Embed Size (px)
Citation preview


∙ ∙ ∙ ∙ ∙ ∙ ∙ ∙ ∙ ∙ ∙ ∙
Toward a Sustainable Cement Industry Substudy 9: Industrial Ecology in the Cement Industry March 2002
by Bruce Vigon
with contributions from
Tiffany Brunetti, Vinay Gadkari, Scott Butner, and Jill Engel-Cox
∙ ∙ ∙ ∙ ∙ ∙ ∙ ∙ ∙ ∙ ∙ ∙
An Independent Study Commissioned by:
World Business Council for Sustainable Development This substudy is one of 13 research investigations conducted as part of a larger project entitled, "Toward a Sustainable Cement Industry". The project was commissioned by the World Business Council for Sustainable Development as one of a series of member-sponsored projects aimed at converting sustainable development concepts into action. The report represents the independent research efforts of Battelle Memorial Institute and their subcontractors to identify critical issues for the cement industry today, and pathways forward toward a more sustainable future. While there has been considerable interactive effort and exchange of ideas with many organizations within and outside the cement industry during this project, the opinions and views expressed here are those of Battelle and its subcontractors. Battelle Battelle endeavors to produce work of the highest quality, consistent with our contract commitments. However, because of the research nature of this work, the recipients of this report shall undertake the sole responsibility for the consequence of their use or misuse of, or inability to use, any information, data or recommendation contained in this report and understand that Battelle makes no warranty or guarantee, express or implied, including without limitation warranties of fitness for a particular purpose or merchantability, for the contents of this report. Battelle does not engage in research for advertising, sales promotion, or endorsement of our clients' interests including raising investment capital or recommending investments decisions, or other publicity purposes, or for any use in litigation. The recommendations and actions toward sustainable development contained herein are based on the results of research regarding the status and future opportunities for the cement industry as a whole. Battelle has consulted with a number of organizations and individuals within the cement industry to enhance the applicability of the results. Nothing in the recommendations or their potential supportive actions is intended to promote or lead to reduced competition within the industry.

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
i
Foreword Many companies around the globe are re-examining their business operations and relationships in a fundamental way. They are exploring the concept of Sustainable Development, seeking to integrate their pursuit of profitable growth with the assurance of environmental protection and quality of life for present and future generations. Based on this new perspective, some companies are beginning to make significant changes in their policies, commitments and business strategies. The study, of which this substudy is a part, represents an effort by ten major cement companies to explore how the cement industry as a whole can evolve over time to better meet the need for global sustainable development while enhancing shareholder value. The study findings include a variety of recommendations for the industry and its stakeholders to improve the sustainability of cement production. Undertaking this type of open, self-critical effort carries risks. The participating companies believe that an independent assessment of the cement industry’s current status and future opportunities will yield long-term benefits that justify the risks. The intent of the study is to share information that will help any cement company – regardless of its size, location, or current state of progress – to work constructively toward a sustainable future. The pursuit of a more sustainable cement industry requires that a number of technical, managerial, and operational issues be examined in depth. This substudy, one of 13 conducted as a part of the project, provides the basis for assessing the current status or performance and identifies areas for progress toward sustainability on a specific topic. The project report entitled Toward a Sustainable Cement Industry may be found on the project website: http://www.wbcsdcement.org.
Study Groundrules
This report was developed as part of a study managed by Battelle, and funded primarily by a group of ten cement companies designated for this collaboration as the Working Group Cement (WGC). By choice, the study boundaries were limited to activities primarily associated with cement production. Downstream activities, such as cement distribution, concrete production, and concrete products, were addressed only in a limited way. Battelle conducted this study as an independent research effort, drawing upon the knowledge and expertise of a large number of organizations and individuals both inside and outside the cement industry. The cement industry provided a large number of case studies to share practical experience. Battelle accepted the information in these case studies and in public information sources used.
The WGC companies provided supporting information and advice to assure that the report would be credible with industry audiences. To assure objectivity, a number of additional steps were taken to obtain external input and feedback. A series of six dialogues was held with stakeholder groups around the world (see Section 1.5). The World Business Council for Sustainable Development participated in all meetings and
monitored all communications between Battelle and the WGC. An Assurance Group, consisting of distinguished independent experts, reviewed both the quality
and objectivity of the study findings. External experts reviewed advanced drafts of technical substudy reports.
