Embed Size (px)
DESCRIPTION
procesos
Citation preview

1
Engineering for Success:The Aqueous Film Coating Process
A Special Presentation for:The International Society of Pharmaceutical Engineers, Los Angeles Chapter
May 12, 2005Fred A. Rowley
Director, Corporate Manufacturing Technical SupportWatson Labs., Inc.

2
Where Aqueous Coating Fits Into The BigPicture
The Aqueous Film Coating Unit Operation
Blend Materials
Compress Tablets
Aqueous Film Coating
Tablet Printing (Optional)
Weigh and Screen Materials
Add Lubricant
Wet or Dry Granulate as Required
3
Popular Myths About Tablet Coating
“It is more art thanscience”.
“Coating pan operatorsare “prima donnas””.
“Water based coating istricky”.
“Coating solutions are justdyes in water and you canmix them anywhere”.
4
Aqueous Coating Is Not LikeGranulating and Tablet Compressing
Aqueous film coatingdemands: Consistent tablet
hardness Controlled spray rates Controlled operating
temperature Controlled air flow
rates for drying Bad things can happen
in seconds. (Or you could end up
with this)Popcorn ball
5
Our Topics For Today
Introduction to Aqueous Film Coating The Coating Room Systems A Review of Coating Installations Around The World Types of Common Pumping Systems Typical Coating Suspension: Component Parts Suspension Preparation How The Coating Process Works Spray Guns: Anatomy and Function The Eight Critical Operating Parameters Common Coating Defects Seen on the Production Floor

6
Introduction To The CoatingRoom
Basics of The Coating Area
7
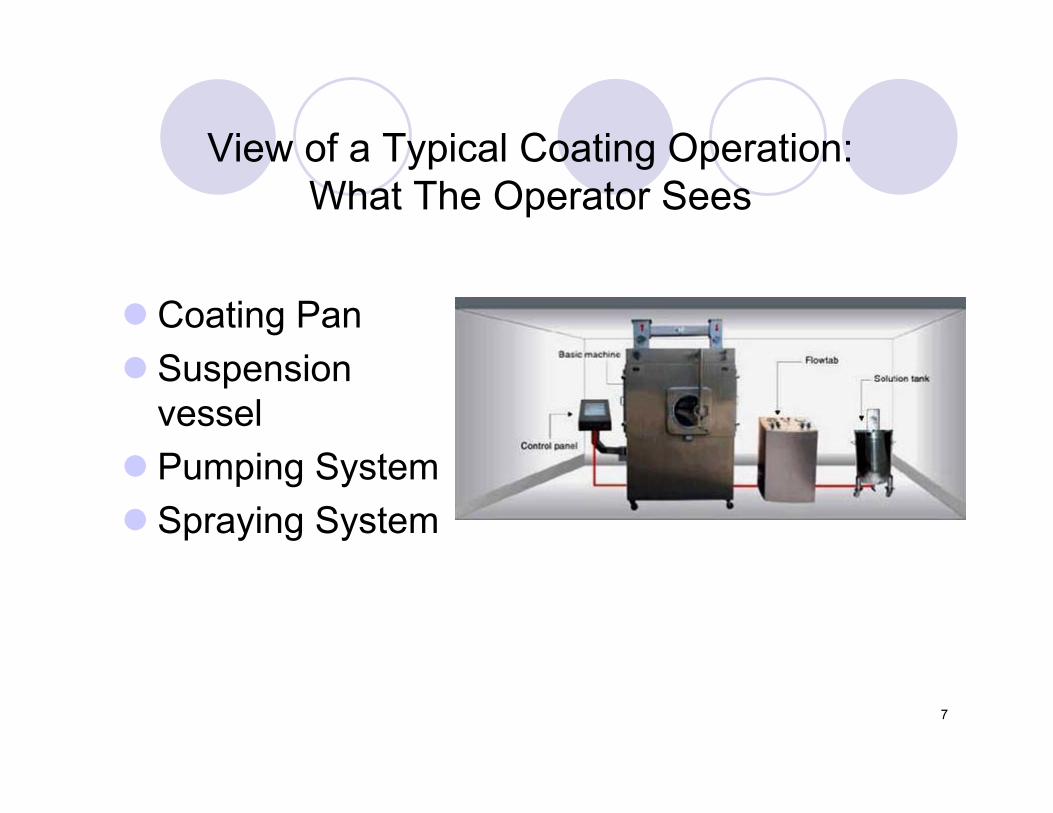
View of a Typical Coating Operation:What The Operator Sees
Coating Pan
Suspensionvessel
Pumping System
Spraying System

8
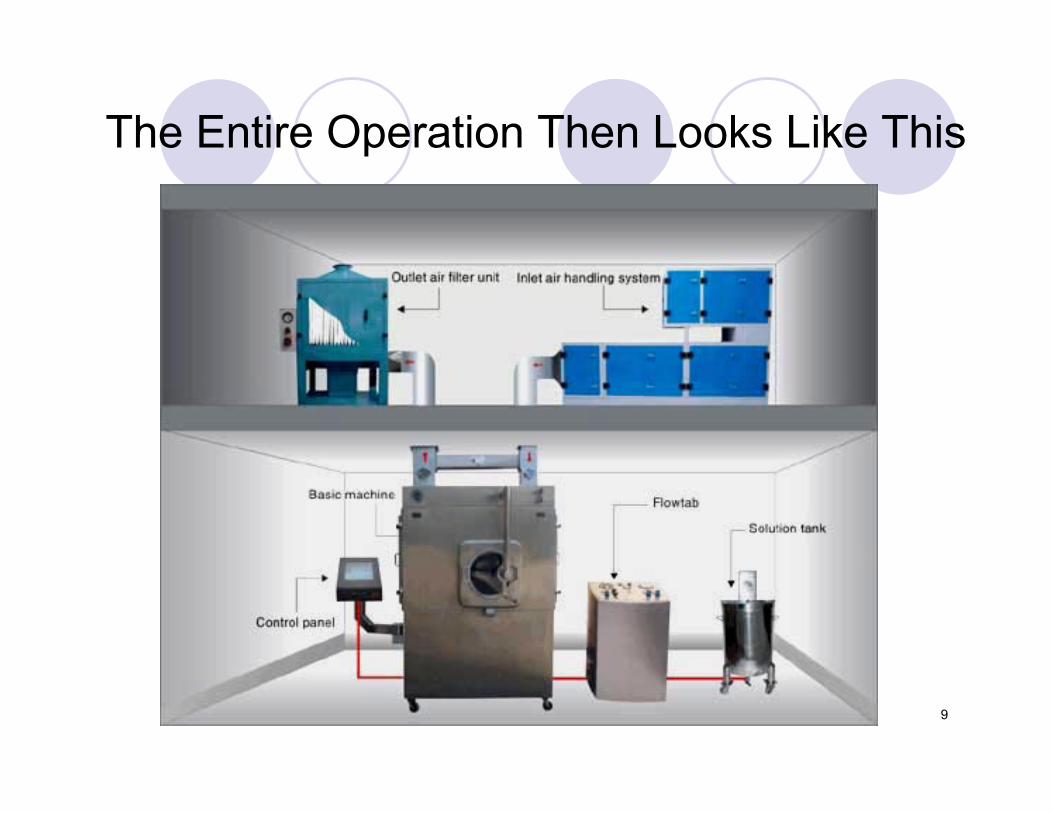
What the Operator Doesn’t See
Inlet side of the pan:
Inlet air turbine
Inlet air filtration with paper and HEPA filters
Air treatment packages:
Air heating system
Steam, high pressure hot water, electricity (not recommended)
Humidification and dehumidification systems
Outlet side of the pan:
Solvent recovery system (refrigeration, torch)
Bag house (or scrubber)
Outlet air turbine
9
The Entire Operation Then Looks Like This
10
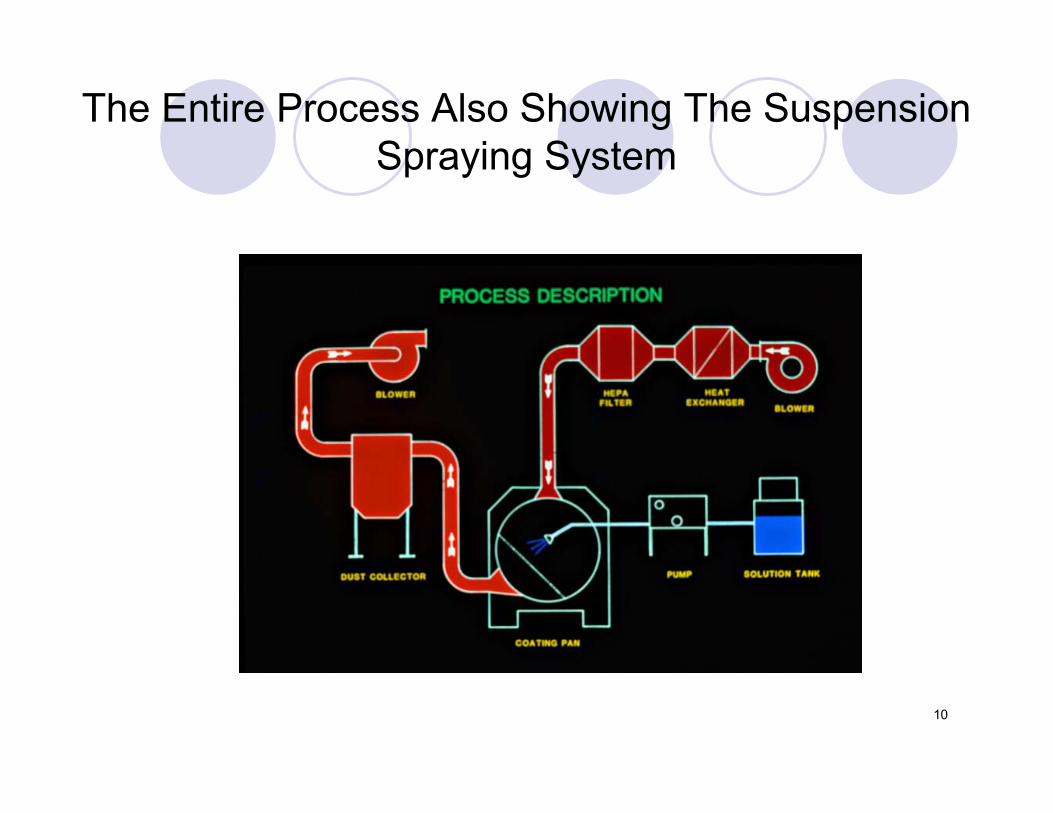
The Entire Process Also Showing The SuspensionSpraying System
11
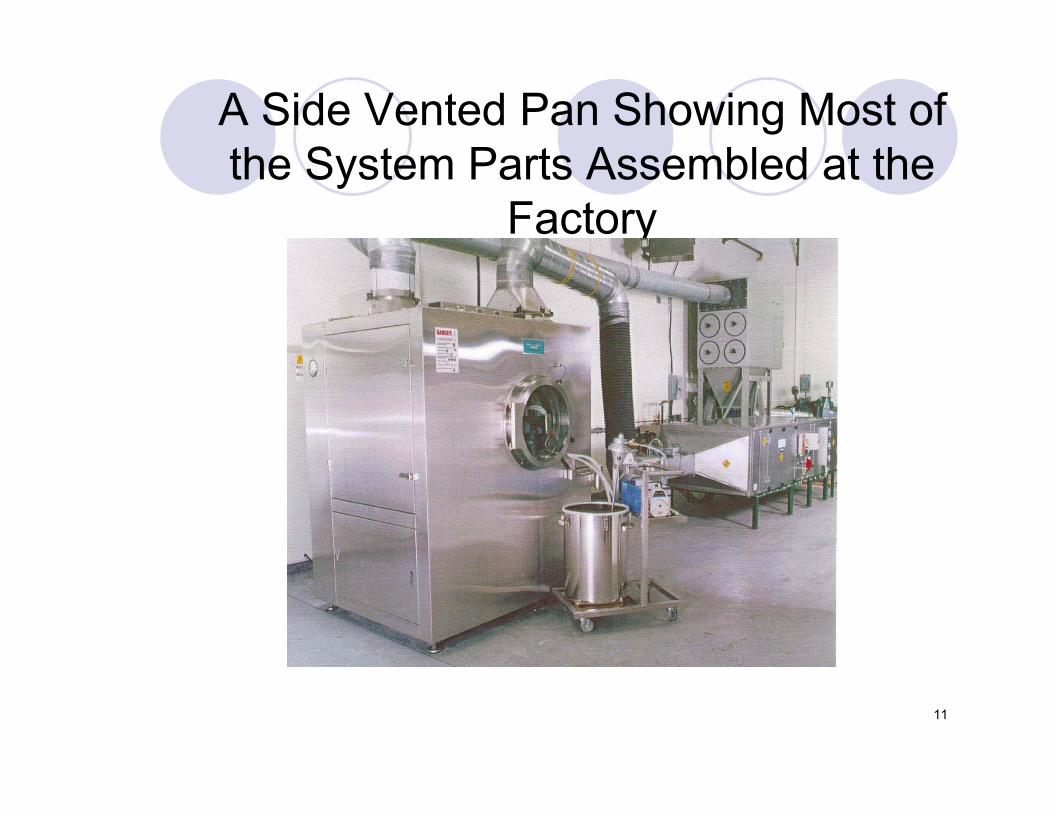
A Side Vented Pan Showing Most ofthe System Parts Assembled at the
Factory
12
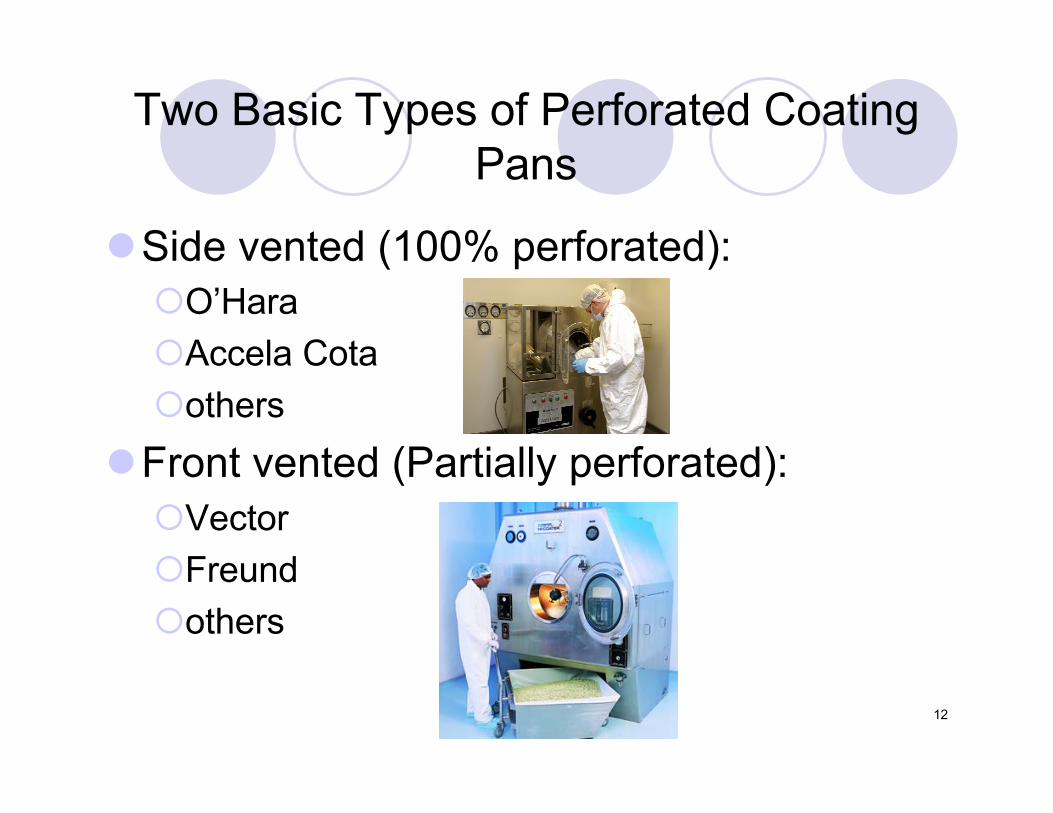
Two Basic Types of Perforated CoatingPans
Side vented (100% perforated):O’Hara
Accela Cota
others
Front vented (Partially perforated):Vector
Freund
others
13
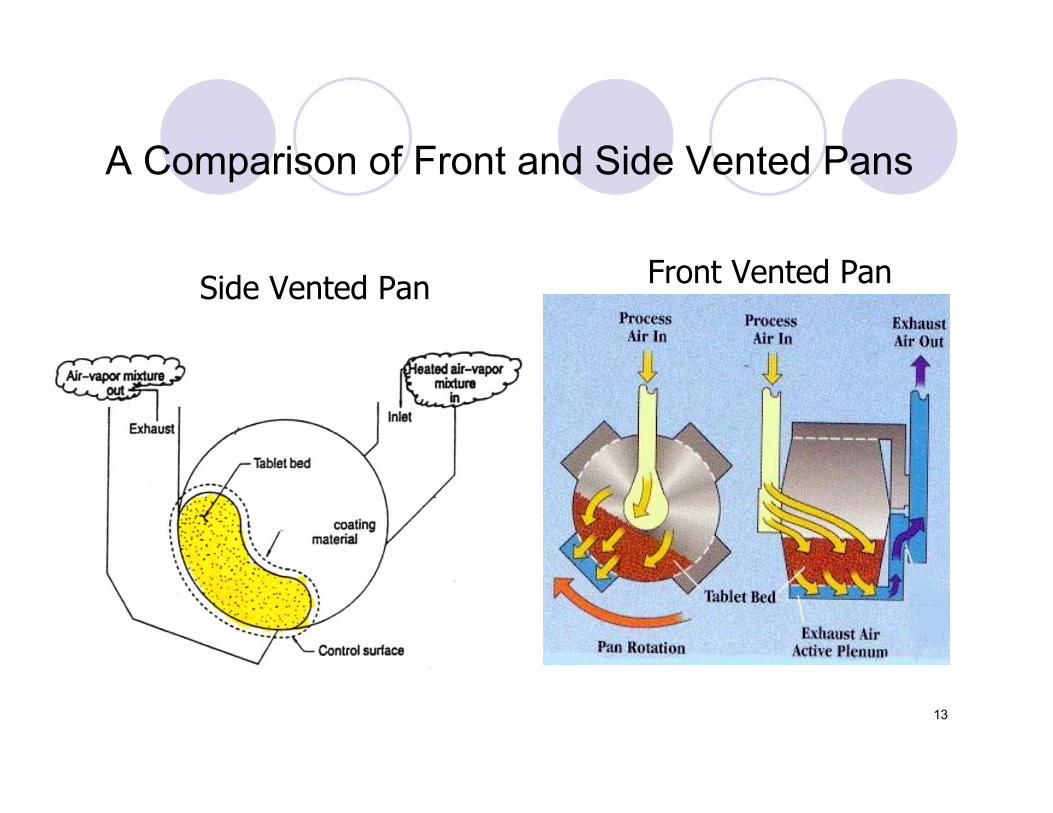
A Comparison of Front and Side Vented Pans
Side Vented Pan Front Vented Pan
14
Examples of Coating Installations Around TheWorld
15
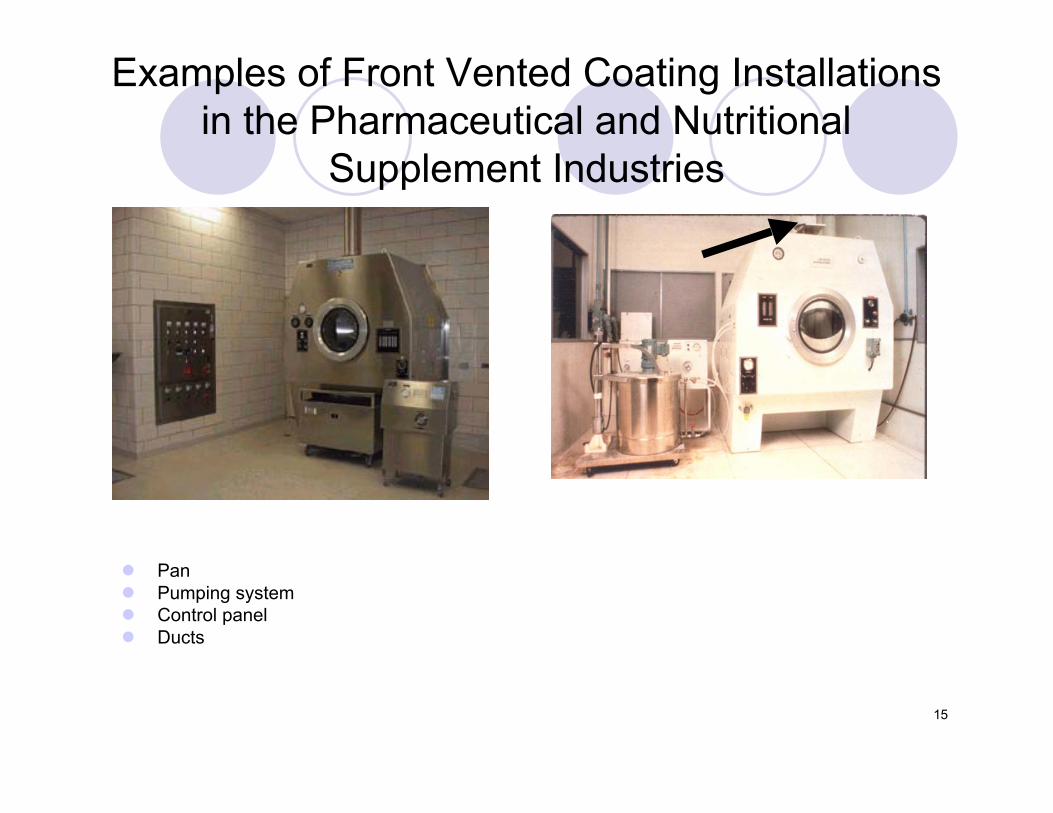
Examples of Front Vented Coating Installationsin the Pharmaceutical and Nutritional
Supplement Industries
Pan Pumping system Control panel Ducts

