Embed Size (px)
Citation preview
Page 1
1. Preface
Reny is a proprietary molding compound based on polyamide MXD6 (PAMXD6) that has been reinforced mainly with glassfiber or special mineral fillers. Reny generally has a higher mechanical strength and modulus than other engineering plastics. Thus, Reny is suitable as a metal substitute in many applications, especially for structural components under high stress.
Currently, Reny is used in a wide range of applications, including automobiles, electronics, electrical appliances, machinery, and construction.
2. Basic property of polyamide MXD6
Polyamide MXD6 (PAMXD6) is a crystalline thermoplastic polymer formed by the polycondensation of
metaxylylendiamine (MXDA) and adipic acid. PAMXD6 contains phenylene groups in its main molecular structure which result in different properties from polyamide6 (PA6) and polyamide66 (PA66).
Polyamide M X D 6 H-(NH-CH2 CH2-NHCO-C4H8-CO)n-OH
Polyamide 6 H-(NH-C5H10-CO)n-OH
Polyamide 66 H-(NH-C6H12-NHCO-C4H8-CO)n-OH Table 1 indicates property of polyamide MXD6, comparing with polyamide 6 and polyamide 66.
Table 1 Property of polyamide MXD6 (comparison)
Properties SI unit Condition Polyamide 6 Polyamide 66 Polyamide MXD6
Density 20℃ 1.14 1.14 1.21
Water absorption % Immersion at 20℃ 11.5 9.9 5.8
Water absorption % 65% RH equilibrium 6.5 5.7 3.1
Deflection temperature under load ℃ 1800KPa 57 60 96
Melting point ℃ Crystal 225 268 243
Glass-transition temperature ℃
Viscoelastic method 60 90 102
DSC method 48 50 75
Coefficient of linear thermal 10-5K-1 8 10 5.1
Tensile strength MPa 61.8 76.5 99.0
Elongation % 200 60 2.3
Tensile modulus GPa 2.5 3.1 4.7
Flexural strength MPa 123 127 157
Flexural modulus GPa 2.4 2.9 4.4
Impact strength J/m 1/4"Izod with notched 59 39 20
Rockwell hardness M scale 85 89 108
3. Features of Reny
1. Has high strength and elastic modulus over a wide temperature range.
2. Has high deflection temperature and low coefficient of thermal expansion as the alloy.
3. Water absorption rate is low for a polyamide resin, and dimension change and mechanical strength degradation by absorbing water, is small.
4. Has good molding property, and suitable for precision molding because the molding shrinkage ratio, sink marks, and warpage is small.
5. Has good painting property, especially it can be printed in high temperature.
Page 2
4. Grade of Reny
Reny has following grades as its usage.
Table 2 List of Reny grades
Usage Grade Feature Note
For general purpose
Reny1002H For general injection
Glass fiber reinforced
Reny1012H High strength, high repression, h h h
Reny1022H High strength, high repression,
Reny1032H High strength, high repression,
