-
8/12/2019 Lecture 1 Biomaterial
1/55
BE906
Biomaterials and Biocompatibility
Lecture 1
Biomaterial. Introduction
Dr Alexander GallowayDr Patricia Muoz-Escalona
-
8/12/2019 Lecture 1 Biomaterial
2/55
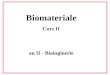
Growth of Engineering Materials
-
8/12/2019 Lecture 1 Biomaterial
3/55
Materials
Alumina
Silicon carbideCement and concrete
Ceramics and
glassesBoro-silicate glass
Soda glass
PE, PP, PS
PVC, PMMA, PCEpoxy, polyester
Polymers and
elastomersButyl rubber
Isoprene
Steels
Cast irons
Al-alloys
Metals and alloys
Polymer,
Metal matrix,
Ceramic composites
Hybrid materialsFoams, sandwiches
Wood, bone
Cu-alloys
Ni-alloys
Ti-alloys
-
8/12/2019 Lecture 1 Biomaterial
4/55
The
database
Links
Links
The structure of the CES Edu database
Materials
data-tableProcesses
data-table
Suppliers
data-table
References
data-table
-
8/12/2019 Lecture 1 Biomaterial
5/55
Organising information: the MATERIALS TREE
Family
Metals
& alloys
Polymers
& elastomers
Hybrids
Structured
information
Unstructured
information
Class
Glass
Technical
ceramic
Non-technical
ceramic
Ceramics& glasses
Member
Alumina
Aluminanitride
Boroncarbide
Silicon
Tungstencarbide
Material records
Attributes
Boron carbide
Density
Mechanical props.
Thermal props.
Electrical props.
Optical props.
Corrosion props.
Documentation
-- specific
-- general
Kingdom
Materialsdata-table
Silicon
Density
Mechanical props.
Thermal props.
Electrical props.
Optical props.
Corrosion props.
Documentation
-- specific
-- general
Alumina
Density
Mechanical props.
Thermal props.
Electrical props.
Optical props.
Corrosion props.Documentation
-- specific
-- general
-
8/12/2019 Lecture 1 Biomaterial
6/55
Structured information for Alumina
-
8/12/2019 Lecture 1 Biomaterial
7/55
-
8/12/2019 Lecture 1 Biomaterial
8/55
Unstructured information for Alumina
-
8/12/2019 Lecture 1 Biomaterial
9/55
The world of manufacturing processes
Joining
Welding
Primary
shapingHeater Screw
Granular PolymerMould
Nozzle
Cylinder
No.8-CMYK-5/01
Injection moulding
Secondary
shaping
Machining
Surface
treating
Casting Rolling
Rapid
prototyping
Adhesives
Fasteners
Heat treating
Polishing Surface coatings
Drilling Turning
Milling
-
8/12/2019 Lecture 1 Biomaterial
10/55
Organising information: the PROCESS TREE
Kingdom
Processesdata-table
Family
Joining
Shaping
Surfacing
Class
Casting
Deformation
Moulding
Composite
Powder
Rapid prototyping
Member
Molding
Injection
Tape casting
Pressing
Attributes
Process records
Pressing
Material
Shape
Size Range
Min. section
Tolerance
Roughness
Economic batch
Documentation
-- specific
-- general
Structured
information
Unstructured
information
-
8/12/2019 Lecture 1 Biomaterial
11/55
Structured information for pressing
-
8/12/2019 Lecture 1 Biomaterial
12/55
Unstructured information pressing
-
8/12/2019 Lecture 1 Biomaterial
13/55
The 3 levels of the CES EduPack Software
Level 1
1st yearstudents:
Engineering, Materials
Science, Design
64materials, 75processes
The CES EduPack
Level 2
2nd - 4th year
students of Engineering
and Materials Science
and Design.
94materials, 107processes
Level 3
4th year, masters
and researchstudents
of Engineering
Materials and Design.
2916materials, 233 processes
Materials
science
Polymer
engineering
Mechanical
engineering
Architecture
& civil eng
Aeronautical
engineering
-
8/12/2019 Lecture 1 Biomaterial
14/55
Age hardening ALUMINUM ALLOYS
The material
The high-strength aluminum alloys relyon age-hardening: a
sequence of heatreatment steps that causes the precipitation
of a nano-scale dispersion of intermetallicshat impede
dislocation motion and impart strength.