The geographic scope of the study was global, and the future time horizon considered was 20 years. Regional and local implementation of the study recommendations will need to be tailored to the differing states of socioeconomic and technological development.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
ii
List of Acronyms ACBFS air-cooled blast-furnace slag
AFR alternative fuels and raw materials that are inputs to cement production derived from industrial, municipal, and agricultural waste streams
BFS blast-furnace slag, a processed waste product of pig iron production
CEM I Ordinary Portland Cements (European Standard)
CEM II blended cements with 65 - 95% OPC content
CEM III blended cements with 20 - 64% OPC content
EBIT earnings before interest and taxes
EMAS Eco-Management and Audit Scheme
GBFS granulated blast-furnace slag is obtained by rapid quenching of molten blast-furnace slag in water. GBFS has latent hydraulic properties.
GGBFS ground granulated blast-furnace slag is an intermediate material for slag cements. GGBFS cannot completely substitute for clinker because the slag needs an activator to start the chemical reaction to set the concrete.
GRI Global Reporting Initiative IE Industrial ecology ISO International Organization for Standardization KPI Key Performance Indicator LCA Life Cycle Assessment NGO Non-Governmental Organization
OPC Ordinary Portland Cement consisting of approximately 95% ground clinker and 5% gypsum
SD Sustainable Development WGC Working Group Cement (ten core cement company sponsors)

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
iii
Glossary Adsorptive Physical-chemical property of a material that promotes the binding of substances to the surface
Alternative Fuels Energy containing wastes used to substitute for conventional thermal energy sources. Alternative Raw Materials Cementitious materials used as substitutes for conventional cement raw materials.
Alternative Fuels and Raw Materials (AFR) Inputs to cement production derived from industrial, municipal, and agricultural waste streams.
Binder Cohesive agent which could include cement, blended cements, and fly ash.
Blended cement* Cement with a fixed percentage of pozzolans (for example, supplements such as slag and fly ash produced by the steel and electric power industries, respectively) replacing the Portland cement clinker portion of the cement mix. Blended cement is usually understood as cement that is blended by a cement manufacturer rather than a ready-mix supplier (also referred to as composite cement).
By-Product Secondary product of an industrial process.
Cement Within the cement industry, and especially the technical domain, this term is often understood as Ordinary Portland Cement.
Clinker Decarbonized, sintered, and rapidly-cooled limestone. Clinker is an intermediate product in cement manufacturing.
Concrete A material produced by mixing binder, water, and aggregate. The fluid mass undergoes hydration to produce concrete. (Average cement content in concrete is about 15%.).
Compressive strength The maximum resistance of a material to axial compressive loading; expressed as force per unit of cross-sectional area (concrete is measured in N/mm2)
Co-processing Term used in some regions to refer to the practice of introducing AFR into cement production
Fly ash By-product with binding properties typically produced as a residue from coal-fired power plants.
Fossil fuel A general term for combustible geological deposits of carbon in reduced (organic) form and of biological origin, including coal, oil, natural gas, and oil shale.
Granulation Molten BFS is granulated by rapid quenching in water
Industrial clusters Groups of companies with the potential for exchange of materials and energy to mutual advantage
Industrial ecology Framework for improvement in the efficiency of industrial systems by imitating aspects of natural ecosystems, including the cyclical transformation of wastes to input materials.
Industrial metabolism A process in an industrial system that mimics processes in nature wherein one species’ waste provides food or energy input for another
industrial symbiosis A relationship in which organizations are able to survive and prosper because of their exchanges of materials and energy carriers
Kiln Large industrial oven for producing clinker used in manufacture of cement.
Mineral components (MIC) Cement constituents with binding properties (e.g. GGBFS, fly ash, pozzolan) which are not derived from the clinker-manufacturing process
* The International Council for Local Environmental Initiatives (ICLEI), 2001, http://www.iclei.org/about.htm.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
iv
Pozzolan A mineral admixture that acts as a supplement to standard Portland cement hydration products to create additional binder in a concrete mix.†
Pozzolanic cement Cement formulated using a specific percentage of pozzolan in place of Portland cement
Precast Concrete elements cast and cured off site; pipes, etc.
