Embed Size (px)
Citation preview

Materials Science Research International, Vo1.5, No.3 pp. 143-150 (1999)
Review paper
KNITTED CARBON FIBER REINFORCED THERMOPLASTICS
Structure-Properties Relations
Jorg MAYER, Joop DE HAAN, Roland REBER and Erich WINTERMANTEL
Biocompatible Materials Science and Engineering, Department of Materials Swiss Federal Institute of Technology Zurich, Wagistrasse 23, 8952 Schlieren, Switzerland
Abstra: The paper provides an overview over a 4 years research work embedded in the framework of a BRITE-EURAM Project. In this study, PEEK and PA12 as matrix systems intermingled with the carbon fiber yas, either continuous or staple spun yas, were investigated. Structure-properties relations of knitted fabric reinforced com-posites were elucidated varying systematically, fiber content, number of knit layers, ya and matrix properties. Th 3-dimensional fiber orientation in the composite was assessed by reconstruction of the bundle geometry from stacked cross sections. Static tensile and bending properties were determined at various angles between wale and course direc-tion indicating a strong correlation between these properties and the respective knit orientation. Fatigue tests revealed a considerable influence of the ya properties indicating a higher fatigue resistance for staple yas than for continu-ous yas. Fracture mechanical as well as impact failure studies supported the importance of the fiber bundle for the understanding of the properties of the composite and they proved the insensitivity of these materials against delamina-tion and notch effects.
Key words: Textile composites, Mechanical properties, Testing and characterization
1. INTRODUCTION
Composites using textile 2D- or 3D-fabrics as rein-forcements are called textile composites. 2D fabrics, e.g. weaves, braids and knits, are defined as flat textile fabrics with most of the fibers oriented in the plane of the fabric. However, in these textile structures, the yarns have an out-of plane orientation due to intermeshing of the fibers. The waviness caused by intermeshing improves the out-of-plane properties. The largest out-of-plane orientation is observed in knitted fabrics where the curvature is local-ised in the intermeshing region, thus causing an interlock-ing effect between adjacent layers which will be discussed in the scope of the experimental results.
3D textile fabrics are defined as fully integrated struc-tures, having multi-axial in-plane and out-of-plane fiber orientations [1-4]. The additional through-the-thickness reinforcement of fully integrated 3D textile fabrics makes the resulting composites strongly resistant to delamina-tion [1]. Energy released in mode I interlaminar fracture of 3D orthogonal interlock fabrics showed 10 times higher values than that of 2D laminates [5]. However, the textile manufacturing process for 3D integrated fabrics is complex and therefore expensive. Stitching can be applied to reduce the interlaminar delamination sensitiv-ity of 2D textile composites [6, 7], however being limited regarding the selection of stitching yarns and inducing fiber damage by the stitching process which reduces the composite in-plane properties [5].
An attractive alternative to 3D and stitched textile com-posites is found in knitted fabric reinforced composites (KFRCs). Although early reports on knitted composites were published already in 1961 [8], only a small number of researchers have dealt with the material so far.
This paper is focussed on the most basic knit structures,
i.e. plain weft-knitted fabrics. Weft-knitted fabrics are
manufactured on flat bed or circular knitting machines.
The fabrics used in this work were produced on a circular
knitting machine, using the contrary technique [9]. This
technique applies very low stress on the fiber yarns, thus
reducing fiber damage significantly and allowing a broad
variety of yarns e.g. commingled/intermingled yarns, FIT
(fiber impregnated thermoplastic) yarns and staple yarns.
Generally, knitting allows a large number of parame-
ters to be varied, e.g. loop geometry, loop length, tow size
and prestretch ratio. This versatility also applies to the
composites made of knitted fabrics. De Haan [10] showed
that the elastic properties of knitted fabric reinforced
composites can be varied by changing the elastic proper-
ties of the matrix. Versatility of warp knitted composites
attributed to the fiber architecture was investigated by
Huysmans [1 1]. Several glass fiber reinforced warp knit-
ted structures were compared addressing an anisotropy
factor to the principal properties. Polar plots of modulus
and strength showed properties varying from barely to
highly anisotropic. Related to the architecture was the
compressibility of the fabric, due to which variations in
fiber volume fraction from 33 to 43% occurred. Gommers
[12] did similar investigations, varying the lay-up from 1
to 3 layers.
