Embed Size (px)
Citation preview

Indi an Journ al of Fibre & Textile Research Vol. 25, September 2000, pp. 200-205
Modified tappet shedding mechanism for improved performance of jute loom: Part II-Performance analysis of the mechanism
S K Neogi", A K Bandyopadhyay & N C Banerjee
Indi an Jute Indu stries' Research Association, 17 Taratola Road, Calcutta 700 088, Indi a
Received 2 Febmar), 1999; revised received 25 May 1999; accepted 2 Jlliv 1999
The performance o f the modified shedding mechanism with grooved tappet , developed for weaving plain cloth, has been studi ed under the laboratory condition in pilot plant as well as under the actual product ion condit ions in jute mills. Compared to the conventional tappet sheddi ng mechanism, the modified system reduces appreciably the undue variati on of warp tension during shedding and consequentl y the warp breakage rate to the extent of about 38%, which, in turn, reduces the average effic iency loss due to warp breaks by 2.4%. While the conventional sheddi ng mechanism causes about 0.4% loss in weaving efficiency due to mechanical reasons, no such observation has been made for the modi lied system. The modified shedd ing, however, consumes about 5 .5% more elcctri cal power than the conventional sys tem because of its design , but the amount of power consu med by shedd ing is very small compared to the total power required by the running loom. The modified shedd ing mechanism has no adverse effect s on the physical properties of the cloths prod uced and operates successfu ll y without any mechanical or opera ti onal difficulty even at the mill level.
Keywords: Jute hessian cloth, Jute loom, Tappet shedding mechanism, Warp breakage, Warp tension
1 Introduction To improve the performance of the conventional
jute loom, a modified shedding mechanism with grooved tappet' has been des igned and developed for weaving plain cloth. The suitability of the modified shedd ing mechanism for normal production condit ions as well as its acceptab ility by the jute industry can only be assessed by evaluat ing critically the performance of the modified mechani sm under the ac tua l weaving conditions. Although the warp breakage is the ma in indicator for the performance of a shedding mechani sm, the warp tension variation during weaving, electrical power consumption by the loom and the physical properties of the cloth produced are no less important for the overall assessment of the newly developed system of shedd ing. A detailed comparative study of the working performances of the modified and the conventional tappet shedding mechanisms has, therefore, been made first under the laboratory condition in pilot plant and then under the actual production condition in three jute mills. While the studies of warp tension, power consumption and cloth
"To whom all the correspondence should be addressed. Phone: 40146 15; Fax: 091-033-401462114014298; E-mai l : [email protected].
properties have been made at the pilot plant only, the study of warp breakages has been carried out at both pulot plant and mill s.
2 Materials and Methods Jute fabrics of hess ian quality for which the
shedding mechan ism has primaril y been developed were used. The const ructional detai ls of the c loths
and the physical properties of the yarns are shown in
Table I. While the normal hessian cloth of 47 ends/
dm was used at pilot plant and at mill s A and B, the
scrim cloth of muc h opener construction (22 ends/
dm) was used at mill C . Because of the different widths of the cloth, the total nu mber of warp ends,
even for the same construction , varied to some extent
at pilot plant and at mill s A and B. In each case, the study was carried out on non-automatic over-pick
shuttle looms of 118 . 1 cm reed width, the type used fo r the production of the cloths under consideration.
The looms were equipped with negat ive friction type let-off and 5-wheel take-up motions.
Warp tension variations of single yarn of the fro nt and back heald shafts as well as of the double yarns of two heald shafts were measured with the help of the Rothschild Electronic Tensionmeter R 1192 and recorded by Helcoscriptor Recorder HE 16.

NEOGI el at.: TAPPET SHEDDING MECHANISM FOR IMPROVED PERFORMANCE OF JUTE LOOM: PART-II 20 I
Table I-Particulars of yarns and fabrics
Parameter Pilot plant Mill-A MiIJ-B Mill-C
Yarn
Count, tex
Tensile strength , N
Strength CV, %
Twists! m
Fabric Weave
Total warp ends
Ends! dm
Picks! dm
Warp
301.4
36.3
18.5
170
Plain
488
46.8
47.2
Weft Warp
309.2 364.5
31.4 39.2
18.9 19.9
170 180
Electrical power consumption of the loom was measured by HIOKI Clamp-on- Power Hi Tester 3165
and the results recorded by the thermal graphic printer.
The details of the methods of measurements of warp tension, power consumption and cloth properties are given elsewhere2
.
