Embed Size (px)
Citation preview
Gojko Marić, Tomislav Filetin, Ivan Kramer Fakultet strojarstva i brodogradnje, Zavod za materijale, I. Lučića 5, 10000 Zagreb
METALNE PJENE – PROIZVODNJA, SVOJSTVA I PRIMJENA 1. UVOD Priroda stvara ćelijaste materijale, kao npr. drvo, kamen, kost, koralj i sl. čija su svojstva optimalno prilagođena okolnim uvjetima. Metalne pjene su pokušaj oponašanja takvih struktura za tehničke uvjete primjene (slika 1). Metalne pjene imaju visoku poroznost od 40 do 90 % što uz oblik i veličinu ćelija - otvorene, zatvorene, vrstu osnovnog materijala bitno određuje njihova svojstva. Svojstva se uglavnom reguliraju promjenom parametara procesa proizvodnje, čime se primarno utječe na strukturu. Metalne pjene predstavljaju potpuno novu klasu metalnih materijala, koja je još uvijek relativno nepoznata u inženjerskoj primjeni. Iako su prvi patenti stari oko 50 godina, intenzivna istraživanja metalnih pjena za industrijsku primjenu počela su unatrag 10-tak godina. Osnovna svojstva su: niska gustoća (masa), relativno visoka krutost (naročito kod sendvič konstrukcija), dobra izolacijska svojstva (zvuk, toplina), negorivost i odlična apsorpcija energije udara itd. [2].
A B Slika 1. Prikaz strukture kosti (A) i metalne pjene (B) [1]
2. POSTUPCI PROIZVODNJE Metalne pjene nastaju iz taljevine ili praha. Samo upjenjavanje materijala se uvijek događa iz tekuće faze tako da se i prah dovodi u rastaljeno stanje. Izvor plina je nužan preduvjet za stvaranje praznina unutar rastaljenog metala. On može biti vanjski ili su u taljevinu dodaje raspršujući agens koji pospješuje upjenjavanje. Stvaranje pjene može biti trenutno ili odgođeno. U zadnjem redu su dani naziv nekih oblika metalnih pjena. Metalne pjene se mogu proizvesti iz gotovo svih vrsta metala koji postoje u obliku praha, no zbog ranog stadija istraživanja komercijalno su danas najčešće dostupne metalne pjene na bazi aluminija (Al) i nikla (Ni). Po posebnoj narudžbi se proizvode i pjene na bazi magnezija (Mg), olova (Pb), cinka (Zn), bakra (Cu), bronce, titana (Ti), čelika pa čak i zlata (Au). S obzirom na intenzivnost proučavanja metalnih pjena u narednih pet godina se očekuje povećanje vrsta ovih materijala na tržištu. Kombinacijom više metala može se dobiti širok raspon svojstava, a također je moguće i konstruiranje materijala za točno određeni proizvod. Danas je poznato devet načina proizvodnje metalnih pjena od kojih je pet u komercijalnoj uporabi. Svi ti postupci se dijele u četiri osnovna: - pjena se formira iz parne faze - pjena se formira elektrotaloženjem iz tekuće otopine - pjena se formira u rastaljenoj fazi - pjena se formira u čvrstoj fazi.

Svakom od tih devet postupaka se može donekle utjecati na oblik, veličinu i stupanj otvorenosti ćelija, kao i na relativnu gustoću. U ovom radu se kratko opisuju samo komercijalni načini proizvodnje metalnih pjena. 2.1. Ubrizgavanje plina u taljevinu Metalna pjena se ne može dobiti samo ubrizgavanjem plina u rastaljeni metal, zato što je sušenje metala oko ruba mjehurića prebrzo da bi pjena ostala stabilna do skrućivanja. Zbog toga se u taljevinu dodaju vrlo sitne, nerastvorljive čestice koje povećavaju viskoznost aluminija, sprečavaju sušenje opne mjehurića i na taj način stabiliziraju pjenu. Kao čestice se najčešće rabe SiC, Al2O3, ZrO2, MgO ili TiB2 promjera 0,5 µm do 25 µm. Volumni udio im najčešće iznosi 10% do 20 %. Prilikom unošenja tih čestica u aluminij se koriste napredne tehnike miješanja kako bi njihov raspored bio jednolik. Ovim postupkom se uglavnom upjenjuje aluminij zbog njegove niske gustoće i dobre otpornosti na oksidaciju. Nakon toga se u taljevinu upuhuje plin pomoću posebno konstruiranih rotirajućih ubrizgavalica i vibrirajućih raspršivača. Tako se dobivaju fini jednoliki mjehurići raspršeni u taljevini. U ovom procesu se može koristiti više vrsta plinova. To su zrak, CO2, O2, inertni plinovi (npr. argon), N2 pa čak i voda. Mješavina metala i mjehurića ispliva na površinu gdje se metal suši. Vrijeme skrućivanja će ovisiti o toplinskom gradijentu. Tako stvorena pjena izlazi na površinu pomoću konvejerskih remena. Na taj se način dobivaju aluminijske pjene gustoće od 69 kg/m3 do 540 kg/m3, s porama promjera od 3 mm do 25 mm i debljinama stijenki 50 µm do 85 µm. Na veličinu ćelija se može utjecati protokom plina, brzinom ubrizgavalice, frekvencijom vibriranja raspršivača te ostalim parametrima.