In previous studies on the off axis behavior of plain
weft knitted carbon fiber reinforced thermoplastics [13,
14] a continuous decrease of tensile modulus and strength
was found when changing the off-axis angle from wale to
course direction. Wale or 0•K adresses the direction of the
loop, whereas course is the perpendicular direction. By
stretching in wale direction, the ratio of wale to course
properties, e.g. the anisotropy as defined by Huysmans
Received June 22, 1999
Accepted August 9, 1999143

Jorg MAYER, Joop DE HAAN, Roland REBER and Erich WINTERMANTEL
[11] increased. By stretching in course direction, the
anisotropy decreased. For biaxial stretching the off-axis
behavior tended towards woven textile composites, i.e.
minimum properties were found at an angle of 45•K.
In the study from Ruan and Chou [15], investigation of
the influence of fiber volume fraction was coupled with
the loop size. For double layer specimen of plain weft
knitted glass fiber reinforced epoxy, increase of the loop
size (a machine parameter) resulted in a decrease of the
fiber volume fraction from 23 to 17%. The properties of
these plain weft knitted composites were compared with a
rib stitch yarn architecture.
Ramakrishna and Hull [16, 17] investigated the behav-
ior of carbon fiber reinforced epoxy as a function of the
fiber volume fraction and tow size. He conducted tensile
tests on single and multilayer materials. Besides, the fiber
volume fraction was varied in the low fiber volume frac-
tion range: from 5 to 30%. Keeping the thickness con-
stant, variation was obtained in two ways: by using
multilayer specimens and by using different tow sizes.
Furthermore, a common misunderstanding is that knit-
ted fabrics cannot have high fiber volume fractions, i.e.
Vf>50%, which is attributed to the bulkiness of the fab-
ric [18]. Bogdanovich and Pastore [18] identified the
mechanical properties as poor and related this to the bulk-
iness of the knit structure and the inherent low fiber frac-
tions (maximum 30%). The stretchability of such
•e typical•f knit structures is up to 100% strain. In contrast
to these findings, Wilde [19] showed that the stretchabil-
ity of structures manufactured by circular weft-knitting
using the contrary technique was found to be over 150%
in wale and 200% in course direction. Besides, it was
indicated in several articles [13, 14, 19], that fiber volume
fractions of 55% were possible. The contradiction indi-
cates the necessity of differentiation between knit struc-
tures with high and low areal density and the need of
compacting the knit structure to obtain high fiber volume
fractions.
Comparison of these studies is difficult since materials,
production methods, fiber volume fractions, tow sizes and loop geometries are different. The large number of vari-
ables reduces the comparability. Therefore, in this study,
the complex relation between geometrical and mechanical
parameters was approached by several material combina-
tions and loop geometries varying only a single parameter
without coupling to other parameters and addressing the
following questions:
1. Influence of matrix properties comparing low mod-
ulus (Polyamide 12, EMS, Switzerland) and high
modulus (Polyetheretherketone, Hochst, Germany)
polymers.2. Influence of the yarn properties comparing coknit-
ted and intermingled yarns.
3. Influence of the number of double layers (2-5DL)
for the specific type of knitted fabric.
4. Influence of the fiber volume fraction (30-60%) by
varying the number of co-knitted matrix fibers.
Beside the systematic variation of parameters, basic
considerations are made regarding the fracture mecha-
nisms and engineering properties, e.g. fatigue and notch
sensitivity.
2. MATERIALS AND METHODS
Table 1 illustrates the used materials and the parametric variations of fiber content, number of consolidated knit layers, yarn type and size as well as matrix properties. Staple fibers yarns were obtained from Schappe, France, and co-knitted fibers were obtained by merging of rein-forcing and polymer fiber yarns directly before knitting. Co-knitting does not involve yarn intermingling processes and, therefore, reduces the production costs. Co-knitted CF/PEEK with 53% fiber content, 4 double layers and a tow size of 312tex is taken as reference material.
Table 1. Materials parameter variation.
All yarns were knitted using the contrary technique
(Patent Buck [9]). With this technique, circular plain weft
knitted fabrics with 4 stitches per inch and a course spac-
ing of 8mm (measured on the knitting machine) were
produced. The CF/PA12 staple yarn and CF/PEEK co-knitted fabrics had an open structure with low density of
typically 0.028 loops/mm2.
