Embed Size (px)
Citation preview

Indian Journal of Textile ResearchVol. 10, June 1985, Pp. 41-52
Defects in Tappet-Shedding Mechanism of Loom
S K NEOGIIndian Jute Industries' Research Association, Calcutta 700088
Receiued 24 August 1984; accepted 17 December 1984
The causes ofjerkey movements of heaid shafts, invariably found with the tappet-shedding mechanism of jute looms, wereinvestigated in detail by analyzing the profiles and dimensions of a number of shedding tappets, collected from different mills,and the movements of their heald shafts with a simple instrument developed in the Indian Jute Industries' ResearchAssociation. The analysis showed that all the tappets were highly defective and that the nature of heaid movements was also farfrom perfect because of defective tappets as well as improper settings of the shedding mechanism. The performance of thelooms was evaluated under the actual production conditions with the existing tappets of the mills and the standard tappetsfabricated with proper dimensions for the same type of fabric and size of loom. Under identical weaving conditions thestandard tappets reduced the warp breakage by 35-50%.
Keywords: Jute loom, Tappets, Tappet-shedding mechanism
Warp yarns, while passing through the healds of theshedding mechanism of a loom, undergo severe cyclicstretching and relaxation, the magnitude of whichdepends on the speed of the loom, depth of shed, typeof weave and yarn, etc. Amongst the various sheddingmechanisms, tappet shedding is by far the most widelyused because of its simplicity in operation and ease ofmaintenance. Most of the jute looms studied wereequipped with this type of shedding mechanism withthe negative tappets fitted at the bottom orcountershaft (according to the type of weave) and theheald-reversing mechanism situated at the top. Themain drawback of this system was that the healdmovements were often far from perfect as the treadlebowls did not always maintain contact with therespective tappet surfaces 1,2. This defect was observedon a majority of jute looms with the tappet-sheddingmechanism. As a result, the heald shafts move with acertain amount of jerk which may be severe enough tocause warp breakage in addition to affecting the livesof the healds and other ancillary parts. So far asweaving of jute yarns is concerned any jerky movementin the shedding mechanism is more detrimental as thedepth of shed is large enough to accommodate abigger weft package and elongation of jute fibre is onlyof the order of 1.2%3.
The aim of the present study was therefore to findout the causes of jerky movements of the heald shaftsand make rectification with a view to improving theperformance of the looms. A detailed comparativestudy of warp breakage between the sample tappets ofthe mills and standard tappets of corrected shape andsize was also made.
Experimental ProcedureMethod of tracing tappet profile and heald
movement-To investigate the defects in the tappet-shedding mechanism of a loom the factor to beconsidered first is the shapes and sizes of the sheddingtappets, for which it is necessary to obtain the profilesof the tappets in actual dimensions. The simplest wayto do this is to place a piece of paper against the tappetwall and draw the profile. This method is, however, notvery useful because of three factors: (i) all the tappets ofa weave repeat are generally cast together and theprofile of the middle tappet/tappets cannot betraced (an exception being the tappets for plainweave); (ii) distances of maximum and minimumthrows and angle of shed dwell are in relationto the centre of the tappet's bore and thiscannot be located accurately; and (iii) whatever theweave, all the tappets of an assembly are positioned ata definite angle with each other and this cannot bechecked. Furthermore, the mere profile of a tappetdoes not necessarily decide the actual movement of itsheald shaft as this is also dependent on the position ofthe fulcrum of the treadle lever with respect to thetappet shaft" and from the tracing of the tappet profilealone it is very difficult to analyze the type ofmovement the heald shaft makes during the period ofshed change. Hence the need to develop a simpleinstrument to trace (i) the profile of tappet and (ii) themovement of heald shaft.
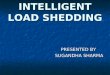
A simple, hand-operated instrument (Fig. I) wasdesigned and developed by the author in the IndianJute Industries' Research Association for tracing thetappet profile and heald movement.
41

INDIAN J. TEXT. RES., VOL. 10, JUNE 1985
Tracing of tappet profile: To trace its profile, thetappet (1) is fitted.on a shaft (2) [Fig. 1]. A followerlever (3), pivoted on another shaft (4), rests on thetappet surface to follow the contour of the tappet asthe shaft (2) is rotated by the handle. The movement ofthe follower lever is transmitted to a tracing lever (5)through the common shaft (4) on which the latter isfixed. This movement is traced on a paper placed onthe recording disc (6)with the help of a pencil (7) fittedon the free end of the tracing lever. The recording discis fitted on the shaft (2)and hence rotates with the sameangular movement as that of the tappet. To trace theprofile of the next tappet the follower lever is shifted onits shaft and placed on this tappet and the operation isrepeated. Thus, with the recording disc and tappetsfitted on the same shaft, the angular position of eachtappet of an assembly with respect to its neighbour canbe accurately verified from the complete tracing ofprofiles of all the tappets. However, to obtain theactual shape and size of a tappet, each time the tracingis made, two levers (3 and 5)are first set with the help ofspecially made guages so that the contact surface of thefollower lever and the axis of the pencil of the tracinglever lie on the same horizontal plane.
