Embed Size (px)
Citation preview
23
IV. HASIL DAN PEMBAHASAN
4.1. Gambaran Umum Perusahaan
Pabrik Pupuk Kujang IB merupakan Badan Usaha Milik Negara
(BUMN) yang berlokasi di Desa Dawuan, Kecamatan Cikampek Kabupaten
Kerawang, Propinsi Jawa Barat. Pendirian Pabrik Pupuk Kujang IB bertujuan
untuk meningkatkan kemampuan PT Pupuk Kujang dalam memasok
kebutuhan pupuk di Jawa Barat .
Wilayah distribusi pupuk bersubsidi dari pemerintah ke 20 Kota dan
Kabupaten di Jawa Barat yang meliputi Kabupaten dan Kota Bogor,
Kabupaten dan Kota Sukabumi, Kabupaten dan Kota Bandung, Kabupaten
dan Kota Cirebon, Kabupaten dan Kota Bekasi, Kota Depok, Kota Cimahi,
Kab. Cianjur, Kabupaten Bandung Barat, Kabupaten Garut, Kabupaten
Sumedang, Kabupaten Indramayu, Kabupaten Subang, Kabupaten
Purwakarta, Kabupaten Karawang. Pendistribusian di Provinsi Jawa Tengah
meliputi 3 (tiga) Kabupaten dan Kota, yaitu Kabupaten dan Kota Tegal,
Kabupaten Brebes dan Kota Tegal.
PT Pupuk Kujang yang memproduksi beberapa produknya baik untuk
dijual langsung berupa produk jadi ke lini-lini pemasarannya maupun
diproduksi ulang oleh PT Pupuk Kujang itu sendiri maupun dengan anak
perusahaan atau perusahaan affiliasinya yaitu PT Sintas Kurama Perdana, PT
Kujang Sub-Chemie Catalyst, PT Peroksida Indonesia Pratama, PT Multi
Nitrotama Kimia, PT Kawasan Industri Kujang Cikampek, PT BUMN Hijau
Lestari. Jenis-jenis produk yang diproduksi PT Pupuk Kujang ada tiga, yaitu
pupuk Urea, pupuk NPK dan pupuk Organik.
Untuk itulah PT Pupuk Kujang tidak hanya menjaga reputasi
perusahaan di mata konsumen, tetapi di mata perusahaan-perusahaan mitra
lainnya. Dengan adanya penghargaan dan pengakuan baik secara nasional,
maupun internasional, seperti ISO 9001:2008 (diaudit internal satu tahun
sekali), ISO 14001:2004 (diaudit internal satu tahun sekali) dan SMK3
(sistem manajemen keselamatan dan kesehatan kerja) yang diaudit tiga (3)
24
tahun sekali. PT Pupuk Kujang telah menjalankan kewajibannya sebagai
perusahaan yang sadar akan perlindungan karyawannya dan lingkungan
sekitarnya sebagaimana isu yang hangat beredar belakangan ini.
Berdasarkan Rapat Umum Pemegang Saham Luar Biasa PT Pupuk
Kujang tanggal 25 Juli 1997 dan sesuai Peraturan Pemerintah Nomor 28
Tahun 1997, maka sejak tanggal tersebut PT Pupuk Kujang menjadi anak
perusahaan PT Pupuk Sriwidjaja dan sesuai Akte Perubahan Notaris Imas
Fatimah SH, Nomor 88 tahun 1998 tanggal 28 Maret 1998, disetujui
penjualan 10 (sepuluh) lembar saham milik PT Pupuk Sriwidjaja pada PT
Pupuk Kujang yang diwakili oleh Yayasan Kesejahteraan Warga Kujang
(YKWK).
4.1.1 Tata Letak Perusahaan
Pabrik PT Pupuk Kujang terletak di Jalan Jenderal Ahmad Yani, Desa
Dawuan, Kecamatan Cikampek, Kabupaten Karawang, Propinsi Jawa Barat.
Pemilihan lokasi pabrik didasarkan pertimbangan berikut:
1. Dekat dengan sumber bahan baku gas alam di Cilamaya.
2. Dekat dengan sumber air tawar di Waduk Curug.
3. Dekat dengan sumber tenaga listrik di Jatiluhur.
4. Tersedianya jalur angkutan darat seperti jalan raya dan jalan tol.
5. Tersedianya sungai pembuangan di Cikaranggelam.
Kawasan PT Pupuk Kujang memiliki luas area sekitar 727,5 Ha yang
terdiri atas daerah pabrik seluas ± 60 Ha , daerah perumahan seluas ± 60 Ha,
daerah perkantoran dan sarana penunjang lainnya seluas ± 230 Ha serta
Kawasan Industri Kujang Cikampek (KIKC) seluas ± 377,5 Ha. Kawasan
pabrik terdiri dari pabrik amonia, urea, utilitas dan pengantonggan yang
saling tersusun berdasarkan keterkaitan proses. Tata letak dirancang agar air
buangan yang keluar dari lingkungan pabrik dianggap tidak membahayakan
lingkungan sekitarnya.
Tata letak pabrik atau plant lay out perlu dirancang dengan tujuan
berikut:
1. Pengelolaan produk dapat efisien.
2. Memudahkan penanggulangan bahaya yang mungkin terjadi.
25
3. Mencegah polusi gas maupun suara.
4. Memudahkan jalan keluar dan masuk kendaraan di area pabrik.
4.1.2 Visi dan Misi Perusahaan
Visi perusahaan yaitu menjadi industri pendukung pertanian dan
petrokimia yang efisien dan kompetitif di pasar global, sedangkan misi
perusahaan dibagi menjadi 4 (empat) kriteria, yaitu:
1. Mendukung Program Ketahanan Pangan Nasional.
2. Mengembangkan Industri Agrokimia dan Petrokimia yang berbasis
Sumber Daya Alam yang ramah lingkungan.
3. Memanfaatkan sumber daya tersedia untuk menghasilkan produk
yang bermutu tinggi dan berdaya saing kuat.
4. Mendukung pengembangan perekonomian nasional dan
perekonomian daerah melalui pemberdayaan masyarakat sekitar
perusahaan.
4.1.3 Struktur Organisasi Perusahaan
PT Pupuk Kujang merupakan BUMN di bawah Departemen
Perindustrian dan Direktorat Industri Kimia Dasar yang seluruh
modalnya adalah milik pemerintah. Struktur organisasi yang berlaku saat
ini adalah berdasarkan Surat Keputusan Direksi No.014/SK/DU/X/2004,
tanggal 18 Oktober 2004. Berdasarkan surat keputusan tersebut, struktur
organisasi PT Pupuk Kujang dikepalai oleh Direktur Utama dan
membawahi 3 (tiga) direktur lainnya, yaitu Direktur Produksi, Teknik
dan Pegembangan, Direktur Sumber daya Manusia dan Umum, serta
Direktur Komersil yang masing membawahi beberapa kompertemen
terkait (keterangan lebih lanjut lihat Lampiran 8).
4.1.4 Kepegawaian Perusahaan
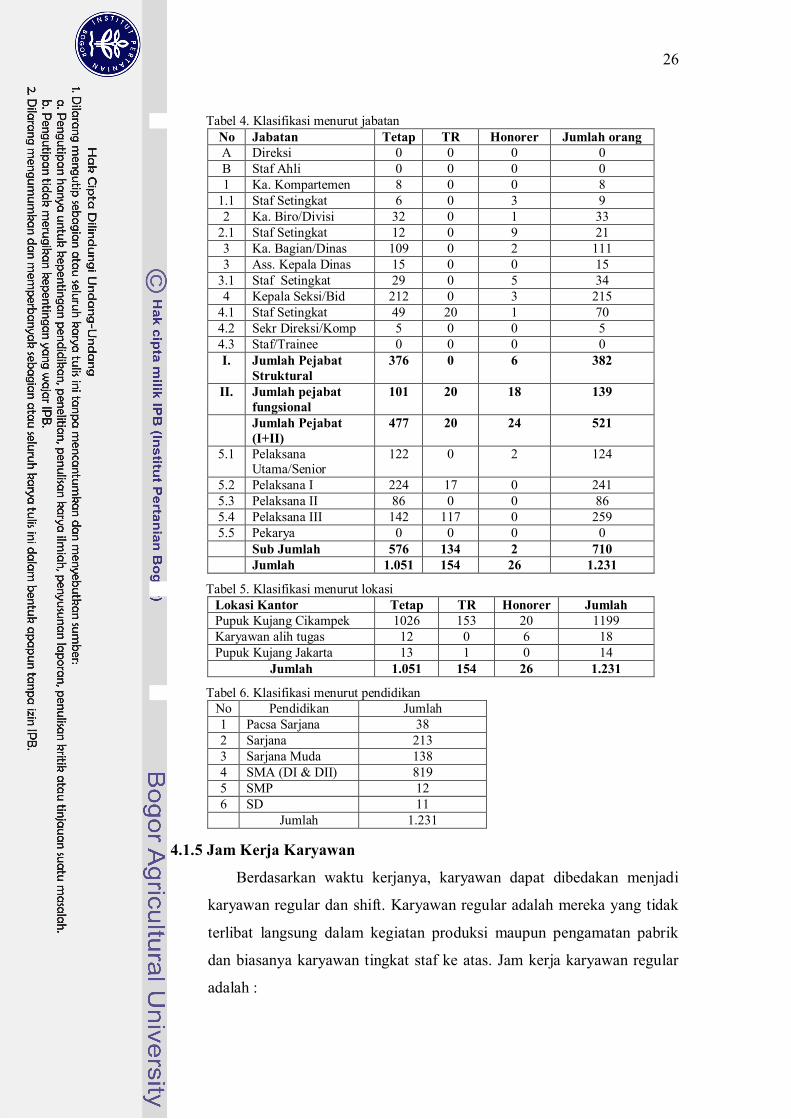
Jumlah tenaga kerja yang dimiliki PT Pupuk Kujang, terhitung
bulan Mei 2011 adalah 1.231 orang dengan rincian menurut
klasifikasinya seperti dimuat pada Tabel 4. Sedangkan lokasi kantor dan
klasifikasi pendidikan pegawai dapat dilihat pada Tabel 5 – 6.
26
Tabel 4. Klasifikasi menurut jabatanNo Jabatan Tetap TR Honorer Jumlah orangA Direksi 0 0 0 0B Staf Ahli 0 0 0 01 Ka. Kompartemen 8 0 0 8
1.1 Staf Setingkat 6 0 3 92 Ka. Biro/Divisi 32 0 1 33
2.1 Staf Setingkat 12 0 9 213 Ka. Bagian/Dinas 109 0 2 1113 Ass. Kepala Dinas 15 0 0 15
3.1 Staf Setingkat 29 0 5 344 Kepala Seksi/Bid 212 0 3 215
4.1 Staf Setingkat 49 20 1 704.2 Sekr Direksi/Komp 5 0 0 54.3 Staf/Trainee 0 0 0 0I. Jumlah Pejabat
Struktural376 0 6 382
II. Jumlah pejabatfungsional
101 20 18 139
Jumlah Pejabat(I+II)
477 20 24 521
5.1 PelaksanaUtama/Senior
122 0 2 124
5.2 Pelaksana I 224 17 0 2415.3 Pelaksana II 86 0 0 865.4 Pelaksana III 142 117 0 2595.5 Pekarya 0 0 0 0
Sub Jumlah 576 134 2 710 Jumlah 1.051 154 26 1.231
Tabel 5. Klasifikasi menurut lokasiLokasi Kantor Tetap TR Honorer JumlahPupuk Kujang Cikampek 1026 153 20 1199Karyawan alih tugas 12 0 6 18Pupuk Kujang Jakarta 13 1 0 14
Jumlah 1.051 154 26 1.231
Tabel 6. Klasifikasi menurut pendidikanNo Pendidikan Jumlah1 Pacsa Sarjana 382 Sarjana 2133 Sarjana Muda 1384 SMA (DI & DII) 8195 SMP 126 SD 11
Jumlah 1.231
4.1.5 Jam Kerja Karyawan
Berdasarkan waktu kerjanya, karyawan dapat dibedakan menjadi
karyawan regular dan shift. Karyawan regular adalah mereka yang tidak
terlibat langsung dalam kegiatan produksi maupun pengamatan pabrik
dan biasanya karyawan tingkat staf ke atas. Jam kerja karyawan regular
adalah :
27
1. Hari Senin sampai Kamis: jam 07.00 – 16.00
Istirahat: jam 11.30 – 12.30
2. Hari Jumat: jam 07.00 – 17.30
Istirahat: jam 11.30 – 13.00
3. Hari Sabtu dan Minggu libur
Karyawan shift adalah yang terlibat langsung dalam kegiatan
produksi dan pengamanan pabrik. Jam kerja shift dapat diatur sebagai
berikut :
1. Shift pagi: jam 07.00 – 15.00
2. Shift sore: jam 15.00 – 23.00
3. Shift malam: jam 23.00 – 07.00
4.1.6. Hak Karyawan
Sistem penggajian yang diterapkan di PT Pupuk Kujang
dibedakan menjadi 2 (dua), yaitu:
1. Karyawan tetap. Karyawan yang bekerja karena ikatan dinas
maupun karyawan honorer, gaji diberikan akhir bulan. Gaji ini
meliputi tunjangan isteri, anak, kesehatan, perumahan dan lain-lain.
2. Karyawan tenaga harian lepas, gaji diberikan dua (2) mingguan,
yaitu setiap tanggal 5 dan 20. Besarnya gaji ini tergantung banyak
sedikitnya jam kerja masing-masing karyawan. Selain gaji rutin
seperti tersebut di atas, setiap karyawan akan mendapat bonus
keuntungan yang besarnya tergantung kepada laju produksi.
