Embed Size (px)
DESCRIPTION
A thesis submitted in partial fulfillment of the requirements for the award of the degree of mtech
Citation preview
MODELING OF MAGNETIC SURFACE PROBE
USING JMAG SOFTWARE AND APPLICATION
OF MAGNETIC METHODS FOR
CHARACTERISATION OF BOILER TUBES
A thesis submitted in partial fulfillment of the requirements for
the award of the degree of
M.Tech
in
Non-Destructive Testing
By
SHAIK SHAHAZAD
213112012
D E PA RT M E NT OF PHY S I C S
N AT I ON A L IN S T I T UT E OF T E C HN OLOGY
T I R U C HI R A P PA L L I– 6200 15
D E C E MB E R 2 01 3
BONAFIDE CERTIFICATE
This is to certify that the project titled “Modeling of Magnetic Surface Probe Using
JMAG Software and Application of Magnetic Methods for Characterization of Boiler
Tubes” is a bonafide record of the work done by
SHAIK SHAHAZAD (213112012)
in partial fulfillment of the requirements for the award of the degree of Master of
Technology in Non-Destructive Testing of the NATIONAL INSTITUTE OF
TECHNOLOGY, TIRUCHIRAPPALLI, during the year 2013-2014.
Dr. A. CHANDRA BOSE
Head,
Department of Physics,
National Institute of Technology,
Tiruchirappalli - 620015
Project Viva-voce held on _____________________________
Internal Examiner External Examiner
Dr. N.GOPALAKRISHNAN
Associate Professor,
Department of Physics,
National Institute of Technology,
Tiruchirappalli - 620015
Dr. RAJAT K ROY
External guide,
Scientist, NDE & Magnetic Material Group,
MST Division
CSIR - National Metallurgical Laboratory,
Jamshedpur – 831007, India.

i
ABSTRACT
A magnetic sensing probe that can evaluate the magnetic hysteresis loop of a
ferro magnetic material is designed on the principle of Faraday’s laws of
electromagnetic induction and simulation is done with the help of JMAG software to
optimize the probe parameters such as probe dimensions and windings. The 9Cr-1Mo
material is tempered at different temperatures after quenching, and different material
properties such as microstructural, mechanical and magnetic properties were
evaluated. Boiler tubes which works under high pressure and temperature are found to
fail with a change in their microstructures which is a function of magnetic hysteresis
properties such as coercivity, remanence, saturation induction etc. Microstructures
and magnetic hysteresis properties of different failed boiler tubes at near failed and
failed away regions were evaluated with the help of designed magnetic sensing probe.
Micro structural parameters (phase, grain size, and precipitates), mechanical
properties (tensile strength, hardness) and magnetic parameters (coercivity,
remanence, and saturation magnetization) were measured to investigate the
relationships among these parameters near failed and failed away regions.
Microstructure showed the formation of linked pearlite colonies at the grain boundary
of near failed region. The coercivity is found to be high at the near failed region. The
coercivity is suggested as potential magnetic parameters for discriminating phases and
quantitatively assessing the pearlite concentration as well as strength of steel.
\Keywords: Magnetic sensing probe, Hysteresis, Boiler tube, Microstructure.
ii
ACKNOWLEDGEMENT
It gives me immense pleasure to express my heartfelt gratitude to Dr. Amitava Mitra,
Chief Scientist and group leader, Material Science and Technology Division, CSIR-
National Metallurgical Laboratory, Jamshedpur for providing me with an emerging
project to perform and his constant encouragement, motivation and innovative
suggestions.
I would like to express sincere gratitude to my external guide Dr. Rajat K. Roy,
Scientist, Material Science and Technology Division, CSIR-NML, Jamshedpur, for
her active support, guidance and useful suggestions which provided me a real support
to pursue my dissertation work.
I would like to thank Dr. Ashis K. Panda, Scientist and Mr. Satnam Singh, fellow
Scientist, CSIR-NML, Jamshedpur for their help in carrying out the project work.
I would like to express my heartfelt gratitude to my internal guide Dr.
N.GopalaKrishnan Professor, Department of Physics, National Institute of
Technology, Tiruchirapalli, for his positive suggestions, motivation and continuous
support.
I wish to express my sincere thanks to Dr. A. Chandra Bose, Head, Department of
Physics, National Institute of Technology, Tiruchirapalli for recommending me to
carry out my dissertation work at NML, Jamshedpur.
I am thankful to Dr. S. Srikanth, Director, CSIR-National Metallurgical Laboratory,
Jamshedpur, for his kind permission to carry out the project work at NML-
Jamshedpur and allowing me to utilize all the infrastructural facilities necessary for
my project work.
Shaik Shahazad
iii
TABLE OF CONTENTS
Title Page No.
ABSTRACT ..................................................................................... i
ACKNOWLEDGEMENTS ........................................................... ii
TABLE OF CONTENTS ............................................................... iii
LIST OF TABLES .......................................................................... v
LIST OF FIGURES ........................................................................ vi
CHAPTER 1 INTRODUCTION
1.1 Objective ....................................................................................... 2
1.2 Plan of Work ................................................................................. 3
CHAPTER 2 LITERATURE REVIEW
2.1 Failure of boiler tubes ................................................................... 4
2.2 The main magnetic effects ............................................................ 5
2.2.1 Domain wall dynamics ................................................................. 5
2.2.2 Domain rotation dynamics ............................................................ 6
2.3 Different models of hysteresis ...................................................... 7
2.3.1 Models of hysteresis ..................................................................... 7
2.3.2 Magnetic hysteresis models .......................................................... 8
2.4 Magnetic hysteresis loop method as NDE .................................... 9
2.5 Finite element method .................................................................. 10
2.5.1 JMAG designer ............................................................................. 11
2.6 Electromagnet ............................................................................... 12
2.6.1 How an electromagnet works ....................................................... 13
2.6.2 Governing equations ..................................................................... 14
2.7 Heat treatment ............................................................................... 18
2.7.1 Normalising .................................................................................. 18
2.7.2 Tempering ..................................................................................... 19
iv
CHAPTER 3 METHODOLOGY
3.1 Simulation of JMAG software ...................................................... 21
3.2 Experimental procedure ................................................................ 22
3.3 Calibration of probe ...................................................................... 23
3.4 Interfacing of the probe ................................................................. 24
3.5 Study of 9Cr-1Mo steel material................................................... 26
3.5.1 Material and heat treatment .......................................................... 26
3.5.2 Microstructural evaluation ............................................................ 27
3.5.3 Mechanical property measurement ............................................... 27
3.5.4 Magnetic property measurement................................................... 27
CHAPTER 4 RESULTS AND DISCUSSION
4.1 Simualtion results ......................................................................... 28
4.2 Heat treatment results ................................................................... 29
4.2.1 Microstructural evaluation ............................................................ 29
4.2.2 Evaluation of mechanical properties ............................................. 31
4.2.3 Evaluation of magnetic properties ................................................ 33
4.3 Case study: failed boiler tube ........................................................ 35
4.3.1 Visual observation ........................................................................ 35
4.3.2 Mechanical property evaluation .................................................... 36
4.3.3 Microstructure at the failed region ................................................ 37
4.3.4 Magnetic properties at the failed region ....................................... 38
CHAPTER 5 CONCLUSIONS
5.1 Inferences ...................................................................................... 39
5.2 Future Work .................................................................................. 39
REFERENCES