Consolidation conditions were 420•Ž, 3MPa, 30min.
and 225•Ž, 1MPa, 10min. for PEEK and PA12 compos-
ites, respectively. Consolidated sheets of 4 to 12 stacked
double layers were manufactured.
For mechanical testing a specimen width of 25mm was
selected according to previous experiments aiming at
minimized edge effects. The free clamping length in ten-
sile tests was set at 150mm, whereas the span width in 4-
point bending experiment was set to 40 times the speci-
men thickness (ASTM D790M-86). Cross head speed was
set to 2mm/min. Fatigue properties were tested at 5Hz
using standard tensile test specimens. Notch strength was
assessed by cutting 250ƒÊm width notches using a dia-
mond wire. Open hole strength was compared for drilled
and molded-in holes [20]. For both experiments the speci-
144

KNITTED CARBON FIBER REINFORCED THERMOPLASTICS
men width was kept at 25mm.
Mode I fracture toughness was assessed by a modified
compact tension device. Compact tension samples of
136mm length and 80mm width were cut from the pan-
els. Holes of 12mm diameter were drilled using a PCD
(polycrystalline diamond) drill. A notch of 22mm length
and 0.22mm length was brought in using a diamond saw.
The detailed experimental conditions are shown in [21,
25].
Impact properties (excess energy perforation test) were
assessed according to ASTM D 3029 (120•~120mm spec-
imen, 70mm support ring diameter, 20mm impactor
diameter, impact energy 20J). The evaluation was per-
formed as shown previously in [22, 25].
3. RESULTS AND DISCUSSION
3.1. Structure
In knitted fabric reinforced composites, the homogene-
ity of the fiber-matrix distributions is characterized by
local matrix accumulations in the bundle/bundle inter-
phases and by the packing density of the fibers in the indi-
vidual bundle. The cross-section analysis (Fig. 1) shows
that for different material combinations, intermingling in
the staple yarn caused less local matrix accumulations
than the co-knitted materials. The fiber packing density
was considerably higher in the co-knitted material which
limits the fiber volume for this material to 50% [23].
Regarding the number of knit layers, a homogeneous dis-
tribution could be achieved for 4 and 6 double layers.
Increasing the number of double layers resulted in
increased porosity of up to 2%
Fig. 1. Cross sections from knitted CF/PEEK staple yarns
(upper) and CF/PEEK co-knit (lower).
The 3-dimensional fiber orientation in the composite
was assessed by reconstruction of the bundle geometry
from stacked cross sections. Figure 2 shows the 3 dimen-
sional reconstruction of a loop section. The in-plane bun-
dle orientation was found to be well approximated by
circles connected with straight lines. The highest ratio
thickness/width of the bundle was found in the side limbs
(•`4/1) of the loops, the lowest in the intermeshing areas
(•`2.5/1). Bundles from surface layers were found to be
flatter and wider than bundles from bulk layers. This is a
consequence of direct contact with the steel mold. The
investigated bulk layer revealed a through thickness
spread of approximately 80% of the total sample thick-
ness. The surface layer showed a smaller spread of about
50% of the total sample thickness. The fact that a single
bulk layer is spread over more than 6 times of its theoreti-
cal thickness shows that an effective interpenetration
occurred during consolidation. Because of this interpene-
tration, interlaminar fracture in between the knit layers is
assumed to be very unlikely. de Haan [2] found that both,
the geometry of the loop and the dimensions of the fiber
bundle cross sections are major structural parameters
which determine the material response. This leads to the
conclusion that the knowledge of the 3D structure is cru-
cial for the description and prediction of the mechanical
properties of KFRCs.
Fig. 2. 3-dimensional reconstruction of a knit loop in the consolidated composites (200 slices used).
3.2. Mechanical PropertiesThe modulus (Fig. 3: upper) in wale direction is
increasing from Vf=30 to 53%, whereas for higher vol-ume fractions the modulus decreases. The increase in modulus in wale and in course direction is lower than expected on basis of proportionality with the fiber volume fraction. Since the geometrical differences were found to be small, the decrease for Vf>53% is attributed only to the impregnation defects.
The proportionality between reinforcement effect and fiber volume fraction was also found for strength (Fig. 3: lower). However, the increase in strength for higher fiber volume fractions is less pronounced than for the modulus. The decrease in strength for Vf>48%, again, is attributed to the impregnation defects. Differ-ence in fiber volume fraction where the maximum in modulus and strength is found, can occur due to different stress state of the fiber bundle in both directions and the higher sensitivity of the strength to defects in the speci-men.
