Embed Size (px)
Citation preview
New Developments in Polyisocyanurate Laminate Foam Formulation and Processing
SACHCHIDA N. SINGH, SHEILA DUBS AND JERRY PILGRIM
Huntsman Advanced Technology Center 8600 Gosling Road The Woodlands, TX 77381
ABSTRACT
The high price of energy along with concern about global warming has made energy efficiency a topic of much discussion lately. Increasing insulation in buildings is a proven, universally acceptable way to improve energy efficiency. Thus it comes as no surprise that the American Society of Heating, Refrigerating and Air-Conditioning Engineers (ASHRAE) recently increased the minimum required prescriptive R-value for roof and wall insulation levels in Standard 90.1 – the national model energy code for commercial buildings. Polyisocyanurate (polyiso) laminate board has been the most widely used insulation in North America for commercial roofing as it has consistently met the structural and fire requirements of the building codes at the lowest installed cost per unit R-value. Innovation and persistent optimization of the formulation and processing has made this possible for polyiso foam and there is a need to continue to do so to reap the full benefits of the new ASHRAE standards.
This work aims to keep the competitive edge of polyiso by continuing to look for opportunities to further improve its
performance and cost-effectiveness by incorporating recent material developments while aligning it even closer to the current environmental trends. One such trend has been the use of bio-renewable materials, which has led to widespread experimentation with vegetable oil based polyols in polyurethane formulations. New aromatic polyester polyols incorporating renewable resource content have been introduced by polyol suppliers. The lipophilic nature of the vegetable oils used to make these aromatic polyester polyols has increased the hydrocarbon solubility. Improved solubility opens a wider spectrum of hydrocarbons such as pure iso-pentane as a blowing agent and/or iso-butane as a low boiling co-blowing agent. The average functionality of renewable content polyester polyol is claimed to be higher, as the vegetable oils used present the possibility of providing many reactive sites. Higher polyol functionality presents opportunities to reformulate to improve performance and/or reduce cost.
This study demonstrates that polyiso boards with up to 17 weight % bio-renewable content along with up to 7% recycled content (or up to 12 weight % bio-renewable content along with up to 10% recycle content) can be made while meeting the fire and structural property requirements; although the density of the board and/or % isocyanate content of the formulation will have to be raised. It also appears that use of bio-renewable polyol in polyiso foam would lead to a slight reduction in thermal resistance of the board. It has been demonstrated that the use of bio-renewable polyols can lead to more robust processing, especially expanding the processing window to higher temperatures. Bio-renewable polyols will expand the versatility of polyurethane chemistry and the breadth of its applications
INTRODUCTION
A variety of factors, from the high price of energy, to concern about global warming and depleting petrochemical resources, have put the spotlight on energy conservation in a build environment. After all, the building environment represents a substantial share of global energy consumption and greenhouse gas emissions (GHGs). In the U.S., the building environment is responsible for an estimated 42 percent of total energy use, 71 percent of electricity consumption and 48 percent of all GHGs [1]. Energy lost through roofs, walls and windows is the single largest waste of energy in
most buildings. For this reason the American Society of Heating, Refrigerating and Air-Conditioning Engineers (ASHRAE) recently increased the minimum required prescriptive R-value by an average of 30% for roof and wall insulation levels in Standard 90.1 – the national model energy code for commercial buildings. With the highest R-value per inch of all commercially available insulation board products, polyisocyanurate (polyiso) laminate boards have been the insulation of choice for low slope roofing in commercial building even before this increase in minimum R-value requirements. In 2007, polyiso accounted for 67% of all insulation used in new roof construction, and 60% of all insulation used in re-roofing on low slope roofs in commercial buildings [2]. With the lowest installed cost insulation per unit of R-value while meeting the structural and fire requirements of the building codes and blowing agent mandates of the Environmental Protection Agency, polyiso insulation is poised to grow to even higher use levels with the proposed increases in the minimum R-value requirements in buildings.
The preference for polyiso in low slope roofing is attributable to the fact that no other competitive product can match
its combination of thermal resistance, fire performance, structural integrity and cost-effectiveness. The polyiso industry has maintained its position of the lowest installed cost insulation per unit R-value through all recent blowing agent and other changes by constantly re-examining all the factors that contribute to cost and performance. The industry needs to continue to look for opportunities to further improve its performance and cost-effectiveness by incorporating recent material developments and aligning it even closer to the current environmental trends. One such trend has been the use of bio-renewable based materials to replace part, or all of geological or hydrocarbon feedstock based materials. Whether it is environmental concerns about sustainability, financial issues of increasing and volatile petrochemical feedstock prices, or ratings in environmental audits, there has been an increasing emphasis on the use of bio-renewable materials in all products, not only those using polyurethane (PU) chemistry.
Products from bio-renewable resources have always played an important role in polyurethane industry. Castor oil
based polyols were in use in the early 1950’s even ahead of the widespread use of petrochemical based polyether polyols. For decades, bio-renewable resources such as sugars and starches have been the primary source of initiators for rigid PU polyols and natural oils have been the source for resins in PU paints and coatings. This is primarily because of their better cost performance balance as compared to synthetic alternatives.
Polyols derived from vegetable oils such as soybean, castor, palm, linseed and so on, along with animal oils and fats
have been the topic of research and in many cases commercial production at various times in the past. This has generally been driven by local availability, such as soybean oil in the US, palm oil in Malaysia, castor oil in India, fish oil in Iceland and so on. Lignin, the second most abundant component of wood after cellulose, has also been a significant topic of research and some commercial products to make polyols. Agricultural wastes such as corncob, straw and so on have also been looked at as source for furfural, which can be converted to tetrahydrofuran (THF) and polyTHF polyol. Over the last couple of years, the pace of patents, publications and press releases related to bio-renewable materials in PU products has increased substantially.
. Despite the historic and recent frantic activity, the market share of the bio-renewable resource based products in the
total PU materials is still only a few percent. Lack of consistency due to expected seasonal and local variations along with odor have been linked to lack of wider market acceptability. It appears that recent process innovations and better quality control has reduced the consistency and odor issues. The primary determinant for success or lack thereof for bio-renewable products in the PU marketplace now is the classical cost versus performance balance. Environmental recognition associated with bio-renewable products will play some role too.
The objective of this paper is to critically examine the commercially available bio-renewable products, select the most
viable candidates likely to meet all the performance requirements of the polyiso board for use in low slope roofing application and evaluate them using a formulation optimized for each of the chosen bio-renewable product. This is done with the aim of finding the most cost-effective approach to manufacture board while maximizing its environmental credentials. Environmental credentials
Though there are many different environmental recognition/rating systems, those involved in building design and construction generally acknowledge the U. S. Green Building Council’s (USGBC’s) Leadership in Energy and Environmental Design (LEED) Rating System™ as the prominent bench-mark for buildings[3]. A building design must meet certain mandatory requirements and must achieve a minimum number of points to attain various levels of LEED certification. Though a discussion of the LEED Rating System™ is outside the scope of this paper, “recycled content,” “rapidly renewable materials” and “minimum energy performance” are three attributes of the polyiso insulation board used in the roof system of the building that would be relevant while assessing its rating [3]. Though LEED is the most recognized green building rating system, some of the alternatives are the Green Globes™ system sponsored by the Green

Building Initiatives™, and Energy Star for Buildings and Plants by U. S. Environmental Protection Agency. Both give great importance to energy performance of the building, but recognition of renewable or recyclable contents are less clearly defined.
Besides the environmental ratings, use of bio-renewable content products are increasingly being favored in U. S.
government federal purchase considerations. As an example, the Farm Security and Rural Investment Act of 2002, section 9002 (7 U.S.C. 8102) requires federal agencies to purchase biobased products, if available, for all items costing over $10,000. The United States Department of Agriculture has developed a BiopreferredSM Biobased Product Catalog designated for preferred procurement status in the federal procurement process [4].
BIO-RENEWABLE MATERIALS FOR USE IN POLYISO
Of all the components used to make typical polyiso foam boards, polyols and surfactants are the only two where bio-
renewable based materials are commercially available. Surfactants constitute a very small fraction, usually < 1% by weight, of the total foam formulation and thus any full or partial substitution will not bring forth much environmental benefits. Thus we focused this study on bio-renewable polyols. The polyol currently used in typical polyiso board is almost exclusively aromatic polyester polyol. As detailed in Reference 5, high aromatic content is required in polyiso foam board in order to meet the very demanding, building code mandated large scale fire tests while meeting the structural and thermal insulation properties, all at a cost-competitive density. It is important to remember that polyiso roof insulation is known for being the only foam plastic board product that meets the strict standards of both Factory Mutual (FM) Approvals (Standard 4450) for Class 1 roof systems and for Underwriters Laboratories (UL) 1256 without the use of an additional thermal barrier layer between the insulation and the supporting steel deck. As such, any re-formulation using bio-renewable polyol must retain this quality.
