Embed Size (px)
Citation preview
Modeling and Optimization of Next Generation Feedstock Development for Chemical Process
Industry
Selen CremaschiSelen CremaschiDepartment of Chemical EngineeringThe University of Tulsa, Tulsa, OK, USA
Pan‐American Advanced Studies InstituteProcess Modeling and Optimization for Energy and SustainabilityProcess Modeling and Optimization for Energy and Sustainability
Angra dos Reis, RJ, BrazilJuly 19‐29, 2011
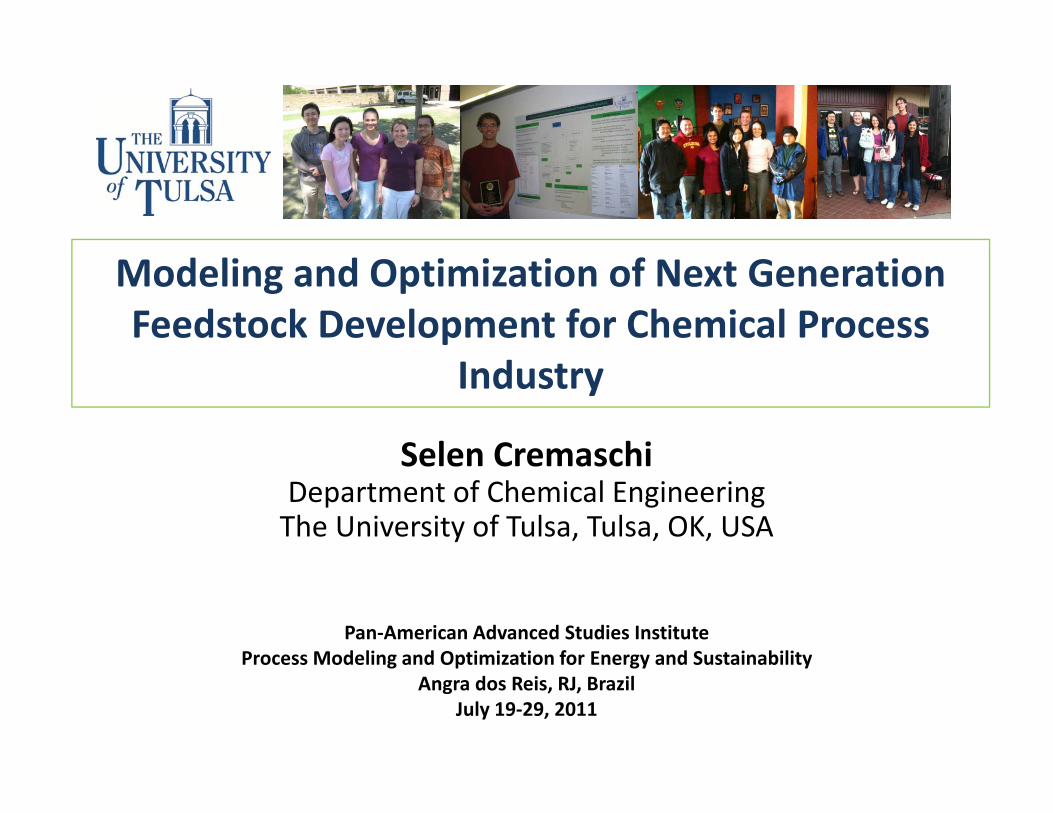
Motivation
Energy Consumption by Manufacturing Industry 20061Industry, 20061
Primary Metals
Other13%
Petroleum
8%13%
Feedstock55% • natural gas
• liquefiedand Coal Products33% Energy
45%
Chemicals24%
liquefied petroleum gas
• natural gas liquidsFood6%Paper
11%
NMP5%
NMP: Nonmetalic Mineral Products1U.S.‐Energy‐Information‐Administration. 2006 Manufacturing Energy Consumption Survey (MECS)
Motivation
It is not possible to have a Chemical Process Industry (CPI) p y ( )without the CARBON feedstock.
"The feedstock advantage that used to be enjoyed by U.S. chemical
manufacturers has now eroded to the point where methanol is no longer manufactured in Northlonger manufactured in North
America.”2
2McFarlane, J. and S.M. Robinson (2007) Survey of Alternative Feedstocks for Commodity Chemical Manufacturing
Motivation – Why Biomass?Possible Alternative Feedstocks for CPI
CoalUnconventional Natural Gas
Heavy Oil
BIOMASS
Motivation – Why Biomass?Possible Alternative Feedstocks for CPI
• Utilize sun-light energy as carbon-based molecules
• Renewable• Reduced CO2 emissions• Sustainable• Available locallyAvailable locally
BIOMASS
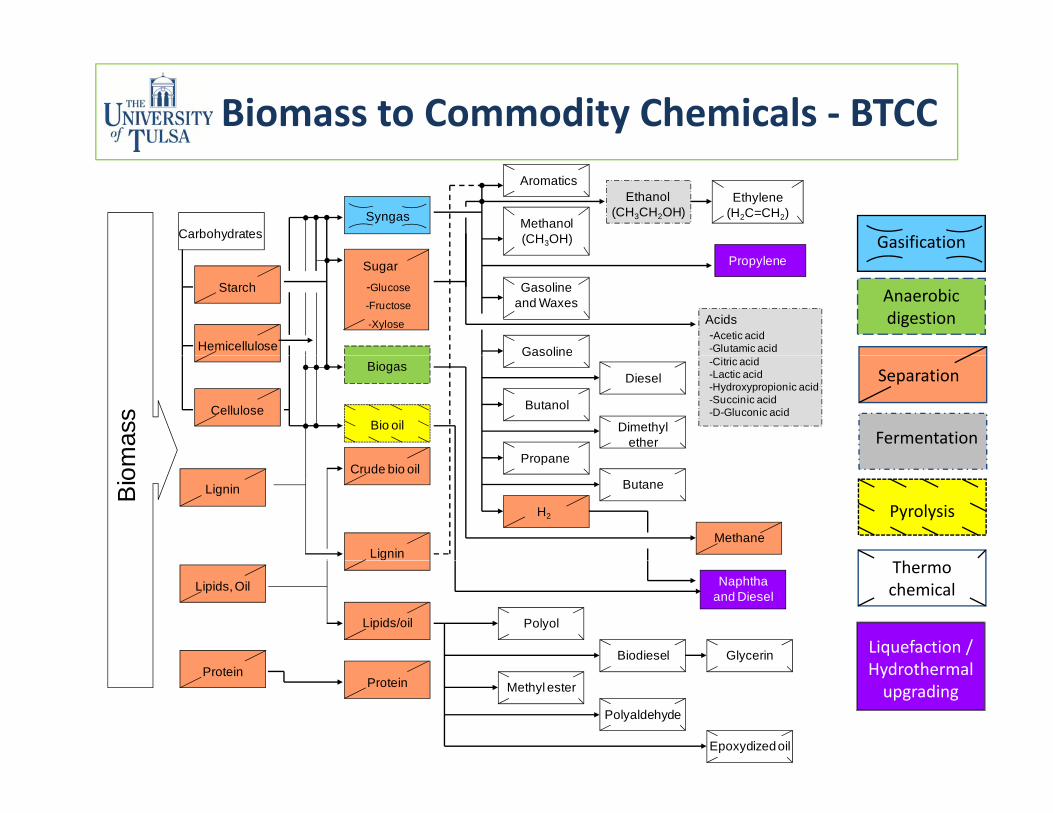
Biomass to Commodity Chemicals ‐ BTCC
CarbohydratesSyngas
Ethanol (CH3CH2OH)
Ethylene (H2C=CH2)Methanol
(CH3OH)
Aromatics
Gasification
Gasoline and Waxes
Starch
Hemicellulose
Sugar-Glucose
-Fructose
-Xylose
Propylene
Gasoline
Acids-Acetic acid-Glutamic acid
Anaerobic digestion
mas
s Cellulose
Biogas
Bio oil
Gasoline
Diesel
Butanol
Dimethyl ether
Propane
-Citric acid-Lactic acid-Hydroxypropionic acid-Succinic acid-D-Gluconic acid
Fermentation
Separation
Lignin
LigninBio
m Crude bio oil
H2
Methane
Propane
Butane
Pyrolysis
h
Lipids/oil
Lipids, Oil
Polyol
Biodiesel Glycerin
Naphtha and Diesel
Liquefaction / d h l
Thermo chemical
ProteinProtein
Methyl ester
Polyaldehyde
Epoxydized oil
Hydrothermal upgrading
Scope of the ProjectCurrent CPI to biomass utilizing CPI
R&D expenditure Capital investments
• Decisions • Objective:
p
Decisions– How much to invest?– Which technology?