16
An Example of a Side Vented 48” Pan inThe Manufacturer’s Testing Room
17
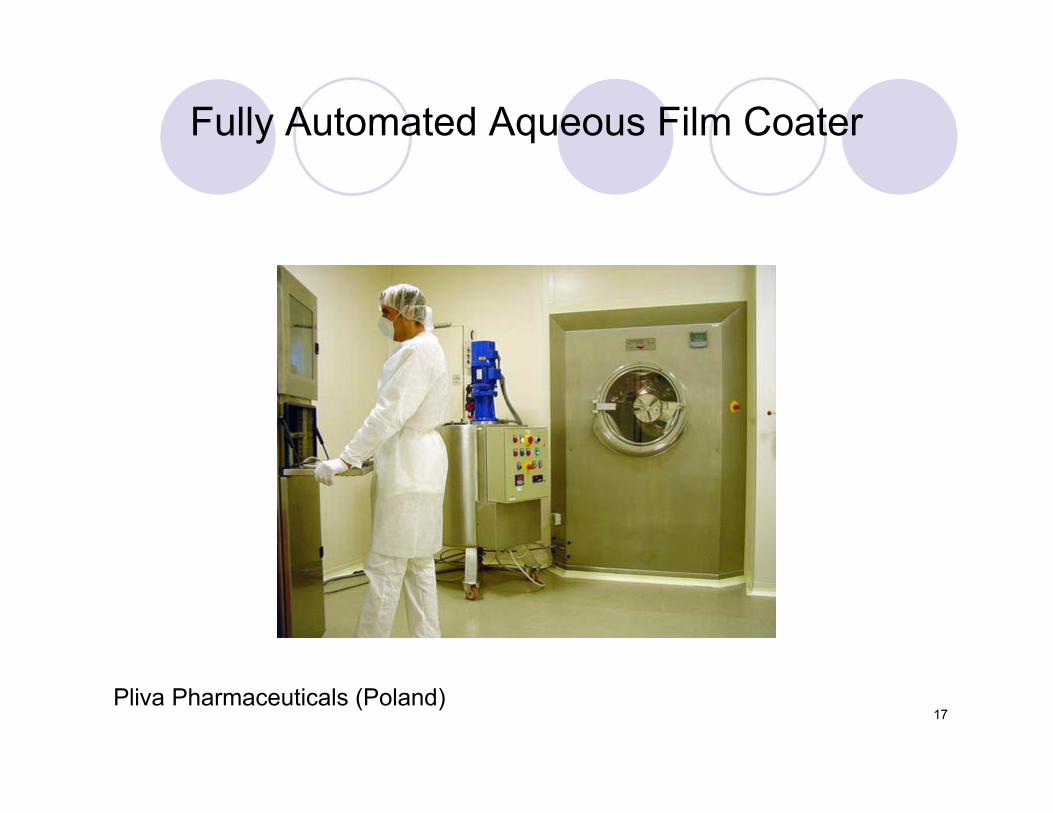
Fully Automated Aqueous Film Coater
Pliva Pharmaceuticals (Poland)
18
Types of Common PumpingSystems

19
Common Pumping Systems, Coupledwith a Magnetic Flow Meter, Used to
Deliver Coating Suspensions
Gear Pumps
Peristaltic Pumps
Rotary Lobe Pumps
Used with a:Magnetic flow meter

20
Gear Pumps
Advantages
*Inexpensive
*Solvent Friendly
*High Pressure
Disadvantages *Not used for Suspensions *Difficult to Clean *Difficult to Service
21
Peristaltic Pumps
Advantages
*Good for
suspensions
*Easy to clean
*Easy to service
Disadvantages
*Pulses
*Not for sugar
coating
*May or may not
work for solvent
coating

22
Rotary Lobe Pumps
Advantages
*Good for
suspensions
*High pressure
*Low suction
Disadvantages
*Require high flow
rates
*Expensive
*Seals may fail

23
Magnetic Flow Meters
Advantages
*Inexpensive
*Cleanable
Disadvantages
*Solutions must be
conductive
*Not a direct mass reading

24
A Typical Coating SuspensionFormulation:
Component Parts
25
Aqueous Film CoatingFormulation
Typical Film Coating Composition
Film-forming polymer 7.0-18.0%
Plasticizer 0.5-2.0%
Pigment/Colorant 2.5-8.0%
26
Aqueous Film CoatingFormulation
Water Soluble Polymers
Hydroxypropyl methylcellulose (HPMC)
Methylcellulose (MC)
Hydroxypropyl cellulose (HPC)
Polyvinylpyrrolidone (PVP)
Food starch (modified)
27
Aqueous Film Coating
FormulationCommon Film Forming Materials in
Sustained Release Products
Sustained Release
Ethylcellulose (EC)
Methacrylic acid copolymers ( Eudragit types)
Enteric ReleaseCellulose acetate phthalate (CAP)
Hydroxypropyl methylcellulose phthalate (HPMCP)
Polyvinyl acetate phthalate (PVAP)
28
Aqueous Film Coating
Formulation
Common Plasticizers
Water solublePolyethylene glycol (PEG)
Propylene glycol (PG)
Water insolubleTributyl citrate (TBC)
Acetylated monoglyceride (AMG)
Dibutyl sebacate (DBS)
Castor oil
29
Suspension Preparation
Critical for Success. Frequently taken for granted! Check for:
Even distribution of powders. Lumps and fish eyes should not be allowed.Screen suspension through an 80 mesh s/s screen.
Mix during preparation but Stir during actual use.Be very careful of your terminology used on the batch record.Note: FDA is sensitive to the improper use of the two terms.
Suspensions vs Solutions:Note that terms are commonly used interchangeably.