Figure 4 illustrates that using a co-knitted 3k CF-PEEK-yarn 4 double knit layers (1.2mm thickness) are
145

Jorg MAYER, Joop DE HAAN, Roland REBER and Erich WINTERMANTEL
sufficient to achieve optimal mechanical properties. Pre-vious investigations on co-knitted 1k carbon fiber-polya-mide 12 fabrics [24] showed that these materials need at least 10 double layers (0.7mm).
Fig. 3. Relative mechanical properties (upper: modulus,
lower: strength) of CFIPEEK co-knit in dependence of the
fiber volume fraction. Reference: 0•K, Vf=53%, stitch
8mm, co-knit, modulus 49GPa, strength 339MPa.
Fig. 4. Influence of the number of stacked knit layers on the mechanical properties (CF/PEEK, co-knitted, Vf=53%, stitch size 8mm).
Table 2 illustrates the influence of the intermingling procedure on the tensile properties of the composite. The surprising result is that for PEEK as well as for PA12 based composites the highest values were achieved using staple yarns. This might be related to the improved homo-geneity of the fiber-matrix distribution compared to com-posites made from co-knitted yarn (Fig. 1).
Table 2. Comparison of tensile properties
Fig. 5. Tensile modulus (a) and strength (b) of CF/PA12
588tex staple yarn and CF/PEEK 624 tex co-knit as a
function of the angle between loading and wale direction
(off axis angle). Both properties show a decrease between
0•K (wale) and 90•K (course) direction (Statistics: n•†5).
146

KNITTED CARBON FIBER REINFORCED THERMOPLASTICS
The tensile properties of CF/PA12 staple yarn (588tex) are compared with CF/PEEK yarns of 624tex, whereas co-knitted CF/PA12 (104tex) are compared with co-knit-ted CF/PEEK (312tex) in Figs. 5 and 6. The first com-pares thick yarns based on 6k carbon fiber yarns, whereas the second compares thin yams based on 3k and lk car-bon fiber yarns.
Fig. 6. Angle dependence of tensile modulus (a) and strength (b) of CF/PA12 104tex co-knit compared to the staple yarn.
The on- and off-axis modulus and strength were fitted by means of the least square method, based on the lami-nate theory (tensile modulus) and Hill's criterion (strength). Both criteria were adapted for the plane stress state, which was assumed for the thin specimens.
It was found (Figs. 5 and 6), that thick yarns of CF/PEEK have superior elastic properties than thick CF/PA12 yarns. It is expected that the elastic properties are influenced by the matrix stiffness and, therefore, the PA12 based composites have minor elastic properties. Comparing the thick with thin yarns it was observed that thin yarns have higher elastic properties. Two possible mechanisms are expected to contribute to this phenome-non. First, in thicker yarns the contribution of the inter-lock to the total length of yarn in a loop is higher. Therefore, the share of oriented fiber in the composite decreases. Second, the thicker yarn enhances a more three
dimensional configuration of the loop: the increase share of fibers with out-of-plane orientation leads to a decrease of the in-plane properties.
This twofold indication also explains the small differ-ence between the 312tex PEEK and the 104tex PA12 based co-knit: the reduction due to minor elastic proper-ties of the PA12 is levelled out by the improved in-plane orientation of the yarns.
Regarding tensile strength the 624tex co-knitted CF/PEEK yarns have considerably lower properties than both 312tex co-knitted PEEK and 588tex CF/PA12. The reduction is caused by insufficient impregnation. This can be related to both, the high viscosity of the PEEK matrix and the thickness of the yarn. Thereby, the impregnation path is increased for co-knitted yarns. Thin 312tex co-knitted PEEK specimen have less remarkable defects due to insufficient wetting, however, their strength is lower than in CF/PA12 specimens.
3.3. Tensile Failure BehaviorThe tensile fracture behavior was monitored by scan-
ning electron microscopy (SEM). Typical for the knit structure is the complete release of fiber bundles (see Fig. 7). The release of bundles during fracture in function of matrix ductility was previously discussed [26]. The failure behavior for static as well as for fatigue failure revealed the importance of the bundle properties. In spec-imens loaded in wale direction, primary failure occurred by brittle tensile failure of fiber bundles aligned to the load direction. Subsequently, bundle release and bundle splitting occur. Failure characteristics of specimens loaded in course direction were comparable to those in wale direction. Under off-axis conditions, the loop heads denoted to act as a kind of primary crack progression plane inducing failure mainly due to bundle bending fail-ure in the vicinity of the interlocks. These findings were similar for all investigated materials [24, 27].
