Embed Size (px)
Citation preview

Overview of new developments incomposite materials for industrialand mining applications
.2-~,,;;,~.:::.
by J. Markgraaff*
Synopsis
Because composites offer new solutions to materials problems, theyare currently the focus of intense research and development world-wide. However, the natural tendency of users is to remain withtried materials in every situation of material selection. Thisapproach ignores the tremendous advances that have been made incomposite materials and their application. These advances enableengineers to tailor composites to suit specific applications such asthe demanding needs of mining and industry in South Africa.
However, the application of composites, where new andimproved components and products are needed or are beingdeveloped is often hampered by the limited knowledge andexperience of the engineers concerned.
This paper presents some of the basic information needed foran appreciation of the terminology, definitions, and properties ofvarious types of composites. It also reviews recent developments inmanufacturing technology and product development that may findapplication in local industries and mining.
Introduction
The technology of composite materials is basedon the concept of high-performance fibrereinforcement to strengthen conventional andhigh-performance matrix materials. Materialproperties that can be improved in this wayinclude mechanical strength, stiffness, weight,fatigue life, heat resistance, acoustical insula-tion, and resistance to wear and corrosion.These materials have therefore found increasedapplication as structural materials in the aero-space, automotive, metallurgical, and petro-chemical industries. They are utilized in thefields of electrical, bio-, marine, civil,structural, and mining engineering, and forsports goods.
Without nature's best composite, wood,which has been used for centuries as structuraland support material, modern mining wouldnot have been as safe, or at all possible, had itnot been for reinforced concrete. Lately, theadvantages of particulate reinforced concretehave been realized, and this material is nowused to a limited extent for shotcrete in tun-nelling and to control slope stability. As a
The Journal of The South African Institute of Mining and Metallurgy
u-
~------
result of the development of new fire-retarding polymers, modern glass-reinforcedplastics have found application in the USA inmining for rockbolting, equipment housing,underground transport, conveyor belting, pipe-work, ventilation ducting, fans, and geotextiles.It is reported that the use of these materials inmining applications is being actively consideredby the mining authorities in Europe!.
There are many excellent reviews andsummaries by renowned workers on compositesand composite technology. This paper is by nomeans intended to improve on this material.Its purpose is to draw attention once more to aclass of materials that have emerged as alter-natives to metals, plastics, and traditionalceramics because they offer design flexibilityand the opportunity to improve on the inherentlimitations of traditional materials. This paperreviews some of the basic knowledge neededfor a general appreciation of compositeterminology, definitions, and the properties ofcomposite types. Some of the many newdevelopments, which may find application inlocal industries and mining, are presented. Theoverview concentrates on those compositesthat can be defined as man-made combinationsof two or more chemically distinct materials,with distinct interfaces separating the consti-tuents, combined three-dimensionally toproduce synergistic mechanical and physicalproperties that are advantageous over those ofthe individual base materials. Laminatedmaterials are not discussed.
Terminology and basic properties
Composites are being commercialized in threemajor fields: polymer-matrix composites(PMCs), metal-matrix composites (MMCs), andceramic-matrix composites (CMCs).Otherclassification schemes based on a matrix/fibre
*Potchifstroom University for CH£.,
Pn'vate Bag X6001, Potchifstroom 2520.@ The South 4frican Institute if Mining and
Metallurgy, 1996. SA ISSN 0038-223X/3.00 +
0.00. Paper received Mqy 1995; revised paper
received Oct. 1995.
MARCH/APRIL 1996 55 ...

New developments in composite materials
notation., such as AVSiCand 6061/SiC/40p-T6 foraluminium reinforced with silicon carbide and boron- andcarbon-fibre reinforced polymers (BFRP or CFRP),are alsobeing used. The recognition of the three basic types ofcomposites (PMCs, MMCs,and CMCs)is based on the natureof the matrix material. Each of these types may make use ofparticle or either discontinuous (short fibre) or continuousfibre reinforcement for property enhancement. It must berealized that systems reinforced with particulate, discon-tinuous, and continuous fibres give rise to different physicaland mechanical properties, and that they must be utilizedaccordingly.
Particulate-reinforced systems can be divided into twocategories: dispersion-strengthened, and particle-strengthened or particle-reinforced systems. In dispersion-strengthened systems, small particles ($ between 0.01 andO.ll1m) are dispersed in the matrix that acts as the majorload-bearing constituent. In particle-strengthenedcomposites, larger particles ($>1.0 l1m) are incorporated inthe matrix and the load is shared by the matrix and theparticles.
To determine the physical and mechanical properties ofcomposites, use is made of expressions known as mixturerules. The density, Pm, of a composite, for example,consisting of particles evenly dispersed in a matrix, is givenby3
Pm=ftPI +fzP2 +J:,P3 + ...JiPi,
where Pi refers to the density, andJi to the volume fraction ofthe individual components i. In these systems, the reinforcingparticles actually impede slip, thus increasing resistance toplastic deformation of the matrix, which is the main load-carrying constituent. Mixture rules for the dispersed phasesof spherical particles can be applied even to irregularlyshaped or platelike particles, provided the orientation iscompletely random and the aspect ratio (length to width) isrelatively low.
For continuous fibre-reinforced materials, where thecomposite comprises a mixture of uniform continuous fibresevenly dispersed and aligned in the matrix, the laws ofmixtures apply to properties measured in the direction of thefibre length. The modulus of a fibrous composite (E~), whenloaded along the fibre direction for example, is a linearcombination of the fibre modulus, Efi and the matrixmodulus, Em, so that
(E~) = Jj"' E.t + (l-Jj")Em,where Jj"is the volume fraction of the fibres. It has beenshown3.4 that, if the same material is loaded in thetransverse direction, the modulus is only
-I
E; ={
Vr+
1- Vr
}.