30
Example of An Optimized SuspensionPreparation Process
High shear material addition.
Guarantees the best possible suspension.
Little chance for lumps, fish eyes, paste.
31
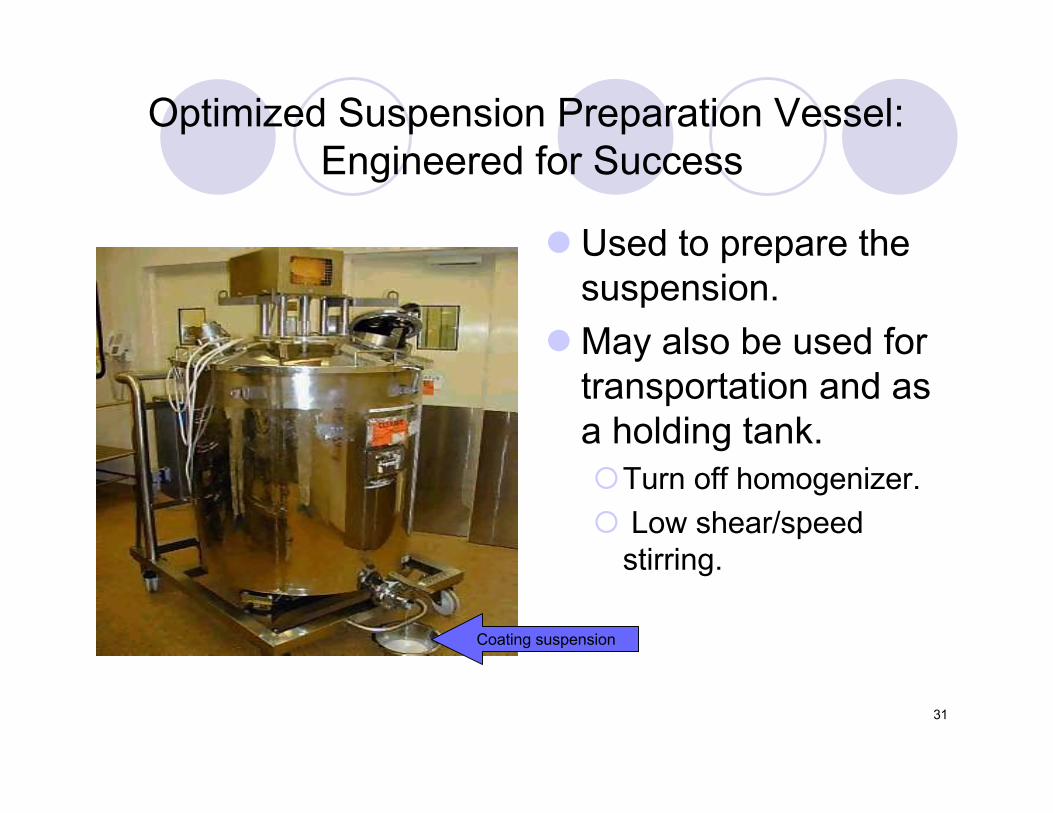
Optimized Suspension Preparation Vessel: Engineered for Success
Used to prepare thesuspension.
May also be used fortransportation and asa holding tank.Turn off homogenizer.
Low shear/speedstirring.
Coating suspension

32
Suspension Holding Tank:Suboptimized Suspension Preparation
Should be used forholding aftermanufacturing.
Stir vs Mix.
Portable.
Unfortunately, commonlyused with a mixer toprepare and hold thesuspension.
33
Moving forward:How The Coating Process Works
34
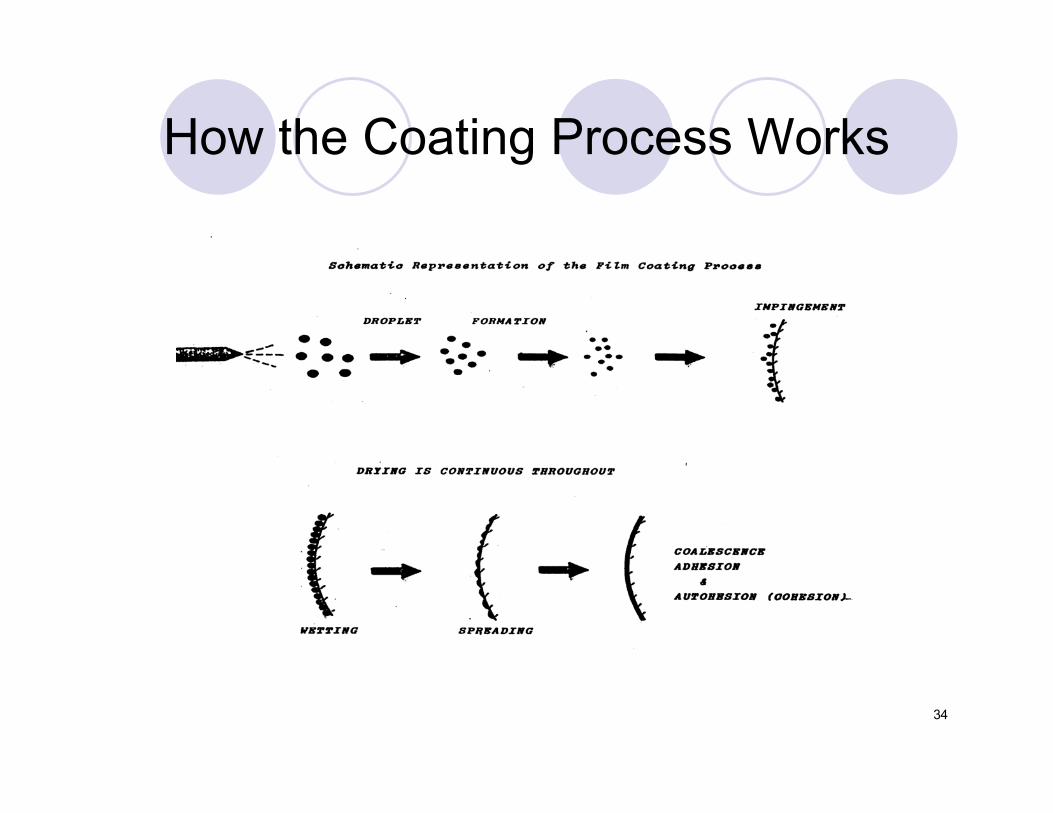
How the Coating Process Works

35
An Internal View of the Coating PanWhen Viewed Head On
36
Spray Guns
Nomenclature and Process
37
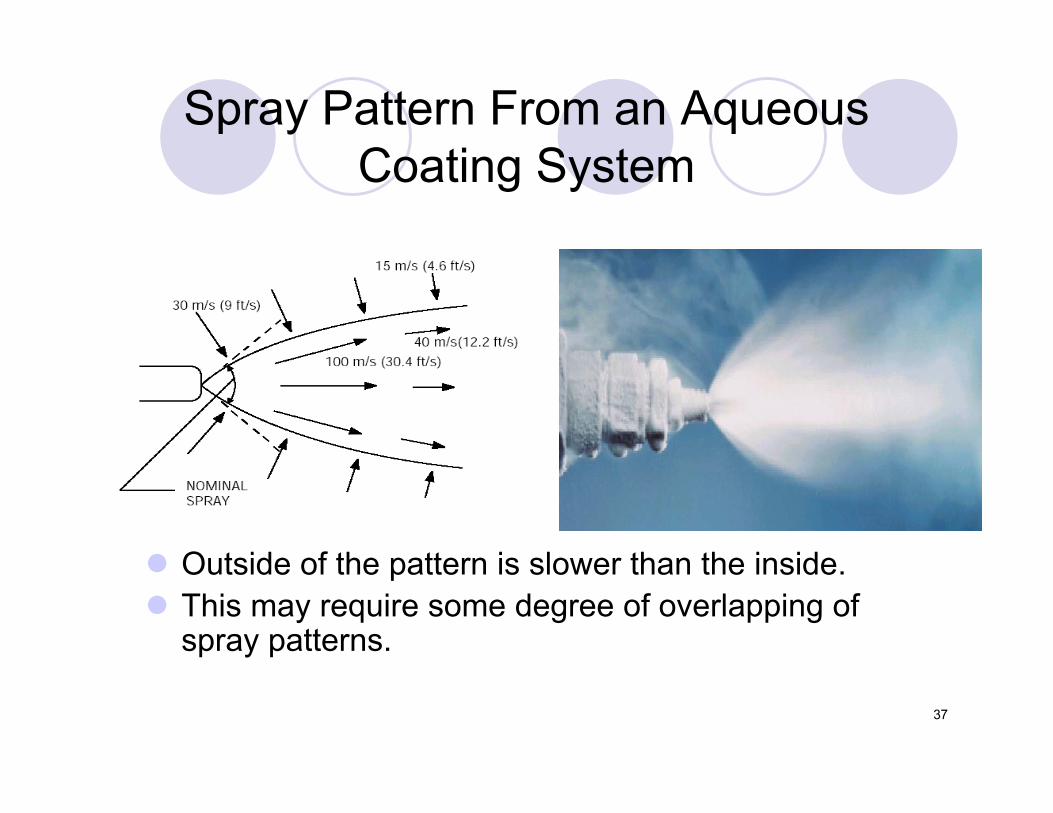
Spray Pattern From an AqueousCoating System
Outside of the pattern is slower than the inside. This may require some degree of overlapping of
spray patterns.
38
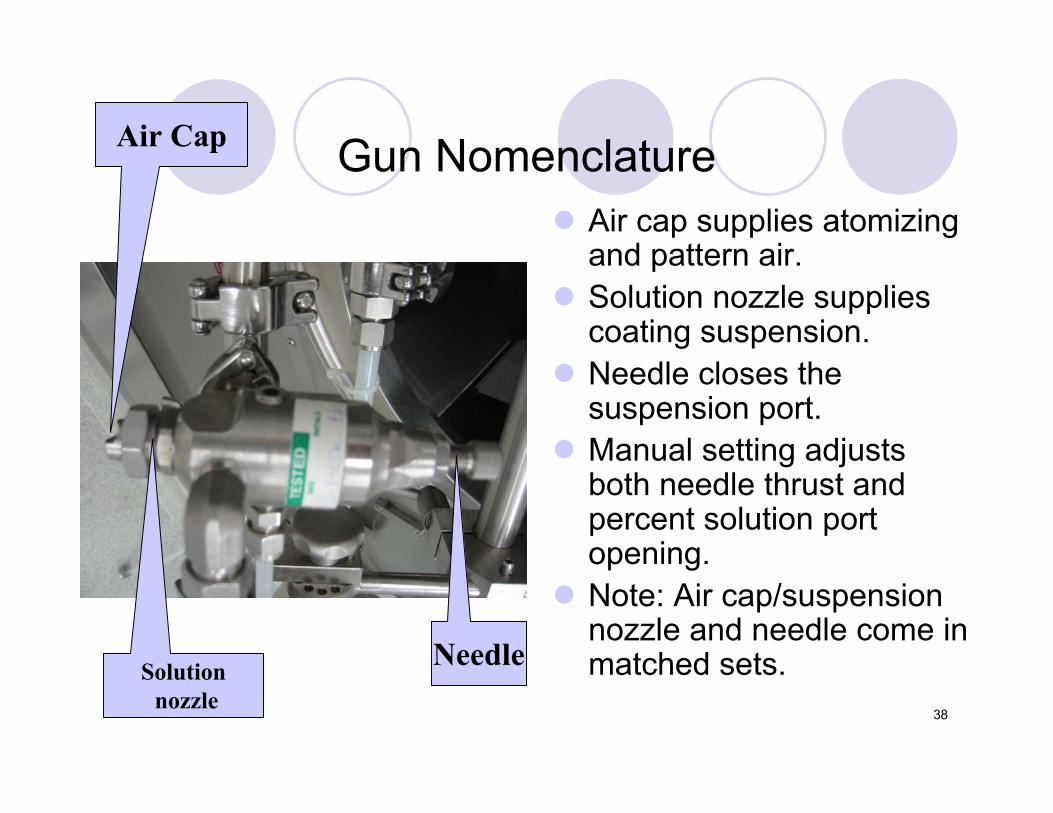
Gun Nomenclature Air cap supplies atomizing
and pattern air. Solution nozzle supplies
coating suspension. Needle closes the
suspension port. Manual setting adjusts
both needle thrust andpercent solution portopening.
Note: Air cap/suspensionnozzle and needle come inmatched sets.Solution
nozzle
Air Cap
Needle