Masalah keselamatan kerja juga menjadi salah satu hak karyawan
terutama pengoperasian pabrik, baik untuk melindungi keselamatan
karyawan sendiri maupun demi keselamatan dan kelangsungan pabrik.
Hal ini ditunjang dengan adanya Undang- Undang No. 1 tahun 1970
yang menetapkan bahwa setiap tenaga kerja berhak mendapat
pekerjaan demi kesejahteraan hidup dan peningkatan produktivitas
nasional.
28
4.2. Unit Produksi Perusahaan
PT Pupuk Kujang memiliki empat (4) unit produksi yang masing-
masing memiliki fungsi berbeda, namun tetap berhubungan antar satu dan
yang lainnya, yaitu unit utilitas, unit amonia, unit urea dan unit bagging.
Lokasi masing-masing unitnya terpisah-pisah dikarenakan proses kerjanya
membutuhkan ruang yang berbeda antar satu dengan yang lainnya.
PT Pupuk Kujang mengadakan PERTA (perbaikan tahunan) untuk
menjaga kredibilitas mesin operasi dan kegunaan struktur penunjang
fungsional pabrik-pabrik yang terus menerus beroprasi selama 24 jam.
Perbaikan ± dilakukan selama 2 (dua) minggu.
4.2.1 Unit Utilitas
Unit utilitas berfungsi untuk menyediakan bahan baku penunjang
untuk kebutuhan proses produksi di seluruh pabrik PT. Pupuk Kujang IB
dan pengolahan limbah pabrik. Unit ini mengelola dan menyediakan
sarana untuk menunjang unit-unit lain dan berfungsi juga untuk
mengawasi proses produksi suatu pabrik. Unit Utilitas ini terdiri dari 8
(delapan) unit utama, yaitu:
1. Unit water intake.
2. Unit pengolahan air.
3. Unit pembangkit steam.
4. Unit pembangkit listrik.
5. Unit pengolahan air pendingin (cooling water).
6. Unit pengolahan udara pabrik dan udara instrumen.
7. Unit gas metering system.
8. Unit pengolahan limbah (waste water treatment).
4.2.2 Unit Amonia
Pabrik amonia PT Pupuk Kujang menggunakan Low Process
Energi yang dilisensi oleh Kellog Brown & Root, inc. Produk yang
dihasilkan berupa amonia cair dengan kapasitas terpasang 1.000 ton per
hari. Unit produksi ini berfungsi untuk mengolah gas alam menjadi
amonia dan karbondioksida (CO2) yang akan digunakan sebagai bahan
baku dalam pembuatan urea. Unit amonia menggunakan bahan baku
29
utama berupa gas alam, air, dan udara. Untuk gas alam diperoleh dari 3
(tiga) sumber, yaitu Offshore Arco, L. Parigi dan Mundu.
Unit produksi amonia ini terdiri dari 8 (delapan) unit, yaitu:
1. Unit pemurnian gas alam.
2. Unit pembuatan gas sintesis.
3. Unit pemurnian gas sintesis.
4. Unit sintesis amonia.
5. Unit purifikasi dan refrigerasi amonia.
6. Unit ammonia recovery.
7. Unit hydrogen recovery dan purge gas recovery.
8. Unit process condensate stripping.
4.2.3 Unit Urea
Unit urea adalah unit yang mengubah bahan baku dari unit amonia,
seperti amonia cair dan gas karbondioksida yang akan menghasilkan
urea, ammonium karbamat, biuret, air dan excess amonia. Proses yang
digunakan adalah ACES 21, dengan kapasitas terpasang 1.725 ton per
hari. Produk urea yang dihasilkan memiliki kandungan nitrogen 46%.
Unit ini terdiri dari 6 (enam) unit utama, yaitu:
1. Unit Synthesis Loop.
2. Unit Purification.
3. Unit Concentration.
4. Unit Prilling.
5. Unit Recovery.
6. Unit Process Condensate Treatmen.
4.2.4 Unit Bagging
Unit yang terakhir adalah unit pengantongan yang berfungsi untuk
mengelola butiran urea dari prilling tower lalu dikemas ke dalam
karung plastik untuk kemudian dipasarkan atau disimpan di gudang.
Unit ini terdiri dari 3 (tiga) unit utama, yaitu:
1. Unit Bulk handling System.
2. Unit Bagging System.
3. Unit Bag Handling System.
30
4.3. Alur Produksi Urea hingga Pengemasan
Produksi dari urea hingga dikemas di dalam kemasan karung, ukuran 50
kg atau 1 (satu) ton, mengalami berbagai macam proses kimiawi, sehingga
dari bahan baku urea berupa gas alam, air dan udara, menjadi pupuk urea
yang berbentuk padat sehingga siap dijual ke konsumen atau perusahaan lain
yang menjadikan pupuk urea sebagai bahan baku pembuat produk lainnya.
Diagram alir produksi pupuk urea dilakukan di pabrik 1B, dengan
menggunakan Process ACES 21, yaitu teknologi recyle larutan stripping
yang terukur. Sedangkan pada proses pengemasan, unit bagging
menggunakan 12 bin yang digunakan untuk mengemas urea ke dalam karung.
Saat ini sebanyak 6 (enam) lini yang digunakan per produksi, dikarenakan lini
yang lainnya diistirahatkan untuk dirotasi nantinya.
4.3.1 Proses Produksi Urea di Pabrik 1B
Dalam proses produksi urea di pabrik 1B, terdapat 5 (lima) seksi
yang bertugas untuk memproduksi urea, yaitu seksi Synthesis, seksi
Purifikasi, seksi Konsentrasi dan Prilling, seksi Recovery dan yang
terakhir seksi Process Condensate Treatment.
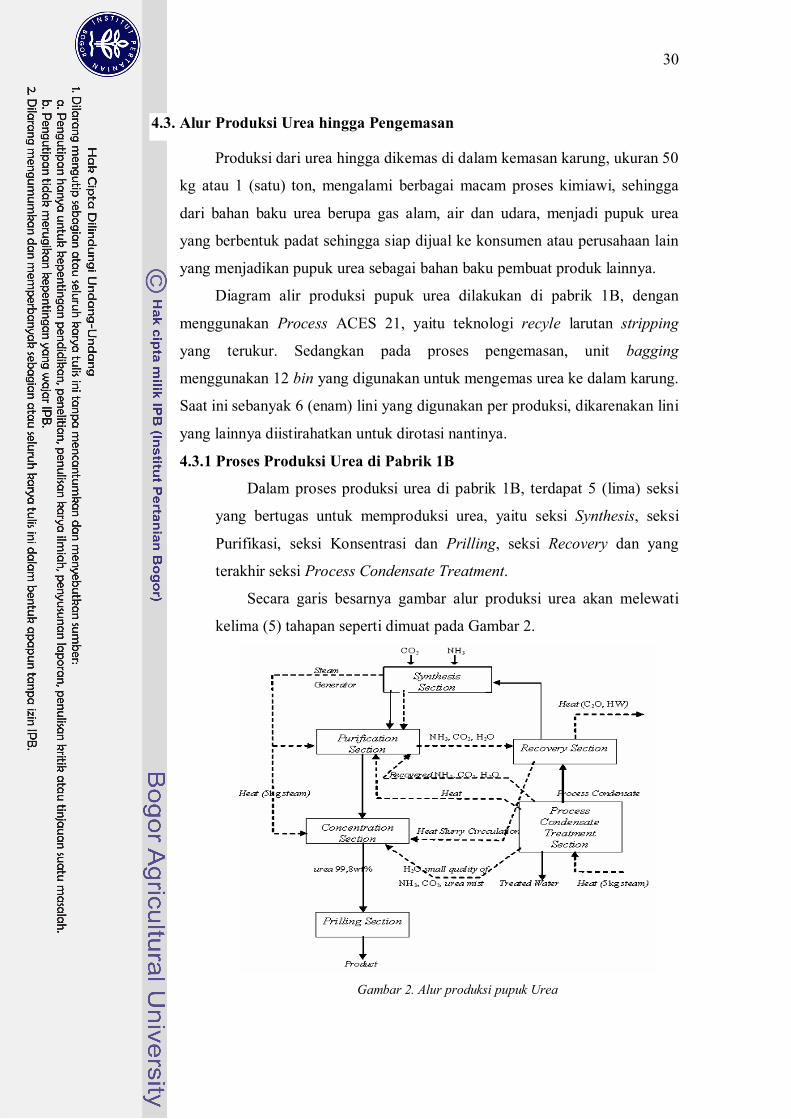
Secara garis besarnya gambar alur produksi urea akan melewati
kelima (5) tahapan seperti dimuat pada Gambar 2.
Gambar 2. Alur produksi pupuk Urea
31
Beberapa seksi yang mencakup di dalam pabrik urea 1B untuk
proses pembuatan pupuk urea adalah seksi synthesis, seksi purifikasi,
seksi konsentrasi dan prilling, seksi recovery dan seksi process
condensate recovery.
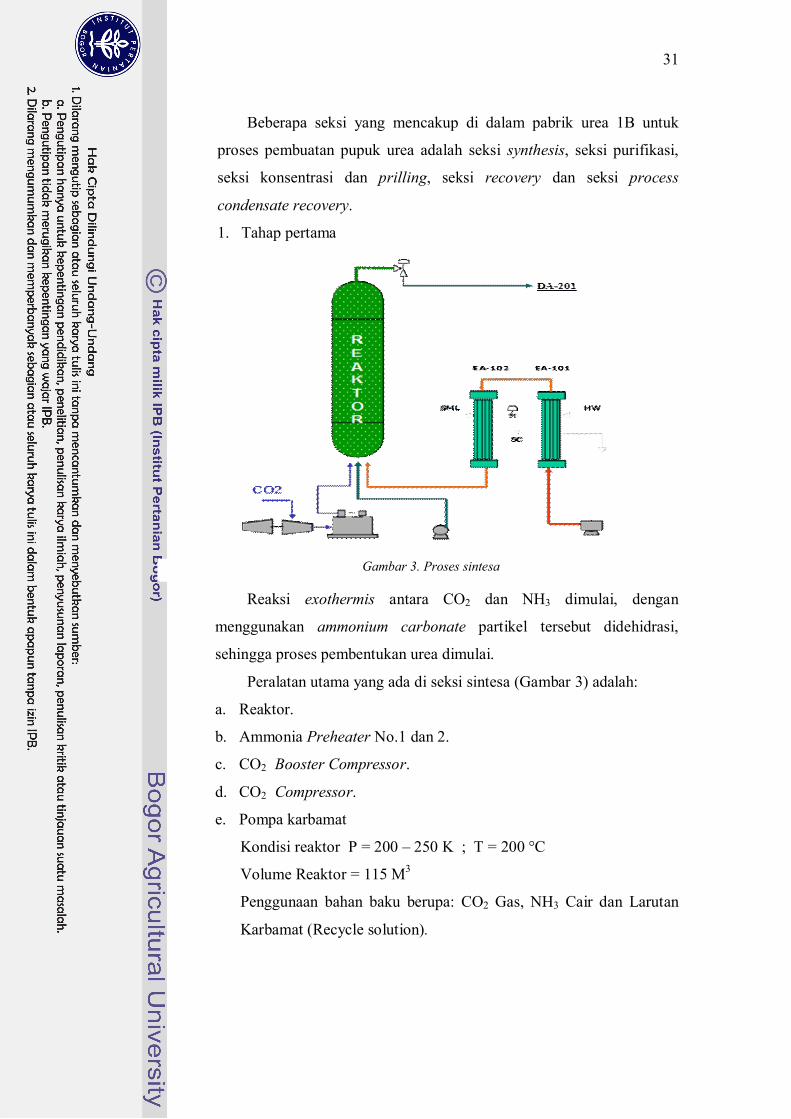
1. Tahap pertama
Gambar 3. Proses sintesa
Reaksi exothermis antara CO2 dan NH3 dimulai, dengan
menggunakan ammonium carbonate partikel tersebut didehidrasi,
sehingga proses pembentukan urea dimulai.
Peralatan utama yang ada di seksi sintesa (Gambar 3) adalah:
a. Reaktor.
b. Ammonia Preheater No.1 dan 2.
c. CO2 Booster Compressor.
d. CO2 Compressor.
e. Pompa karbamat
Kondisi reaktor P = 200 – 250 K ; T = 200 °C
Volume Reaktor = 115 M3
Penggunaan bahan baku berupa: CO2 Gas, NH3 Cair dan Larutan
Karbamat (Recycle solution).
