Embed Size (px)
Citation preview

SATELLITEJohn Henry Foster
Yo u r k n o w l e d g e w a r e h o u s e f o r t h e c o m p r e s s e d a i r i n d u s t r y
Continuing John Henry Foster’s mission to promote a progressive culture by seeking opportunities for cutting-edge
technology, we are excited to announce the addition of DES-TA-CO / Robohand’s motion technology products and system technology solutions.
Robohand’s G100 Series Pneumatic Grippers offer better gripping performance without added cost.
• Shielded design for dirty environments (no exposed roller bearings)
• Smooth operation with rack and pinion design
• Low profile for constrained application space
• SMC MHZ series finger compatible with extended jaw option
• Starting at under $200
G100 SERIES AT A GLANCE:
• 20 different models
• Four different bore sizes
• Wide range of stroke options (5mm to 50mm)
• Higher grip force, smaller package (56N to 568N)
Since 1980 with the release of its patented series of parallel grippers, the Robohand brand name has come to represent the best in innovation, quality and reliability.
Offering a vast range of products and solutions, Robohand products serve all markets including stainless steel grippers for food and beverage, miniature clean room products for pharmaceuticals, and heavy duty material handling solutions for industrial automotive applications.
Please contact our Fluid Power Department at (651) 452.8452 or via email at [email protected] if you have any questions or would like further information regarding the G100 Series Pneumatic Grippers or any of the DE-STA-CO/Robohand products we carry.
INTRODUCING COST-EFFECTIVE ROBOHAND G100 SERIES PNEUMATIC GRIPPERSBy Mark Augustin- Vice President Fluid Power Sales
SEPTEMBER 2014
John Henry Foster (www.jhfoster.com) is dedicated to serving our clients with the most cutting-edge products available on the market today. With over 75 years of experience, we are one of the Midwest’s leading compressed air systems distributors and service providers and are uniquely qualified to assist our clients from design to build. We provide both capital and pneumatic components consultatively, allowing us to partner with both the supply and demand sides of compressed air systems.
Our team of experts provides customized solutions that impact our clients’ consistency, reliability and profitability, while continuing to demonstrate our knowledge of the latest industry trends and solutions. Headquartered in Eagan, Minn. with a facility in Fargo, N.D., John Henry Foster employs over 90 technical, service and professional staff.
3103 Mike Collins DriveEagan, MN 55121800.582.5162
John Henry Foster
Providing innovative compressed air solutions since 1938
ADDRESS SERVICE REQUESTED
John Henry Foster
page 5
By Rodney Janovec, Strategic Automation Manager
The most important function in the design of a pneumatic system is to
correctly size the pneumatic components. Too often, components are chosen
primarily because of what is readily available at the time. Improperly sourced
components can result in an inefficient system leading to decreased productivity
and increased cycle times, along with increased component and energy costs
associated with compressed air.
FITTINGS AND TUBING SELECTION
Fittings and tubing are often the most overlooked components in the system.
Many times the selection is based on what tubing size is normally used in the
plant. This can lead to a poor performing system by restricting the flow or it
can act as a volume chamber needing to be filled and dumped at every cycle.
The length of the tubing greatly affects its flow capacity and should be taken
into consideration when designing a system. Once you’ve determined the Cv
required for the system, you can easily use the following charts as a general
guideline in selecting the proper fittings and tubing.
In addition to the formulas and charts shown here, there are many user-friendly
on-line calculators available. Bimba and Numatics also offer free mobile apps
that can make these calculations very simple to use.
Optimizing performance, reducing component costs and reduced energy
costs associated with compressed air are all easily achieved if time is taken
to properly size out air components within the early planning stages of your
design.
For more information on general guidelines for
selecting the proper equipment, please see the two
charts on Actuator Selection and Valve Selection
located on our website at http://jhfoster.com/
sizing-pneumatic-components-for-performance-
and-efficiency/ or contact one of our Fluid Power
specialists today at [email protected].
Sizing Pneumatic Components for Performance and Efficiency
In the Pneus!Please join us for one of our events, have
a complimentary lunch and learn how our
pneumatics and fluid power products are
designed to maximize your efficiency and
have a positive impact on your bottom
line. Visit http://jhfoster.com/training-and-
resources/fluid-power-product-display-
luncheons/ to register or to find out more
information.
Sample display and demonstrations:
• Air Cylinders, Air Actuators, Grippers
• Air System Accessories and Valves
• Electric Actuators
• Fittings, Couplers, Hose, Tubing
• Structural Framing Systems
• Gauges and Transmitters
• Modular Filters, Regulators and Lubricators
• Shock Absorbers and Safety lines
• Vacuum Products
UPCOMING PDLS (LUNCH PROVIDED!)
Wednesday, Sept. 10, 2014 - Mason City, Iowa
Thursday, Sept. 11, 2014 - North Mankato, MN
UPCOMING CONFERENCE
Tuesday, Sept. 16-17, 2014 - Robotics Alley Conference,
Minneapolis, MN
Product Display Luncheons and Conferences coming to a location near you in 2014!