Study of warp breakage has been made for 25 to 50
loom hours with each type of shedding mechanism which appears to be sufficient for arriving at definite conclusions as regards their performance. As the warp let-off motion of the looms on which the studies have been performed is of negative type, the study of warp breakages has always been initiated with a full warp beam down to almost empty beam in order to nullify the effects of the beam diameter on the warp breakages.
For all the studies with either type of shedding mechanism the shed level position has been set at
about 3100 (that is 500 before beat-up) and the backrest has been set much higher than the breast-beam, as normally maintained in the mjlls for weaving the type of cloth under study.
3 Results and Discussion 3.1 Warp Tension
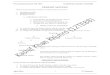
Typical tracings of warp tension of the single yarn are shown in Fig. I. The results of warp tension of the single and double yarns and the extents of difference in tension in a shed dwell are shown in Table 2 for the two types of shedding mechani sm.
It is observed that the tension of the single yarn of ei ther the front or the back heald shaft fluctu ates appreciably, but in a definite repetitive manner over two pick cycles because of plain weave construction . This is true for both types of shedd ing mechanism
Plain
418
46.8
47 .2
Weft Warp Weft Warp Weft
319.7 284.2 342.8 285.2 283 .5
34.3 30.4 34.3 31.4 31.4
17.4 16.8 18.6 17.2 15.9
170 160 160 170 170
Plain Plain
428 222
46.8 22.0
47.2 14.0
Convenlional shedding mechanism PC
600
".: 400 z Q 200 Vl z w 0
I ... 01360 0; 360 Oh60 0;360 0/~60 Oh60 0/~60
CRAN K SHAFT ROTATION, de g
Modified shedding mechanism
600
'" • 400 z ~ 200 z
(J ....J:::J 0 U
PC P C
TOP SHED
~ O~~ __ ~~ __ ~ __ ~ __ ~~ __ ~ __ ~ 0/360 0/369 0/360 01360 01360
CRANK SHAFT ROTAT ION, deg
Fig. I-Tracings of single warp tension with conventional and modified shedding mechanisms [SL-Shed level ; BU-Beat-up; SO-Shed open; SC-Shed closing; SO-SC-DweIJ , and PC-Pick cycle]
and is in good agreement with earlier findings 3.5
. It is also observed from Fig. I and Table 2 that, irrespective of the type of shedding mechanism, the single yarn tension of either heald shaft is much higher when forming the bottom shed than when it is at the top shed because of shed troughing arranged for obtaining good cover of the cloth. In case of double yarn, however, the tension is fairly high in each pick cycle. When the two yarns of two heald shafts are taken together through the tension head, the tension is recorded of that yarn which forms the bottom shed line and is, therefore, more taut than the other in the pick cycle. As a result, the double yarn tension mainly represents the tension of the yarn formjng the bottom shed .
The variation in yarn tension at the shed dwell , i.e between the shed fully open and shed closing, is of greater concern in thi s study as it may give some

202 INDIAN 1. FIBRE TEXT. RES., SEPTEMBER 2000
Table 2-Warp tension va ri ati o ns with convent ional and modified shedding mechan isms
Parameter Yarn tension, g
Conventiona l shedding Modified shedding
Single yarn Double yarn Single yarn Double yarn
Front heald Back heald Front
Bottom Top Top Bottom heald
shed shed shed shed down
Beat-up 65.7 16.5 68 .1 105 .7 136.5
Shed open 16 1.5 39.7 48. I 174.7 187.4
(SO)
Middle of 66.4 1.6 16.4 65.7 96.5
dwell (MD)
Shed closing 105 .5 363 38.9 11 5.7 139.8
(SC)
Difference, %
SO&MD 58.9 96.0 65.9 62.4 48.5
MD &SC 58 .9 2 168.8 137.2 76.1 44.9
SO&SC 34,7 8.6 19.1 36.8 25.4
Shed level 1.6 16.6 28 . I 8.9 29.7