Slika 2. Proces nastajanja metalne pjene ubrizgavanjem plina u taljevinu [2]
Određeni problemi se mogu pojaviti i zbog sila konvejerskog remena prilikom vučenja na površinu. Ćelije se dijagonalno deformiraju što negativno utječe na mehanička svojstva koja postaju izotropna. Upjenjeni materijal se koristi ili s zatvorenom površinom ili se reže u odgovarajuće oblike. Prednost ovog procesa je u tome što je jeftiniji i što se mogu proizvoditi dijelovi većih dimenzija, a loša strana je u tome što se rezanjem otvaraju ćelije i što je još uvijek ograničen samo na aluminij. Na tržištu su na ovaj način izrađene pjene nalaze pod nazivima Hydro/Alcan. Danas se razvijaju metode za dobivanje pjena ovom metodom bez dodataka. Viskoznost se drži na niskoj razini, tako da je u procesu tijekom ubrizgavanja stalno prisutno hlađenje, međutim takvi sustavi su još uvijek vrlo nestabilni.
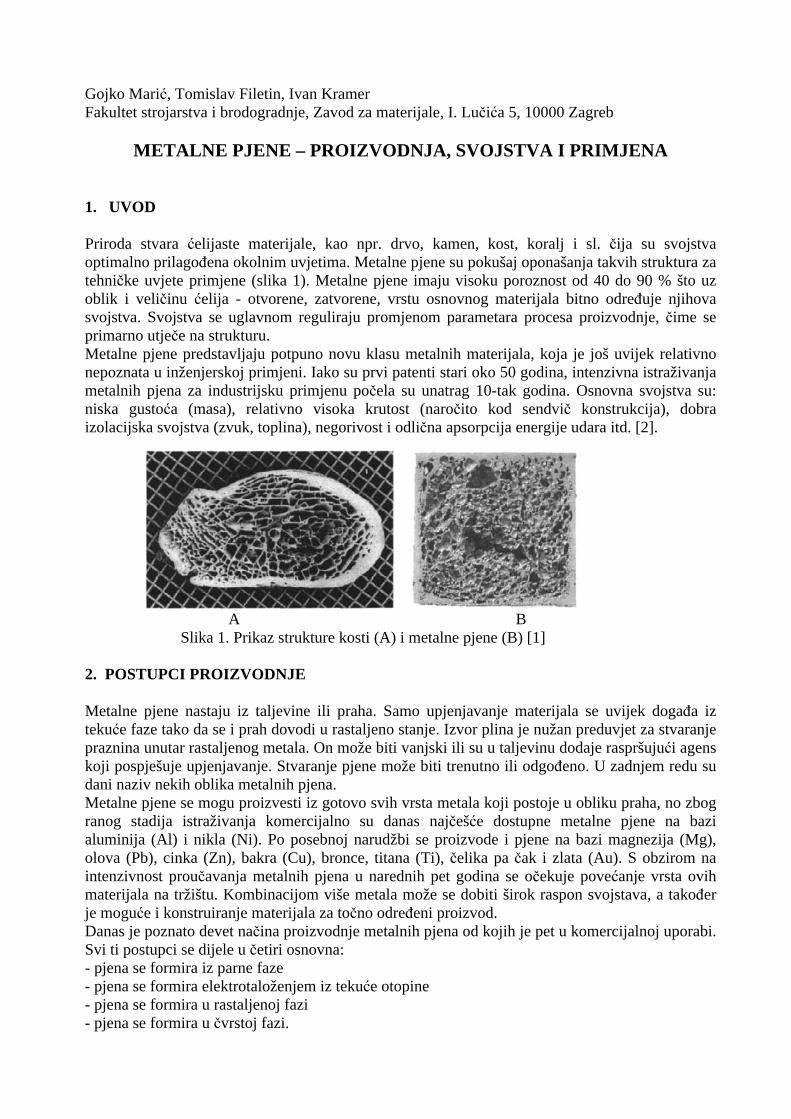
2.2. Plinom oslobođene čestice rastvorene u taljevini U ovom procesu taljevini se dodaje agens za pospješenje upjenjavanja. Pod utjecajem povišene temperature on se raspada i tako tvori plin. U početnoj fazi procesa, pri temperaturi tališta aluminija u rasponu od 670 °C do 690 °C, taljevini se dodaje oko 1,5% Ca. Nakon nekoliko minuta vođenja procesa viskoznost se znatno povećava zbog spojeva CaO, CaAl2O4 ili intermetalnog Al4Ca. Kao raspršujući agens se dodaje otprilike 1% do 2% TiH2 koji se iznad temperature od 465 °C rastvara na Ti i plinoviti H2. Mjehurići H2 stvaraju metalnu pjenu s zatvorenim ćelijama, ako je sušenje dovoljno sporo.
