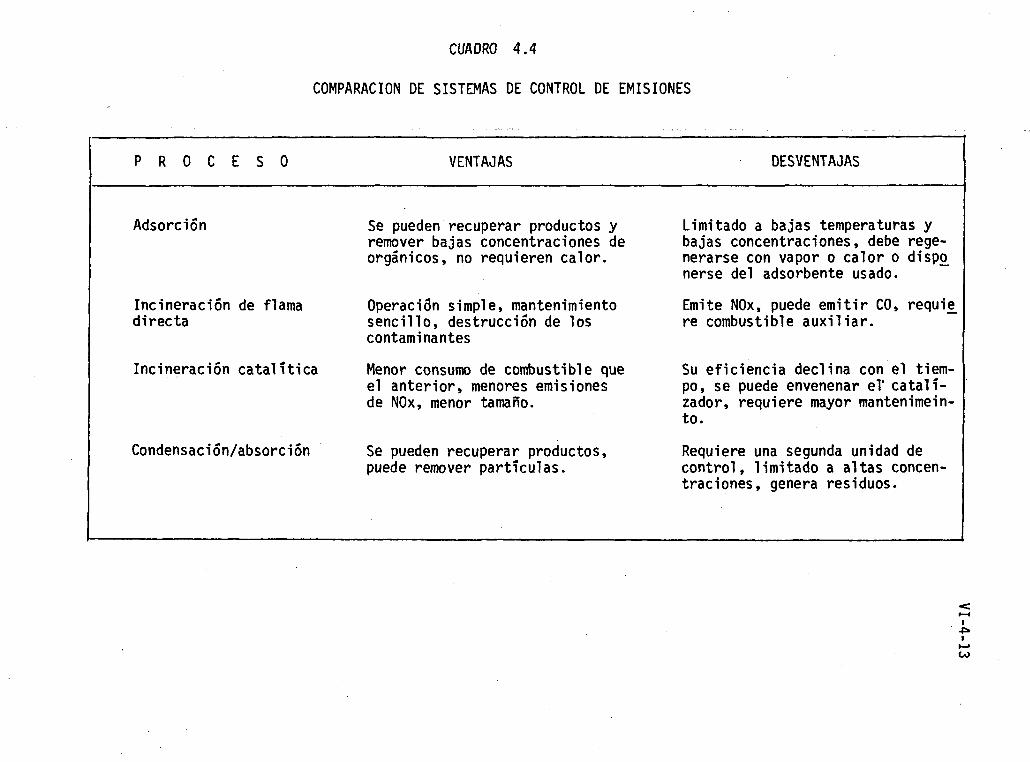
CUADRO 4 .4
COMPARACION DE SISTEMAS DE CONTROL DE EMISIONES
P R O C E S O VENTAJAS DESVENTAJAS
Adsorción
Incineración de flamadirecta
Incineración catalítica
Condensación/absorción
Se pueden recuperar productos yremover bajas concentraciones deorgánicos, no requieren calor.
Operación simple, mantenimientosencillo, destrucción de loscontaminantes
Menor consumo de combustible queel anterior, menores emisionesde NOx, menor tamaño.
Se pueden recuperar productos,puede remover partículas .
Limitado a bajas temperaturas ybajas concentraciones, debe rege-nerarse con vapor o calor o disponerse del adsorbente usado.
Emite NOx, puede emitir CO, requiere combustible auxiliar.
Su eficiencia declina con el tiem-po, se puede envenenar eT catali-zador, requiere mayor mantenimein-to.
Requiere una segunda unidad decontrol, limitado a altas concen-traciones, genera residuos .
VI-4-14
4 .4 .2
Control de la Contaminación del Agua.
El control de la contaminación del agua de la industria petroquímica
se logra mediante sistemas convencionales de tratamiento de efluentes.
Asi, tomando en cuenta las características de los contaminantes usua-
les, el proceso de tratamiento deberá buscar:
a) Maximizar la remoción de contaminantes solubles que contribuyen a
DBO .
b) Maximizar la remoción de amoniaco.
°c) Maximizar la remoción de contaminantes que generan la DQO
d) Remover eficientemente los sólidos y aceites.
e) Minimizar el olor del efluente
f) Minimizar la concentración de tóxicos en la descarga final.
El sistema más adecuado para el logro de los objetivos anteriores ha de
mostrado ser el de tratamiento por lodos activados, con un pretratamien
to en el cual se separen las grasas y aceites y se homogenice la cali-
dad del agua en cuanto a carga orgánica .
VI-4-15
La Figura 4 .1 muestra la secuencia típica de éste tipo de tratamiento y
el Cuadro 4 .5 presenta las características de las diversas etapas de tra
tamiento.
4 .4 .3
Residuos Sólidos.
Los residuos sólidos procedentes de material de embalaje, basura de tipo
municipal, etc . pueden disponerse con los desechos domésticos convencio-
nales en entierros sanitarios ; sin embargo, los lodos procedentes del
tratamiento de agua así como otros residuos sólidos de características
peligrosas deben de disponerse con mayores precauciones.