Ready mix Concrete delivered to site in a fresh state
Setting time The time required for freshly mixed concrete to set
Slag cement Blended cement consisting of OPC and GGBFS
Special binder Custom binders not covered by standards
Sustainable development Ability to continually meet the needs of the present without compromising the ability of future generations to meet their own needs.
Thermal processing Treatment of waste materials at high temperature to render them harmless to human health or the environment
Valorization Process of assigning financial utility to a material or service; typically used in the cement industry to define waste recovery versus disposal
Workability Property of freshly mixed concrete, describing homogeneity and the ease with which the concrete can be mixed, pumped, placed, consolidated, and finished.
† The International Council for Local Environmental Initiatives (ICLEI, 2001, Cement Glossary, http://www.iclei.org/us/cement/glossary.html

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
v
Executive Summary Industrial Ecology (IE) is a concept for improving the efficiency of industrial systems by imitating aspects of natural ecosystems. At the heart of the IE concept is the idea that businesses can exchange materials or energy to mutual advantage. Within the cement industry, the use of alternative fuels and raw materials (AFR) is an example of this type of exchange. However, the relevance of IE to the cement industry extends beyond the use of AFR. The overall objective of this substudy was to characterize the potential SD consequences of adopting the concept of IE more broadly within the cement industry, including a discussion of the drivers and barriers to implementation, and technologies and tools available to increase the potential of IE. For the purposes of this study, the following definition of IE for the cement industry is offered as a practical target for realization of IE concepts:
While cement industry initiatives or involvement in IE span a range of engagements and levels of integration with other organizations in an ecosystem, the historical activities may not meet the definition of a sustainable industrial ecosystem. Cement plants addressing only specific internal goals, such as net zero fuel cost, are not working within the collaborative partnership that a true IE arrangement entails. Like most industries, the cement industry currently considers internal economic factors in decision-making related to IE. However, economics may create a barrier to implementation, particularly when large capital costs are required to make plant modifications to use new materials or fuels. Resolving conflicts between barriers and incentives is often one of the greatest challenges. Drivers for IE within the cement industry include the following: Financial Incentives: companies have a strong financial reason to investigate their cost
reductions through alternative fuels and raw materials (or extending clinker capacity to delay capital investment),
Government Support: government policy, regulations and implementation that either actively promote or do not discourage the practice,
Waste Management Infrastructure Deficiencies: the collection, transport, and disposal systems for industrial waste are lacking or the disposal capacity in landfills or incinerators is limited, and
Community Engagement: inclusion of environmental and public health activist groups in the planning and evaluation process for the fuel or raw material change is consistent with the company policy or governments have required or encouraged their involvement.
Barriers to IE implementation, apart from the absence of the above listed drivers, include: Perception of IE as Waste Disposal: the notion that IE is simply an alternative waste
disposal mechanism with little or no social benefits Environmental or Human Health Damage: evidence or perception that waste burning
causes or could cause environmental or health impacts in the local area Lack of Awareness of Market Opportunities: inability to identify and capitalize on sources
of waste in the region that could be usefully processed
Industrial Ecology is a business relationship among a set of partner organizations in which a cement company uses or provides materials and energy carriers that cannot be reused or recycled by the generating process and which otherwise would have no or little economic value as co-products. The cement company’s use or provision of these materials must correspond to the creation of system level net benefits (economic, social, and environmental) as well as benefits to the cement company.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
vi
Resistance to Products Manufactured From or Containing AFR: purchasers determination not to specify or buy products that are made with AFR or which incorporate AFR residuals
Business Operational Issues: adverse influences on product quality or output associated with use of AFR.
Currently, the cement industry does not consider the full set of trade-offs and net benefits of IE decisions. Sustainability Considerations, or decisions based on the net impact on the community and long-term viability of operations are key to the adoption of more sustainable practices. Ultimately, the objective should be to move toward a sustainable industrial ecosystem. Characteristics specified in this research for such systems include: True partnerships with active collaboration among multiple industries with sustainability
goals All participants benefit with considerations for both partners and society at large Waste management hierarchy principles apply with exceptions determined through
application of systems analysis tools Zero waste goals Quantitative benefits that are substantial enough to show improvements to the environment Innovation and tools that allow for more creative solutions and more significant benefits Location and relationship of partners is not limited to a co-located arrangement.