Slika 3. Proces nastajanja metalne pjene ALPORAS metodom [5]
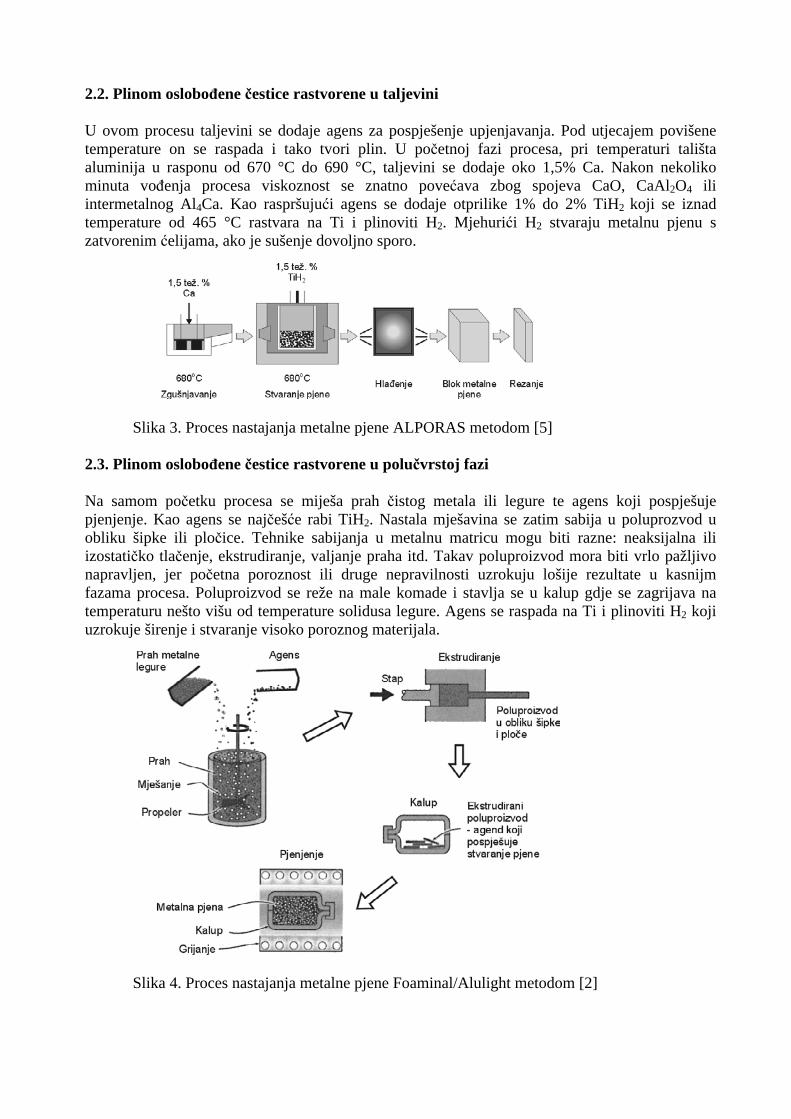
2.3. Plinom oslobođene čestice rastvorene u polučvrstoj fazi Na samom početku procesa se miješa prah čistog metala ili legure te agens koji pospješuje pjenjenje. Kao agens se najčešće rabi TiH2. Nastala mješavina se zatim sabija u poluprozvod u obliku šipke ili pločice. Tehnike sabijanja u metalnu matricu mogu biti razne: neaksijalna ili izostatičko tlačenje, ekstrudiranje, valjanje praha itd. Takav poluproizvod mora biti vrlo pažljivo napravljen, jer početna poroznost ili druge nepravilnosti uzrokuju lošije rezultate u kasnijm fazama procesa. Poluproizvod se reže na male komade i stavlja se u kalup gdje se zagrijava na temperaturu nešto višu od temperature solidusa legure. Agens se raspada na Ti i plinoviti H2 koji uzrokuje širenje i stvaranje visoko poroznog materijala.
Slika 4. Proces nastajanja metalne pjene Foaminal/Alulight metodom [2]

2.4. Precizno lijevanje pomoću kalupa od voska ili polimera Ovaj proces je razvila tvrtka Ergaerospace i njime su proizvedene sve ERG DUOCEL metalne pjene. Ti materijali imaju strukturu s otvorenim ćelijama u obliku duodekaedara. Gustoća im je 3 % do 50 % gustoće čvrstih metala, dok im je gustoća ćelija 5, 10, 20 ili 40 pora/inchu. Za izradu pjene se najčešće koriste aluminijske legure 6101 i A356. Za izradu kalupa, u kojima se postupkom preciznog lijevanja dobivaju metalne pjene, mogu se rabiti polimerne pjene s otvorenim ćelijama raznih veličina i oblika. Prvo se odabire polimerna pjena odgovarajuće veličine ćelija i relativne gustoće. Ona se zatim premazuje s keramičkim prahom koji se suši i ugrađuje u lijevani pijesak. Kalup se zatim peče da bi kalupni materijal očvrsnuo, a polimerna pjena isparila te da bi se stvorio negativ oblika pjene. Slijedeći korak je punjenje kalupa rastaljenom metalnom legurom koja se zatim hladi.