Stay connected
Tube Diameter NPT Cv for straight connector Cv for elbow
Push-In Fitting Chart
5/32”5/32”1/4” 1/4”1/4”5/16”5/16”5/16”3/8”3/8”3/8”3/8”1/2”1/2”1/2”
1/8”1/4”1/8”1/4”3/8”1/8”1/4”3/8”1/8”1/4”3/8”1/2”1/4”3/8”1/2”
0.290.290.680.680.681.081.081.91.91.91.91.91.93.23.2
0.240.240.490.540.541.021.271.11.021.61.741.742.332.332.33
Diameter 3 feet 6 feet 10 feet
Nylon tubing Cv Values
5/32”1/4”5/16”3/8”1/2”
0.110.450.871.373.08
0.080.320.620.972.18
0.060.250.480.751.69
Why correctly sizing pneumatic components is important

By Ron Nordby - Vice President, Sales, Service & Marketing
The application of regenerative air dryers in the
compressed air industry has greatly increased due to
the demand for clean, dry compressed air. Not only
in traditional industrial applications, but also in clean
industries such as medical, electronics, food, semiconductor and
packaging.
While the category of regenerative air dryers encompasses a
variety of different types, the primary distinguishing feature that
separates regenerative air dryers is the method of regeneration.
The two basic categories of regeneration processes include
heatless and heat reactivated with multiple heat sources.
This article however, will concentrate only on the Heatless
(Pressure Swing) regenerative air dryer; they are referred to as
heatless due to the fact that they do not utilize any external heat
source in the regeneration process.
ADVANTAGESThe advantages of the Heatless regenerative air dryer include:
• Lower initial cost
• Low maintenance costs
• Very consistent dew points
• Capable of achieving very low dew points (-100 °F pdp)
• Very high reliability due to simplified design
• Capable of handling inlet air temperatures to 120°F (at
reduced capacity)
2. Maximum inlet air temperature
The maximum inlet air temperature is a very critical parameter.
Since the compressed air entering the dryer is normally 100%
saturated, the maximum moisture load that a regenerative air
dryer will see is determined by two factors:
1. Inlet air temperature
2. Maximum inlet air flow
If the temperature of the compressed air entering the dryer
exceeds the design rating of 100°F, the moisture loading
capacity of the dryer will be exceeded at maximum load (and
the dryer performance will be degraded). The extent of the
degradation of performance will depend on what degree the
inlet temperature exceeds 100 °F, compressed air flow rate and
inlet pressure level.
3. Maximum inlet pressure
The design rating for regenerative air dryers is 100 psig. Air
pressure above 100 psig will actually increase the capacity of
the dryer, while pressures below 100 psig will decrease the
capacity.
BASIC OPERATION The heatless regenerative air dryer like all regenerative air
dryers, are a dual tower arrangement. Each tower is filled with
a desiccant material which is used to adsorb moisture from the
compressed air in the on-line tower while regenerating, driving
moisture off the desiccant in the off-line tower. This process is
continuous and when properly applied will provide pressure
dew points (pdp) in the range of -40°F to -100°F. The towers
are switched from an on-line to off-line state based on a fixed
cycle timer which is normally set for 5 minutes or a total 10
minute cycle. The moisture is then expelled from the system to
atmosphere in the form of water vapor.
DESICCANT:
The desiccant used most often in the heatless regenerative air
dryer is activated alumina. It is the desiccant of choice due to
the following reasons:
• Economical
• High affinity for water
• High abrasion resistance
• Good adsorptive capacity (at higher RH)
• High crush strength
• Resistance to degradation by liquid water
In cases where dew points (pdp) of -100°F are required
manufacturers of heatless regenerative air dryers will
usually make the following design changes:
(1) Utilize a split desiccant bed of activated alumina and
molecular sieve, usually an 80/20 ratio. Or
(2) Utilize a bed of activated alumina but reduce the
dryer cycle time from a 10 minute complete cycle to a 5
minute complete cycle.
ADSORPTION PROCESS:
Compressed air leaving the compressor discharge
is 100% saturated at discharge temperatures with
the potential to introduce gallons of water into the
compressed air system. As the compressed air enters
the heatless regenerative air dryer, it is exposed to the
desiccant bed in the on-line tower. The desiccant has a
very high affinity for water and upon contact, the water
vapor from the compressed air condenses (changes
state) and is adsorbed onto the surface and in the
capillaries of the desiccant beads drastically reducing
the moisture content of the compressed air. Latent heat
of condensation is released as water vapor is condensed
during the adsorption process (exothermic reaction) and
will typically raise the temperature of the desiccant bed
10°F - 20°F. The duration of the adsorption phase in the
on-line tower is a fixed time of five minutes, matching
the duration of the regeneration phase on the off-line
tower. Just before tower switchover, the off-line tower will
be pressurized to line pressure and the purge air will be
off. Upon completion of the repressurization of the off-
line tower the towers will be switch to provide continuous
drying.
page 2
John Henry Foster
page 3
Application and Use of Regenerative Air DryersHeatless
DESIGN RATINGSMost manufacturers of regenerative compressed air dryer
rate their dryers based on the inlet conditions which conform
to CAGI Standard ADF 200.