32
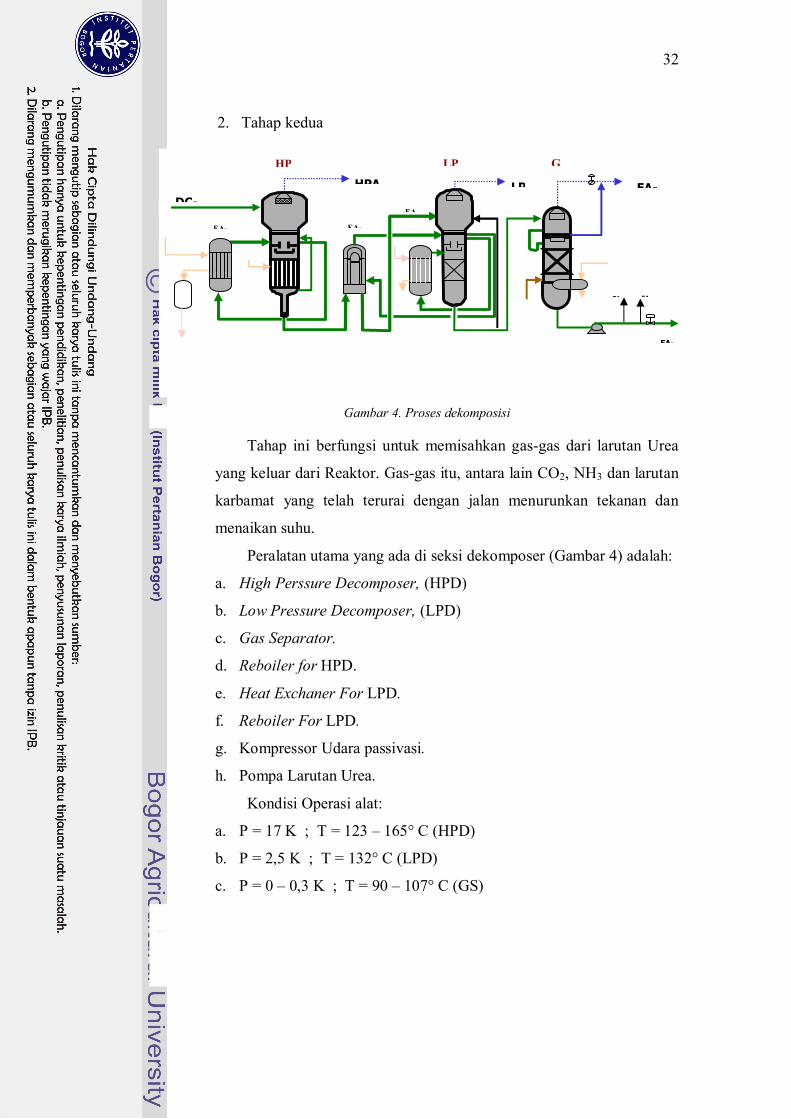
2. Tahap kedua
Gambar 4. Proses dekomposisi
Tahap ini berfungsi untuk memisahkan gas-gas dari larutan Urea
yang keluar dari Reaktor. Gas-gas itu, antara lain CO2, NH3 dan larutan
karbamat yang telah terurai dengan jalan menurunkan tekanan dan
menaikan suhu.
Peralatan utama yang ada di seksi dekomposer (Gambar 4) adalah:
a. High Perssure Decomposer, (HPD)
b. Low Pressure Decomposer, (LPD)
c. Gas Separator.
d. Reboiler for HPD.
e. Heat Exchaner For LPD.
f. Reboiler For LPD.
g. Kompressor Udara passivasi.
h. Pompa Larutan Urea.
Kondisi Operasi alat:
a. P = 17 K ; T = 123 – 165° C (HPD)
b. P = 2,5 K ; T = 132° C (LPD)
c. P = 0 – 0,3 K ; T = 90 – 107° C (GS)
FA- FA-
FA-
DC-HPA LP EA-
HP LP G
EA- EA-
EA-
33
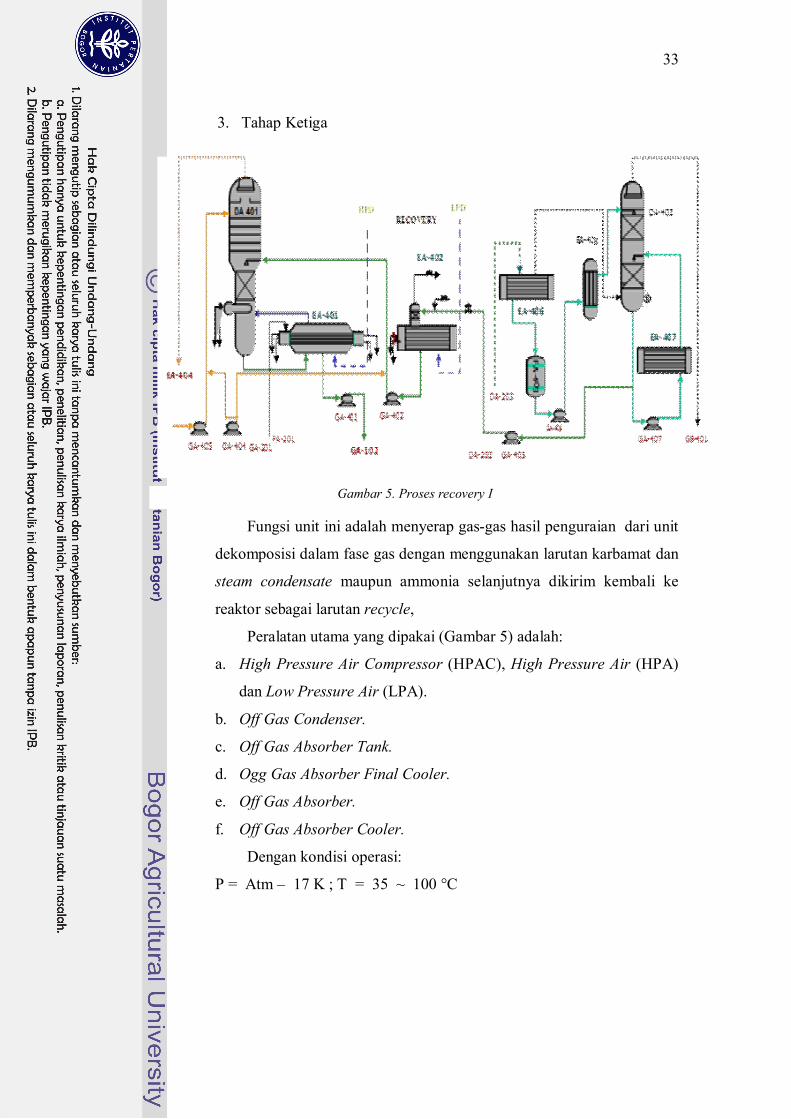
3. Tahap Ketiga
Gambar 5. Proses recovery I
Fungsi unit ini adalah menyerap gas-gas hasil penguraian dari unit
dekomposisi dalam fase gas dengan menggunakan larutan karbamat dan
steam condensate maupun ammonia selanjutnya dikirim kembali ke
reaktor sebagai larutan recycle,
Peralatan utama yang dipakai (Gambar 5) adalah:
a. High Pressure Air Compressor (HPAC), High Pressure Air (HPA)
dan Low Pressure Air (LPA).
b. Off Gas Condenser.
c. Off Gas Absorber Tank.
d. Ogg Gas Absorber Final Cooler.
e. Off Gas Absorber.
f. Off Gas Absorber Cooler.
Dengan kondisi operasi:
P = Atm – 17 K ; T = 35 ~ 100 °C
34
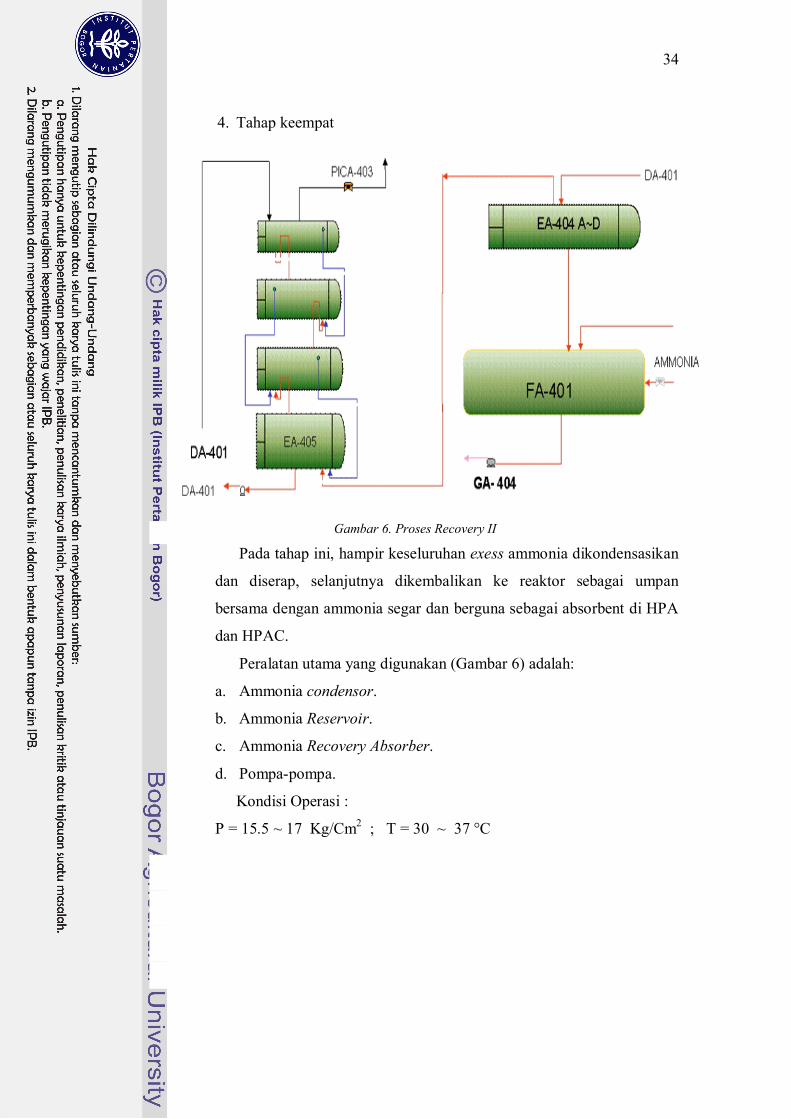
4. Tahap keempat
Gambar 6. Proses Recovery II
Pada tahap ini, hampir keseluruhan exess ammonia dikondensasikan
dan diserap, selanjutnya dikembalikan ke reaktor sebagai umpan
bersama dengan ammonia segar dan berguna sebagai absorbent di HPA
dan HPAC.
Peralatan utama yang digunakan (Gambar 6) adalah:
a. Ammonia condensor.
b. Ammonia Reservoir.
c. Ammonia Recovery Absorber.
d. Pompa-pompa.
Kondisi Operasi :
P = 15.5 ~ 17 Kg/Cm2 ; T = 30 ~ 37 °C
35
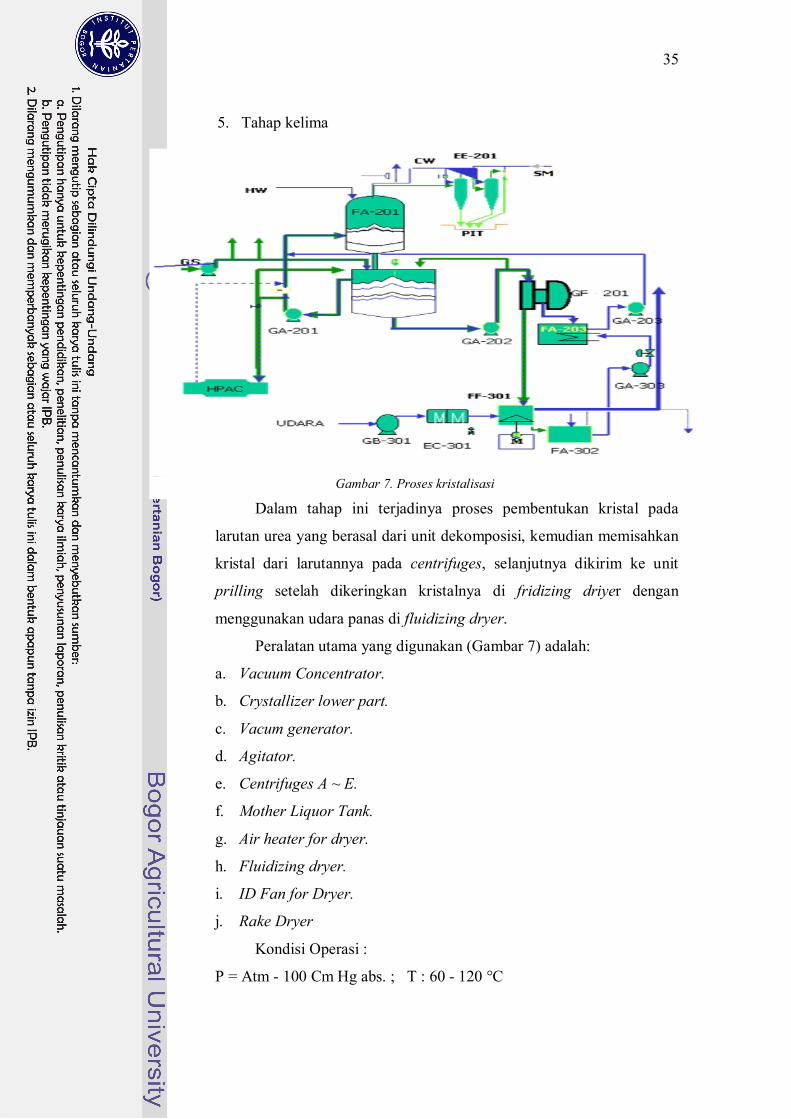
5. Tahap kelima
Gambar 7. Proses kristalisasi
Dalam tahap ini terjadinya proses pembentukan kristal pada
larutan urea yang berasal dari unit dekomposisi, kemudian memisahkan
kristal dari larutannya pada centrifuges, selanjutnya dikirim ke unit
prilling setelah dikeringkan kristalnya di fridizing driyer dengan
menggunakan udara panas di fluidizing dryer.