v
LIST OF TABLES
Table No. Title Page No.
2.1 Metallurgical factors affecting Magnetic properties 10
3.1 Chemical composition of 9Cr-1Mo steel material 26
4.1 Hardness and tensile properties of failed tube ...... 36
vi
LIST OF FIGURES
Figure No. Title Page No.
2.1 Domain wall dynamics: (a) blowing domain wall motion;
(b) rigid domain wall motion ......................................... 6
2.2 Magnetic domain dynamics .......................................... 7
2.3 Magnetic hysteresis loop ............................................. 9
2.4 magnetic field parameters for an electromagnet ............ 14
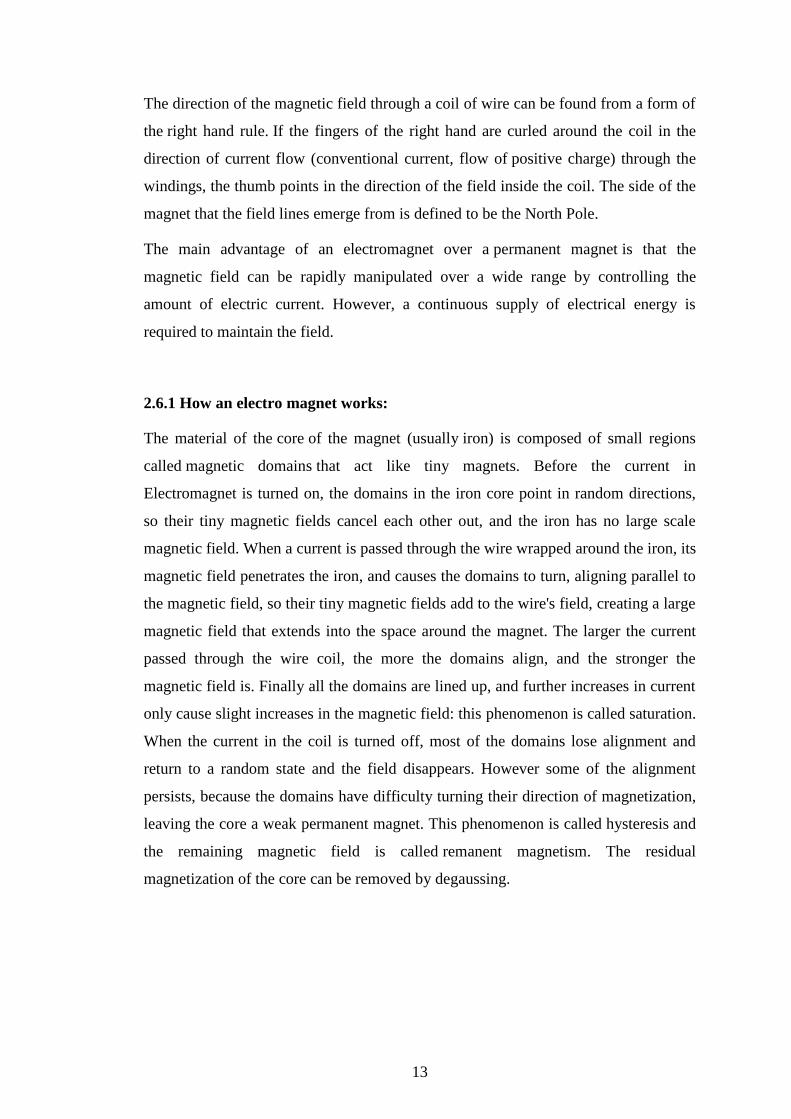
2.5 Continuous cooling transformation diagram of 9Cr-1Mo
Steel material ................................................................. 19
3.1 JMAG simulation results showing variation of magnetic
Field in the material ...................................................... 21
3.2 Size and geometry of the electromagnet used for the
design for the probe ........................................................ 22
3.3 Different geometries of probe ........................................ 23
3.4 winding of the probe ....................................................... 23
3.5 Calibration of the probe with the hall probe ................... 23
3.6 Magnetic field generated by the probe vs. current ......... 24
3.7 Block diagram of probe operation .................................. 25
3.8 Snap shots of LAB View soft ware while
operating with the probe ................................................. 25
3.9 block diagram of heat treatment of 9CR-1M0 material . 26
4.1 Magnetic flux density as a function of probe leg length for
experimental and simulated results
(a) angular edge probe (b) curved edge probe ............... 28
4.2 Optical microstructures of as-received 9Cr-1Mo steel
(a) low magnification, (b) high magnification ............... 29
4.3 Optical micrographs of 9Cr-1Mo samples Normalised
and Quenched at 1050 oC and tempered for 1Hr
at different temperatures ................................................. 31
4.4 Variation of hardness with tempering
Temperature for 1h and ½ h ........................................... 32
vii
4.5 Tensile test data of 9Cr-1M0 water quenched at 1050C and
tempered at different temperatures ............................... 33
4.6 Variation of Coercivity for normalised
and quenched samples .................................................... 34
4.7 variation of magnetic saturation induction for normalised and
quenched samples ........................................................... 34
4.8 variation of Remanence for normalised
and quenched samples ................................................... 35
4.9 Fish mouth opening of failed tube .................................. 36
4.10 Optical microstructures of tube showing cross sectional area
microstructures of (a) non-leaked, and (b) leaked regions 37
4.11 Distribution of coercivity at leaked and non-leaked
regions of failed tube ...................................................... 38
1
CHAPTER 1
INTRODUCTION
Failure analysis is the process of collection and analyzing all the available data
to identify the cause of a failure and how to prevent it from recurring. It is a discipline
in many industries such as petrochemicals industries and fertilizer industries. Failure
analysis provides a clear picture of the root cause and includes recommendations to
avoid similar failure in future. Besides the non destructive testing, failure analysis of
failed component is used to prevent future occurrence, and /or to improve the
performance of the components. The failure of industrial boiler has been a prominent
feature in fossil fuel power plants. The contribution of one or several factors appears
to be responsible for failures, causing a partial or complete shutdown of the plant. It
results in the heavy losses of industrial production and disruption to civil amenities.
The use of inferior tube materials, use of high sulfur or/and vanadium containing
fuels, exceeding the design limit of temperature and pressure during operation, poor
maintenance and aging are some of the factors which have a detrimental effect on the
performance of materials of construction. The failure of boiler tubes appeared in the
form of bending, bulging wearing or rupture, decarburization, carburization causing
leakage of the tubes. The failure can be caused by one or more modes such as
overheating, SCC, hydrogen embrittlement, creep, flame impingement, sulfide attack,
weld attack, dew point attack, hot corrosion, and micro structural degradation etc.
It has been established that magnetic hysteresis loop is sensitive to structural,
conditions microstructural features and stress state of materials. Microstructural
parameters such as change in phase, presence of discontinuities, grain size, and
foreign materials such as alloying elements may form as pinning sites that hinder the
domain wall motion during the process of magnetisation and may alter the magnetic
properties of the material.
The magnetic properties depend on chemical composition, fabrication and heat
treatment. The saturation magnetisation changes with the chemical composition as
well as metallic phases. But other properties like permeability, coercive force and

2
hysteresis loss are highly sensitive to microstructures. It has been studied that the
effect of phase on the magnetic properties and the order of easy of magnetization is
given in the order of ferrite>pearlite>martensite. The presence of impurities and
discontinuities form pinning sites for the domain wall motion and opposes the domain
wall motion during magnetisation of the material and is expected to alter the magnetic
properties. Smaller the grain size forms the larger grain boundary and hence more the
pinning action for the domain wall motion and hence properties such as coercivity is
found to be inverse function of grain size.
In this research, a magnetic sensing probe has been designed to measure the
magnetic hysteresis loop of the steel materials with the help of JMAG software, and it
is standardized by the heat treated 9Cr-1Mo steel specimens. Finally, one failed boiler
tube is analyzed by this sensor.
1.1 Objective
The major objectives of this project are:-
To design a magnetic sensing probe that is capable of measuring a magnetic
hysteresis loop for the ferro magnetic material.
To standardize the probe using the heat treated boiler steels (9Cr-1Mo).
To establish a relationship among the microstructure and magnetic, mechanical
properties near and away leaked regions of failed boiler tubes.

3
1.2 Plan of Work
To design a magnetic sensing probe to measure the magnetic hysteresis loop
of the steel materials with the help of JMAG software.
To perform different heat treatment of 9Cr-1Mo steel and to study the
different material properties such as mechanical, microstructural and magnetic
properties.
To study the failure of a boiler tube by analyzing the magnetic properties near
leaked and away leaked regions.

4
CHAPTER 2
LITERATURE REVIEW
2.1 Failure of Boiler Tubes
Failure of power station steel components can have severe economic impacts and also
present significant risks to life and the environment. Currently components are
inspected during costly shut-downs as no in-situ technique exists to monitor changes
in microstructure of in-service steel components. Electromagnetic inspection has the
potential to provide information on microstructure changes in power station steels in-
situ any micro structural variation in steel may lead to changes in its EM properties,
e.g. permeability and Conductivity. EM sensors function on the basis of detecting and
identifying variations in these quantities measured from samples. By measuring the
response of such EM sensors over a range of frequencies, the permeability and
conductivity can then be inferred. EM properties have been identified with
correlations to material properties, which can quantify degradation in-situ and at
elevated temperatures.
A survey pertaining to the performance of steam boilers during the last 30 years
Shows that abundant cases have been referred to, concerned with the failure of boilers
Due to fuel ash corrosion, overheating, hydrogen attack, carburization and
Decarburization, corrosion fatigue cracking, stress corrosion cracking, caustic
Embrittlement, erosion, etc. Oil ash corrosion which is quite common in utility boilers
is originated from the vanadium present in the oil. Vanadium reacts with sodium,
sulfur, and chlorine during combustion to produce low melting point ash
compositions. These molten ash deposits on the boiler tube surfaces dissolve
protective oxides and scales, causing accelerated tube wastage Corrosion problems in
boiler tubes arisen due to overheating are quite common. This mode of failure is
predominantly found in super heaters, reheaters, and water wall tubes, and in the
result of operating conditions in which tube metal temperature exceeds the design
limits for periods ranging from days to years. The phenomenon of overheating is
manifested by the presence of significant deposits, which impart a reduction in water
flow and excessive fire-side heat input. Due to this rise in temperature, steel loses its

5
strength, causing rupture or bulging of the tube due to internal pressure. The failures
have been attributed to accelerated corrosion, hydrogen attack and overheating. In
another study, corrosion of stainless superheater tubes occurred due to carburization
resulting in intergranular wastage of steel near the exposed surface. Use of fuel oil
high in S, V, and asphalt content in a plant, after about 12 years service, resulted in
deposition of carbon coke and soot particles on the tube surface and introduced a
carburization process in the steel, the water related tube failures in industrial boilers.
The causes of the majority of failures are attributed to the upset in water quality
and/or steam purity. The mechanisms of failures due to overheating (short term and
long term), water-side corrosion, general surface attack, stress-assisted corrosion,
caustic embrittlement, hydrogen damage, and chelant corrosion.
2.2. The Main Magnetic Effects
The dynamics of magnetic domains is the main mechanism responsible for magnetic
effects able to be used in sensing applications. Any possible use of the dynamic
response of this mechanism can result in a sensing element. There are two distinct
cases of domain dynamics, one being the domain wall dynamics and the other domain
rotation dynamics. There also exist dependent effects derived from these dynamics,
both macroscopic and microscopic the domain wall dynamics, the domain rotation
dynamics as well as the macroscopic and microscopic dependent mechanisms. These
effects shall be illustrated bearing in mind that a key parameter in magnetic sensors is
the hysteresis in their response.
2.2.1. Domain wall dynamics
The dynamics of domain walls and their corresponding use in sensor applications
concern their nucleation and mobility or propagation in the magnetic substance. There
are two cases of domain wall propagation the blowing process and their parallel
motion. The mode of propagation depends on the energy stored in these walls. Low
energy walls propagate in blowing as shown in Fig. 2.1(a) -simulating the behavior of
a liquid -, while high energy walls propagate parallel as shown in Fig. 2.1(b).

6
Fig.2. 1. Domain wall dynamics: (a) blowing domain wall motion; (b) rigid
domain wall motion.
There are two main reasons for high-energy storage in domain walls: the one is based
on the Pinning effects of magnetic dipoles and the other on the presence of defects in
the material structure. Since defects can occur in both soft and hard magnetic
materials, it can be said that the blowing process is more likely to occur in low
pinning materials which are the soft magnetic materials, while the parallel motion
occurs in the hard ones. The reversibility of the domain wall propagation defines the
presence or not of hysteresis in the sensing element. Such reversible process depends
mainly on the defects existing in the magnetic substance as well as on the pinning
effect of magnetic dipoles.
2.2.2. Domain rotation dynamics
The domain rotation dynamics have two distinct areas of operation: the irreversible
and the Reversible area of operation. The irreversible rotation occurs when the
magnetic domains, which are oriented on a given easy axis, A, re-orientate to another
easy axis, B, closer to the axis of the external field H, due to the presence of this field
as shown in Fig. 2(a). The reversible domain rotation occurs after the irreversible
rotation process or domain swift. Since the new easy axis B is not in general the same
with the axis of the external field H, the magnetic dipoles tend to orientate to the axis
of the external field H, as shown in Fig. 2(b). After the removal of the external field,
the rotated magnetic domains return back to the easy axis direction B, where they
have been initially and irreversibly re-orientated. In general, magnetic domains do not
return back to their initial easy axis A.