Tracing of heald movement: In the tappet-sheddingmechanism of the type described above, heald shaftsare directly connected with their respective treadlelevers with leather straps or cords and hence thevertical displacement of a given heald shaft is equal tothat of its connecting point on the lever. There is anarrangement on the instrument to record themovement of the treadle lever.
As shown in Fig. 1, a long lever (8) simulates thetreadle lever of the loom. One end of the lever isfulcrumed on a bracket at (9) and the other end isprovided with a pencil in a holder (10) to trace itsmovement. The position of the pencil on the leverrepresents the point at which a heald (whose movementis to be analyzed) is connected to its treadle lever. Asemicircular piece (11)fixed on the lever represents thetreadle bowl. Depending on the profile of the tappet,pieces of different radii can be used. Although the piece(11) does not rotate like the actual treadle bowl, thisdoes not, however, make any difference so far as thetracing of heald movement is concerned. The locationof the lever fulcrum with respect to the centre of theshaft (2) (considered as tappet shaft of the loom) andthe distance of the pencil holder from the fulcrumpoint of the lever can be set as required, in theirrespective slots made on the lever-bracket and thelever. Tracing is made on a piece of paper placed on therecording plate (12). During operation the plate gets asidewise movement from the shaft (2) through a rack(13) and pinion (14). The plate is fixed on the rack andthe pinion is fitted on the shaft. The gear ratio betweenthe rack and the pinion is such that one completerevolution (360°) of the shaft produces 30.48 em (12in.) linear displacement of the plate. To trace the levermovement, the lever-after the various distances havebeen set as required-is raised so that the piece (11)touches the tappet surface and the shaft is rotated.Now with the rotation of the tappet the lever moves upand down as dictated by the contour of the tappet andtraces the movement on the moving recording plate.
Fig. I-Instrument for analyzing tappet profile and healdmovement
42

NEOGI: DEFECTS IN TAPPET-SHEDDING MECHANISM OF LOOM
To trace the heald movement of the next tappet thelever (8), along with its bracket, is moved to be placedunder the tappet and the operation is repeated. Thestarting point of the tracing can be altered by looseningthe pinion on the shaft and sliding the recording plateby hand.
The instrument can trace both the tappet profile andthe heald movement simultaneously.
Analysis of sample tappets of mills-A generalsurvey in the weaving sheds of a number of jute millsrevealed that none of the tappet-shedding mechanismsof the looms surveyed was free from the jerkymovement of its heald shafts and that in each case therewas an appreciable gap between the tappet surface andthe treadle bowl when the respective heald shaft was atthe top position. To find out the cause for this, tappetsof a number of such looms were taken out and theirprofiles analyzed.
Fabrics of narrow width occupy a major portion ofthe total production of the jute cloth and amongstthem hessian qualities are woven mostly in plain weavewith a single-warp yarn. Shedding tappets for plainweave of 118-133 em wide hessian looms, whichoperate with the same size of tappets because of theidentical dimensions of shuttle, were thereforeconsidered for the study. Along with the used tappets,new tappets (which had not suffered wear and tear) forthe same type of weave and loom were also analyzed to
compare their shapes and sizes with those of the usedtappets. An the new tappets were in ready-to-fitcondition. The relevant dimensions of the leverage ofthe treadle levers, diameters of reversing rollers,thickness of leather straps, etc. were also noted.
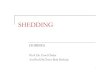
Profiles and heald movements of many used andnew tappets were analyzed in detail and the results offive pairs of used and new tappets of a given size ofloom of five mills are given in Tables 1-4. Tables I and2 give the dimensions of different parameters oftappets and their analyses respectively, obtained fromtwo sources, viz. tracings of tappet profile and healdmovement. For analyzing the tappet dimensions fromthe tracing of heald movement the lever (8) [Fig. 1] wasso set with respect to the back heald tappet that at theextremity of its traverse the centre of the piece (11)passed through the centre of the shaft (2) and the leverwas horizontal at exactly half its movement. Thedistance of the pencil from the lever fulcrum was thesame for both the front and back heald tappets. Fig. 2illustrates an example of the tracing of one pair oftappets. The various settings of the sheddingmechanism for the tappets referred to in Table 1 aregiven in Table 3 and the analysis of the actual healdmovements is given in Table 4. Heald movementdiagrams of new tappets of mill No.2 with normal andcorrect settings of the shedding mechanism are shownin Fig. 3.