Slika 5. Proces preciznog lijevanja metalne pjene s otvorenim ćelijama - ERG DUOCEL metoda [2] 2.5. Taloženje metala na ćelijaste praoblike Polimerne pjene s otvorenim ćelijama također mogu poslužiti kao baza na koju se postupkom kemijskog taloženja iz parne faze (CVD) nanose metalni materijali evaporacijom ili elektrotaloženjem. Na početku INCO postupka polimerna pjena se stavlja u CVD retortu u koju se zatim uvodi Ni(CO)4. Zagrijavanjem na temperaturu od oko 100°C Ni(CO)4 se raspada na čisti Ni i Co. Nikal se u parnoj fazi taloži na polimerni materijal unutar retorte. Nakon što je naneseno nekoliko desetaka mikrometara metalne prevlake, polimerne pjene se uklanjaju i spaljuju infracrvenim zagrijavanjem. Struktura ovako dobivenih metalnih pjena je ćelijasta sa šupljikavim vezama. Gustoća takvih veza se može povećati sinteriranjem.

Slika 6. Proces nastajanja Ni-pjene s otvorenim ćelijama - INCO metoda [2]
3. SVOJSTVA METALNIH PJENA Ispitivanja metalnih pjena su još u razvoju i predstavljaju, zbog svoje kompleksnosti, pravi izazov za inženjere. Zbog svoje vrlo nepredvidive mikrostrukture, rezultati, kod jednakog načina ispitivanja, često variraju i za nekoliko desetaka % što u primjeni smanjuje povjerenje u metalne pjene. Da bi rezultati bili što vjerodostojniji ispitivanja se provode po strožim režimima nego je to uobičajeno. U ovom radu se navode samo podaci o mehaničkim i nekim toplinskim svojstvima metalnih pjena i to na osnovi Al i Ni, dostupnih na tržištu (tablica 2). Tablica 1: Izrazi za računanje svojstava metalnih pjena [2] Mehaničko svojstvo Otvorene ćelije Zatvorene ćelije Modul elastičnosti, (GPa), E E = (0,1-4)·Es·(ρ/ρs)
2 E = (0,1-1)·Es·(0,5(ρ/ρs)2+0,3(ρ/ρs))
Modul smičnosti, (GPa), G G ≈ (3/8)·E Modul savitljivosti, (GPa), Ef Ef ≈ E Tlačna čvrstoća, (MPa), Rmt Rmt = (0,1-1)·Rmts·(ρ/ρs)
3/2 Rmt = (0,1-1)·Rmts·(0,5(ρ/ρs)2/3+0,3(ρ/ρs))
Vlačna čvrstoća, (MPa), Rm Rm ≈ (1,1-1,4)·Rmt Dinamička izdržljivost, (MPa), Rd Rd ≈ (0,5-0,75)·Rmt Deformacija pri zgušćivanju, εD εD = (0,9-1)·(1-1,4ρ/ρs+0,4(ρ/ρs)
3) Koeficijent gubitka, η η ≈ (0,95-1,05)· ηs/(ρ/ρs) Tvrdoća, H H = Rmt·(1+2ρ/ρs) Toplinska vodljivost, (W/mK), λ (ρ/ρs)
1,8 <λ/λs < (ρ/ρs)1,65
Električni otpor, (10-8 Ωm), R (ρ/ρs)-1,6 <R/Rs < (ρ/ρs)
-1,85
Napomena: Indeks "s" u oznaci odnosi se na svojstva osnovnog materijala

Tablica 2: Vrijednosti svojstava metalnih pjena [2] Svojstvo, (jedinica), simbol Cymat Alulight Alporas ERG INCO Materijal Al-SiC Al Al Al Ni Relativna gustoća, ρ/ρS 0,02-0,2 0,1-0,35 0,08-0,1 0,05-0,1 0,03-0,04 Struktura, (tip ćelije) Zatvorene Otvorene Modul elastičnosti, (GPa), E 0,02-2,0 1,7-12 0,4-1,0 0,06-0,3 0,4-1,0 Modul smičnosti, (GPa),G 0,001-1,0 0,6-5,2 0,3-0,35 0,02.0,1 0,17-0,37 Modul savitljivosti, (GPa),Ef 0,03-3,3 1,7-12 0,9-1,2 0,06-0,3 0,4-1,0 Poissonov faktor 0,32-0,34 Tlačna čvrstoća, (MPa), Rmt 0,04-7,0 1,9-14 1,3-1,7 0,9-3,0 0,6-1,1 Vlačna čvrstoća, (MPa), Rm 0,05-8,5 2,2-30 1,6-1,9 1,9-3,5 1,0-2,4 Din. izdržljivost, (MPa), Rd 0,02-3,6 0,95-13 0,9-1,0 0,45-1,5 0,3-0,6 Deformacija pri zgušćivanju, εD 0,6-0,9 0,4-0,8 0,7-0,82 0,8-0,9 0,9-0,94 Vlačna duktilnost, (-), εf 0,01-0,02 0,002-0,04 0,01-0,06 0,1-0,2 0,03-0,1 Faktor gubitka, (%), η 0,4-1,2 0,3-0,5 0,9-1,0 0,3-0,5 1,0-2,0 Tvrdoća, H 0,05-10 2,4-35 2,0-22 2,0-3,5 0,6-1,0 Lomna žilavost, (MPa·m1/2), KIC
0,03-0,5 0,3-1,6 0,1-0,9 0,1-0,28 0,6-1,0 Talište, (K),Tm 830-910 840-850 910-920 830-920 1700-1720 Max. radna temperatura, (K),Tmax 500-530 400-430 400-420 380-420 550-650 Min. radna temperatura, (K),Tmin 1-2 Specif. topl. kapacitet, (J/kgK), Cp 830-870 910-920 830-870 850-950 450-460 Toplinska vodljivost, (W/mK), λ 0,3-10 3,0-35 3,5-4,5 6,0-11 0,2-0,3 Topl. rastezljivost, (10-6/K), α 19-21 19-23 21-23 22-24 12-14 Latentna toplina taljenja, (kJ/kg),L 355-385 380-390 370-380 380-395 280-310 Električni otpor, (10-8 Ωm), R 90-3000 20-200 210-250 180-450 300-500