Peralatan utama yang digunakan (Gambar 7) adalah:
a. Vacuum Concentrator.
b. Crystallizer lower part.
c. Vacum generator.
d. Agitator.
e. Centrifuges A ~ E.
f. Mother Liquor Tank.
g. Air heater for dryer.
h. Fluidizing dryer.
i. ID Fan for Dryer.
j. Rake Dryer
Kondisi Operasi :
P = Atm - 100 Cm Hg abs. ; T : 60 - 120 °C
36
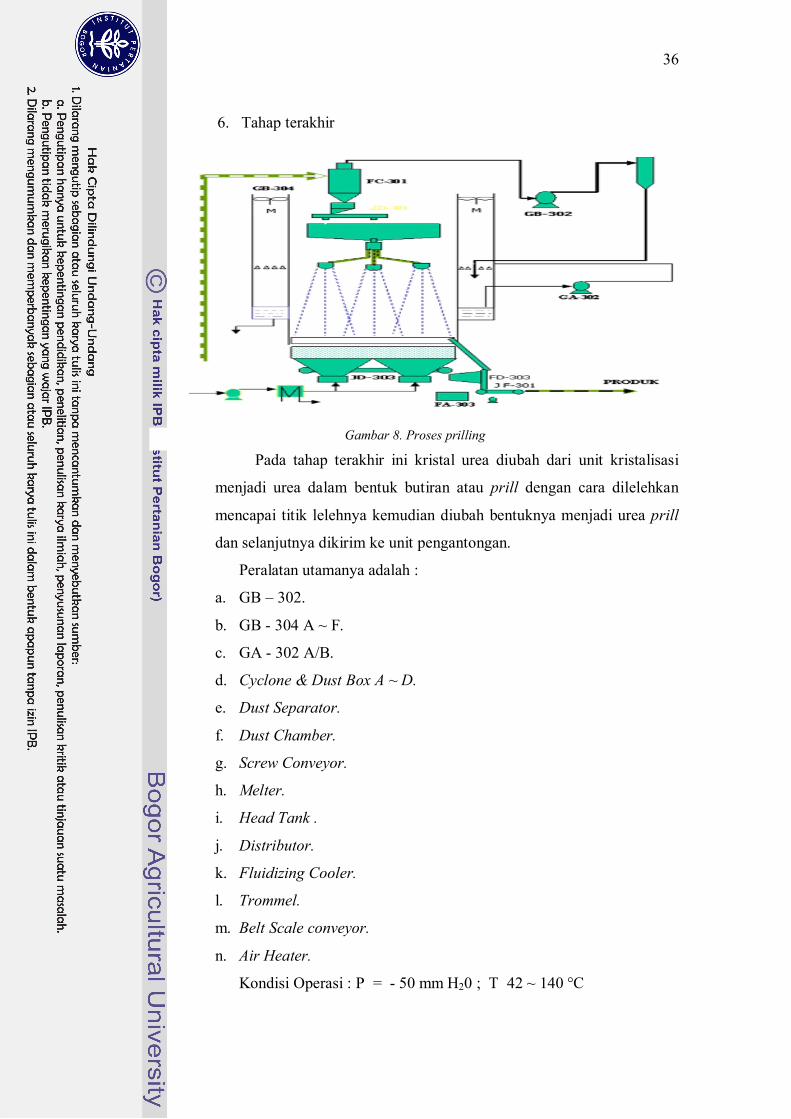
6. Tahap terakhir
Gambar 8. Proses prilling
Pada tahap terakhir ini kristal urea diubah dari unit kristalisasi
menjadi urea dalam bentuk butiran atau prill dengan cara dilelehkan
mencapai titik lelehnya kemudian diubah bentuknya menjadi urea prill
dan selanjutnya dikirim ke unit pengantongan.
Peralatan utamanya adalah :
a. GB – 302.
b. GB - 304 A ~ F.
c. GA - 302 A/B.
d. Cyclone & Dust Box A ~ D.
e. Dust Separator.
f. Dust Chamber.
g. Screw Conveyor.
h. Melter.
i. Head Tank .
j. Distributor.
k. Fluidizing Cooler.
l. Trommel.
m. Belt Scale conveyor.
n. Air Heater.
Kondisi Operasi : P = - 50 mm H20 ; T 42 ~ 140 °C
37
4.3.2 Proses Pengemasan Urea di Unit Bagging
Urea yang sudah siap untuk dipasarkan, diterima oleh divisi
bagging untuk dikemas menurut berat dan kemasan yang ada. PT Pupuk
Urea membagi kemasan yang dijual menjadi 2 (dua) jenis, yaitu kemasan
50 kg dan kemasan 1.000 kg (1 ton). Dalam pengemasannya dibagi
menjadi 3 (tiga) sistem, yaitu:
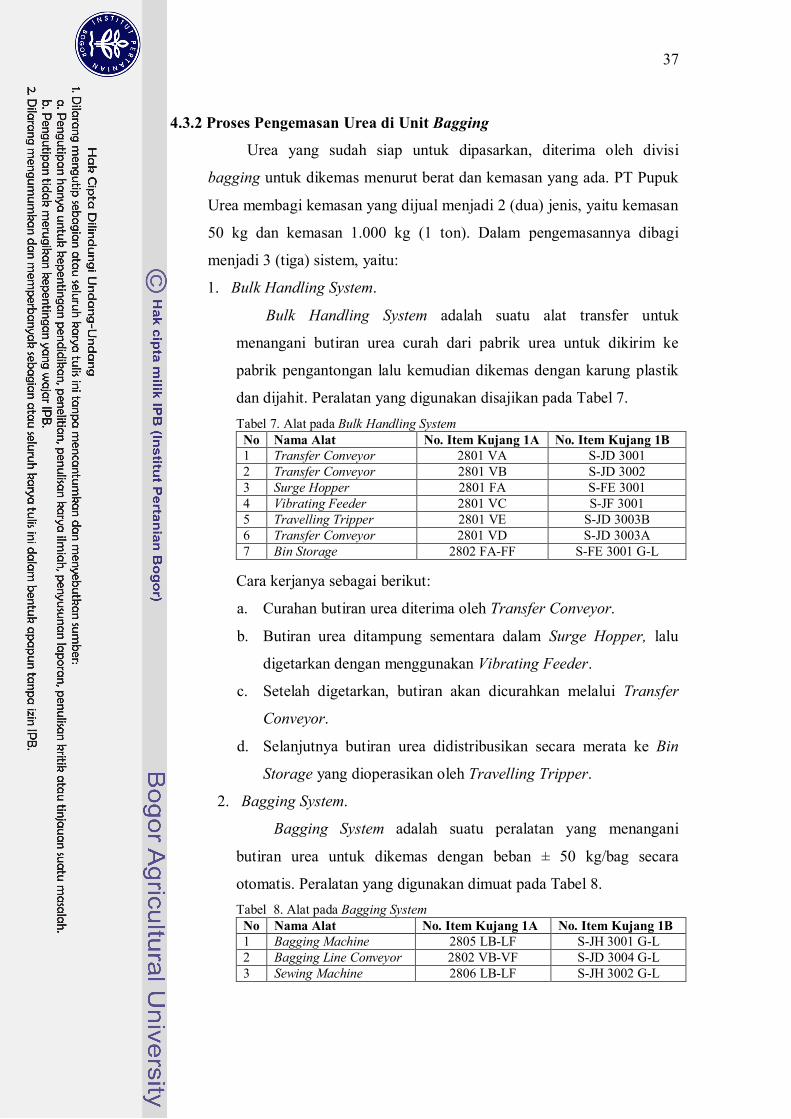
1. Bulk Handling System.
Bulk Handling System adalah suatu alat transfer untuk
menangani butiran urea curah dari pabrik urea untuk dikirim ke
pabrik pengantongan lalu kemudian dikemas dengan karung plastik
dan dijahit. Peralatan yang digunakan disajikan pada Tabel 7.Tabel 7. Alat pada Bulk Handling System
No Nama Alat No. Item Kujang 1A No. Item Kujang 1B1 Transfer Conveyor 2801 VA S-JD 30012 Transfer Conveyor 2801 VB S-JD 30023 Surge Hopper 2801 FA S-FE 30014 Vibrating Feeder 2801 VC S-JF 30015 Travelling Tripper 2801 VE S-JD 3003B6 Transfer Conveyor 2801 VD S-JD 3003A7 Bin Storage 2802 FA-FF S-FE 3001 G-L
Cara kerjanya sebagai berikut:
a. Curahan butiran urea diterima oleh Transfer Conveyor.
b. Butiran urea ditampung sementara dalam Surge Hopper, lalu
digetarkan dengan menggunakan Vibrating Feeder.
c. Setelah digetarkan, butiran akan dicurahkan melalui Transfer
Conveyor.
d. Selanjutnya butiran urea didistribusikan secara merata ke Bin
Storage yang dioperasikan oleh Travelling Tripper.
2. Bagging System.
Bagging System adalah suatu peralatan yang menangani
butiran urea untuk dikemas dengan beban ± 50 kg/bag secara
otomatis. Peralatan yang digunakan dimuat pada Tabel 8.Tabel 8. Alat pada Bagging System
No Nama Alat No. Item Kujang 1A No. Item Kujang 1B1 Bagging Machine 2805 LB-LF S-JH 3001 G-L2 Bagging Line Conveyor 2802 VB-VF S-JD 3004 G-L3 Sewing Machine 2806 LB-LF S-JH 3002 G-L
38
Cara kerjanya:
a. Bagging Machine menakar butiran urea secara otomatis dengan
berat ± 50 kg/karung lalu ditransfer dengan Bagging Line
Conveyor.
b. Karung dijahit menggunakan Sewing Machine.
c. Karung yang telah dijahit ditransfer melalui Accumulator
Conveyor untuk di-loading ke truk atau disimpan di gudang.
3. Bag Handling System.
Bag Handling System adalah suatu peralatan untuk mentrasfer
urea yang telah dikemas lalu dikirim untuk dimuat di truk ataupun
disimpan di gudang melalui Conveyer yang ada. Peralatan yang
digunakan dimuat pada Tabel 9. Tabel 9. Alat pada Bag Handling System
No Nama Alat No. Item Kujang1A
No. Item Kujang1B
1 Accumulator Conveyor 2803 VA-VF S-JD 3005 G-L2 Short Conveyor 2806 VA-VF S-JD 3006 G-L3 Floor Conveyor 2804 VA .... S-JD 3007-3008 ....4 Over Head Conveyor 2804 VA ..... S-JD 3007-3008 ....5 Syacking Unit Conveyor 2809 VA ..... -6 Fork Lift - -7 Pallet - -
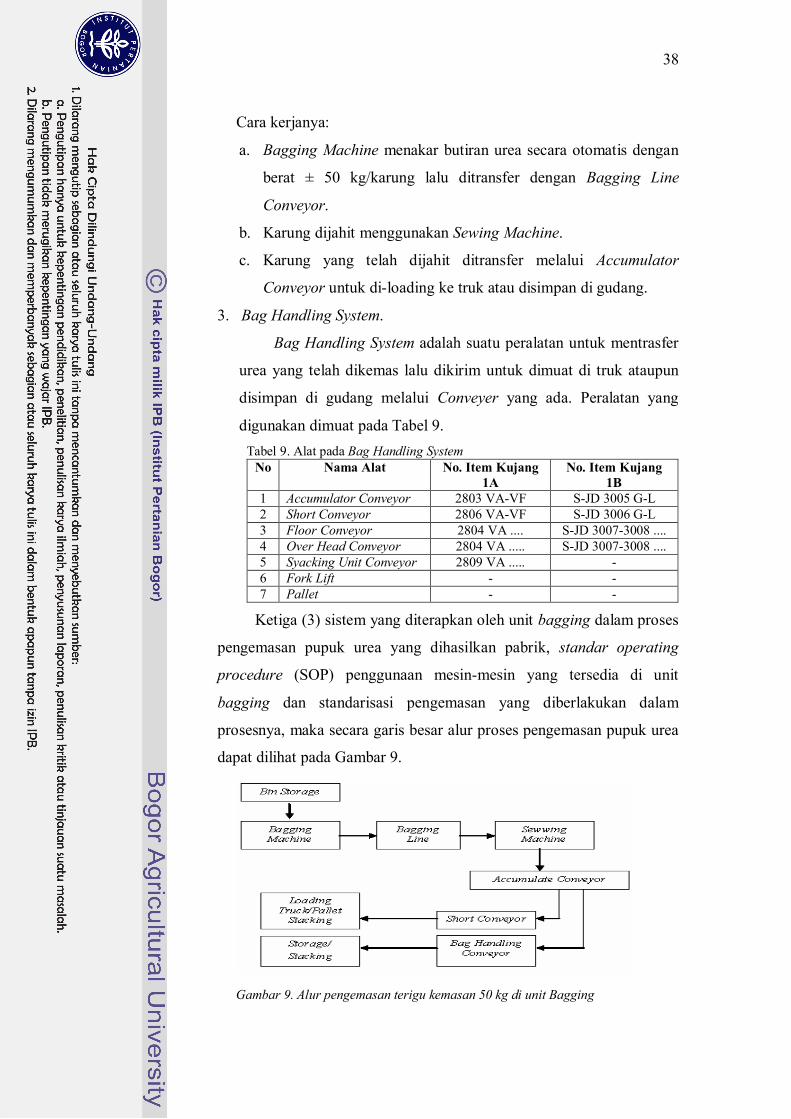
Ketiga (3) sistem yang diterapkan oleh unit bagging dalam proses
pengemasan pupuk urea yang dihasilkan pabrik, standar operating
procedure (SOP) penggunaan mesin-mesin yang tersedia di unit
bagging dan standarisasi pengemasan yang diberlakukan dalam
prosesnya, maka secara garis besar alur proses pengemasan pupuk urea
dapat dilihat pada Gambar 9.