• 100 psig inlet pressure
• 100 °F inlet air temperature
• 100 % relative humidity
SIZING FACTORS: 1. Maximum inlet flow rate
The maximum inlet flow rate needs to be determined. Inlet
flow rates above the design rating will have a detrimental
effect on the performance of the dryer. This performance
degradation is due to the following:
• A reduction in resident (contact) time of the process air
through the desiccant bed
• Increase in pressure drop across the dryer
• Decrease in desiccant life due to fluidization of the
desiccant bed as velocities exceed 60 fpm
• Exceeding the moisture load capacity of the dryer
John Henry FosterJohn Henry Foster
REGENERATION PROCESS:
The regeneration process is instrumental in the release of moisture from
the desiccant in the off-line tower in order to continuously provide dry
compressed air. The regeneration process in a heatless regenerative air
dryer is accomplished by two methods:
1. Dry process air (purge air)
The primary method of regeneration is the utilization of a portion of dry
process air diverted from the on-line tower. This portion of dry process
air, referred to as purge air, is generally set at 15% of the nameplate
capacity of the dryer. Typically the purge air is diverted to a pressure
regulating device, reduced in pressure to between 35 – 55 psig and
expanded to atmospheric pressure through a fixed orifice. On a -40
°F pdp designed system, the expansion of purge air to atmospheric
pressure will result in an actual purge air pressure dew point (pdp) of
approximately -70 °F. The ultra-dry purge air easily draws the liquid
moisture off the desiccant, regenerating the desiccant and expelling the
moisture from the system in the form of a vapor.
2. Latent heat of condensation
The secondary method aiding in the regeneration of the desiccant is the
utilization of the latent heat of condensation. In order to fully regenerate
the desiccant, it is important to maintain the temperature of the purge
air to near inlet temperature. Due to the fact that some cooling of the
purge air takes place during expansion across the orifice to atmospheric
pressure, it is necessary to make use of the latent heat of condensation
generated during the drying (adsorption phase). The latent heat of
condensation will add approximately 10 to 20 °F to the process air
temperature aiding in reducing the cooling effect due to expansion.
DEW POINT DEMAND CONTROL:
The purpose of dew point demand is to match the dryer cycling to
the actual operating demand. Instead of controlling the dryer on a
fixed cycle time (5 minutes), the dryer cycling can be optimized by
only regenerating when the desiccant bed is saturated. This will result
in reducing the amount of purge air consumed and consequently
a reduction in operational costs. When a heatless regenerating
compressed air dryer is operated at a reduced load without dew
point demand control, the purge air required—and consequently, the
operational costs — are not reduced. The two most common methods of
monitoring the dew point and reducing purge air usage
are:
• Dew point monitoring at dryer discharge
• Capacitance probes located in desiccant beds
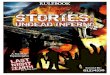
The goal of this article is to provide basic information on the advantages and operation of a heatless regenerative air dryer. Since the limitations of available space dictate the amount of information which can be provided, it is important to work with qualified individuals and companies who can provide the data you will need to make informed decisions. If you would like additional information on regenerative air dryers, contact us at 651.452.8452 or visit www.jhfoster.com.
Ron Nordby, Vice President Sales and MarketingJohn Henry [email protected]
““Compressed air leaving the compressor discharge is 100% saturated at discharge temperatures with the potential to introduce gallons of water into the compressed air system.
page 4
Oil/WaterSeparator
End Use Equipment
After CoolerAir Compressor 1Air Intake
Zero Air Drain
To DrainManifold
“Wet”Control
Receiver
Zero Air Drain
To DrainManifold
“Dry”Demand Receiver
Zero Air Drain
To DrainManifold
Heatless Regenerative
Air DryerZero Air
DrainTo DrainManifold
Coalescing Filter
Air Distribution Pipes to Plant
Pressure Controller
End Use Equipment
DrainManifold
Dust Filter
Particulate Filter
Zero Air Drain
To DrainManifold
Zero Air Drain
To DrainManifold
Optional
Typical Heatless Regenerative Air Dry Installation Diagram

By Ron Nordby - Vice President, Sales, Service & Marketing
The application of regenerative air dryers in the
compressed air industry has greatly increased due to
the demand for clean, dry compressed air. Not only
in traditional industrial applications, but also in clean
industries such as medical, electronics, food, semiconductor and
packaging.
While the category of regenerative air dryers encompasses a
variety of different types, the primary distinguishing feature that
separates regenerative air dryers is the method of regeneration.
The two basic categories of regeneration processes include
heatless and heat reactivated with multiple heat sources.
This article however, will concentrate only on the Heatless
(Pressure Swing) regenerative air dryer; they are referred to as
heatless due to the fact that they do not utilize any external heat
source in the regeneration process.
ADVANTAGESThe advantages of the Heatless regenerative air dryer include:
• Lower initial cost
• Low maintenance costs
• Very consistent dew points
• Capable of achieving very low dew points (-100 °F pdp)
• Very high reliability due to simplified design
• Capable of handling inlet air temperatures to 120°F (at
reduced capacity)
2. Maximum inlet air temperature
The maximum inlet air temperature is a very critical parameter.
Since the compressed air entering the dryer is normally 100%
saturated, the maximum moisture load that a regenerative air
dryer will see is determined by two factors:
1. Inlet air temperature
2. Maximum inlet air flow
If the temperature of the compressed air entering the dryer
exceeds the design rating of 100°F, the moisture loading
capacity of the dryer will be exceeded at maximum load (and
the dryer performance will be degraded). The extent of the
degradation of performance will depend on what degree the
inlet temperature exceeds 100 °F, compressed air flow rate and
inlet pressure level.