7
Fig. 2.2. Magnetic domain dynamics: (a) two distinct axes of anisotropy and
consequent Irreversible rotation due to the presence of the magnetic field; (b)
reversible magnetic domain rotation after the irreversible magnetization process.
Both reversible and irreversible processes are associated with the presence of
Magnetostriction. The dynamic behavior of these processes can result in elastic
waves, propagating along the magnetic material. The irreversible process is
additionally responsible for the small or large Barkhausen jumps, introducing
magnetic noise in the sensing element. The presence of the irreversible processes in
hysteresis result in magnetic rotation as well as in a relatively higher level of noise
with respect to the reversible processes. Both hysteresis and noise affect the
uncertainty of any possible magnetic device used for sensor application
2.3. Different Models of Hysteresis
2.3.1 Models of hysteresis
Each subject that involves hysteresis has models that are specific to the subject. In
addition, there are models that capture general features of many systems with
hysteresis. An example is the Preisach model of hysteresis, which represents
hysteresis nonlinearity as a linear superposition of square loops called non-ideal

8
relays. Many complex models of hysteresis arise from the simple parallel connection,
or superposition, of elementary carriers of hysteresis termed hysterons.
A simple parametric description of various hysteretic loops may be found in the
Lapshin model of hysteresis. Along with the classical loop, substitution of rectangle,
triangle or trapezoidal pulses instead of the harmonic functions also allows piecewise-
linear hysteresis loops frequently used in discrete automatics to be built in the model
The Bouc–Wen model of hysteresis is often used to describe non-linear hysteretic
systems. It was introduced by Bouc and extended by Wen, who demonstrated its
versatility by producing a variety of hysteretic patterns. This model is able to capture
in analytical form, a range of shapes of hysteretic cycles which match the behavior of
a wide class of hysteretical systems; therefore, given its versability and mathematical
tractability, the Bouc–Wen model has quickly gained popularity and has been
extended and applied to a wide variety of engineering problems, including multi-
degree-of-freedom (MDOF) systems, buildings, frames, bidirectional
and torsional response of hysteretic systems two- and three-dimensional continua,
and soil liquefaction among others. The Bouc–Wen model and its variants/extensions
have been used in applications of structural control, in particular in the modeling of
the behavior of magnetorheological dampers, base isolation devices for buildings and
other kinds of damping devices; it has also been in the modeling and analysis of
structures built of reinforced concrete, steel, masonry and timber
2.3.2 Magnetic hysteresis models
The most known empirical models in hysteresis are Preisach and Jiles-Atherton
models. These models allow an accurate modeling of the hysteresis loop and are
widely used in the industry. However, these models lose the connection with
thermodynamics and the energy consistency is not ensured. Last models rely on a
consistent thermodynamic formulation. VINCH model is inspired by the kinematic
hardening laws and by the thermodynamics of irreversible processes. In particular, in
addition to provide an accurate modeling, the stored magnetic energy and the
dissipated energy are known at all times. The obtained incremental formulation is
variationally consistent, i.e., all internal variables follow from the minimization of a
thermodynamic potential that allows obtaining easily a vectorial model while Preisach
and Jiles-Atherton are fundamentally scalar models.
9
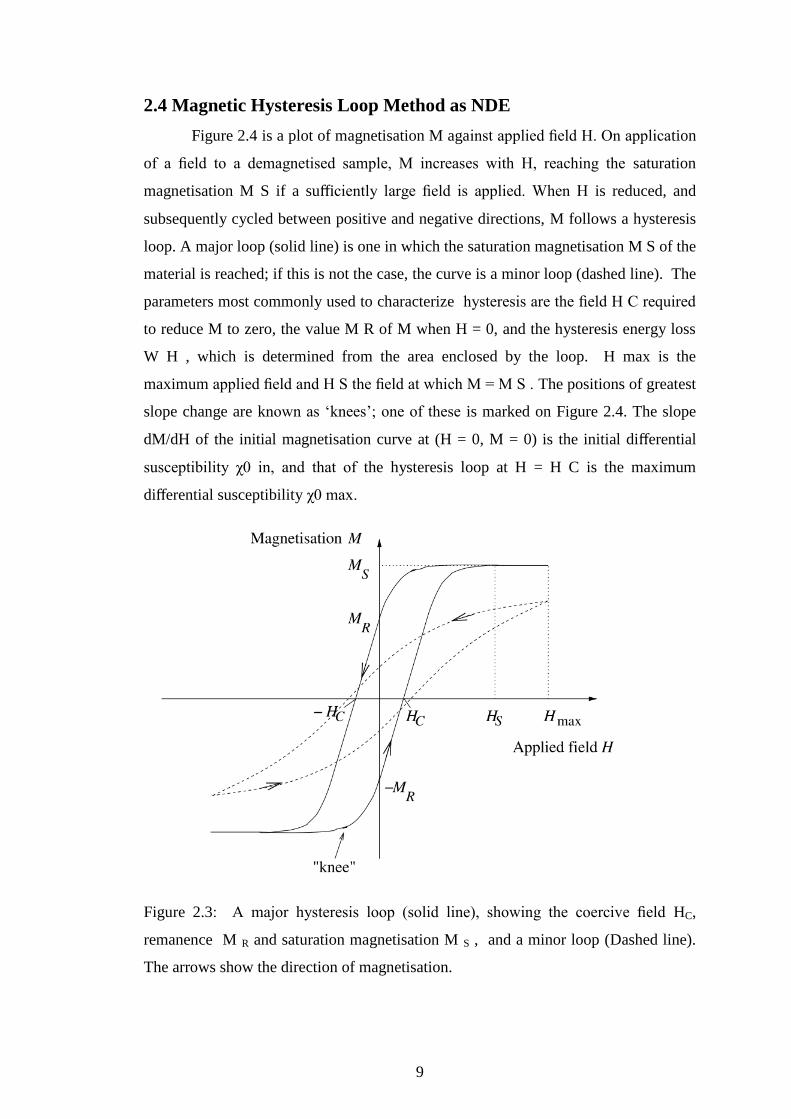
2.4 Magnetic Hysteresis Loop Method as NDE
Figure 2.4 is a plot of magnetisation M against applied field H. On application
of a field to a demagnetised sample, M increases with H, reaching the saturation
magnetisation M S if a sufficiently large field is applied. When H is reduced, and
subsequently cycled between positive and negative directions, M follows a hysteresis
loop. A major loop (solid line) is one in which the saturation magnetisation M S of the
material is reached; if this is not the case, the curve is a minor loop (dashed line). The
parameters most commonly used to characterize hysteresis are the field H C required
to reduce M to zero, the value M R of M when H = 0, and the hysteresis energy loss
W H , which is determined from the area enclosed by the loop. H max is the
maximum applied field and H S the field at which M = M S . The positions of greatest
slope change are known as ‘knees’; one of these is marked on Figure 2.4. The slope
dM/dH of the initial magnetisation curve at (H = 0, M = 0) is the initial differential
susceptibility χ0 in, and that of the hysteresis loop at H = H C is the maximum
differential susceptibility χ0 max.
Figure 2.3: A major hysteresis loop (solid line), showing the coercive field HC,
remanence M R and saturation magnetisation M S , and a minor loop (Dashed line).
The arrows show the direction of magnetisation.
10
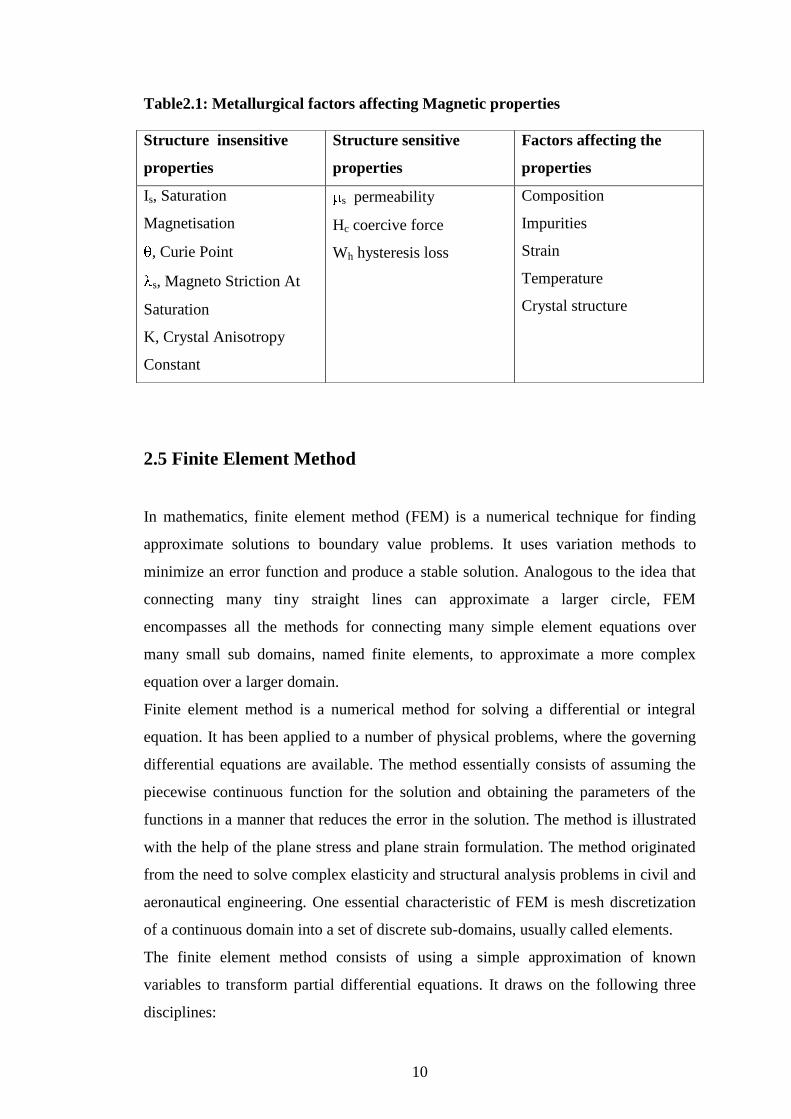
Table2.1: Metallurgical factors affecting Magnetic properties
2.5 Finite Element Method
In mathematics, finite element method (FEM) is a numerical technique for finding
approximate solutions to boundary value problems. It uses variation methods to
minimize an error function and produce a stable solution. Analogous to the idea that
connecting many tiny straight lines can approximate a larger circle, FEM
encompasses all the methods for connecting many simple element equations over
many small sub domains, named finite elements, to approximate a more complex
equation over a larger domain.
Finite element method is a numerical method for solving a differential or integral
equation. It has been applied to a number of physical problems, where the governing
differential equations are available. The method essentially consists of assuming the
piecewise continuous function for the solution and obtaining the parameters of the
functions in a manner that reduces the error in the solution. The method is illustrated
with the help of the plane stress and plane strain formulation. The method originated
from the need to solve complex elasticity and structural analysis problems in civil and
aeronautical engineering. One essential characteristic of FEM is mesh discretization
of a continuous domain into a set of discrete sub-domains, usually called elements.
The finite element method consists of using a simple approximation of known
variables to transform partial differential equations. It draws on the following three
disciplines:
Structure insensitive
properties
Structure sensitive
properties
Factors affecting the
properties
Is, Saturation
Magnetisation
, Curie Point
s, Magneto Striction At
Saturation
K, Crystal Anisotropy
Constant
s permeability
Hc coercive force
Wh hysteresis loss
Composition
Impurities
Strain
Temperature
Crystal structure