Reny2041 High cycle, glossy surface Glass fiber/inorganic filler reinforced
Unreinforced
For flame resisting
Reny1501AH UL94V-0(1/16〃)
Glass fiber reinforced
Reny1511AH
UL94V-0(1/16〃) high strength, high repression, high heat resistance
Reny1521AH
UL94V-0(1/16〃) high strength, high repression, high heat resistance
Reny2502AH UL94V-0(1/16〃) Glass fiber reinforced
High
functional
grade
For high impact
Reny1301H Glass fiber reinforced Reny1313H
Unreinforced
For painting Reny1722 High strength, high repression Glass fiber reinforced
For low warpage
Reny2620 Glass fiber/inorganic filler reinforced
Reny2686 Super low warpage Glass beads reinforced
Glass fiber reinforced
For conducion, general purpose
Reny4001 Surface resistivity 104~105Ω Glass fiber reinforced
Reny4011
For conduction, flame resisting
Reny4501
Surface resistivity 104 ~105 Ω
UL94V-0 (1.6mm)
Glass fiber reinforced Reny4511
For sliding
RenyF34S Polytetrafluoroethylene d d Potassium titanate fiber reinforced RenyW-38S2
RenyG07S G09S
Polytetrafluoroethylene compounded
Glass fiber reinforced
RenyG16S Polytetrafluoroethylene Carbon fiber reinforced
Vibration suppression grade
N-252
Glass fiber/mineral/ filler reinforced
Carbon fiber grade
RenyC36
Carbon fiber reinforced
Polymer alloy
NXG5030 NXG5050 NXG5031N NXG5050NF
PAMXD6/PPE alloy
PG1050A PAMXD6/PP alloy
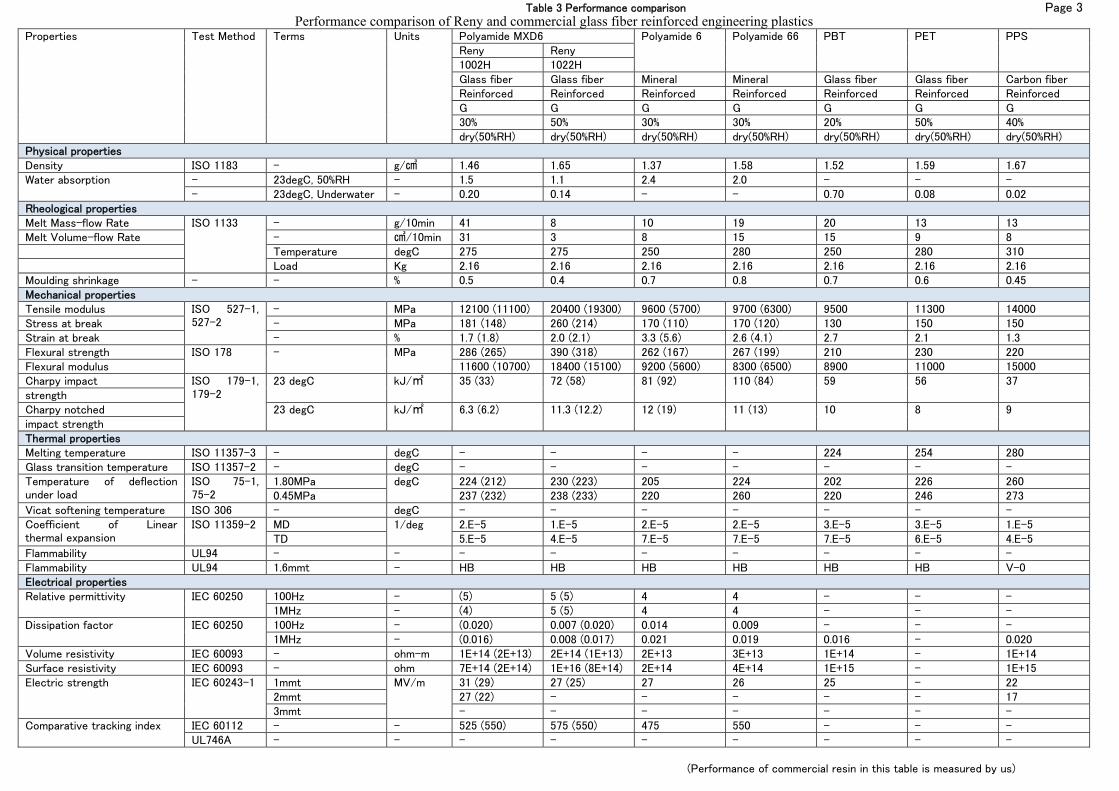
Table 3 Performance comparison Page 3
Performance comparison of Reny and commercial glass fiber reinforced engineering plastics Properties Test Method Terms Units Polyamide MXD6 Polyamide 6 Polyamide 66 PBT PET PPS
Reny Reny 1002H 1022H Glass fiber Glass fiber Mineral Mineral Glass fiber Glass fiber Carbon fiber Reinforced Reinforced Reinforced Reinforced Reinforced Reinforced Reinforced G G G G G G G 30% 50% 30% 30% 20% 50% 40% dry(50%RH) dry(50%RH) dry(50%RH) dry(50%RH) dry(50%RH) dry(50%RH) dry(50%RH)
Physical properties Density ISO 1183 - g/㎤ 1.46 1.65 1.37 1.58 1.52 1.59 1.67 Water absorption - 23degC, 50%RH - 1.5 1.1 2.4 2.0 - - -
- 23degC, Underwater - 0.20 0.14 - - 0.70 0.08 0.02 Rheological properties Melt Mass-flow Rate ISO 1133 - g/10min 41 8 10 19 20 13 13 Melt Volume-flow Rate - ㎤/10min 31 3 8 15 15 9 8 Temperature degC 275 275 250 280 250 280 310 Load Kg 2.16 2.16 2.16 2.16 2.16 2.16 2.16 Moulding shrinkage - - % 0.5 0.4 0.7 0.8 0.7 0.6 0.45 Mechanical properties Tensile modulus ISO 527-1,
527-2 - MPa 12100 (11100) 20400 (19300) 9600 (5700) 9700 (6300) 9500 11300 14000