A review of literature suggests that lignin is about the only bio-renewable source with reasonable aromatic content.
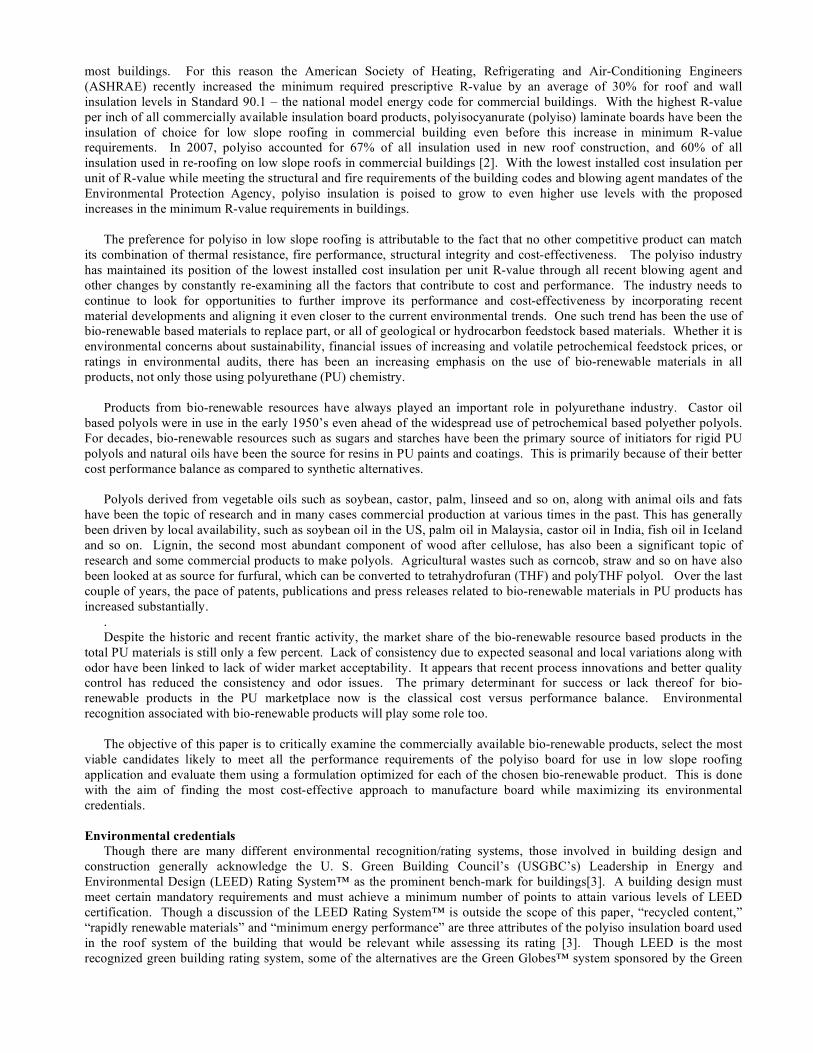
Lignin, a by-product of the pulp and paper industry, is abundant and contains active hydrogen groups but it is a highly cross-linked, high molecular weight material. Despite extensive research, no commercial product exists which is amenable to polyiso production, i.e., liquid at 25-40oC without use of solvents. Natural oils, derived from either plants or animal sources, are fatty acid triglycerides and do not contain aromatic groups. A review of polyurethane foam literature and preliminary work using hand mix foam suggested that it would not be possible to meet the above referenced fire requirements using natural oil based polyols alone. Either a physical mixture with existing aromatic polyester polyols or some modification of the natural oil based material with aromatic containing materials would be necessary. The fatty acid component of the natural oil does present the potential to increase solubility of the pentanes, which is the blowing agent of choice in the polyiso industry.
Given the wide array of natural oils available (soybean, castor, corn, palm, sunflower, linseed, tallow, lard, fish etc.),
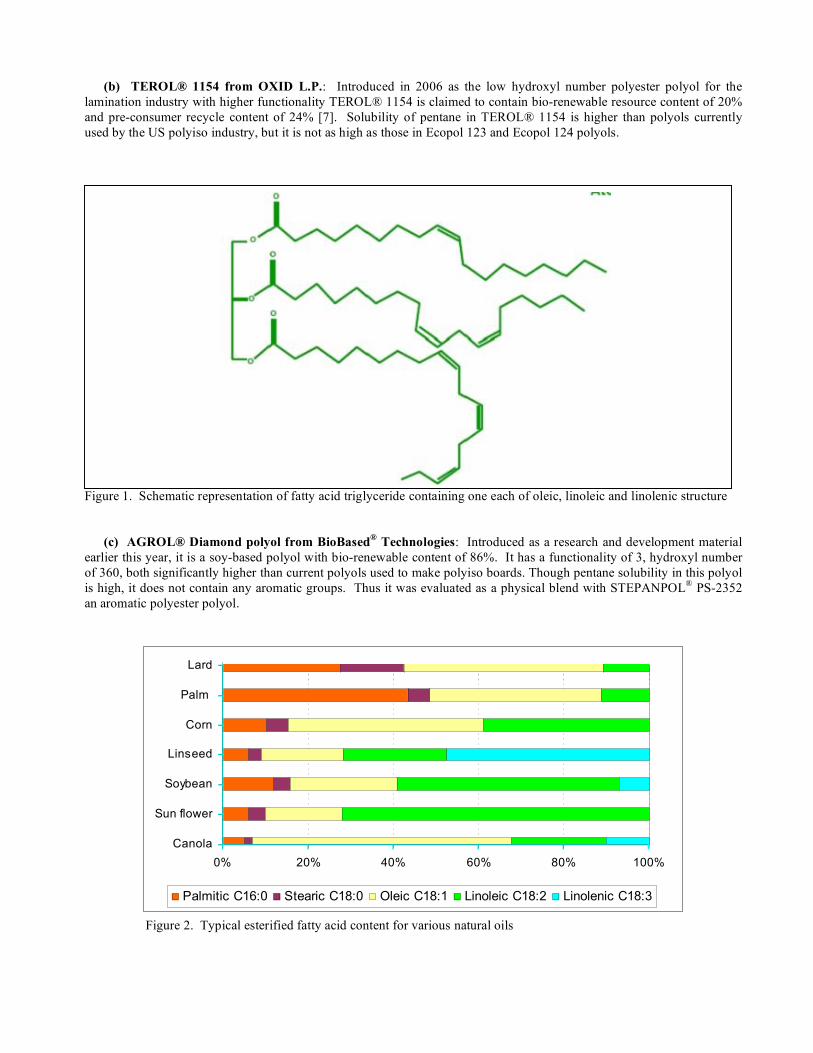
the question is, which natural oil based product is best suited for use in polyiso foam board in North America. All natural oils are fatty acid triglycerides with a wide distribution of triglyceride structures. Most fatty acid triglycerides, with the exceptions of castor oil and rare lesquerella oil, do not contain active hydrogen groups capable of reaction with isocyanates. Though unmodified and modified (alkoxylated or transesterified) castor oils have been used in rigid foam, their availability in North America is restricted due to their geographically limited area of cultivation - primarily India and Brazil. Fatty acid triglycerides from all other sources need to be functionalized to make them reactive with isocyanates. The preferred natural oils used in North America are soybean oils and linseed oils because of their availability and high content of triglycerides of unsaturated fatty acids such as oleic, linoleic and linolenic acids and lesser contents of triglycerides of saturated fatty acids such as palmitic and stearic acids (see Figure 1 and 2). The unsaturated fatty acids can be functionalized much more easily than the saturated ones.
Keeping above in mind, we chose the following four sets of commercially available polyols for evaluation in this study: (a) Ecopol 123 and Ecopol 124 polyols from ECOPUR USA: They are aromatic polyester polyol based on soy oil
grafted with recycled polyethylene terephthalate (PET). As seen in Table 1, the hydroxyl (OH) number, viscosity etc. of Ecopol 123 polyol is very similar to polyols currently used by the US polyiso industry, exemplified here by STEPANPOL® PS-2352 polyol. Ecopol 123 polyol is claimed to have a bio-renewable content of 40% and a post-consumer recycle content of 35%. As seen from Table 1, the pentane solubility in Ecopol 123 polyol is significantly higher than that in STEPANPOL l® PS-2352 polyol. The OH number of Ecopol 124 polyol is similar to the recently introduced low OH polyols, exemplified in Table 1 TEROL® 1154 polyol. Renewable content of Ecopol 124 polyol is even higher, 60% and so is the pentane solubility. Higher pentane solubility and higher claimed functionality of the Ecopol polyols is likely to be attributable to the fact that it is made through a biolipid transesterification, similar to production of biodiesel, using PET, soybean oil polyol and glycol [6].