39
Critical Operating Parametersfor Optimized Aqueous Coating
How We Achieve Success on The Coating Floor

40
Time Out!Fred’s Little Check List
When I am asked to teach solid dosage or film coating, Iperform my on line two minute audit to determine howprofessional the coating organization is:Does the operator have a flashlight, ruler and small brushes?
Is there a range for gun to bed distance on the worksheet?
Got a set of spare needles handy?
Is there dried coating material stuck anywhere in the pan?
Do the guns have “drip” cups?
(Are there newspapers/magazines in the room?)
41
A Late Addition Side of A Vector HC-130: And Why Do You Think They Installed This
Old Light On a New Coating Pan?
Patheon, Monza, Italy
42
The Eight Critical Parameters ForAqueous Coating
Gun GeometryAtomizing/Pattern AirPan PressurePan SpeedSpray Rate Inlet/Outlet Air temperatureTotal Air VolumeAdhesion of particles to the gun surface
43
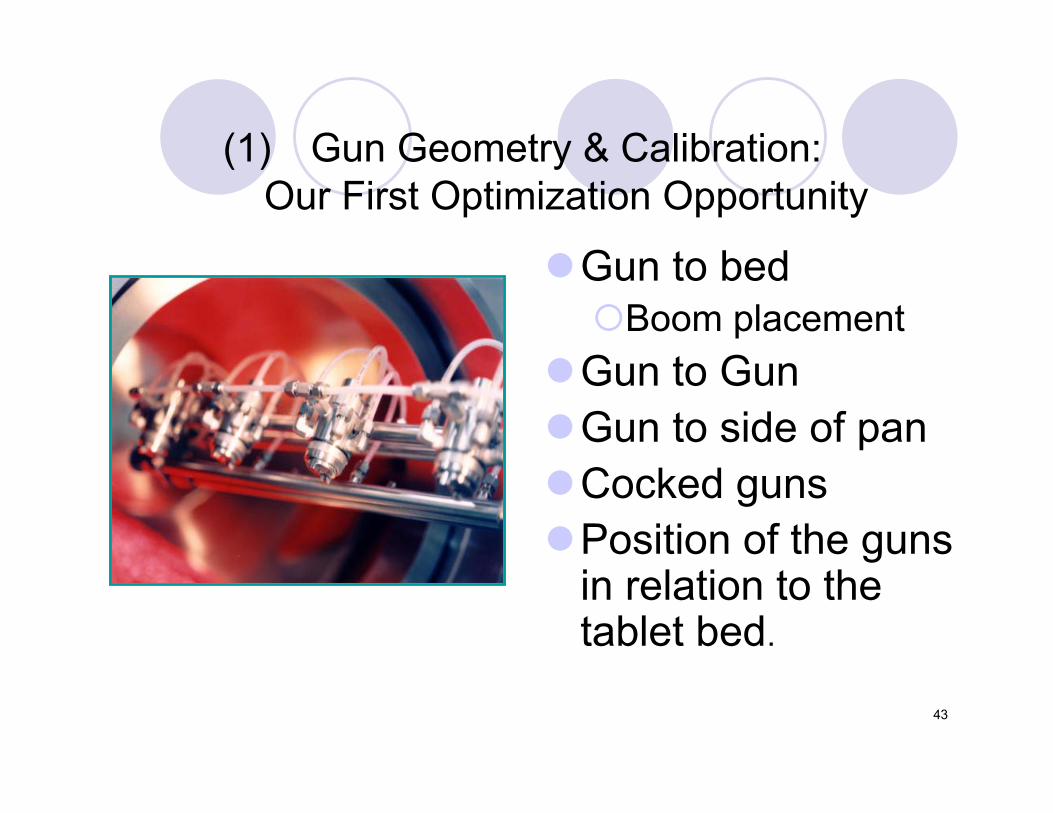
(1) Gun Geometry & Calibration:Our First Optimization Opportunity
Gun to bedBoom placement
Gun to GunGun to side of panCocked gunsPosition of the guns
in relation to thetablet bed.

44
Boom Placement and Boom Type
Varies between manufacturers and pan models. May be fixed or variable. Taken for granted and often overlooked as a variable during scale up or product transfer. Notice the photograph to the right. At the end of a 2.5 hour coating run we see beautiful yellow
tablets with absolutely no adhesion of coating material anywhere in the pan. This should beour goal; we should not allow any other conditions.

45
Cocked Guns
Guns become cocked frommovement in/out of the pan,mechanical adjustment oroperator abuse.
Cocked side to side: over wetcondition.
Cocked up or down: solutionsticks to the pan.
Check guns by lookingstraight down the boom.
Guns can also becomecocked by loose fittings dueto heat/cold expansion andcontraction.
46
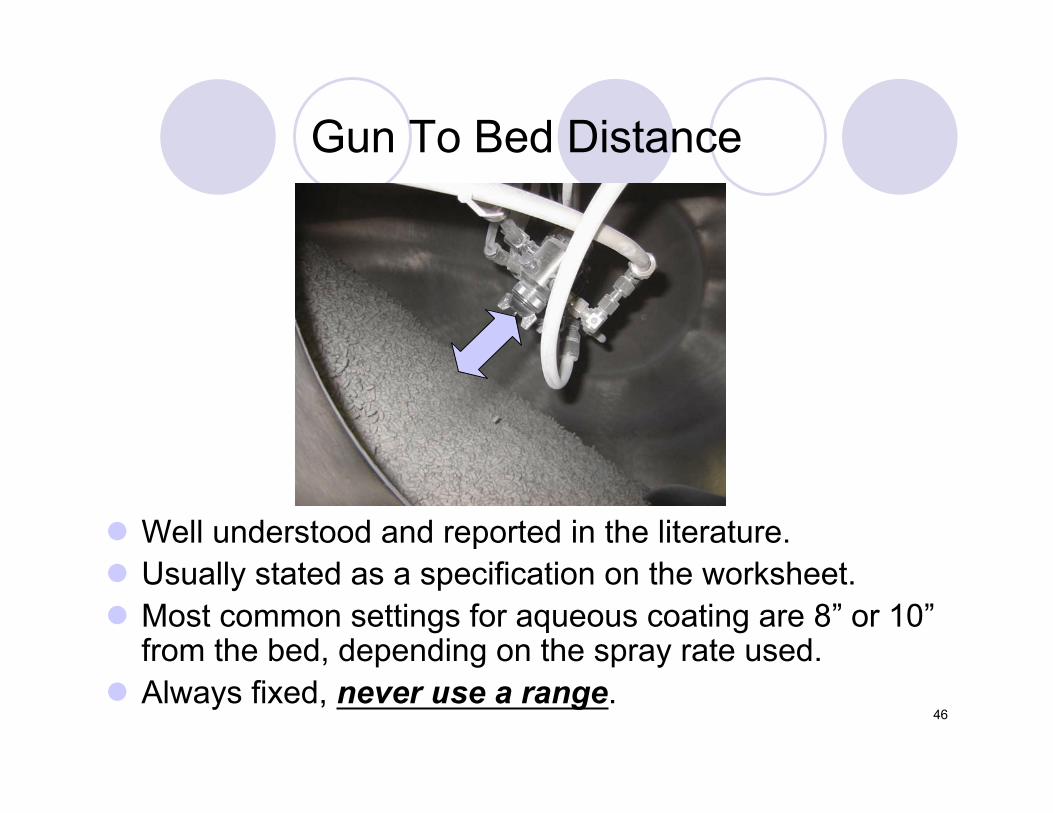
Gun To Bed Distance
Well understood and reported in the literature. Usually stated as a specification on the worksheet. Most common settings for aqueous coating are 8” or 10”
from the bed, depending on the spray rate used. Always fixed, never use a range.
47
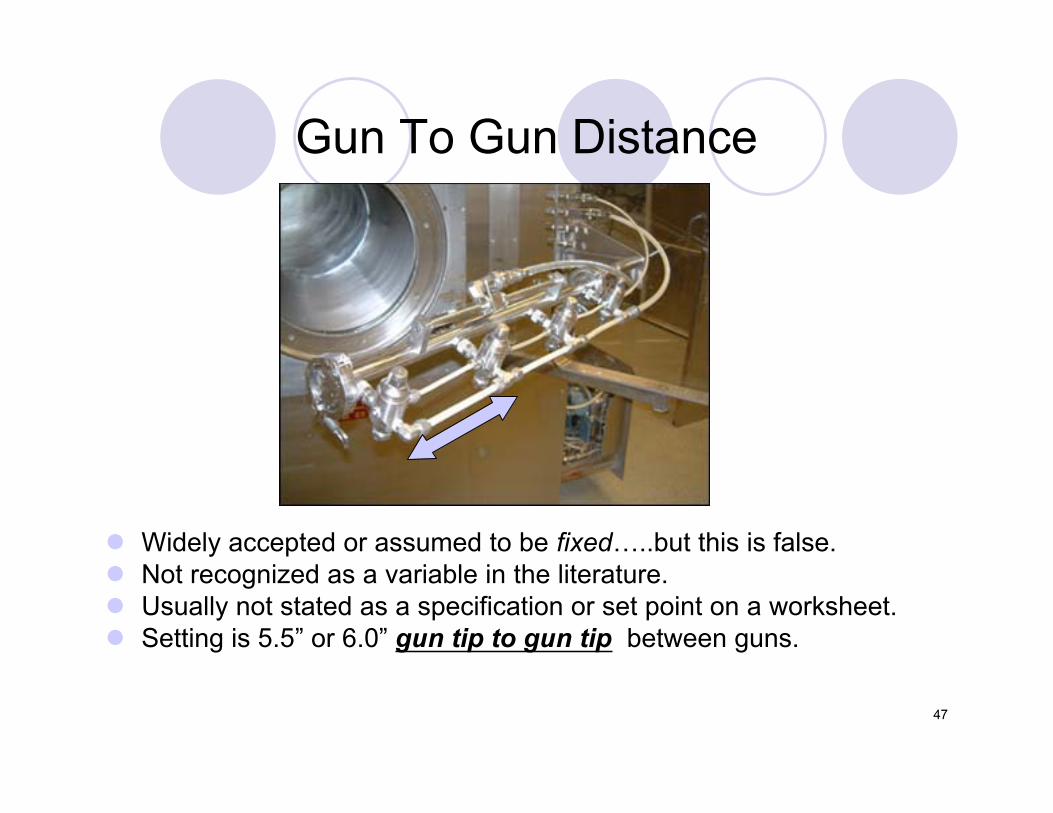
Gun To Gun Distance
Widely accepted or assumed to be fixed…..but this is false. Not recognized as a variable in the literature. Usually not stated as a specification or set point on a worksheet. Setting is 5.5” or 6.0” gun tip to gun tip between guns.
48
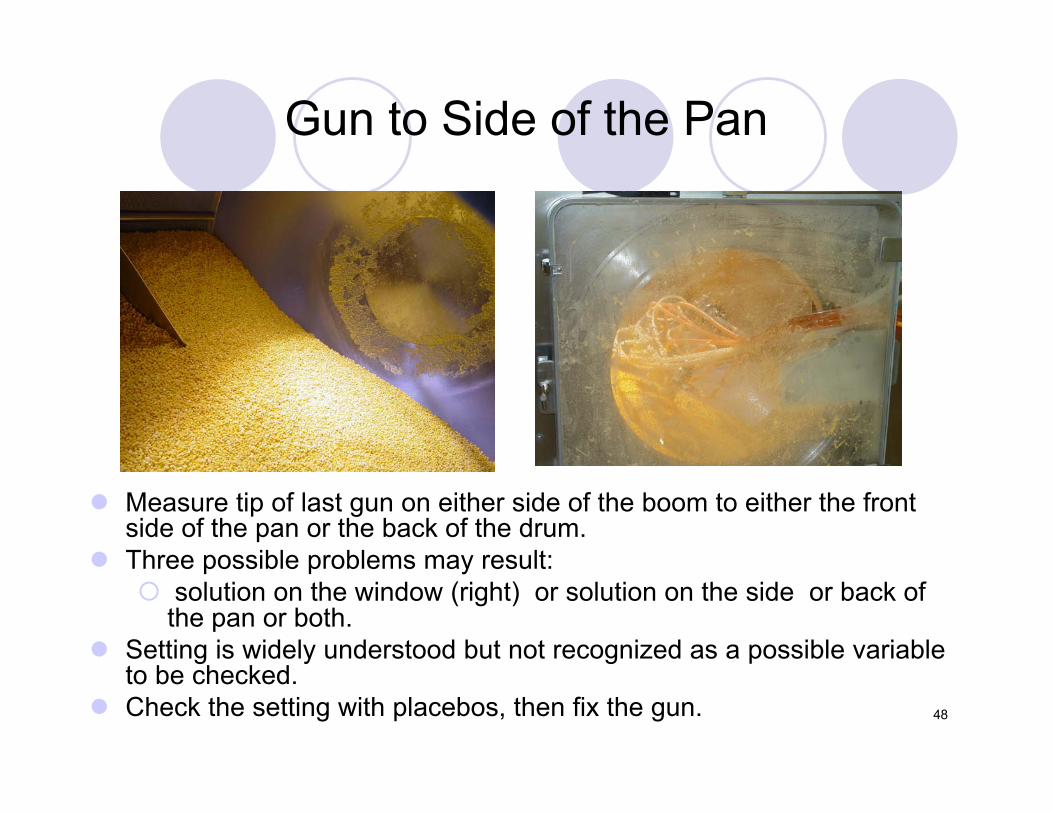
Gun to Side of the Pan
Measure tip of last gun on either side of the boom to either the frontside of the pan or the back of the drum.
Three possible problems may result: solution on the window (right) or solution on the side or back of
the pan or both. Setting is widely understood but not recognized as a possible variable
to be checked. Check the setting with placebos, then fix the gun.
49
Periodically, Check Your Operation!
Use a flashlight.
Look for problems.
Pause, if necessary.
Optimize!