The industry needs a structure to allow them to realize a core role in the emerging field of IE. The cement industry is well-suited for this role as evidenced by the potential for multiple and diverse flows of resources, the potential for internal economic returns and creating social benefits. IE should be an integral part of corporate strategic planning. Company strategic goals incorporating IE need to be translated to the plant level. The framework proposed in this study would allow companies to assess their current activities, evaluate drivers, barriers, and impacts, prioritize and set goals, and develop action plans. Specific recommendations for progress toward sustainable industrial ecosystems are to: Develop an integrated IE component of corporate strategy and show how this systematic
approach has supported the identification of specific areas of improvement. Set and communicate goals for specific performance indicators for the corporation, the local
company, and individuals that reflect a true sustainable IE focus and work to align the various responsible groups to achieve success.
Provide operating companies and facilities with the necessary information and tools to fully evaluate and implement the attractive opportunities.
Obtain a more complete picture of the full range of IE opportunities regionally and locally and identify which organizations to work with to remove barriers. Consider collaborations with broker organizations acting to help introduce potential IE partners.
Build strong ecosystems by engaging with multiple partners and establishing working relationships at various levels in the partnering companies. Consider expanding into the collection, processing, and delivery of waste materials where a business case can be made and where the local infrastructure is an implementation barrier.
Establish dialogue with local and national level governments to create an objective basis for creating policies to support IE development and for evaluating IE opportunities.
Condition and educate the marketplace if the results of an IE implementation will change the product characteristics or composition.
( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
vii
Conduct or support research to characterize the risks and benefits of an IE opportunity for the company, plant workers, and the communities and other components of society affected. Do not rely on generic data unless it is clearly relevant and applicable.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
viii
Table of Contents 1. Introduction ......................................................................................................................... 1
1.1. Study Objectives......................................................................................................... 1 1.2. Study Scope ............................................................................................................... 1 1.3. Technical Approach .................................................................................................... 2
2. Industrial Ecology: Concept and Relevancy ........................................................................ 3 2.1. What is Industrial Ecology?......................................................................................... 3 2.2. The Relationship between Industrial Ecology and Sustainable Development.............. 4 2.3. Relevance of Industrial Ecology to the Cement Industry ............................................. 6
3. Industrial Ecology in the Cement Industry ......................................................................... 11 3.1. Drivers, Barriers, and Current Status of IE ................................................................ 11 3.2. Assessment of IE Practices in Relation to SD........................................................... 22
4. Industry Ecology in Cement Company Strategy ................................................................ 27 4.1. Need for an IE Component in Corporate Strategy..................................................... 27 4.2. Incorporating IE in Business Strategy ....................................................................... 28
5. Conclusions and Recommendations ................................................................................. 33 5.1. Relevancy of the Industrial Ecology Concept ............................................................ 33 5.2. Assessment of IE within the Cement Industry ........................................................... 33 5.3. Need for an IE Structure ........................................................................................... 34 5.4. Specific Recommendations....................................................................................... 34
6. References ....................................................................................................................... 35 Appendix A: Focused Case Studies ........................................................................................A-1 Appendix B: Alsen Cement and Salzgitter Steelworks Case Study..........................................B-1 Appendix C: Toward a Zero Emissions Society: Contributions of a Cement Plant - Case Study Taiheiyo Cement Corporation, Japan ..................................................................................... C-1 Appendix D: Self-Assessment Tool for Industrial Ecology (IE)................................................ D-1
List of Tables Table B-1: Product Properties and Environmental Impact of an OPC and Two
Slag Cements.................................................................................................................B-11 Table D-1: Self-Assessment Tool - Signal Chart Criteria ........................................................ D-1 List of Figures Figure 3-1. Potential Material and Energy Flows in a Cement Plant-Centric IE System............ 15 Figure 3-2. Waste Use Trends vs. Economic Development..................................................... 18 Figure 3-3. Flow and Quality Relationships in a Sustainable IE System ................................... 23 Figure 4-1. Proposed Process for Developing an IE Strategic Component.............................. 28 Figure 4-2. Example Signal Chart after Assessment ............................................................... 29 Figure B-1. ALSEN’s Market Penetration of Slag Cements .....................................................B-7 Figure B-2. Flow Chart of Granulation Plant ..........................................................................B-10 Figure B-3. Negative Environmental Impact of Slag Cements ...............................................B-12 Figure B-4. Positive Environmental Impact of Slag Cements.................................................B-12 Figure B-5. The Coarse Concept...........................................................................................B-13 Figure C-1. The Cement Industry at the Core of an Industrial Cluster..................................... C-3 Figure C-2. Flow Diagram of Ecocement Manufacturing Process........................................... C-7 Figure C-3. The Cement Plant Resource Recycling System................................................. C-11