Objective:– To minimize cost
gy– When?– By whom?
Assuring feedstock availability for CPI
Challenges• Vast search space• Different technology maturation levelsDifferent technology maturation levels• Unknown resources to bring technologies to maturation
• Uncertain technology yields at the time of deployment
• Game theoretic issuesCOMPLEX ADAPTIVE SYSTEM
• DECISION DEPENDENT evolution paths of technologies from current to maturation
ENDOGENOUS UNCERTAINTY

Uncertainty
Exogenous EndogenousDecision independent
uncertaintyDecision dependent
uncertainty
Resolution of uncertainty
Resolution and/or distribution parameters
of uncertaintyof uncertainty

Types of Uncertainty in BTCC System
Endogenous Exogenousl l b l• Necessary resources to
bring each technology to deployment stage
• Raw material availability
• Raw material compositionp y g
• Evolution paths of each
• Raw material composition
• Product demandstechnology
• Yields of technologies at
oduct de a ds
• Yields of technologies at deployment

Questions of Interest• Given certain government and CPI resource levels, what are
some of the possible evolution paths for the BTCC system?
• How should an individual CPI player invest its new technology development dollars for the BTCC system, i.e., hi h t h l h h d h ?which technology, how much and when?
• What should be the pace of learning in the BTCC technologies in order to make biomass a significant contributor as CPI feedstock?
• What is the value of information sharing between CPI players on increasing the adaptation of BTCC technologies in the chemical process industry?p y
How to Model the Problem?• Need a suitable framework
– To represent and model the BTCC investmentTo represent and model the BTCC investment problem
– That is easily scalable– That is universal, i.e., independent of the type of technology