50
Examples of Two Bad Pan Set Ups
Pan speed is too fast,tablets are too active
Back gun is too close to therear of the pan (just barely).
51
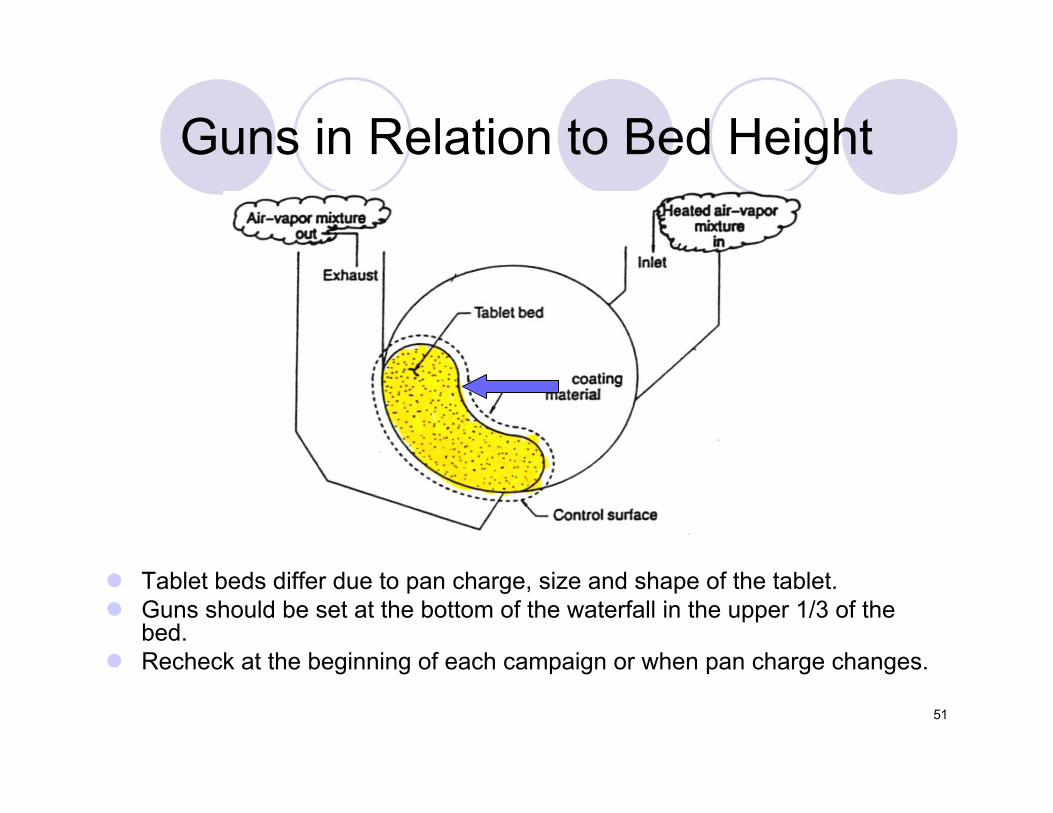
Guns in Relation to Bed Height
Tablet beds differ due to pan charge, size and shape of the tablet. Guns should be set at the bottom of the waterfall in the upper 1/3 of the
bed. Recheck at the beginning of each campaign or when pan charge changes.

52
Three Pans Good, One Pan Bad

53
Gun Calibration
Standardized Suspension Delivery
54
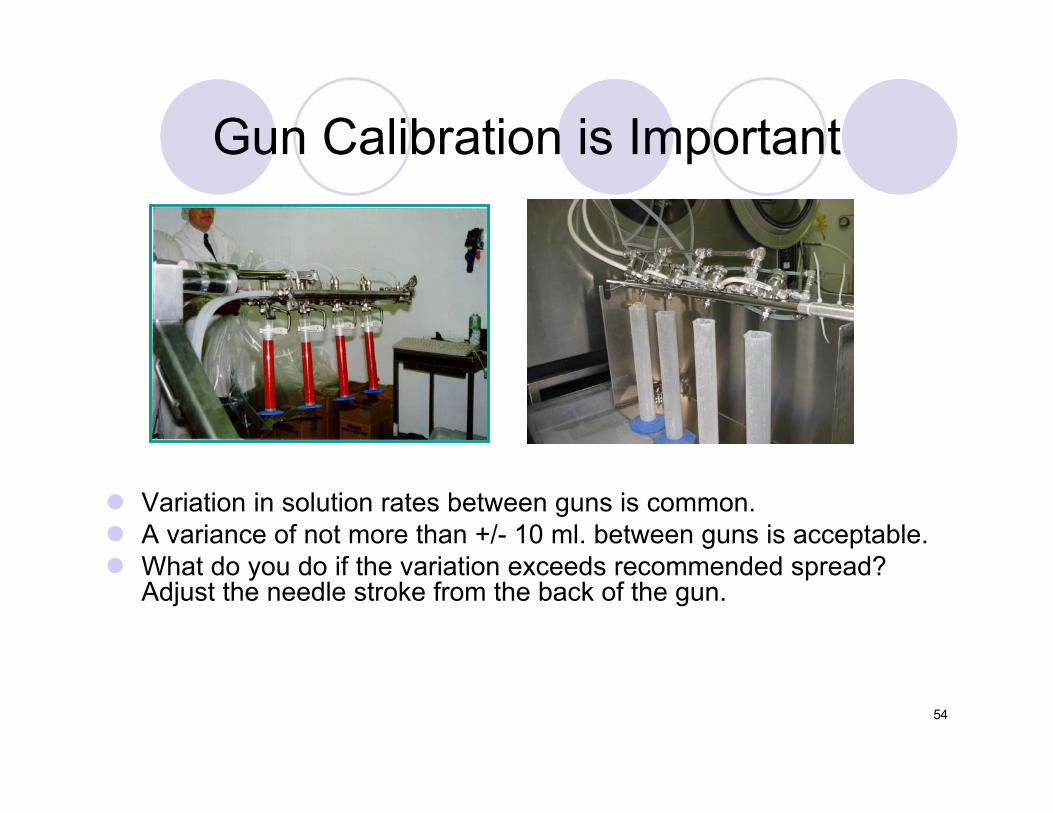
Gun Calibration is Important
Variation in solution rates between guns is common. A variance of not more than +/- 10 ml. between guns is acceptable. What do you do if the variation exceeds recommended spread?
Adjust the needle stroke from the back of the gun.
55
(2) Atomizing and Pattern Air

56
Atomizing and Pattern Air
One of the 8 criticalparameters for success.
Converts a “stream” ofsuspension into a “mist”.
Too much/too littleatomizing air is bad.
Fixed vs variable patternair.
Too much/too littlepattern air is also bad.
57
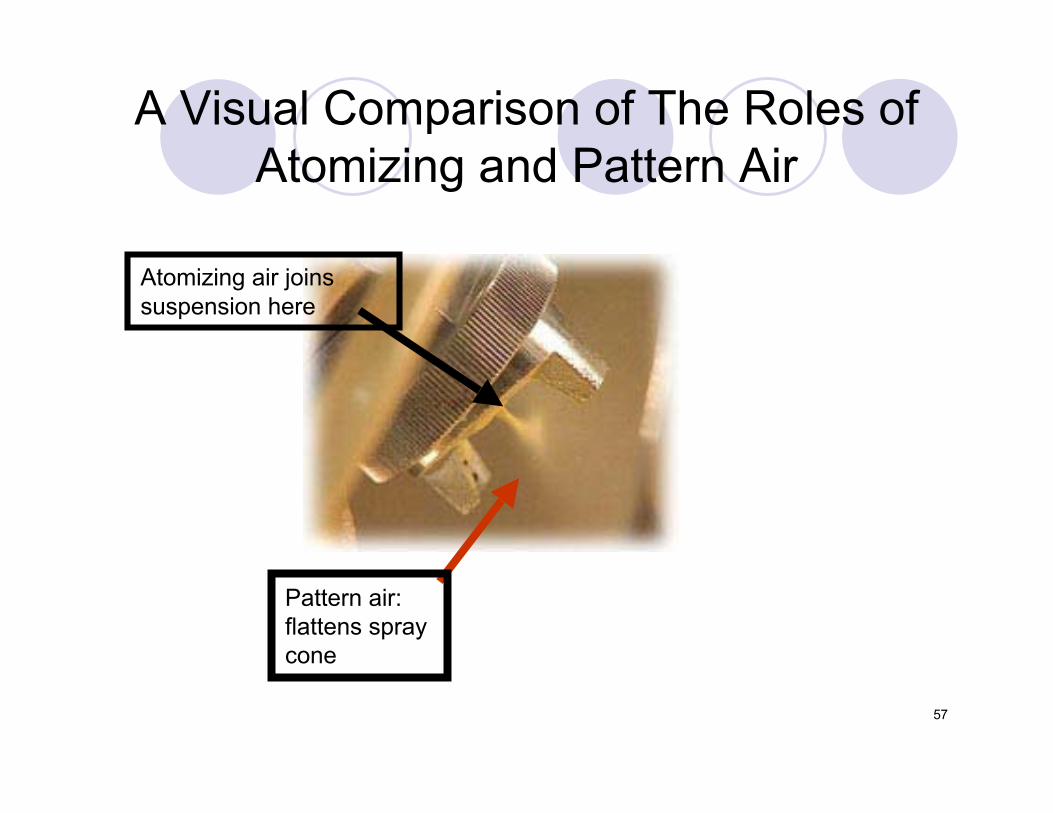
A Visual Comparison of The Roles ofAtomizing and Pattern Air
Pattern air:flattens spraycone
Atomizing air joinssuspension here

58
Fixed Vs Variable Pattern Air
Pattern air shapes the solution cone. Themore air the flatter the cone.
In some systems the pattern air is fixed.
In some systems the pattern air is variableand is set by the operator.

59
Too Much or Too Little Pattern Air
Too much pattern air flattens the cone andmay create an over spray condition.Result: Over wetting that causes “picking”.
Too little pattern air concentrates the conein an insufficient area of the tablet bed.Result: Tablet erosion and or “picking”.

60
(3) Pan Pressure
61
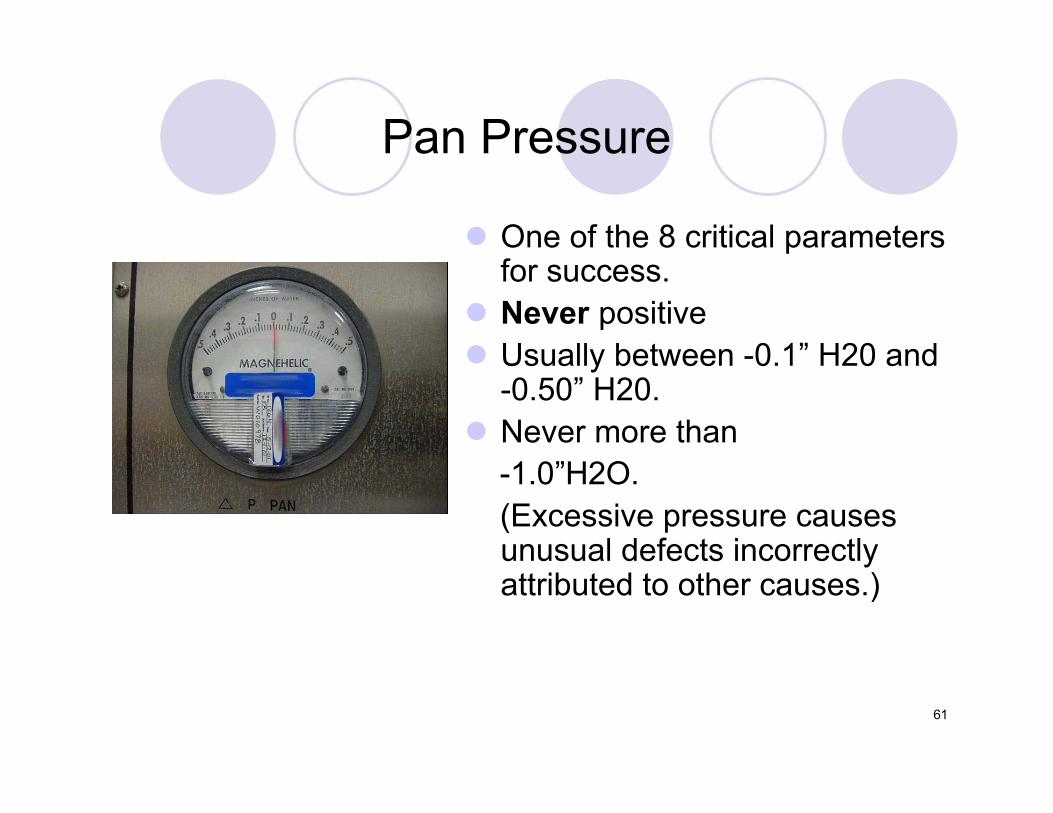
Pan Pressure
One of the 8 critical parametersfor success.
Never positive Usually between -0.1” H20 and
-0.50” H20. Never more than -1.0”H2O. (Excessive pressure causes
unusual defects incorrectlyattributed to other causes.)
62
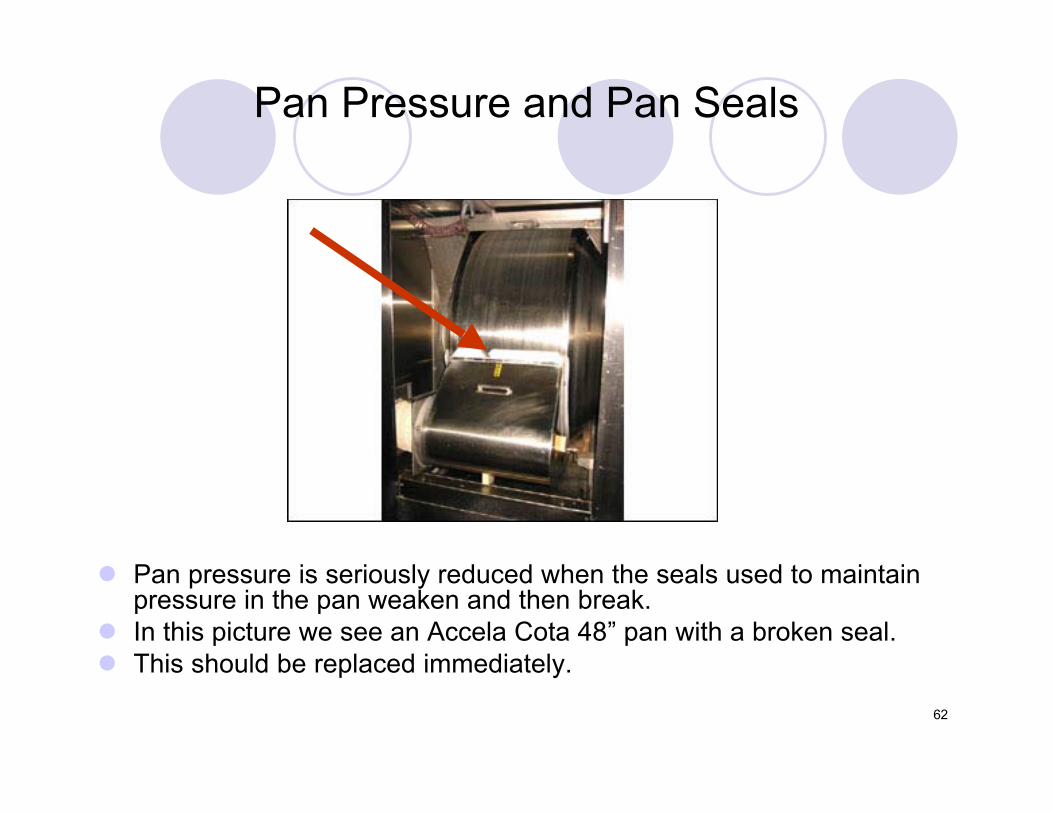
Pan Pressure and Pan Seals
Pan pressure is seriously reduced when the seals used to maintainpressure in the pan weaken and then break.
In this picture we see an Accela Cota 48” pan with a broken seal. This should be replaced immediately.
63
(4) Pan Speed