3. Maximum inlet pressure
The design rating for regenerative air dryers is 100 psig. Air
pressure above 100 psig will actually increase the capacity of
the dryer, while pressures below 100 psig will decrease the
capacity.
BASIC OPERATION The heatless regenerative air dryer like all regenerative air
dryers, are a dual tower arrangement. Each tower is filled with
a desiccant material which is used to adsorb moisture from the
compressed air in the on-line tower while regenerating, driving
moisture off the desiccant in the off-line tower. This process is
continuous and when properly applied will provide pressure
dew points (pdp) in the range of -40°F to -100°F. The towers
are switched from an on-line to off-line state based on a fixed
cycle timer which is normally set for 5 minutes or a total 10
minute cycle. The moisture is then expelled from the system to
atmosphere in the form of water vapor.
DESICCANT:
The desiccant used most often in the heatless regenerative air
dryer is activated alumina. It is the desiccant of choice due to
the following reasons:
• Economical
• High affinity for water
• High abrasion resistance
• Good adsorptive capacity (at higher RH)
• High crush strength
• Resistance to degradation by liquid water
In cases where dew points (pdp) of -100°F are required
manufacturers of heatless regenerative air dryers will
usually make the following design changes:
(1) Utilize a split desiccant bed of activated alumina and
molecular sieve, usually an 80/20 ratio. Or
(2) Utilize a bed of activated alumina but reduce the
dryer cycle time from a 10 minute complete cycle to a 5
minute complete cycle.
ADSORPTION PROCESS:
Compressed air leaving the compressor discharge
is 100% saturated at discharge temperatures with
the potential to introduce gallons of water into the
compressed air system. As the compressed air enters
the heatless regenerative air dryer, it is exposed to the
desiccant bed in the on-line tower. The desiccant has a
very high affinity for water and upon contact, the water
vapor from the compressed air condenses (changes
state) and is adsorbed onto the surface and in the
capillaries of the desiccant beads drastically reducing
the moisture content of the compressed air. Latent heat
of condensation is released as water vapor is condensed
during the adsorption process (exothermic reaction) and
will typically raise the temperature of the desiccant bed
10°F - 20°F. The duration of the adsorption phase in the
on-line tower is a fixed time of five minutes, matching
the duration of the regeneration phase on the off-line
tower. Just before tower switchover, the off-line tower will
be pressurized to line pressure and the purge air will be
off. Upon completion of the repressurization of the off-
line tower the towers will be switch to provide continuous
drying.
page 2
John Henry Foster
page 3
Application and Use of Regenerative Air DryersHeatless
DESIGN RATINGSMost manufacturers of regenerative compressed air dryer
rate their dryers based on the inlet conditions which conform
to CAGI Standard ADF 200.
• 100 psig inlet pressure
• 100 °F inlet air temperature
• 100 % relative humidity
SIZING FACTORS: 1. Maximum inlet flow rate
The maximum inlet flow rate needs to be determined. Inlet
flow rates above the design rating will have a detrimental
effect on the performance of the dryer. This performance
degradation is due to the following:
• A reduction in resident (contact) time of the process air
through the desiccant bed
• Increase in pressure drop across the dryer
• Decrease in desiccant life due to fluidization of the
desiccant bed as velocities exceed 60 fpm
• Exceeding the moisture load capacity of the dryer
John Henry FosterJohn Henry Foster
REGENERATION PROCESS:
The regeneration process is instrumental in the release of moisture from
the desiccant in the off-line tower in order to continuously provide dry
compressed air. The regeneration process in a heatless regenerative air
dryer is accomplished by two methods:
1. Dry process air (purge air)
The primary method of regeneration is the utilization of a portion of dry
process air diverted from the on-line tower. This portion of dry process
air, referred to as purge air, is generally set at 15% of the nameplate
capacity of the dryer. Typically the purge air is diverted to a pressure
regulating device, reduced in pressure to between 35 – 55 psig and
expanded to atmospheric pressure through a fixed orifice. On a -40
°F pdp designed system, the expansion of purge air to atmospheric
pressure will result in an actual purge air pressure dew point (pdp) of
approximately -70 °F. The ultra-dry purge air easily draws the liquid
moisture off the desiccant, regenerating the desiccant and expelling the
moisture from the system in the form of a vapor.
2. Latent heat of condensation
The secondary method aiding in the regeneration of the desiccant is the
utilization of the latent heat of condensation. In order to fully regenerate
the desiccant, it is important to maintain the temperature of the purge
air to near inlet temperature. Due to the fact that some cooling of the
purge air takes place during expansion across the orifice to atmospheric
pressure, it is necessary to make use of the latent heat of condensation
generated during the drying (adsorption phase). The latent heat of
condensation will add approximately 10 to 20 °F to the process air
temperature aiding in reducing the cooling effect due to expansion.
DEW POINT DEMAND CONTROL:
The purpose of dew point demand is to match the dryer cycling to
the actual operating demand. Instead of controlling the dryer on a
fixed cycle time (5 minutes), the dryer cycling can be optimized by
only regenerating when the desiccant bed is saturated. This will result
in reducing the amount of purge air consumed and consequently
a reduction in operational costs. When a heatless regenerating
compressed air dryer is operated at a reduced load without dew
point demand control, the purge air required—and consequently, the
operational costs — are not reduced. The two most common methods of
monitoring the dew point and reducing purge air usage
are:
• Dew point monitoring at dryer discharge
• Capacitance probes located in desiccant beds
The goal of this article is to provide basic information on the advantages and operation of a heatless regenerative air dryer. Since the limitations of available space dictate the amount of information which can be provided, it is important to work with qualified individuals and companies who can provide the data you will need to make informed decisions. If you would like additional information on regenerative air dryers, contact us at 651.452.8452 or visit www.jhfoster.com.