– That is able to represent the uncertain evolution paths of different technologies and their dependence on the investment decisionsdependence on the investment decisions
– That is amenable to collaborative community upkeep and expansion.
A New Framework to Study BTCC Investment ProblemInvestment Problem
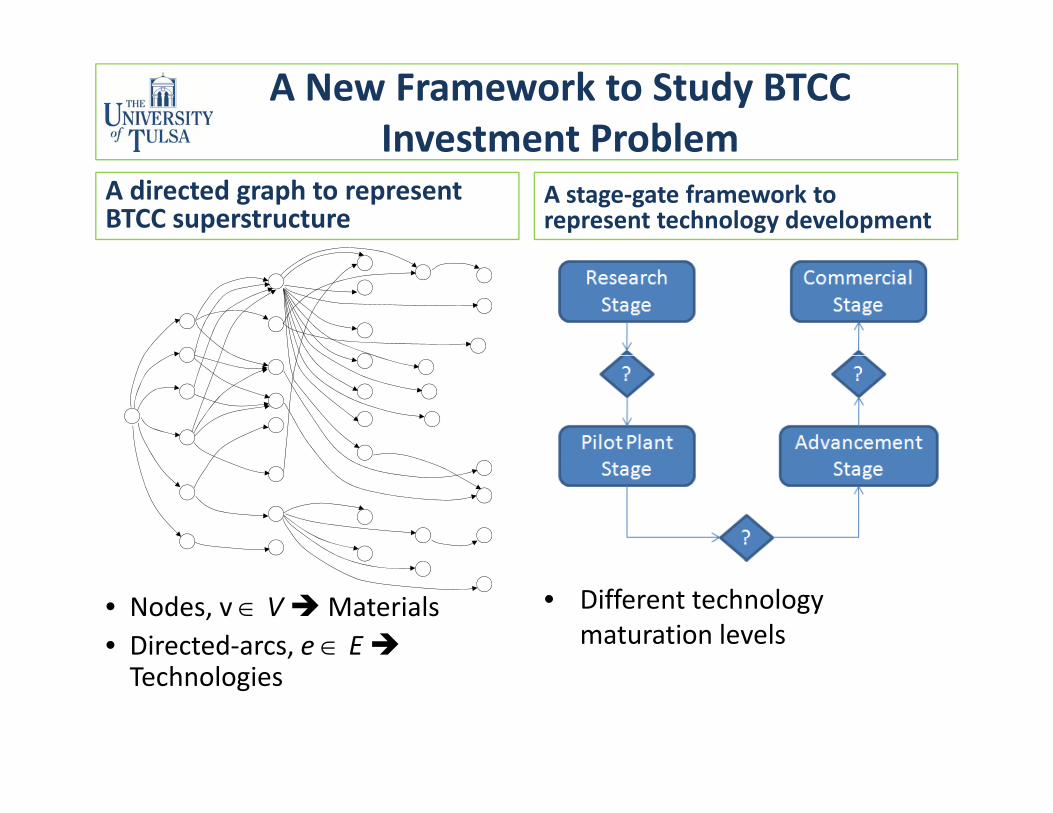
A directed graph to represent BTCC superstructure
A stage‐gate framework to represent technology development
• Nodes, v VMaterials• Directed‐arcs, e E
• Different technology maturation levels
Technologies
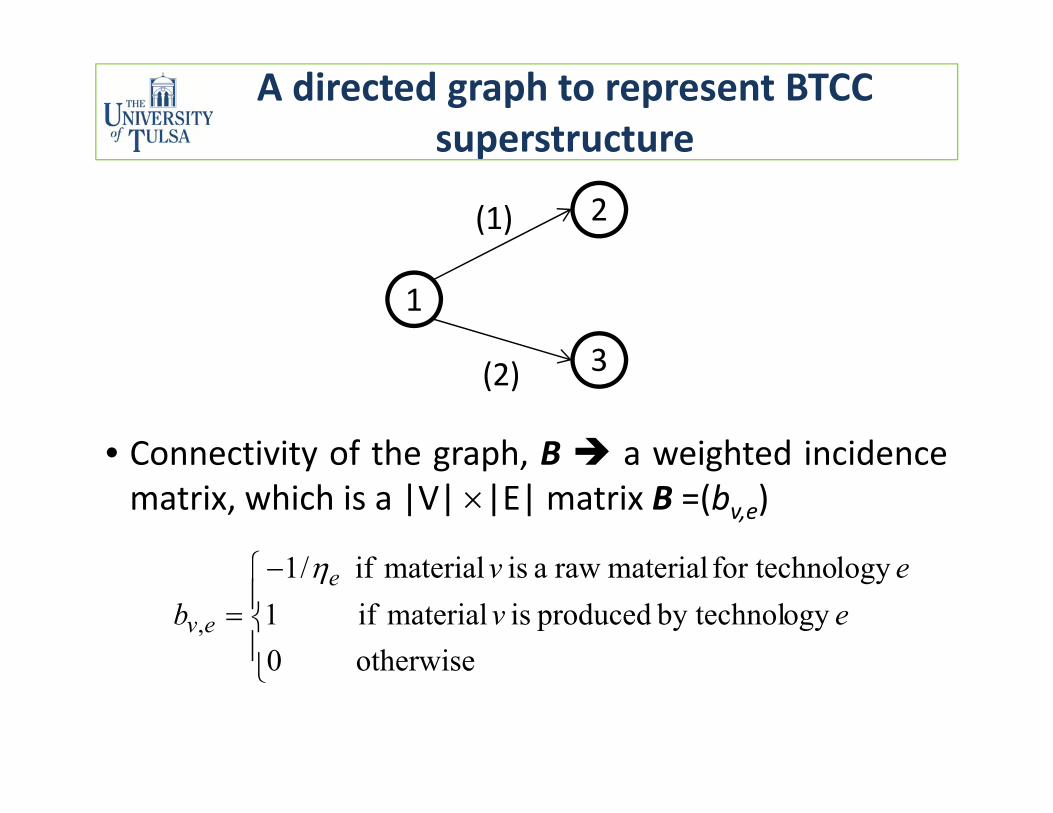
A directed graph to represent BTCC superstructuresuperstructure
2(1)
1
3
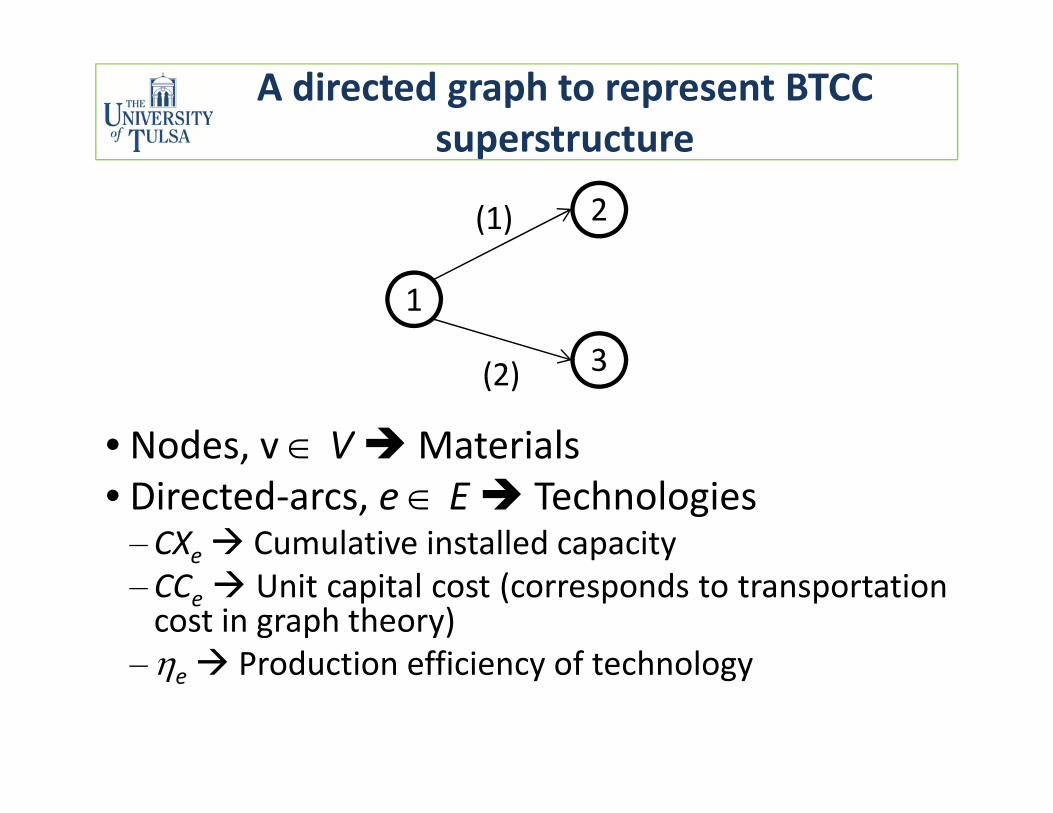
• Nodes, v VMaterials
3(2)
Nodes, v VMaterials• Directed‐arcs, e E Technologies‒ CXe Cumulative installed capacitye‒ CCe Unit capital cost (corresponds to transportationcost in graph theory) Production efficiency of technology‒e Production efficiency of technology
A directed graph to represent BTCC superstructuresuperstructure
2(1)
1
3
• Connectivity of the graph B a weighted incidence
3(2)
Connectivity of the graph, B a weighted incidencematrix, which is a |V| |E| matrix B =(bv,e)
lf t ht i lit i lif/1
otherwise0ogy by technol produced is material if 1
logy for technomaterialrawaismaterialif /1
, evev
be
ev
otherwise 0
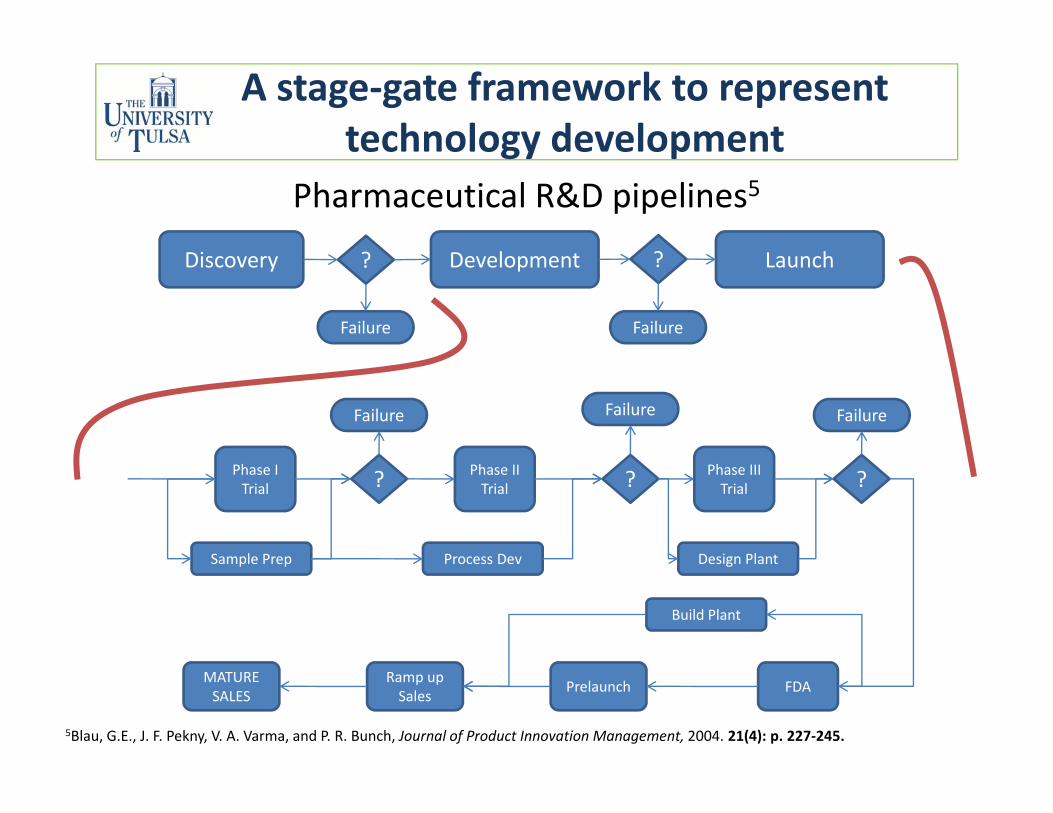
A stage‐gate framework to represent technology developmenttechnology development
Pharmaceutical R&D pipelines5
Di D l L h? ?Discovery Development Launch? ?
Failure Failure
Failure Failure Failure
Phase I Trial
Phase II Trial
Phase III Trial
Sample Prep Process Dev Design Plant
? ? ?
Sample Prep Process Dev Design Plant
Build Plant
5Blau, G.E., J. F. Pekny, V. A. Varma, and P. R. Bunch, Journal of Product Innovation Management, 2004. 21(4): p. 227‐245.