Er Em
*The Aluminium Association has developed a system of nomenclature
consisting of the following five parts: matrix alloy designation, the
reinforcement material, the volume percentage of reinforcement, the
morphology of the reinforcement (p or particulate and w for whisker), and
the generic temper designation. This means that 6061/SiC/40p-T6 is a
composite consisting of a matrix of aluminium alloy 6061 reinforced with
40 vol. % SiC particulate and given a T6 heat treatment2,
~ 56 MARCH/APRIL 1996
Continuous-fibre systems are therefore anisotropic, acharacteristic that allows these materials to be tailored to suitapplications where directional physical or mechanical proper-ties are essential or advantageous. By use of a cross-weaveof fibres, the moduli in both directions can be made equalbut, at 45 degrees, the modulus is still very low. Laminatedsheets rotated through 45 degrees to each other to give aplywood-like fibre laminate are employed to restore approx-imate isotropy.
When subjected to increased load, composites reinforcedwith continuous fibres strain linearly until the matrix yieldsas indicated in Figure 1. Further increased load is carried bythe fibres, which continue to stretch elastically until theyfracture. The stress then drops to the yield strength of thematrix. Because fibre-pullout stresses result in prolonged loadbearing capabilities and all the fibres do not break simulta-neously, this drop in stress is not as sharp as indicated. Whenthe matrix fractures, the composite fails completely, Accordingto a rule of mixtures, the tensile strength of these materials,
aTS = VIa! +(1- Vr)a;,
is given by the combination of the yield strength of thematrix, a~, and the fracture strength of the fibres, ay,because the fibres are just on the point of breaking and thematrix has yielded4. If there are too few fibres, they fracturebefore the peak stress is reached, reducing the ultimatestrength of the material. A critical volume fraction, ~ offibres must therefore be exceeded to give an increase instrength. For MMCsand PMCs of this type, the volumefraction of fibres ranges from 20 to 60 per cent.
In oriented discontinuous (short-fibre) reinforcedcomposites, however, the mechanism for bearing load ismore complex because any individual fibre transfers its shareof the load at the end of each fibre segment. Therefore, thestrength of these composites cannot be estimated directlyfrom the simple law of mixtures. Efforts to model the strengthof these materials have led to the identification of a criticalaspect ratio given by
le If a!\d=2lr)'
Fibre Fractures
~
Fibres
\,'/;
Stress Matrix Yield&
Matrix Fractures
"Strain
Figure 1-8chematic stress-strain curve for composites reinforced withcontinuous fibres (modified after Ref. 4)
The Joumal of The South African Institute of Mining and Metallurgy

New developments in composite materials
where le is the critical length for a fibre of diameter d, and y isthe smaller of the matrix shear strength and the shearstrength of the fibre-matrix interface3.
Discontinuous-fibre composites are nearly as strong inthe fibre direction as those with continuous fibres, providedthat the fibre length in the composite le, is equal to the criticalvalue, 21e.It can be shown that the optimum strength ofthese composites is then given by
VIa} ( ) maTS=~+ I-Vf ay.
This is half the strength of the continuous fibre material if allthe fibres are aligned along the loading direction4.
In order to select and use composites effectively forstructural applications, the engineer needs not only to considerstrength but also to understand the way the material will beloaded. For applications involving tensile loads, the componentthat gives the least deflection for a given weight (stiffness) isthat material with a maximum E/p for ties in tension, E~/p forbeams in bending, or E~/p for plates in bending. When E/p isthe measure of structural efficiency, the use of a composite isnot necessarily the answer. But when E~/p is the controllingfactor, materials such as CFRP (carbon-fibre reinforced plastic)and KFRP (Kevlar-fibre reinforced plastic) offer a real advan-tage and have been exploited in aircraft structures. Thisadvantage persists when E~/p is the determining quantity ofparticular importance to applications such as floor panels andlarge load-bearing surfaces4. In some applications, it isstrength, and not stiffness, that matters. In these cases, thecomponent with the greatest strength for a given weight isthat material for which ay/p is at a maximum when ties intension are the issue. When beams or plates are considered,the measure of structural efficiency4 is either a2J1p or a ~2/p.For applications typical of mining situations, involvingcompression or flexural design loads, the relevant measuresSof structural efficiency may be either E/pz or E/p.
To promote the bonding of fibres to the matrix and toincrease the interfacial shear strength, the surfaces ofcommercial fibres are modified by coatings. Coatings alsogenerally provide a means of protecting the substrate fromthe degradation that may occur in adverse chemical or thermalenvironments. Coatings can protect monofilaments fromreacting with the matrix during processing at elevatedtemperatures, improve the wettability of fibres, or ensure thecontrolled formation of precipitates that may improve suchqualities as abrasive resistance. In addition, coatings canprovide for specific dielectric, magnetic, or optical propertiesof the material. Coatings are deposited by a variety ofadvanced techniques such as chemical or physical vapourdeposition, sputtering, ion plating, plasma or flame spraying,or sol-gel technology.
The physical and mechanical properties exhibited by acomposite material are therefore strongly influenced by theproperties of its individual constituents, their respectiveamounts, the wettability of the fibres, and their temperatureratings, shape, orientation, distribution, and inertness toreaction during processing that may influence bondingability.
Fibres
The primary function of the reinforcement in compositesreinforced with continuous fibres is to provide strength and
The Joumal of The South African Institute of Mining and Metallurgy
stiffness and to support the structural load. The purpose ofthe matrix is to provide shape and form, to protect the fibresfrom structural damage and adverse chemical attack, todistribute stress, and to provide toughness. The matrix alsostabilizes the composite against buckling in compressiveloading situations.