Table I-Dimensions of Different Parameters of Mill Tappets
Mill Reed Type of Front heald tappet Back heald tappet Source of tracingNo. space tappet
cm Lift Length Dwell,O° Lift Length Dwell,Q.°mm mm ------- mm mm
Max. Min. Max. Min.throw throw throw throw
118 Used 86 194 73.0 16.0 94.0 204 67.0 10.0 Profile87 72.0 15.0 96.0 64.5 9.0 Heald movement
New 90 202 73.0 57.0 100.0 192 52.0 39.0 Profile92 73.5 57.0 100.0 54.0 36.0 Heald movement
2 118 Used 90 192 42.0 28.5 91.0 195 50.0 22.0 Profile92 45.0 19.5 92.0 51.0 18.0 Heald movement
New 85 195 59.5 0 94.0 188 39.5 0 Profile86 58.5 0 92.0 36.0 0 Heald movement
3 118 Used 96 222 26.0 15.0 114.0 232 52.0 0 Profile100 28.5 12.0 115.0 51.0 0 Heald movement
New lOl 219 22.0 0 116.0 232 52.0 12.0 Profile102 21.0 0 115.0 52.5 13.5 Heald movement
4 118 Used 86 192 70.0 24.0 98.0 208 76.0 45.0 Profile86 70.5 22.5 99.0 75.0 45.0 Heald movement
New 8~ 207 82.0 48.5 98.0 204 43.0 44.0 Profile81 84.0 46.5 96.5 43.5 43.5 Heald movement
5 118 Used 83 203 86.5 58.5 84.0 196 85.0 46.5 Profile84 84.0 61.5 84.5 87.0 45.0 Heald movement
New 83 201 82.5 60.0 88.0 204 no 50.0 Profile84 82.5 58.5 90.0 75.0 51.0 Heald movement
43

INDIAN J. TEXT. RES .• VOL. 10, JUNE 1985
Results and DiscussionProfile of shedding tappet-Table 1 shows that with
a given type of tappets, lifts of both front and backheald tappets for the looms of the same reed spaceusing the same size of shuttle and sweep of crank varyappreciably. Similar observations were made with theperiods of shed dwell also. Table I and Fig. 2 furthershow that in most cases, four dwell periods of a pair of
IWtlL· •• ·S·
,( jL5~L-,,~.,/ ' :
,/ MOCMl.lU)TN"f"tT
--------------~'
tappets differ significantly from one another. Thedwell period at the minimum throw, i.e. at the topposition of the heald shaft, is less than that at themaximum throw and in four cases (mill Nos. 2 and 3)the dwell periods at minimum throw were found to benil.
For a given mill, used and new tappets for the samesize of looin differ widely in their lifts and dwellperiods.
••..-..---------------~---.--~
Fig. 2- Tappet profile and heald movement diagrams of new tappets of mill No.2
Table 2-Analysis of Different Parameters of Mill Tappets
Mill Type of Difference in Dwell Shed Shed alignment, 0° Pick cycle Source of tracingNo tappet OD level
Lift Length Heald 0° Front Back Front Backmm mm level at heald heald heald heald
treadle tappet tappet down downlevelmm
Used 8.0 10 63.0 188.0 191.0 172.0 11.0 8.0 Profile9.0 6.0 63.0 188.2 190.5 177.7 4.5 8.2 Heald movement
New 10.0 10 34.0 188.2 187.5 181.0 7.5 1.0 Profile8.0 6.0 37.5 189.0 189.7 180.0 9.7 0 Heald movement
2 Used 1.0 3 28.0 186.0 188.0 178.5 15.5 6.0 Profile0.0 2.0 33.0 185.0 186.7 174.0 15.0 2.2 Heald movement
New 9.0 7 59.5 188.5 179.0 180.0 4.0 5.0 Profile6.0 3.0 58.5 187.5 179.2 184.5 2.2 7.5 Heald movement
3 Used 18.0 10 52.0 181.5 170.5 175.5 1.5 13.0 Profile15.0 6.5 51.0 181.5 173.2 179.5 3.7 9.0 Heald movement
New 15.0 13 52.0 182.0 183.0 182.0 7.0 8.0 Profile13.0 5.3 52.5 181.5 183.0 187.5 12.7 8.2 Heald movement
4 Used 12.0 16 52.0 183.0 181.5 177.5 2.5 6.0 Profile13.0 8.0 52.5 181.5 180.0 177.0 3.7 0.7 Heald movement
New 18.0 3 39.0 188.5 187.5 176.5 10.0 14.0 Profile15.5 1.5 40.5 189.7 186.7 175.5 2.2 13.5 Heald movement
5 Used 1.0 7 40.0 184.0 185.5 175.0 2.5 13.0 Profile0.5 4.0 42.0 183.0 184.5 173.2 0.7 12.0 Heald movement
New 5.0 3 32.5 182.0 177.0 185.0 10.5 9.5 Profile6.0 1.5 31.5 180.7 177.0 184.5 9.7 2.2 Heald movement
44

NEOGI: DEFECTS IN TAPPET-SHEDDING MECHANISM OF LOOM
Table I shows that the numerical values of differentparameters of all the tappets obtained from twosources of tappet profile and heald movement arefairly close to each other and hence testify to theaccuracy of the instrument.
Table 2 shows that for both used and new tappets,the difference of lifts between front and back healdtappets varies significantly and with used tappets ofmill Nos. 2 and 5 the difference, for all practicalpurposes, is nil.
The difference of dwell periods also variessignificantly and in the case of used tappets of mill No.I this is as high as 63° (Table 2).