Gambar 9. Alur pengemasan terigu kemasan 50 kg di unit Bagging

39
4.4. Hasil Analisis
4.4.1 Pengolahan Data Pertama
Data perbandingan jumlah ketidaksesuaian proses pengemasan
(reject) terhitung mulai bulan Januari 2011 – Juni 2011 dapat dilihat pada
Tabel 10.Tabel 10. Jumlah kesalahan dibanding total produksi
Bulan Urea reject dalampengemasan (ton)
Total ProduksiUrea (ton)
Perbandingan jumlah rejectdibandingkan terkemas (%)
Jan 484,35 95.615,05 0,51Feb 307,80 84.922,50 0,36Mar 262,52 94.253,45 0,28Apr 299,73 92.447,15 0,32Mei 264,20 91.969,11 0,29Jun 88,20 52.247,50 0,17Jml 1.706,8 511.434,76
Data dalam Tabel 10, memperhatikan bahwa tingkat produk yang di
reject unit Bagging berkisar 0,17 persen - 0,51 persen, masih dalam tahap
wajar. Selain itu produk urea yang ditolak akan dikumpulkan kembali,
lalu dibersihkan dengan proses tertentu, melawati tahap recycle ulang,
sehingga pupuk tersebut layak atau siap untuk dijual ke pasar.
Perusahaan menerapkan sistem zero waste, yaitu tidak adanya
pembuangan produk reject maupun pemborosan sumber daya
perusahaan. Namun perusahaan diharapkan dapat menekan jumlah atau
persentase reject pengemasan produk apabila ingin lebih efisien dalam
proses produksinya. Untuk itu perusahaan harus mengetahui hal-hal yang
berpengaruh dalam proses pengemasan tersebut.
Dari literatur buku setempat dan wawancara langsung terhadap
operator mesin bagging, supervisor, buruh, staf dan manager bagging,
didapatkan hasil-hasil yang biasa terjadi dalam proses pengemasan yang
dapat menyebabkan produk reject, diantaranya:
1) Ceceran Urea
Urea tercecer dalam proses pengemasan dikarenakan beberapa hal,
yaitu kondisi mesin dan cara pekerja bekerja.
2) Loading Truck
Loading truck merupakan alasan beberapa proses pengemasan tidak
berjalan semestinya, dikarenakan faktor buruh angkut.
40
3) Pembongkaran Gudang
Pembongkaran gudang menjadi faktor produk yang ditolak,
dikarenakan manuver forklift, pemindahan manual dan pergerakan
stacker.
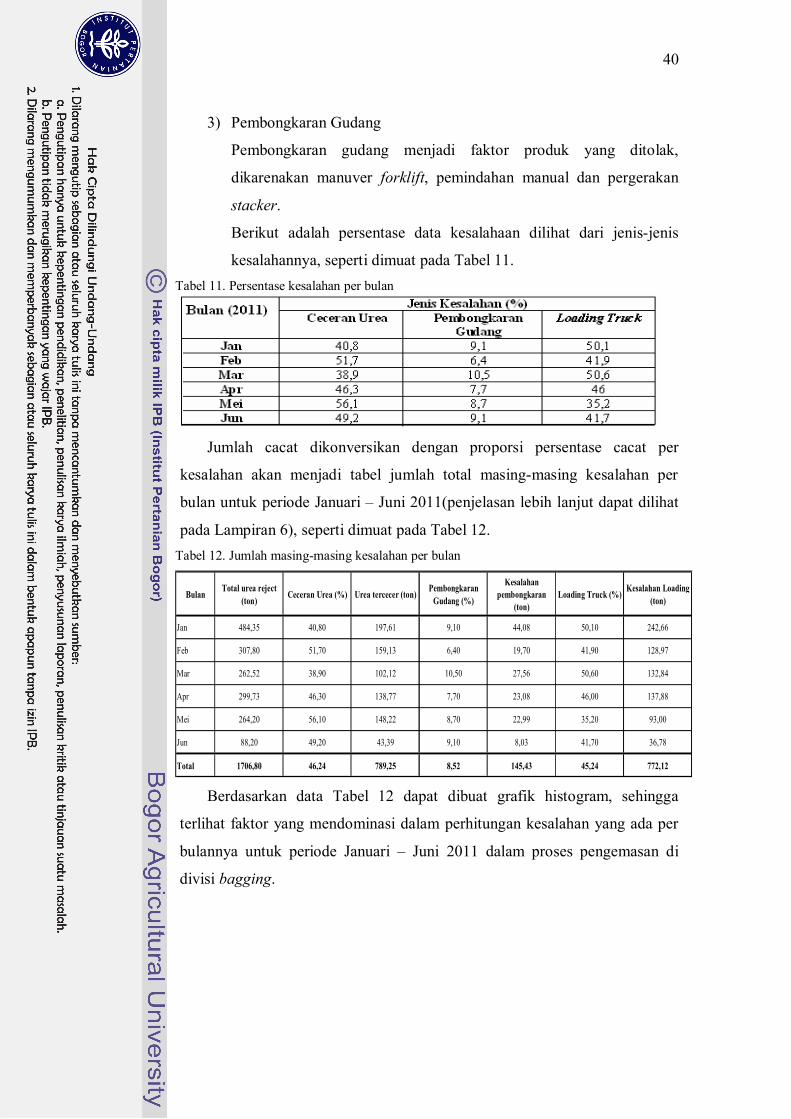
Berikut adalah persentase data kesalahaan dilihat dari jenis-jenis
kesalahannya, seperti dimuat pada Tabel 11.Tabel 11. Persentase kesalahan per bulan
Jumlah cacat dikonversikan dengan proporsi persentase cacat per
kesalahan akan menjadi tabel jumlah total masing-masing kesalahan per
bulan untuk periode Januari – Juni 2011(penjelasan lebih lanjut dapat dilihat
pada Lampiran 6), seperti dimuat pada Tabel 12.Tabel 12. Jumlah masing-masing kesalahan per bulan
Bulan Total urea reject(ton) Ceceran Urea (%) Urea tercecer (ton) Pembongkaran
Gudang (%)
Kesalahanpembongkaran
(ton)Loading Truck (%) Kesalahan Loading
(ton)
Jan 484,35 40,80 197,61 9,10 44,08 50,10 242,66
Feb 307,80 51,70 159,13 6,40 19,70 41,90 128,97
Mar 262,52 38,90 102,12 10,50 27,56 50,60 132,84
Apr 299,73 46,30 138,77 7,70 23,08 46,00 137,88
Mei 264,20 56,10 148,22 8,70 22,99 35,20 93,00
Jun 88,20 49,20 43,39 9,10 8,03 41,70 36,78
Total 1706,80 46,24 789,25 8,52 145,43 45,24 772,12
Berdasarkan data Tabel 12 dapat dibuat grafik histogram, sehingga
terlihat faktor yang mendominasi dalam perhitungan kesalahan yang ada per
bulannya untuk periode Januari – Juni 2011 dalam proses pengemasan di
divisi bagging.
41
0,00
50,00
100,00
150,00
200,00
250,00
300,00
Jan Feb Mar Apr Mei Jun
Urea tercecer (ton)
Kesalahan pembongkaran(ton)
Kesalahan Loading (ton)
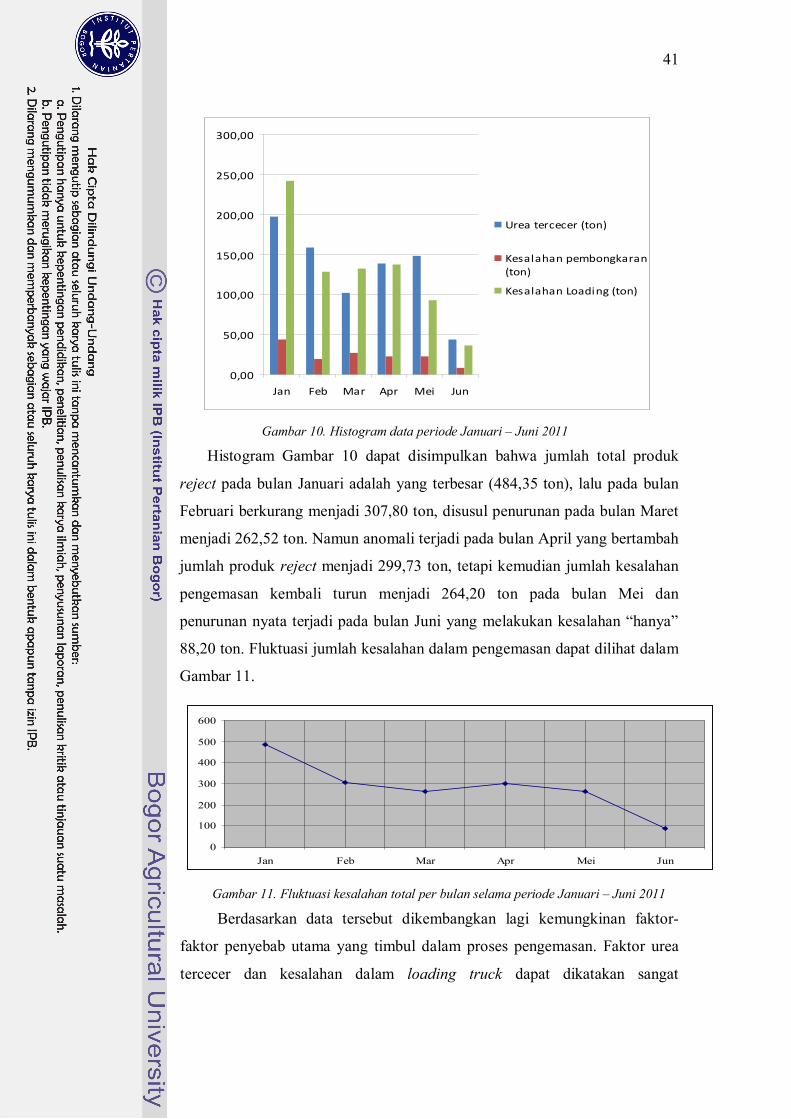
Gambar 10. Histogram data periode Januari – Juni 2011
Histogram Gambar 10 dapat disimpulkan bahwa jumlah total produk
reject pada bulan Januari adalah yang terbesar (484,35 ton), lalu pada bulan
Februari berkurang menjadi 307,80 ton, disusul penurunan pada bulan Maret
menjadi 262,52 ton. Namun anomali terjadi pada bulan April yang bertambah
jumlah produk reject menjadi 299,73 ton, tetapi kemudian jumlah kesalahan
pengemasan kembali turun menjadi 264,20 ton pada bulan Mei dan
penurunan nyata terjadi pada bulan Juni yang melakukan kesalahan “hanya”
88,20 ton. Fluktuasi jumlah kesalahan dalam pengemasan dapat dilihat dalam
Gambar 11.
0
100
200
300
400
500
600
Jan Feb Mar Apr Mei Jun
Gambar 11. Fluktuasi kesalahan total per bulan selama periode Januari – Juni 2011
Berdasarkan data tersebut dikembangkan lagi kemungkinan faktor-
faktor penyebab utama yang timbul dalam proses pengemasan. Faktor urea
tercecer dan kesalahan dalam loading truck dapat dikatakan sangat
42
berpengaruh dalam proses tersebut. Jumlah urea tercecer paling besar terjadi
pada bulan Januari sebesar 197,61 ton dan jumlah kesalahan pada saat
loading truck yang terbesar juga terjadi pada bulan Januari sebanyak 242,66
ton. Namun jika dilihat dari jumlah total kesalahan pada saat proses
pengemasan per Januari-Juni 2011 di unit bagging, faktor urea tercecer
menjadi faktor utama, yaitu dengan jumlah 789,25 ton lalu diikuti oleh faktor
kesalahan pada saat loading truck dengan jumlah 772,12 ton, sedangkan
kesalahan pembongkaran gudang 145,43 ton.
Jum
lah
kesa
laha
n se
lam
a 6
bula
n
Jenis kesalahan yang ada
0
200
400
600
800
1000
1200
1400
1600
Urea tercecer Kesalahan Loading Kesalahan pembongkaran
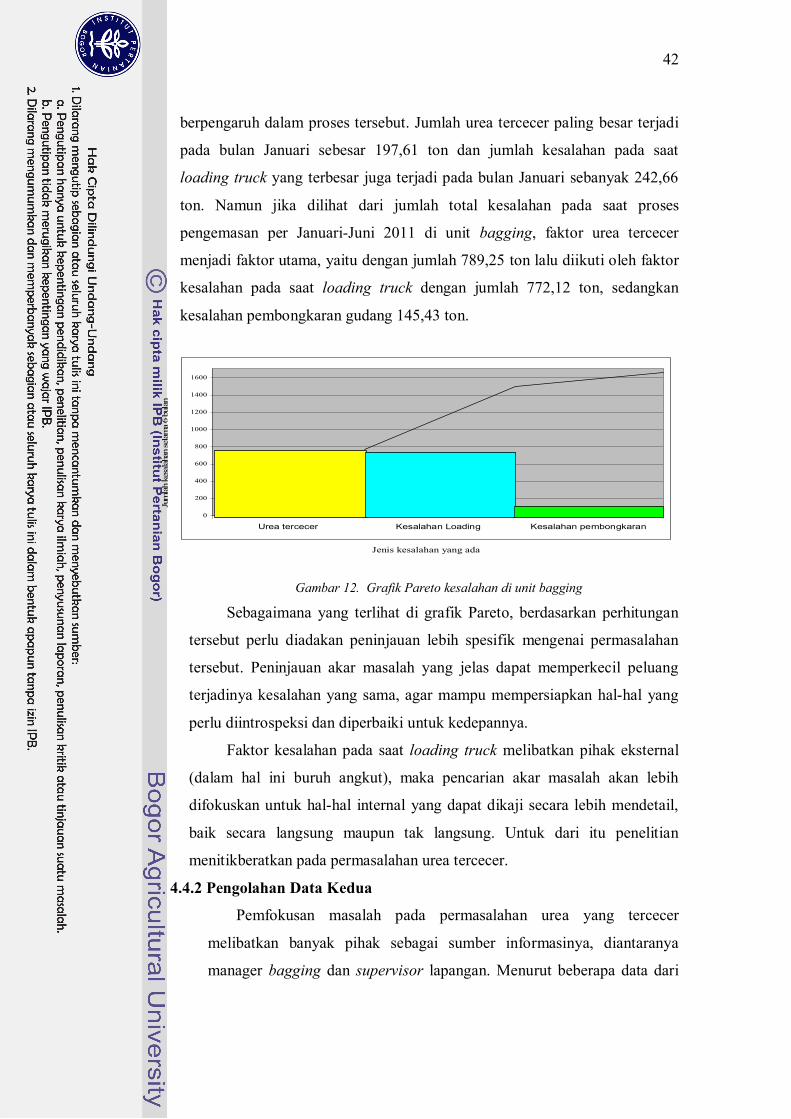
Gambar 12. Grafik Pareto kesalahan di unit bagging
Sebagaimana yang terlihat di grafik Pareto, berdasarkan perhitungan
tersebut perlu diadakan peninjauan lebih spesifik mengenai permasalahan
tersebut. Peninjauan akar masalah yang jelas dapat memperkecil peluang
terjadinya kesalahan yang sama, agar mampu mempersiapkan hal-hal yang
perlu diintrospeksi dan diperbaiki untuk kedepannya.