(b) TEROL® 1154 from OXID L.P.: Introduced in 2006 as the low hydroxyl number polyester polyol for the
lamination industry with higher functionality TEROL® 1154 is claimed to contain bio-renewable resource content of 20% and pre-consumer recycle content of 24% [7]. Solubility of pentane in TEROL® 1154 is higher than polyols currently used by the US polyiso industry, but it is not as high as those in Ecopol 123 and Ecopol 124 polyols.
Figure 1. Schematic representation of fatty acid triglyceride containing one each of oleic, linoleic and linolenic structure
(c) AGROL® Diamond polyol from BioBased® Technologies: Introduced as a research and development material
earlier this year, it is a soy-based polyol with bio-renewable content of 86%. It has a functionality of 3, hydroxyl number of 360, both significantly higher than current polyols used to make polyiso boards. Though pentane solubility in this polyol is high, it does not contain any aromatic groups. Thus it was evaluated as a physical blend with STEPANPOL® PS-2352 an aromatic polyester polyol.
0% 20% 40% 60% 80% 100%
Canola
Sun flower
Soybean
Linseed
Corn
Palm
Lard
Palmitic C16:0 Stearic C18:0 Oleic C18:1 Linoleic C18:2 Linolenic C18:3
Figure 2. Typical esterified fatty acid content for various natural oils
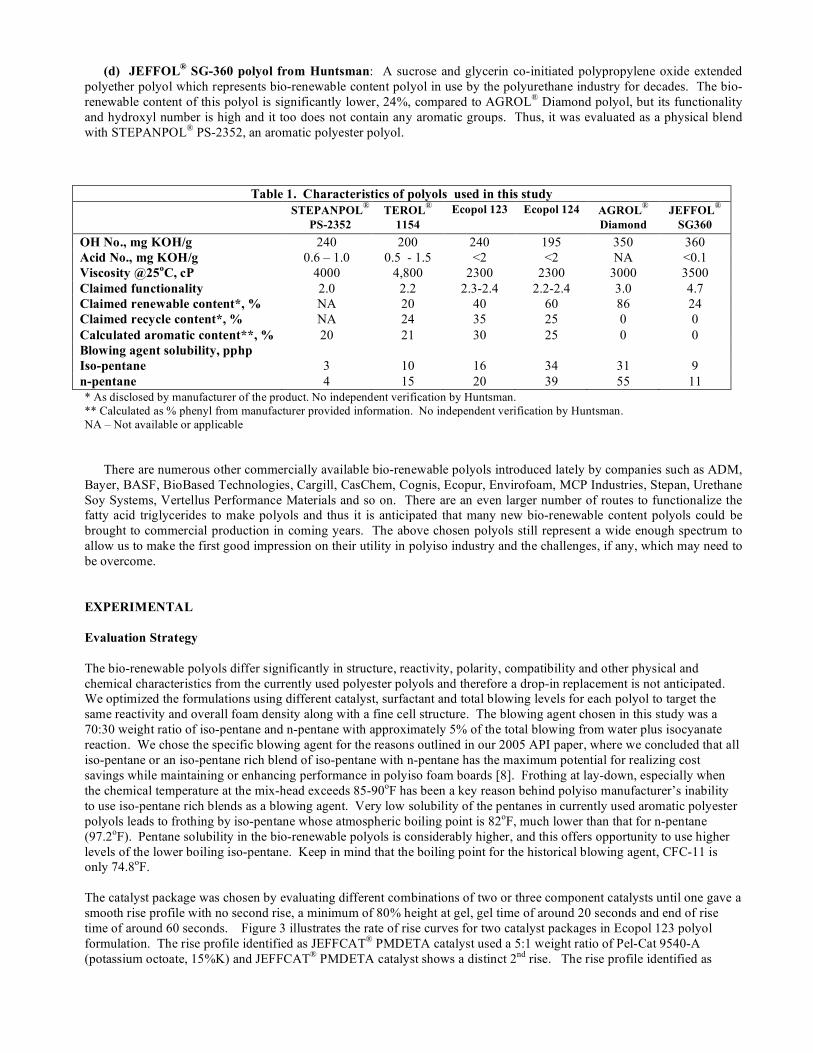
(d) JEFFOL® SG-360 polyol from Huntsman: A sucrose and glycerin co-initiated polypropylene oxide extended polyether polyol which represents bio-renewable content polyol in use by the polyurethane industry for decades. The bio-renewable content of this polyol is significantly lower, 24%, compared to AGROL® Diamond polyol, but its functionality and hydroxyl number is high and it too does not contain any aromatic groups. Thus, it was evaluated as a physical blend with STEPANPOL® PS-2352, an aromatic polyester polyol.
Table 1. Characteristics of polyols used in this study STEPANPOL®
PS-2352 TEROL®
1154 Ecopol 123 Ecopol 124 AGROL®
Diamond JEFFOL®
SG360 OH No., mg KOH/g 240 200 240 195 350 360 Acid No., mg KOH/g 0.6 – 1.0 0.5 - 1.5 <2 <2 NA <0.1 Viscosity @25oC, cP 4000 4,800 2300 2300 3000 3500 Claimed functionality 2.0 2.2 2.3-2.4 2.2-2.4 3.0 4.7 Claimed renewable content*, % NA 20 40 60 86 24 Claimed recycle content*, % NA 24 35 25 0 0 Calculated aromatic content**, % 20 21 30 25 0 0 Blowing agent solubility, pphp Iso-pentane 3 10 16 34 31 9 n-pentane 4 15 20 39 55 11 * As disclosed by manufacturer of the product. No independent verification by Huntsman. ** Calculated as % phenyl from manufacturer provided information. No independent verification by Huntsman. NA – Not available or applicable
There are numerous other commercially available bio-renewable polyols introduced lately by companies such as ADM,
Bayer, BASF, BioBased Technologies, Cargill, CasChem, Cognis, Ecopur, Envirofoam, MCP Industries, Stepan, Urethane Soy Systems, Vertellus Performance Materials and so on. There are an even larger number of routes to functionalize the fatty acid triglycerides to make polyols and thus it is anticipated that many new bio-renewable content polyols could be brought to commercial production in coming years. The above chosen polyols still represent a wide enough spectrum to allow us to make the first good impression on their utility in polyiso industry and the challenges, if any, which may need to be overcome. EXPERIMENTAL Evaluation Strategy The bio-renewable polyols differ significantly in structure, reactivity, polarity, compatibility and other physical and chemical characteristics from the currently used polyester polyols and therefore a drop-in replacement is not anticipated. We optimized the formulations using different catalyst, surfactant and total blowing levels for each polyol to target the same reactivity and overall foam density along with a fine cell structure. The blowing agent chosen in this study was a 70:30 weight ratio of iso-pentane and n-pentane with approximately 5% of the total blowing from water plus isocyanate reaction. We chose the specific blowing agent for the reasons outlined in our 2005 API paper, where we concluded that all iso-pentane or an iso-pentane rich blend of iso-pentane with n-pentane has the maximum potential for realizing cost savings while maintaining or enhancing performance in polyiso foam boards [8]. Frothing at lay-down, especially when the chemical temperature at the mix-head exceeds 85-90oF has been a key reason behind polyiso manufacturer’s inability to use iso-pentane rich blends as a blowing agent. Very low solubility of the pentanes in currently used aromatic polyester polyols leads to frothing by iso-pentane whose atmospheric boiling point is 82oF, much lower than that for n-pentane (97.2oF). Pentane solubility in the bio-renewable polyols is considerably higher, and this offers opportunity to use higher levels of the lower boiling iso-pentane. Keep in mind that the boiling point for the historical blowing agent, CFC-11 is only 74.8oF. The catalyst package was chosen by evaluating different combinations of two or three component catalysts until one gave a smooth rise profile with no second rise, a minimum of 80% height at gel, gel time of around 20 seconds and end of rise time of around 60 seconds. Figure 3 illustrates the rate of rise curves for two catalyst packages in Ecopol 123 polyol formulation. The rise profile identified as JEFFCAT® PMDETA catalyst used a 5:1 weight ratio of Pel-Cat 9540-A (potassium octoate, 15%K) and JEFFCAT® PMDETA catalyst shows a distinct 2nd rise. The rise profile identified as