General propertiesDensity 2500 - 2900 kg/m^3Price 1.423 - 2.305
USD/kg
Mechanical propertiesYoung's modulus 68 - 80 GPaElastic limit 95
- 610 MPaTensile strength 180 - 620 MPaElongation 1 - 20 %Hardness
- Vickers 60 - 160 HVFatigue strength at 10
7cycles 57 - 210 MPa
Fracture toughness 21 - 35 MPa.m^1/2
Thermal propertiesThermal conductor or insulator? Good
conductor
Thermal conductivity 118 - 174 W/m.KThermal expansion 22 - 24
strain/CSpecific heat 890 - 1020 J/kg.KMelting point 495 - 640
CMaximum service temperature 120 - 170 C
Electrical propertiesElectrical conductor or insulator? Good
conductor
Adding the science
Youngs modulus
Definition.
.
.
Measurement
.
.
Origins
.
.
Definition,
Measurement,
Science
Thermal expansion
Definition.
.
.
Measurement
.
.
Origins
.
.
-
8/12/2019 Lecture 1 Biomaterial
15/55
Mechanical attributes Minimum Maximum
Density Mg/m3
Youngs modulus GPa
Elastic limit MPa
Thermal a ttributes
Max. service temp. C
T-expansion 10 -6/K
T-conductivity W/m.K
Electrical attributes
Good insulator
Poor insulator
Poor conductor
Good conductor
A limit stage Graph stage
Limit stage
Tree stage
Screening
Browse Select Search Print Search webToolbar
0.1
Metals
Polymers &
elastomersComposites
Foams
10301 1010 1020
Electrical resistivity (mW.cm)
Thermalconductivity
(W/m.s
)
Ceramics
10
1
100
0.01
Proces
s
Join
Shape
Surface
Cast
Deform
Mold
Composite
Powder
Prototype
A tree stage
-
8/12/2019 Lecture 1 Biomaterial
16/55
Introduction
Metallic Elements:
Mg - magnesium
Al - aluminium
Ti - titanium Fe - iron
Na - sodium
Zr - zirconium
Non-Metallic Elements:
C - carbon
Si - silicon
S - sulphur N - nitrogen
B - boron
O - oxygen
What is a ceramic?
Ceramics can be a combination of:
Non-metallic and non-metallic elements
Metallic and non-metallic elements
Keramikos -- Burnt stuff
-
8/12/2019 Lecture 1 Biomaterial
17/55
Traditional Ceramics
Clay based products
e.g. pottery, porcelain, bricks and tiles
Applications of Ceramics
-
8/12/2019 Lecture 1 Biomaterial
18/55
Ceramics are refractory polycrystalline compounds:
Usually inorganic
Highly inert Hard and brittle
High compressive strength
Generally good electric and thermal insulators
Good aesthetic appearance
-
8/12/2019 Lecture 1 Biomaterial
19/55
Advanced Ceramics
Developed to fulfil a particular need
Improved temperature resistance
Improved mechanical properties
Special electrical properties
Improved chemical resistance
Applications of Ceramics
-
8/12/2019 Lecture 1 Biomaterial
20/55
Properties of Ceramics
Intrinsic Properties: Melting point
Youngs modulus
Coefficient of thermal expansion
Extrinsic Properties: Mechanical strength
Dielectric constant
Electrical conductivity
-
8/12/2019 Lecture 1 Biomaterial
21/55
Intrinsic Properties
Determined by: Chemical composition
Atomic structure
E i i P i
-
8/12/2019 Lecture 1 Biomaterial
22/55
Extrinsic Properties
Determined by:
Microstructure Grain size
Shape of grain
Volume fraction of phases
Porosity
Dense Microstructure Porous Microstructure
-
8/12/2019 Lecture 1 Biomaterial
23/55
Microstructure
Property Desired Microstructure
High Strength Small grain size
Uniform microstructure
Flaw free
High Toughness Duplex microstructure with high
aspect ratios
High creep resistance Large grains
Absence of amorphous grainboundary phases
-
8/12/2019 Lecture 1 Biomaterial
24/55
Production Process
DensePolycrystallineCeramic
Firing
Shaped Powder Form (Green Body)
Forming
Mixing
Powder
-
8/12/2019 Lecture 1 Biomaterial
25/55
Forming Methods
Plastic Forming Extrusion
Injection moulding
Pressing Die pressing
Isostatic pressing
Casting Slip casting
Tape casting
P i
-
8/12/2019 Lecture 1 Biomaterial
26/55
Pressing
Die Filling
Requires good flow characteristics
Powder Compaction
Initial structure contains large and small voids
Ejecting the Powder Compact
Elastic compression during pressing is released
resulting in strain recovery (springback)