Table 2 and Fig. 2 also show that in each case theoverall length of a tappet (i.e. distance from one dwellto the other measured through the centre of tappetcore) of a pair is not the same with that of itscounterpart, because of unequal distribution of theexcess lift of the back heald tappet at the top andbottom shed lines. This, therefore, results in adifference in the level position of heald eyes of twoshafts when. their treadle levers are level (column 5,Table 2).
Furthermore, Table 2 and Fig. 2 show that in mostcases the dwell periods of a tappet of both used andnew types are not 180°apart. Since the period of dwellvaried, the mid-point of each dwell period wasconsidered for measuring the shed alignment, asshown in Fig. 2. Irrespective of the type of tappets,misalignment of dwell period in a pick cycle is alsosignificant in many cases. Apart from the errors due to
casting and design, the misalignment may be becausethe heald-connecting point of a treadle lever moves inan arc, the radius of which is the distance between theconnecting point and the treadle fulcrum (Fig. 2). Asmentioned earlier, the vertical distance between thetreadle fulcrum and the tappet shaft centre was setaccording to the lift of the back heald tappet, whichwas larger. Under the circumstances the extremepositions of the centre of treadle bowl (semicircularpiece. in this case) of the front heald tappet having asmaller lift will not coincide with those of the backheald tappet. The difference, although small, willhowever depend on the radius of the arc of themovement of the treadle lever and the difference ofliftsof the tappets.
The heald level position (Table 2, Fig. 2) was not, inmost cases, found to occur at the interval of 180° andwith the new tappets of mill Nos. I and 4 the differencewas about 189°.
Setting of the sheddingmechanism-The correctedsettings of the treadle lever (Table 3) were determinedaccording to the lift of the back heald tappet of a givenpair and the diameter of the treadle bowl. The exactlocation of the treadle fulcrum under corrected settingwas determined by considering the points mentionedearlier and the distance between the connecting pointsoffront and back healds on the treadle lever was takento be that at the reversing rollers.
Table 3 shows that in all the cases the location of thetreadle fulcrum for a given pair of tappets undernormal setting, i.e. as found on the looms, is widely
Diameter of reversingroller, mm
Table 3-Settings of Shedding Mechanism for Mill TappetsMill Type of Setting ofNo. tappet shedding
mechanism
Strap Distance between bottom shaft Distance between healdthickness centre and treadle fulcrum shafts at
mmFront Back Horizontal Vertical Treadle Reversingheald heald mm mm lever roller
a b c mm mm
UsedNormal 44.5 51 5.0 517 124.0 44.5 51
Correct 537 141.0 51.0New 537 135.0 51.0
Normal 54.0 63 4.0 521 133.0 44.5 62Used2 569 139.0 62.0Correct
New 569 135.0 62.0
UsedNormal 44.5 51 5.0 564 133.0 44.5 51
3 537 155.5 51.0CorrectNew 537 155.5 51.0
Normal 44.5 51 4.0 533 130.0 44.5 51Used4 550 142.0 51.0Correct
New 550 140.0 51.0
UsedNormal 47.5 52 5.5 529 184.0 51.0 56
5 537 138.5 56.0CorrectNew 537 142.5 56.0
45

INDIAN J. TEXT. RES., VOL. 10, JUNE 1985
different from that under corrected setting and alsovaries from mill to mill for the same size of loom.
Not a single case was observed where the distancebetween the healds at treadle lever was the same as thatat the reversing rollers and in each case the distance atthe former was less (Table 3);as a result, the healds didnot traverse parallel to each other.
Because of wide differences in the dimensions of theused and new tappets of a givenmill, corrected settirigsof the shedding mechanism are different for the twotypes of tappets (Table 3).
Movement of heald shaft-Table 4 shows that, asshould be expected from the profiles of sheddingtappets (Table I) and settings of the sheddingmechanism (Table 3), the lifts of front and back healdshafts with normal and corrected settings vary widelyfor both used and new tappets. This, therefore,indicates that for the same size of loom and weftpackage, heald lifts, whether of front or back, varyappreciably within and between the mills.
In the case of mill Nos. 2 and 5, the lifts of backhealds with used tappets are less than those of the front(Table 4), as in each case the difference in lifts of thetappets themselves is only about I mm (Table 2).
Irrespective of the type of tappets, the ratio of healdlifts with either normal or corrected settings was
always found to be different from that of diameters ofreversing rollers (along with the thickness of leatherstraps).