FDAPrelaunchRamp up Sales
MATURE SALES
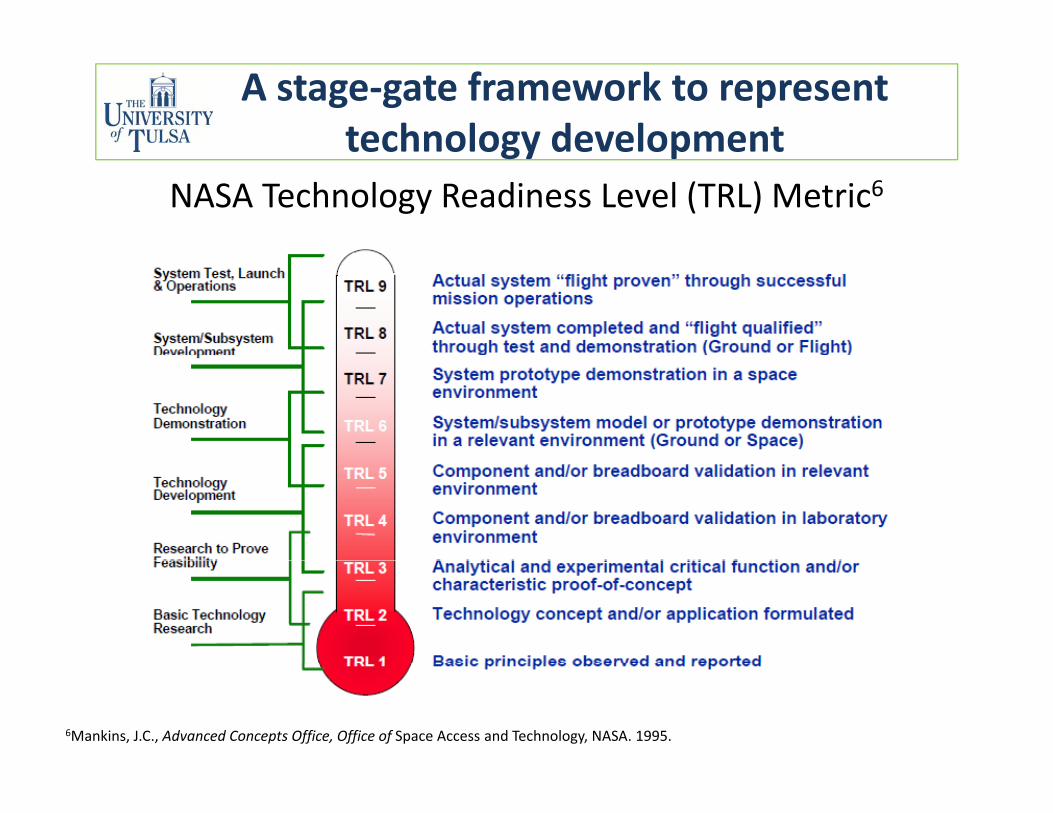
A stage‐gate framework to represent technology developmenttechnology development
NASA Technology Readiness Level (TRL) Metric6
6Mankins, J.C., Advanced Concepts Office, Office of Space Access and Technology, NASA. 1995.
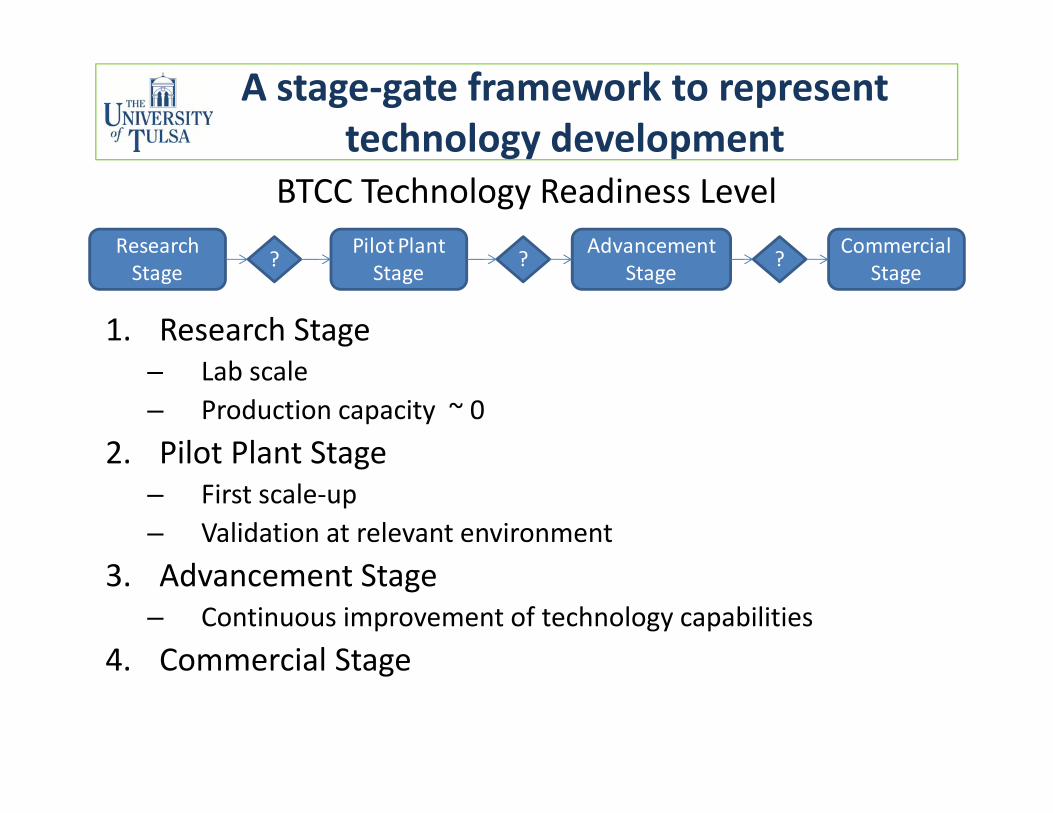
A stage‐gate framework to represent technology developmenttechnology development
BTCC Technology Readiness LevelResearch Pilot Plant Advancement Commercial ? ? ?
1. Research Stage
Stage Stage Stage Stage? ? ?
– Lab scale– Production capacity ~ 0
2 Pilot Plant Stage2. Pilot Plant Stage– First scale‐up– Validation at relevant environment
3. Advancement Stage– Continuous improvement of technology capabilities
4 Commercial Stage4. Commercial Stage
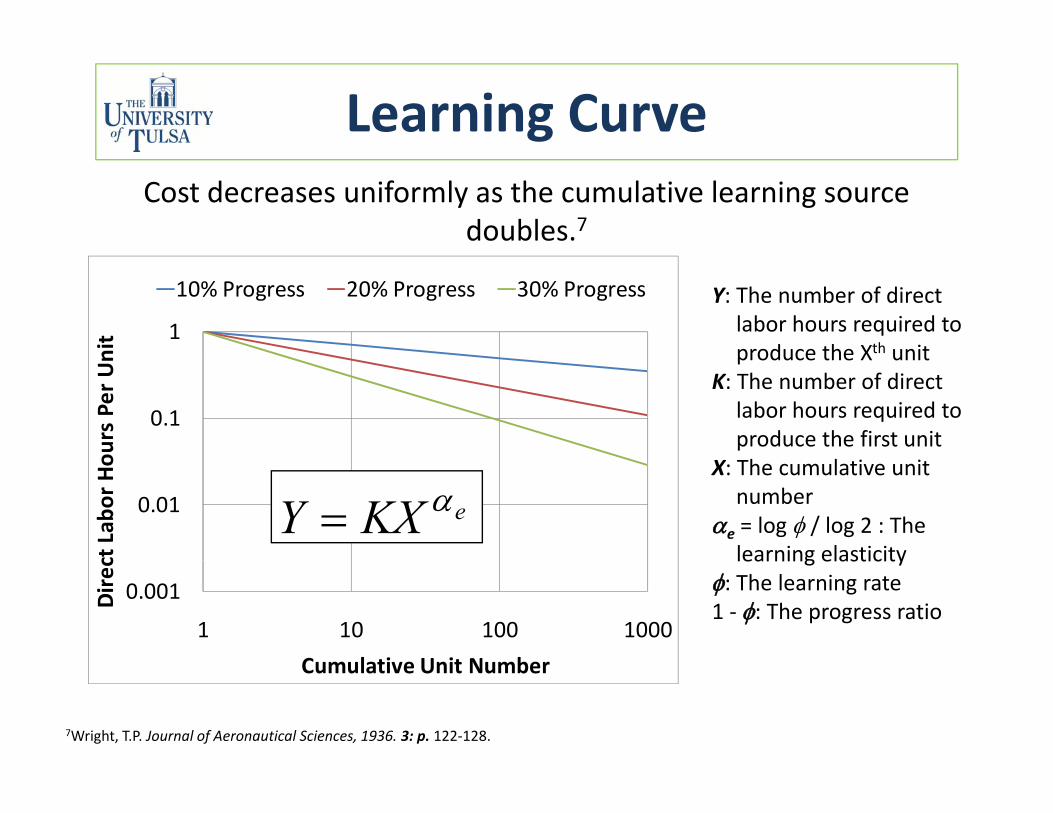
Learning CurveCost decreases uniformly as the cumulative learning source
doubles.7
1
nit
10% Progress 20% Progress 30% Progress Y: The number of direct labor hours required to produce the Xth unit
0.1
ours Per Un produce the X unit
K: The number of direct labor hours required to produce the first unit
0.01
ct Lab
or Ho
eKXY X: The cumulative unit number
e = log / log 2 : The learning elasticity
0.001
1 10 100 1000
Direc
Cumulative Unit Number
learning elasticity: The learning rate1 ‐ : The progress ratio
Cumulative Unit Number
7Wright, T.P. Journal of Aeronautical Sciences, 1936. 3: p. 122‐128.