Fibres, also known as filaments, have finite lengths of atleast 100 times their diameter, and are prepared by drawingfrom a molten bath, by spinning, or by chemical vapourdeposition on a substrate such as tungsten or carbon. Theyare grouped into bundles or strands of 500 to 12 000filaments. The bundles or strands may be chopped into shortfibres, (for example, in the fabrication of mats) or twistedinto yarns suitable for the weaving of fabrics or three-dimensional preforms, using a variety of weaving patterns.The strands may be further combined to form tows, with asmany as 40 000 to 300 000 filaments each. Woven fabricsand tows can be processed into chopped fabric squares orchopped fibre tows. In the plain-weave pattern, yarns areinterlaced in alternating fashion over and under every otheryarn to provide maximum fabric stability and firmness, andminimum yarn slippage. At the time of their formation, thefibres or yarns are sized (with, for example, PVA, glycerol, orpolyurethane), to protect the surface and aid the process offurther handling such as weaving. Before the fibres arefinally used in the fabrication of a composite, the size isusually removed by heat cleaning or washing. For PMCs andMMCs, fibres are now also available pre-impregnated withmatrix material in the uncured state. Either continuous orchopped fibre prepregs, available in a variety of dimensions,are supplied to part fabricators to free the user from havingto develop, for instance, resin formulations and impregnatefibres. Material can be bought with a resin content and typeof fibre made to order. Typical curing conditions can rangefrom a few minutes in a press to several hours in anautoclave.
Fibres are also now becoming available as mixtures. Anadvanced producer of composites, Textron Speciality Materials(TSM), has started to market a continuous-fibre epoxy resinprepreg tape that contains a mixture of large boron fibres andsmaller-diameter carbon fibres, with a fibre density of 70 to80 per cent. While carbon is good in tension, it lacks goodcompressive properties. This deficiency is overcome throughthe use of boron fibres that exhibit their best properties incompression. The combined material has good flexuralproperties, which are of importance to the manufacturing ofsubmersible structures, sporting goods, and medicalequipment6.
A wide variety of reinforcing material is available (Table I),ranging from synthetic organic fibres, which offer lowdensities and high strength but low stiffness, to syntheticinorganic fibres (glass, SiOz B, C, ZrOz, AlzO3,SiC, andSi3N4), of which glass outstrips the others primarily owing toits lower cost. SiC-whiskers, potentially the strongest of allreinforcements, are also available. Many new organic fibreshave also become available lately. These include para-aramidtypes like Kevlar HM-50, and the polyethylene-based Spectra900/1000.
Fibres are developed on a regular basis in an effort toovercome the shortcomings of existing materials. In spite oftheir general use, glass fibres, for example, cannot be used asreinforcement if the materials are to be subjected to an alkaline
MARCH/APRIL 1996 57 ....

New developments in composite materials
Table I
Properties of selected continuous reinforcing fibres*
Size,4>
IIm
7-81110
1212
27-38
20100173
3-1514
100-200100-140
10
. Data from Refs 5,9. and 10. Specific moduli and strengths were calculated
t On polyacrylonitrile or PAN precursor
*On mesophase pitch precursors
environment because they will be highly corroded, To over-come this drawback, Pilkington has developed alkali-resistantglasses containing Zr203. Nickel-coated carbon fibre(commercially known as VaporFabTM)is a family of fibresproduced by a proprietary vapour -deposition process thatprovides for shielding against electromagnetic and radio-frequency interference when the material is used in injection-moulding compounds. It is claimed that a 12K tow (a towconsisting of 12 000 filaments) of 7).lm diameter fibre coatedwith 20 weight per cent nickel, when used as a 10 per cent(weight) chopped filler in polycarbonate, can provide for ashielding efficiency of 75 dB. This is of importance in theshielding of computer, electronic, and communicationsequipment. This type of fibre also provides for lightweightprotection against lightning strikes when woven into clothand used in composite structural parts (for example, in aircraftor other types of application that need lightning protectionsuch as fuel tanks). Connected to a heating system, acomposite part, reinforced with this material can provide foreffective removal of built-up ice7.
Metallic glasses appear to be highly suitable for thereinforcement of polymers or metals. These materials,produced by rapid solidification processing of metallic alloys,are also now being used for fibre reinforcement. Typicalalloys that can be treated in this way include various alloyedcombinations of Fe, Ni, Cr, P, B, Si, and C. One example9 isfibre composed of FesoB2o,which has exceptional corrosionresistance and a yield strength of 3.6 GPa, the latter beingexceptionally high among structural materials. Althoughprimarily developed as reinforcement for advanced composites,many fibres now start to find application as substitutematerials for asbestos in ordinary commercial applications
~ 58 MARCH/APRIL 1996
Tensilestrength, cr.
GNtm2
3.3-6.81.4-3.1
0.7
3.4 - 3.63.1
2.6 -3.3
1.53.73.4
3.5 - 5.81.3
3.5-4.13.33.4
3.6
97117142362
153-16016031
Specificmodulus x 106
ftp
135-18884-200
34
60-13257
117-172
such as in the manufacture of paper, textiles, coatings,flooring, insulation, and tape.
The range of mechanical properties of selected continuousfibres is indicated in Table I. These properties are comparedin Figure 2 with other conventional materials by use of thestructural efficiency parameters Elp (specific modulus) andalp (specific strength).
Composite systems and developments
Composites with polymer matrices
Polymer -matrix composites (PMCs) have matrices of thermo-plastic or thermosetting polymers-traditionally glass fibre-available in the form of rovings or woven material embeddedin polyester. These materials are utilized at temperatures ofnot more than 200°C in commercial, industrial, andtransportation applications, including chemically resistantpiping, valves, pressure vessels, and reactors. The largenumbers of resin formulations, curing agents, and fillersprovide an extensive range of possible properties.
Because they are superior to polyesters in resistingmoisture and offer superior mechanical properties, epoxieshave been the commonest thermosetting matrix material formore demanding applications. Bismaleimide resins (BMIs),on the other hand, possess many of the same desirableproperties as epoxies, such as handlability, relative ease ofprocessing, and good mechanical properties, and have servicetemperatures of up to 250°C compared with 180°C for epoxies.Thermosets are constantly being upgraded to tougher gradesof higher heat resistance. Newly developed polyimide (PI)resins, for instance, can withstand exposure to temperatures
The Joumal of The South African Institute of Mining and Metallurgy

100000 50000....xCl
2000~-Ez 1000~-Cl
500c:Q)
J=C/J
~200'iijc:
100Q)
I-u
50&0::'0Q)a.