ideas of any undue st rain imposed on the warp yarn s due to the erroneous function of the shedding mechani sm. Fig. I and Table 2 clearly show that the tensions of e ither the s ingle or the double yarn of the conventional shedd ing mechani sm do not remain the same and vary considerably a ll a long the dwe ll. The tens ion is hi ghest at shed open (SO), lowest at the midd le of dwell (MO) and ri ses again at shed c losing (SC) when the dwell ends. It has been observed earli er! that the dwell periods of both the heald shafts of the conventi onal shedding mechani sm differ appreciably and the heald shafts operate with great deal of error. Poss ib ly for these reasons, the yarn tensions have been found to vary so much at the dwell periods. From the nature of tension variation at the dwell s, it appears that as soon as a heald shaft of the conventi onal sheddi ng reaches the dwell at the bottom shed, the inertia l effect of the mov ing shaft along with its warp yarns compe ls it to lose cont ac t with its tappet (because of the s lackness in the shedding mechanism) and the shaft moves farther away causi ng rise in yarn tension at shed open. The heald shaft then comes back somewhere at the middle of the dweli when the tension decreases and then rebounds and loses contact with the tappet again as the tension rises at shed closing when the dwell period is nearly complete. The same happens at top shed also, but since the overall tension of the warp yam is comparatively low at the top, the effects are relat ive ly less pronounced . In view of this, the yarn tens ions of the modified shedding mechanism are
Back Front hea ld Back heald Front Back
heald Bottom Top Top Bottom heald heald
down shed shed shed shed down down :,
130.6 138.2 28.0 11 4.7 126.5 243.1 135.6
22 1.5 147.3 463 105.5 159 .9 254.0 239.9
75 .6 82.3 28.1 63. I 123 . I 166.4 196.5
158. I 98 . I 42.2 H I 153 .9 179.0 240.7
65 .9 44. 1 39.3 40.2 no 34.5 18.1
109. 1 19.2 50.2 15.8 25.0 7.6 22.5
28 .6 33.4 8.9 30.7 :IS 29.5 0.3
23.7 21.3 31.5 13 .8 29.8 14.7 38. I
ex pected to be nearly the same all along the shed dwell s as its heald shafts have been found to traverse more correctly during shedding and re main absolutely stationary at the dwell periods!. Fig. I and Table 2, however, do not confirm thi s and the te nsions of the si ngle as well as of the double yarn s vary almost si milarly within the dwell periods, but the magnitudes of variation are much less. In the modified shedding mechanism, wire healds have been used and these are provided with ampl e clearances at the top and bottom loops to enable them to s lide freely on the ir ho lding strips. As a resu lt, when a heald shaft sudden ly stops moving on reaching the dwell , the inertial effects of the moving mass overthrow the wire healds carryi ng the warp yarns to some extent , a lthough the heald shaft remains fu ll y under contro l of the grooved tappet. Thi s is probab ly the reason fo r non-unifor mity in warp tension during the dwell period.
To ascertain the extent of variat ion in warp tension within the dwell, the percentage diffe rences in warp tens ion between the different positions of the dwells (i .e. shed open, middle of shed dwell and shed closing) have been found out and these are also shown in Table 2 for the two types of shedding mechanism. It is observed from Table 2 that in case of conventional shedding mechanism, the percentage difference in warp tension varies from about 9% to as h igh as 2 170% for single yarn . On the other hand, in case of the modified shedding, the percentage difference not only varies within a much closer range (from 0.3% for double to 50% for s ingle yams) but

NEOGI et al.: TAPPET SHEDDING MECHANISM FOR IMPROVED PERFORMANCE OF JUTE LOOM: PART-II 203
.r.
IOO,----,----r----.--~----~--~
SHEDDING WECHANISN WITH WOTOR
80+--t--+--+--j-~+-~-l LOON AT FULL LDAD
~60+--t~f,~-~--~~~~--l >\!) a: w ~40~--t~-+-~~~~-_~_~
~ NOTORAT NO LOAD
o 4 6 8 10 12 ELAPSED TIME, min
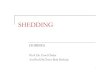
Fig. 2-Energy consumption with conventional (--) and modified (---) shcdding mechanisms
also it is in most cases much less than that with the conventional shedding. Improved nature of heald movements of the modified shedding mechanism have thus been able to reduce the undue variation of warp tension during shedding.