64
Pan Speed:A Frequently Overlooked Optimization Opportunity
One of the 8 criticalparameters for success.
There is no single specificsetting. This is a relativesetting based on tablet size,shape and load.
Experience and observationare the initial basis of goodscience.
Two basic pan speeds foreach product: 1) Initial speed to achieve a basic covering and then 2) steady state speed.
65
Anti-Slide Bars and Pan Baffles
66
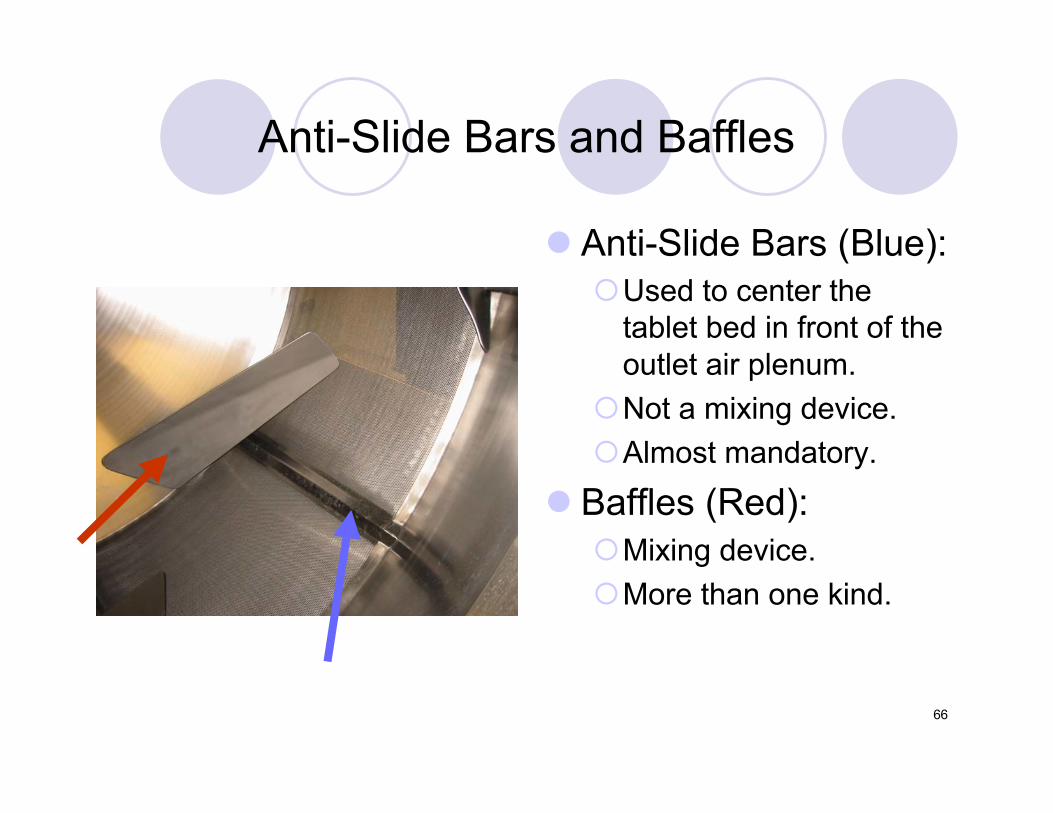
Anti-Slide Bars and Baffles
Anti-Slide Bars (Blue):Used to center the
tablet bed in front of theoutlet air plenum.
Not a mixing device.
Almost mandatory.
Baffles (Red):Mixing device.
More than one kind.
67
(5) Spray Rate
68
Spray Rate
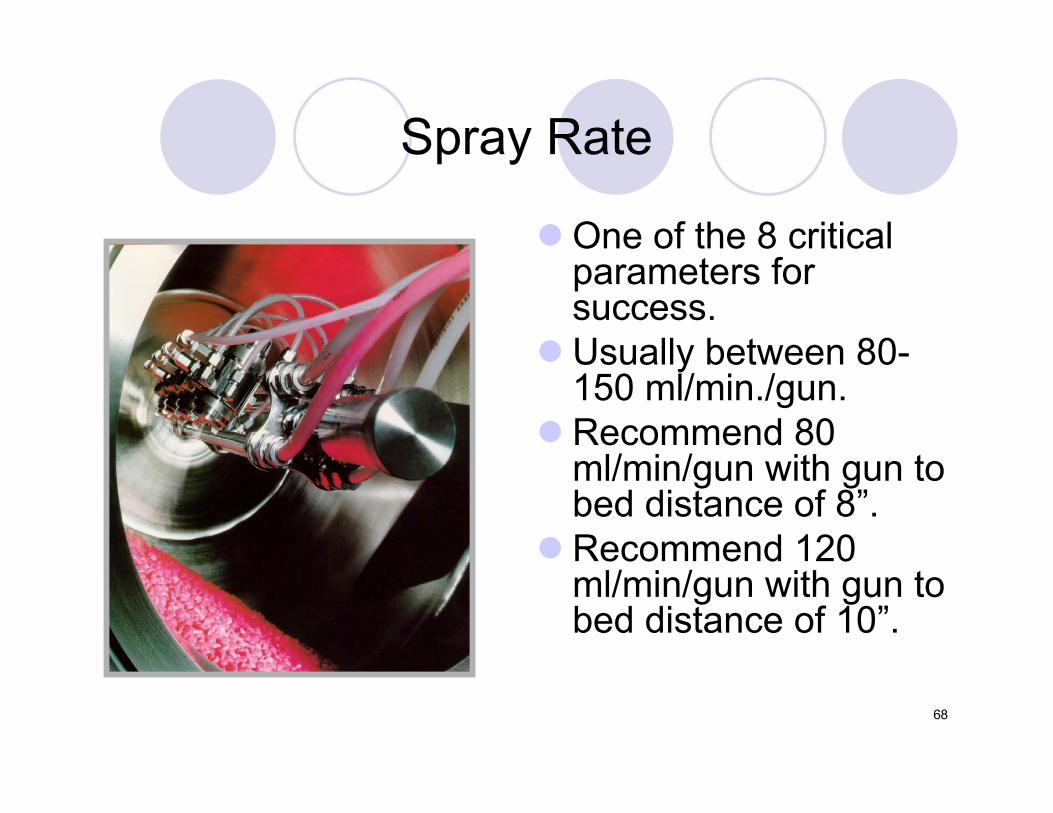
One of the 8 criticalparameters forsuccess.
Usually between 80-150 ml/min./gun.
Recommend 80ml/min/gun with gun tobed distance of 8”.
Recommend 120ml/min/gun with gun tobed distance of 10”.
69
(6) Inlet and OutletTemperatures
70
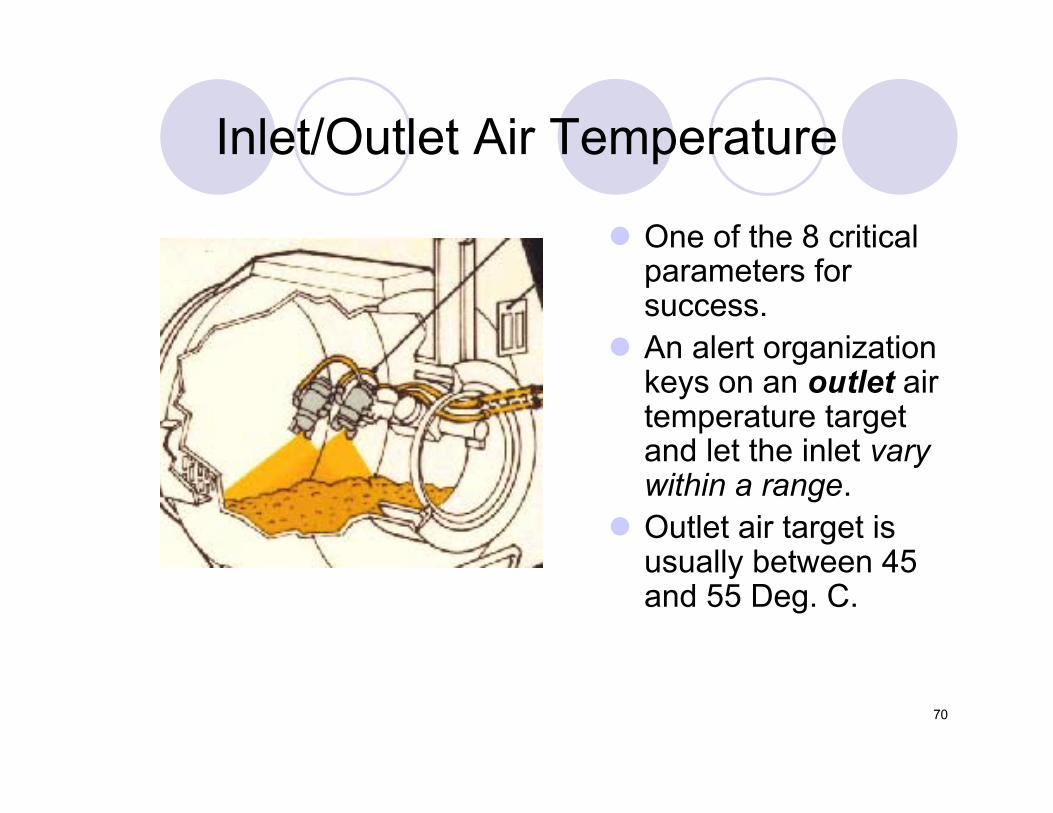
Inlet/Outlet Air Temperature
One of the 8 criticalparameters forsuccess.
An alert organizationkeys on an outlet airtemperature targetand let the inlet varywithin a range.
Outlet air target isusually between 45and 55 Deg. C.
71
Important Distinction!Inlet air temperature is a set point, whereas
outlet air temperature is a function
Inlet air CFM + Inlet air Temp + Spray Rate+ Atomizing air = Outlet Temp.
Inlet temp is a set point, outlet temp is a function Monitoring outlet air temperature helps us determine if any
of the other factors have changed or shifted.
72
(7) Air Volume (“CFM”)
Drying Capacity

73
Total Air Volume (“CFM” or cubic feet per minute)Means Total Drying Capacity
The Coating process is usually somewhat tolerant tovariations in total air volume.
However it becomes a critical parameter for productssensitive to heat or moisture
Total CFM Is a factor in coating efficiency.
74
(8) Adhesion of Particles ToThe Spray Guns
75
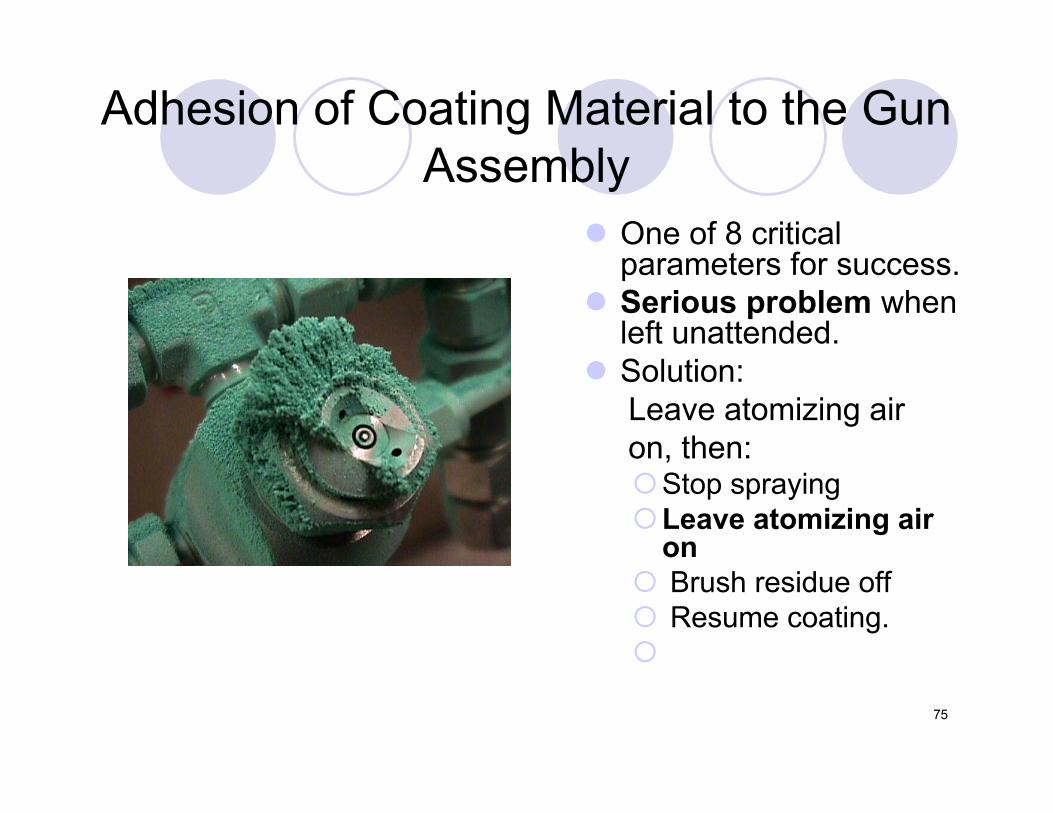
Adhesion of Coating Material to the GunAssembly
One of 8 criticalparameters for success.
Serious problem whenleft unattended.
Solution: Leave atomizing air on, then:
Stop sprayingLeave atomizing air
on Brush residue off Resume coating.