Ron Nordby, Vice President Sales and MarketingJohn Henry [email protected]
““Compressed air leaving the compressor discharge is 100% saturated at discharge temperatures with the potential to introduce gallons of water into the compressed air system.
page 4
Oil/WaterSeparator
End Use Equipment
After CoolerAir Compressor 1Air Intake
Zero Air Drain
To DrainManifold
“Wet”Control
Receiver
Zero Air Drain
To DrainManifold
“Dry”Demand Receiver
Zero Air Drain
To DrainManifold
Heatless Regenerative
Air DryerZero Air
DrainTo DrainManifold
Coalescing Filter
Air Distribution Pipes to Plant
Pressure Controller
End Use Equipment
DrainManifold
Dust Filter
Particulate Filter
Zero Air Drain
To DrainManifold
Zero Air Drain
To DrainManifold
Optional
Typical Heatless Regenerative Air Dry Installation Diagram

By Ron Nordby - Vice President, Sales, Service & Marketing
The application of regenerative air dryers in the
compressed air industry has greatly increased due to
the demand for clean, dry compressed air. Not only
in traditional industrial applications, but also in clean
industries such as medical, electronics, food, semiconductor and
packaging.
While the category of regenerative air dryers encompasses a
variety of different types, the primary distinguishing feature that
separates regenerative air dryers is the method of regeneration.
The two basic categories of regeneration processes include
heatless and heat reactivated with multiple heat sources.
This article however, will concentrate only on the Heatless
(Pressure Swing) regenerative air dryer; they are referred to as
heatless due to the fact that they do not utilize any external heat
source in the regeneration process.
ADVANTAGESThe advantages of the Heatless regenerative air dryer include:
• Lower initial cost
• Low maintenance costs
• Very consistent dew points
• Capable of achieving very low dew points (-100 °F pdp)
• Very high reliability due to simplified design
• Capable of handling inlet air temperatures to 120°F (at
reduced capacity)
2. Maximum inlet air temperature
The maximum inlet air temperature is a very critical parameter.
Since the compressed air entering the dryer is normally 100%
saturated, the maximum moisture load that a regenerative air
dryer will see is determined by two factors:
1. Inlet air temperature
2. Maximum inlet air flow
If the temperature of the compressed air entering the dryer
exceeds the design rating of 100°F, the moisture loading
capacity of the dryer will be exceeded at maximum load (and
the dryer performance will be degraded). The extent of the
degradation of performance will depend on what degree the
inlet temperature exceeds 100 °F, compressed air flow rate and
inlet pressure level.
3. Maximum inlet pressure
The design rating for regenerative air dryers is 100 psig. Air
pressure above 100 psig will actually increase the capacity of
the dryer, while pressures below 100 psig will decrease the
capacity.
BASIC OPERATION The heatless regenerative air dryer like all regenerative air
dryers, are a dual tower arrangement. Each tower is filled with
a desiccant material which is used to adsorb moisture from the
compressed air in the on-line tower while regenerating, driving
moisture off the desiccant in the off-line tower. This process is
continuous and when properly applied will provide pressure
dew points (pdp) in the range of -40°F to -100°F. The towers
are switched from an on-line to off-line state based on a fixed
cycle timer which is normally set for 5 minutes or a total 10
minute cycle. The moisture is then expelled from the system to
atmosphere in the form of water vapor.
DESICCANT:
The desiccant used most often in the heatless regenerative air
dryer is activated alumina. It is the desiccant of choice due to
the following reasons:
• Economical
• High affinity for water
• High abrasion resistance
• Good adsorptive capacity (at higher RH)
• High crush strength
• Resistance to degradation by liquid water
In cases where dew points (pdp) of -100°F are required
manufacturers of heatless regenerative air dryers will
usually make the following design changes:
(1) Utilize a split desiccant bed of activated alumina and
molecular sieve, usually an 80/20 ratio. Or
(2) Utilize a bed of activated alumina but reduce the
dryer cycle time from a 10 minute complete cycle to a 5
minute complete cycle.
ADSORPTION PROCESS:
Compressed air leaving the compressor discharge
is 100% saturated at discharge temperatures with
the potential to introduce gallons of water into the
compressed air system. As the compressed air enters
the heatless regenerative air dryer, it is exposed to the
desiccant bed in the on-line tower. The desiccant has a
very high affinity for water and upon contact, the water
vapor from the compressed air condenses (changes
state) and is adsorbed onto the surface and in the
capillaries of the desiccant beads drastically reducing
the moisture content of the compressed air. Latent heat
of condensation is released as water vapor is condensed
during the adsorption process (exothermic reaction) and
will typically raise the temperature of the desiccant bed
10°F - 20°F. The duration of the adsorption phase in the
on-line tower is a fixed time of five minutes, matching
the duration of the regeneration phase on the off-line
tower. Just before tower switchover, the off-line tower will
be pressurized to line pressure and the purge air will be
off. Upon completion of the repressurization of the off-
line tower the towers will be switch to provide continuous
drying.
page 2
John Henry Foster
page 3
Application and Use of Regenerative Air DryersHeatless
DESIGN RATINGSMost manufacturers of regenerative compressed air dryer
rate their dryers based on the inlet conditions which conform
to CAGI Standard ADF 200.