Fig. 7. Tensile failure of CF/PA12 (104tex, co-knit). The complete release of fiber bundles is typical.
147

Jorg MAYER, Joop DE HAAN, Roland REBER and Erich WINTERMANTEL
3.4. Fracture Mechanical PropertiesFigure 8 shows a typical load-displacement curve of a
compact tension experiment. As described the crack length at every step of the crack propagation was deter-mined using the compliance method [21, 25].
Fig. 8. Typical load-displacement curve of a compact ten-sion experiment (load in course direction). The load drops indicate crack growth. Depending on the location of the notch tip, small crack propagations were observed before the maximum force was reached.
Fig. 9. GIC versus crack length (load in course direction).
The crack length was determined by means of the compli-
ance method.
Energy release rates versus crack length are plotted in
Fig. 9. The first data points reveal slightly lower energy
release rates than the following values. This can be under-
stood considering the devolution of the load displacement
curve. Some crack growth was observed before maximum
force is reached, which explains the lower GIC values.
Shortly before the first significant unstable crack growth
occurs, it is assumed and affirmed by SEM (Fig. 10) that
fiber bundles oriented perpendicular to the crack plane
pin•h the crack front. At this point, no further crack prop-
agation is supposed to occur until critical load at the crack tip is reached which leads to the failure of these pinning bundles. Crack growth is then unstable until the crack tip reaches the next perpendicular fiber bundles at a load lower than the critical value. Every significant load drop is equivalent to a crack growth of approximately 5mm.
In order to get comparable results among different sam-
ples with precracks at random positions in the knitted structure, the first significant crack growth was chosen to be a suitable value since it is assumed to be independent of the precrack tip position.
Fig. 10. SEM micrograph of a fracture plane after total
failure. The arrow indicates pinning fiber bundles that are
assumed to define the limits of an unstable crack growth
step. Crack growth occurs parallel to wale direction,
showing a straight and well defined fracture plane. The
fracture plane was found to remain within the same row
of loops
GIC was determined at 32.8•}5.3kJ/m2. This corre-
sponds to a KIC value of 24.9•}2 MPa•Em1/2 (number of
specimens: n=6) using the following relation:
E* is the •geffective modulus•h, calculated after Cowley
[31]. The relatively high standard deviations are a conse-
quence of the structure size, i.e. the large loops and the
stacking of knit layers that introduce differences in
mechanical properties.
Fracture toughness of knitted CF reinforced PEEK is in
the same range as 3D woven CF/Epoxy (20-30MPa•Em1/2
[28]) and aluminum cast alloys (23MPa•Em1/2 [29]).
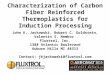
3.5. Engineering PropertiesFatigue tests (Fig. 11) revealed a considerable influ-
ence of the yarn properties indicating a higher fatigue resistance for staple yarns than for continuous yarns. This again might be attributed to the improved homogeneity of the fiber matrix distribution due to the higher degree of intermingling in the staple yarn. The residual strength of specimens which did not fail after 2 million cycles was in the range of scatter of the uncycled material. This indi-cates that subcritical fatigue loading KFRCs did not cause significant damage accumulation.
Notches in knitted fabric reinforced composites are divided in two main categories: into the sharp notches which are characterized by their high length to width ratio and into open holes with circular form which can be man-ufactured by either forming of holes or drilling. To form holes, the loops can be stretched without destruction of
148

KNITTED CARBON FIBER REINFORCED THERMOPLASTICS
the reinforcing fibers. Thus, the fibers are oriented cir-cumferential around the hole. As illustrated in Fig. 12, notched as well as open hole strength reveal almost no influence of the notch size on the residual strength. The notch factor was defined as ratio of notched to unnotched strength. Comparing mold-in and cut holes even a slight increase of open hole strength can be observed due to the fiber rearrangements. This effect was increased in speci-mens tested in course direction (data not shown) since the fiber share of the undistorted loop is much lower in course than in wale direction.
Fig. 11. Tensile fatigue properties (R=0.1, 5Hz) compar-ing co-knitted (strength 339MPa) and staple CF-PEEK (strength 415MPa). Specimen tested in wale direction.