Lifts of both used and new tappets with correctedsetting of the shedding mechanism were generallygreater or smaller than the respective values withnormal setting (Table 4; Fig. 3), although thedifferences in many cases were not very appreciable.This is because, if the treadle fulcrum is so set withrespect to the tappet shaft that at half of the totaltraverse of the treadle lever it is not perpendicular tothe line of movement of the heald shaft, but theextreme. positions of the treadle bowl centre do or donot pass through the centre of tappet shaft (Fig. 4A),the vertical distance between the extreme positions ofthe heald-connecting point, i.e. total movement of theheald, will be less than the actual movement of thetreadle lever. On the other hand, if the fulerum is so setthat the treadle lever, at half its movement, isperpendicular to the path of heald shaft but theextreme positions of the treadle bowl centre do notpass through the centre of tappet shaft (Fig. 4B), themovement of the heald shaft under this condition willbe greater than that with corrected setting. Therefore,whether a greater or smaller heald lift is expected withthe corrected setting depends on which way the error is
Settingofshedding
mechanism Frontd
Table 4-Analysis of Heald Movement with Mill TappetsHeald lift, Ratio Difference in shed Heij.ld Shed alignment, Shed
mm eld line, mm level at 0° leveltreadle 0°level Front Backmm heald heald
down down
Mill TypeNo. of
tappetBack Difference
e-deTop Bottom
Normal 117.0 122.0 5.0 1.04 -2.5 7.5 5.0 10.5 11.25 186.0UsedCorrect 117.0 120.0 3.0 1.02 -5.0 8.0 6.5 4.5 8.20 188.2Normal 124.5 127.0 2.5 1.02 10.5 -8.0 10.0 12.7 1.70 189.7
NewCorrect 124.0 125.0 1.0 1.01 10.0 -9.0 10.0 9.7 0 189.0Normal 132.0 125.0 -7.0 0.95 -8.0 1.0 5.0 0 21.70 186.7
UsedCorrect 126.0 116.0 - 10.0 0.92 -9.0 -1.0 4.0 15.0 2.20 186.0
2Normal 121.0 124.0 3.0 1.02 7.0 -4.0 5.0 18.7 12.00 190.0
NewCorrect 117.0 116.0 -1.0 0.99 3.0 -4.0 3.5 2.2 7.50 187.5Normal 134.0 147.0 13.0 1.10 3.0 10.0 4.0 11.2 13.50 179.2
UsedCorrect 135.0 145.0 10.0 1.07 -3.0 13.0 8.0 3.7 9.00 181.5
3Normal 138.0 146.0 8.0 1.06 -2.0 10.0 6.0 22.5 13.50 180.0
NewCorrect 138.0 144.0 6.0 1.04 -4.0 10.0 7.0 12.7 8.20 181.5Normal 123.0 134.0 11.0 1.09 -4.0 15.0 10.0 12.7 16.50 181.5
UsedCorrect 117.5 125.0 7.5 1.06 -5.5 13.0 10.0 3.7 0.70 181.5
4Normal 117.0 131.0 14.0 1.12 8.0 6.0 1.5 18.7 4.50 189.7
NewCorrect 110.5 122.5 12.0 1.11 9.0 3.0 3.0 2.2 13.50 189.7Normal \30.5 119.0 -11.5 0.91 -11.0 -0.5 5.0 6.7 4.50 183.7UsedCorrect 128.0 119.0 -9.0 0.93 -10.0 1.0 5.5 0.7 12.00 183.0
5Normal 124.5 126.5 2.0 1.02 -2.0 4.0 3.0 12.0 3.70 180.7
NewCorrect 127.0 128.0 1.0 1.01 -1.0 2.0 2.0 9.7 6.00 180.7
'See also Table 3.
46
Reversingrollerratio
(b+c)/(a+c)'
1.\3
1.15
1.13
1.13
1.08

NEOGI: DEFECTS IN TAPPET-SHEDDING MECHANISM OF LOOM
DWELL- o-
Fig. 3-Heald movement diagrams of new tappets of mill No.2 with normal and correct settings of shedding mechanism
TAPPET SHAFT
Q DWELL~,I ,, TREACLE
__ "7.n. ~ FULCRUM
ERROR
AB<CD AB>CO
Fig. 4-Effect of erroneous setting of treadle fulcrum on heald lifts
more pronounced with the normal setting of theshedding mechanism.
Regarding alignment of dwell periods. the resultswith corrected selling (Table 4; Fig. 3) differ widelyfrom those with normal setting. This is because. apartfrom the error in the shape of the tappet itself. when thevertical or horizontal distance of the treadle fulcrumfrom the centre of the tappet shaft is not correct asshown in Fig. 4. by the time one heald shaft reaches orleaves the dwell the other is still on the move or wellinside the dwell. These also indicate that in order toachieve a faultless movement of the heald shaft. inaddition to the points discussed above. it is preferablethat (i) the centre of treadle fulcrum. (ii) the centre oftreadle bowl, and (iii) the connecting point of heald
shaft with the treadle lever are all on the same straightline.
Motion of heaid shaft during shed change-It is wellknown that to impose as little strain as possible on thewarp yarns during shedding operation, heald shaftsshould move with simple harmonic motion whichensures the maximum velocity of warp yarns at theinstance of shed change and minimum velocity as theyarns reach their extreme open positions. This type ofmotion is imparted to the heald shafts by the shape ofthe respective tappets.