11
A feature of FEM is that it is numerically stable, meaning that errors in the input and
intermediate calculations do not accumulate and cause the resulting output to be 10.
2.5.1. JMAG Designer
JMAG is simulation software for the development and design of electrical devices.
JMAG incorporates simulation technology to accurately analyze a wide range of
physical phenomenon that includes complicated geometry, various material
properties, and the heat and structure at the center of electromagnetic fields. JMAG
has an interface capable of linking to third-party software and a portion of the JMAG
analysis functions can also be executed from many of the major Computer Aided
Design (CAD) and Computer Aided Engineering (CAE) systems. JMAG is used
actively to analyze designs at a system level that includes drive circuits by utilizing
links to power electronic simulators. JMAG is also being used for the development of
drive motors for electric vehicles.
JMAG-Designer offers analysis features, link options, and various tools.
Analysis Types
1. Magnetic field analysis
2. Thermal analysis
3. Structural Analysis
4. Electric field analysis
5. Transformer analysis
Magnetic field analysis methods:
Static Analysis:
Static analysis is used when an analysis target does not have time varying phenomena
such as motion and current variations.
Transient Analysis:

12
Transient analysis is used when an analysis target has time varying phenomena such
as motion and current variations.
Frequency Analysis:
Frequency analysis is used when current (or voltage) has sinusoidal variation with
time at the single frequency.
Section analysis:
2D or axis symmetry analyses can be performed using the cross-section of 3D models
like al motor. The section analysis can be used as a preliminary analysis of 3D
analysis.
Section analysis study is created from a 3D analysis study, but the actual analysis is
run with 2D or axis asymmetric model.
2.6. Electro Magnet
An electromagnet is a type of magnet in which the magnetic field is produced
by electric current the magnetic field disappears when the current is turned off.
Electromagnets are widely used as components of other electrical devices, such
as motors, generators, relays, loudspeakers, hard disks, MRI machines, scientific
instruments, and magnetic separation equipment, as well as being employed as
industrial lifting electromagnets for picking up and moving heavy iron objects like
scrap iron.
An electric current flowing in a wire creates a magnetic field around the wire .To
concentrate the magnetic field, in an electromagnet the wire is wound into a coil with
many turns of wire lying side by side. The magnetic field of all the turns of wire
passes through the center of the coil, creating a strong magnetic field there. A coil
forming the shape of a straight tube (a helix) is called a solenoid. Much stronger
magnetic fields can be produced if a "core" of ferromagnetic material, such as
soft iron, is placed inside the coil. The ferromagnetic core increases the magnetic field
to thousands of times the strength of the field of the coil alone, due to the high
magnetic μ of the ferromagnetic material. This is called a ferromagnetic-core or iron-
core electromagnet.
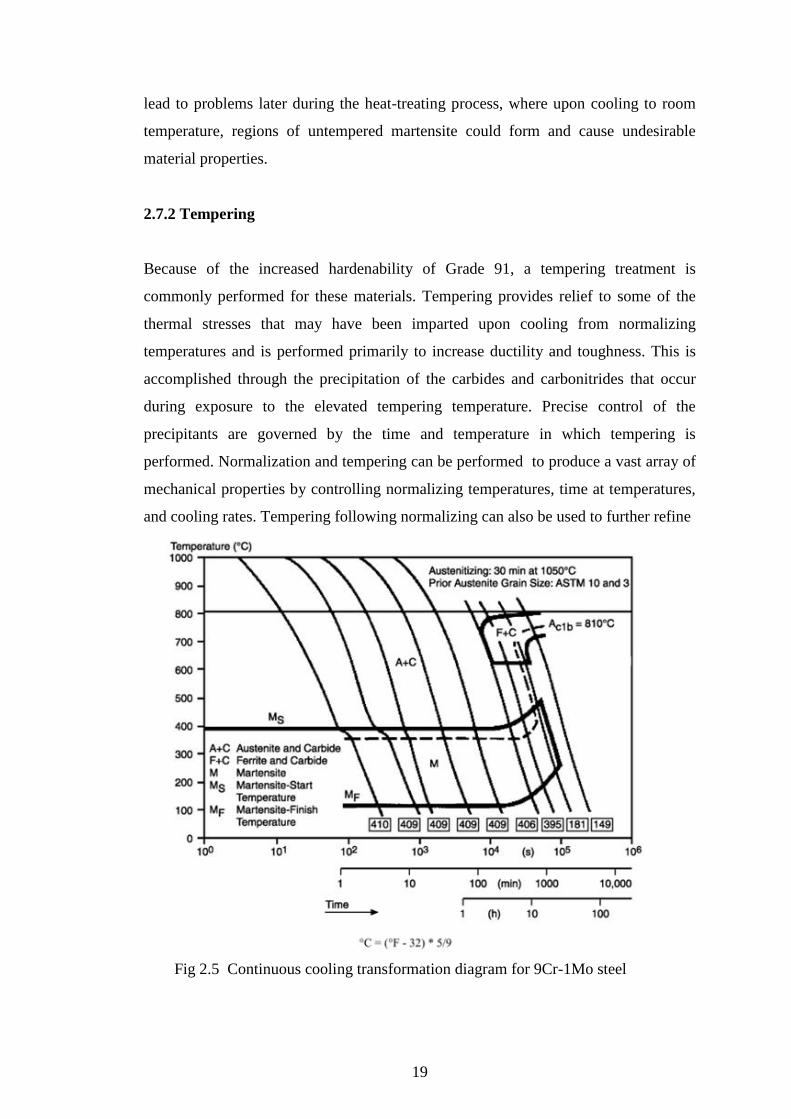
13
The direction of the magnetic field through a coil of wire can be found from a form of
the right hand rule. If the fingers of the right hand are curled around the coil in the
direction of current flow (conventional current, flow of positive charge) through the
windings, the thumb points in the direction of the field inside the coil. The side of the
magnet that the field lines emerge from is defined to be the North Pole.
The main advantage of an electromagnet over a permanent magnet is that the
magnetic field can be rapidly manipulated over a wide range by controlling the
amount of electric current. However, a continuous supply of electrical energy is
required to maintain the field.
2.6.1 How an electro magnet works:
The material of the core of the magnet (usually iron) is composed of small regions
called magnetic domains that act like tiny magnets. Before the current in
Electromagnet is turned on, the domains in the iron core point in random directions,
so their tiny magnetic fields cancel each other out, and the iron has no large scale
magnetic field. When a current is passed through the wire wrapped around the iron, its
magnetic field penetrates the iron, and causes the domains to turn, aligning parallel to
the magnetic field, so their tiny magnetic fields add to the wire's field, creating a large
magnetic field that extends into the space around the magnet. The larger the current
passed through the wire coil, the more the domains align, and the stronger the
magnetic field is. Finally all the domains are lined up, and further increases in current
only cause slight increases in the magnetic field: this phenomenon is called saturation.
When the current in the coil is turned off, most of the domains lose alignment and
return to a random state and the field disappears. However some of the alignment
persists, because the domains have difficulty turning their direction of magnetization,
leaving the core a weak permanent magnet. This phenomenon is called hysteresis and
the remaining magnetic field is called remanent magnetism. The residual
magnetization of the core can be removed by degaussing.

14
2.6.2 Governing equations:
When current flows in a conductor placed in the neighborhood of another
conductor also carrying a current, a force is found to be exerted between them.
Similarly a charge moving in the vicinity of another moving charge is found to
experience a force (over and above the electrostatic force). A magnetic field may be
conceived to be established by one current (or moving charge) and this field then acts
on the second current (or moving charge) in the field. A magnetic induction or field
B is said to exist at a point in space if a conductor carrying a current placed at the
point experiences a force. Experiments show that the force depends on the strength of
the current, the length of the conductor and on the direction of the current. (Note that
B is a vector quantity). We define the direction of the field as that orientation of the
current that experiences zero force, and the magnitude of the magnetic induction B at
a point as the force per unit length acting on a conductor carrying a current of 1
ampere placed Normal to the field. In the special case of a straight wire length ,
placed normal to a homogeneous magnetic field B, the force
F = I B

15
The direction of F being given by the familiar left-hand rule. We can see from the
above equation that the induction B has a dimension of Newton per ampere metre.
A coil of area A and N turns oriented with its plane parallel to a uniform field
B will therefore experience a torque given by NIAB Newton metre.
The magnetic flux through a surface A is defined as the product of the area
of the surface A and the component of the induction B normal to the surface.
= BA cos
Where is the angle between vector B and the normal to the surface. Experiments
show that a changing flux through a circuit induces an e.m.f. equal to the negative rate
of change of flux through the circuit (Faraday's law).
i.e. dt
d
The equation defines the unit of flux, known as the weber. The weber is that change
in flux through a circuit which taking place in 1 second produces an e.m.f. of 1 volt in
the circuit. The equation shows that the weber has the dimension of volt second.
Since = BA, the unit of magnetic induction may be expressed in weber per
square metre.
The unit of B is expressed more commonly in weber/square metre than in
newton per ampere metre. The unit is also called a Tesla.
Note 222
secsec
m
Wb
m
V
mC
mN
mA
N
The magnetic induction B is (from the equation B = /A) a flux density.