Koeficijent toplinske vodljivosti Toplinska vodljivosti (λ) najbolje pokazuje izolacijske sposobnosti materijala. Iz prethodne tablice jasno je vidljivo kako vrijednost λ varira od 0,2 W/mK sve do 11 W/mk. Budući da koeficijent toplinske vodljivosti za aluminij iznosi 150-220 W/mK, a za nemetalne materijale približno 3 W/mK, jasno je da metalne pjene mogu biti vrlo dobar izolator. Toplinska vodljivost aluminijskih pjena je od 8 pa čak i do 100 puta manja od λ čistog aluminija. Danas su razvijeni matematički modeli pomoću kojih se sa dovoljnom preciznošću može izračunati minimalna i maksimalna vrijednost koeficijenta toplinske vodljivosti. Na prijenos topline utječe niz faktora kao što su: morfologija ćelija, relativna gustoća, koeficijent toplinske vodljivosti, emisivnost itd. Aluminijske pjene su otporne na temperature i do 780 °C na kojima se deformiraju tek ako su izložene većim opterećenjima. To je još zanimljivije kada se zna da je talište aluminija oko 650 °C. Otpornost na visoku temperaturu se pripisuje sloju Al2O3. Vatrootpornost Aluminijske pjene sa zatvorenim ćelijama su pokazale iznimnu vatrootpornost što se pripisuje već spomenutom Al2O3. Do stradavanja može doći iz više razloga tako da se u obzir uzima i toplinska i strukturna vatrootpornost. Do toplinskog stradavanja dolazi kada pjena gubi izloacijski kapacitet, a do strukturnog kada gubi nosivost. Alporas pjene su ispitane prema njemačkim standardima i proglašene negorivim. Mogu biti izložene temperaturama višim od 600°C za razliku od PU pjena, koje se koriste u tračnim vozilima, koje se izobliče i razvijaju otrovne plinove.

Zvučna svojstva metalnih pjena Dobra zvučna svojstva očituju se u činjenici da metalne pjene apsorbiraju veliku količinu energije. Kao što smo već napomenuli metalna pjena mora imati otvorene ili poluotvorene ćelije kako bi dobro apsorbirala zvuk. Ispitivanja su provođena na Alporas pjeni sa zatvorenim ćelijama čije su stijenke različitim postupcima razbijane kako bi se omogućila cirkulacija zraka kroz njih. Apsorpcija zvuka može se poboljšati bušenjem rupa promjera 1-2 mm u metalnoj pjeni. Prema podacima proizvođača, prednosti Alporas pjena u odnosu prema konkuretnoj staklenoj vuni kada se radi o absorpciji buke jesu: - staklena vuna nije dovoljno kruta tako da se mora ustabiliti sa metalnom armaturom što nije
slučaj kod Alporas pjenom; - vlakna staklene vune mogu biti uništena pod utjecajem vibracija i vjetra; - staklena vuna pod utjecajem visoke temperature oslobađa otrovne plinove; - staklena vuna puno brže upija vlagu; - Alporas pjena se puno lakše montira zbog svoje vrlo male mase. Prigušenje vibracija Prigušenje je vrlo važno svojstvo dijelova konstrukcija koji su tijekom eksploatacije izloženi vibracijama (npr. dijelovi strojeva za preciznu obradu itd.). Princip ispitivanja je takav da se materijal izloži vibracijama te se proučava ponašanje u rezonanci nakon prestanka rada izvora vibracije. Kao i kod drugih ispitivanja i ovdje je problem nehomogena struktura uzoraka. Na rezultate utječe stupanj poroznosti, veličina i oblik ćelija, način obrade uzorka itd. Procesi prigušenja u materijalu najbolje su karakterizirani bezdimenzionalnim koeficijentom gubitka η. Cijena metalnih pjena Cijena izrade je još uvijek relativno visoka zbog nedorađenosti procesa proizvodnje i zato što se proizvode manje količine. Vrlo je zanimljivo da cijena može varirati od 7 $ pa čak i do 12000 $ po kilogramu materijala [5]. 