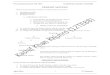
From the tracings of heald movement the motion ofheald shaft was analyzed in detail. The results are givenin Tables 5 and 6 and Fig. 5. For this study only newtappets of different mills were considered. Velocities of
47

INDIAN J. TEXT. RES .. VOL. 10. JUNE 1985
Table 5-Analysis of Heald Displacement and Velocity with Mill TappetsTappets Displacement.
of ern Tappet rotation. OC Max. velocity, cmlsmill No.
Front Back Front heald Back heald Front heald Back healdheald heald
Rise Fall Rise Fall Rise Fall Rise Fall
11.6 12.5 123.0 106.5 135.0 135.0 64.3 75.7 65.5 65.0
2 10.8 11.6 150.0 151.5 156.0 168.0 50.8 49.5 52.6 48.8
3 12.8 14.5 174.0 165.0 141.0 153.0 52.1 54.9 73.9 66.5
4 10.3 12.3 109.5 120.0 135.0 \38.0 67.3 62.0 65.8 62.7
5 10.8 11.6 112.5 106.5 131.5 112.5 67.8 71.1 67.6 72.4
Tappet rotation, OC
Front heald Back heald
Rise Fall Rise FallTheor. Theor. Theor. Theor.(Actl.) (Actl.) (Act I.) (Actl.)
61.50 53.25 67.50 67.50(51.0) (52.5) (54) (72)75.00 75.75 78.00 84.00(63.0) (90.0) (63) (90)87.00 82.50 70.50 76.50(72.0) (72.0) (57) (90)54.75 60.00 67.50 69.00(55.5) (54.0) (66) (63)56.25 53.25 60.75 56.25(45.0) (54.0) (45) (54)
12the heald shafts (Tables 5 and 6) were calculated bystandard methods".
Table 5 shows that, in most cases, there is asignificant difference in the amount of angularrotation of the tappet for upward and downwardtraverse of a given heald shaft; as a result, themaximum velocity of a shaft while it is rising isdifferent from that while it is falling. For similarreasons the maximum velocity of the back heald of agiven pair was, in many cases, less than thecorresponding velocity of the front heald although theformer had a greater displacement.
Table 5 and Fig. 5 also show that the maximumvelocity of either the front or back heald shaft does notoccur at the theoretically correct angular position ofthe corresponding tappet and that the maximumdifference in tappet rotation is 15.75° during theupward movement of the back heald of mill No.5.
The results of deviation of actual velocity (Table 6;Fig. 5) show that the actual velocities of both the frontand back heald shafts are, in most cases, appreciablyhigher or lower than the theoretical velocities. Anotherinteresting finding from Table 6 is that during bothupward and downward movements of a heald shaftthe actual velocity changes from higher to lower or viceversa of theoretical velocity when the shaft is generallyat the middle of the traverse.
Designing of standard shedding tappets-To studythe extent of improvement, if any, in the weavingperformance of a loom with shedding tappets ofcorrect profiles and dimensions, a pair of standardtappets for plain weave was designed and fabricated' tosuit hessian looms of narrow width. Methods followedfor designing the tappets are given elsewhere 1.5-7.
The standard tappets were analyzed with theinstrument. and the complete tracings of their profiles
48
120r-----------------,
109 FRONT HEALD - RISE
-- - THEORETICAL80 - ACTUAL
8 ~,...-zw
6 ~U<t-'0.
" iflo-'<t
2 ~
'"<,
~ 60
30 60 90TAPPET ROTATiON, 00
120
Fig. 5-Displacement and velocity diagrams of front heald withtappet of mill No.2
and movements of heald shafts with relevantdimensions are shown in Fig. 6. Settings of theshedding mechanism considered for designing thetappets are given in Table 7. The analysis of healdmotions is given in Tables 8 and 9 and partly in Fig. 7.
Fig. 6 shows that in spite of the care taken during thefabrication of the standard tappets there are someminor faults in the dwell period and alignment of sheddwell. These may be due to some uncontrollable errorsin casting the tappets. Compared with the tappets ofmills, however, the standard tappets are fairly correct.
Fig. 6 further shows that the total lengths of bothfront and back heald tappets are the same and hencethe level positions of the heald shafts and treadle leverswill occur almost simultaneously.
Table 7 shows that the ratio of heald lifts is equal tothat of the diameters of the respective reversing rollersalong with the thickness of leather straps, which is one

NEOGI: DEFECTS IN TAPPET-SHEDDING MECHANISM OF LOOM
Table 6-Maximum Deviation of Actual Heald Velocities from Theoretical Values with Mill Tappets
Tappets Maximum deviation of actual velocity, crn/sof mill
No. Front heald Back heald
Rise Fall Rise Fall
Start Middle End Start Middle End Start Middle End Start Middle End
+2.5 +6.3 +6.3 +1.5 +3.0 +7.6 +5.3 +2.5-4.4 -3.0 -9.3 -15.2 -15.2 -7.6 -4.4 -2.5+5.1 +3.8 +5.1 +5.1 +6.0 +5.1 + 1.9 +1.3
2-10.8 -13.2 -11.8 -11.4 -1.3 -10.8 -11.4 -10.8 -7.6 -3.8
+4.2 +3.8 + 1.9 +1.3 + 1.6 +10.2 +7.2 +5.1 +4.1 +6.43-3.8 -13.6 -16.5 -10.2 -13.2 -10.2 -10.2 -9.8 -7.6+3.5 +4.8 + 12.7 + 10.9 +3.3 +5.1 +3.2 + 1.9 +1.3 +7.1 +3.2 +5.14
-1.1 -2.2 -0.5 -0.5 -01+ 18.8 +7.5 +8.9 +6.3 +6.3 + 15.2 +7.6 +2.5 +7.0
5-5.7 -14.0 -5.1 -2.5 -13.5 -13.2 -9.4 -7.1
Note: ( + ) Indicates that the actual velocity is higher; and ( -), lower.