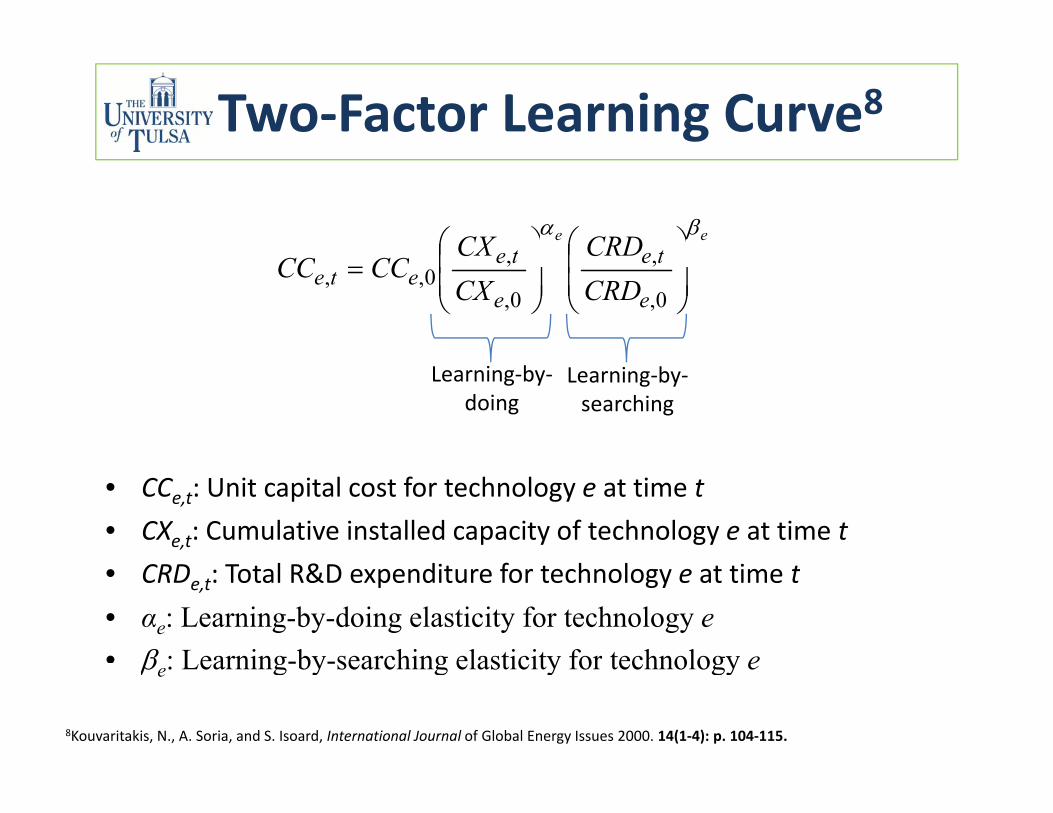
Two‐Factor Learning Curve8
eett CRDCX
e
te
e
teete CRD
CRDCXCX
CCCC
0,
,
0,
,0,,
Learning‐by‐doing
Learning‐by‐searching
• CCe,t: Unit capital cost for technology e at time t• CXe,t: Cumulative installed capacity of technology e at time t• CRDe,t: Total R&D expenditure for technology e at time t• αe: Learning-by-doing elasticity for technology e• : Learning-by-searching elasticity for technology ee: Learning-by-searching elasticity for technology e
8Kouvaritakis, N., A. Soria, and S. Isoard, International Journal of Global Energy Issues 2000. 14(1‐4): p. 104‐115.

Modeling the BTCC Investment Problem
• Assumptions:– Demand for the products increases over time with an pannual rate.
– Biomass cost increases with the inflation rate.– Cost of nonrenewable raw materials increases linearly with the total resource depletion and inflation rate.
• Node subsets:– VR = {v|vV v is a source node}VR {v|vV v is a source node}– Biomass, VRR = {biomass}– Products, VP = {v|vV v is a sink node}
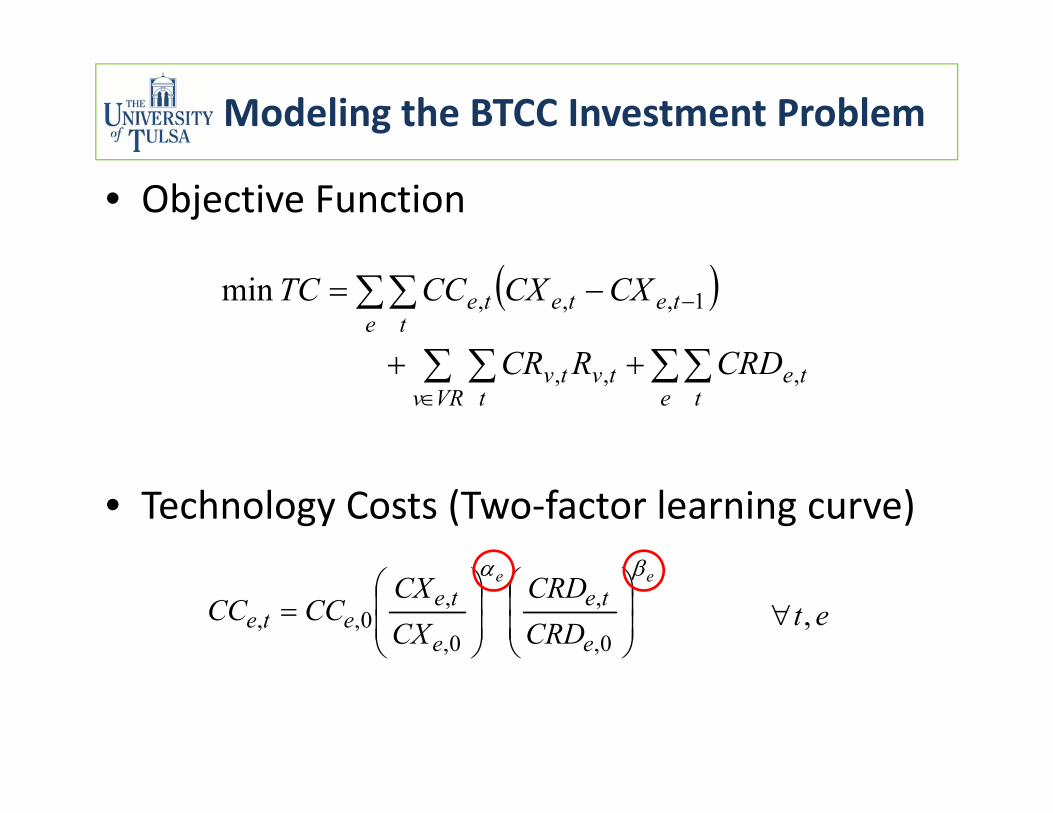
Modeling the BTCC Investment Problem
• Objective Function
e t
tetete
CRDRCR
CXCXCCTC 1,,, min
e t
teVRv t
tvtv CRDRCR ,,,
• Technology Costs (Two‐factor learning curve)ee
e
te
e
teete CRD
CRDCXCX
CCCC
0,
,
0,
,0,, et,

Modeling the BTCC Investment Problem