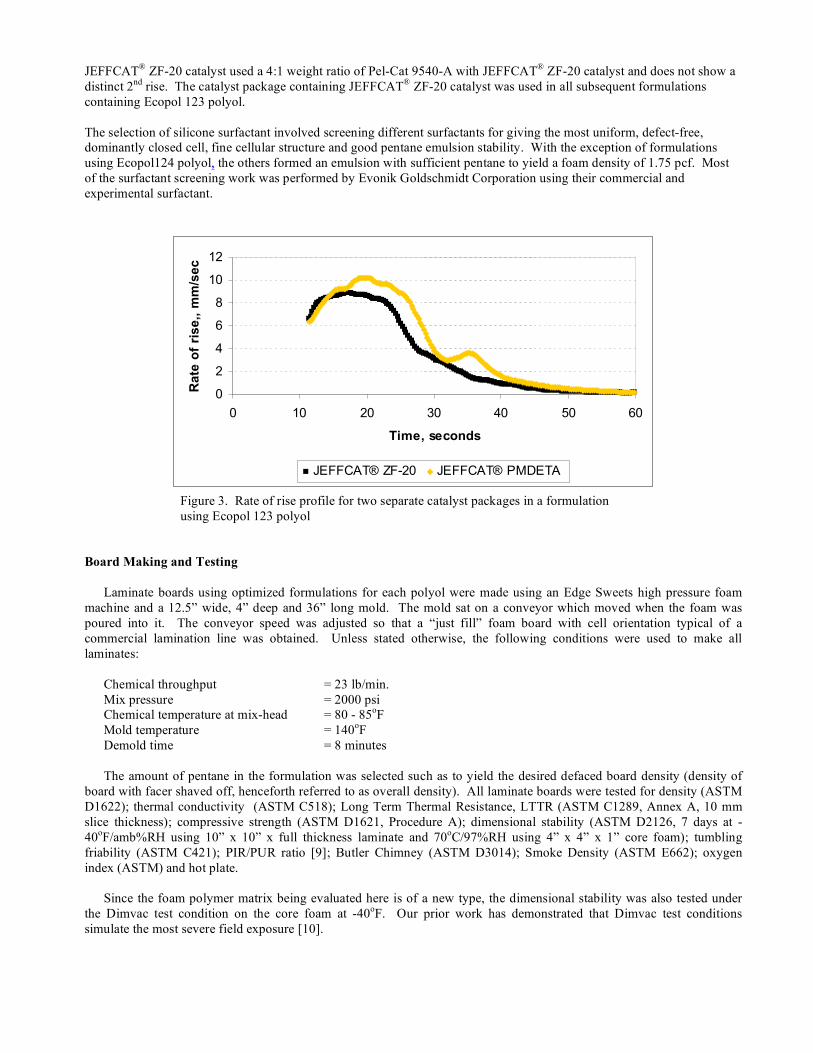
JEFFCAT® ZF-20 catalyst used a 4:1 weight ratio of Pel-Cat 9540-A with JEFFCAT® ZF-20 catalyst and does not show a distinct 2nd rise. The catalyst package containing JEFFCAT® ZF-20 catalyst was used in all subsequent formulations containing Ecopol 123 polyol. The selection of silicone surfactant involved screening different surfactants for giving the most uniform, defect-free, dominantly closed cell, fine cellular structure and good pentane emulsion stability. With the exception of formulations using Ecopol124 polyol, the others formed an emulsion with sufficient pentane to yield a foam density of 1.75 pcf. Most of the surfactant screening work was performed by Evonik Goldschmidt Corporation using their commercial and experimental surfactant.
0
2
4
6
8
10
12
0 10 20 30 40 50 60
Time, seconds
Ra
te o
f ri
se
,, m
m/s
ec
JEFFCAT® ZF-20 JEFFCAT® PMDETA
Figure 3. Rate of rise profile for two separate catalyst packages in a formulation using Ecopol 123 polyol
Board Making and Testing
Laminate boards using optimized formulations for each polyol were made using an Edge Sweets high pressure foam machine and a 12.5” wide, 4” deep and 36” long mold. The mold sat on a conveyor which moved when the foam was poured into it. The conveyor speed was adjusted so that a “just fill” foam board with cell orientation typical of a commercial lamination line was obtained. Unless stated otherwise, the following conditions were used to make all laminates:
Chemical throughput = 23 lb/min. Mix pressure = 2000 psi Chemical temperature at mix-head = 80 - 85oF Mold temperature = 140oF Demold time = 8 minutes The amount of pentane in the formulation was selected such as to yield the desired defaced board density (density of
board with facer shaved off, henceforth referred to as overall density). All laminate boards were tested for density (ASTM D1622); thermal conductivity (ASTM C518); Long Term Thermal Resistance, LTTR (ASTM C1289, Annex A, 10 mm slice thickness); compressive strength (ASTM D1621, Procedure A); dimensional stability (ASTM D2126, 7 days at -40oF/amb%RH using 10” x 10” x full thickness laminate and 70oC/97%RH using 4” x 4” x 1” core foam); tumbling friability (ASTM C421); PIR/PUR ratio [9]; Butler Chimney (ASTM D3014); Smoke Density (ASTM E662); oxygen index (ASTM) and hot plate.
Since the foam polymer matrix being evaluated here is of a new type, the dimensional stability was also tested under
the Dimvac test condition on the core foam at -40oF. Our prior work has demonstrated that Dimvac test conditions simulate the most severe field exposure [10].
RESULTS AND DISCUSSIONS
As seen in Tables 2-4, the closed cell content of all foam boards produced in this study is high, >86% uncorrected, and the cell size is in the range of 200-300 micron. Such numbers are typical of commercially produced polyiso boards and validate our aim to evaluate each polyol for its true attributes using the formulation that is optimal for the given polyol or polyol blend.
The properties of boards made with STEPANPOL® PS-2352 polyol at the overall foam density of 1.75 pcf are deemed
as reference in this study. As seen in Table 2, properties of boards made using STEPANPOL® PS-2352 polyol are good and suggest that full size boards manufactured using this formulation at the 1.75 pcf overall density will meet the current model building code requirements [5]. Ecopol 123 and Ecopol 124
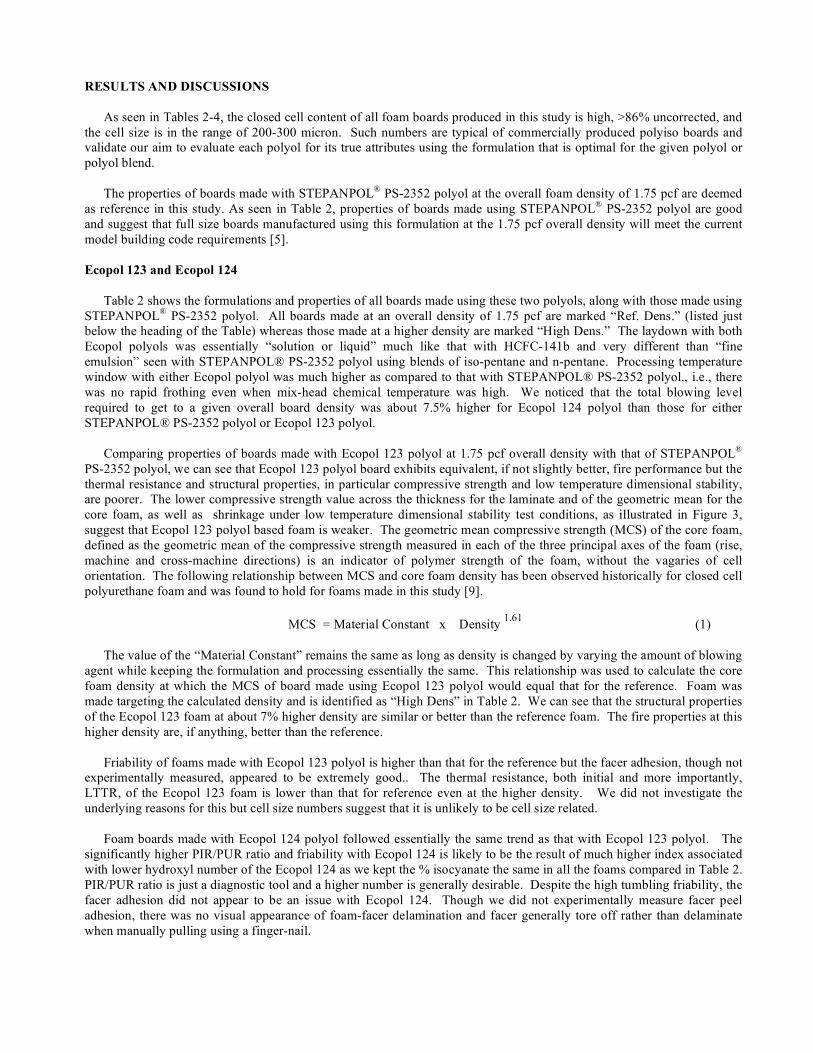
Table 2 shows the formulations and properties of all boards made using these two polyols, along with those made using STEPANPOL® PS-2352 polyol. All boards made at an overall density of 1.75 pcf are marked “Ref. Dens.” (listed just below the heading of the Table) whereas those made at a higher density are marked “High Dens.” The laydown with both Ecopol polyols was essentially “solution or liquid” much like that with HCFC-141b and very different than “fine emulsion” seen with STEPANPOL® PS-2352 polyol using blends of iso-pentane and n-pentane. Processing temperature window with either Ecopol polyol was much higher as compared to that with STEPANPOL® PS-2352 polyol., i.e., there was no rapid frothing even when mix-head chemical temperature was high. We noticed that the total blowing level required to get to a given overall board density was about 7.5% higher for Ecopol 124 polyol than those for either STEPANPOL® PS-2352 polyol or Ecopol 123 polyol.