Table 7-Settings of Shedding Mechanism for Standard Tappets
Distance (mm) between Diameter of reversing Strap Heald Reversingroller, mm thickness lift roller ratio
Bottom shaft centre and mm ratio b+cla+ctreadle fulcrum Treadle fulcrum and Heald shafts at Front Back c
beald bealdHorizontal Vertical Treadle Back Treadle Reversing a b
bowl heald lever rollercentre
572 142 575 721 56.5 56.5 45 58 5 1.26 1.26
D*EU-6I)-
:.--.- -- ---:.~- .......-._---:
Fig. 6-Tappet profile and heald movement diagrams of standard tappets
49

INDIAN J. TEXT. RES., VOL. 10, JUNE 1985
Table 8-Analysis of Heald Displacementand Velocitywith Standard TappetsDisplacement, cm Tappet rotation, 0° Max velocity, cmls Tappet rotation, 0°
Front Back Front heald Back heald Front heald Back heald Front heald Back healdheald heald
Rise Fall Rise Fall Rise Fall Rise Fall Rise Fall Rise FallTheor. Theor. Theor. Theor.(Act!.) (Act!.) (Actl.) (Act!.)
11.2 15 120 120 114 123 66 65.5 95.3 85.9 60 60 57 61.5(63) (63) (52.5) (54)
120 12FRONT HEALD - RISE
100 --- THEORETICAl 10-ACTUAL
Irnl>
80 r80
'" 0-- l/lE -0u 60 r
; 6 (?,r- rnU :s:0 rn--' 1.0 zw 1. •...•> n
3
2
O~~~~-----L------L- __~Oo 30 60 90 120
TAPPET ROTATION, 0°
Fig. 7-Displacement and velocity diagrams of front heald withstandard tappet
of the conditions to ensure the absence of slackness inthe shedding mechanism.
The results of heald velocity (Table 8; Fig. 7) showthat while the shapes of front heald tappet at the shedchange positions are fairly correct in producing thedesired nature of motion to its heald shaft, those of theback heald tappet have some errors. As an effect, themaximum velocity of the back shaft while it goes up isto some extent different from that while it goes down.Maximum velocities of the back heald are, however,always greater than those of the front one. Thedeviation of the actual velocity of the back heald shaftis also significant at some stages during its traverse(Table 9).
Comparati ve study of weaving performance- For thepurpose of comparing the performance of the standardtappets with that of the sample tappets. of mills, two.sample tappets-one used and the other new-havingthe maximum errors in their profiles and dimensionswere selected. As all the three pairs of tappets mustoperate on the same loom it was necessary that all ofthem should have nearly the same diameter of core.
50
Hence, used tappets of mill No.3 and new tappets ofmill No. 2 were selected for the study.
The study was conducted in three different mills. Ineach mill three pairs of tappets were fitted on threelooms of the same reed space and weaving the sametype of fabric. Particulars of the fabric are given inTable 10. All the looms were equipped with overpickand negative let-off mechanisms. Settings and timingsof different mechanisms were kept unaltered duringthe study and in each case the warp tension was set asfelt by the weaver to suit the type of fabric being wovenand once set, it was kept as far as possible the samethroughout the study. Three pairs of tappets on threelooms were run simultaneously for 4 h at a stretch andthe number of warp breaks was noted. After 4 h, eachtappet was transferred to the next loom and again runfor 4 h to note warp breakage. The same procedure wasfollowed in each mill. At the end of study, therefore,each pair of tappets was run for at least 36 runninghours of the loom. While recording the warp breakagecare was taken not to consider the untied or missingends. In the case of sample tappets of the mills theexisting reversing rollers of the looms were used but inthe case of standard tappets, reversing rollers madeaccording to the heald lifts of the tappets (Table 7)werefitted. Various settings of the treadle levers were notthe same on all the looms, taken under study, and sothe movements of the heald shafts with standardtappets could not always be made absolutely free fromslackness. Nevertheless, the slackness with thesetappets was far less compared to that with the sampletappets of the mills.
The results of warp breakage along with loom speedare given in Table 10.
Table 10 shows that the average warp breaks perhour per loom is always minimum with the standardtappets.
Between the mill samples, warp breakage with newtappets is generally higher than that with used tappetsas the former exhibit more errors in their lifts andperiods of shed dwell (Tables I and 2).