Stress at break - MPa 181 (148) 260 (214) 170 (110) 170 (120) 130 150 150 Strain at break - % 1.7 (1.8) 2.0 (2.1) 3.3 (5.6) 2.6 (4.1) 2.7 2.1 1.3 Flexural strength ISO 178 - MPa 286 (265) 390 (318) 262 (167) 267 (199) 210 230 220 Flexural modulus 11600 (10700) 18400 (15100) 9200 (5600) 8300 (6500) 8900 11000 15000 Charpy impact ISO 179-1,
179-2 23 degC kJ/㎡ 35 (33) 72 (58) 81 (92) 110 (84) 59 56 37
strength Charpy notched 23 degC kJ/㎡ 6.3 (6.2) 11.3 (12.2) 12 (19) 11 (13) 10 8 9 impact strength Thermal properties Melting temperature ISO 11357-3 - degC - - - - 224 254 280 Glass transition temperature ISO 11357-2 - degC - - - - - - - Temperature of deflection under load
ISO 75-1, 75-2
1.80MPa degC 224 (212) 230 (223) 205 224 202 226 260 0.45MPa 237 (232) 238 (233) 220 260 220 246 273
Vicat softening temperature ISO 306 - degC - - - - - - - Coefficient of Linear thermal expansion
ISO 11359-2 MD 1/deg 2.E-5 1.E-5 2.E-5 2.E-5 3.E-5 3.E-5 1.E-5 TD 5.E-5 4.E-5 7.E-5 7.E-5 7.E-5 6.E-5 4.E-5
Flammability UL94 - - - - - - - - - Flammability UL94 1.6mmt - HB HB HB HB HB HB V-0 Electrical properties Relative permittivity IEC 60250 100Hz - (5) 5 (5) 4 4 - - -
1MHz - (4) 5 (5) 4 4 - - - Dissipation factor IEC 60250 100Hz - (0.020) 0.007 (0.020) 0.014 0.009 - - -
1MHz - (0.016) 0.008 (0.017) 0.021 0.019 0.016 - 0.020 Volume resistivity IEC 60093 - ohm-m 1E+14 (2E+13) 2E+14 (1E+13) 2E+13 3E+13 1E+14 - 1E+14 Surface resistivity IEC 60093 - ohm 7E+14 (2E+14) 1E+16 (8E+14) 2E+14 4E+14 1E+15 - 1E+15 Electric strength IEC 60243-1 1mmt MV/m 31 (29) 27 (25) 27 26 25 - 22
2mmt 27 (22) - - - - - 17 3mmt - - - - - - -
Comparative tracking index IEC 60112 - - 525 (550) 575 (550) 475 550 - - - UL746A - - - - - - - - -
(Performance of commercial resin in this table is measured by us)
Page 4
5 1 Long term physicality
Figure 1 Flexural strength Flexural modulus (dried specimen)
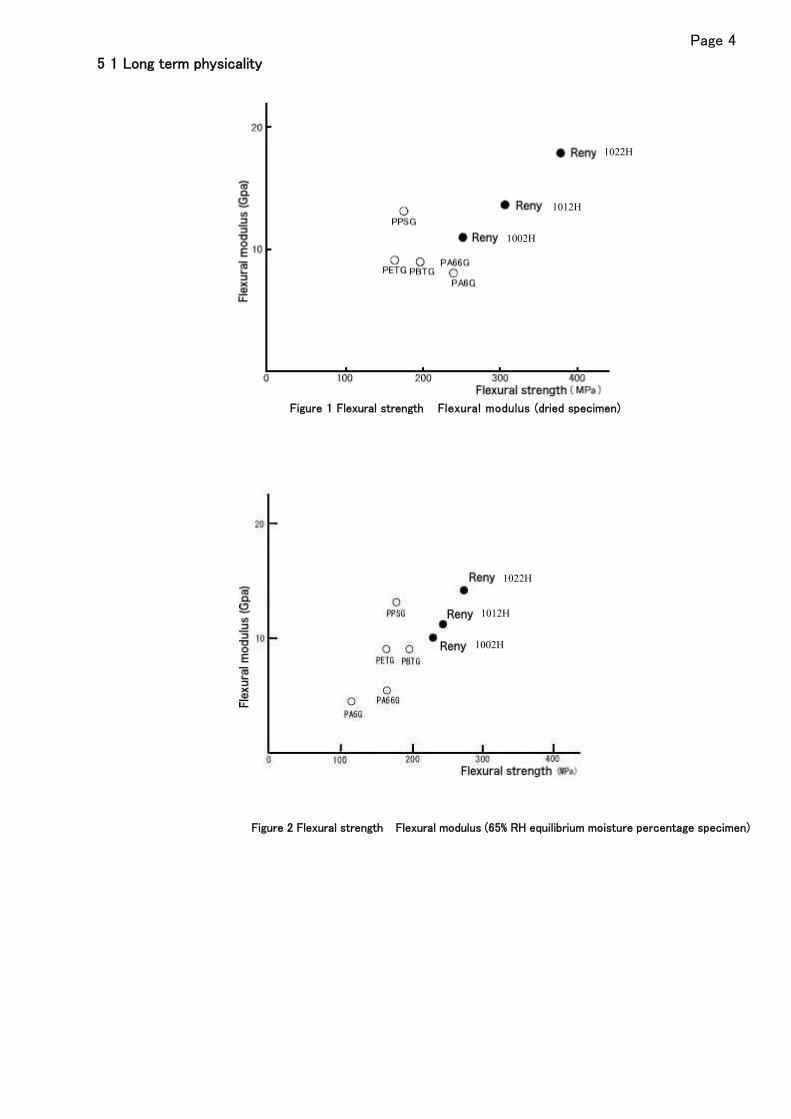
Figure 2 Flexural strength Flexural modulus (65% RH equilibrium moisture percentage specimen)
1022H
1012H
1002H
1022H
1012H
1002H
Page 5
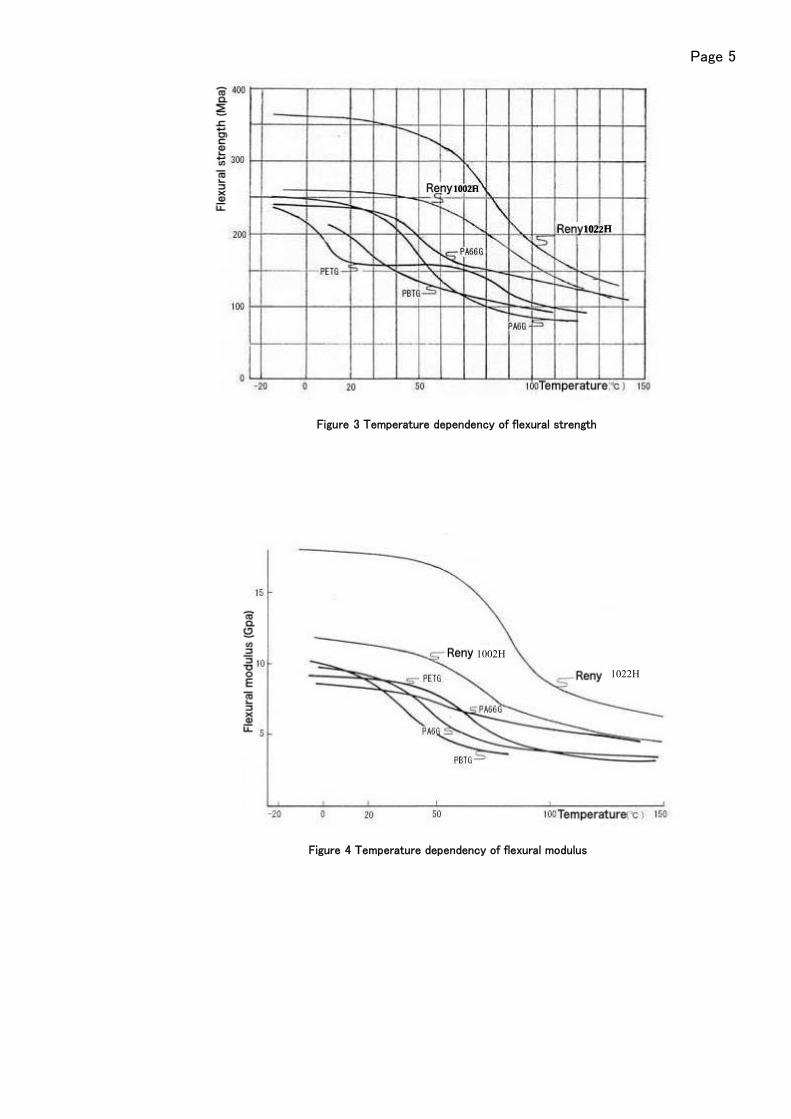
Figure 3 Temperature dependency of flexural strength
Figure 4 Temperature dependency of flexural modulus
1022H
1002H
1002H
1022H
Page 6
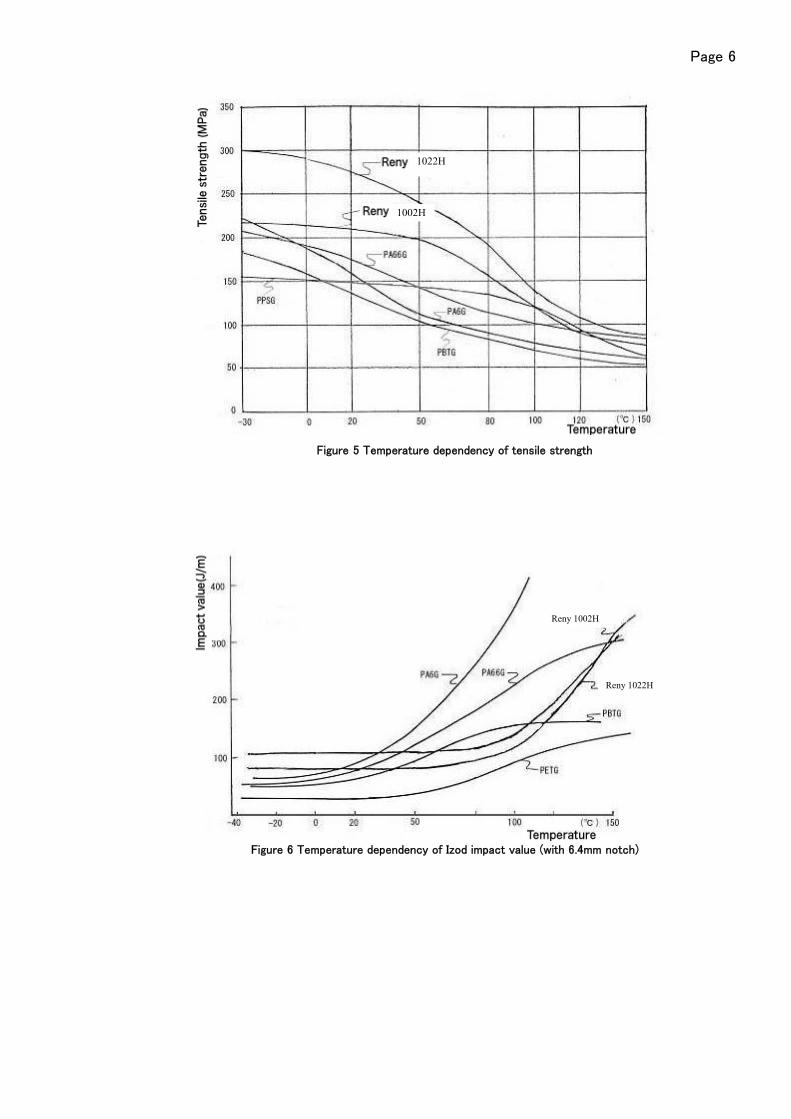
Figure 5 Temperature dependency of tensile strength
Figure 6 Temperature dependency of Izod impact value (with 6.4mm notch)
1022H
1002H
Reny 1002H
Reny 1022H
Page 7
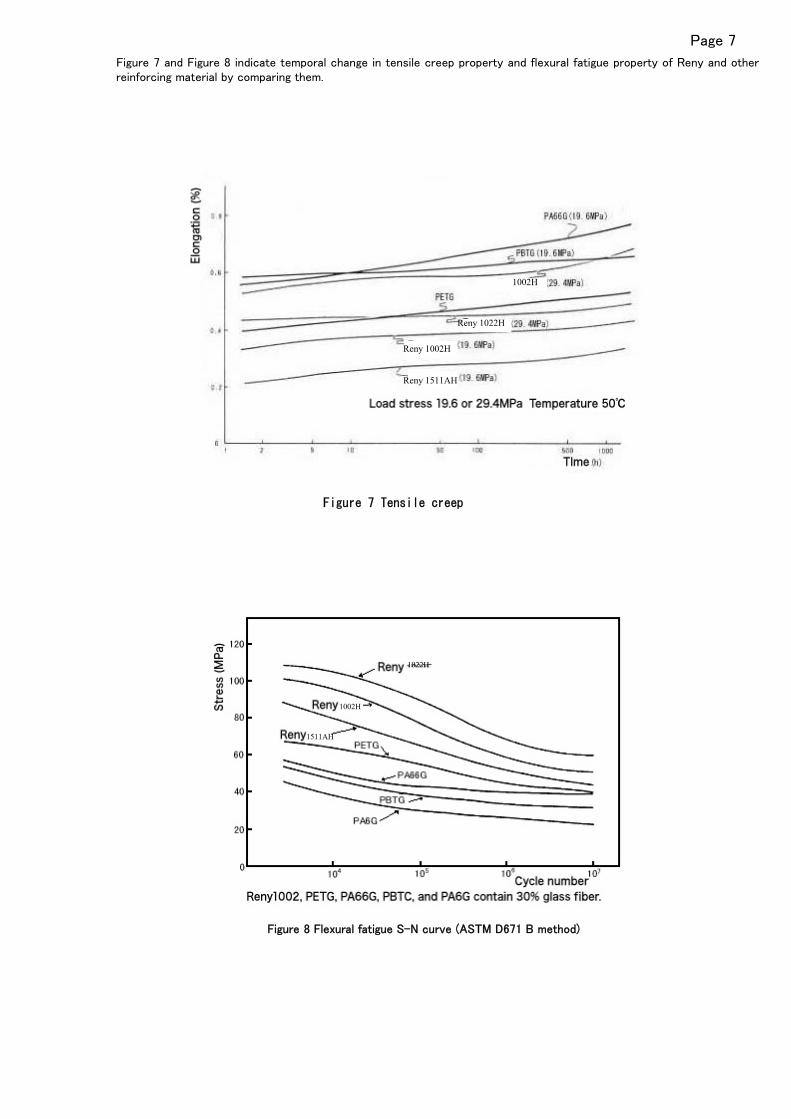
Figure 7 and Figure 8 indicate temporal change in tensile creep property and flexural fatigue property of Reny and other reinforcing material by comparing them.
Figure 7 Tensile creep
Figure 8 Flexural fatigue S-N curve (ASTM D671 B method)
1002H
Reny 1022H
Reny 1002H
Reny 1511AH
1511AH
1002H
1022H
Page 8