Comparing properties of boards made with Ecopol 123 polyol at 1.75 pcf overall density with that of STEPANPOL®
PS-2352 polyol, we can see that Ecopol 123 polyol board exhibits equivalent, if not slightly better, fire performance but the thermal resistance and structural properties, in particular compressive strength and low temperature dimensional stability, are poorer. The lower compressive strength value across the thickness for the laminate and of the geometric mean for the core foam, as well as shrinkage under low temperature dimensional stability test conditions, as illustrated in Figure 3, suggest that Ecopol 123 polyol based foam is weaker. The geometric mean compressive strength (MCS) of the core foam, defined as the geometric mean of the compressive strength measured in each of the three principal axes of the foam (rise, machine and cross-machine directions) is an indicator of polymer strength of the foam, without the vagaries of cell orientation. The following relationship between MCS and core foam density has been observed historically for closed cell polyurethane foam and was found to hold for foams made in this study [9].
MCS = Material Constant x Density 1.61 (1)
The value of the “Material Constant” remains the same as long as density is changed by varying the amount of blowing
agent while keeping the formulation and processing essentially the same. This relationship was used to calculate the core foam density at which the MCS of board made using Ecopol 123 polyol would equal that for the reference. Foam was made targeting the calculated density and is identified as “High Dens” in Table 2. We can see that the structural properties of the Ecopol 123 foam at about 7% higher density are similar or better than the reference foam. The fire properties at this higher density are, if anything, better than the reference.
Friability of foams made with Ecopol 123 polyol is higher than that for the reference but the facer adhesion, though not
experimentally measured, appeared to be extremely good.. The thermal resistance, both initial and more importantly, LTTR, of the Ecopol 123 foam is lower than that for reference even at the higher density. We did not investigate the underlying reasons for this but cell size numbers suggest that it is unlikely to be cell size related.
Foam boards made with Ecopol 124 polyol followed essentially the same trend as that with Ecopol 123 polyol. The
significantly higher PIR/PUR ratio and friability with Ecopol 124 is likely to be the result of much higher index associated with lower hydroxyl number of the Ecopol 124 as we kept the % isocyanate the same in all the foams compared in Table 2. PIR/PUR ratio is just a diagnostic tool and a higher number is generally desirable. Despite the high tumbling friability, the facer adhesion did not appear to be an issue with Ecopol 124. Though we did not experimentally measure facer peel adhesion, there was no visual appearance of foam-facer delamination and facer generally tore off rather than delaminate when manually pulling using a finger-nail.
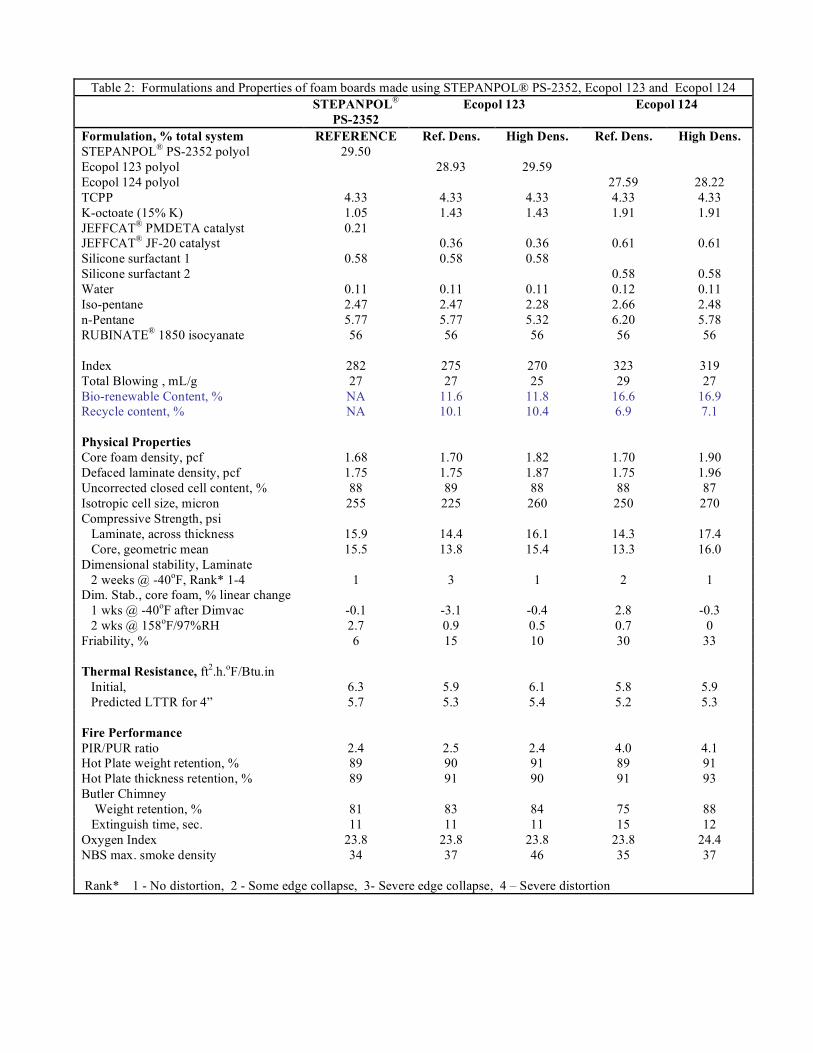
Table 2: Formulations and Properties of foam boards made using STEPANPOL® PS-2352, Ecopol 123 and Ecopol 124
STEPANPOL® PS-2352
Ecopol 123 Ecopol 124
Formulation, % total system REFERENCE Ref. Dens. High Dens. Ref. Dens. High Dens. STEPANPOL® PS-2352 polyol 29.50 Ecopol 123 polyol 28.93 29.59 Ecopol 124 polyol 27.59 28.22 TCPP 4.33 4.33 4.33 4.33 4.33 K-octoate (15% K) 1.05 1.43 1.43 1.91 1.91 JEFFCAT® PMDETA catalyst 0.21 JEFFCAT® JF-20 catalyst 0.36 0.36 0.61 0.61 Silicone surfactant 1 0.58 0.58 0.58 Silicone surfactant 2 0.58 0.58 Water 0.11 0.11 0.11 0.12 0.11 Iso-pentane 2.47 2.47 2.28 2.66 2.48 n-Pentane 5.77 5.77 5.32 6.20 5.78 RUBINATE® 1850 isocyanate 56 56 56 56 56 Index 282 275 270 323 319 Total Blowing , mL/g 27 27 25 29 27 Bio-renewable Content, % NA 11.6 11.8 16.6 16.9 Recycle content, % NA 10.1 10.4 6.9 7.1 Physical Properties Core foam density, pcf 1.68 1.70 1.82 1.70 1.90 Defaced laminate density, pcf 1.75 1.75 1.87 1.75 1.96 Uncorrected closed cell content, % 88 89 88 88 87 Isotropic cell size, micron 255 225 260 250 270 Compressive Strength, psi Laminate, across thickness 15.9 14.4 16.1 14.3 17.4 Core, geometric mean 15.5 13.8 15.4 13.3 16.0 Dimensional stability, Laminate 2 weeks @ -40oF, Rank* 1-4 1 3 1 2 1 Dim. Stab., core foam, % linear change 1 wks @ -40oF after Dimvac -0.1 -3.1 -0.4 2.8 -0.3 2 wks @ 158oF/97%RH 2.7 0.9 0.5 0.7 0 Friability, % 6 15 10 30 33 Thermal Resistance, ft2.h.oF/Btu.in Initial, 6.3 5.9 6.1 5.8 5.9 Predicted LTTR for 4” 5.7 5.3 5.4 5.2 5.3 Fire Performance PIR/PUR ratio 2.4 2.5 2.4 4.0 4.1 Hot Plate weight retention, % 89 90 91 89 91 Hot Plate thickness retention, % 89 91 90 91 93 Butler Chimney Weight retention, % 81 83 84 75 88 Extinguish time, sec. 11 11 11 15 12 Oxygen Index 23.8 23.8 23.8 23.8 24.4 NBS max. smoke density 34 37 46 35 37 Rank* 1 - No distortion, 2 - Some edge collapse, 3- Severe edge collapse, 4 – Severe distortion

The Butler Chimney performance of Ecopol 124 at 1.75 pcf overall density appears to be slightly inferior than the reference or Ecopol 123, but is unlikely to be an issue given that roofing boards have to meet only class II flame spread requirement in ASTM E-84 test for approvals in most, if not all, building codes. The structural and thermal resistance properties of boards made with Ecopol 124 polyol are poorer than reference and statistically about equivalent to those with Ecopol 123 polyol. “High Dens” Boards were made using Ecopol 124 polyol with a target of the overall density of 1.87 pcf calculated using Equation 1. The actual density of the board was actually 1.96 pcf which would explain why the resulting structural and fire properties were better than the reference too. Surprisingly, the predicted long term thermal resistance of the board that is over 12% higher in density was still only 5.3 ft2.h.oF/Btu.in. This along with other aspects of results on the Ecopol 123 and Ecopol 124 polyols are discussed in the “overall findings” section after we have looked at results on remaining polyols.