4. SPAJANJE METALNIH PJENA Treba napomenuti da porozna struktura znatno otežava spajanje metalnih pjena, pa se primjenjuju posebne tehnike spajanja. Ovdje se kratko opisuju tri osnovna načina spajanja: ljepljenjem, rastavljivim spojevima, zavarivanjem i lemljenjem. Spajanje ljepljenjem Kao ljepila se najčešće rabe epoksidne smole. Najčešći problemi su: smanjenje toplinske stabilnosti i koeficijenta širenja topline i povećanje toplinske ili električne izolacije. Ova metoda spajanja se najčešće upotrebljava kod stvaranja sandvič konstrukcija s jezgrom od metalne pjene. Rastavljivi spojevi Rastavljivi spojevi metalnih pjena se ostvaruju drvenim vijcima ili metalnim umetcima s urezanim navojem. Ako koristimo umetak, koji je najčešće od bakra, nužno je postići dobro spajanje sa metalnom pjenom, To se može postići korištenjem ljepila, umetanjem tijekom proizvodnog procesa (rjeđe) ili korištenjem punila. Kao punilo se koristi materijal koji se može upjeniti i ima niže talište od metalne pjene u koju stavaljamo umetak. Kad uložimo umetak i punilo, cijeli sklop

zagrijavamo. Prilikom zagrijavanja dolazi do upjenjavanja punila koje povezuje umetak i osnovnu metalnu pjenu. Zavarivanje i lemljenje metalnih pjena Zavarivanje neporoznog aluminija je otežano zbog tankog sloja oksida Al2O3 na površini koji ima više talište od aluminija. Zato se zavarivanje obavlja u atmosferi zaštitnog plina kako se sloj oksida ne bi obnovio. Samo zavarivanje se najčešće obavlja laserom. Gustoća energije iznosi 106 W/cm2. Laserska zraka je fokusirana zbog čega je zona utjecaja topline puno uža nego kod drugih postupaka. To je kod metalnih pjena vrlo bitno jer se smanjuje mogućnost kolapsa ćelijaste strukture. Do kolapsa dolazi zbog prelaska čvrste faze u tekuću, što se također može spriječiti uporabom dodatnog materijala koji se na mjesto zavarivanja dodaje u obliku šipke ili ploče. Budući da se želi postići ćelijasta struktura zavara, primjenjuje se takav dodatni materijal koji se pod utjecajem topline također pretvara u metalnu pjenu. 5. USPOREDBA SVOJSTAVA METALNIH I POLIMERNIH PJENA TE DRVA Kako bi se novi oblik materijala probio na tržište, njegova svojstva u primjeni moraju biti bolja od svojstava konkurirajućih materijala. Jasno je da osim svojstava veliku važnost ima i cijena materijala i troškovi proizvodnje. Svojstva metalnih pjena bit će uspoređena sa svojstvima polimernih pjena i drveta, koji imaju također ćelijastu strukturu. Polimerne pjene Polimerne pjene su materijali s trodimenzionalnim ćelijama koje tvore strukturu u obliku saća. Ova vrsta pjena se najčešće radi na bazi polipropilena, poliuretana, polistirena i polietilena. Ako polimerna pjena ima otvorene ćelije ona je fleksibila i primjenjuje se uglavnom za izradu namještaja, a ako ima zatvorene ćelije ona je kruta i koristi se uglavnom kao toplinski izolator. Usporedbena svojstva metalnih i polimernih pjena jesu: - gustoća (masa) polimernih pjena je i do desetak puta manja od gustoće metalnih pjena; - metalne pjene imaju puno bolju mehaničku otpornost, posebno pri povišenim temperaturama; - polimerne pjene su izložene maksimalnim temperaturama od oko 100 °C, dok se metalne mogu koristiti čak i do temperature od 780 °C. - koeficijent toplinske vodljivosti polimernih pjena iznosi od 0,027 do 0,12 W/mK, a kod metalnih pjena od 0,2 do 11 W/mK. Iz toga se zaključuje kako polimerne pjene imaju nešto bolja toplinsko izolacijska svojstva; - vatrootpornost metalnih pjena je vrlo dobra dok je kod polimernih pjena vrlo loša; - procesi izrade polimernih pjena su puno bolje vođeni i kontrolirani jer su to bolje proučeni
materijali; - metalne pjene su još uvijek puno skuplje. Drvo Kao što je poznato drvo spada u skupinu prirodnih materijala. Upravo zbog te činjenice drvo je bilo najzastupljeniji konstrukcijski materijal u prošlosti. Koristilo se uglavnom u graditeljstvu, za izradu namještaja, transportnih sredstava itd. Prema podacima iz 1999. godine drvo je i danas najviše korišten inženjerski materijal u SAD i u količini od oko 7·109 m3. Danas se razvija čitav niz metoda za zaštitu drva i produženja njegova vijeka trajanja u eksploataciji. Svojstva drveta su anizotropna što znači da su ona neujednačena zbog njegove strukture. Usporedba svojstava drva i metalnih pjena je slijedeća: - drvo ima 1,5-3 puta veću gustoću od metalnih pjena što znači da će drvene konstrukcije biti teže;