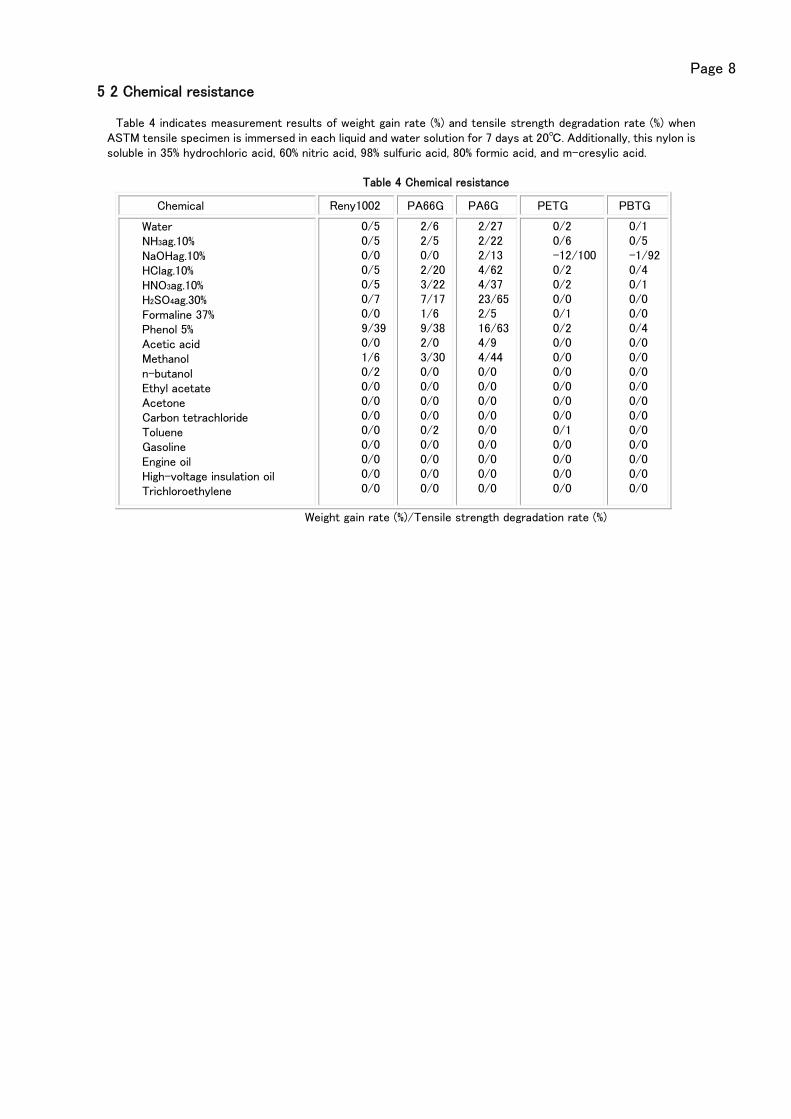
5 2 Chemical resistance
Table 4 indicates measurement results of weight gain rate (%) and tensile strength degradation rate (%) when ASTM tensile specimen is immersed in each liquid and water solution for 7 days at 20℃. Additionally, this nylon is soluble in 35% hydrochloric acid, 60% nitric acid, 98% sulfuric acid, 80% formic acid, and m-cresylic acid.
Table 4 Chemical resistance
Chemical Reny1002 PA66G PA6G PETG PBTG
Water NH3ag.10% NaOHag.10% HClag.10% HNO3ag.10% H2SO4ag.30% Formaline 37% Phenol 5% Acetic acid Methanol n-butanol Ethyl acetate Acetone Carbon tetrachloride Toluene Gasoline Engine oil High-voltage insulation oil Trichloroethylene
0/5 0/5 0/0 0/5 0/5 0/7 0/0 9/390/0 1/6 0/2 0/0 0/0 0/0 0/0 0/0 0/0 0/0 0/0
2/6 2/5 0/0 2/203/227/171/6 9/382/0 3/300/0 0/0 0/0 0/0 0/2 0/0 0/0 0/0 0/0
2/27 2/22 2/13 4/62 4/37 23/652/5 16/634/9 4/44 0/0 0/0 0/0 0/0 0/0 0/0 0/0 0/0 0/0
0/2 0/6 -12/100 0/2 0/2 0/0 0/1 0/2 0/0 0/0 0/0 0/0 0/0 0/0 0/1 0/0 0/0 0/0 0/0
0/1 0/5 -1/920/4 0/1 0/0 0/0 0/4 0/0 0/0 0/0 0/0 0/0 0/0 0/0 0/0 0/0 0/0 0/0
Weight gain rate (%)/Tensile strength degradation rate (%)
Page 9
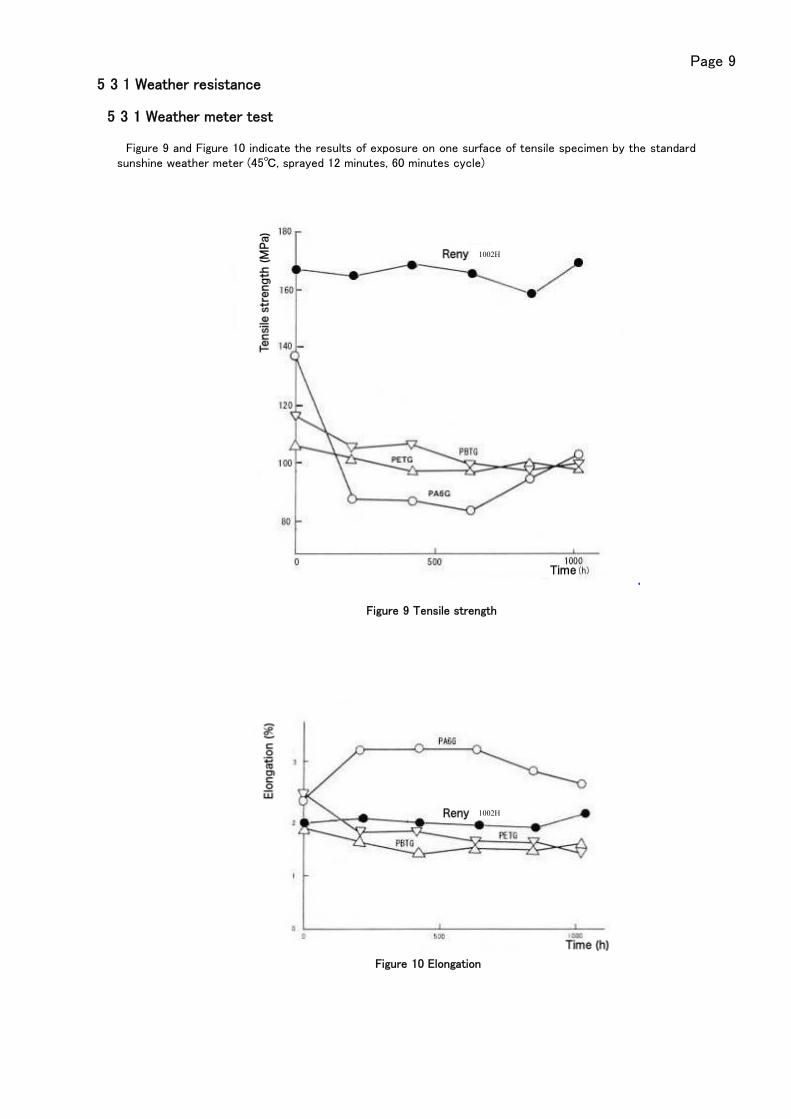
5 3 1 Weather resistance
5 3 1 Weather meter test
Figure 9 and Figure 10 indicate the results of exposure on one surface of tensile specimen by the standard sunshine weather meter (45℃, sprayed 12 minutes, 60 minutes cycle)
Figure 9 Tensile strength
Figure 10 Elongation
1002H
1002H
Page 10
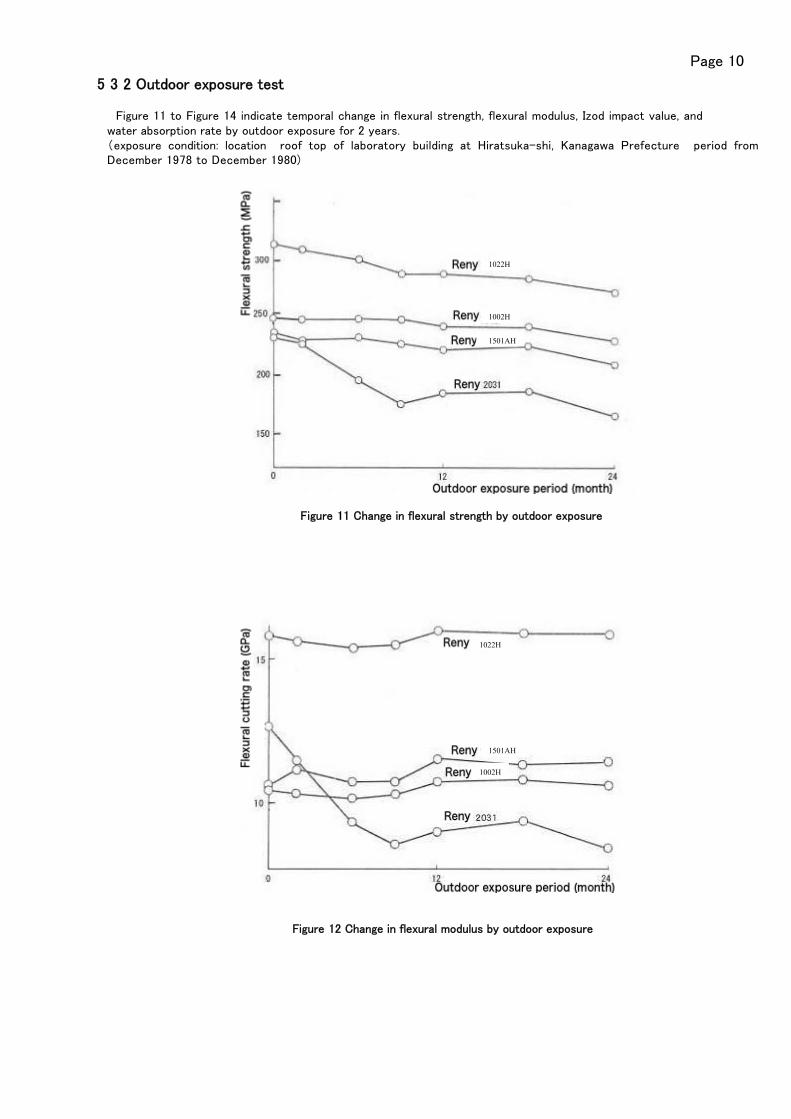
5 3 2 Outdoor exposure test
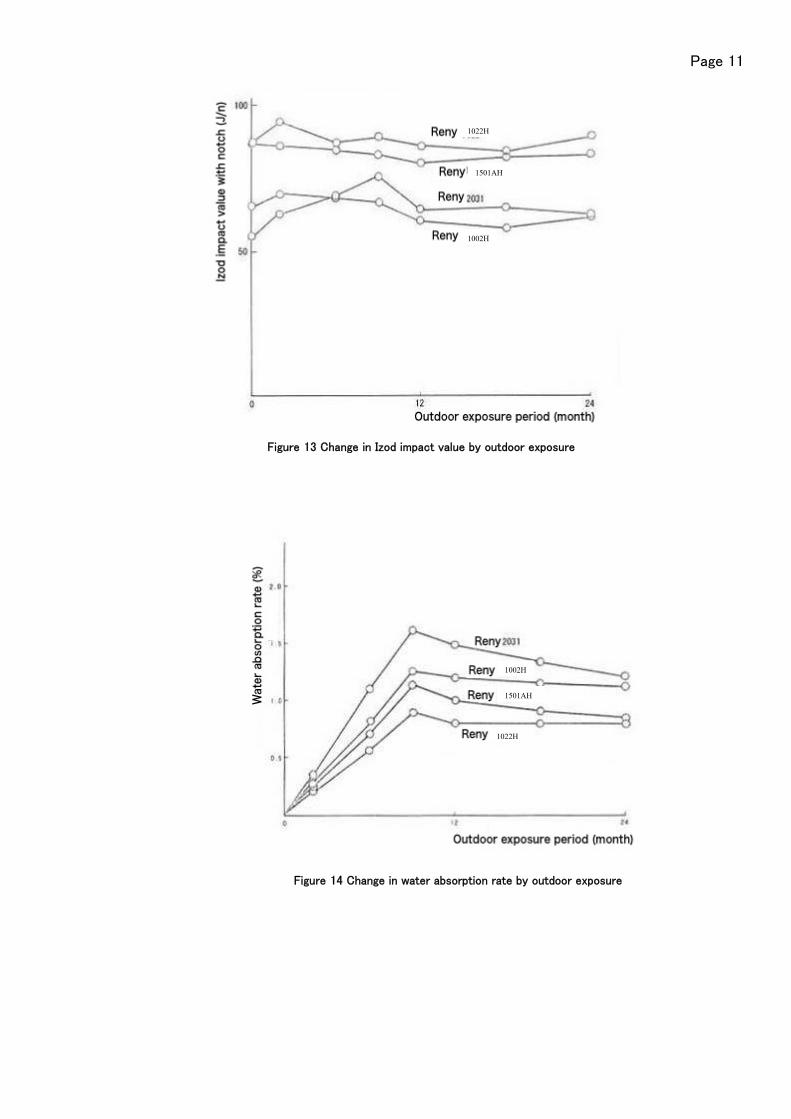
Figure 11 to Figure 14 indicate temporal change in flexural strength, flexural modulus, Izod impact value, and water absorption rate by outdoor exposure for 2 years. (exposure condition: location roof top of laboratory building at Hiratsuka-shi, Kanagawa Prefecture period from December 1978 to December 1980)
Figure 11 Change in flexural strength by outdoor exposure
Figure 12 Change in flexural modulus by outdoor exposure
1022H
1002H
1022H
1002H
1501AH
1501AH
Page 11
Figure 13 Change in Izod impact value by outdoor exposure
Figure 14 Change in water absorption rate by outdoor exposure
1022H
1501AH
1002H
1022H
1501AH
1002H
Page 12
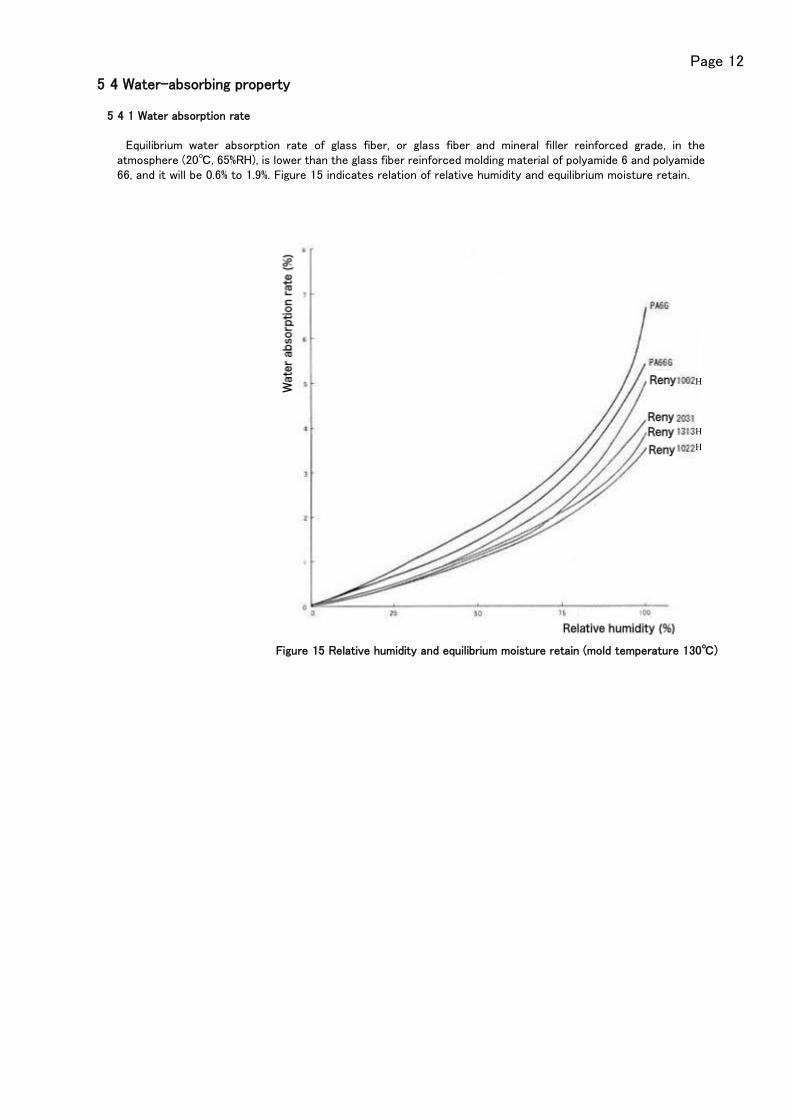
5 4 Water-absorbing property
5 4 1 Water absorption rate
Equilibrium water absorption rate of glass fiber, or glass fiber and mineral filler reinforced grade, in the atmosphere (20℃, 65%RH), is lower than the glass fiber reinforced molding material of polyamide 6 and polyamide 66, and it will be 0.6% to 1.9%. Figure 15 indicates relation of relative humidity and equilibrium moisture retain.