La Figura 4 .2 presenta un incinerador de este tipo de desechos ; en el ca
so concreto de los lodos de tratamiento se recomienda que previamente se
desagüen mediante un filtrado adecuado.
4 .4 .4
Accidentes Ambientales.
La mejor manera de prevenir accidentes ambientales en una planta petro-
química es el incluir desde la etapa de proyecto el análisis de riesgos
correspondiente ; al respecto, la técnica de árboles de fallas ha demos-
trado ser una herramienta de gran utilidad.
En general la mayoría de las medidas preventivas al respecto consiste
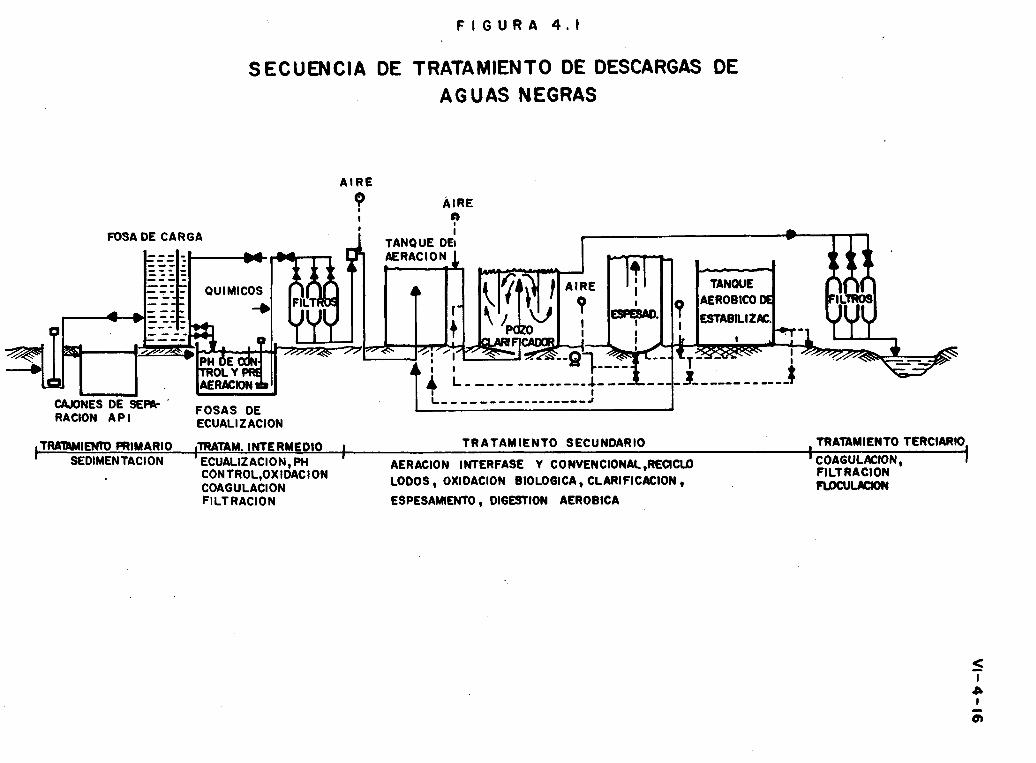
FIGURA 4 .1
SECUENCIA DE TRATAMIENTO DE DESCARGAS DEAGUAS NEGRAS
FOSA DE CARGA
TANQUEAEROBICO DE
ESTABILIZAC.
I TMTIIMIEMO PRIMARIOSEDIMENTACION
TRATAMIENTO TERCIARIO
I COAGULACION,FILTRACIONFL OCULACION
1TRATAM. INTE RMEDIOECUALIZACION, PHCON TR OL ,O X I DAC I ONCOA GU LAC! ONFILTRACION
TRATAMIENTO SECUNDARIO
AERACION INTERFASE Y CONVENCIONAL,RECICL0LODOS, OXIDACION BIOLOGICA, CLARIFICACION,
ESPESAMIENTO, DIGESTION AEROBICA
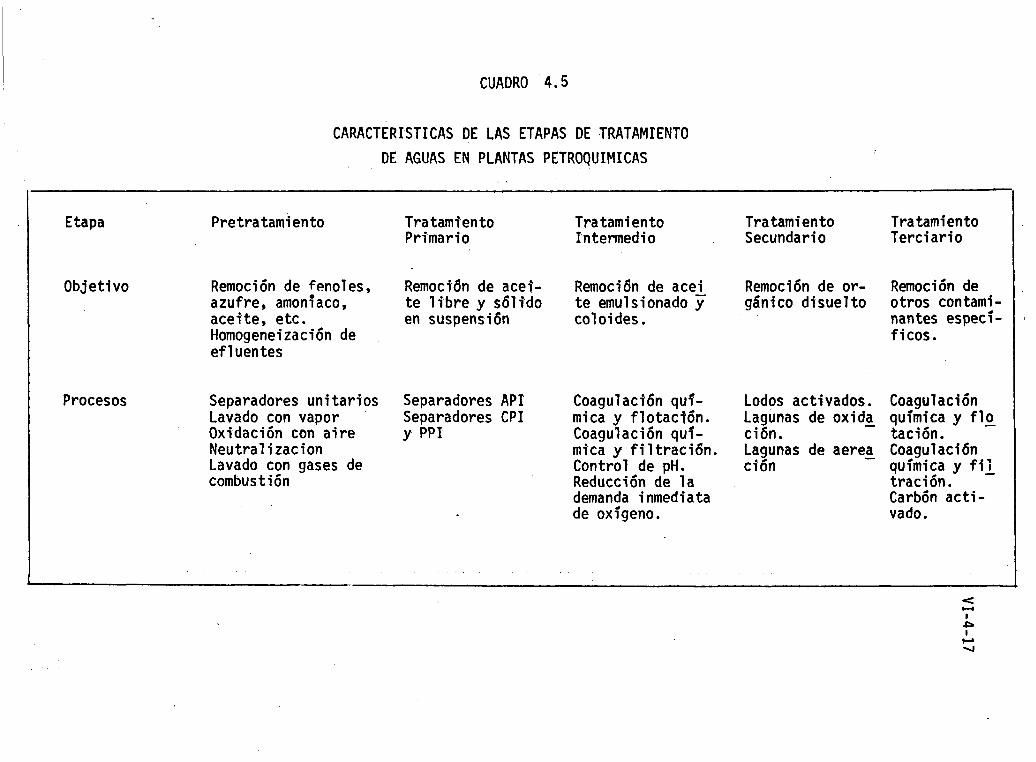
CUADRO 4 .5
CARACTERISTICAS DE LAS ETAPAS DE TRATAMIENTO
DE AGUAS EN PLANTAS PETROQUIMICAS
Etapa
Objetivo
TratamientoIntermedio
Tratamiento
TratamientoSecundario