C/J 20
10
Carbon(Theory)
ISiCI
.~iS-glass I.
Kevlar49 II Polyethylene I.
ISiO2.. ICarbon I
RE-glassAI203. .
l steel I
IAluminium I
500
400 pSP
3000 PI
°c "6~BMI
~a.200 0
c.W
New developments in composite materials
10 20 30 40
Specific Tensile Modulus Nm/kg
Figure 2-Comparative specific strengths and specific moduli of selected reinforcing fibres (modified after Refs 5 and 8)
of more than 300°C.However,when these polymerscure,volatile matter is released, which produces undesirable voidsin the final product. Although this problem has been solved,polyimides are too brittle for very demanding applications.phenolic resins suffer the same disadvantage but are used forapplications that demand relatively high heat resistancelO.Difficult to ignite, phenolics produce less smoke, and are lesstoxic when they do burn. They are therefore used for theinterior panels of aircraft, where combustion requirementsjustify lower properties9,lO. Also, these materials and thenewly developed thermoplastic polyethersulphone containadditives that react to fire by emitting contained water asvapour, which extinguishes the firell. Attempts to improvethe hot-wet performance and impact resistance ofthermo-setting resins like epoxies and BMls are continuing.
Thermoplastic matrix materials exhibit high strain tofailure, and are ideally suited for use as matrix materialcombined with high-strength and high-strain carbon fibres.These materials include resins such as polyetheretherketone(PEEK),with a melting point of 334 °C,polyphenylene sulphide(PPS), polyetherimide (PEI), polyamideimide (PAl), andpolyether sulphone (PES). In general, they have an unlimitedshelf life, and offer lower-cost composite processing becausethey can be potentially remoulded by the application of heatand pressure. Composite thermoplastics are very different fromthe general commercial thermoplastics such as polyethylene,polyvinyl chloride and polystyrene. These thermoplastics aretougher and can withstand higher service temperatures.Experiments with a blowtorch on aluminium and a carbonfibre-PEEK composite showed that the latter withstood theflame much betterlO.
Apart from the cost aspect, the choice of a polymer for aspecific application must be based on a full knowledge of thematerial properties required for the intended service temper-atures and loads. Excellent accounts are available covering
The Journal of The South African Institute of Mining and Metallurgy
Higher Toughness
PEEK PAl PPS PI
PESPEt
PSPA PC
*100 ~"6a.
oLIThermosets Thermoplastics
BMI Bismaleimide
PI Polyimide
PPS Poly(phenylene sulphide)
PES Poly(ether sulphone)
PA Polyamide (Nylon)
PC Polycarbonate
PS Polysulphone
PI Thermoplastic polyimide
PSP Poly(styryl Pyridine)
PEEK Poly(ether ether ketone)
PEI Poly(ether imide)
PAl Polyamide imide
Figure 3-Approximate continuous service temperatures of polymermatrices (data from Refs 4 and 9)
these aspects for epoxies, polyimides, bismaleimides, thermo-plastic systems, and high-temperature polymers9. Thetemperature ratings of some of these materials are comparedin Figure3.
DuPont recently announced its thermoplastic engineeredpreforms (Tepex), which consists of a consolidated sheetcomposite that can be formed into complex parts in less than60 seconds, avoiding labour-intensive, time-consuming, andcostly fabrication techniques12. It is reported that end-userscan choose from a wide selection of resins-from low-performance types to the more exotic polymers' such as
MARCH! APRIL 1 996 59 ....

New developments in composite materials
PEEK-and also make a selection from different continuous-fibre systems (fabrics, and unidirectional or, non-wovensystems) of varying types such as glass, Kevlar, carbon, andhybrids. New grades of performance polymers increasinglyappear on the market. Among the newcomers is a family ofpolymers13 based on polycyclohexylene-dimethylene-tereph-talate or PCT,which is a high-temperature, semi-crystalline,thermoplastic polyester that melts at 285°C and is capable oflong-term service temperatures of up to 170°C. In addition,Mitsui Toatsu Chemicals of Japan has synthesized a silicon-based polymer that is more heat-resistant than polyimide. Itis known as poly [(phenylsilylene)-acetylyne phenyleneacetylene], and it is reported14 as being sufficiently heat-resistant for use in the intermediate walls of spacecraft andin fire-retarding materials in skyscrapers and in other refrac-tories in severe environments. The secret of the new polymer'sgood refractory properties, according to the report, lies in thehigh bond energy of the Si-chemicallinks.
PMCs are increasingly being employed as structuralmaterials in civil, military, aerospace, automotive, andindustrial applications where the weight reduction cancontribute towards savings in fuel and other materials.Modern engines and transmissions place stringent require-ments on the capability of drive shafts and couplings, suchas continuous operation at high speed and high misalign-ment. The shaft must therefore weigh as little as possible inorder to meet natural-frequency requirements. PMCs offersignificant advantages over metals in such applicationsbecause of their lower weight, higher stiffness-to-weightratio, and higher fatigue-strain capability and corrosionresistance. The use of composites in the manufacture of driveshafts is not new in that the use of glass, graphite, andhybrids in this type of application has been reported, whileflexible couplings have also been made from these materials.However, the combination of shaft and couplings into a singleunit is unique. Bentley-Harris Manufacturing Company ofLionville, Pennsylvania, used this concept combined withautomated braiding fabrication techniques to manufactureaffordable and reliable drive shafts capable of transmitting1200 hp in the range between 16000 and 26 000 r/min at71°C with 3 degrees of angular misalignment at eachcouplingl5. The braiding of prepreg fibre over tooling alsoallows the manufacture of net-shape parts (for example,reliable low-weight cable hoist drums capable of larger realtake-ups). High energy-absorbing compounds are now beingused in the manufacture of bumpers and filament-wound leafsprings, replacing steel suspensions with a mass saving of 60per cent, were recently introduced in certain vehicles by majormanufacturers in Europe and the USA. Composites are alsoincreasingly being used for marine applications. This is anarea where aramid fibres find wide usage. Because of itsincreased resistance against corrosion, rotting, and oxidation,which lead to the deterioration of mechanical properties, aPMCwas chosen as the material for seawalls that act asfront-line protection against shoreline erosion. Thesestructures can be moved and assembled by individualworkers using only standard toolSl6. PMCs (reinforced withcarbon fibres) are also coming into use for prostheticpurposes5. It was estimated in 1988 that sports goodsconsume close to 30 per cent of the composite materialsproduced in the world.