Figure 15 Relative humidity and equilibrium moisture retain (mold temperature 130℃)
H
H
H
Page 13
5 4 2 Water absorbing speed
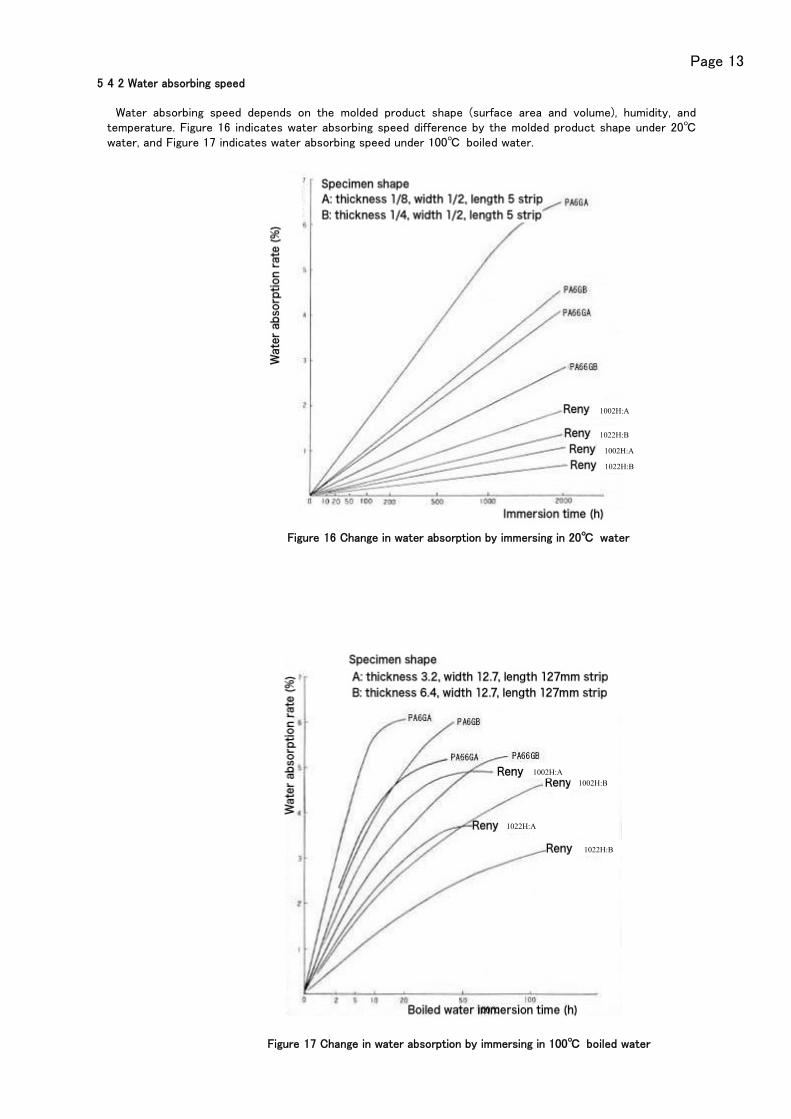
Water absorbing speed depends on the molded product shape (surface area and volume), humidity, and temperature. Figure 16 indicates water absorbing speed difference by the molded product shape under 20℃ water, and Figure 17 indicates water absorbing speed under 100℃ boiled water.
Figure 16 Change in water absorption by immersing in 20℃ water
Figure 17 Change in water absorption by immersing in 100℃ boiled water
1002H:A
1022H:B
1022H:B
1002H:A
1002H:A 1002H:B
1022H:B
1022H:A
Page 14
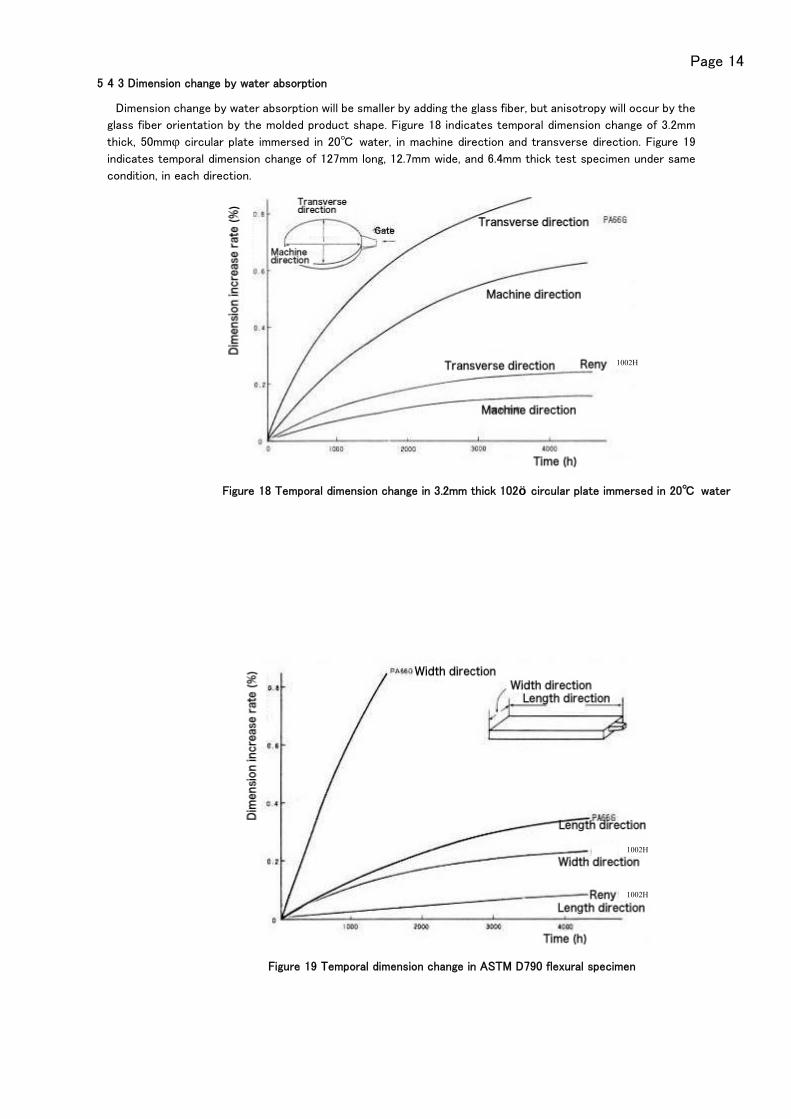
5 4 3 Dimension change by water absorption
Dimension change by water absorption will be smaller by adding the glass fiber, but anisotropy will occur by the
glass fiber orientation by the molded product shape. Figure 18 indicates temporal dimension change of 3.2mm
thick, 50mmφ circular plate immersed in 20℃ water, in machine direction and transverse direction. Figure 19
indicates temporal dimension change of 127mm long, 12.7mm wide, and 6.4mm thick test specimen under same
condition, in each direction.
Figure 18 Temporal dimension change in 3.2mm thick 102ö circular plate immersed in 20℃ water
Figure 19 Temporal dimension change in ASTM D790 flexural specimen
1002H
1002H
1002H
Page 15
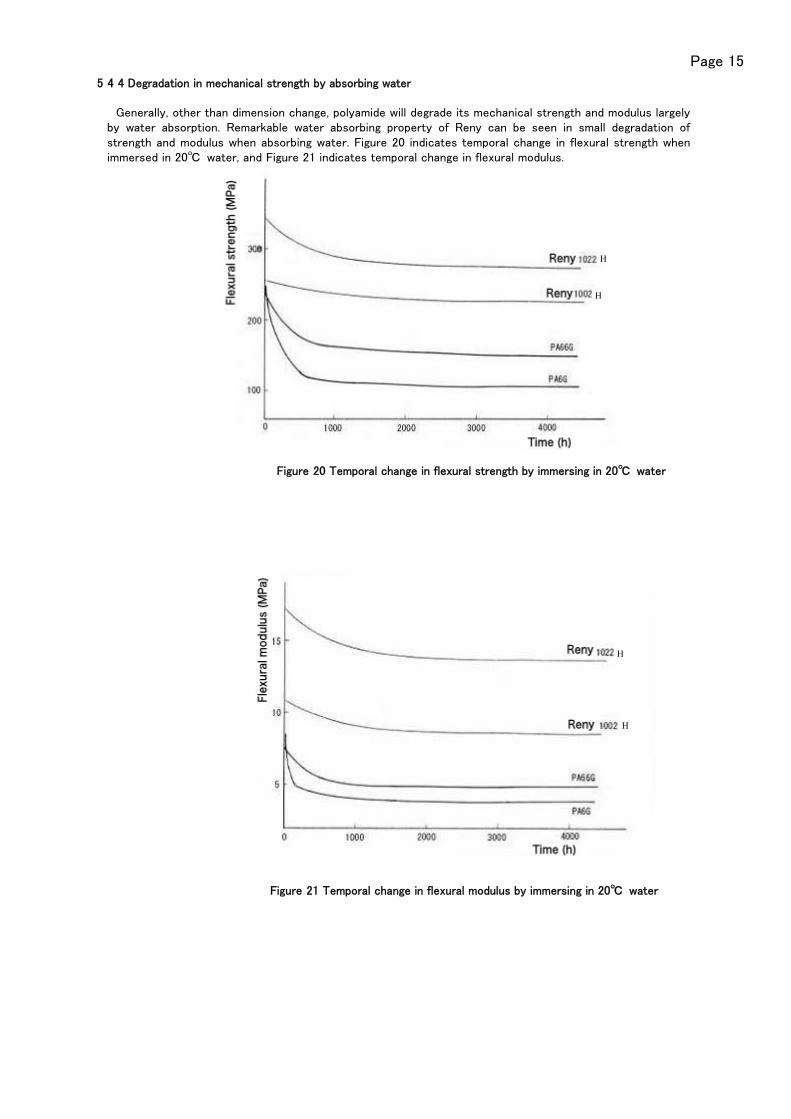
5 4 4 Degradation in mechanical strength by absorbing water
Generally, other than dimension change, polyamide will degrade its mechanical strength and modulus largely by water absorption. Remarkable water absorbing property of Reny can be seen in small degradation of strength and modulus when absorbing water. Figure 20 indicates temporal change in flexural strength when immersed in 20℃ water, and Figure 21 indicates temporal change in flexural modulus.