16
A useful concept pertaining to the magnetic field B is the concept of lines of
magnetic induction or flux lines. These lines are imagined to fill the space occupied
by the field such that the direction of a line at any point is the direction of the vector B
at the point and such that the concentration of the lines at the point (i.e. the number of
lines per unit area normal to the lines) is set equal to the magnitude of B at the point.
i.e. Bareanormal
linesinductionofnumber
A line of magnetic induction has the dimension of (B x area) and is therefore equal to
one weber.
The magnetic field B which acts on a current or moving charge is set up by
some other current or moving charge. For instance when a current I flows in a long
solenoid, a uniform magnetic field is produced inside the solenoid. This magnetic
field is found to be dependent on the medium in the solenoid, the current I and the
number of turns per metre N
INB
where is a factor dependent on the medium.
IN may be regarded as the cause
which results in the magnetic flux inside the solenoid.
IN is termed the magnetising
force H of the magnetic field (also known as the magnetic field intensity or magnetic
field strength). H is a vector, usually having the same direction as the field B.
Since INH , the unit of H is expressed in ampere-turn per metre (AT/m).
The ratio of the magnetic induction B to the magnetizing force H is called the
absolute permeability or simply the permeability of the medium.
B = H
For free space 0

17
has a dimension: mA
Wb
Am
mWb2
The Weber per ampere meter has the same dimension as Henry per meter (H/m).
A coil carrying a current I1 produces a magnetic field. If another coil of N2
turns is placed in the vicinity of the first coil, a certain amount of the flux will pass
through the second coil, each line of induction linking with N2 turns. The flux linkage
(N2 ) linked with the second coil depends not only on the current I1 but also on the
relative position and geometry of the coils. The relation between and I1 may be
written: 1122 IMN .
M12, the flux linked with one coil when unit current flows in the other, is
known as the Mutual Inductance of the circuits. Further, if the current I1 changes, the
flux linkage N2 also changes and consequently an emf 2 induced in the second
coil.
dt
dIMN
dt
d1222 )(
assuming M12 is independent of the current. This equation is also used to define M12.
The unit of mutual inductance is the Henry. It follows from the definition the Henry
has the dimension:
A
Wb
Ampere
ondvolthenry
sec
A coil in which the current is changing has its changing flux linked with itself so that
a back emf is self induced in the coil:
dt
dIL
L is known as the Self Inductance.

18
2.7 Heat Treatment
2.7.1Normalization
Normalization is the thermal process by which steel is heated into the austenite
phase field—that is, above the Ac 3 for hypo eutectoid (<0.77% carbon) steels and
above the A cm for hypereutectoid (0.77% <carbon <2.1%) steels. Materials are
typically heated to temperatures approximately 100ºF (38ºC) above the upper
temperature and allowed to stabilize so that complete transformation from ferrite to
austenite will occur throughout the thickness of the material. Critical temperatures (A
C1 , A C3, and A CM ) are the temperatures where a material undergoes a phase
change. As steels are heated, they encounter their first critical temperature at
approximately 1350ºF (732ºC), where, depending on composition, the material begins
to transform to austenite. Once uniform temperature is obtained, carbon and other
alloying additions that are soluble in the austenite phase begin to redistribute
themselves throughout the austenitic phase. This homogenization serves to
redistribute the solute elements throughout the matrix to provide a more uniform
dispersion upon cooling than what was imparted during welding and subsequent
solidification.
After temperature uniformity has been obtained and sufficient time has been given for
Homogenization to occur, the material is allowed to cool in a uniform manner to room
Temperature. When the material is cooled, it passes two more critical temperatures, m
s and m f. These are the martensite start and martensite finish temperatures, which are
typically represented on a continuous cooling transformation (CCT) diagram, as
shown in Figure
Martensite is formed during non-equilibrium conditions. When an air-hardenable
material such as Grade 91 is heated above the lower critical temperature (A C1) and
allowed sufficient time for partial reaustenitization to occur, transformation to
untempered martensite at the m s temperature is expected. Early results indicate that
the m s is around 400ºF (200ºC) and the m f could be at room temperature or lower.
Another significant aspect of heating above the A C1 temperature is that if a 9CR-
1M0 material is not cooled low enough to completely transform the austenite to
martensite, some retained austenite could remain in the microstructure. This could
19
lead to problems later during the heat-treating process, where upon cooling to room
temperature, regions of untempered martensite could form and cause undesirable
material properties.
2.7.2 Tempering
Because of the increased hardenability of Grade 91, a tempering treatment is
commonly performed for these materials. Tempering provides relief to some of the
thermal stresses that may have been imparted upon cooling from normalizing
temperatures and is performed primarily to increase ductility and toughness. This is
accomplished through the precipitation of the carbides and carbonitrides that occur
during exposure to the elevated tempering temperature. Precise control of the
precipitants are governed by the time and temperature in which tempering is
performed. Normalization and tempering can be performed to produce a vast array of
mechanical properties by controlling normalizing temperatures, time at temperatures,
and cooling rates. Tempering following normalizing can also be used to further refine
Fig 2.5 Continuous cooling transformation diagram for 9Cr-1Mo steel

20
the mechanical properties. Specific procedures must be followed to achieve precise
mechanical properties for the Grade 91 materials. One way to restore properties to
Grade 91 materials that have been heated in the intercritical range is to perform a
normalization heat treatment. This is normally performed at least 100°F (56°C) above
the A C3 temperature and for the material in this project was performed at 1900°F
(1038°C). This results in a fully austenitic microstructure. The material is then air
cooled down to room temperature to transform the austenite to martensite. The
material is now in the condition we want to give us our high-temperature creep
strength, but it is hard and brittle. To gain toughness and soften the metal some, it is
then tempered at 1450°F (788°C).

21
CHAPTER 3
METHODOLOGY
3.1 Simulation with JMAG Software
JMAG is simulation software for the development and design of electrical devices.
JMAG was originally released in 1983 as a tool to support design for devices such as
motors, actuators, circuit components, and antennas.JMAG incorporates simulation
technology to accurately analyze a wide range of physical phenomenon that includes
complicated geometry, various material properties, and the heat and structure at the
center of electromagnetic fields. JMAG has an interface capable of linking to third-
party software and a portion of the JMAG analysis functions can also be executed
from many of the major CAD and CAE systems.
In this work different geometry of the probe are designed and were being analyzed
using JMAG designer software to compare the magnetic fields generated by the probe
and also to optimise the probe parameters such as exciting current and number of
turns for primary and secondary windings. The result shows as follows
Fig: 3.1 JMAG simulation results showing variation of magnetic field and ordered
fashion of magnetic flux lines inside the material

22
Results shows the gradual reduction of magnetic field generated by the probe as the
length between the legs increases from 8 to 32 and it shows higher values for square
probe than that of the curve shaped.
3.2 Experimental Procedure
The core material for the electromagnet of the probe should be of high magnetic
permeability so that it can generate higher magnetic fields. Low carbon steel can
satisfy the above requirement, so horse shoe shaped electromagnets of different
dimensions and geometries are cut from the low carbon steel block. The dimensions
are made in such a way that it can be used to measure the magnetic fields at maximum
number of positions on the failed regions of the tube. Dimensions of the
electromagnet is as
Fig: 3.2Size and geometry of the electromagnet used for the design for the probe
Shown in the fig, two types of geometries were used one with sharp edges and the
other with curved edges. Different dimensions are generated by increasing length
between the two legs of electromagnet from 8mm to 32 mm as 8,16,24,32
respectively. Total 8different electromagnet cores are machined with different
dimensions and geometries.
23
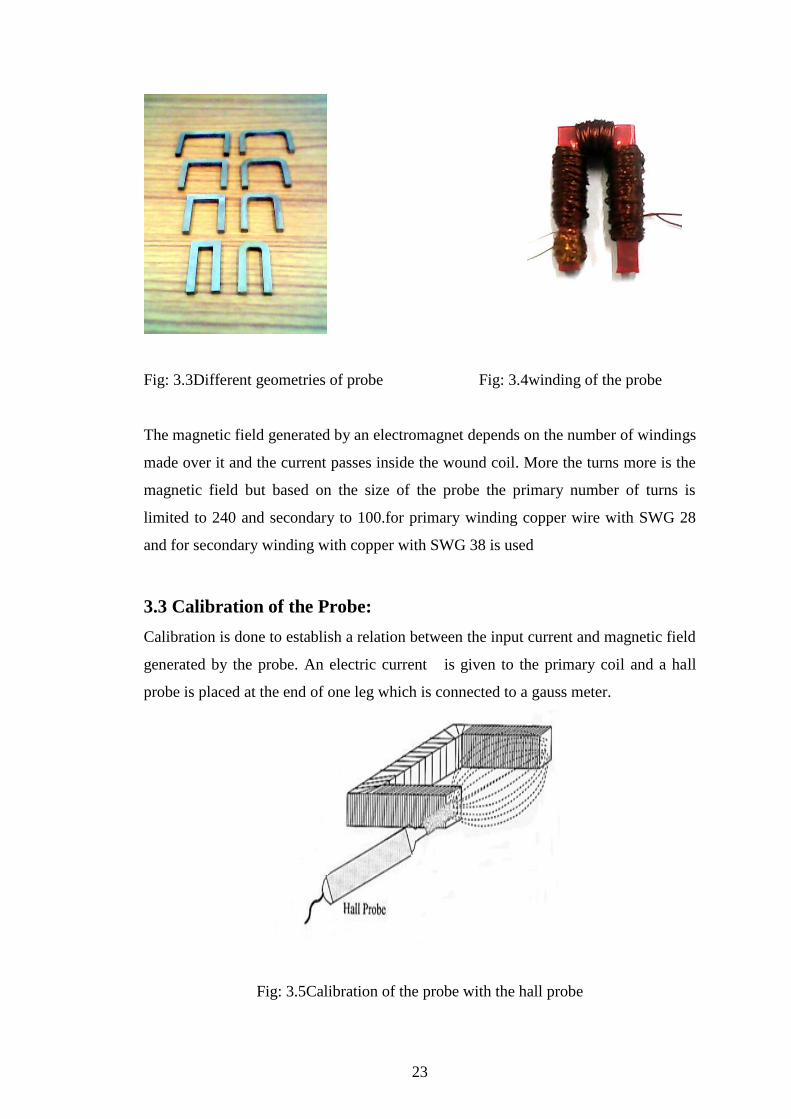
Fig: 3.3Different geometries of probe Fig: 3.4winding of the probe
The magnetic field generated by an electromagnet depends on the number of windings
made over it and the current passes inside the wound coil. More the turns more is the
magnetic field but based on the size of the probe the primary number of turns is
limited to 240 and secondary to 100.for primary winding copper wire with SWG 28
and for secondary winding with copper with SWG 38 is used
3.3 Calibration of the Probe:
Calibration is done to establish a relation between the input current and magnetic field
generated by the probe. An electric current is given to the primary coil and a hall
probe is placed at the end of one leg which is connected to a gauss meter.
Fig: 3.5Calibration of the probe with the hall probe