● Unnotched
◆ Notched
Drilled Hole
◆ Formed Hole
Fig. 12. Notch and open hole strength of knitted CF/PEEK composites. Specimens were tested in wale direction. Total cross section was 25mm for all speci-mens.
In the impact experiment (Fig. 13) specific energy dis-sipation of 9 to 11J/mm and a ductility index of 0.7 was found. Pronounced load oscillations in the force-time curve (data not shown) indicate a considerable damage development immediately after impactor contact. Delami-nation along the reinforcing knit layers did not occur. In cases in which delamination was detected, the interlami-
nar fracture propagated across several knit layers by bridging. The fact that the energetically most favorable fracture plane is not observed between two knit layers is a confirmation of the effective interpenetration observed in the analysis of the 3D structure of KFRCs. A common aspect in static and dynamic failure behavior of knitted CF reinforced PEEK is the fact that the smallest isolated units in damage zones are represented by bundles released from their environment. Damage was initiated along bun-dle/matrix interfaces.
Fig. 13. Force-displacements plots of perforation impacted knitted CF reinforced PEEK (standard coknit, 6 DL, impact energies 20J)
4. CONCLUSIONS
It was the aim of the authors to discuss knitted fabrics as reinforcement structures for high performance thermo-plastic composite materials and to present some essential structure-property relations.
From these findings it can be concluded that distinctive interlaminar planes do not exist in the studied KFRC. The behavior of knitted fabric reinforced thermoplastics is, in principal, non-linear elastic for all material combinations. The knit structure itself does not have a resistance against deformation, only by combination with the polymer the structure obtains its mechanical properties. The linearity is, therefore, determined by the behavior of the matrix [2]. For KFRCs the mechanical properties are related to the behavior of the fiber bundle. If the properties of the matrix influence the properties of the fiber bundle, the properties of the KFRC will change. Due to this indirect influence of the matrix the behavior will be called matrix directed. The bending modulus of KFRCs is higher than their tensile modulus. In bending, the influence of the sur-face layer is emphasized due to the higher stresses in the those layers. This implies the stiffness of the surface layer is higher than the stiffness of the bulk layer. The failure behavior is dominated by the bundle-bundle interphase which is subjected to high forces that finally lead to fail-ure. Therefore, optimization of impregnation quality and fiber-matrix adhesion has to be considered as a key issue to exhaust the mechanical potential of KFRCs.
The close correlation between Young's modulus and loop geometry supports stiffness oriented applications
149

Jorg MAYER, Joop DE HAAN, Roland REBER and Erich WINTERMANTEL
aiming at moderate anisotropy. It has to be taken in account that the fiber efficiency is lower for strength than for modulus. The homogeneity of the fiber-matrix distri-bution has to be considered as a key factor determining mechanical performance. Therefore, fiber volume content should be limited for co-knitted fabrics to approx. 50vol.%, whereas, staple yarns provide a higher mechan-ical potential and allow considerably higher fiber volume contents. There was no indication that the finity of the sta-ple fiber had negative influence on the tensile strength. The average length of the staple fiber yarns (=70mm) is, therefore, expected to be non-critical since it is higher than the total length of yarn in a loop (=24mm).
The applied compact tension tests combined with an experimental compliance method was found to be a suit-able method to determine GIG and KIC of KFRCs. Com-pared to other composite materials, knitted CF reinforced PEEK reveals a high fracture toughness, being about two times higher than for 3D woven CF/epoxy composite. High fracture toughness and macroscopically stable crack growth indicate that knitted CF reinforced PEEK is a structural composite with highly damage tolerant failure properties. The mechanism is seen in the crack pinning effect of fiber bundles and in the absence of delamination effects.
Fatigue- as well as notch-studies indicate the superior resistance to crack growth and the toughness of these materials. Therefore, these findings might encourage structural applications.
The advantage of the CF/PA12 in comparison with CF/PEEK is its easier handling during knitting due to the flexibility of the unimpregnated yarn, its reduced impreg-nation time (5-10 minutes) and its significantly lower price.
In the framework of the Brite Euram Project studies regarding thermoplastic sheet forming technologies showed that knitted fabric reinforced thermoplastic com-posite materials allow the realization of complicated parts at cycle times below one minute using stamp forming techniques. During forming, loop geometry and, thereby, mechanical properties can be controlled in order to selec-tively strengthen critical areas by local drawing [30].