Figure 3. Pictures of 10” by 10” x full thickness laminate after a week at -40oF. STEPANPOL® PS-2352 polyol represents the reference whereas Ecopol 123, TEROL® 1154, AGROL® Diamond and JEFFOL® SG-360 polyols represent boards using the named polyol at the overall density of 1.75 pcf. TEROL® 1154 polyol
Table 3 shows the formulations and properties of boards made using TEROL® 1154 polyol. The laydown when using TEROL® 1154 polyol was a “coarse emulsion” even after the amount of surfactant was increased to 0.88% compared to the nominal of 0.58 wt % in the total system. This is surprising given the higher pentane solubility in TEROL® 1154 polyol. Processing temperature window with this polyol was, if anything, lower as compared to that with reference. It appears that TEROL® 1154 polyol is not well suited for use with iso-pentane rich blend.
The properties of boards made at 1.75 pcf density with TEROL® 1154 polyol were not as good as those for reference in
structural, thermal resistance and fire properties. The structural properties are best illustrated in Figure 3 which shows that the board using TEROL® 1154 polyol shows some edge collapse whereas the reference shows no distortion after exposure to 1 week at -40oF. When the density was raised by targeting a level where MCS of the board made using TEROL® 1154 polyol would equal that of the reference calculated using equation (1), the structural and fire properties were comparable to those of the reference. Thermal resistance of TEROL® 1154 board even at this density, about 4% higher, was a bit poorer. Though tumbling friability values for TEROL® 1154 foams were higher than reference, facer adhesion was good in all cases. AGROL® Diamond polyol
Formulations and properties of boards made containing AGROL® Diamond polyol are shown in Table 3. As discussed earlier, since it does not have any aromatic content, we evaluated a 33:67 weight ratio physical blend of AGROL® Diamond polyol to STEPANPOL® PS-2352 polyol. The polyol blend made using this specific blend of polyol was not completely miscible and had to be kept continuously agitated to keep it homogeneous. The lay down with this polyol blend was a “fine emulsion” similar to those seen with STEPANPOL® PS-2352 polyol. Blending AGROL® Diamond polyol with STEPANPOL® PS-2352 polyol did increase the chemical temperature up to which it could be processed without rapid frothing. Total blowing level required to get to a given overall board density was about 5% higher for the polyol blend used here than for the reference.
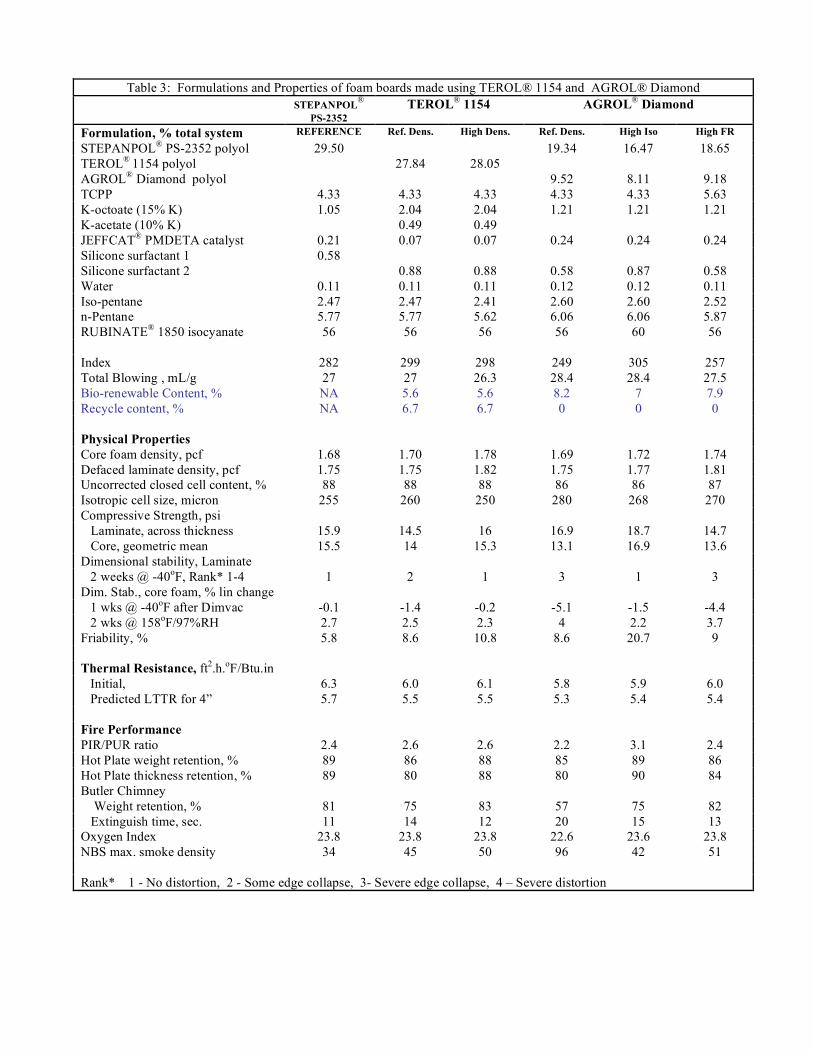
Table 3: Formulations and Properties of foam boards made using TEROL® 1154 and AGROL® Diamond
STEPANPOL® PS-2352
TEROL® 1154 AGROL® Diamond
Formulation, % total system REFERENCE Ref. Dens. High Dens. Ref. Dens. High Iso High FR
STEPANPOL® PS-2352 polyol 29.50 19.34 16.47 18.65 TEROL® 1154 polyol 27.84 28.05 AGROL® Diamond polyol 9.52 8.11 9.18 TCPP 4.33 4.33 4.33 4.33 4.33 5.63 K-octoate (15% K) 1.05 2.04 2.04 1.21 1.21 1.21 K-acetate (10% K) 0.49 0.49 JEFFCAT® PMDETA catalyst 0.21 0.07 0.07 0.24 0.24 0.24 Silicone surfactant 1 0.58 Silicone surfactant 2 0.88 0.88 0.58 0.87 0.58 Water 0.11 0.11 0.11 0.12 0.12 0.11 Iso-pentane 2.47 2.47 2.41 2.60 2.60 2.52 n-Pentane 5.77 5.77 5.62 6.06 6.06 5.87 RUBINATE® 1850 isocyanate 56 56 56 56 60 56 Index 282 299 298 249 305 257 Total Blowing , mL/g 27 27 26.3 28.4 28.4 27.5 Bio-renewable Content, % NA 5.6 5.6 8.2 7 7.9 Recycle content, % NA 6.7 6.7 0 0 0 Physical Properties Core foam density, pcf 1.68 1.70 1.78 1.69 1.72 1.74 Defaced laminate density, pcf 1.75 1.75 1.82 1.75 1.77 1.81 Uncorrected closed cell content, % 88 88 88 86 86 87 Isotropic cell size, micron 255 260 250 280 268 270 Compressive Strength, psi Laminate, across thickness 15.9 14.5 16 16.9 18.7 14.7 Core, geometric mean 15.5 14 15.3 13.1 16.9 13.6 Dimensional stability, Laminate 2 weeks @ -40oF, Rank* 1-4 1 2 1 3 1 3 Dim. Stab., core foam, % lin change 1 wks @ -40oF after Dimvac -0.1 -1.4 -0.2 -5.1 -1.5 -4.4 2 wks @ 158oF/97%RH 2.7 2.5 2.3 4 2.2 3.7 Friability, % 5.8 8.6 10.8 8.6 20.7 9 Thermal Resistance, ft2.h.oF/Btu.in Initial, 6.3 6.0 6.1 5.8 5.9 6.0 Predicted LTTR for 4” 5.7 5.5 5.5 5.3 5.4 5.4 Fire Performance PIR/PUR ratio 2.4 2.6 2.6 2.2 3.1 2.4 Hot Plate weight retention, % 89 86 88 85 89 86 Hot Plate thickness retention, % 89 80 88 80 90 84 Butler Chimney Weight retention, % 81 75 83 57 75 82 Extinguish time, sec. 11 14 12 20 15 13 Oxygen Index 23.8 23.8 23.8 22.6 23.6 23.8 NBS max. smoke density 34 45 50 96 42 51 Rank* 1 - No distortion, 2 - Some edge collapse, 3- Severe edge collapse, 4 – Severe distortion

As can be seen by comparing the properties of 1.75 pcf overall density board made using AGROL® Diamond blended polyol with that of the reference, addition of AGROL® Diamond polyol to STEPANPOL® PS-2352 polyol deteriorates its structural, thermal resistance and fire properties. Figure 3 illustrates the loss in structural properties, showing that the board containing AGROL® Diamond polyol has severe edge collapse whereas neat STEPANPOL® PS-2352 polyol board has no distortion after exposure to 1 week at -40oF. The loss in fire properties is large, reducing the Hot Plate thickness retention and Butler Chimney weight retention to a point where the board may not pass the regulatory fire codes.