3.2 Power Consumption
The study of electrical power consumption with either type of shedding mechanism was initiated under three conditions, viz. (i) the motor running at no load, (ii) the empty loom running with the shedding mechanism only, and (iii) the loom running normally at full load with the yarns. Fig. 2 depicting the consumption of energy with the two types of shedding mechanism indicates that, as expected, the energy consumption increases with time in all the cases. Between the two types of shedding mechanism, however, the modified system is found to consume a little more energy than the conventional one. From the description of the modified shedding mechanism', it is observed that the treadle bowl of the treadle lever is constrained to move inside the groove of the tappet and a number of joints and pivots have been employed to transmit the rotational movement of the tappet to the translatory movements of the heald shafts. Comparatively greater frictional resistances between the treadle bowl and the grooved tappet and also at the various joints and pivots are possibly the reasons for slightly more consumption of energy with the modified shedd ing mechanism. However, shedding by tappet with either type of mechanism consumes very sma ll amount of the total power required to operate the loom under normal condition, which agrees with the previous findings6. As the
study discloses, the conventional shedding consumes only about 9.2% and the modified shedding consumes about 14.7% of the total power.
3.3 Weaving Performance Since the performance of a shedding mechanism is
reflected mainly on the warp breakages, the relevant findings of the warp breakage and also of the operational behaviour of the mechanism itself have only been highlighted here.
The results of warp breakage in Table 3 show that for a given type of cloth and total number of warp ends, the modified shedding mechanism reduces the warp breakages appreciably both at the pilot plant and under the actual production condition in the jute mills . It is also observed from this table that not only the total number of warp breaks of the loom but the breaks at individual heald shaft also reduce significantly in most of the cases by the use of the modified shedding. While the average total warp breakage has reduced by 42.5% from 283.3 to 162.8, the breakage at the front heald shaft has reduced by 38.7% and that at the back has reduced by 46.5 %, with the result that the warp breakage rate, i.e. breaks/ 500 ends/ 10,000 picks, has reduced by 38.1 %. The results of warp breakage thus corroborate with the findings of heald movement analysis reported earlier' and of warp tension variation (Table 2, Fig. I) obtained with the two types of shedding mechanism.
It is also observed from Table 3 that time
consumed in mending a warp break during the studies at pilot plant and at mills A and B is fairly small,
varying from 26.5 s to 36.7 s, for either type of
shedding mechanism, although a slightly more time is
spent in case of the modified system. This is because
the weavers were not accustomed to the wire healds
incorporated in the system. In mill C, comparatively
more time has been consumed for the purpose for
both types of mechanisms. In case of scrim cloth in
mill C , the warp end miss ing in the cloth as a result of the break is also repaired on the loom itself following
the repair of the break and thi s naturally takes more time.
From the results of efficiency loss in weaving (Table 3), it is observed tilat because of reduction in warp breakages by the modified shedding mechanism, the loss in weaving efficiency owing to this factor has reduced by 3.0-3.5%, compared to that obtained with conventional shedding mechanism, at pilot plant and at mills A and B . On the contrary in mill C, 0.4%

204 INDIAN 1. FIBRE TEXT. RES., SEPTEMBER 2000
Table 3-Weaving performance study with conventional and modified shedding mechanisms
Parameter Pilot I2lant Mill-A Mill-B Mill-C Aver~ __ Reduction Con Mod Con Mod Con Mod Con Mod Con Mod %
Study time, 25 25 50 50 32 32 50 51 loomh
Loom speed, 154 154 136 136 142 142 156 156
ppm
Warp breaks
Front heald 126 102 135 34 196 125 112 88 142.3 87.3 38.7
Back heald 131 52 184 68 156 73 93 109 141.0 75 .5 46.5
Total breaks 257 154 319 102 352 198 205 197 283.3 162.8 42.5
Breaksl500endsl 11.2 6.9 9.4 3.0 14.4 8.6 10.0 9.6 11.3 7.0 38.1 10,000 picks
Time lossl 26.5 26.9 32.2 36.7 28.4 31.3 48 .4 56.1 break, s
Shedding mechanism
Total loom 3 Nil 3 Nil 2 Nil Nil Nil stops
Time lossl 154.0 324.7 212.5 stop, s
Efficiency loss, %
Warp breaks 7.6 4.6 5.6 2.1 8.7 5.4 5.5 5.9 6.9 4.5 2.4 Shedding 0.5 0 0.5 0 0.4 0 0 0 0.4 0 0.4 mechanism
Con-Conventional shedding mechanism; and Mod-Modified shedding mechanism
greater loss in efficiency has been incurred with the modified shedding. With only 222 warp ends in mill C (Table I), about 4 % reduction in warp breakage rate has been achieved but about 16% more time has been spent in mending a warp break with the modified shedding mechanism. These are possibly the reasons for this anomalous result. Table 3, however, shows that the average loss in weaving efficiency due to warp break has reduced by 2.4% by the employment of the modified shedding mechanism.