• ConstraintsRaw material costs– Raw material costs
tt
jjvvvtv IRRkCRCR
1
1,0,, VRRvVRvvt ,
d d d
j 1
tvtv IRCRCR 10,, VRRvt ,
– Product demandst
vvtv DD )1(0,, VPvt ,
– Meet product demandstvtv DR ,, VPvt ,
e
teevtv PbR ,,, VPvt ,

Modeling the BTCC Investment Problem
• ConstraintsNo accumulation of intermediates– No accumulation of intermediates
0,, e
teev Pb VRvVPvvt ,
– Raw material requirements
e
e
teevtv PbR ,,, VRvt ,
– Capacity constraints
,3,,3,
tete YY
et 0,,,
tetete PCXP
et,
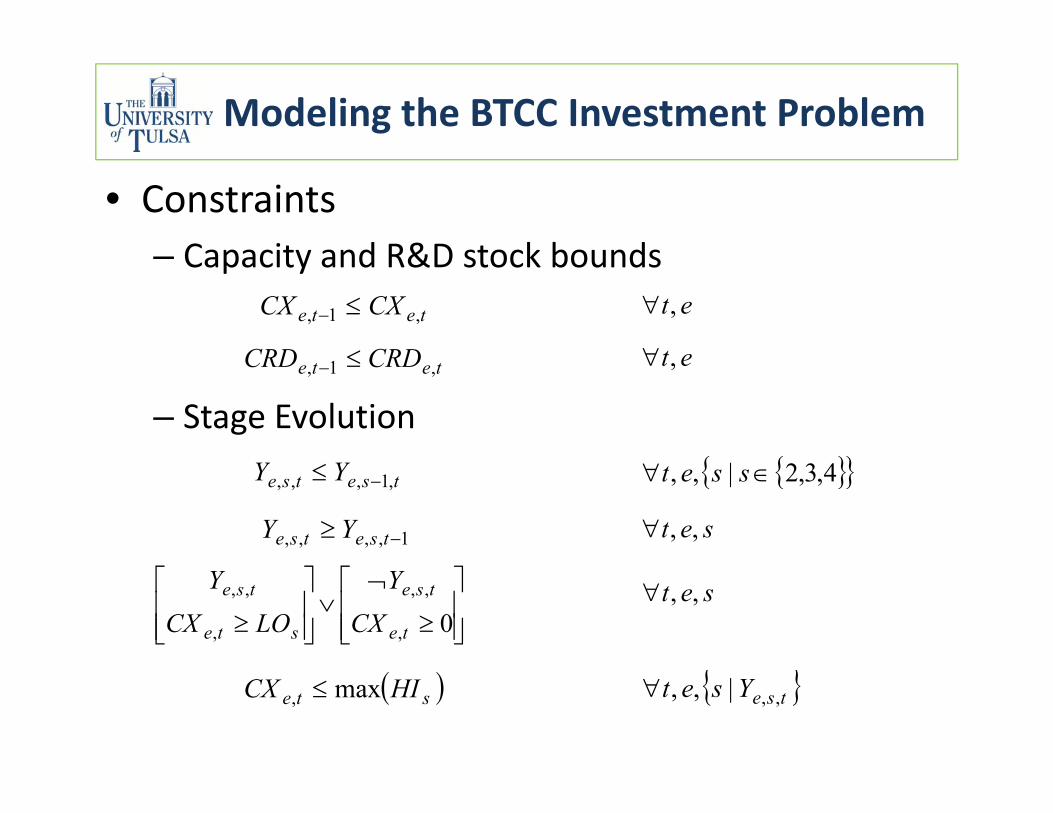
Modeling the BTCC Investment Problem
• ConstraintsCapacity and R&D stock bounds– Capacity and R&D stock bounds
tete CXCX ,1,
CRDCRD
et,
et
– Stage Evolutiontete CRDCRD ,1, et,
tsetse YY ,1,,, 4,3,2|,, sset
1,,,, tsetse YY set ,,
0,
,,
,
,,
te
tse
ste
tse
CXY
LOCXY set ,,
ste HICX max, tseYset ,,|,,
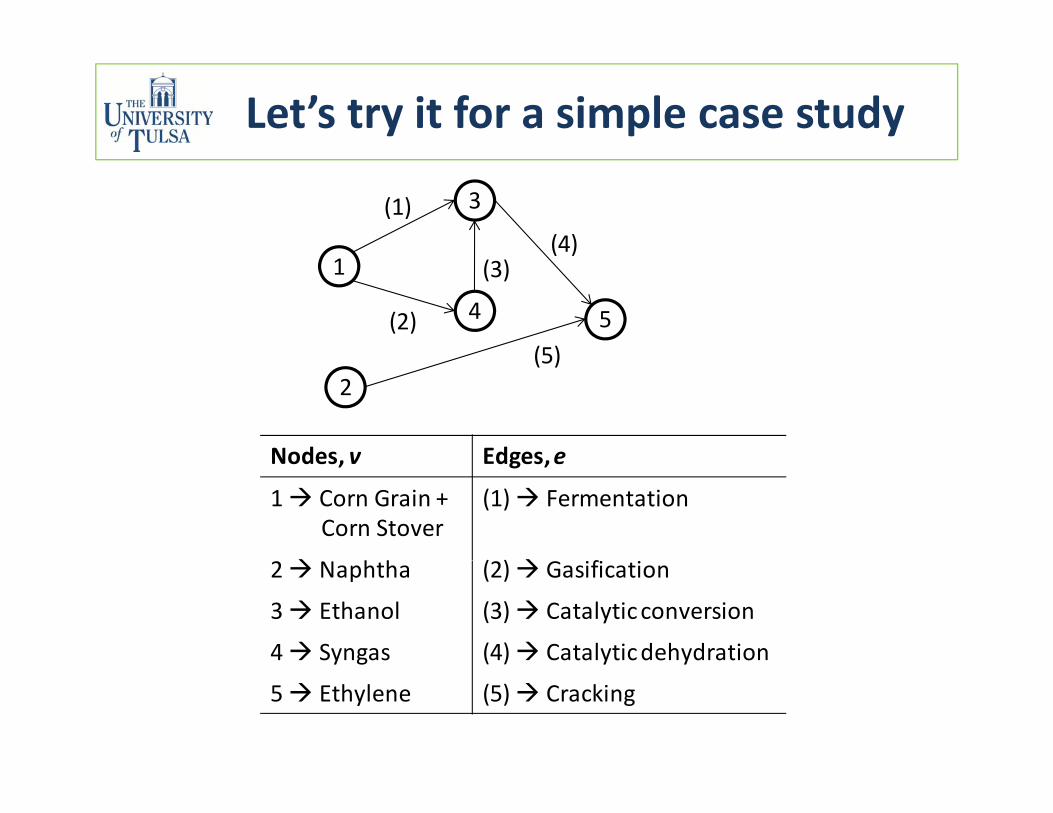
Let’s try it for a simple case study
3(1)(4)
1
4 5(2)
(3)( )
(5)2
(5)
Nodes v Edges eNodes, v Edges, e
1 Corn Grain + Corn Stover
(1) Fermentation
h h ( ) f2 Naphtha (2) Gasification
3 Ethanol (3) Catalytic conversion
4 Syngas (4) Catalytic dehydrationy g ( ) y y
5 Ethylene (5) Cracking

Let’s try it for a simple case study
Tech ( t%) I iti l C t Initial Capacity e (wt%) Initial Cost p y