~ 60 MARCH/APRIL 1996
According to Watermanl, graphite-reinforced phenolicmaterial and the modified thermoplastic acrylic resin Modarfrom ICIare among the more attractive materials available formining applications because they are specially formulated toaccommodate high loadings of the fire-retarding additivealuminium trihydrate. He suggests that phenolic graphite-reinforced polymer composites would be ideal for structuressuch as elevated walkways, floor-support systems, racks,ladders and handrails because they can be pultruded toproduce standard sections or profiles. He reports that thechemical and the offshore oil industries already use thismaterial for flooring, and that it is also considered for use incoal mines in Europe, suggesting that these materials mayalso be suited to applications such as geotextiles, and linersfor tailing ponds and heap-leaching pads. They can also beused for rockbolting because their flexibility allows theinstallation of bolts longer than the height of tunnels. It isreported that a phenolic-filament-wound graphite-fibrereinforced plastic is currently being tested for undergroundpipework and ducting5. Studies are also under way to utilizethese materials for the housings of hydraulic roof-supportprops, although it is expected that laminated aluminium maybe better suited to this type of application because of itslighter weight. It is reported that Gibraltar Mines Ltd, a leadingopen-pit mining company in Canada, is developing a copper-leaching process in British Columbia, that uses floating pumpplatforms made from pultruded PMCs. According to thereport17, a mild sulphuric acid is sprayed over low-gradecopper ore, and the leachate is collected via a series ofdrainage ditches into holding ponds before being processed.The associated platforms and walkways, at around half theweight of similar steel structures and therefore easier toinstall and float, are designed to rise and fall according toincreasing or decreasing water levels. Other mining andindustrial applications include glass-reinforced polymerhydrocyclones18, pressure vessels, pressure-vessel safetyenclosures, and abrasion-resistant components. Lightweight,ultra-strong, shock-resistant polyethylene ultra-high-molecular-weight (UHMW)/Choisting cable, and light-weight, tough, ergonomically-designed safety helmets, arealso manufactured.
Composites with metal matrices
Metal-matrix composites are currently the focus of intenseworld-wide research and development. These materials arefabricated by liquid-infiltration techniques, such as high-pressure infiltration casting, squeeze casting, vacuum-infiltration casting, compocasting, and pressureless metalinfiltration. Other methods of fabrication include powder-metallurgical techniques, plasma spraying of matrix materialover properly laid fibres, physical-vapour deposition, hotpressing, and self-propagating high-temperature synthesis orreactive synthesis. In addition to improved strength, stiffness,and abrasion resistance, and reduced density, MMCsarecapable of providing increased oxidation resistance at high-temperature operating limits. Fibre reinforcements in metal-matrix materials of particular interest include carbon graphite(continuous fibre)/copper, graphite (continuous fibre)/aluminium, SiC (carbon-coated discontinuous fibre, whiskerand particulate)/aluminium, SiC (whisker and particulate)/magnesium, and SiC (particulate)/magnesium. Although not
The Joumal of The South African Institute of Mining and Metallurgy

New developments in composite materials
precisely termed MMCs, reinforced ordered intermetalliccomposites, such as titanium and nickel aluminides, arebecoming important because the aluminides exhibit theunusual characteristic of increased yield strength withtemperature. Other systems include the use of graphite addedto aluminium and zinc alloys to improve wear resistance bythe formation of a lubricating film on the surface of thematerial. Nickel-coated carbon-fibre paper (Ashland Carboflex)has been used in the successful fabrication of aluminium-based MMCs. The nickel coating not only behaves as awetting agent, but also reacts with the molten aluminium toform hard NiAb and NiAI intermetallic compounds thatcontribute to superior wear resistance of the composite in drysliding wear!9.
Directionally-reinforced aluminium composites usingAlzO3 and SiC fibres are rapidly emerging as commercialmaterials for improving fuel economy and reCYclability in theautomotive industry. An estimate!! of the trade-off betweenweight and fuel economy is that a reduction in weight of91 kg increases the fuel efficiency by approximately0.43 km/I. Selective reinforcement of metals is anotherconcept with increased appeal. It allows the designer tooptimize particular properties by placing fibre preformswithin the component. The infiltration of these porous fibrepreforms, composed of discontinuous ceramic fibres (such asAlzO3 or AlzO3 + SiOz, commercially known as SAFFIVID andKAOWOOL@ respectively), orientated in a two-dimensionalrandom plane with a metal such as aluminium by squeezecasting, produces an MMC composite with superior wearresistance, improved high-temperature strength, low thermalexpansion, and increased hardness. This method of fabrica-tion in which a fibre preform is employed can be used tosolve some very difficult design problems, and has the addedadvantage that preforms can be premachined or fabricated totake the form of a structural part, enabling near-net shapesto be infiltrated and manufactured (Figure 4).