Faktor kesalahan pada saat loading truck melibatkan pihak eksternal
(dalam hal ini buruh angkut), maka pencarian akar masalah akan lebih
difokuskan untuk hal-hal internal yang dapat dikaji secara lebih mendetail,
baik secara langsung maupun tak langsung. Untuk dari itu penelitian
menitikberatkan pada permasalahan urea tercecer.
4.4.2 Pengolahan Data Kedua
Pemfokusan masalah pada permasalahan urea yang tercecer
melibatkan banyak pihak sebagai sumber informasinya, diantaranya
manager bagging dan supervisor lapangan. Menurut beberapa data dari
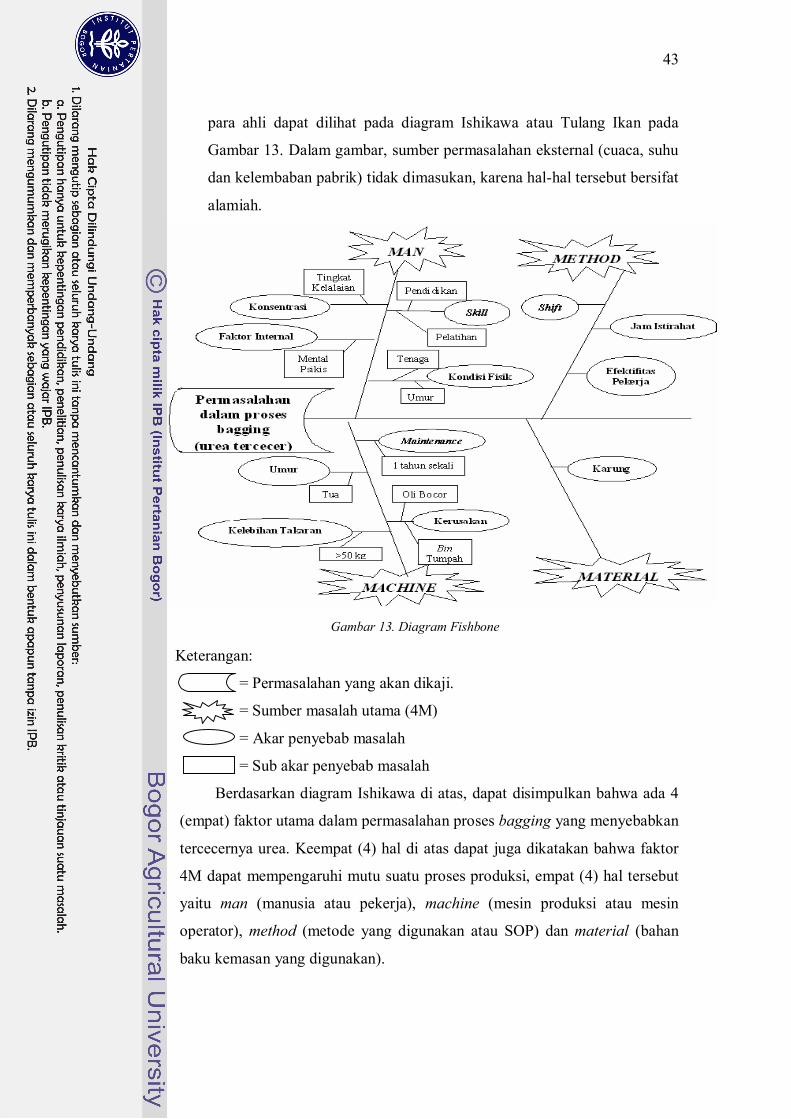
43
para ahli dapat dilihat pada diagram Ishikawa atau Tulang Ikan pada
Gambar 13. Dalam gambar, sumber permasalahan eksternal (cuaca, suhu
dan kelembaban pabrik) tidak dimasukan, karena hal-hal tersebut bersifat
alamiah.
Gambar 13. Diagram Fishbone
Keterangan:
= Permasalahan yang akan dikaji.
= Sumber masalah utama (4M)
= Akar penyebab masalah
= Sub akar penyebab masalah
Berdasarkan diagram Ishikawa di atas, dapat disimpulkan bahwa ada 4
(empat) faktor utama dalam permasalahan proses bagging yang menyebabkan
tercecernya urea. Keempat (4) hal di atas dapat juga dikatakan bahwa faktor
4M dapat mempengaruhi mutu suatu proses produksi, empat (4) hal tersebut
yaitu man (manusia atau pekerja), machine (mesin produksi atau mesin
operator), method (metode yang digunakan atau SOP) dan material (bahan
baku kemasan yang digunakan).
44
1. Man atau manusia yang mempengaruhi proses tersebut melibatkan 4
(empat) atribut, yaitu:
a. Skill
Skill atau kemampuan, baik dasar maupun yang sudah dipelajari
terlebih dahulu melalui pendidikan atau pelatihan, sangat
berpengaruh bagi proses produksi. Pendidikan terakhir pekerja
mempengaruhi pola pikir dan pemahaman situasional yang dihadapi
di tempat kerja. Pelatihan yang tepat bagi calon pekerja maupun
pelatihan tiap beberapa periode tetap harus dilakukan oleh
perusahaan demi menekan kesalahan di bidang pengemasan yang
diakibatkan oleh kurangnya skill pekerja.
b. Konsentrasi
Konsentrasi pekerja di tempat kerja sangat diperlukan, mengingat
proses produksi dilakukan secara terus menerus selama 24 jam
lamanya. Pekerja bagian pengemasan memiliki waktu bekerja 8
(delapan) jam per shift, sehingga hal ini membutuhkan konsentrasi
mengingat faktor kelalaian petugas dapat menyebabkan tidak
efektifnya proses kerja di pabrik.
c. Faktor Internal
Faktor internal dapat mempengaruhi kondisi pekerja itu sendiri.
Masalah keluarga, keuangan dan hal-hal yang bersifat pribadi yang
dapat mempengaruhi kondisi psikis dan kondisi mental pekerja,
sehingga kinerja di lapangan dapat menurun. Untuk itu, perlu adanya
motivator bagi para pekerja yang membutuhkannya.
d. Kondisi Fisik
Kondisi fisik pekerja, meliputi umur, tenaga dan kualitas kesehatan
pekerja itu sendiri. Kondisi inilah yang dapat dilihat secara langsung,
untuk itu para supervisor pabrik pengemasan dituntut lebih jeli
dalam memilih pekerjanya.
2. Machine atau mesin yang digunakan dalam proses pengemasan
dipengaruhi oleh 4 (empat) atribut, yaitu:
45
a. Umur Mesin
Beberapa mesin ada yang dibuat pada tahun 70-an, sehingga umur
mesin sudah tergolong tua atau tidak modern, sehingga efektifitas
kecepatan memproduksi dan efisiensi biaya penjalanan mesin
(semakin tua mesin, maka akan semakin boros bahan bakar). Untuk
itu perlu adanya penggantian atau penambahan mesin baru secara
berkala demi peremajaan sistem produksi pengemasan di pabrik.
b. Maintenance
Maintenance atau pengecekan secara berkala dapat mengurangi
resiko kerusakan mesin, penerapan kebijakan perusahaan dengan
sistem PERTA (perbaikan tahunan) dan kebijakan unit bagging
melakukan rotasi pada mesin dianggap sudah pas dengan
standarisasi perusahaan. Dengan adanya pengecekan sebelum dan
sesudah pemakaian alat, maka usaha pengurangan resiko kerusakan
mesin akan menjadi lebih optimal.
c. Kerusakan
Kerusakan dipengaruhi faktor umur mesin, maka ada beberapa alat
sudah mencapai tahap kerusakan, sebagai contoh di lini 1, lini 1
digunakan untuk pengemasan dengan skala 1 (satu) ton, namun
dikarenakan tingkat kebocoran oli yang tinggi, yang dapat merusak
mutu dan produk pupuknya itu sendiri, maka mesin lini 1 sangat
jarang digunakan. Adanya perbaikan mesin di lini 1 dapat
meningkatkan skala penjualan pupuk urea dengan berat 1 (satu) ton.
Kesalahan bin tumpah diakibatkan kecepatan pengemasan belum
sejalan dengan kecepatan pengiriman urea dari pabrik produksi urea,
untuk mencapai keselarasan, perlu penghitungan dan pembuatan
standar kecepatan pengemasan per karungnya agar tingkat presisi
dapat dijaga.
d. Kelebihan Takaran
Persentase kelebihan takaran banyak terjadi dalam proses
pengemasan, tetapi masih dalam skala kecil dan masih di bawah
ambang batas standarisasi yang diterapkan perusahaan. Perusahaan
46
menerapkan batas toleransi untuk kemasan ukuran 50 kg ± 300 g.
Perusahaan mampu menjaga kekonsistenan takaran di batas
toleransi, sehingga mutu takaran kemasan dapat terjaga. Namun
alangkah lebih baiknya, apabila perusahaan mampu menekan batas
toleransi tersebut, sehingga perusahaan dapat memproduksi urea
lebih efisien.
3. Method atau metode yang mempengaruhi proses tersebut melibatkan 3
(tiga) atribut, yaitu:
a. Shift
Shift yang diberlakukan untuk para pekerja pengemasan langsung
(pekerja dan supervisor) selama 8 (delapan) jam per hari dengan
waktu pengerjaan 24 jam terbilang bagus. Namun penempatan
beberapa karyawan dalam suatu shift perlu diatur, agar lebih efektif,
sebagai contoh penempatan karyawan shift pagi lebih banyak
dibanding shift sore dan malam, dikarenakan jumlah pemroduksian
pada saat pagi hari cendrung lebih banyak jumlahnya.
b. Jam Istirahat
Jam istirahat pekerja perlu diatur secara tepat, demi menghindari
penumpukan jumlah pegawai yang menganggur atau kekurangan
pekerja disaat jam sibuk.
c. Efektivitas Pekerja
Efektivitas pekerja dapat dilihat dari jumlah pekerja yang tersedia di
satu lini, yaitu 4 (empat) orang, dengan rincian 1 (satu) orang
bertugas sebagai bagger, 1 (satu) orang bertugas merapihkan posisi
karung, 1 (satu) orang bertugas di mesin jahit dan 1 orang stand-by
untuk menggantikan yang lainnya. Rotasi diantara keempat (4)
pekerja tersebut harus dipastikan lebih jelas waktunya agar dapat
menurunkan tingkat kejenuhan dan terbaginya waktu istirahat secara
lebih jelas.
4. Materials atau bahan baku yang mempengaruhi proses tersebut melibatkan
1 (satu) atribut, yaitu:
47
Karung
Dalam kasus bahan baku, PT Pupuk Kujang bekerjasama dengan
beberapa penyuplai karung plastik yang digunakan dalam proses
pengemasan, yaitu PT Polyplast (Surabaya), PT Sumongan
(Semarang) dan PT Karper. Penyortiran karung-karung terlebih
dahulu perlu dilakukan sebelum digunakan dalam proses
pengemasan untuk penjagaan mutu karung sebagai kemasan
pelindung pupuk urea.
4.4.3 Pengolahan Data Ketiga
Dari keempat faktor-faktor penyebab kesalahan yang terjadi
dalam proses pengemasan oleh divisi bagging, perusahaan memberi
perhatian lebih dipermasalahan penakaran, karena masalah penakaran
ini dapat memberikan dampak langsung kepada perusahaan. Menurut
pengendalian mutu perusahaan, divisi bagging menyatakan titik
toleransi dalam pengemasan ukuran 50 kg adalah ± 300 g. Jika
melebihi batas toleransi itu, maka perusahaan akan mendapatkan 2
(dua) dampak, yaitu:
1. Jika melewati batas atas toleransi perusahaan, maka perusahaan
merugi, karena perusahaan memproduksi lebih dari harga yang
didapatkan.
2. Jika kurang dari batas bawah toleransi perusahaan, maka akan
banyak konsumen memprotes. Konsumen mendapatkan produk
lebih sedikit dari yang diharapkan.
Dari data yang ada, pihak yang paling mendapatkan dampak
yang signifikan adalah pihak perusahaan, karena perusahaan selalu
memproduksi pupuk kisaran 50 kg ke atas, tidak pernah berada di
bawah garis 50 kg. Hal ini berdampak pada jumlah kelebihan takaran
perkemasan melebihi nilai 50 kg.