When the average warp breaks for a given mill areconsidered the standard tappets were the best

NEOGI: DEFECTS IN TAPPET-SHEDDING MECHANISM OF LOOM
Table 9-Maximum Deviation of Actual Heald Velocities from Theoretical Values with Standard Tappets
Maximum deviation of actual velocity, cm/s
Front heald Back heald
Rise Fall Rise Fall
Start Middle End Start Middle End Start Middle End Start Middle End
+2.5 +2.5 +7.6 +1.2 +12.2 +7.0 +10.2 + 13.3 +5.1
-2.5 -1.9 -0.5 -0.5 -3.8 -2.5 -5.1 -7.2
Note: ( +) Indicates that the actual velocity is higher; and ( -), lower.
Table to-Warp Breaks per Hour and Cloth Particulars
Warp breaks per hour at
Mill I Mill 2 Mill 3
Loom 1 Loom 2 Loom 3 Av. Loom 1 Loom 2 Loom 3 Av. Loom 1 Loom 2 Loom 3running running running running running running running running runningat 150 at 160 at 146 at 156 at 159 at 150 at 140 at 143 at 144ppm ppm ppm ppm ppm ppm ppm ppm ppm
Over-all
Av. Av.
(148-152) (156-170) (140-152) (152-160) (156-160) (146-152) (140-140) (142-144) (144-144)Type of tappetMill sample 12.0 12.2 13.7 12.6 17.0" 10.0 9.7 12.2 6.0 5.3 3.8 5.0 9.9(new)
Mill sample 7.7 8.0 8.0 7.9 9.0 10.7 10.0 9.9 4.0 4.5 5.3 4.6 7.5(used)
Standard 6.2 5.5 6.0 5.9 7.5 7.2 5.2 6.6 2.5 2.0 2.3 2.3 4.9Average 8.6 8.6 9.2 11.2 9.3 8.3 4.2 3.9 3.8
Cloth particularsWeave 1/1, Plain 1/1, Plain 1/1, PlainEnds/drn 46.8 46.8 46.8Picks/dm 47.2 47.2 47.2Warp (tex) 258 276 276Weft (tex) 256 310 258Total ends 484 448 534
Note: The reed spaces in the looms of mill Nos I, 2 and 3 were 118, 107 and 133 em respectively.
performers, while the used tappets appeared to bebetter than the new ones. On the other hand, when the.average warp breaks for a given loom (i.e. taking intoaccount the results of all the three tappets together) areconsidered, the performances of all the tappets for agiven mill were almost identical.
On the basis of the overall results of warp breaks perhour, standard tappets showed 50.5,/,0 and 34.7()1o lessbreakage than the new and used sample tappets of themills respectively.
Correc-t shapes and sizes of the shedding tappetsthus seem to improve the weaving performance of thelooms substantially.Conclusion
Tappets are highly defective and differ widely in
their lifts, lengths and dwell penods for the same size ofloom. Various settings of the shedding mechanism ofeach loom studied are also significantly different fromthe correct values. As a result, the actual movements ofheald shafts are erroneous and cause jerkiness to themechanism during operation. With a given pair oftappets the nature of heald movements depends, to agood extent, on the settings of the sheddingmechanism. Hence, despite the corrected shapes andsizes of shedding tappets the movements of healdshafts are liable to be imperfect if the settings of themechanism and also the diameters of the reversingrollers are not correct. Because of errors in the shapesof new tappets the motion imparted to the heald shaftsis wide off the simple harmonic motion.
51

INDIAN J. TEXT. RES., VOL. 10. JUNE 1985
For the same type of fabric and loom, standardtappets, fabricated to proper dimensions, minimize thewarp breakage by 35-50~~from those obtained withthe sample tappets of mills having the maximumerrors.
For a proper assessment of the performance of thetappet-shedding mechanism of a loom, recording ofheald movement is more useful than that of the tappetprofile alone. The \J I RA instrument should thereforeprove to be a useful tool to mills and loommanufacturers alike for obtaining valuable infor-mation on the profiles of shedding tappets as well asthe settings of the shedding mechanism of the looms.Acknowledgement
The author is thankful to Dr S R Ranganatha.i,
52
Director, IJIRA, for his valuable criticism during thestudy and permission to publish this paper.
ReferencesI Swales J N, J Text lnst, 43 (1952) P143.2 Paliwal M C and Shah A G, Proceedings, 17th technological
conference of ATiRA. BTRA and SITRA (The South IndiaTextile Research Association, Coimbatore) 1976. 70.
3 Mukherjee R R, Text India with Jute Centenary Supplement, 1955,A63.
4 Rothbart H A, Cams design. dynamics and acclIracy(John Wiley &Sons Inc. New York) 1956.36.
5 Kilgour R M and BotTeyH. J Text Inst, 29 (1938) T253.
6 Middlebrook W. Text Mfr, 77 (1951) 485.7 Fox T W. The mechanism of wearing (Macmillan Co. Ltd.
London) 1961. 40.