SiC-whiskerzo and nickel-coated carbon-fibre preformmaterialZ! are also now available. The PRIMEXTMpressureless metal-infiltration process developed by theLanxide Corporation in the USA uses preforms that are madeup by different techniques. In this low-cost approach to the
Figure 4-An example of a premachined discontinuous two-dimensionalceramic-fibre preform ready for infiltration by a molten metal alloy in themanufacture of a composite connecting rod with a net-shaped metalmatrix
The Journal of The South African Institute of Mining and Metallurgy
manufacture of high-performance MMCs, the wetting andspontaneous infiltration of a particulate or fibre preform by amolten metal alloy are effected by a novel proprietarytechnique involving the use of dopant elements to raise themelt temperatures. No external pressure or vacuum is applied,and the MMCthat results, with reinforcements of 40 to 80volume per cent, is completely infiltrated with matrix alloy. Inthe PRIMEXCASpM foundry process, a part is manufacturedthrough the use of a spontaneously inftltrated ceramic-particlebed of discontinuous reinforcement that is dispersed bymechanical stirring followed by conventional sand, investmentshell, or die casting (Figure 5).
The unique properties of MMCs (wear resistance, strength,and stiffness) have already led to more than the laboratory-scale manufacture of automotive components such as brakecallipers, pump housings, gears, valves, pulleys, drive shafts,brake rotors, engine blocks, connecting rods, and pistons(Figure 6). The specific moduli and fatigue strengths of someof these materials are compared in Table II with those of low-carbon steel and aluminium. Systems reinforced withcontinuous fibres, such as aluminium tubing and sheetsreinforced with SiC fibre, that can be used for structuralapplications, are also available commercially.
Whereas a great deal of development has taken placewith respect to the use of fibre preforms or other methods inthe fabrication of tough, wear-resistant composites, there isalso interest in the development of tough metal-matrixcomposites based on particulate iron having extraordinarywear resistance and cutting performance. The hardmetalsystems at present in widespread commercial use are thosebased on TiC as reinforcement. They are produced bypowder-metallurgical techniques and involve vacuumsintering. Terry and Chinyamakobvuz3 have demonstratedthe viability of producing Fe- Ti(O,C) MMCsby the one-stepcarbothermic reduction of mixtures of iron-ilmenite (FeTiO3)and iron-rutile (TiOz) with coal. The processing technique,has attracted attention because of its potential for the directconversion of raw materials to iron-based metal-matrixcomposites reinforced with particulate TiC . Furthermore, ithas been rightly claimed that this process offers theopportunity for the production of near-net shaped structuresby casting techniques. Fundamental work in this field isbeing undertaken in an effort to produce TiC-Fe compositesusing South African ulv6spinel [(Fe,TihO4], ilmenite(FeTiO3), and rutileZ4. Preliminary results indicate that thisroute is viable, and that good dispersion of Ti(O,C) can beobtained in the iron matrix. The results also indicate that theprimary textures of the ores must be considered and thatthey can be exploited for superior dispersion of the TiC.
Tab/ell
Specific properties of selected materials (after
reference 22)
Specificmodulus x 107 mm
3.53.52.62.6
MARCH/APRIL 1996 61 ...

New developments in composite materials
Preform of ceramic reinforcement:. Injection moulding. Sediment casting.Die casting
. Tape casting. Fibre layup. 3D fibre weave. Slip casting . lsopressing
* ;
! 700 -900°C N2 atmosphere i: i! Uninfiltrated ii regionof preform i
i ii Infiltration i: .'i In progress iI U Ii ii i: ii iL J
Netornea~netshape
reinforced metal component(a)
Reinforcement bed
Pressureless metalinfiltration.
Casting. Permanent
mould. . Investment
shell. SandMechanical
dispersion
~~~
~~~ 111Finishedcastings
Recyclable
remnants(b)
Figure 5-Basic steps involved in (a) pressureless metal infiltration and (b) foundry.casting Lanxide process for the manufacture of net or near.net shaped,
wear.resistant metal.matrix composite components (compiled from product brochures by permission of Alanx Products Inc. and Alanx SA)
(a) (b)
Figure 6-Assortment of components made by the (a) Lanxide PRIMEXTM and (b) PRIMEX CASTTM processes for the manufacture of metal.matrix
composites. (b) shows examples of components made through sand, investment shell, and die casting techniques containing reinforcement levels of either
30 per cent or 40 per cent SiC by volume (reproduced by permission of AJanx Products Inc. and AJanx SA)
~ 62 MARCH/APRIL 1996 The Journal of The South African Institute of Mining and Metallurgy

... ... ...Matrixgrowth process.
Sintered DIMOXTM PRIME)(TMceramic ceramic metal
composite matrix matrixReinforced ceramic component composite composite
(a) (b)
New developments in composite materials
During the processing of continuous-fibre compositesfibre damage must be at a minimum. Control over fibrealignment, volume fraction, and fibre-matrix interaction,which has been mentioned earlier, is also important. Theseare very demanding requirements, and it has been suggestedthat the major challenge for any further development ofclose-ID-form, high-volume, and cost-effective continuousfibre metal-matrix (and ceramic-matrix) composites dependson the development of more effective processing techniques25.Partridge et al.25, in reviewing the processing of advancedcontinuous-fibre composites, claim that, of all the processingtechniques currently employed or considered for MMCsandCMCs,only PVD (physical vapour deposition) can satisfythese requirements.
Composites with ceramic matrices
Glass, glass-ceramic, and ceramic matrices offer a combina-tion of structural and electrical properties not available inother materials. In addition, they are refractory and resistantto chemical attack and air oxidation. The structural applica-tions of ceramics in monolithic form are currently limited, inpart, because of their susceptibility to brittle failure. Althoughbetter control over the microstructures of these materials hasresulted in substantial improvements in their mechanicalproperties, the use of reinforcing fibres has boosted thetoughness of these materials from levels of 1 to 5 MPa YIDinconventional ceramics, and to 15 to 20 MPa ym in fibre-
Reinforcement
PreformGrowth barrier
reinforced systems.CMCscomposed of ceramic (oxides, carbides, nitrides,
silicates), glass-ceramic, and glass-matrix materials containingreinforcements such as continuous fibres, whiskers, platelets,or particulates of a different or the same ceramic compoundand metal are currently under investigation or in commercialproduction.