(106 tons)(1) 0.25 ‐0.20 ‐0.07 $0.20/kg 45(2) 0.80 ‐0.28 ‐0.05 $10.0/kg 0.01(3) 0.30 ‐0.20 ‐0.07 $10.0/kg 0.01( ) $ /(4) 0.55 ‐0.20 ‐0.07 $1.0/kg 0.01(5) 0.25 0.00 0.00 $1.2/kg 28.3
• Initial Raw Material Costs:‒ Corn Grain + Stover: $262/dry tony‒ Naphtha: $685/dry ton
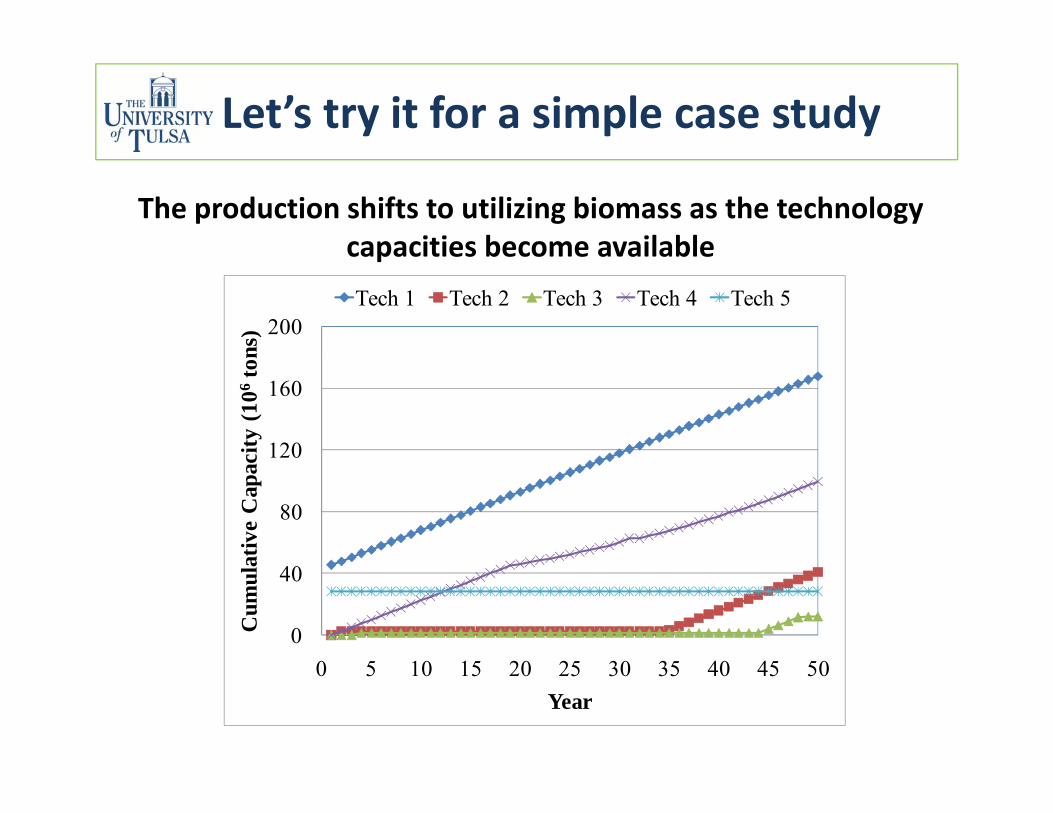
Let’s try it for a simple case study
The production shifts to utilizing biomass as the technology capacities become availablecapacities become available
200
ns)
Tech 1 Tech 2 Tech 3 Tech 4 Tech 5
120
160
city
(10
6to
n
80
ativ
e C
apac
0
40
0 5 10 15 20 25 30 35 40 45 50
Cum
ula
0 5 10 15 20 25 30 35 40 45 50Year
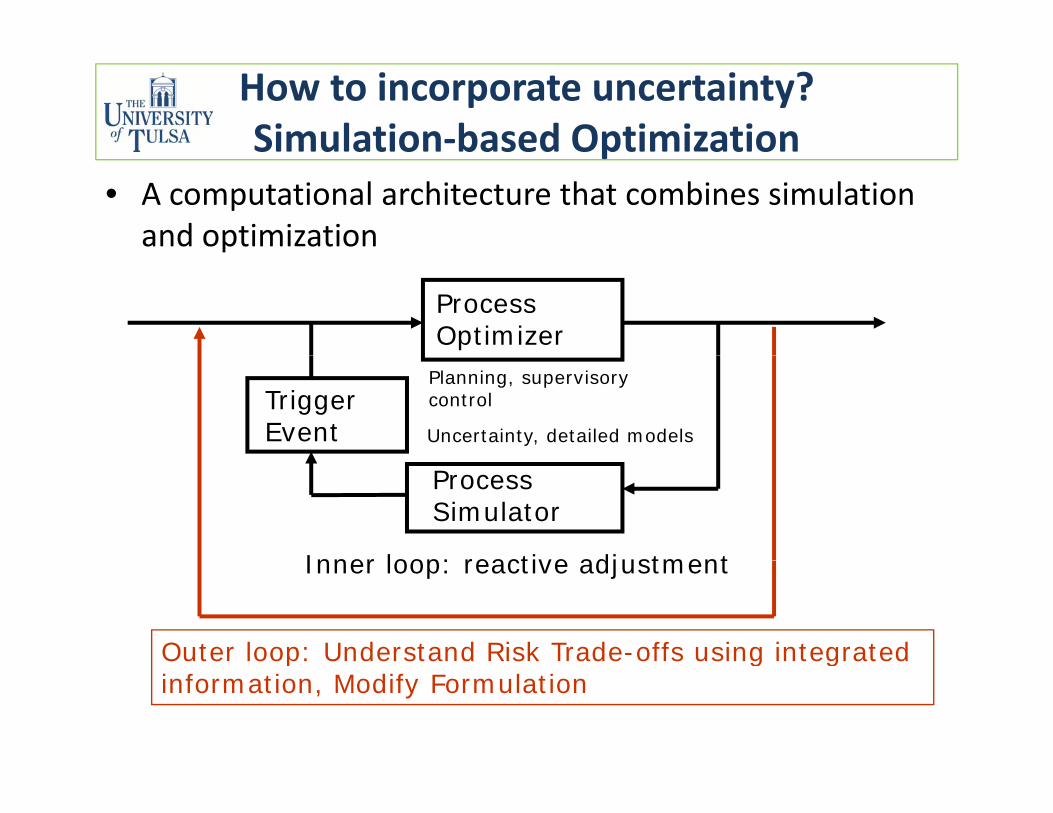
How to incorporate uncertainty? Simulation‐based OptimizationSimulation based Optimization
• A computational architecture that combines simulation and optimization
Process Optimizer
Trigger Event
Planning, supervisory control
Uncertainty, detailed models
Process Simulator
Inner loop: reactive adjustment
Outer loop: Understand Risk Trade-offs using integrated
Inner loop: reactive adjustment
p g ginformation, Modify Formulation
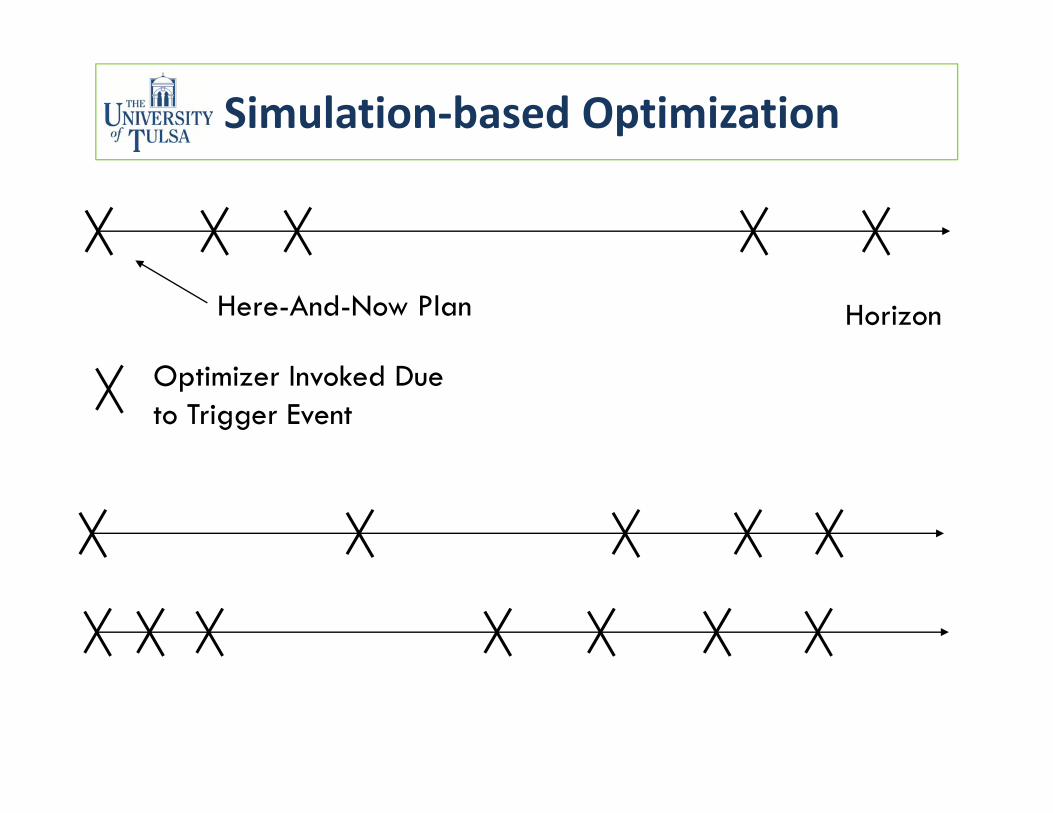
Simulation‐based Optimization
Here-And-Now Plan Horizon
Optimizer Invoked Due to Trigger Event
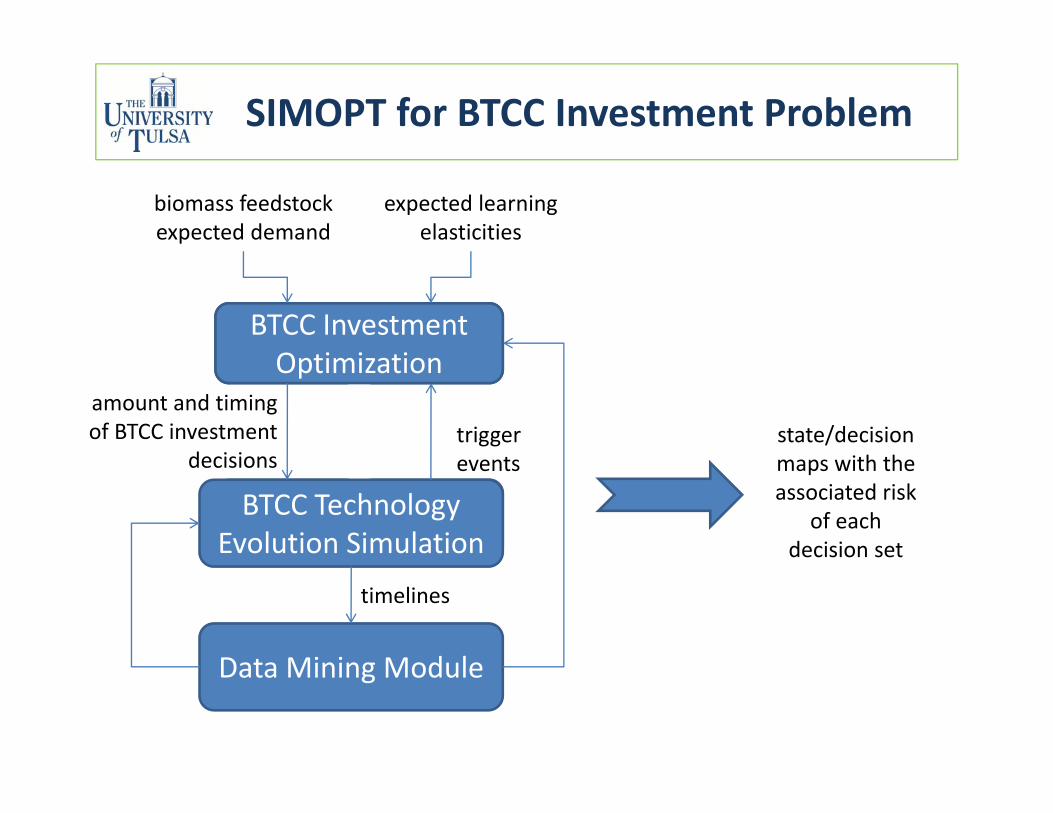
SIMOPT for BTCC Investment Problem
biomass feedstock expected demand
expected learning elasticities