- mehanička svojstva, prije svega tlačna i vlačna čvrstoća, drveta su bolje kada opterećenje djeluje u smjeru vlakana. U slučaju kada su opterećenja okomita na smjer vlakana možemo reći da metalne pjene imaju bolja mehanička svojstva;
- metalne pjene su otporne do mnogo viših temperatura (do 780 °C) od drva (do 100 °C); - drvo je izvrstan električni i toplinski izolator; - vatrootpornost drveta je vrlo slaba u odnosu na metalne pjene. Drvo je također podložno
različitim agresivnim medijima i vlagi iz okoline koji uzrokuju brže propadanje; - drvo pokazuje izrazitu dimenzijsku nestabilnost; - nabava i prerada drveta je puno jeftinija od procesa proizvodnje metalnih pjena što znači da je i konačna cijena proizvoda puno manja. 6. PRIMJENA METALNIH PJENA Kao što je već rečeno primjena metalnih pjena slijedi iz njihovih svojstava. Budući da su metalne pjene relativno novi oblik materijala njihova primjena još uvijek nije raširena, iako već i danas postoji nekoliko respektabilnih proizvođača ove vrste materijala. Negativna strana metalnih pjena je njihova visoka cijena, no i to se iz dana u dan smanjuje. Moguća primjena metalnih pjena je vrlo raznovrsna i to brojnim područjima, kao što su: prijevozna sredstva (automobili, vlakovi, tramvaji itd.), brodogradnja, zrakoplovna industrija, strojogradnja, građevinarstvo, arhitektura (unutrašnje uređenje), proizvodnja namještaja, itd. Najveći dio primjena se odnosi na poluproizvode u obliku sendvič ploča.
Tablica 3: Moguća primjena metalnih pjena [2] Područje primjene Obrazloženje Lagane konstrukcije Odličan omjer krutosti i mase (težine) pri savojnom opterećenju Jezgra sendvič konstrukcija Niska gustoća i dobra smična i lomna čvrstoća Prigušenje vibracija Prigušenje vibravija je i do 10 puta bolje nego kod neporoznih metala Apsorpcija zvuka Metalne pjene s mrežastom strukturom Apsorpcija energije Vrlo dobra apsorpcija udarne energije pri sobnim i povišenim
temperaturama Zamjena za drvo Lagane su, krute i mogu se spajati drvenim vijcima Izmjenjivači topline, hladnjaci Pjene s otvorenim ćelijama dobro provode topline zbog velike površine i
vodljivosti stijenki Vatrootpornost Pjene sa zatvorenim ćelijama kojima je stijenka prekrivena slojem oksida Toplinska izolacija Određene vrste pjena imaju niski koeficijent toplinske vodljivosti Biokompatibilni umeci Ćelijasta struktura biokompatibilnih titanovih pjena stimulira rast ćelije Filteri Mogućnost filtriranja plinova i tekućina Elektromagnetska zaštita Dobra električna vodljivost Elektrode, držači katalizatora Veliki omjer površine i volumena
Istraživanja su pokazala kako je najveće zanimanje za metalne pjene pokazala industrija transportnih sredstava.

Slika 7. Primjena mtalnih pjena u automobilu [6, 7]
Metalne pjene se u autoindustriji uglavnom koriste kao jezgra sendvič konstrukcija - dijelovi oplate i okvira. Time se masa automobila može smanjiti za 20 % što predstavlja i značajne uštede u potrošnji goriva. Uz poznatu činjenicu da metalne pjene imaju dobra toplinska i zvučna izolacijska svojstva te mogućnost prigušenja vibracija, jasno je da se mogu primjeniti za razdvajanja kabine vozila od područja motora. Budući da aluminijske pjene imaju vrlo dobru sposobnost apsorpcije udarne energije od njih se mogu izrađivati i branici koji povećavaju sigurnost putnika pri udarcima. Primjer korištenja Al-pjene za izradu branika prikazan je na slici 7. Osim u autoindustriji ovi materijali se koriste i u industriji tračnih vozila, brodova, zrakoplova i svemirskih letjelica. Metalne pjene su najčešće jezgre sendvič poluproizvoda (slika 8).