Figure 20 Temporal change in flexural strength by immersing in 20℃ water
Figure 21 Temporal change in flexural modulus by immersing in 20℃ water
H
H
H
H
Page 16
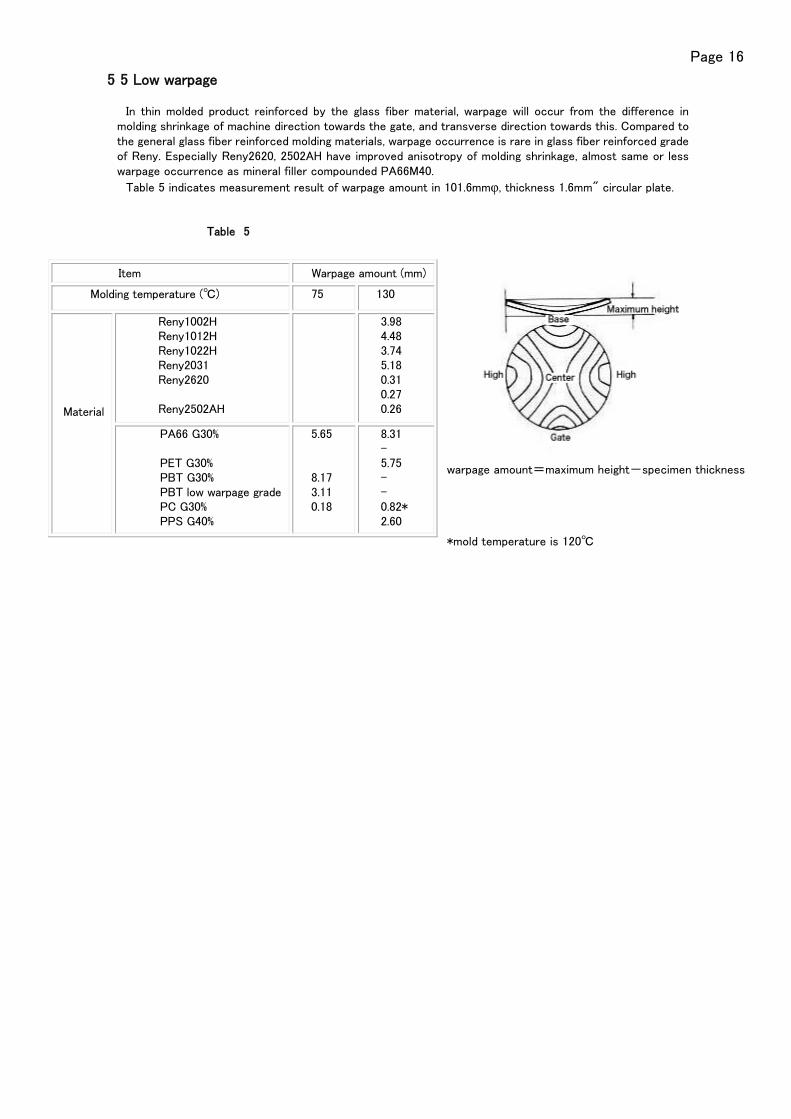
5 5 Low warpage
In thin molded product reinforced by the glass fiber material, warpage will occur from the difference in molding shrinkage of machine direction towards the gate, and transverse direction towards this. Compared to the general glass fiber reinforced molding materials, warpage occurrence is rare in glass fiber reinforced grade of Reny. Especially Reny2620, 2502AH have improved anisotropy of molding shrinkage, almost same or less warpage occurrence as mineral filler compounded PA66M40.
Table 5 indicates measurement result of warpage amount in 101.6mmφ, thickness 1.6mm" circular plate.
Table 5
warpage amount=maximum height-specimen thickness *mold temperature is 120℃
Item Warpage amount (mm)
Molding temperature (℃) 75 130
Material
Reny1002H Reny1012H Reny1022H Reny2031 Reny2620 Reny2502AH
3.98 4.48 3.74 5.18 0.31 0.27 0.26
PA66 G30% PET G30% PBT G30% PBT low warpage grade PC G30% PPS G40%
5.65 8.17 3.11 0.18
8.31 - 5.75 - - 0.82* 2.60
Page 17
6. UL registration of Reny
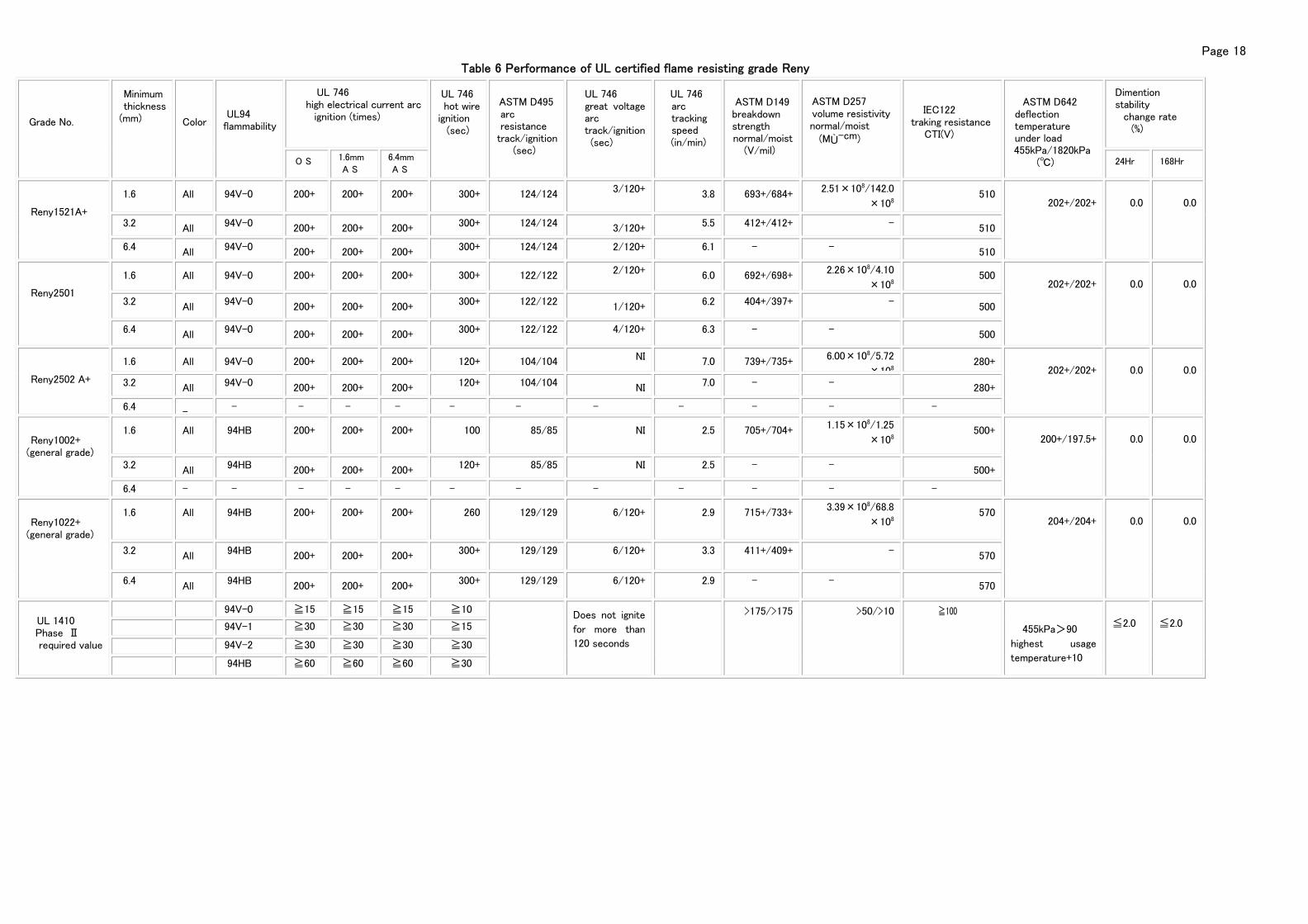
Reny1002, 1012+, 1022+, 1501A+, 1511A+, 1521A+ and 2502A+ are US Underwriters Laboratories Inc. certified based on UL standard 1410 Phase Ⅱ regulation (went into effect on September 1st 1977). Table 6 indicates UL certified flame resistance property, electrical property, and other general properties. Also, UL temperature index of Reny 1022 is indicated in Table 8.
Page 18
Table 6 Performance of UL certified flame resisting grade Reny
Grade No.