Acknowledgment-The authors would like to thank the A. Buck Company, Germany for supplying the knitted fabrics and the EMS Company for the delivery of polya-mide yarns. The research was financed by the Bundesamt fuer Bildung und Wissenschaft (BBW) in the framework of the BRITS EURAM Program, Project BRE-CT94-0938.
REFERENCES1. F.K. Ko, Textile Structural Composites, (ed. by T.W. Chou
and K.F. Ko), Elsevier, Amsterdam. (1989) 129.2. J. de Haan. Ph. D. Thesis, ETH Zurich (1999).
3. B. Gommers, I. Verpoest and P. Vanhoutte, Comp. Sci. Tech. 56 (1996) 685.
4. J. Mayer, J. de Haan. R. Reber and E. Wintermantel, 1. Asian-Australasian Conf. Comp. Mat., Osaka, Japan (1998), 401-1.
5. J.H. Byun and T.W. Chou, J. Strain Anal. Eng. Design 24 (1989) 253.
6. B. Wulfhorst and K.U. Moll, TEX Comp 3, Aachen, Ger-many (1996) 4/1.
7. C. Weimer, P. Mitschang and M. Neitzel, TEX Comp 4, Kyoto, Japan, (1998) O2/1.
8. A.W. Marvin, Journal Textile Inst. 52 (1961) 21.9. German Patent Application DE 3108041 C2.10. J. de Haan and T. Peijs, Adv. Compos. Let. 5 (1996) 9.11. G. Huysmans, SAMPE Europe Conference, Basel, Switz-
lerand, (1996) 97.12. B. Gommers, T.K. Wang and I. Verpoest, SAMPE Sympo-
sium, Anaheim, USA (1995) 966.13. S.W. Ha, J. Mayer, J. de Haan, M. Petitmermet and E. Win-
termantel, ECCM 6, Woodhead publishing, Abington-Cambridge, England, (1993) 637.
14. J. Mayer Ph. D. Thesis, ETH Zurich (1994).15. X. Ruan and T.W. Chou, Comp. Sci. Tech 56 (1996)
1391.16. S. Ramakrishna and D. Hull, Comp. Sci. Tech. 50 (1994)
237.17. S. Ramakrishna and D. Hull, Comp. Sci. Tech. 50 (1994)
249.18. A.E. Bogdanovic and C.M. Pastore, Mechanics of textile
and laminated composites, Chapman and Hall, London, (1996) 237.
19. D. Wilde and G. Ziegmann, Techtextil, Frankfurt am Main, Germany, (1997) 12.
20. J. de Haan, K. Kameo, A. Nakai, A. Fujita, J. Mayer, E. Winermantel and H. Hamada, 11th Int. Conf. Comp. Mat. ICCM 11, Gold Coast, Australia (1997) 219.
21. R. Reber, J. de Haan, J. Mayer and E. Wintermantel, 1. Asian-Australasian Conf. Comp. Mat., Osaka, Japan (1998), 407-1.
22. J. Karger-Kocsis, E. Moos and T. Czigany, Adv. Com-pos. Letters. 6 (1997) 31.
23. J. de Haan, R. Reber, J. Mayer and E. Wintermantel, J. Comp. Sci. Tech. (1998), subm.
24. J. Mayer, J. de Haan, M. Kirch, R. Reber, U. Wild and E. Wintermantel, J. Thermoplast. Comp. Mat. (1998), in press.
25. R. Reber, Ph. D. Thesis ETH Zurich (1999).26. J. Mayer and E. Wintermantel, Composite Sheet Forming
(ed. by D. Bhattacharyya), Elsevier Science, Amsterdam. (1997) 403.
27. J. Mayer and E. Wintermantel, 4th Japan International SAMPE Symposium, Tokyo, Japan (1995) 667.
28. D.E. Wigent, M.H. Mohamend and A.A. Fahmy, Int. SAMPE, Anaheim, USA (1996) 1217.
29. Gribi, M.A., PhD. Thesis Nr 7811, ETH Zurich (1985).30. J. Mayer, J. de Haan, R. Reber, D. Wilde, G. Ziegmann and
E. Wintermantel, Symp. Textile Comp., Kyoto, Japan (1998) O. 34. 1.
31. K.D. Cowley and P.W.R. Beaumont, Comp. Sci. Tech., 57 (1997) 1433.
150