-
8/12/2019 Lecture 1 Biomaterial
27/55
Additives
Plasticisers
Softens the binder in the dry state and increases the
flexibility of the green body
Plasticiser molecules get between the polymer chains of
the binder
Softening the binder also decreases the green strength
Binders Provide bridges between particles
Aid granulation
Provide strength in the green body
-
8/12/2019 Lecture 1 Biomaterial
28/55
Additives
Lubricants
Reduce friction between particles
Reduce friction between particles and die wall
Leads to high and more uniform packing density
Dispersants
Stabilise the slurry
Prevents particles sticking together- Absorbed onto particles
which increases the repulsive forces by electrical
charging
Additives must be removed prior to sintering
-
8/12/2019 Lecture 1 Biomaterial
29/55
Pressing
Die Pressing (uniaxial pressing) Simultaneous uniaxial
compaction and shaping ofpowder in a rigid die
Advantages:
Good dimensional control due to
rigid die
Disadvantages:
Agglomeration of dry powder
Non-uniform transmission of
applied pressure
-
8/12/2019 Lecture 1 Biomaterial
30/55
Pressing
Isostatic Pressing The application of a uniform pressure to the
powder
contained in a flexible rubber container
Advantages: Less powder movement
No die walls
Ability to press relatively complex
shapes to a uniform density
Disadvantages: Inferior dimensional control
2 classes of isostatic pressing Wet bag pressing
Dry bag pressing
-
8/12/2019 Lecture 1 Biomaterial
31/55
Pressing
Wet bag Pressing
a. The powder is placed in a watertight die with flexible
walls
b. The die is immersed in a liquid in the high-pressure
chamber
c. The pressure of the liquid increases deforming the die wall
(pressure is transmit uniformly to the powder)
d. Green body is removed after compaction
-
8/12/2019 Lecture 1 Biomaterial
32/55
Pressing
Dry bag Pressing
-
8/12/2019 Lecture 1 Biomaterial
33/55
Casting
Involve the consolidation of powders from aconcentrated slurry
(or slip)
Requires slip with:
Highest concentration of solidsto minimise shrinkage
Low enough viscosity to pour
Microstructural uniformity of the green body can be
controlled by the dispersants
C ti
-
8/12/2019 Lecture 1 Biomaterial
34/55
Casting
Advantages: Uniform packing density
Can form large components and
complex shapes
Disadvantages: Narrow range of wall
thicknesses
Variable wall thickness is difficult
to cast Shrinkage control is complex
C
-
8/12/2019 Lecture 1 Biomaterial
35/55
Casting
Tape casting
Slurry is spread over a surface covered with a removable
sheet of plastic using a carefully controlled blade
The resulting tape is then dried
The thickness of the tape is controlled by the height ofthe
blade and the speed of travel
-
8/12/2019 Lecture 1 Biomaterial
36/55
Plastic Forming Methods
Involves the plastic deformation of a mouldable powderadditive
mixture
In the form of a paste
2 plastic forming methods Extrusion
Injection moulding
Plastic Forming Methods
-
8/12/2019 Lecture 1 Biomaterial
37/55
Plastic Forming Methods
Important Considerations
Paste should exhibit plastic behaviour
At stresses below yield the paste should behave like a rigid
solid
At stresses above yield the paste should deform
Extrusion
- The extruded body must be strong enough to be transported to
a
drying rack without significant distortion
Achieved using a high viscosity binder
-
8/12/2019 Lecture 1 Biomaterial
38/55
Plastic Forming Methods
Injection Moulding
Important Considerations
Mixture must have low enough viscosity for mould filling
Controlled by binder
Advantages:
Good die filling for complex
shapes
Homogeneous green body due
to fluidity of mixture
Disadvantages:
Long processing cycle
Complicated to optimise
Time required to remove binder
from thick bodies can be long Moulds are expensive
hardened tool steel for abrasion
resistance
P d ti P
-
8/12/2019 Lecture 1 Biomaterial
39/55