24
Fig 3.6 Magnetic field generated by the probe with input current
Gain =
Current is increased slowly from 0 amps to 1.5 amps and slowly reversed the
direction of current from 1.5 amps to -1.5 amps and the corresponding reading in the
gauss meter is noted down at different values of applied current. Magnetic field is
plotted against the applied current. A linear variation of magnetic field with the
current is noticed.
3.4. Inter Facing of the Probe to the Computer
Lab VIEW software was used to interface the probe with the computer as
shown in the fig. A sinusoidal signal from the computer is given to a bipolar amplifier
(kepco: model BOP 80-dM) which amplifies the signal and a sinusoidal electric
current of a required amplitude and very low frequency (50mHz) is fed to the primary
coil which generates a magnetic field and is used to magnetise the test material, low
end of the primary coil is connected to the 1 ohm resistance to monitor the input
current through a multimeter(keithley model:2001) and is fed to the data acquisition
system. Due to change in the flux from the test piece to the core material of the probe
a voltage is generated in the secondary coil which is fed to a flux meter and the data
from the flux meter is given to a data acquisition system (NI Multifunction DAQ).all
-2.0 -1.5 -1.0 -0.5 0.0 0.5 1.0 1.5
-0.6
-0.4
-0.2
0.0
0.2
0.4
0.6
magnetic f
ield
(kgauss)
current (amperes)
Gain:296.4 oesterds/amp

25
the processes including measuring, calculating the properties is done by the Lab
VIEW software installed in the computer.
Fig: 3.7 Block diagram of probe operation
Fig: 3.8 Snap shots of LAB View soft ware while operating with the probe

26
3.5 Study of 9Cr-1Mo Steel Material
3.5.1 Material and Heat treatment
A commercial 9CR-1M0 material of size 5mm thickness, 90mm length and 28 mm
width was used for this study. Composition of 9CR-1M0 material is given by
Table3. 1Chemical composition of 9Cr-1Mo steel material
Name C Si Mn Mo Ni V Cr others Fe
9CR-
1M0
0.08 -
0.12
0.20 -
0.50
0.30 -
.60
0.85
-
1.05
≤0.40 0.18
-
0.25
8.0 -
0.5
Nb_0.06
- 0.10
balance
Samples of 9Cr-1Mo material were studied under different heat treatments.
Initially all the 8 samples were heated to a temperature of 1050o
C and then samples
1,2,3,4 were quenched in water to get a martensite transformation and then samples
5,6,7,8 were normalised (cooled in air) to get a pearlite-ferrite structure. After that
tempering is done for all the samples at different temperatures such as 700,750,770
and 800o C respectively.
Furnace cooling was done for quenched samples and air cooling was done for
normalised samples.
8 samples of above stated size are being heat treated as follows.
Fig: 3.9 block diagram of heat treatment of 9CR-1M0 material
Samples
1,2,3,4 Samples
5,6,7,8
Normalised (air
cooled) at 1050o C
Rapid quenched (water
quenched) at 1050o C
Tempered at
different
temperatures
700,750,770,800o C
for 1Hr
Tempered at
different
temperatures
700,750,770,800o C
for 1Hr
Furnace
cooling
Air
cooling

27
3.5.2. Microstrucural analysis
Micro structure of heat treated samples is analysed with the help of an optical
microscope for the identification of phase and size of grain. Chemical Etching was
done on the specimen by a Villella’s reagent a mixture of 1gram picric acid, 5ml
Hydrochloric acid, 100ml Ethanol as Etchant used for the microstructural evaluation.
3.5.3 Mechanical Property Measurement
Mechanical properties such as hardness values of the tempered samples was
evaluated using Vickers hardness tester of win control UH-3V2.70 the indentation
was made on the cross section of samples under a load of 3 kgf for a time of 10sec
and tensile test was done on a tensile testing machine of model HK25 and Tinius
Olsen Make.
3.5.3 Magnetic Property Measurement
Magnetic measurement was done on the samples with the help of designed probe and
magnetic properties such as coercivity, remanence, and magnetic saturation induction
were evaluated.

28
CHAPTER 4
RESULTS AND DISCUSSION
4.1 Simulation Results
The modeling of electromagnetic probe was done with the help of JMAG software to
optimize the probe parameters such as probe windings, probe geometries and current
etc. It essentially required so that the probe would not be heated up by the eddy
currents generated during operation. The simulated results obtained from modeling
are explained in Fig. 4.1. It is found that 240 turns on the primary coil and 100 turns
on the secondary coil, while the distance between two probe legs is 8mm, can
generate a magnetic field of 290G to magnetize the test material and simultaneously a
signal is received for plotting magnetic induction. The angular edge electromagnets
are capable of generating high magnetic field than that of the curved shaped,
increasing the strength of magnetic field generated with decreasing the distance
between probe legs. The experimental gain is examined with the help of a hall probe
and compared with the simulation gain and the gain reduces with increasing the
length between the horse shoe shaped electromagnet legs.
5 10 15 20 25 30 35
0.022
0.023
0.024
0.025
0.026
0.027
0.028
0.029
0.030
Mag
neti
c f
lux
den
sity
(T)
distance between legs
Experimental
Simulated
Square
5 10 15 20 25 30 35
0.020
0.021
0.022
0.023
0.024
0.025
0.026
0.027
0.028
0.029
Mag
net
ic f
lux
den
sity
(T)
distance between legs
Experimental
Simulated
Curved
Fig 4.1 Magnetic flux density as a function of probe leg length for experimental and
simulated results (a) angular edge probe (b) curved edge probe
29
4.2. Heat Treatment Results
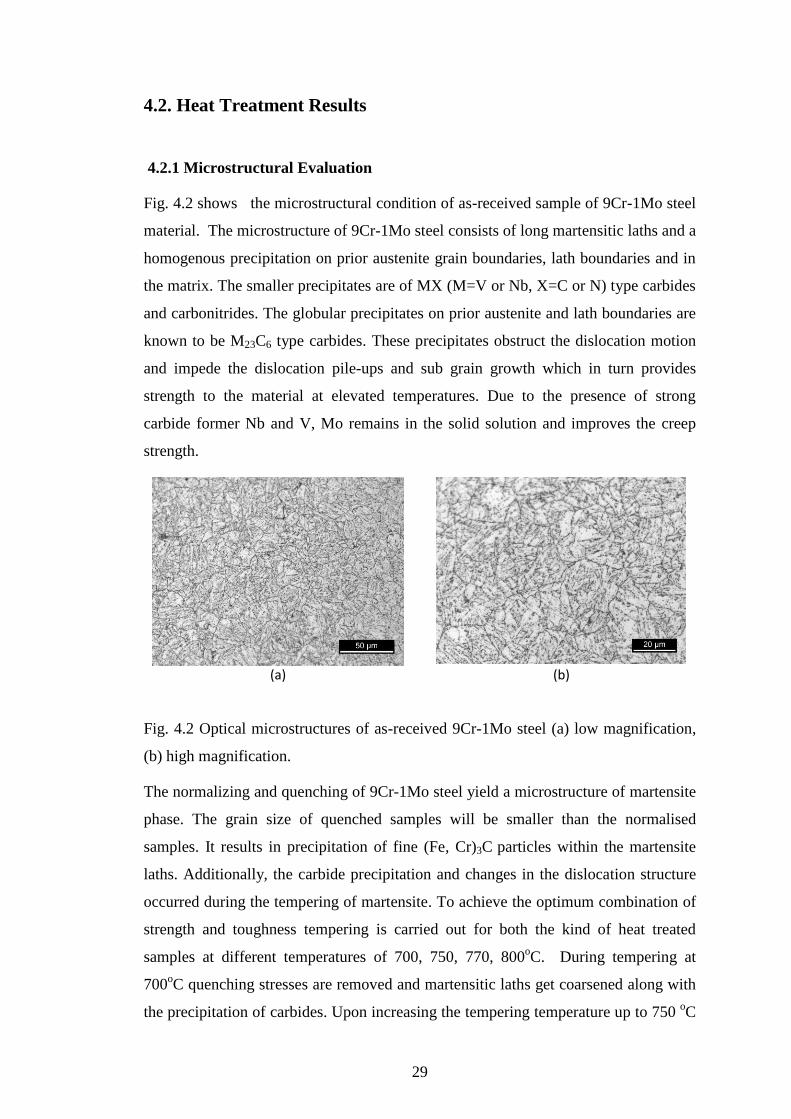
4.2.1 Microstructural Evaluation
Fig. 4.2 shows the microstructural condition of as-received sample of 9Cr-1Mo steel
material. The microstructure of 9Cr-1Mo steel consists of long martensitic laths and a
homogenous precipitation on prior austenite grain boundaries, lath boundaries and in
the matrix. The smaller precipitates are of MX (M=V or Nb, X=C or N) type carbides
and carbonitrides. The globular precipitates on prior austenite and lath boundaries are
known to be M23C6 type carbides. These precipitates obstruct the dislocation motion
and impede the dislocation pile-ups and sub grain growth which in turn provides
strength to the material at elevated temperatures. Due to the presence of strong
carbide former Nb and V, Mo remains in the solid solution and improves the creep
strength.
(a) (b)
Fig. 4.2 Optical microstructures of as-received 9Cr-1Mo steel (a) low magnification,
(b) high magnification.
The normalizing and quenching of 9Cr-1Mo steel yield a microstructure of martensite
phase. The grain size of quenched samples will be smaller than the normalised
samples. It results in precipitation of fine (Fe, Cr)3C particles within the martensite
laths. Additionally, the carbide precipitation and changes in the dislocation structure
occurred during the tempering of martensite. To achieve the optimum combination of
strength and toughness tempering is carried out for both the kind of heat treated
samples at different temperatures of 700, 750, 770, 800oC. During tempering at
700oC quenching stresses are removed and martensitic laths get coarsened along with
the precipitation of carbides. Upon increasing the tempering temperature up to 750 oC