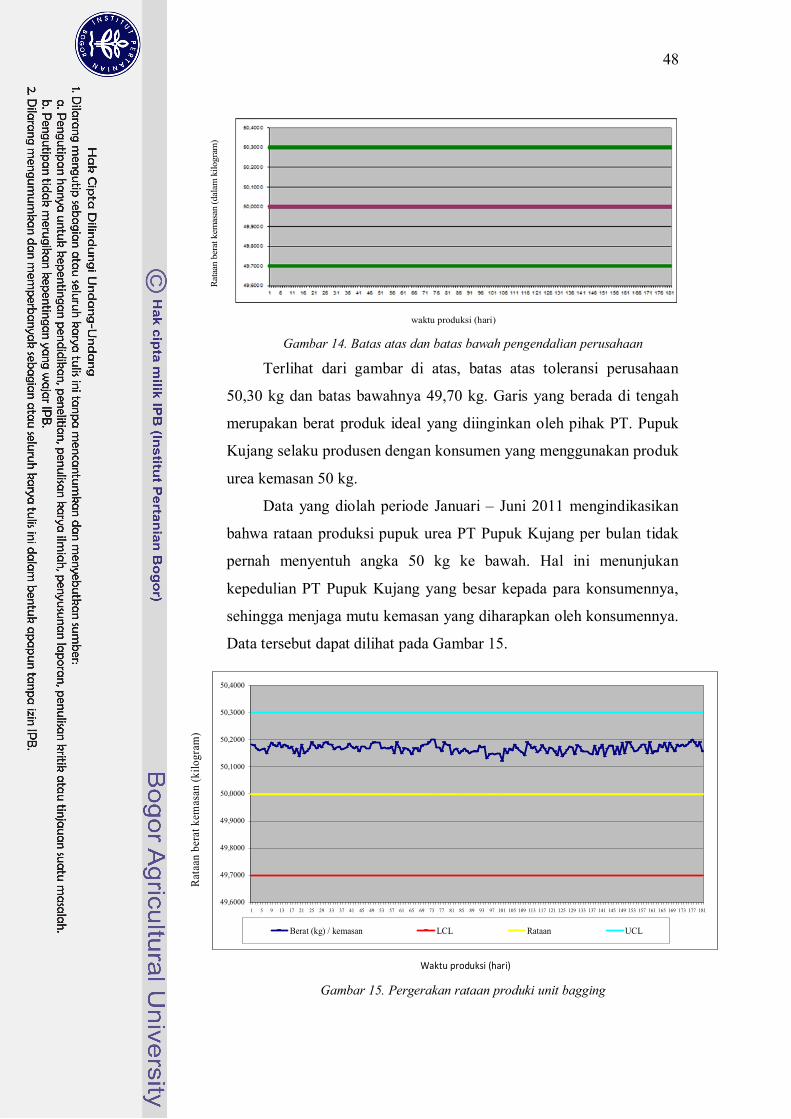
Gambar 14 menunjukkan batas atas dan batas bawah yang
diterapkan oleh quality control perusahaan.
48
Rat
aan
bera
t kem
asan
(dal
am k
ilogr
am)
waktu produksi (hari)
Gambar 14. Batas atas dan batas bawah pengendalian perusahaan
Terlihat dari gambar di atas, batas atas toleransi perusahaan
50,30 kg dan batas bawahnya 49,70 kg. Garis yang berada di tengah
merupakan berat produk ideal yang diinginkan oleh pihak PT. Pupuk
Kujang selaku produsen dengan konsumen yang menggunakan produk
urea kemasan 50 kg.
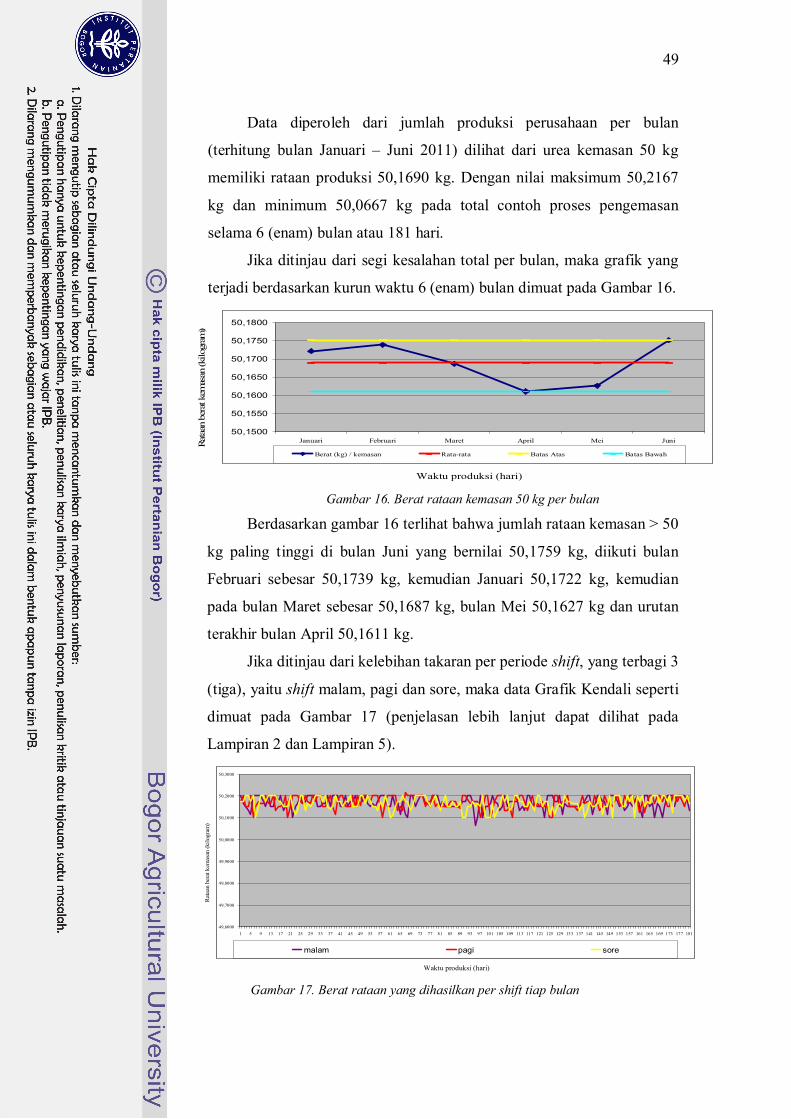
Data yang diolah periode Januari – Juni 2011 mengindikasikan
bahwa rataan produksi pupuk urea PT Pupuk Kujang per bulan tidak
pernah menyentuh angka 50 kg ke bawah. Hal ini menunjukan
kepedulian PT Pupuk Kujang yang besar kepada para konsumennya,
sehingga menjaga mutu kemasan yang diharapkan oleh konsumennya.
Data tersebut dapat dilihat pada Gambar 15.
Rata
an b
erat
kem
asan
(kilo
gram
)
Waktu produksi (hari)
49,6000
49,7000
49,8000
49,9000
50,0000
50,1000
50,2000
50,3000
50,4000
1 5 9 13 17 21 25 29 33 37 41 45 49 53 57 61 65 69 73 77 81 85 89 93 97 101 105 109 113 117 121 125 129 133 137 141 145 149 153 157 161 165 169 173 177 181
Berat (kg) / kemasan LCL Rataan UCL
Gambar 15. Pergerakan rataan produki unit bagging
49
Data diperoleh dari jumlah produksi perusahaan per bulan
(terhitung bulan Januari – Juni 2011) dilihat dari urea kemasan 50 kg
memiliki rataan produksi 50,1690 kg. Dengan nilai maksimum 50,2167
kg dan minimum 50,0667 kg pada total contoh proses pengemasan
selama 6 (enam) bulan atau 181 hari.
Jika ditinjau dari segi kesalahan total per bulan, maka grafik yang
terjadi berdasarkan kurun waktu 6 (enam) bulan dimuat pada Gambar 16.
Rata
an b
erat
kem
asan
(kilo
gram
)
Waktu produksi (hari)
50,1500
50,1550
50,1600
50,1650
50,1700
50,1750
50,1800
Januari Februari Maret April Mei Juni
Berat (kg) / kemasan Rata-rata Batas Atas Batas Bawah
Gambar 16. Berat rataan kemasan 50 kg per bulan
Berdasarkan gambar 16 terlihat bahwa jumlah rataan kemasan > 50
kg paling tinggi di bulan Juni yang bernilai 50,1759 kg, diikuti bulan
Februari sebesar 50,1739 kg, kemudian Januari 50,1722 kg, kemudian
pada bulan Maret sebesar 50,1687 kg, bulan Mei 50,1627 kg dan urutan
terakhir bulan April 50,1611 kg.
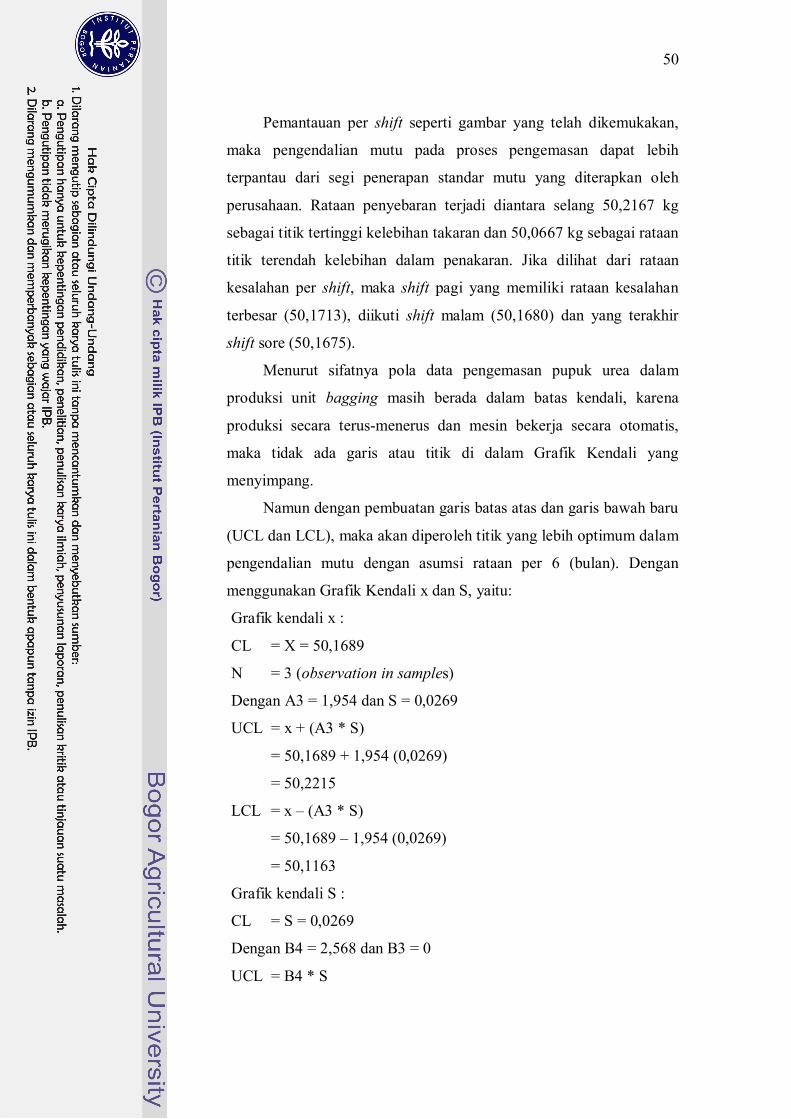
Jika ditinjau dari kelebihan takaran per periode shift, yang terbagi 3
(tiga), yaitu shift malam, pagi dan sore, maka data Grafik Kendali seperti
dimuat pada Gambar 17 (penjelasan lebih lanjut dapat dilihat pada
Lampiran 2 dan Lampiran 5).
Waktu produksi (hari)
Rat
aan
bera
t kem
asan
(kilo
gram
)
49,6000
49,7000
49,8000
49,9000
50,0000
50,1000
50,2000
50,3000
1 5 9 13 17 21 25 29 33 37 41 45 49 53 57 61 65 69 73 77 81 85 89 93 97 101 105 109 113 117 121 125 129 133 137 141 145 149 153 157 161 165 169 173 177 181
malam pagi sore
Gambar 17. Berat rataan yang dihasilkan per shift tiap bulan
50
Pemantauan per shift seperti gambar yang telah dikemukakan,
maka pengendalian mutu pada proses pengemasan dapat lebih
terpantau dari segi penerapan standar mutu yang diterapkan oleh
perusahaan. Rataan penyebaran terjadi diantara selang 50,2167 kg
sebagai titik tertinggi kelebihan takaran dan 50,0667 kg sebagai rataan
titik terendah kelebihan dalam penakaran. Jika dilihat dari rataan
kesalahan per shift, maka shift pagi yang memiliki rataan kesalahan
terbesar (50,1713), diikuti shift malam (50,1680) dan yang terakhir
shift sore (50,1675).
Menurut sifatnya pola data pengemasan pupuk urea dalam
produksi unit bagging masih berada dalam batas kendali, karena
produksi secara terus-menerus dan mesin bekerja secara otomatis,
maka tidak ada garis atau titik di dalam Grafik Kendali yang
menyimpang.