Production Process
DensePolycrystallineCeramic
Firing
Shaped Powder Form (Green Body)
Forming
Mixing
Powder
Fi i ( i t i )
-
8/12/2019 Lecture 1 Biomaterial
40/55
Firing (sintering)
Firing of ceramic body at high temperature (below the
meltingpoint) to obtain a dense component
Desired characteristics of final microstructureDense
materials
Uniform grain size
Narrow grain size distribution
In order for sintering to occur we need the presence of:
A mechanism for material transport 1. Diffusion2. Viscous
flaw
A source of energy to activate and
sustain the material transport
1. Heat
2. Energy gradients
Sintering Stages
-
8/12/2019 Lecture 1 Biomaterial
41/55
Sintering Stages
Initial stage
Particles maintain their identity
Neck growth occurs
Little shrinkage occurs
Bonding occurs at the point of contact where
materials transport can occur and where the
surface energy is the highest
Si t i St
-
8/12/2019 Lecture 1 Biomaterial
42/55
Sintering Stages
Intermediate stage Particle contacts have grown
Porosity forms interconnected network of channels
Majority of densification occurs
Shrinkage equivalent to the amount of reduction in porosity
Sintering Stages
-
8/12/2019 Lecture 1 Biomaterial
43/55
Sintering Stages
Final stage
Isolated pores
Grain growth occurs
Mi t t
-
8/12/2019 Lecture 1 Biomaterial
44/55
Microstructure
Important microstructural features Grain size
Shape of grain
Volume fraction of phases
Porosity
Densification
-
8/12/2019 Lecture 1 Biomaterial
45/55
Densification
Driving force
Elimination of pore space
Reduces surface area of solid phase
Thereby reducing the surface energy
Densification lowers the free energy
M h i f M T t
-
8/12/2019 Lecture 1 Biomaterial
46/55
Mechanisms of Mass Transport
Solid-state Sintering
Volume Diffusion
Occurs by the movement of point defects
Grain boundary diffusion
Grain boundaries are highly defective
Surface diffusion
Free surface of solid is not perfectly flat
Evaporation/Condensation
Volume Diffusion
-
8/12/2019 Lecture 1 Biomaterial
47/55
Volume Diffusion
Vacancy mechanism Interstitial mechanism
Interstitialcy mechanism
Grain Boundary Diffusion
-
8/12/2019 Lecture 1 Biomaterial
48/55
Grain Boundary Diffusion
Surface Diffusion
-
8/12/2019 Lecture 1 Biomaterial
49/55
Surface Diffusion
Surface diffusion rates and mechanisms are affected by a variety
of factors:
- Strength bond
- Orientation of the surface lattice
Liquid-Phase Sintering
-
8/12/2019 Lecture 1 Biomaterial
50/55
Liquid-Phase Sintering
Composition of starting powder is tailored to form a small
amount of liquid
Small amount of liquid phase formed to enhance the
sinteringprocess
Major commercial importance
Faster than solid state sintering
Results in uniform densification
Liquid Phase Sintering Stages
-
8/12/2019 Lecture 1 Biomaterial
51/55
Liquid-Phase Sintering Stages
Particle rearrangement
Particle rearrangement due to capillary forces
Filling of pores by the liquid phase
Solution precipitation Small amounts of the solid particles are
able to dissolve in the
liquid
The material can be reprecipitated into pore regions
Solid-state sintering
Once a rigid skeleton is formed, liquid phase sintering ends
and
solid state sintering takes over
Li id Ph Si t i St
-
8/12/2019 Lecture 1 Biomaterial
52/55
Liquid-Phase Sintering Stages
Summary 1
-
8/12/2019 Lecture 1 Biomaterial
53/55
Summary 1
Forming
Ceramics can not be cast like metals due to their high
melting pointstypically formed from powders
3 main green forming techniques
Pressing
Casting
Plastic forming
Summary 2
-
8/12/2019 Lecture 1 Biomaterial
54/55
Summary 2
Sintering
Firing of ceramic body at high temperature (below
melting point) to obtain a dense component
2 Sintering techniques
Solid State
Liquid phase
Small amount of liquid phase formed to enhance sintering
process
Much faster than solid state sintering
-
8/12/2019 Lecture 1 Biomaterial
55/55