• 100 psig inlet pressure
• 100 °F inlet air temperature
• 100 % relative humidity
SIZING FACTORS: 1. Maximum inlet flow rate
The maximum inlet flow rate needs to be determined. Inlet
flow rates above the design rating will have a detrimental
effect on the performance of the dryer. This performance
degradation is due to the following:
• A reduction in resident (contact) time of the process air
through the desiccant bed
• Increase in pressure drop across the dryer
• Decrease in desiccant life due to fluidization of the
desiccant bed as velocities exceed 60 fpm
• Exceeding the moisture load capacity of the dryer
John Henry FosterJohn Henry Foster
REGENERATION PROCESS:
The regeneration process is instrumental in the release of moisture from
the desiccant in the off-line tower in order to continuously provide dry
compressed air. The regeneration process in a heatless regenerative air
dryer is accomplished by two methods:
1. Dry process air (purge air)
The primary method of regeneration is the utilization of a portion of dry
process air diverted from the on-line tower. This portion of dry process
air, referred to as purge air, is generally set at 15% of the nameplate
capacity of the dryer. Typically the purge air is diverted to a pressure
regulating device, reduced in pressure to between 35 – 55 psig and
expanded to atmospheric pressure through a fixed orifice. On a -40
°F pdp designed system, the expansion of purge air to atmospheric
pressure will result in an actual purge air pressure dew point (pdp) of
approximately -70 °F. The ultra-dry purge air easily draws the liquid
moisture off the desiccant, regenerating the desiccant and expelling the
moisture from the system in the form of a vapor.
2. Latent heat of condensation
The secondary method aiding in the regeneration of the desiccant is the
utilization of the latent heat of condensation. In order to fully regenerate
the desiccant, it is important to maintain the temperature of the purge
air to near inlet temperature. Due to the fact that some cooling of the
purge air takes place during expansion across the orifice to atmospheric
pressure, it is necessary to make use of the latent heat of condensation
generated during the drying (adsorption phase). The latent heat of
condensation will add approximately 10 to 20 °F to the process air
temperature aiding in reducing the cooling effect due to expansion.
DEW POINT DEMAND CONTROL:
The purpose of dew point demand is to match the dryer cycling to
the actual operating demand. Instead of controlling the dryer on a
fixed cycle time (5 minutes), the dryer cycling can be optimized by
only regenerating when the desiccant bed is saturated. This will result
in reducing the amount of purge air consumed and consequently
a reduction in operational costs. When a heatless regenerating
compressed air dryer is operated at a reduced load without dew
point demand control, the purge air required—and consequently, the
operational costs — are not reduced. The two most common methods of
monitoring the dew point and reducing purge air usage
are:
• Dew point monitoring at dryer discharge
• Capacitance probes located in desiccant beds
The goal of this article is to provide basic information on the advantages and operation of a heatless regenerative air dryer. Since the limitations of available space dictate the amount of information which can be provided, it is important to work with qualified individuals and companies who can provide the data you will need to make informed decisions. If you would like additional information on regenerative air dryers, contact us at 651.452.8452 or visit www.jhfoster.com.
Ron Nordby, Vice President Sales and MarketingJohn Henry [email protected]
““Compressed air leaving the compressor discharge is 100% saturated at discharge temperatures with the potential to introduce gallons of water into the compressed air system.
page 4
Oil/WaterSeparator
End Use Equipment
After CoolerAir Compressor 1Air Intake
Zero Air Drain
To DrainManifold
“Wet”Control
Receiver
Zero Air Drain
To DrainManifold
“Dry”Demand Receiver
Zero Air Drain
To DrainManifold
Heatless Regenerative
Air DryerZero Air
DrainTo DrainManifold
Coalescing Filter
Air Distribution Pipes to Plant
Pressure Controller
End Use Equipment
DrainManifold
Dust Filter
Particulate Filter
Zero Air Drain
To DrainManifold
Zero Air Drain
To DrainManifold
Optional
Typical Heatless Regenerative Air Dry Installation Diagram

SATELLITEJohn Henry Foster
Yo u r k n o w l e d g e w a r e h o u s e f o r t h e c o m p r e s s e d a i r i n d u s t r y
Continuing John Henry Foster’s mission to promote a progressive culture by seeking opportunities for cutting-edge
technology, we are excited to announce the addition of DES-TA-CO / Robohand’s motion technology products and system technology solutions.
Robohand’s G100 Series Pneumatic Grippers offer better gripping performance without added cost.
• Shielded design for dirty environments (no exposed roller bearings)
• Smooth operation with rack and pinion design
• Low profile for constrained application space
• SMC MHZ series finger compatible with extended jaw option
• Starting at under $200
G100 SERIES AT A GLANCE:
• 20 different models
• Four different bore sizes
• Wide range of stroke options (5mm to 50mm)
• Higher grip force, smaller package (56N to 568N)
Since 1980 with the release of its patented series of parallel grippers, the Robohand brand name has come to represent the best in innovation, quality and reliability.