Current major industrial applications are cutting-toolinserts, wear-resistant components, tubes for heat exchangers,and use as materials in kilns, to mention only a few. Applica-tions for use in mining include housings for sludge pumps,tips of rock drills (where hardness and toughness require-ments are varied), abrasion- and corrosion-resistant pumpshafts and liners, and applications in high-temperaturecorrosive environments. Commercial production processesinclude Lanxide's directed metal-oxidation processing(DIMOXTM),and the use of so-calledceramers (CERASETTM).
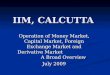
In the DIMOXTMprocess, reinforced alumina is producedthrough the use of preforms reinforced with SiCparticulates.The preform is placed in a furnace in contact with moltenaluminium alloy that is oxidized directionally through thepreform under controlled conditions, effectively surroundingthe SiCgrains with aluminium oxide and some metal (Figure7). This process is being used in the fabrication of a widevariety of wear-resistant composite components for use inpower generation and mining, such as cyclone apexes andliners, pump liners, valve parts, scraper blades, elbow wear-
Ceramic powdersor fibres
Mould
Figure 7-5tages involved in (a) directed metal oxidation and (b) the ceramer process in the manufacture of net or near-net shaped ceramic-matrix (and
metal-matrix) wear-resistant composite components (redrawn from product brochures of the lanxide Corporation by permission of Alanx Products Inc.
and Alanx SA)
The Joumal of The South African Institute of Mining and Metallurgy MARCH/APRIL 1996 63 <Ill!

New developments in composite materials
Figure 8-Assortment of wear-resistant ceramic-matrix components such as pump suction-and gland-side liners, suction wear plates, and cyclone apexesand liners manufactured through Lanxide's DIMOXTMtechnology (reproduced by permission of Alanx Products Inc. and Alanx SA)
backs, nozzles, chute liners, and fan and deflector blades forcoal-preparation and ash- and fuel-transportation systems26(Figure 8).
At present, a great deal of research and developmentwork is taking place on a wide variety of ceramic-matrixfabrication techniques typically applicable to the manufactureof ceramic monoliths. Many techniques involve the depositionof the matrix around the fibres, or the dispersion of whiskersin the matrix via a liquid phase that is often a slurry of matrixpowder in a carrier liquid27. This makes sol-gel technology astrong contender as a viable processing route. Sol-geltechnology is based on the polymerization potential ofinorganic systems and the principles of colloidal chemistry.Accordingly, sol-gel technology can be used in the prepara-tion of speciality oxides by the hydrolysis of a chemicalprecursor, or a mixture of chemical precursors, that passsequentially through a solution and a gel state before beingdehydrated. In this way, it has been applied commercially inthe preparation of fibres, microspheres, thin films, finepowders, composite powders, and monoliths. Accordingly, itcan also be used to coat continuous and discontinuous fibrereinforcements immediately before their use in the wet lay-upand winding techniques that are commonly associated withthe production of PMCs, before being subjected to appropriatesintering to produce CMCs. The flexibility of the methodallows unique access to multi-component oxide systems andlow temperature «700°C) sintering temperatures.
Another emerging technology that shows great promisefor the manufacture of high-volume, close-to-form CMCscentres on the use of preceramic polymers. Schwab28successfully used a preceramic polymer to fabricate acomplex-shaped, continuous SiC fibre-reinforced Si3N4.Preceramic polymers are composed of a chain of main-groupinorganic elements with organic appendages. When heated toa sufficient temperature, the organic appendages are shed,leaving an amorphous network of inorganic material.Subsequent heat treatment transforms this material into acrystalline ceramic. Other particularly useful polymeric
~ 64 MARCH/APRIL 1996
precursors to silicon nitride developed at the SouthwestResearch Institute in San Antonio, Texas exist as waxes orlow-viscosity thermosetting liquids exhibiting high ceramicyields. The liquid members of such polymers may therefore,allow the fabrication of fibre-reinforced CMCsby methodsassociated with polymer composites29. CERASE'fTMSN(Lanxide Corporation) ceramer is a related, commerciallyavailable product that can be used in the fabrication ofceramic composites by being mixed with a metal or ceramicreinforcement, followed by thermosetting to a rigid solidthrough the addition of a free radical initiator. It is claimedthat pyrolysation of this product in an appropriate atmosphereat 1600°C results in either 72 per cent silicon nitride ( byweight) or 62 per cent silicon carbide (by weight)3o. Incontrast to the preceramic polymer discussed above, theceramer can be handled in air for several hours withoutdegradation.
Other important materials in this class, that may findapplication in the mining industry are continuous carbon-matrix compositesreinforcedwith carbon fibre (C/C) andsilicon nitride reinforced with silicon carbide (SiCI Si3N4).Textron three-dimensional fine-weave C/Ccomposite canwithstand extremely high temperatures and has a highenergy-absorption capability, making it resistant to extremeimpact loads. These materials generally also have lowsensitivity to thermal shock, high fracture toughness, andpseudoplasticity equivalent to that of fibre-reinforcedpolymers. These properties are retained3! at temperatures ofup to 2000°C. Although C/Ccompositeslack resistance tohigh-temperature oxidation, new materials have beendeveloped!! that are oxidation-resistant for short periods oftime at temperatures of up to 1300°C. Proprietary coatingwith TiCreportedly raises the use temperature in air of C/Cand graphite by over 300°C to more than 700°C 3!.Continuous-fibre SiC/Si3N4composites are now being used inapplications such as heat-recovery equipment, waste-incineration systems, and wear-resistant applications.
The Journal of The South African Institute of Mining and Metallurgy

New developments in composite materials
Conclusions
Composites have attractivemechanicaland physicalproperties that are now being utilized in industry andaerospace on a grand scale world-wide. New fibres, polymers,and processing techniques for all classes of composites areconstantly being developed. Research is also ongoing toimprove repair techniques, recyclability, and the bondingbetween fibres and matrix materials. Moreover, standards arebeing set up for the testing and computerization ofmechanical- and corrosion-property databanks.