30
this process accelerates and more precipitation occurs at both grain interiors and grain
boundaries. At 750oC, the microstructure comprising homogenous precipitation of
globular M23C6 type carbides become coarse and along with some new phases e.g.
Laves and z phase limits the life of component. The tempering at 770 oC results in the
dissolution of some of the chromium carbides due to the low affinity of chromium
towards carbon compared to other alloying elements present in the material. This
process continues till the tempering below the critical point (AC1) where austenite
phase starts forming. Thus when the tempering temperature is high but below Ac1
number density of M23C6 type carbides reduces and number of MX type precipitates
increases.
A B
C D
31
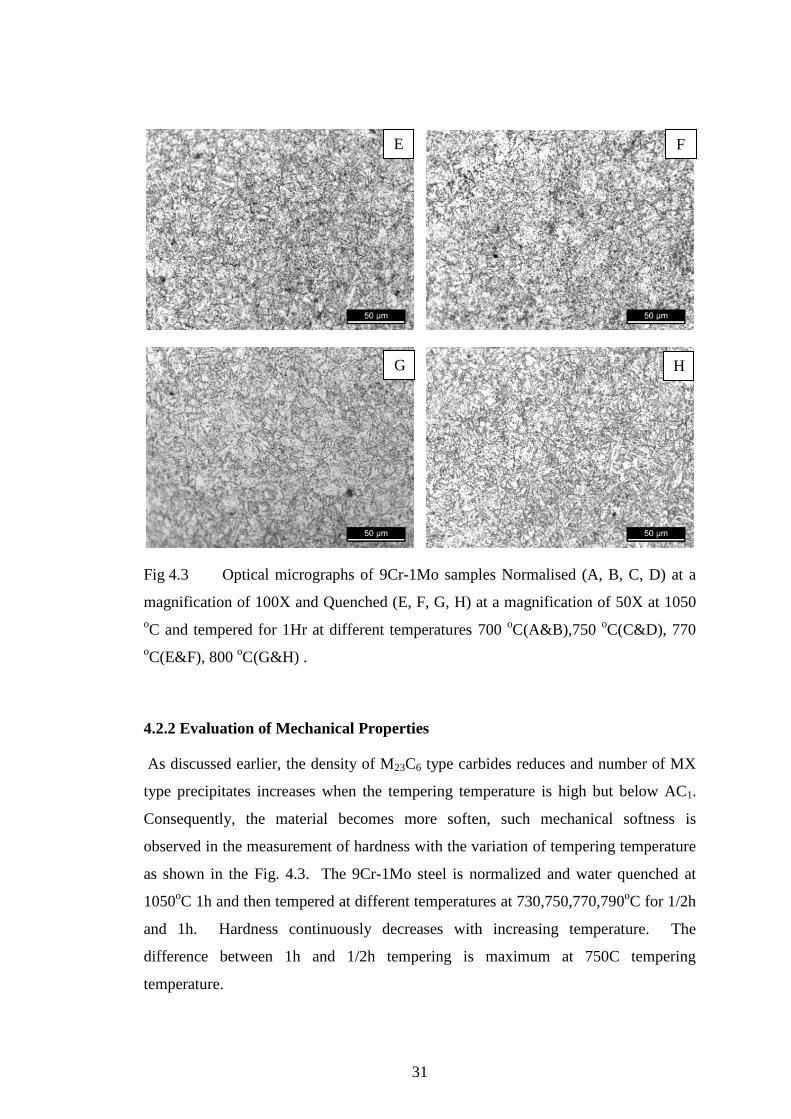
Fig 4.3 Optical micrographs of 9Cr-1Mo samples Normalised (A, B, C, D) at a
magnification of 100X and Quenched (E, F, G, H) at a magnification of 50X at 1050
oC and tempered for 1Hr at different temperatures 700
oC(A&B),750
oC(C&D), 770
oC(E&F), 800
oC(G&H) .
4.2.2 Evaluation of Mechanical Properties
As discussed earlier, the density of M23C6 type carbides reduces and number of MX
type precipitates increases when the tempering temperature is high but below AC1.
Consequently, the material becomes more soften, such mechanical softness is
observed in the measurement of hardness with the variation of tempering temperature
as shown in the Fig. 4.3. The 9Cr-1Mo steel is normalized and water quenched at
1050oC 1h and then tempered at different temperatures at 730,750,770,790
oC for 1/2h
and 1h. Hardness continuously decreases with increasing temperature. The
difference between 1h and 1/2h tempering is maximum at 750C tempering
temperature.
E F
G H

32
730 740 750 760 770 780 790
210
220
230
240
250
260
270
280
290
Har
dnes
s (H
V)
Temperature (oC)
Tempered at 1/2 h
Tempered at 1h
Fig 4.4 variation of hardness with tempering temperature for 1h and ½ h
The tensile test was carried out on the samples tempered at different temperatures
(700,750,770,800) and similar to hardness, the material strength continuously
decreases with increasing tempering temperature (Fig 4.4).
700 720 740 760 780 800
400
500
600
700
800
900
1000
Str
ess
(MP
a)
Temperature
water quenched
Normalised
Yield stress
(a)

33
700 720 740 760 780 800
500
600
700
800
900
1000
1100
1200
Str
ess(
MP
a)
Temperature
water quenched
normalised
Ultimate tensile stress
(b)
Fig 4.5 Tensile test data of 9Cr-1M0 water quenched at 1050C and tempered at
different temperatures (700,750,770,800) respectively (a) yield stress (b) ultimate
tensile stress
4.2.3 Evaluation of Magnetic Properties
Figs. 4.5 to 4.7 show the variation of and coercivity, remanence, and magnetic
saturation induction as a function of tempering temperature. Magnetic properties have
been normalised with respect to normalised and water quenched samples. Both the
normalised and water quenched samples contains martensite phase, therefore the
domain size is very small and the domain wall volume will be large .due to high
dislocation density which acts as pinning site for domain wall, the material becomes
magnetically harder along with high coercivity with progress in tempering
temperature up to 800 oC the effect of precipitation is overwhelmed by the reduction
of dislocation density and removal of quenching stresses. Therefore, material shows a
magnetically softening and hence a decrease in coercivity. This effect can be seen
predominantly in the water quenched samples than that of the normalised samples.
The possible nonmagnetic phase responsible for such behavior present in the alloys is
retained austenite having FCC structure .though the carbides are present, which is
weakly magnetic in nature may not have more impact on the magnetisation. Variation

34
of magnetic saturation values obtained from hysteresis loop measured with the help of
designed probe.
700 720 740 760 780 800
22
23
24
25
26
27
28
29
30
31
32
33
Coer
civit
y(O
e)
Temperature(oC)
Quenched
Normalised
Fig 4.6 variation of Coercivity for normalised and quenched samples
700 720 740 760 780 800
8.6
8.7
8.8
8.9
9.0
9.1
9.2
9.3
9.4
9.5
9.6
Mag
net
ic S
atura
tion I
nduct
ion(K
G)
Temperature(oC)
Quenched
Normalised
Fig 4.7 variation of magnetic saturation induction for normalised and quenched
samples
35
700 720 740 760 780 800
1.6
1.8
2.0
2.2
2.4
2.6
2.8
3.0
Rem
anen
ce(K
G)
Temperature(oC)
Quenched
Normalised
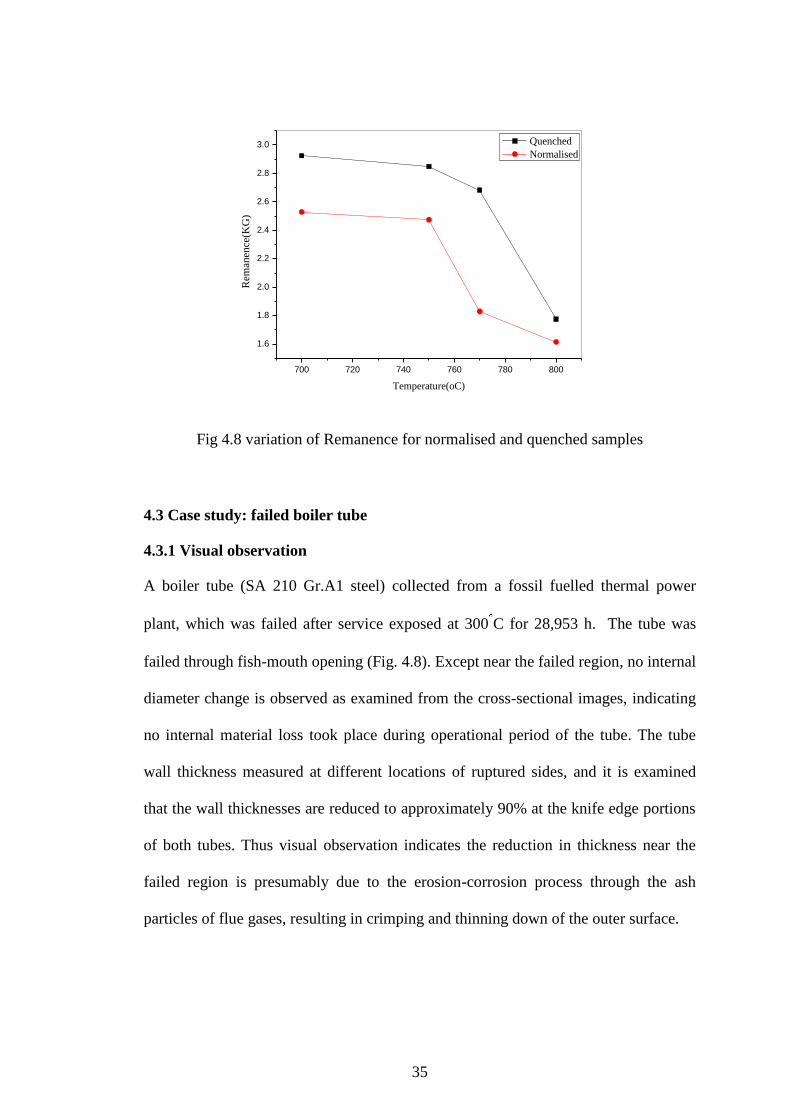
Fig 4.8 variation of Remanence for normalised and quenched samples
4.3 Case study: failed boiler tube
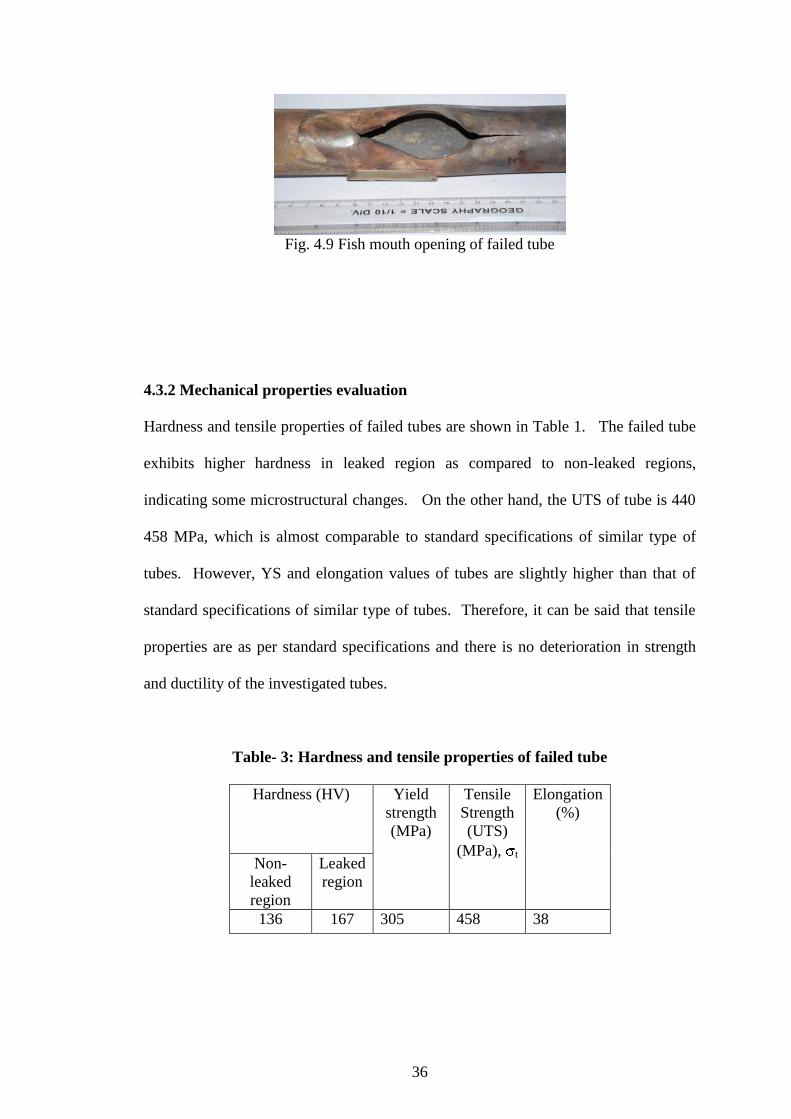
4.3.1 Visual observation
A boiler tube (SA 210 Gr.A1 steel) collected from a fossil fuelled thermal power
plant, which was failed after service exposed at 300 C for 28,953 h. The tube was
failed through fish-mouth opening (Fig. 4.8). Except near the failed region, no internal
diameter change is observed as examined from the cross-sectional images, indicating
no internal material loss took place during operational period of the tube. The tube
wall thickness measured at different locations of ruptured sides, and it is examined
that the wall thicknesses are reduced to approximately 90% at the knife edge portions
of both tubes. Thus visual observation indicates the reduction in thickness near the
failed region is presumably due to the erosion-corrosion process through the ash
particles of flue gases, resulting in crimping and thinning down of the outer surface.
36
Fig. 4.9 Fish mouth opening of failed tube
4.3.2 Mechanical properties evaluation
Hardness and tensile properties of failed tubes are shown in Table 1. The failed tube
exhibits higher hardness in leaked region as compared to non-leaked regions,
indicating some microstructural changes. On the other hand, the UTS of tube is 440
458 MPa, which is almost comparable to standard specifications of similar type of
tubes. However, YS and elongation values of tubes are slightly higher than that of
standard specifications of similar type of tubes. Therefore, it can be said that tensile
properties are as per standard specifications and there is no deterioration in strength
and ductility of the investigated tubes.
Table- 3: Hardness and tensile properties of failed tube
Hardness (HV)
Yield
strength
(MPa)
Tensile
Strength
(UTS)
(MPa), t
Elongation
(%)
Non-
leaked
region
Leaked
region
136 167 305 458 38