Offering a vast range of products and solutions, Robohand products serve all markets including stainless steel grippers for food and beverage, miniature clean room products for pharmaceuticals, and heavy duty material handling solutions for industrial automotive applications.
Please contact our Fluid Power Department at (651) 452.8452 or via email at [email protected] if you have any questions or would like further information regarding the G100 Series Pneumatic Grippers or any of the DE-STA-CO/Robohand products we carry.
INTRODUCING COST-EFFECTIVE ROBOHAND G100 SERIES PNEUMATIC GRIPPERSBy Mark Augustin- Vice President Fluid Power Sales
SEPTEMBER 2014
John Henry Foster (www.jhfoster.com) is dedicated to serving our clients with the most cutting-edge products available on the market today. With over 75 years of experience, we are one of the Midwest’s leading compressed air systems distributors and service providers and are uniquely qualified to assist our clients from design to build. We provide both capital and pneumatic components consultatively, allowing us to partner with both the supply and demand sides of compressed air systems.
Our team of experts provides customized solutions that impact our clients’ consistency, reliability and profitability, while continuing to demonstrate our knowledge of the latest industry trends and solutions. Headquartered in Eagan, Minn. with a facility in Fargo, N.D., John Henry Foster employs over 90 technical, service and professional staff.
3103 Mike Collins DriveEagan, MN 55121800.582.5162
John Henry Foster
Providing innovative compressed air solutions since 1938
ADDRESS SERVICE REQUESTED
John Henry Foster
page 5
By Rodney Janovec, Strategic Automation Manager
The most important function in the design of a pneumatic system is to
correctly size the pneumatic components. Too often, components are chosen
primarily because of what is readily available at the time. Improperly sourced
components can result in an inefficient system leading to decreased productivity
and increased cycle times, along with increased component and energy costs
associated with compressed air.
FITTINGS AND TUBING SELECTION
Fittings and tubing are often the most overlooked components in the system.
Many times the selection is based on what tubing size is normally used in the
plant. This can lead to a poor performing system by restricting the flow or it
can act as a volume chamber needing to be filled and dumped at every cycle.
The length of the tubing greatly affects its flow capacity and should be taken
into consideration when designing a system. Once you’ve determined the Cv
required for the system, you can easily use the following charts as a general
guideline in selecting the proper fittings and tubing.
In addition to the formulas and charts shown here, there are many user-friendly
on-line calculators available. Bimba and Numatics also offer free mobile apps
that can make these calculations very simple to use.
Optimizing performance, reducing component costs and reduced energy
costs associated with compressed air are all easily achieved if time is taken
to properly size out air components within the early planning stages of your
design.
For more information on general guidelines for
selecting the proper equipment, please see the two
charts on Actuator Selection and Valve Selection
located on our website at http://jhfoster.com/
sizing-pneumatic-components-for-performance-
and-efficiency/ or contact one of our Fluid Power
specialists today at [email protected].
Sizing Pneumatic Components for Performance and Efficiency
In the Pneus!Please join us for one of our events, have
a complimentary lunch and learn how our
pneumatics and fluid power products are
designed to maximize your efficiency and
have a positive impact on your bottom
line. Visit http://jhfoster.com/training-and-
resources/fluid-power-product-display-
luncheons/ to register or to find out more
information.
Sample display and demonstrations:
• Air Cylinders, Air Actuators, Grippers
• Air System Accessories and Valves
• Electric Actuators
• Fittings, Couplers, Hose, Tubing
• Structural Framing Systems
• Gauges and Transmitters
• Modular Filters, Regulators and Lubricators
• Shock Absorbers and Safety lines
• Vacuum Products
UPCOMING PDLS (LUNCH PROVIDED!)
Wednesday, Sept. 10, 2014 - Mason City, Iowa
Thursday, Sept. 11, 2014 - North Mankato, MN
UPCOMING CONFERENCE
Tuesday, Sept. 16-17, 2014 - Robotics Alley Conference,
Minneapolis, MN
Product Display Luncheons and Conferences coming to a location near you in 2014!
Stay connected
Tube Diameter NPT Cv for straight connector Cv for elbow
Push-In Fitting Chart
5/32”5/32”1/4” 1/4”1/4”5/16”5/16”5/16”3/8”3/8”3/8”3/8”1/2”1/2”1/2”
1/8”1/4”1/8”1/4”3/8”1/8”1/4”3/8”1/8”1/4”3/8”1/2”1/4”3/8”1/2”
0.290.290.680.680.681.081.081.91.91.91.91.91.93.23.2
0.240.240.490.540.541.021.271.11.021.61.741.742.332.332.33
Diameter 3 feet 6 feet 10 feet
Nylon tubing Cv Values
5/32”1/4”5/16”3/8”1/2”
0.110.450.871.373.08
0.080.320.620.972.18
0.060.250.480.751.69
Why correctly sizing pneumatic components is important

SATELLITEJohn Henry Foster
Yo u r k n o w l e d g e w a r e h o u s e f o r t h e c o m p r e s s e d a i r i n d u s t r y
Continuing John Henry Foster’s mission to promote a progressive culture by seeking opportunities for cutting-edge
technology, we are excited to announce the addition of DES-TA-CO / Robohand’s motion technology products and system technology solutions.
Robohand’s G100 Series Pneumatic Grippers offer better gripping performance without added cost.