Minimum thickness
(mm)
Color
UL94 flammability
UL 746 high electrical current arc
ignition (times)
UL 746 hot wire
ignition (sec)
ASTM D495 arc resistance
track/ignition(sec)
UL 746 great voltage arc track/ignition(sec)
UL 746 arc tracking speed (in/min)
ASTM D149breakdown strength normal/moist
(V/mil)
ASTM D257 volume resistivitynormal/moist
(MÙ-cm)
IEC122
traking resistance CTI(V)
ASTM D642 deflection temperature under load 455kPa/1820kPa
(℃)
Dimention stability
change rate (%)
O S 1.6mm A S
6.4mm A S
24Hr 168Hr
Reny1521A+
1.6 All 94V-0 200+ 200+ 200+ 300+ 124/124 3/120+ 3.8 693+/684+ 2.51×108/142.0
×108510
202+/202+ 0.0 0.0
3.2 All 94V-0 200+ 200+ 200+ 300+ 124/124 3/120+ 5.5 412+/412+ - 510
6.4 All 94V-0 200+ 200+ 200+ 300+ 124/124 2/120+ 6.1 - - 510
Reny2501
1.6 All 94V-0 200+ 200+ 200+ 300+ 122/122 2/120+ 6.0 692+/698+ 2.26×108/4.10
×108500
202+/202+ 0.0 0.0
3.2 All 94V-0 200+ 200+ 200+ 300+ 122/122 1/120+ 6.2 404+/397+ - 500
6.4 All 94V-0 200+ 200+ 200+ 300+ 122/122 4/120+ 6.3 - - 500
Reny2502 A+
1.6 All 94V-0 200+ 200+ 200+ 120+ 104/104 NI 7.0 739+/735+ 6.00×108/5.72
×108280+
202+/202+ 0.0 0.03.2 All 94V-0 200+ 200+ 200+ 120+ 104/104 NI 7.0 - - 280+
6.4 - - - - - - - - - - - -
Reny1002+ (general grade)
1.6 All 94HB 200+ 200+ 200+ 100 85/85 NI 2.5 705+/704+ 1.15×108/1.25
×108500+
200+/197.5+ 0.0 0.0
3.2 All 94HB 200+ 200+ 200+ 120+ 85/85 NI 2.5 - - 500+
6.4 - - - - - - - - - - - -
Reny1022+ (general grade)
1.6 All 94HB 200+ 200+ 200+ 260 129/129 6/120+ 2.9 715+/733+ 3.39×108/68.8
×108570
204+/204+ 0.0 0.0
3.2 All 94HB 200+ 200+ 200+ 300+ 129/129 6/120+ 3.3 411+/409+ - 570
6.4 All 94HB 200+ 200+ 200+ 300+ 129/129 6/120+ 2.9 - - 570
UL 1410 Phase Ⅱ required value
94V-0 ≧15 ≧15 ≧15 ≧10 Does not ignite
for more than
120 seconds
>175/>175 >50/>10 ≧100
455kPa>90
highest usage
temperature+10
≦2.0
≦2.0 94V-1 ≧30 ≧30 ≧30 ≧15
94V-2 ≧30 ≧30 ≧30 ≧30
94HB ≧60 ≧60 ≧60 ≧30
Page 19
7. Molding Reny
7 1 Predrying
Reny is supplied in a special bag that prevents moisture absorption during storage and shipping. Basically, predrying is not necessary prior to molding if the bag has just been opened. However, Reny absorbs moisture gradually when exposed to air, so the predrying process should be applied to pellets that have been left unused at least one hour after opening the bag.
A hopper-drying is recommended during the molding process.
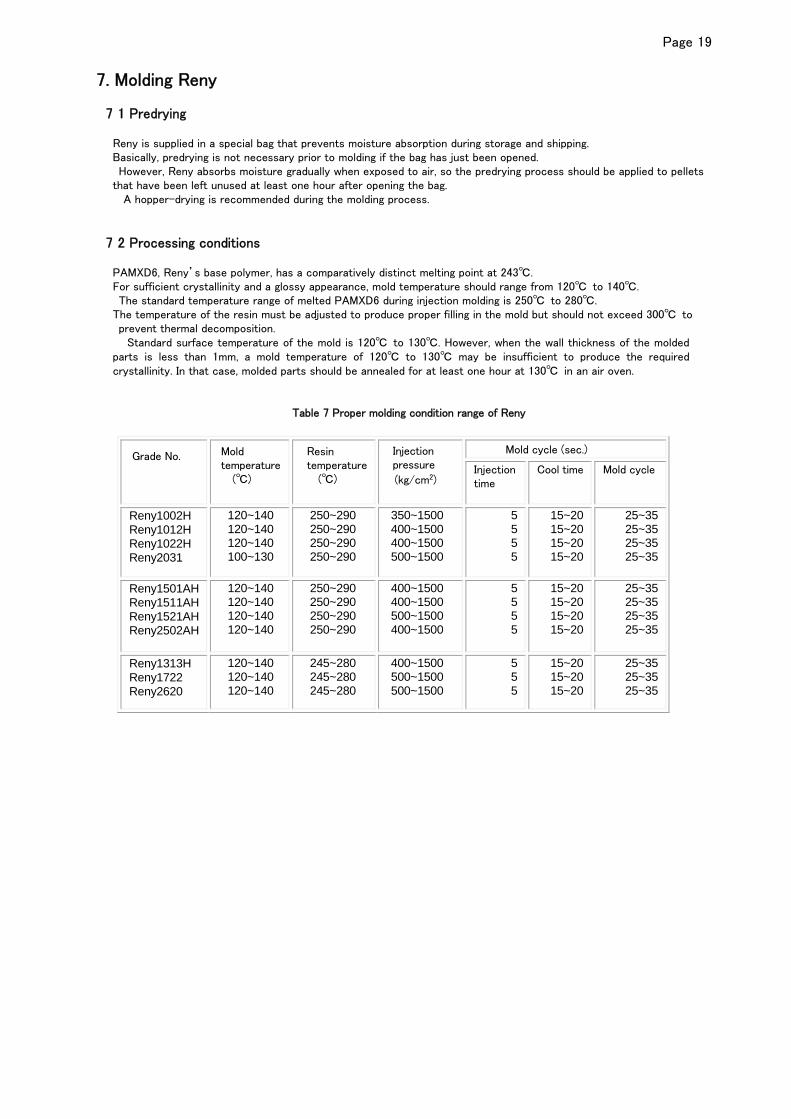
7 2 Processing conditions
PAMXD6, Reny’s base polymer, has a comparatively distinct melting point at 243℃. For sufficient crystallinity and a glossy appearance, mold temperature should range from 120℃ to 140℃. The standard temperature range of melted PAMXD6 during injection molding is 250℃ to 280℃. The temperature of the resin must be adjusted to produce proper filling in the mold but should not exceed 300℃ to prevent thermal decomposition.
Standard surface temperature of the mold is 120℃ to 130℃. However, when the wall thickness of the molded parts is less than 1mm, a mold temperature of 120℃ to 130℃ may be insufficient to produce the required crystallinity. In that case, molded parts should be annealed for at least one hour at 130℃ in an air oven.
Table 7 Proper molding condition range of Reny
Grade No.
Mold temperature
(℃)
Resin temperature
(℃)
Injection pressure
(kg/cm2)
Mold cycle (sec.)
Injection time
Cool time
Mold cycle
Reny1002H Reny1012H Reny1022H Reny2031
120~140 120~140 120~140 100~130
250~290 250~290 250~290 250~290
350~1500 400~1500 400~1500 500~1500
5555
15~20 15~20 15~20 15~20
25~3525~3525~3525~35
Reny1501AH Reny1511AH Reny1521AH Reny2502AH
120~140 120~140 120~140 120~140
250~290 250~290 250~290 250~290
400~1500 400~1500 500~1500 400~1500
5555
15~20 15~20 15~20 15~20
25~3525~3525~3525~35
Reny1313H Reny1722 Reny2620
120~140 120~140 120~140
245~280 245~280 245~280
400~1500 500~1500 500~1500
555
15~20 15~20 15~20
25~3525~3525~35
Page 20
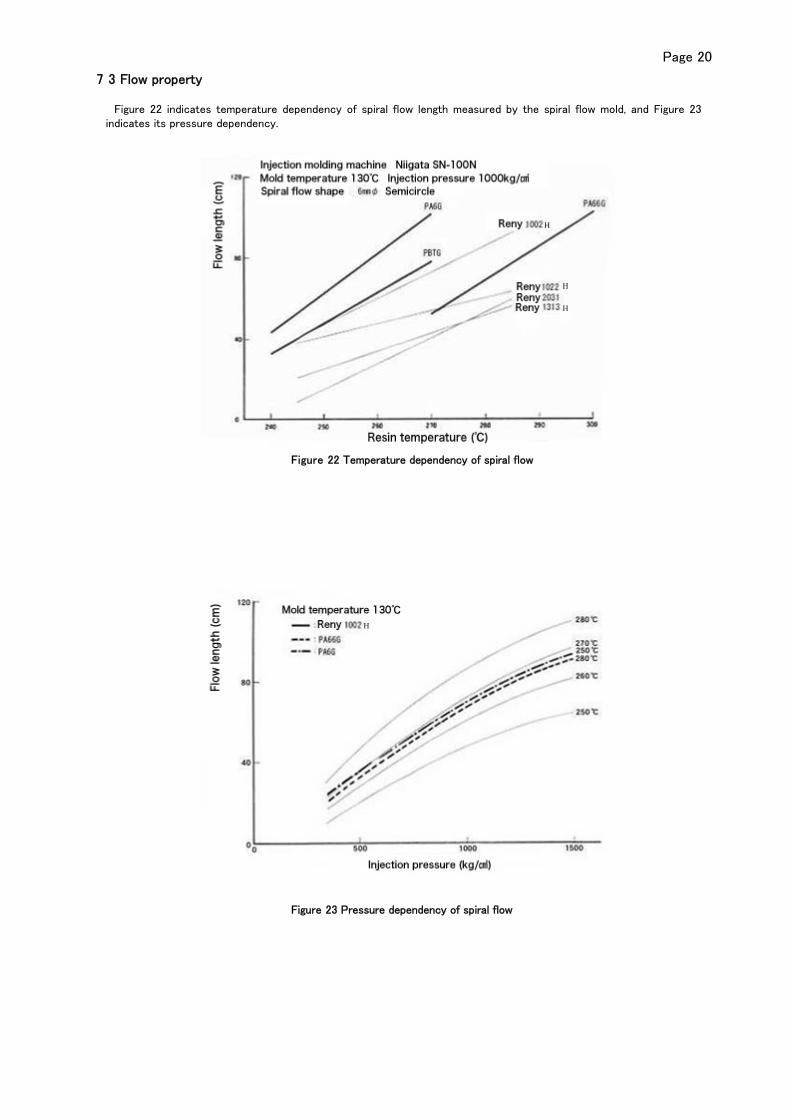
7 3 Flow property
Figure 22 indicates temperature dependency of spiral flow length measured by the spiral flow mold, and Figure 23 indicates its pressure dependency.