Because of the development of new fire-retardingconstituents, the availability of polymers with highertemperature ratings, the relative ease of fabrication, and thefair costs, PMCs are being utilized more in structural andwear-resistant applications in mining and industrial environ-ments. There is no doubt that, if processing costs can besubstantially reduced, MMCsand CMCswill be increasinglyemployed in applications that require light weight in additionto toughness and wear- and abrasion-resistant properties.CMCswill increasingly be used for high-temperature,oxidation-resistant, and wear- and abrasion-resistantapplications where good corrosion resistance is also required.Leading international companies involved in the traditionalmanufacture of metal and ceramic parts are already positioningthemselves to obtain a market share. The new applicationsthat are being found on an almost daily basis, and thecontinuous reporting of company investments and newventures into the manufacture of MMC and CMCparts, tendto indicate that important progress has been made towardsthe reduction of processing and manufacturing costs.
These developments have been noticed by the miningindustry in South Africa. However, it is important to realizethat the use of composites requires an integrated approachbetween user and designer/manufacturer to ensurefunctionality. This entails a knowledge of the structuralefficiency of the material, its isotropic or anisotropicbehaviour, environmental effects, and its manufacturingrequirements, assembly, and repair.
The application of composites to the mining environmentand industry in South Africa can result in many long-termcost-related advantages. The question arises as to whetherwe in South Africa are being unnecessarily conservative insticking to tried materials.
Acknowledgements
The author thanks his colleague,ProfessorSchalkW.Vorster,for reading the manuscript critically.
References
1. WATERMAN,N.A. Materials engineering for deep mining applications, an
international view. Mat. & Design, vo!. 12. no.!. 1991. pp. 15-19.
2. Ibid., editor's note, p. 15.
3. CARTER,F.C., and PAUL, D.E. Material sdence and engineering. Ohio, ASM
International, 1991. 351 pp.
4. AsHBY, M.F., and JONES,D.R.H. Engineering materials-an introduction to
their properties and applications. Oxford, pergamon Press, 1985. 277 pp.
5. HARRIS,B. A perspective view of composite materials. Mat & Design,
vo!. 12, no. 5. 1991. pp. 259-271.
6. Materials Edge, no. 50. Ju!. 1993, p. 4.
7. INco SPECIAUTYPOWDERPRODUCTS.Product brochure. INCOII!>VaporFabTM
nickel coated fibres.
8. PIGLIACAMPI,J.J. Organic fibers. Engineering materials handbook 1,
Composites. Dostal, c.A., et al. (eds.). Ohio, A.S.M. International, 1989.
983 pp.9. HANCOX,N.L Elevated temperature polymer composites. Mat. & Design,
vo!. 12, no. 6 1991. pp. 317-321.
10. DOSTAL.C.A. et al. (eds.). Engineering materials handbook 1, Composites.
Ohio, ASM International, 1989. 983 pp.
11. MaterialsEdge, no. 25. 1991.p.14.
12. Ibid., no. 50, Ju!. 1993.
13. Ibid., p. 15.
14. Ibid., no 51. Aug. 1993.p.15.
15. HESS, J. Lift off for braided drive shaft. Advanced composite engineen'ng,
no. 9. 1992. p. 9.
16. Materials Edge, no. 58,1994. p. 3.
17. Ibid., no. 55, 1993. p. 3.
18. Notes. Industrial Minerals, no. 303, 1992. p. 65.
19. STEPHENSON,T.F., and BELL.J.A.E. Nickel-coated carbon fibre paper: a low
cost alternative to particulate reinforced metal matrix composites. Adv.
Prod. Fabr. Light. Met. Met. Matrix Compos., Proc. Int. Symp., Montreal,
can. Int. Min. Metal!. Pet. 1992. pp. 511-520.
20. MROZ, C. Silicon carbide-whisker preforms for metal-matrix composites by
infIltration processing. Feature, vo!. 72, no. 9. 1993. pp. 89-94. Buffalo,
(Advanced Refractory Technologies, Inc.).
21. STEPHENSON,T.F., and BELL,J.A.E. Nickel-coated carbon fibre preforms for
metal matrix composites. 3rd International SAMPE Tech. CoTJference, no.
24 (Adv. Synth. Processes). Toronto, 1992. pp. M560-M568.
22. ALLISON,J.E., and GERALD,S.C. Metal-matrix Composites in the automotive
industry: opportunities and challenges. journal qf Metals, vo!. 45, no. 1.
1993. pp. 19-24.
23. TERRY,B.S., and CHINVAMAKOBVU,O. Carbothermic reduction of ilmenite and
fUtile as means of production of iron based Ti(O,C) metal matrix
composites. Mat. Sdence and Tech., vo!. 7. 1991. pp. 842-848.
24. MARKGRAAFF,J. Unpublished Foundation for Research report, Nov. 1994.
25. PARTRIDGE,P.G., et al. Processing of advanced continuous fibre
composites: current practice and potential developments. Int. Mater. Rev.,
vo!.38,no. 1. 1993. pp. 1-23.
26. ALANx PRODUCTSLP. Components for power generation coal, ash and FGD
systems. Newark, (USA).27. JONES,R.W. Fundamental prindples qf sol-gel technology. London, The
Institute of Metals, 1989. 128 pp.
28. SCHWAB,S.T.A. InfIltration/pyrolysis processing of fiber-reinforced silicon
nitride. Mat. Res. Symp. Proc., no. 287. 1993. pp. 303-308.
29. Southwest Research Institute. Preceramic polymer derived Si3N4
composites with continuous fibre reinforcement. Brochure and data sheet.
San Antonio, (USA).
30. Lanxide Corporation. CERASE'f'M SN ceramer. Product data sheet. (USA).
31. Textron Speciality Materials. Data sheets. USA.
32. Lanxide Corporation. Lanxide coated products. Product data sheet.
Newark(USA). .
The Joumal of The South African Institute of Mining and Metallurgy MARCH/APRIL 1996 65 ~