• Shielded design for dirty environments (no exposed roller bearings)
• Smooth operation with rack and pinion design
• Low profile for constrained application space
• SMC MHZ series finger compatible with extended jaw option
• Starting at under $200
G100 SERIES AT A GLANCE:
• 20 different models
• Four different bore sizes
• Wide range of stroke options (5mm to 50mm)
• Higher grip force, smaller package (56N to 568N)
Since 1980 with the release of its patented series of parallel grippers, the Robohand brand name has come to represent the best in innovation, quality and reliability.
Offering a vast range of products and solutions, Robohand products serve all markets including stainless steel grippers for food and beverage, miniature clean room products for pharmaceuticals, and heavy duty material handling solutions for industrial automotive applications.
Please contact our Fluid Power Department at (651) 452.8452 or via email at [email protected] if you have any questions or would like further information regarding the G100 Series Pneumatic Grippers or any of the DE-STA-CO/Robohand products we carry.
INTRODUCING COST-EFFECTIVE ROBOHAND G100 SERIES PNEUMATIC GRIPPERSBy Mark Augustin- Vice President Fluid Power Sales
SEPTEMBER 2014
John Henry Foster (www.jhfoster.com) is dedicated to serving our clients with the most cutting-edge products available on the market today. With over 75 years of experience, we are one of the Midwest’s leading compressed air systems distributors and service providers and are uniquely qualified to assist our clients from design to build. We provide both capital and pneumatic components consultatively, allowing us to partner with both the supply and demand sides of compressed air systems.
Our team of experts provides customized solutions that impact our clients’ consistency, reliability and profitability, while continuing to demonstrate our knowledge of the latest industry trends and solutions. Headquartered in Eagan, Minn. with a facility in Fargo, N.D., John Henry Foster employs over 90 technical, service and professional staff.
3103 Mike Collins DriveEagan, MN 55121800.582.5162
John Henry Foster
Providing innovative compressed air solutions since 1938
ADDRESS SERVICE REQUESTED
John Henry Foster
page 5
By Rodney Janovec, Strategic Automation Manager
The most important function in the design of a pneumatic system is to
correctly size the pneumatic components. Too often, components are chosen
primarily because of what is readily available at the time. Improperly sourced
components can result in an inefficient system leading to decreased productivity
and increased cycle times, along with increased component and energy costs
associated with compressed air.
FITTINGS AND TUBING SELECTION
Fittings and tubing are often the most overlooked components in the system.
Many times the selection is based on what tubing size is normally used in the
plant. This can lead to a poor performing system by restricting the flow or it
can act as a volume chamber needing to be filled and dumped at every cycle.
The length of the tubing greatly affects its flow capacity and should be taken
into consideration when designing a system. Once you’ve determined the Cv
required for the system, you can easily use the following charts as a general
guideline in selecting the proper fittings and tubing.
In addition to the formulas and charts shown here, there are many user-friendly
on-line calculators available. Bimba and Numatics also offer free mobile apps
that can make these calculations very simple to use.
Optimizing performance, reducing component costs and reduced energy
costs associated with compressed air are all easily achieved if time is taken
to properly size out air components within the early planning stages of your
design.
For more information on general guidelines for
selecting the proper equipment, please see the two
charts on Actuator Selection and Valve Selection
located on our website at http://jhfoster.com/
sizing-pneumatic-components-for-performance-
and-efficiency/ or contact one of our Fluid Power
specialists today at [email protected].
Sizing Pneumatic Components for Performance and Efficiency
In the Pneus!Please join us for one of our events, have
a complimentary lunch and learn how our
pneumatics and fluid power products are
designed to maximize your efficiency and
have a positive impact on your bottom
line. Visit http://jhfoster.com/training-and-
resources/fluid-power-product-display-
luncheons/ to register or to find out more
information.
Sample display and demonstrations:
• Air Cylinders, Air Actuators, Grippers
• Air System Accessories and Valves
• Electric Actuators
• Fittings, Couplers, Hose, Tubing
• Structural Framing Systems
• Gauges and Transmitters
• Modular Filters, Regulators and Lubricators
• Shock Absorbers and Safety lines
• Vacuum Products
UPCOMING PDLS (LUNCH PROVIDED!)
Wednesday, Sept. 10, 2014 - Mason City, Iowa
Thursday, Sept. 11, 2014 - North Mankato, MN
UPCOMING CONFERENCE
Tuesday, Sept. 16-17, 2014 - Robotics Alley Conference,
Minneapolis, MN
Product Display Luncheons and Conferences coming to a location near you in 2014!
Stay connected
Tube Diameter NPT Cv for straight connector Cv for elbow
Push-In Fitting Chart
5/32”5/32”1/4” 1/4”1/4”5/16”5/16”5/16”3/8”3/8”3/8”3/8”1/2”1/2”1/2”
1/8”1/4”1/8”1/4”3/8”1/8”1/4”3/8”1/8”1/4”3/8”1/2”1/4”3/8”1/2”
0.290.290.680.680.681.081.081.91.91.91.91.91.93.23.2
0.240.240.490.540.541.021.271.11.021.61.741.742.332.332.33
Diameter 3 feet 6 feet 10 feet
Nylon tubing Cv Values
5/32”1/4”5/16”3/8”1/2”
0.110.450.871.373.08
0.080.320.620.972.18
0.060.250.480.751.69
Why correctly sizing pneumatic components is important