BTCC Investment O ti i tiOptimization
amount and timing of BTCC investment
decisionsstate/decision
ith thtrigger
t
BTCC Technology Evolution Simulation
decisions maps with the associated risk
of each decision set
events
timelines
Data Mining ModuleData Mining Module

Game Theoretic AspectsAgent‐based modeling and simulationAgent based modeling and simulation
display the interactions between individual entities in complex systems and emergent systemin complex systems, and emergent, system behaviors that result from these interactions
• Agent9
makes independent decisions– makes independent decisions– interacts with its environmenthas a defined goal– has a defined goal
– is autonomous– learnslearns
9North, M.J. and C.M. Macal, Managing Business Complexity: Discovering Strategic Solutions with Agent‐Based Modeling and Simulation. 2007, New York: Oxford University Press.

Game Theoretic Aspects
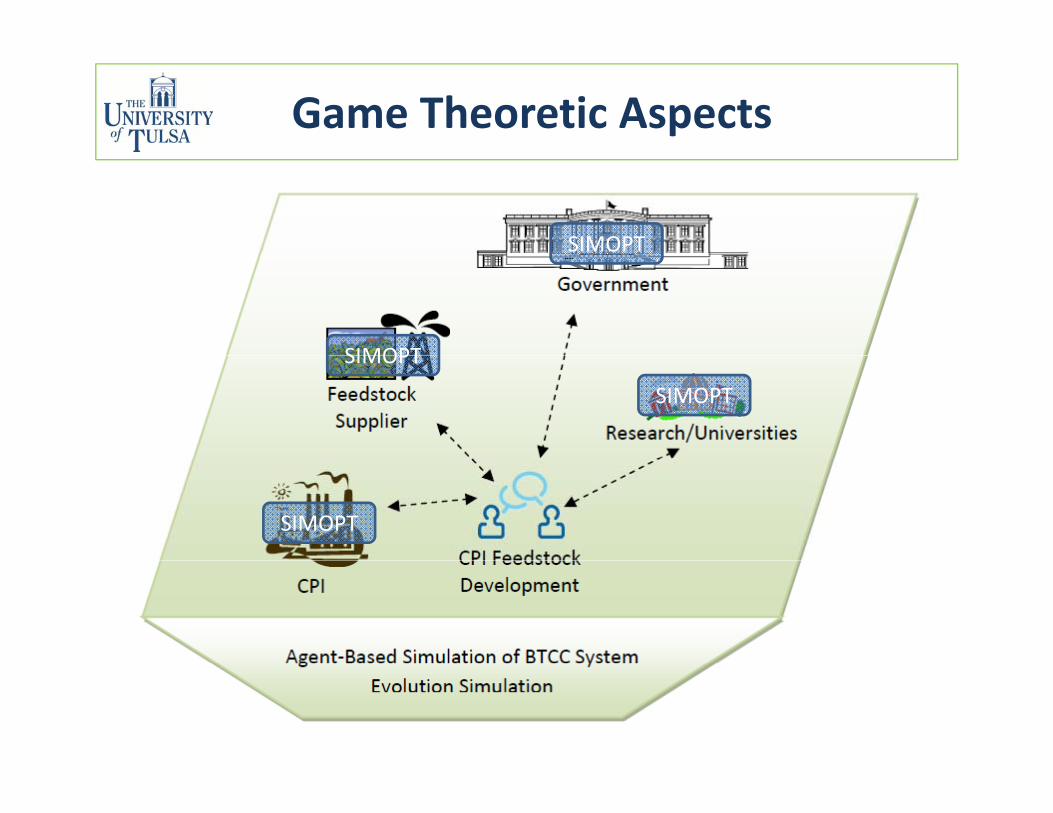
Game Theoretic Aspects
SIMOPT
SIMOPTSIMOPT
SIMOPT
SIMOPT

Acknowledgements
Graduate Students: Undergraduate Students:Ismail FahmiAroonsri NuchitprasittichaiByron Soepyan
gJohn EasonTyler Francis
y pySoumya YadalaJustin Smith
Financial support from NSF CAREER AwardFinancial support from NSF CAREER Award No 1055974 is greatly acknowledged.
Thank you
Questions?