76
Use a Brush To Remove The Dry Particles
Stop spraying.
Keep atomizing airon.
Brush the guns &assembly.
Resume spraying
77
Putting It All Together and Summary
Aqueous film coating is a controllableprocess with eight critical operatingparameters.
It cannot be fully controlled by a computer.
Fully trained and knowledgeable operatorsare required for success in this unitoperation.

78
You know you’re in trouble in the coatingroom if you hear:
“So what if the gun drips a bit” “Let me check with the mechanic” “The nozzles are fixed at the factory” “What do I need a ruler for?” “Flashlights aren’t allowed in the coating room” “A little coating material at the back of the pan is normal” “Needles bend a little, doesn’t matter” “Pan pressure is the pressure of the tablets pressing up
against the drum, the more the better”
79
Common Coating Defects &Causes
80
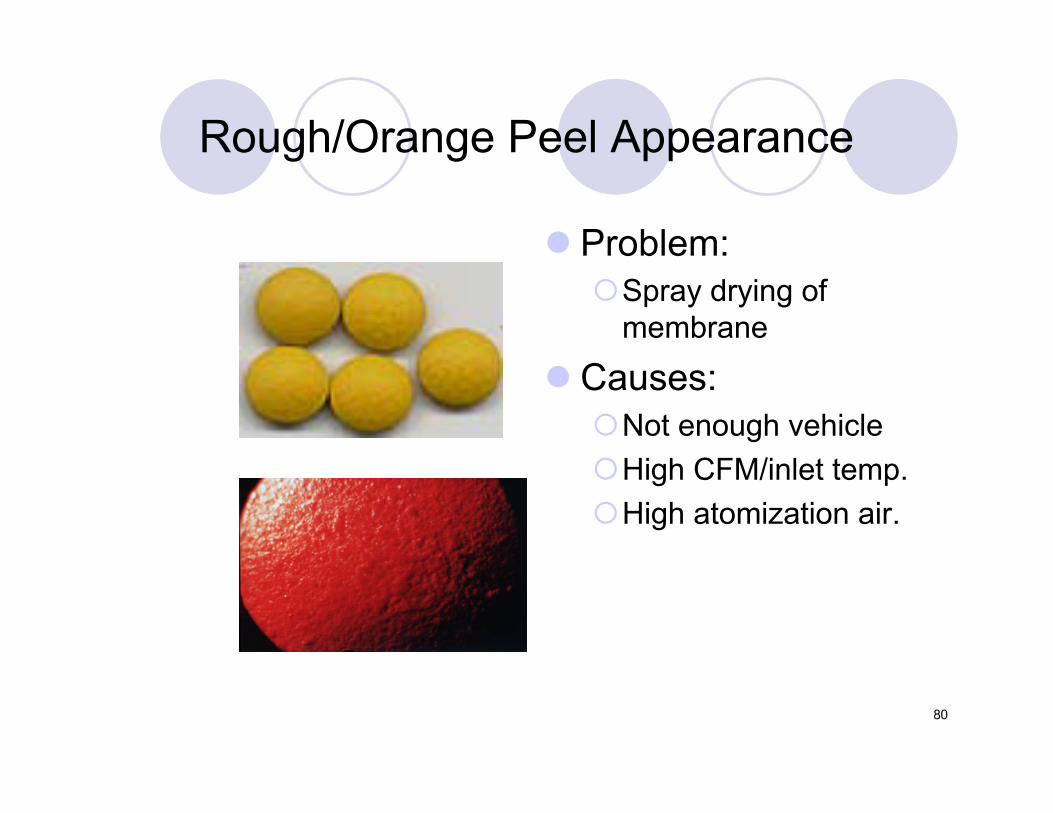
Rough/Orange Peel Appearance
Problem:Spray drying of
membrane
Causes:Not enough vehicle
High CFM/inlet temp.
High atomization air.
81
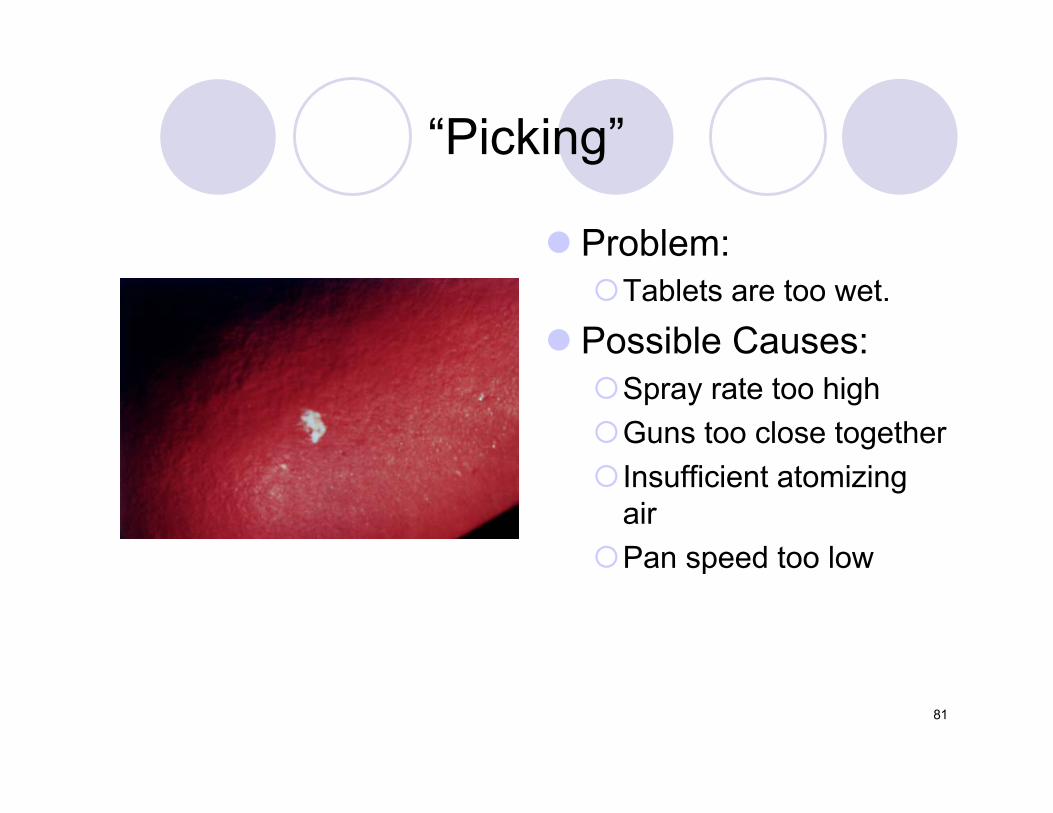
“Picking”
Problem:Tablets are too wet.
Possible Causes:Spray rate too high
Guns too close together
Insufficient atomizingair
Pan speed too low
82
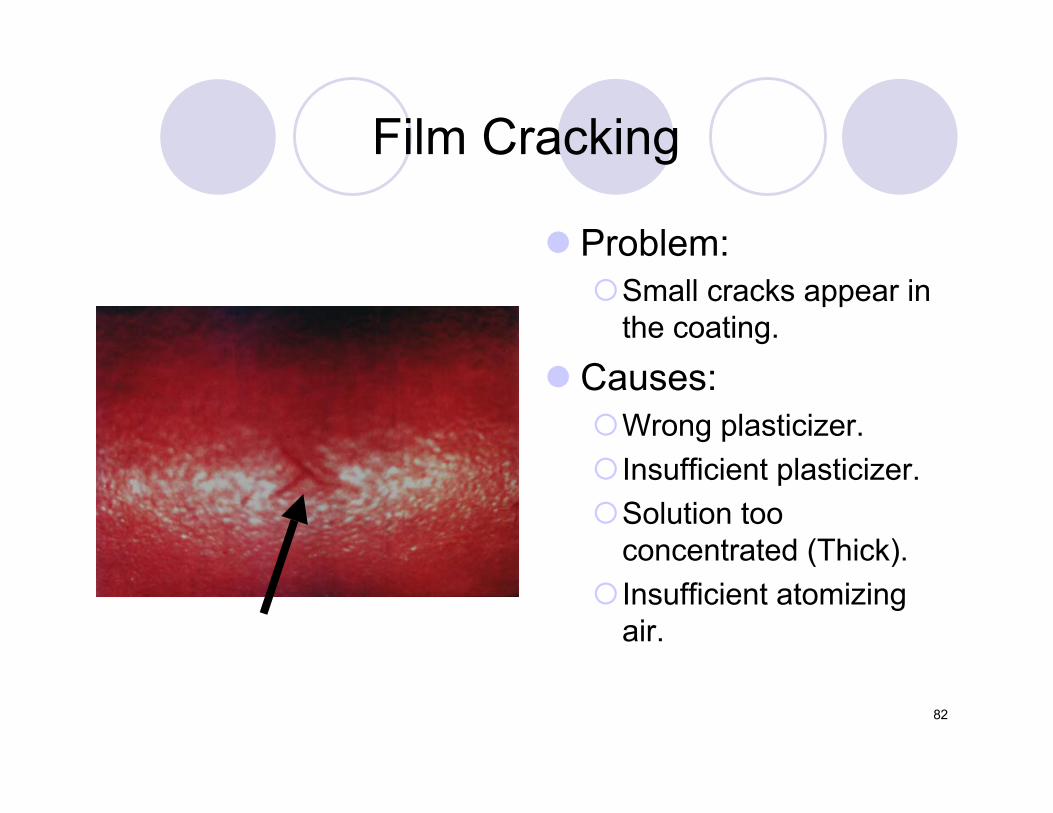
Film Cracking
Problem:Small cracks appear in
the coating.
Causes:Wrong plasticizer.
Insufficient plasticizer.
Solution tooconcentrated (Thick).
Insufficient atomizingair.
83
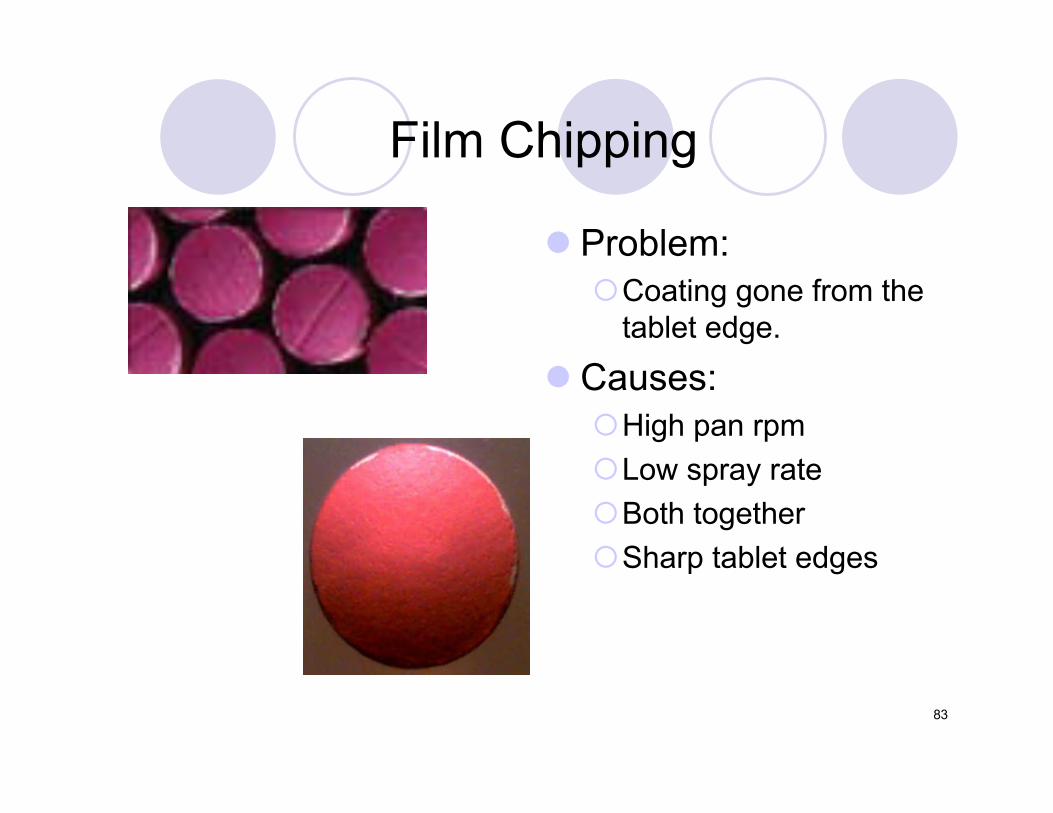
Film Chipping
Problem:Coating gone from the
tablet edge.
Causes:High pan rpm
Low spray rate
Both together
Sharp tablet edges
84
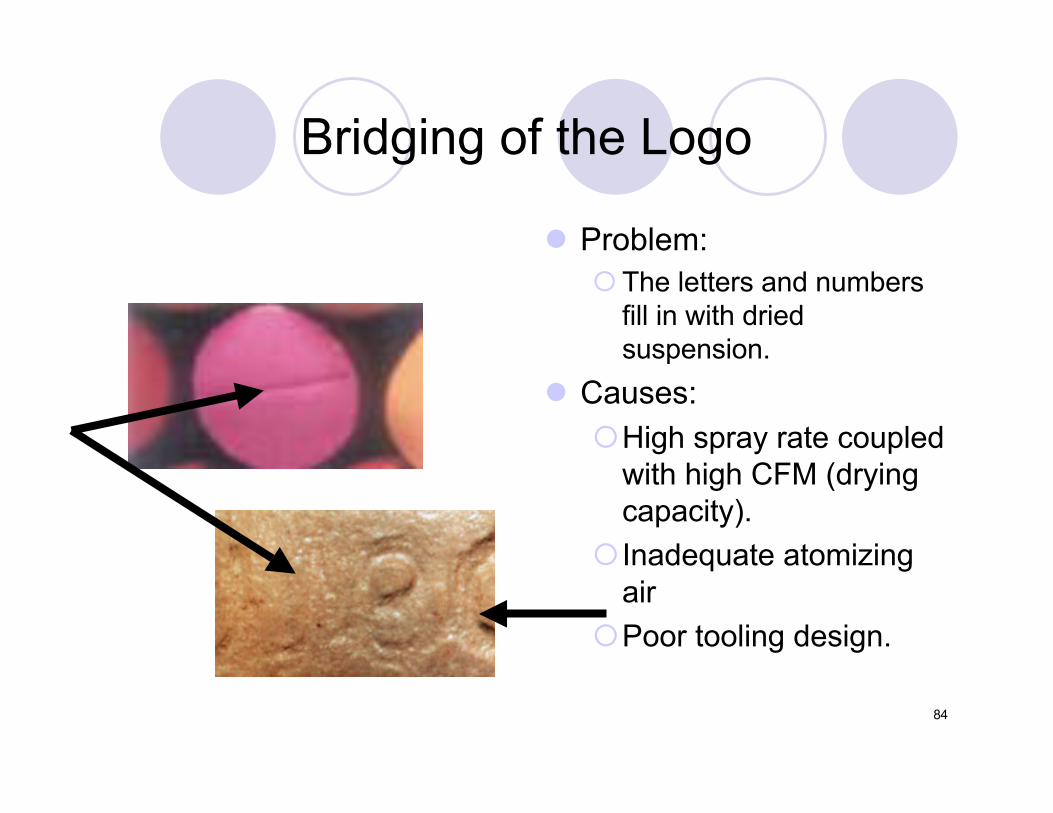
Bridging of the Logo
Problem:The letters and numbers
fill in with driedsuspension.
Causes:High spray rate coupled
with high CFM (dryingcapacity).
Inadequate atomizingair
Poor tooling design.