Figure 22 Temperature dependency of spiral flow
Figure 23 Pressure dependency of spiral flow
H
H
H
H
Page 21
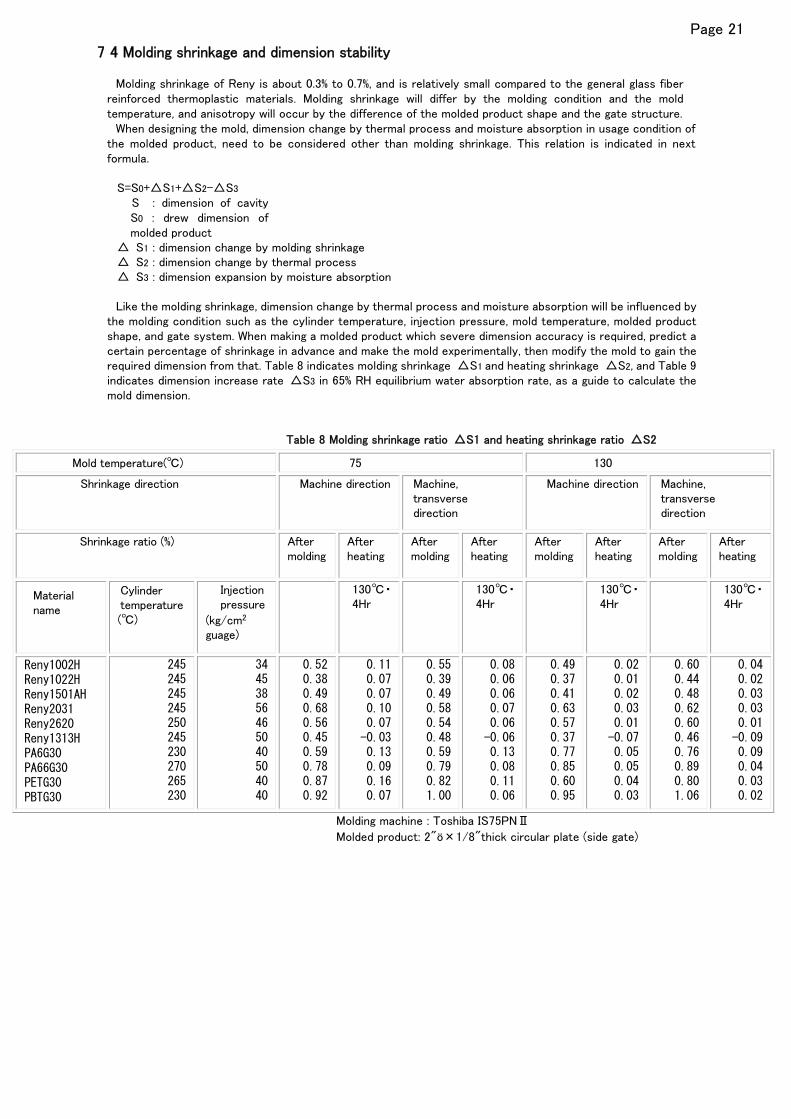
7 4 Molding shrinkage and dimension stability
Molding shrinkage of Reny is about 0.3% to 0.7%, and is relatively small compared to the general glass fiber reinforced thermoplastic materials. Molding shrinkage will differ by the molding condition and the mold temperature, and anisotropy will occur by the difference of the molded product shape and the gate structure.
When designing the mold, dimension change by thermal process and moisture absorption in usage condition of the molded product, need to be considered other than molding shrinkage. This relation is indicated in next formula.
S=S0+△S1+△S2-△S3
S : dimension of cavity S0 : drew dimension of molded product
△ S1 : dimension change by molding shrinkage △ S2 : dimension change by thermal process △ S3 : dimension expansion by moisture absorption
Like the molding shrinkage, dimension change by thermal process and moisture absorption will be influenced by
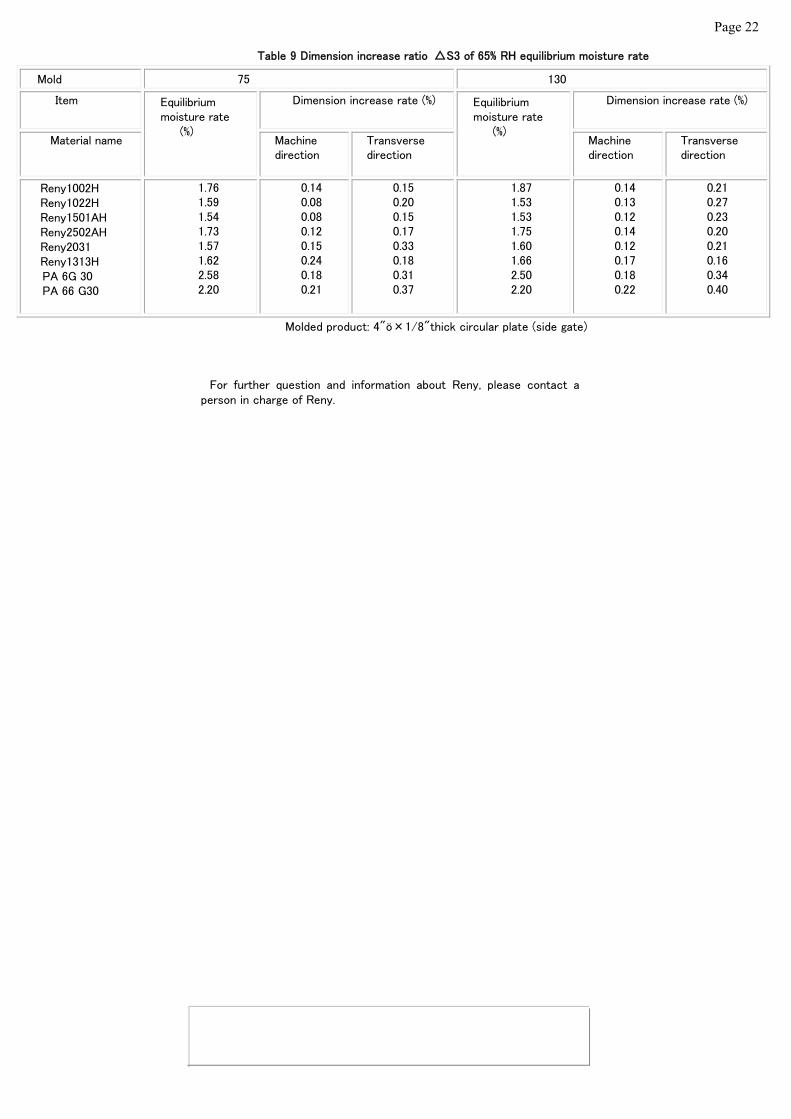
the molding condition such as the cylinder temperature, injection pressure, mold temperature, molded product shape, and gate system. When making a molded product which severe dimension accuracy is required, predict a certain percentage of shrinkage in advance and make the mold experimentally, then modify the mold to gain the required dimension from that. Table 8 indicates molding shrinkage △S1 and heating shrinkage △S2, and Table 9 indicates dimension increase rate △S3 in 65% RH equilibrium water absorption rate, as a guide to calculate the mold dimension.
Table 8 Molding shrinkage ratio △S1 and heating shrinkage ratio △S2
Mold temperature(℃) 75 130
Shrinkage direction
Machine direction
Machine, transverse direction
Machine direction
Machine, transverse direction
Shrinkage ratio (%)
After molding
After heating
After molding
After heating
After molding
After heating
After molding
After heating
Material name
Cylinder temperature (℃)
Injection pressure
(kg/cm2
guage)
130℃・4Hr
130℃・4Hr
130℃・4Hr
130℃・4Hr
Reny1002H Reny1022H Reny1501AH Reny2031 Reny2620 Reny1313H PA6G30 PA66G30 PETG30 PBTG30
245 245 245 245 250 245 230 270 265 230
34 45 38 56 46 50 40 50 40 40
0.520.380.490.680.560.450.590.780.870.92
0.110.070.070.100.07-0.030.130.090.160.07
0.550.390.490.580.540.480.590.790.821.00
0.080.060.060.070.06-0.060.130.080.110.06
0.49 0.37 0.41 0.63 0.57 0.37 0.77 0.85 0.60 0.95
0.02 0.01 0.02 0.03 0.01 -0.07 0.05 0.05 0.04 0.03
0.600.440.480.620.600.460.760.890.801.06
0.040.020.030.030.01-0.090.090.040.030.02
Molding machine : Toshiba IS75PNⅡ Molded product: 2"ö×1/8"thick circular plate (side gate)
Page 22
Table 9 Dimension increase ratio △S3 of 65% RH equilibrium moisture rate
Mold 75 130
Item
Equilibrium moisture rate
(%)
Dimension increase rate (%)
Equilibrium moisture rate
(%)
Dimension increase rate (%)
Material name
Machine direction
Transverse direction
Machine direction
Transverse direction
Reny1002H Reny1022H Reny1501AH Reny2502AH Reny2031 Reny1313H PA 6G 30 PA 66 G30
1.76 1.59 1.54 1.73 1.57 1.62 2.58 2.20
0.14 0.08 0.08 0.12 0.15 0.24 0.18 0.21
0.15 0.20 0.15 0.17 0.33 0.18 0.31 0.37
1.87 1.53 1.53 1.75 1.60 1.66 2.50 2.20
0.14 0.13 0.12 0.14 0.12 0.17 0.18 0.22
0.21 0.27 0.23 0.20 0.21 0.16 0.34 0.40
Molded product: 4"ö×1/8"thick circular plate (side gate)
For further question and information about Reny, please contact a person in charge of Reny.





