37
4.3.3 Microstructure at failed region
Micrographs at the cross-sectional area of the tube near leaked and non-leaked regions
are shown in Fig. 4.9. The tube shows the presence of ferrite and pearlite colonies for
both leaked and non-leaked regions. However, the pearlite colonies are more linked
together at the grain boundary near leaked region, as indicated by arrow in Fig. 4.9b.
The segregation of carbide particles and pearlite colonies near grain boundary might
be related to the crimping and thinning down the outer surface, caused by the
continuous erosion through flue gases and simultaneous coal-ash/fly-ash corrosion .
(a) (b)
Fig.4.10: Optical microstructures of tube showing cross sectional area microstructures
of (a) non-leaked, and (b) leaked regions.
38
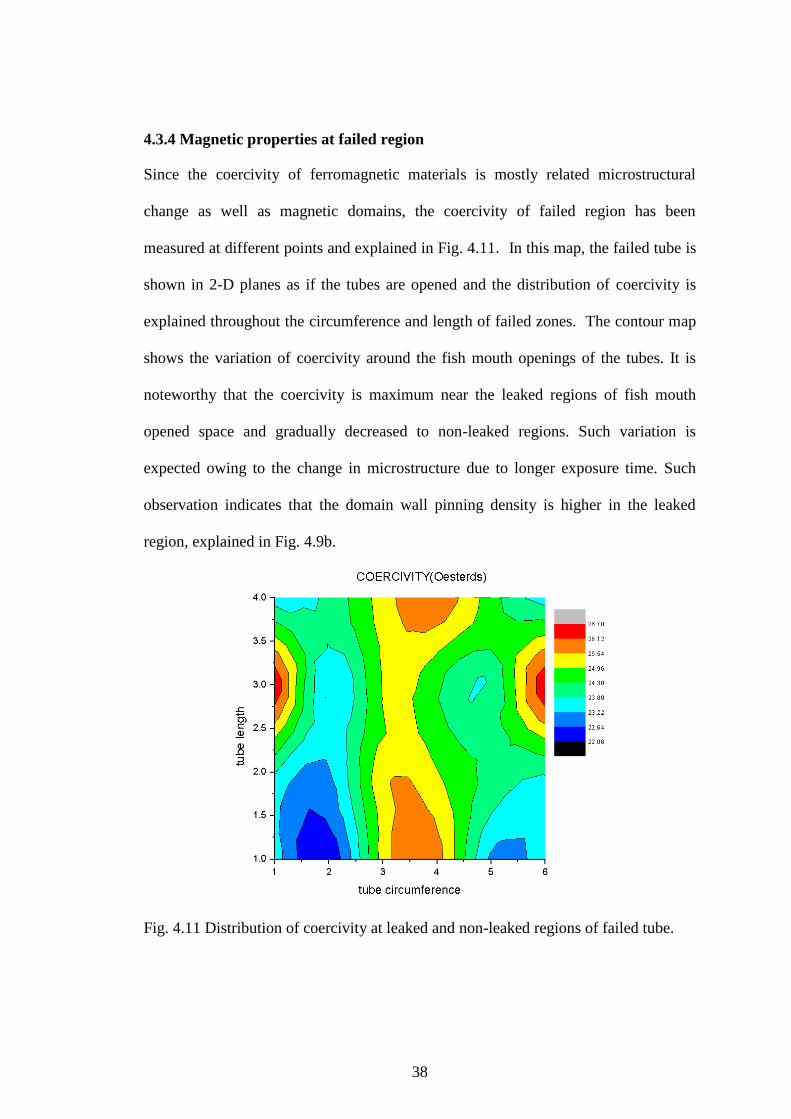
4.3.4 Magnetic properties at failed region
Since the coercivity of ferromagnetic materials is mostly related microstructural
change as well as magnetic domains, the coercivity of failed region has been
measured at different points and explained in Fig. 4.11. In this map, the failed tube is
shown in 2-D planes as if the tubes are opened and the distribution of coercivity is
explained throughout the circumference and length of failed zones. The contour map
shows the variation of coercivity around the fish mouth openings of the tubes. It is
noteworthy that the coercivity is maximum near the leaked regions of fish mouth
opened space and gradually decreased to non-leaked regions. Such variation is
expected owing to the change in microstructure due to longer exposure time. Such
observation indicates that the domain wall pinning density is higher in the leaked
region, explained in Fig. 4.9b.
Fig. 4.11 Distribution of coercivity at leaked and non-leaked regions of failed tube.

39
CHAPTER 5
CONCLUSIONS
5.1 Inferences
1. The present work presents the developing a probe thar is used to generate a
magnetic hysteresis loop and applicability of Magnetic hysteresis loop
technique for material integrity using an electromagnetic probe correlating it
to the microstrucural changes.
2. This method of evaluating the magnetic properties of the material with the
help of electromagnetic techniques will give the material condition and can
avoid the sudden failure of the engineering component in the inservice
inspection.
3. Evaluation of Microstructural changes of components like boiler components
during the service is not possible, so monitoring of magnetic properties during
the inspection may avoid the catastrophic failures.
4. This technique not only depends on the microstructure but also stress state of
the material.
5. Implementation of this technique would help in monitoring as well as
maintaining quality of the material in industrial components that is expected to
get changes in its microstructure and also internal stresses during its service
period.
5.2 Future Work
1. Application of electromagnetic techniques on the welds done on the tubes and flat
plates made up of 9Cr-1Mo steel material.
2. Investigate the variation of magnetic properties in the welds at different heat
treatment processes and to correlate the changes with the microstructures.
40
REFERENCES
1. Magnetism and Metallurgy of Soft Magnetic Materials, Chih-Wen Chen (1977).
2. Investigations On The Failure Of Boiler Tubes In Swcc ,Jeddah Power Plant
,anees U. Malik, nausha asrar, mohammad f. al-ghamdib and Abdullah Hassan
hodhan.
3. Integrated Inspection and Failure Analysis of Boilers, H. A. Abdel-Aleem,
Essam Ibrahim and B. M. Zaghloul.
4. Recent Trends in Electromagnetic NDE Techniques and Future Directions,
B.P.C. Rao, T. Jayakumar, Indira Gandhi Centre for Atomic Research,
Kalpakkam.
5. Influence of microstructural constituents on the hysteresis curves in 0.2%C and
0.45%C steels L F T Costa , F Girotto, R Baiotto, G Gerhardt,M F de Campos,
F P Missell3
6. Magnetic sensing for microstructural assessment of power station steels
assessment: differential permeability and magnetic hysteresis,
iopscience.iop.org.
7. Factors affecting magnetic quality, R.M.Bozoroth.
8. Magnetic effects in physical sensor design and development, E.Hristoforou.
9. Magnetic detection of microstructural changes in power plant steel, Victoria
Anne Yardley, Emmanuel College.





