TerciarioPretratamiento
TratamientoPrimario
Remoción de fenoles,
Remoción de acei-azufre, amoniaco,
te libre y sólidoaceite, etc .
en suspensiónHomogeneización deefluentes
Remoción de or- Remoción degânico disuelto otros contami-
nantes especí-ficos.
Remoción de aceite emulsionado ycoloides.
Procesos Separadores unitarios Separadores APILavado con vapor
Separadores CPIOxidación con aire
y PPINeutralizacionLavado con gases decombustión
Coagulación quí-mica y flotación.Coagulación quí-mica y filtración.Control de pH.Reducción de lademanda inmediatade oxigeno .
Lodos activados . CoagulaciónLagunas de oxida química y floción .
tación.Lagunas de aerea Coagulaciónción
química y fiitración.Carbón acti-vado .
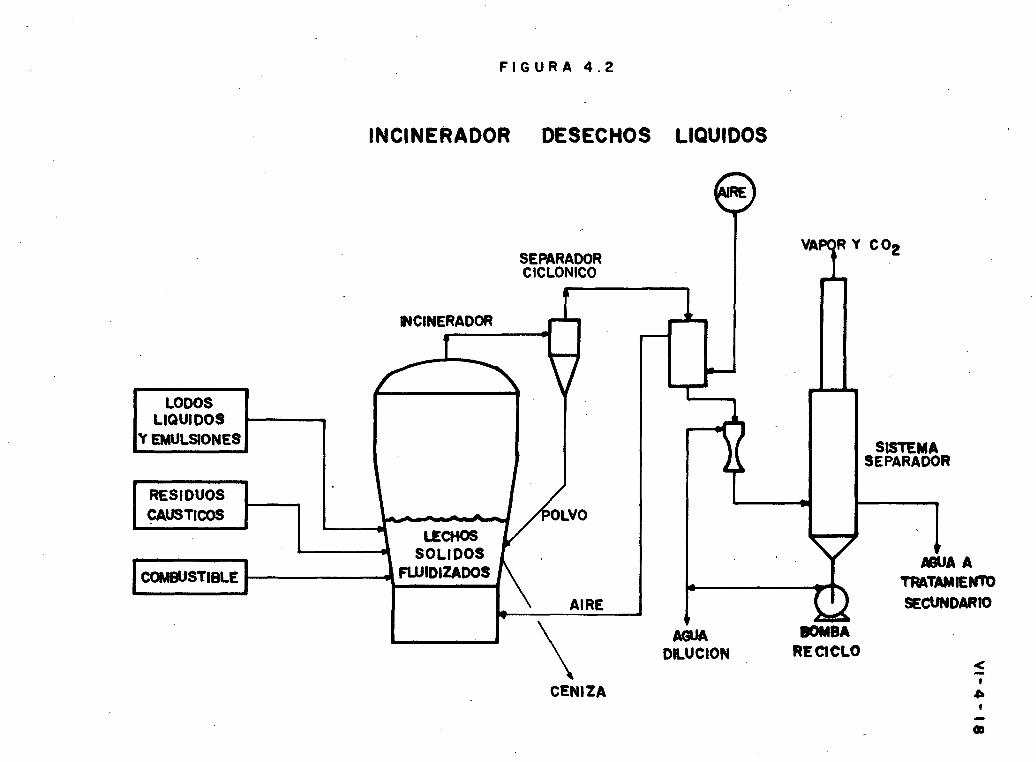
FIGURA 4 .2
INCINERADOR DESECHOS LIQUIDOS
eSEPARADORCICLONICO
INCINERADOR
VAPOR Y CO2
1 COMBUSTIBLE
RESIDUOSCAUSTICOS
LODOSLIQUI DOS
Y EMULSIONES
AGUA BOMBA
SISTEMASEPARADOR
AGUA ATRATAMIENTOSECUNDARIO
DLUCION
RECICLO
CENIZA
<I
0
VI-4-19
Y
en la instalación de sistemas redundantes que permitan una operación
normal aún en condiciones extraordinarias ; en especial requieren de
un anâlisis detallado los sistemas de control, los sistemas eléctri-
cos, los sistemas de refrigeración, etc.