Slika 8. Sendvič poluproizvodi od metalnih pjena Posebno se razmotraju mogućnost izrade titanovih pjena i njihove primjene u zrakoplovnoj industriji. Toplinska svojstva metalnih pjena dosta ovise o njihovoj strukturi. Ako pjena ima otvorene ćelije ona će dobro provoditi toplinu, a ako se ćelije zatvorene ona je vrlo dobar toplinski izolator. Pjene sa otvorenim ćelijama, zbog svoje velike površine i dobre toplinske vodljivosti stijenki, dobro provode toplinu i mogu se koristiti za izradu izmjenjivača topline, hladnjaka itd. (slika 9).
Slika 9. Izmjenjivač topline napravljen Slika 10. Prigušivači zvuka od aluminijskih spužvi [9] od DUOCEL Al-pjene [8]
automobilski branik

Veliki omjer površina/volumen metalnih pjena također omogućuje izradu uređaja za kontrolu protoka fluida kao što su npr. difuzori plina. Metalne pjene se mogu široko primjenjivati i u građevinarstvu. Tu do izražaja dolazi njihova vrlo dobra mogućnost apsorpcije zvuka. Istraživanja su pokazala kako se bušenjem provrta apsorpcija metalnih pjena dovodi na razinu staklene vune, materijala koji se uglavnom upotrebljava u te svrhe. One također imaju bolja mehanička i toplinska svojstva, a njihova krutost osigurava lakšu montažu. Pod utjecajem vatre staklena vuna oslobađa otrovne plinove dok su metalne pjene vatrootporne. Od tzv. aluminijskih spužvi izrađuju se također razni oblici prigušivača zvuka (slika 10). Osim toga od ove vrste materijala izrađuju se i filteri koji služe za odvajanje dviju tekućina ili za odvajanje krutih čestica od plinova ili tekućina. Današnji postupci lijevanja omogućuju izradu složenih oblika proizvoda od metalnih pjena (slika 11). Mehanička svojstva mogu se optimizirati različitim postupcima toplinske obrade legure od koje nastaje pjena, a također su moguća i modificiranja površine.
Slika 11. Lijevani proizvodi od aluminijske pjene [10]
Mala masa metalnih pjena vrlo se dobro koristi u industriji namještaja. Porozna struktura različite teksture ima izrazito zanimljiva estetska svojstva. Osim toga komadi namještaja od pjena se lako prenose. Niklene pjene se uglavnom koriste za izradu dijelova NiCd i NiMH baterija koji se koriste u električnim alatima, video kamerama, mobitelima itd. Sendvič konstrukcije sa jezgrom od niklene pjene mogu se također koristiti za izradu izmjenjivača topline. 7. ZAKLJUČAK Metalne pjene izuzetno zanimljiv i primjenljiv konstrukcijski i izolacijski materijal. Primjena je raznolika zahvaljujući dobrim svojstvima kao što su: mala masa (težina), visoka krutost (sendvič konstrukcije), dobra zvučna i toplinska izolacijska svojstva, negorivost, odlična apsorpcija energije udara, itd. No, potrebno je naglasiti da osim ovih prednosti postoje i određeni problemi u kontroli i vođenju procesa proizvodnje, što može rezultirati proizvodima nepouzdane kvalitete s nepredvidljivom strukturom (različit oblik i veličina ćelija), a time ekspoatacijskim svojstvima. Također je potrebno voditi i računa o procesima završne obrade, zbog ćelijaste strukture, kako ne bi došlo do oštećenja stijenki ćelija. Nedovoljno su poznate i provjerene metode konstrukcijskog oblikovanja i proračuna mehaničke otpornosti, posebno u uvjetima širenja pukotine. Na tržištu još ne postoji provjeren «know-how» za pojedine postupke proizvodnje - procesi, oprema ispitivanja. Cijena materijala je za neke oblike pjena i širu primjenu još prevelika, a troškovi investiranja u opremu su još visoki, naročito za mala poduzeća.

8. LITERATURA 1. W. Krach, T. Daxner, F.G. Rammerstorfer: Metallic Foams versus Human Bones, Proceedings
of the EUROMAT Conference, Rimini, 2000. 2. M.F. Ashby, A. Evans, N.A. Fleck, L.J. Gibson, J.W. Hutchinson, H.N.G. Wadley: Metal
Foams - A Design Guide, Butterworth Heinemann, 2000. 3. T. Filetin: Pregled razvoja i primjene suvremenih materijala, HDMT, Zagreb, 2000. 4. L.J. Gibson, M.F. Ashby: Cellular Solids, Structure and Properties, Cambridge University
Press, 1997. 5. J. Banhart; Metallschäume, MIT Verlag, Bremen, 1997. 6. www.fraunhofer.org/pdf/springnwsltr.pdf 7. www.iwu.fhg.de/german/gebiete/abt507bauw/_e_bauteile.htm 8. www.npl.co.uk/npl/cmmt/metal_foams/applications.html 9. www.wiley-vch.de/contents/jc_2266/2000/188_a.pdf 10. http://savba.savba.sk/~ummsjk/main_act.html





