85
Film Peeling
Problem:Tablets are baking and
the coating ruptures.
Causes:Very high spray rate
Low CFM
Tacky coating material
Lack of adhesion(nothing to stick to, thetablet is too hard)
86
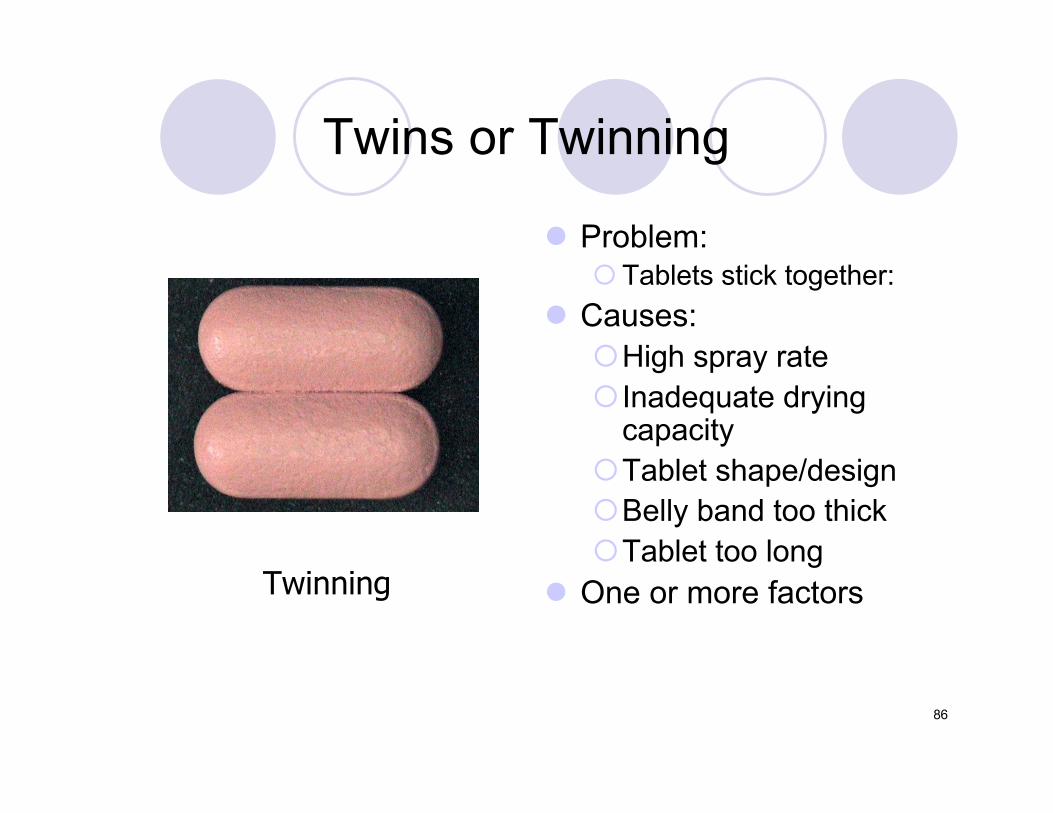
Twins or Twinning
Problem:Tablets stick together:
Causes:High spray rate Inadequate drying
capacityTablet shape/designBelly band too thickTablet too long
One or more factorsTwinning
87
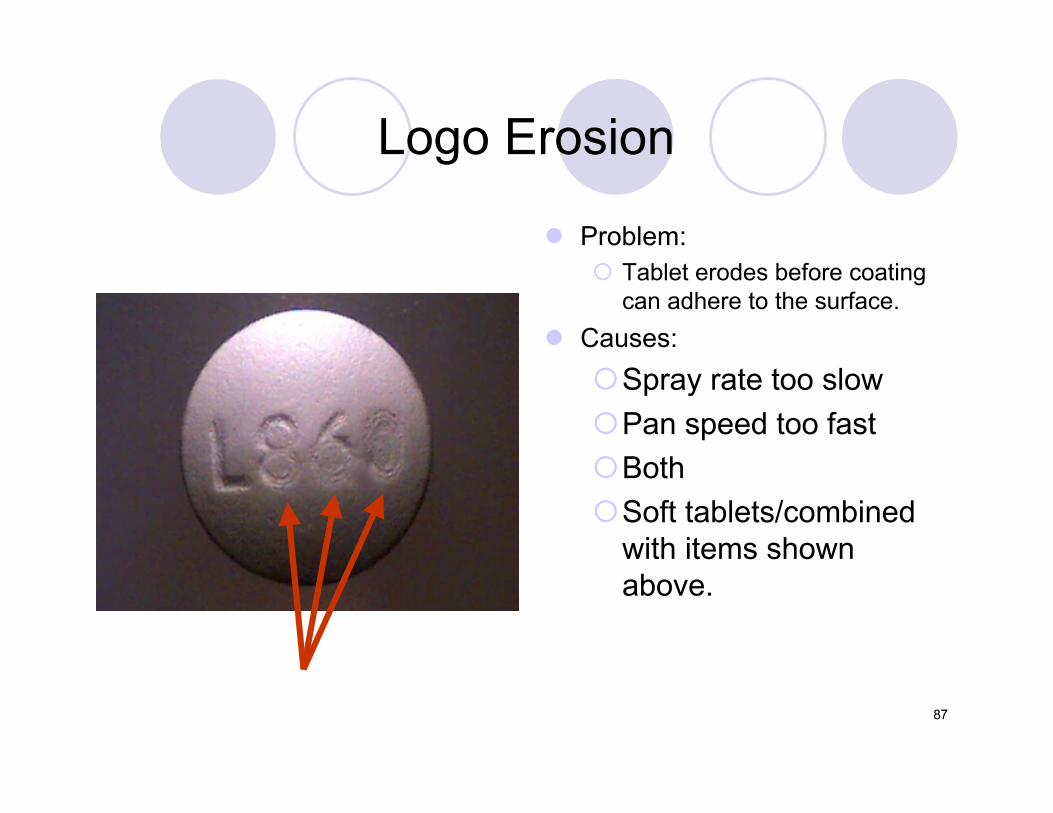
Logo Erosion
Problem: Tablet erodes before coating
can adhere to the surface.
Causes:
Spray rate too slow
Pan speed too fast
Both
Soft tablets/combinedwith items shownabove.

88
Film Cracking
Rather rare defect.
Not seen often
Happens whensolution evaporatesor is mixed toothick.
89
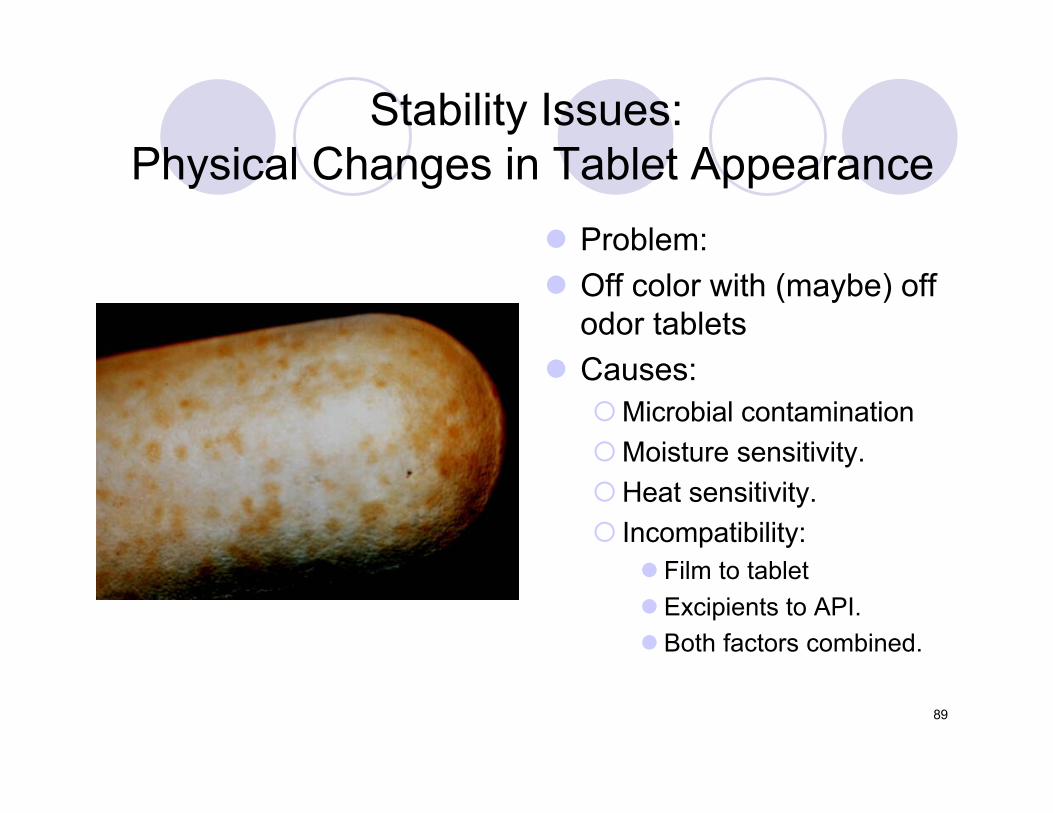
Stability Issues: Physical Changes in Tablet Appearance
Problem:
Off color with (maybe) offodor tablets
Causes:Microbial contamination
Moisture sensitivity.
Heat sensitivity.
Incompatibility: Film to tablet
Excipients to API.
Both factors combined.
90
Grand Summary:
Film coating is unforgiving.
Coating is easily optimized.
You may avoid errors If Youunderstand the critical operatingparameters






