Dentro de la etapa de proyecto y construcción, la aplicación de códi-
gos de normas en cuanto a especificaciones de materiales, normalización
de medidas, etc ., es otro factor coadyuvante en la reducción de riesgos.
Por último, en la etapa operativa, la capacitación del personal y la
utilización rutinaria de manuales de operación y procedimientos, tam-
bién ayuda a la reducción de los riesgos.
Sin embargo, a pesar de todas las medidas preventivas señaladas, el ac-
cidente ambiental se puede presentar, razón por la cual es conveniente
el que se tenga un plan de atención de emergencias que permita minimizar
el efecto de dichos accidentes.
El Cuadro 4 .6 presenta algunos de los riesgos involucrados en acciden-
tes ambientales con productos petroquímicos y el Cuadro 4 .7 presenta
algunas acciones de atención de emergencias recomendables .
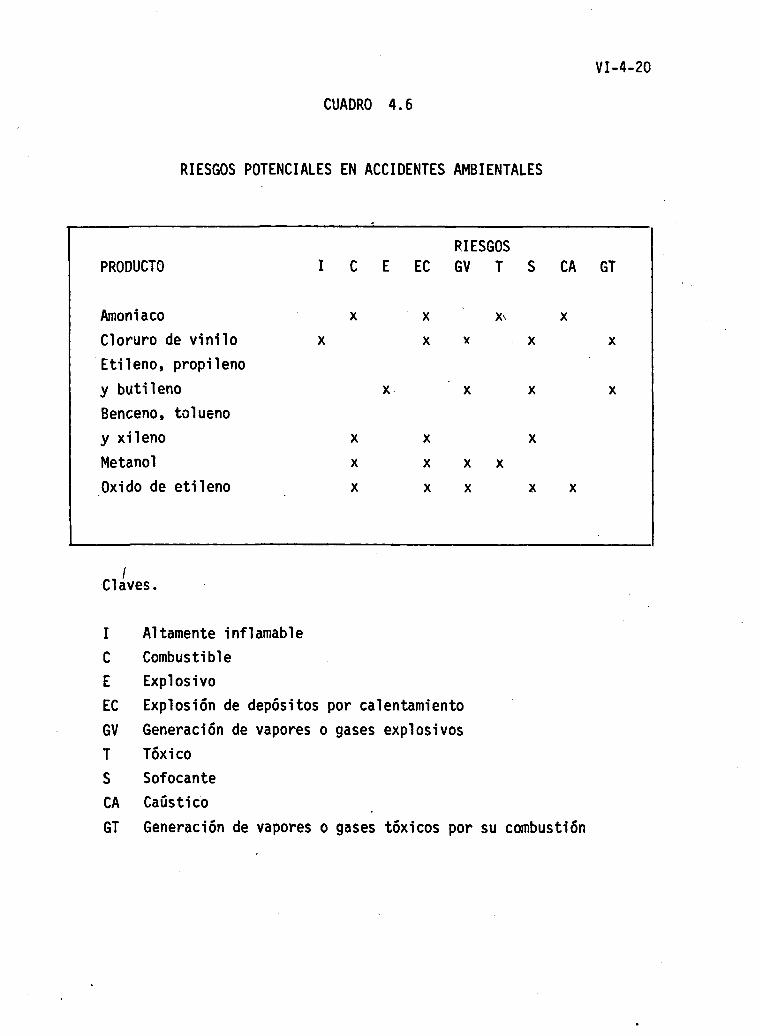
CUADRO 4 .6
VI-4-20
RIESGOS POTENCIALES EN ACCIDENTES AMBIENTALES
RIESGOS
PRODUCTO
I C E EC GV T S CA GT
Amoniaco
x
x
x~
x
Cloruro de vinilo
x
x
x
x
x
Etileno, propileno
y butileno
x
x
x
x
Benceno, tolueno
y xileno
x
x
x
Metanol
x
x
x x
Oxido de etileno
x
x
x
x
x
Claves.