As regards the loom stop due to the shedding mechanism itself, it is observed that the conventional
mechanism has caused a few stoppages in loom
operation during the studies carried out at pilot plant
and at mills A and B owing to its mechanical problem
and this has resulted in 0.4-0.5 % loss in weaving
efficiency (Table 3). In case of modified shedding, on the other hand , no interruption in loom operation on
this account has been experienced and the newly developed shedd ing mechanism has bee n found to
operate successfully without any mechanica l or operational difficulty even under the actual produc
tion cond ition in the mill s.
Tab le 4--Physical properties of cloths woven with conventional and modit1ed shedding mechanisms
Property Conventional Modified shedding shedd ing
Wei ght , g/m2 3 17.0 307.3
Th read sid m
Warp 46 46
Wert 47 47
Tensile strength , N
Warp 564.1 613.1
Weft 609 .2 594.5
Elongation at break, %
Warp 6.0 4.4
Weft 5.2 3.8
Work of rupture. N-cm
Warp 71.0 73.5
Weft 73.0 7 1.1
Tearing strength, N
Warp 91.0 92.1
Weft 82.6 83.5
Bursting strength, N/cm 31.2 31.3
Crimp, %
Warp 3.6 5.1
Weft 3.5 3.7

NEOGI et al.: TAPPET SHEDDING MECHANISM FOR IMPROVED PERFORMANCE OF JUTE LOOM: PART-II 205
3.4 Cloth Properties
It is observed from Table 4 that the we ights of the cloths produced by two types of shedding mechani sm are nearly the same because of the identical ends/ dm and picks/ dm with the same yarn counts. Table 4 clearl y shows that the differences in tensile strength , elongation at break, work of rupture, etc. of the two cloths woven with the conventional and modified shedding mechan isms are in most cases so small that they are not much significant. This indicates that the modified shedding mechanism has no adverse effects on the cloth properties. This is, however, expected because the input materials (i.e . yarns), c loth constructi on, weaving parameters and the loom have been maintained the same in both the cases and the value additi on has been made at the process of weaving onl y by empl oying the modi fied system of tappet shedding mechani sm.
4 Conclusions 4.1 With e ither the conventiona l or the modi f ied
shedding mechani sm, the single warp tension fluctu ates in a def inite repetiti ve manner over two pick cycles because of pl ain weave constructi on.
4.2 Compared to the conventi onal shedding mechani sm, the modified system reduces apprec iably the undue vari ati on of warp tension during shedding, confirming the much improved nature of heald movements produced by it.
4.3 Compared to the conventional shedding, the modified system consumes about 5 .5% more e lectrical power due to greater fricti onal res istances between the grooved tappet and the treadle bowl and also at the vari ous j oints and pivots, although either type of shedding mechani sm consumes onl y a small amount of tota l power required to run the loom at full load.
4.4 The warp breakage rate reduces by about 38% by the employment of the modified shedding mechani sm, which , in turn , reduces the effi ciency loss due to warp break to the extent of 2.4%.
4.5 While the conventiona l shedding mechani sm causes loom stoppages due to its mechanical problem, resulting in 0 .4% loss in weaving e ffic iency, no interruption in loom operation on thi s account is experienced with the modified shedding mechanism.
4.6 Type of shedding mechani sm has no significant effec t on the various physical properties of the cloths and the modified shedding mechanism has, therefore, been found to improve the weaving performance of the loom without affec ting the quality characteri stics of the cloths produced.
4.7 The modified shedding mechani sm can operate success full y without any mechanical or operational difficulty even under the ac tual producti on conditi on
in the jute mill s.
Acknowledgement The authors are thankful to Dr K J ayachandran,
Director, and Mr D P Khatua, Dy. Director, both of IJIRA, for va luable critic ism and he lp during the study.
References I Neogi S K, Bandyopadhyay A K & Banerjee N C, Indian J
Fibre Text Res, 25 (2000) 108.
2 Neogi S K, A novel design of sheddin g lII echanislll of jllle 100111 f or improved p rodl/ctivit), and its pelj orll1ance study f or beller weaving, Ph. D thesis, Jadavpur Uni versity, 1996.
3 Chamberl ain N H & Snowden D C, J Textlnst, 39 (1948) T 23.
4 Snowden D C, J Text Inst, 41 ( 1950) P 237.
5 Neogi S K & Mukheljee B, In dian Text J , 89 ( 1978) 149.
6 Wilmot R H, J Text lllSt, 19 (1928) Tl.