Namun dengan pembuatan garis batas atas dan garis bawah baru
(UCL dan LCL), maka akan diperoleh titik yang lebih optimum dalam
pengendalian mutu dengan asumsi rataan per 6 (bulan). Dengan
menggunakan Grafik Kendali x dan S, yaitu:
Grafik kendali x :
CL = X = 50,1689
N = 3 (observation in samples)
Dengan A3 = 1,954 dan S = 0,0269
UCL = x + (A3 * S)
= 50,1689 + 1,954 (0,0269)
= 50,2215
LCL = x – (A3 * S)
= 50,1689 – 1,954 (0,0269)
= 50,1163
Grafik kendali S :
CL = S = 0,0269
Dengan B4 = 2,568 dan B3 = 0
UCL = B4 * S
51
= 2,568 (0,0269)
= 0,0691
LCL = B3 * S
= 0 (0,0269)
= 0
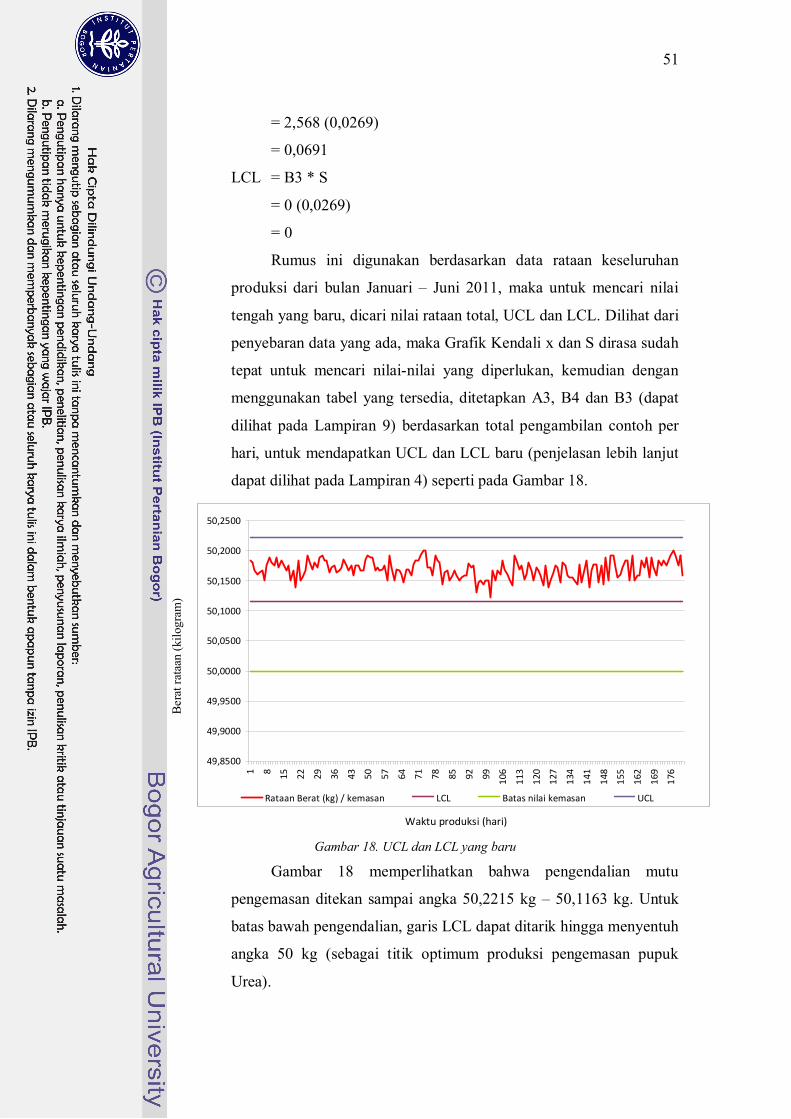
Rumus ini digunakan berdasarkan data rataan keseluruhan
produksi dari bulan Januari – Juni 2011, maka untuk mencari nilai
tengah yang baru, dicari nilai rataan total, UCL dan LCL. Dilihat dari
penyebaran data yang ada, maka Grafik Kendali x dan S dirasa sudah
tepat untuk mencari nilai-nilai yang diperlukan, kemudian dengan
menggunakan tabel yang tersedia, ditetapkan A3, B4 dan B3 (dapat
dilihat pada Lampiran 9) berdasarkan total pengambilan contoh per
hari, untuk mendapatkan UCL dan LCL baru (penjelasan lebih lanjut
dapat dilihat pada Lampiran 4) seperti pada Gambar 18.
Ber
at ra
taan
(kilo
gram
)
Waktu produksi (hari)
49,8500
49,9000
49,9500
50,0000
50,0500
50,1000
50,1500
50,2000
50,2500
1 8 15 22 29 36 43 50 57 64 71 78 85 92 99 106
113
120
127
134
141
148
155
162
169
176
Rataan Berat (kg) / kemasan LCL Batas nilai kemasan UCL
Gambar 18. UCL dan LCL yang baru
Gambar 18 memperlihatkan bahwa pengendalian mutu
pengemasan ditekan sampai angka 50,2215 kg – 50,1163 kg. Untuk
batas bawah pengendalian, garis LCL dapat ditarik hingga menyentuh
angka 50 kg (sebagai titik optimum produksi pengemasan pupuk
Urea).
52
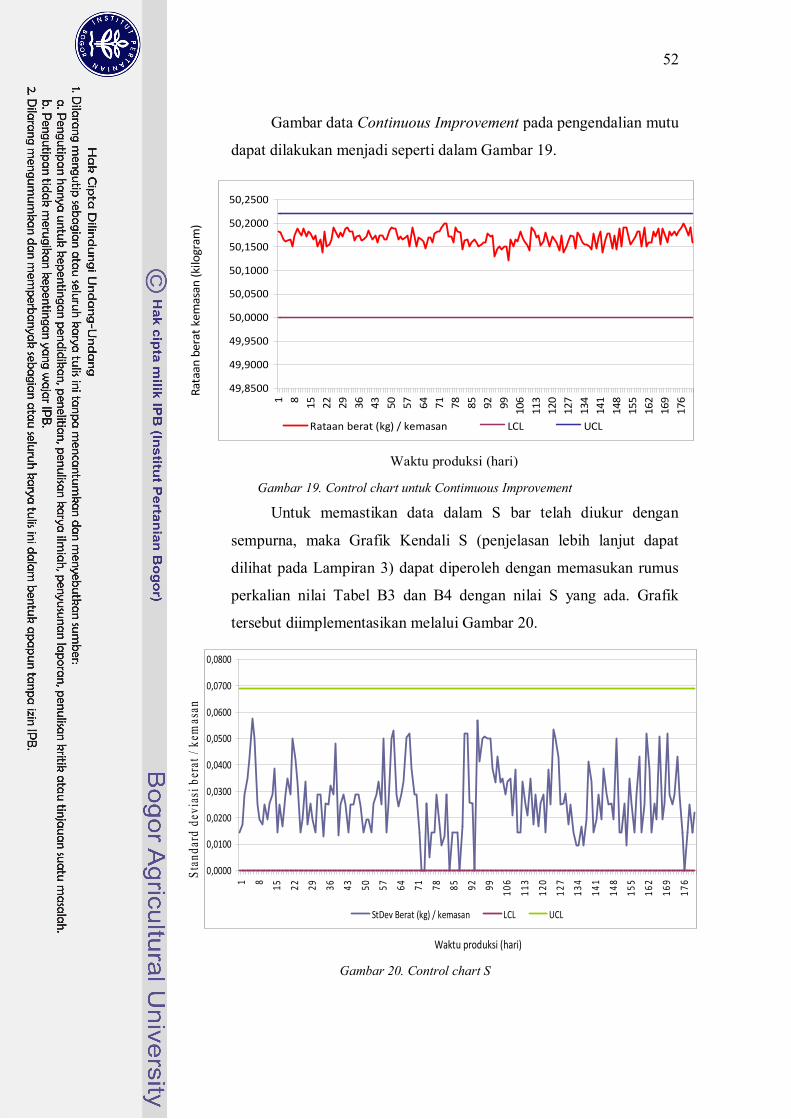
Gambar data Continuous Improvement pada pengendalian mutu
dapat dilakukan menjadi seperti dalam Gambar 19.
Waktu produksi (hari)
Rata
an b
erat
kem
asan
(kilo
gram
)
49,8500
49,9000
49,9500
50,0000
50,0500
50,1000
50,1500
50,2000
50,2500
1 8 15 22 29 36 43 50 57 64 71 78 85 92 99 106
113
120
127
134
141
148
155
162
169
176
Rataan berat (kg) / kemasan LCL UCL
Gambar 19. Control chart untuk Contimuous Improvement
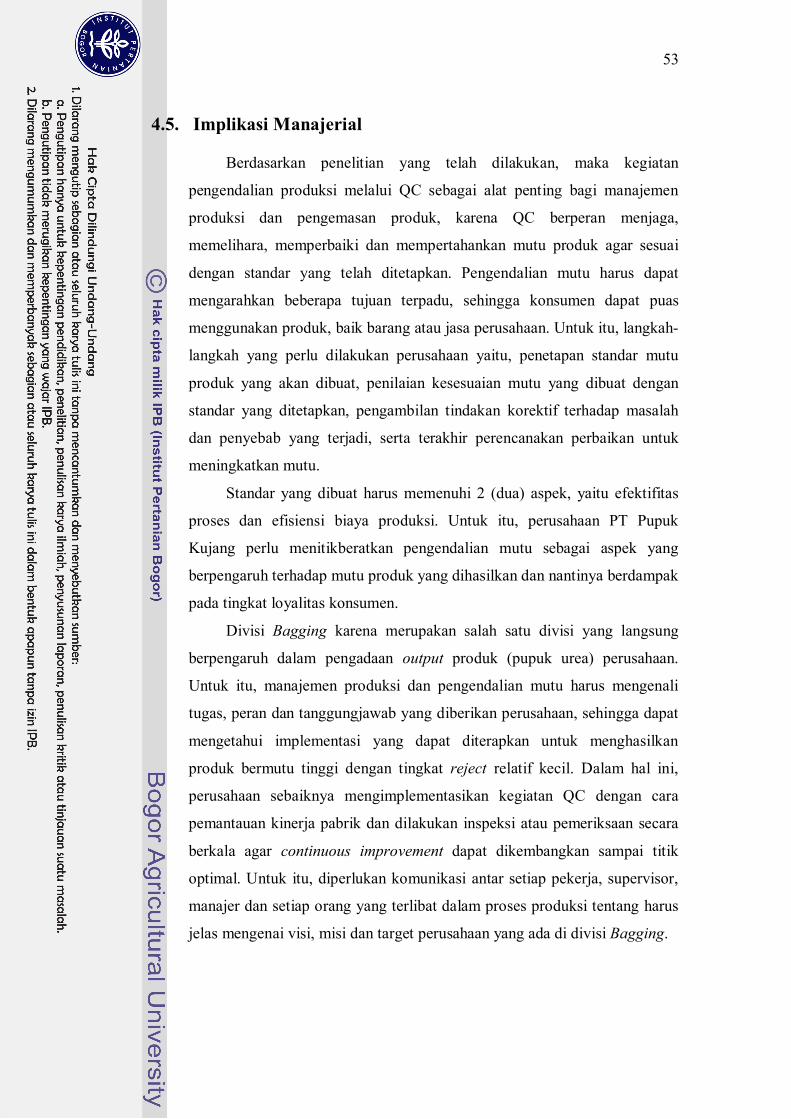
Untuk memastikan data dalam S bar telah diukur dengan
sempurna, maka Grafik Kendali S (penjelasan lebih lanjut dapat
dilihat pada Lampiran 3) dapat diperoleh dengan memasukan rumus
perkalian nilai Tabel B3 dan B4 dengan nilai S yang ada. Grafik
tersebut diimplementasikan melalui Gambar 20.
Stan
dard
dev
iasi
ber
at /
kem
asan
Waktu produksi (hari)
0,0000
0,0100
0,0200
0,0300
0,0400
0,0500
0,0600
0,0700
0,0800
1 8 15 22 29 36 43 50 57 64 71 78 85 92 99 106
113
120
127
134
141
148
155
162
169
176
StDev Berat (kg) / kemasan LCL UCL
Gambar 20. Control chart S
53
4.5. Implikasi Manajerial
Berdasarkan penelitian yang telah dilakukan, maka kegiatan
pengendalian produksi melalui QC sebagai alat penting bagi manajemen
produksi dan pengemasan produk, karena QC berperan menjaga,
memelihara, memperbaiki dan mempertahankan mutu produk agar sesuai
dengan standar yang telah ditetapkan. Pengendalian mutu harus dapat
mengarahkan beberapa tujuan terpadu, sehingga konsumen dapat puas
menggunakan produk, baik barang atau jasa perusahaan. Untuk itu, langkah-
langkah yang perlu dilakukan perusahaan yaitu, penetapan standar mutu
produk yang akan dibuat, penilaian kesesuaian mutu yang dibuat dengan
standar yang ditetapkan, pengambilan tindakan korektif terhadap masalah
dan penyebab yang terjadi, serta terakhir perencanakan perbaikan untuk
meningkatkan mutu.
Standar yang dibuat harus memenuhi 2 (dua) aspek, yaitu efektifitas
proses dan efisiensi biaya produksi. Untuk itu, perusahaan PT Pupuk
Kujang perlu menitikberatkan pengendalian mutu sebagai aspek yang
berpengaruh terhadap mutu produk yang dihasilkan dan nantinya berdampak
pada tingkat loyalitas konsumen.
Divisi Bagging karena merupakan salah satu divisi yang langsung
berpengaruh dalam pengadaan output produk (pupuk urea) perusahaan.
Untuk itu, manajemen produksi dan pengendalian mutu harus mengenali
tugas, peran dan tanggungjawab yang diberikan perusahaan, sehingga dapat
mengetahui implementasi yang dapat diterapkan untuk menghasilkan
produk bermutu tinggi dengan tingkat reject relatif kecil. Dalam hal ini,
perusahaan sebaiknya mengimplementasikan kegiatan QC dengan cara
pemantauan kinerja pabrik dan dilakukan inspeksi atau pemeriksaan secara
berkala agar continuous improvement dapat dikembangkan sampai titik
optimal. Untuk itu, diperlukan komunikasi antar setiap pekerja, supervisor,
manajer dan setiap orang yang terlibat dalam proses produksi tentang harus
jelas mengenai visi, misi dan target perusahaan yang ada di divisi Bagging.





