I
Altamente inflamable
C
Combustible
E
Explosivo
EC Explosión de depósitos por calentamiento
GV Generación de vapores o gases explosivos
T
Tóxico
S
Sofocante
CA Caústico
GT Generación de vapores o gases tóxicos por su combustión
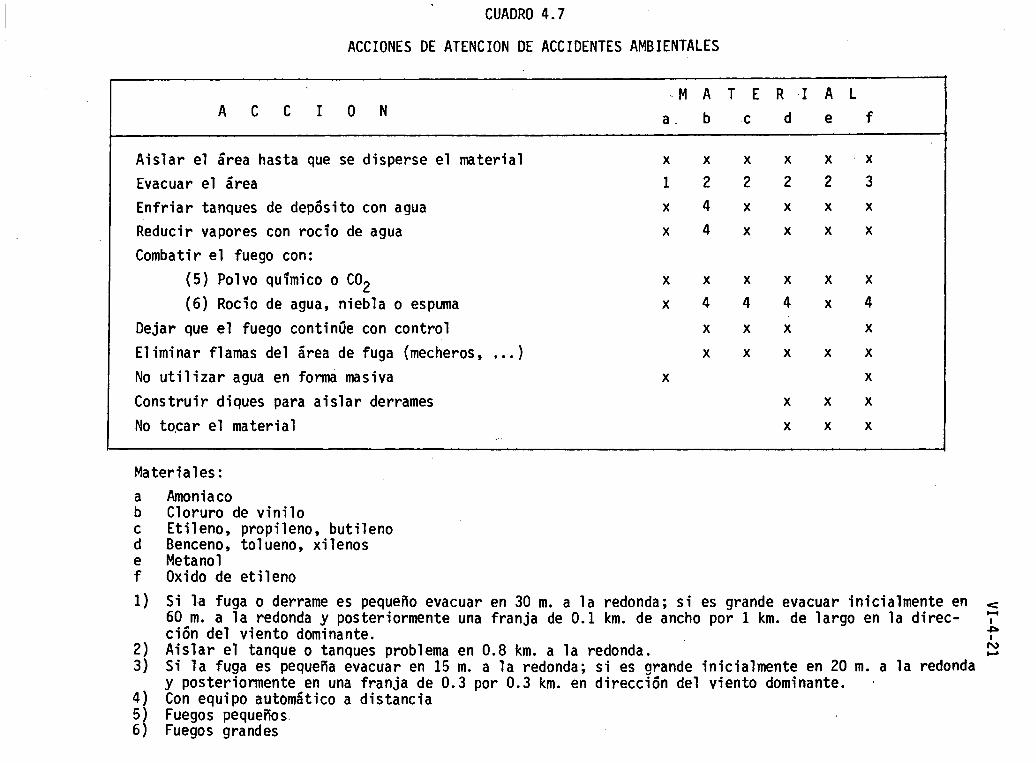
CUADRO 4 .7
ACCIONES DE ATENCION DE ACCIDENTES AMBIENTALES
A
C
C
I
0
Na .
M
A
T
b
E
c
R
I
d
A
L
e f
Aislar el área hasta que se disperse el material x
1
x
2
x
2
x
2
x
2
x
3Evacuar el área
Enfriar tanques de depósito con agua x 4 x x x x
Reducir vapores con rocío de agua x 4 x x x x
Combatir el fuego con:
(5) Polvo qu1mico o CO 2 x x x x x x
(6) Rocío de agua, niebla o espuma x 4 4 4 x 4
Dejar que el fuego continue con control x x x x
Eliminar flamas del área de fuga (mecheros, . . .) x x x x x
No utilizar agua en forma masiva x x
Construir diques para aislar derrames x x x
No tocar el material x x x
Materiales :
a Amoniacob
Cloruro de viniloc
Etileno, propileno, butilenod
Benceno, tolueno, xilenose Metanolf Oxido de etileno
1) Si la fuga o derrame es pequeño evacuar en 30 m . a la redonda ; si es grande evacuar inicialmente en60 m. a la redonda y posteriormente una franja de 0 .1 km. de ancho por 1 km . de largo en la direc-ción del viento dominante.
2) Aislar el tanque o tanques problema en 0 .8 km. a la redonda.3) Si la fuga es pequeña evacuar en 15 m. a la redonda ; si es grande inicialmente en 20 m . a la redonda
y posteriormente en una franja de 0 .3 por 0 .3 km. en dirección del viento dominante.4) Con equipo automático a distancia5) Fuegos pequeños.6) Fuegos grandes
VI-4-22
4 .5
METODOLOGIA.
La metodología para la Industria Petroquímica Básica es similar a la
presentada en la Monografía de Centros de Refinación, aun en la parte
del diagrama de bloques que en este inciso se puede observar en la Fi-
gura 4 . 3 , y de las metodologías subsecuentes a excepción de la refe-
rente a Refinerías.
Otro aspecto de suma importancia lo representan los rubros seguridad y
riesgos, que se incluyen en el diagrama de bloques como parte integral
de la evaluación de impactos y en la referente a los planes que debe
arrojar esta evaluación, los cuales contemplan las medidas a tomar en
caso de accidentes de suma peligrosidad.
Todos los planes y programas deben llevarse a cabo en forma conjunta
entre autoridades y PEMEX, evitando de esta forma documentos inútiles
y en cambio logrando aplicación de estos planes para evitar el mayor
deterioro posible .