Though it is likely that a significant increase in board density could restore the fire and structural properties, we
determined that increasing the amount of isocyanate and/or fire retardant would be more economical. Column identified as “High Iso” in Table 3 shows the formulation and properties when the amount of isocyanate is increased from 56% to 60% of the total foam formulation while the total blowing is kept the same as that for the reference. Indeed, the fire and structural properties of this “High Iso” board is comparable to that of the reference. Though the overall density for the blended polyol board on which the properties were measured is about 1% higher, 1.77 pcf, we anticipate that such “High Iso” board made at 1.75 pcf overall density would still be comparable to reference in fire and structural properties. Tumbling friability value for this “High Iso” foam is higher than reference but the facer adhesion appeared very good. The predicted LTTR for this “High Iso” board was still only 5.4 ft2.h.oF/Btu.in. , ~ 5% lower than the reference.
AGROL® Diamond blended polyol with about 50% higher TCPP level and at about 3 % higher density was made using
formulation listed under “High FR” in Table 3. Though the fire properties of this board are close to that of the reference board, the structural properties are still poor. The density of the “High FR” board would have to be increased to even higher value for it to be dimensionally stable under cold conditions. The predicted LTTR for this “High FR” board was still inferior as compared to that of the reference. JEFFOL® SG360 polyol
Like AGROL® Diamond polyol, JEFFOL® SG360 polyol does not have any aromatic content, and thus it too was evaluated as a 33:67 weight ratio physical blend of JEFFOL® SG360 polyol to STEPANPOL® PS-2352 polyol. Polyol blend made using this ratio of polyol was homogeneous. The lay down with this polyol blend was a “fine emulsion” similar to those seen with STEPANPOL® PS-2352 polyol. Blending JEFFOL® SG360 polyol to STEPANPOL® PS-2352 polyol appeared to somewhat raise the chemical temperature up to which it could be processed without rapid frothing, but the effect is small compared to those obtained with AGROL® Diamond polyol.
As seen in Table 4, the addition of JEFFOL® SG-360 polyol to STEPANPOL® PS-2352 polyol deteriorates its
structural, thermal resistance and fire properties, though the reduction in fire properties is relatively small or even inconsequential. Butler Chimney predicts the flame spread characteristics of foam and weight retention of 73 % may be sufficient to meet the ASTM E-84 flame spread requirements mandated in building codes. As can be seen in Figure 4, the edge collapse for JEFFOL® SG360 polyol containing board is less severe than those with AGROL® Diamond polyol. Given these, we anticipated that raising the density a bit higher, calculated to be about 5% using Equation (1), could make the structural and fire properties of JEFFOL® SG360 polyol equivalent to those of the reference. As seen from Table 4, that is indeed the case.
We opted to evaluate whether raising the isocyanate level from 56 weight % to 57.5% while keeping the density the
same as the reference would be an alternate way to meet the structural and fire properties. Comparing properties of “High Iso” board with reference and with “High Dens.” in Table 4 indicates that the structural and fire properties with “High Iso” is comparable to the reference. The predicted LTTR for both “High FR” and “High Iso” board was essentially the same and lower than that of the reference. Overall Findings:
Above data and discussions suggest that the use of bio-renewable polyols in polyiso foam offers some benefits but also
brings forth some challenges. We see the potential to get a liquid laydown, much like those seen with use of HCFC-141b, with Ecopol 124 polyol while using the desirable iso-pentane rich pentane blend as a blowing agent. The processing window for use of iso-pentane rich pentane blend as a blowing agent can be extended to a higher temperature using Ecopol 123 polyol or Ecopol 124 polyol as the sole polyol or AGROL® Diamond polyol and to a lesser extent JEFFOL® SG-360 polyol as a co-polyol. It appears that an iso-pentane rich pentane blend is not favored by TEROL® 1154 polyol.
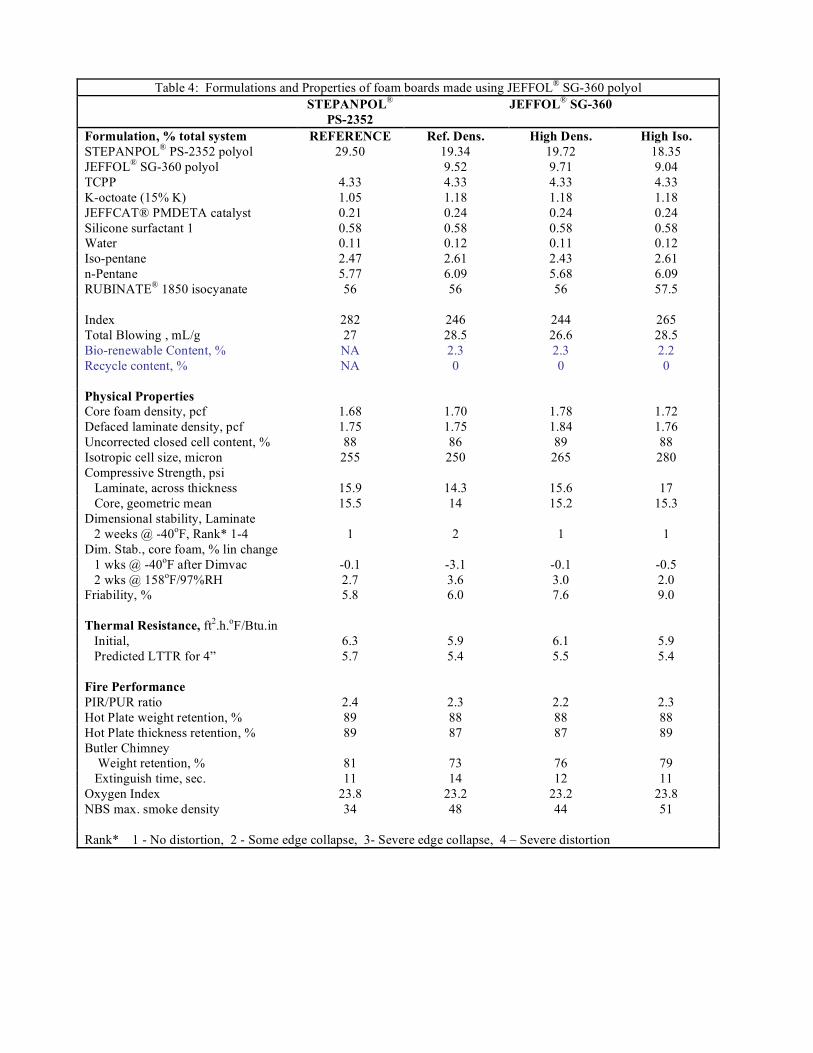
Table 4: Formulations and Properties of foam boards made using JEFFOL® SG-360 polyol
STEPANPOL® PS-2352
JEFFOL® SG-360
Formulation, % total system REFERENCE Ref. Dens. High Dens. High Iso. STEPANPOL® PS-2352 polyol 29.50 19.34 19.72 18.35 JEFFOL® SG-360 polyol 9.52 9.71 9.04 TCPP 4.33 4.33 4.33 4.33 K-octoate (15% K) 1.05 1.18 1.18 1.18 JEFFCAT® PMDETA catalyst 0.21 0.24 0.24 0.24 Silicone surfactant 1 0.58 0.58 0.58 0.58 Water 0.11 0.12 0.11 0.12 Iso-pentane 2.47 2.61 2.43 2.61 n-Pentane 5.77 6.09 5.68 6.09 RUBINATE® 1850 isocyanate 56 56 56 57.5 Index 282 246 244 265 Total Blowing , mL/g 27 28.5 26.6 28.5 Bio-renewable Content, % NA 2.3 2.3 2.2 Recycle content, % NA 0 0 0 Physical Properties Core foam density, pcf 1.68 1.70 1.78 1.72 Defaced laminate density, pcf 1.75 1.75 1.84 1.76 Uncorrected closed cell content, % 88 86 89 88 Isotropic cell size, micron 255 250 265 280 Compressive Strength, psi Laminate, across thickness 15.9 14.3 15.6 17 Core, geometric mean 15.5 14 15.2 15.3 Dimensional stability, Laminate 2 weeks @ -40oF, Rank* 1-4 1 2 1 1 Dim. Stab., core foam, % lin change 1 wks @ -40oF after Dimvac -0.1 -3.1 -0.1 -0.5 2 wks @ 158oF/97%RH 2.7 3.6 3.0 2.0 Friability, % 5.8 6.0 7.6 9.0 Thermal Resistance, ft2.h.oF/Btu.in Initial, 6.3 5.9 6.1 5.9 Predicted LTTR for 4” 5.7 5.4 5.5 5.4 Fire Performance PIR/PUR ratio 2.4 2.3 2.2 2.3 Hot Plate weight retention, % 89 88 88 88 Hot Plate thickness retention, % 89 87 87 89 Butler Chimney Weight retention, % 81 73 76 79 Extinguish time, sec. 11 14 12 11 Oxygen Index 23.8 23.2 23.2 23.8 NBS max. smoke density 34 48 44 51 Rank* 1 - No distortion, 2 - Some edge collapse, 3- Severe edge collapse, 4 – Severe distortion

This study indicates that though fire properties using selected bio-renewable polyols would be acceptable, the structural and thermal resistance properties would suffer in all cases unless either the density and/or the isocyanate content of the formulation is raised. A key benefit of using an iso-pentane rich pentane blend as a blowing agent is to improve the structural properties, especially low temperature dimensional stability, to enable further lowering of the density of the polyiso board. This suggests that the use of bio-renewable polyols for the sole purposes of improving processing when using iso-pentane rich pentane blend as a blowing agent is unlikely to be cost-effective.