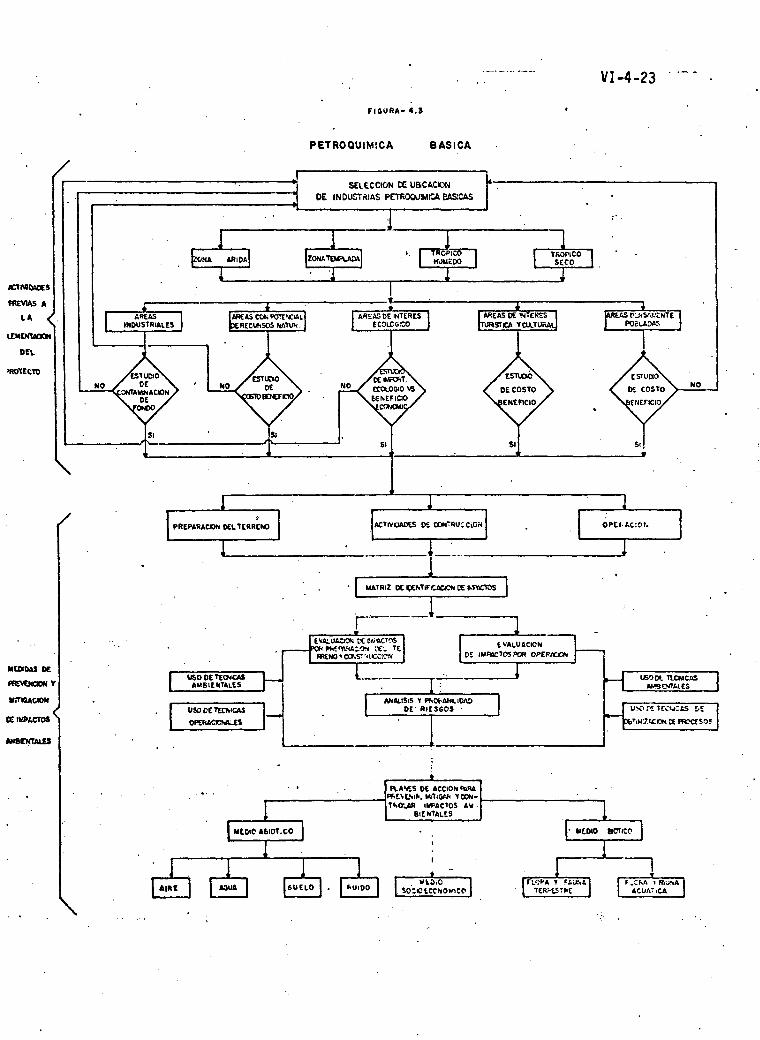
VI-4-23
FIGURA- 4 .3
PETROQUIMtCA
BASICA
SELECCION DE UBiCACü)N
DE INDUSTRIAS PETROW :MICA BASCAS
OP:CON'JAtEDO
TROPICOSECO
ni It
INDUAREAS
STRIALES
~IEERECAS CON POTENCIAL
E SOS NATtR .
AREASEOLON
^SORES
ESTUDIOOE
ONTAMNACIONDE
ONDO
ESTUDIODE
BEfEFK10
CC WORT.ECOLOGIO vS.BENEFICIO
CCNWII
ESTUDIO
DE COSTO.
ENEFICIO
AREAS DE NTERESSTCA TOULTURA
C:.,YS'J.iNTEP02LADAS
ESUMO
DE COSTO
ENEFICIO
PREPARACON DEL TERRENO OPEI•AC :Ot.
MATRIZ DE IpEhTWICACICN CE FSOCR/S
•EYA.UA4CN CC Fl+4CTOS
r-p", PtiEM!+AG•ON CY . TEMEMO Y 00'.S•'.tCCt.^N
E vALUACIONDE I14PAC7pSPOR OPERACL1h
t USO DE TEO+IC/SAMBIENTALES
USO DE TECMCASAM3L"1TALES
ANAUSIS T PFOFAFNLIDADDE' RIESGOS .USC DE TECRICAS
OPENACCT,IE ES +---
+ U>0 i+E TECIYAS LE
TiM2ACbrlDEPfi~CESOS
fPLANES DE ACCION
Phf~E.rlh,M71GANTCON-TNO.AR IMPACTOS AM-
BIENTALES
MEMO
FLOPA T FAUNA
F : f.A FAUNASO :ICfCCNOMICO ~
' TERFLS'M[
ACUA'iCA
VI-4-24
4 .6
ABANDONO DE OBRA
Aunque, en general, por su naturaleza es difícil el considerar el aban-
dono de unas instalaciones petroquímicas, pudiese darse el caso de que,
por necesidades de crecimiento, riesgo a la población circunvecina, cam
bio en las estructuras de mercado o innovaciones tecnológicas muy impor
tantes se tome la decisión de cerrar una planta petroquímica.
En general una medida de este tipo implica el desmantelar las instalacio
nes existentes a efecto de trasladar el equipo a otra ubicación o para
su venta ; al llevar a cabo esta acción, casi en todos los casos, el te-
rreno ocupado vuelve a sus condiciones originales, pudiendo utilizarse
para otros fines.
Por su naturaleza particular, el desmantelamiento de una planta petroquí
mica conlleva inmediatamente a la desaparición de sus efectos negativos
en el aire o en el agua ; en el caso del suelo, su recuperación dependerá
del tipo de zona en que está ubicado ya que, si se trata de una zona in-
dustrial en forma inmediata podrá reutilizarse con el mismo fin ; sin em-
bargo si se trata de una zona rural y se deseara incorporar el terreno a
usos agrícolas o forestales, se requeriría de un lapso importante para
lograrlo.
Por0o anterior, en el caso del suelo, al abandonarse una ubicación ocu-
VI-4-25
pada previamente por una planta petroquímica, se puede recomendar la
regeneración del terreno a fin de contar con âreas verdes adicionales
o su reutilización industrial ; sin embargo no es recomendable su uti-
lización para la construcción de viviendas, ya que probablemente se
presentarían problemas de incompatibilidad muy importantes.
Por último, un efecto socioeconómico importante que debe analizarse al
plantearse el abandono o desmantelamiento de una planta petroquímica
es la generación de desempleo que puede presentar características crí-
ticas .
VI-5-1
5 .
CONCLUSIONES Y RECOMENDACIONES.
La petroquímica a nivel mundial sufre en la actualidad un patrón de so-
breproducción y deterioro de precios que ha frenado considerablemente
su crecimiento.
Por otro lado, la crisis económica de México, también ha reducido el ni
vel de inversiones en esta actividad.
Si bien el objetivo enunciado hace algunos años, de alcanzar una produc-
ción superior a 35 millones de toneladas totales, posiblemente se basará
en el futuro en cifras más modestas, la necesidad de fomentar exportacio
nes con consecuente ahorro de divisas producirá probablemente un repunte
en la instalación de procesos petroquímicos.
Independientemente de la magnitud de las inversiones futuras, parece ser
que varios proyectos ubicados en zonas nuevas en cuanto a este tipo de
actividad, han sido postergados indefinidamente y que la construcción de
plantas en fase avanzada de ingeniería o construcción se efectuará en
los centros ya existentes.
Dado que parte de los insumos de la actividad son productos de refinación
VI-5-2
o de plantas ya ubicadas en refinería, habrá prácticamente una integra-
ción física de las dos actividades, lo que redundará en la utilización
de la infraestructura existente, pero con impactos adicionales en el en
torno de las instalaciones.
Para los procesos cuya alimentación es el gas natural, la ubicación
podrá ser independiente de la de las refinerías y más ligada a puertos•
industriales o mercados de consumo . Sin embargo en este caso tambien
podrá ocurrir una simbiosis refinería-planta petroquímica con el fin de
utilizar recursos e infraestructura comunes ya existentes.
Dada la similitud de procesos e instalaciones, varias de las recomen-
daciones hechas para las refinerías tienen validez en este caso.
Otras recomendaciones pertinentes son:
- La instalación de nuevos complejos petroquímicos en zonas distintas a
las de su desarrollo actual, deberán tomar en cuenta criterios ecoló-
gicos desde la fase de proyecto.
- La prevención de riesgos ambientales y operacionales inherentes a la
petroquímica primaria deberán ser un factor determinante en la selec-
ción del sitio donde se ubicará .
VI-5-3
- Deberá de procurarse que la ubicación de algunas plantas que producen
compuestos de cierta toxicidad sean alejadas de centros poblacionales
que en todo caso exista una franja de amortiguamiento alrededor de
ellas.
- Será oportuno utilizar la transportación masiva de productos a base
de tuberías cuando esto sea posible.
- La exposición de residuos sólidos deberá ser en forma controlada, téc
nica y sanitariamente segura para evitar los problemas que han tenido
mucha resonancia en el extranjero y empiezan a aparecer en el País.
- La ubicación de plantas petroquímicas debería de ser prohibida en lu-
gares de gran interés arqueológico, turístico y agrícola y la eventual
decisión respecto a una instalación de este tipo en esas zonas debería
tomarse al más alto nivel y en base a un extenso proceso de consulta
entre los sectores involucrados .
VI-5-4
5 .1
CRITERIOS PARA LA PREVENCION DE IMPACTOS-PETROQUIMICA BASICA
Con objeto de que las Delegaciones de la SEDUE, a las cuales van diri-
gidas estas monografías puedan utilizarlas para la evaluación del impac
to ambiental de las actividades petroleras que se lleven a cabo en las
diversas entidades federativas, los diagramas anexos presentan en forma
sintética el proceso que deberá seguirse para evaluar el posible impac-
to de un desarrollo . Este proceso se señala en cuanto a la información
requerida o las medidas de amortiguamiento que deberá llevar a cabo el
. responsable ; las medidas que se señalan sintéticamente está desarrolla-
das a lo largo del documento por lo cual se deberán de utilizar simultá
neamente los diagramas y las monografías para la interpretación y segui
miento de los impactos y la aplicación de criterios preventivos de modi
ficación de dichos impactos.