This study clearly suggests that polyiso boards with up to 17 weight % bio-renewable content along with up to 7%
recycle content (or up to 12 weight % bio-renewable content along with up to 10% recycle content) can be made while meeting the fire and structural properties requirements though either density of the board and/or % isocyanate content of the formulation will have to be raised. Raising the board density or the % isocyanate would in all likelihood raise the cost of the board. The data also suggest that incorporation of the bio-renewable content in polyiso foam would decrease its thermal resistance properties, thus in effect further increasing the cost of insulation per unit R-value. To insulate a roof to a specific level of total R-value, the insulation cost will go up if we desire to incorporate bio-renewable content. If bio-renewable content is achieved while keeping the cost the same, the energy efficiency will suffer leading to higher cost, higher emission of greenhouse gases, higher uses of petrochemical resources etc. Though we did not perform elaborate cost analysis, it does appear that raising the % isocyanate in the foam rather than overall density is likely to be a more desirable way to meet the performance requirements while incorporating the desired bio-renewable content.
The loss in structural performance with use of the selected bio-renewable polyols is surprising since the functionality of
each of the selected polyols is higher and hydroxyl number equal or higher as compared to polyols currently in use. This suggests that either some of the available reactive functional groups are not reacting or there is a significant change in polymer/foam morphology. The underlying reasons behind this or those behind the loss in thermal resistance properties was not undertaken in this study. This could be a topic for further research if the drivers for incorporation of bio-renewable products persist.
CONCLUSIONS
This study demonstrates that polyiso laminate boards with bio-renewable along with recycle content can be made while meeting all of the performance requirements currently attainable with current production boards. Bio-renewable content up to 17 weight % along with recycle content up to 7% (or up to 12 weight % bio-renewable content along with up to 10%) recycle content is attainable while meeting the fire and structural properties requirements though either density of the board and/or % isocyanate content of the formulation will have to be raised. Despite the selection of bio-renewable polyol whose equivalent weight was equal or lower and functionality higher than the current polyiso polyols, thus anticipating a tighter cross-link density, the structural properties, especially low temperature dimensional stability for boards made with every bio-renewable polyol were poorer. Also, there was a loss in thermal resistance properties of boards made using part or all of the renewable polyol. Thus, it is likely that cost of polyiso insulation per unit R-value will go up when bio-renewable polyols are substituted for traditional, petrochemical based polyols.
An added advantage of using the bio-renewable polyol is that they are more compatible with the blowing agents
currently in use for production of polyiso board. It has been demonstrated that this attribute can be used to get more robust processing, especially expanding the processing window to higher temperatures, while making polyiso boards. At the same time it appears that if renewable content is not a goal, use of such polyols to expand the processing window is likely to require raising either density of the board and/or % isocyanate content of the formulation.
All information contained herein is provided "as is" without any warranties, express or implied, and under no
circumstances shall the authors or Huntsman be liable for any damages of any nature whatsoever resulting from the use or reliance upon such information. Nothing contained in this publication should be construed as a license under any intellectual property right of any entity, or as a suggestion, recommendation, or authorization to take any action that would infringe any patent. The term "Huntsman" is used herein for convenience only, and refers to Huntsman Corporation, its direct and indirect affiliates, and their employees, officers, and directors.
RUBINATE®, JEFFOL®, and JEFFCAT® are registered trademark of Huntsman Corporation or an affiliate thereof in
one or more, but not all, countries.
ACKNOWLEDGEMENTS
The authors wish to thank the physical and analytical testing team associates at the Huntsman Advanced Technology Center for measuring all of the foam properties. Special thanks to William Bender and Andrew Chan for their laboratory support work and to Paul Coleman and Ernie Rister for advice. REFERENCES 1. Silvertooth, C. 2008 “The importance of innovation: The roofing industry takes steps to become more environmentally
responsive,” Professional Roofing, June 2008. 2. NRCA. 2007. 3. www.usgbc.org 4. www.biobased.oce.usda.gov/Catalog.aspx 5. Singh, S. N., J. S. Fife, S. Dubs and P. D. Coleman. 2006. “Effect of Formulation Parameters on Performance of
Polyisocyanurate laminate Boardstock Insulation,” Proceedings of the polyurethanes 2006 Technical conference. 6. Stoilkov, A. 2007. “Economic and Ecological Advantages of Using Alternative (Renewable and Recycled) Raw
Materials in the Modern PU Industry,” Proceedings of the polyurethanes 2007 Technical conference. 7. Donald, R., A. DeLeon, J., Luna, and D. Shieh. 2006. “Low Hydroxyl Number Polyester Polyols for Lamination,”
Proceedings of the polyurethanes 2006 Technical conference. 8. Singh, S. N., M. Ntiru-Karamagi, and M. Ritchie. 2005. “Optimizing Polyiso Blowing Agents,” Proceedings of
Polyurethanes Expo 2005. pp. 402-408. 9. Burns, S. B., and E. L. Schmidt. 1993. “The PIR/PUR Ratio,” Polyurethanes World Congress, pp. 234-240. 10. Singh, S. N., J. J. Lynch and D. Daems. 1995. “Techniques to Assess the Various Factors affecting the Long Term
Dimensional Stability of Rigid Polyurethane Foam,” Proceedings of the Polyurethane 1995, pp. 11-19. BIOGRAPHIES Sachchida N. Singh
Sachchida is currently a Scientist Fellow for the Polyurethanes business at Huntsman. Since joining in 1987, he has held increasingly responsible positions in the technology development departments of the business. He has worked in many different application areas of polyurethane chemistry and technology and has lately spent significant efforts in the rigid foam sector. He has a doctoral degree in Materials Science and Engineering from Massachusetts Institute of Technology and a Master of Science degree in Chemical Engineering from Rensselaer Polytechnic Institute.
Sheila Dubs
Sheila Dubs is currently a Senior Technical Service Representative for the Polyurethanes business at Huntsman. Since joining the business in 1999, she has worked in many different application areas, namely, automotive, flexible foam, elastomers, and rigid foam, in a variety of technical service and development roles. She earned a Bachelor of Science in Chemical Engineering degree from University of Michigan.
. Jerry Pilgrim
Jerry is currently a Laboratory Technician for the Polyurethanes business at Huntsman. Since joining Huntsman’s Polymers division in 1995, he has held a variety of positions, including Gas Chromatograph Technician and Quality Control Shift Supervisor. He transferred to the polyurethanes group in 2007 with the sale of the Polymers division. He earned an Associates of Applied Science Degree in Chemical Engineering Technology from Texas State Technical.