En la etapa constructiva de la actividad, se pondrá enfasis en la ubica
ción (interfase zonal urbana industrial), las opciones de localización
el estado del ecosistema anfitrión incluyendo el factor socioeconómico
y la disposición de residuos generados por desmontes, excavaciones y pre
sencia de personal de construcción.
La selección de la ubicación más adecuada del punto de vista ecológico
podrá requerir de un estudio costo-beneficio,considerando también el ta
VI-5-5
maño general muy grande de los proyectos.
La etapa operativa, por las características de las materias primas, los
productos elaborados, los materiales de proceso y los equipos involucra
rá un elevado porcentaje de riesgos por desfogues, derrames, incendios
y explosiones a relacionarse con el ambiente aledaño, la generación de
emisiones atmosféricas, a las aguas y probables reacciones socioeconómi
cas en zonas no utilizadas mayoritariamente por el sector secundario.
Estos puntos serán por lo tanto los que mayor atención requieren, agre-
gandose las características físicas de la zona al respecto, por ejemplo,
su sismicidad.
En algunos procesos habrá también necesidad de considerar la toxicidad
de productos intermedios y finales, principalmente en el caso de los
aromáticos, aromáticos policiclicos o materiales auxiliares como H 2S,
HCN, etc . (véase Figuras 5 .1 . y 5 .2)
En las Figuras las secciones ashuradas son las partes de los diagramas
que representan los impactos de mayor importancia para esta actividad
petrolera .
BIBLIOGRAFIA
- Compilation of Air Pollution Emission Factors
EPA
USA 1977
- Efectos de los Gases Tóxicos en la Vegetación
Bauer L.
Seminario sobre Administración y Tecnología del Medio Ambiente
México, D . F .
Marzo 1981
- Toxicometric Parameters of Industrial Toxic Chemicals Under Single
Exposure
Izmerov N . F . et al
UNEP - IRPTC Moscú 1982
- Fault Trees for Locating Sensors in Process Systems
Lambert H F
CEP August 1977
- Traitement des Eaux Résfduaires da Raffinerie Avec Récupération
d'hydrocarbures
- A Study of Hazardous Waste Materials
Hazardous Effects and Disposal Methods
Boos Allen Applied Research, Inc.
Julio 1973
Ohio, U .S .A .
- Environmental Considerations for the Industrial Development Sector
World Bank Washington D C 1978
- Industrial Pollution Control Handbook
Lund H.
Mc Graw Hill Book Co . U .S .A .
1971
- Air Pollution
Stern A.
Academic Press U .S .A . 1977
- Industrial "Air Pollution Handbook
Parker A.
Mc Graw Hill Book Co . U .S .A . 1978
- Pollution Due to Accidents From the Chemical Industry
Sarmiento de B . R.
M . Sc Thesis, Univ . of Leeds, U K 1979
- Chemical and Process Technology Encyclopedia
Considine Douglas
Mc Graw Hill Book Co . U .S .A . 1974
- Refinery Emissions and Effluents Control in the U .S . Petroleum
Industry
Mallalt R . C.
UNEP Seminar on the Petroleum Industry Paris 1977
- Recovery and Reuse of Ammonia Plant Process Condensate
Finneran J . A.
3rd Joimt AICHE - IMIQ Meeting
Denver Co . 1970
- Petroquímica 1981
SEPAFIN
México 1981
- Desarrollo y Perspectivas de la Industria Petroquímica Mexicana
IMP
México 1977
- Suplementary Material - . Draft Guidelines for Assessing Industrial
Environmental Impact and the Siting of Industry
UNEP
Meeting México, D . F . 1979
- La Industria Petrolera en México
SPP - PEMEX
México, D . F . 1980
- Guidelines for Assessing Industrial Environmental Impact and
Environmental Criteria for the Siting of Industry .
UNEP
Moscú 1981
- Industria Petroquímica - Análisis y Expectativas
SPP - SPFI - PEMEX - Fertimex
México 1981
- 1981 Petrochemical Handbook Issue
Hydrocarbon Processing Nov . 1981
The Gulf Publishing Co.
- Hazardous Materials . 1980 Emergency Response Guidebook
U .S . Department of Transportation
1980
- Guidelines on Risk Management and Accident Prevention in the Chemical
Industry
UNEP
Paris 1982
- Analyzing Industrial Risks
Browning R.
Chem Eng Oct . 20 1969
- Calculating Loss Exposures
Browning R.
Chem Eng Nov . 17 1969
- Emergency Evacuation Dispersion Analysis for the Chemical/
Petrochemical Industry
Laznow et al
74 th Annual Meeting of APCA
Philadelphia 1981
- Computer Aided Fault Tree Synthesis for Environmental Risk Assessment
Powers G . y Lapp S.
AICHE Meeting Boston Sept . 1975
- Potencially Toxic and Hazardous Substances in the Industrial
Organic Chemicals and Organic Dyes and Pigment Industries
EPA
Cincinnati 1980.
- Estimating Loss Probabilities
Browning R.
Chem . Eng . Dic 15, 1469
- Chemical Process Industries
Shreve R .N.
Mc . Graw Hill . U,S,A