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
1
1. Introduction Industrial Ecology (IE) is a concept for improving the efficiency of industrial systems by imitating aspects of natural ecosystems. It provides an objective means for making progress toward sustainable development. IE considers a range of sustainability issues including energy and resource conservation; environmental, health, and safety improvement; climate change management and land use. To employ IE as a basis for progress toward sustainable development (SD), an organization must understand the risks and benefits as well as the implementation challenges. To develop this understanding, companies must assess the business implications; the impact on organizational and plant level goals; the potential for innovative changes, community response, and the influences of supporting or constraining corporate or governmental policies. This substudy focuses on principles of IE relevant to the cement industry and includes a discussion of both the benefits and barriers to implementing a company strategy with a strong IE component. This report documents the results of one of 13 substudies under the WBCSD project Toward a Sustainable Cement Industry. Issues analyzed in the substudies are combined in an understandable way for external stakeholders by integrating particular findings and recommendations within the Triple Bottom Line of SD and the specific sustainability issues identified for the cement industry. This substudy develops actions whose primary focus is Resource Productivity. Secondary issues addressed are Emission Reduction, Ecological Stewardship, and Shareholder Value.
1.1. Study Objectives The overall objective of this substudy is to characterize the potential SD consequences of adopting the concept of IE more broadly within the cement industry. This study focuses on understanding the factors that enhance or create barriers to implementation of IE more so than the specific materials flows and energy resources that make up an industrial ecosystem. Additionally, technologies and tools that may increase the attractiveness and feasibility of IE are evaluated. Finally, this study also provides a structure for developing or enhancing an IE strategy at the corporate level.
1.2. Study Scope The substudy lays a foundation for understanding IE and related concepts for integrating the flows of mass, energy, and money of industrial systems. The substudy investigates the potential business opportunities and challenges that the cement industry faces in more widely implementing IE, including regional perspectives and priorities. In addition to characterizing existing examples of IE where the cement industry has been a partner, the substudy identifies and analyzes relevant examples from other industry sectors to understand the factors, at both the industry and regional/local levels, leading to successful implementation. The final section provides a step-by-step process for corporate cement organizations to more broadly implement IE by: Assessing the organization’s current use of IE principles Evaluating drivers, barriers, and potential consequences of current and future actions Understanding priorities for establishing a IE-oriented corporate business strategy and
developing goals, and Applying the corporate strategy to develop specific action plans at plant level to meet
organizational goals taking IE into consideration.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
2
1.3. Technical Approach This study was carried out by: describing and evaluating a number of IE concepts discussed in the literature synthesizing a definition of IE for practical realization of the concept by the cement industry
within a Sustainable Development framework characterizing the state of practice through literature reviews, interviews, and case studies developing a structured process to further enhance IE implementation within the cement
industry. Part 2 of this report describes IE and the Cement Industry and is based on literature and theories involving IE approaches. This information provides the groundwork for a workable definition of IE for the industry. The section is supported by case studies, based on the cement industry and other relevant industry examples. Part 3 gives a more detailed analysis of the potential for IE in the cement industry. This section is based on company, local, or regional data as appropriate and as available. Part 3 further discusses barriers and drivers to IE for the industry based on a review of current activities. Part 4 develops a structure for IE within a corporate strategy and identifies responses at a plant level to implement the corporate strategy. This information is based on the review of related concepts and the cement industry-specific analysis. Part 5 provides a discussion of recommendations for the industry.

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
3
2. Industrial Ecology: Concept and Relevancy 2.1. What is Industrial Ecology? The term Industrial Ecology refers to the notion that industrial systems can be made more efficient by imitating selected aspects of natural ecosystems. For example, in natural ecosystems the waste from one organism (and of course, often the organism itself) becomes the food for others. Extended across the entire eco-system, this "food web" allows nutrients to be recycled continuously in an essentially closed loop. In an industrial ecosystem, this food web concept is applied to businesses, allowing materials to be recycled. In the view of industrial ecologists, such a system can help industry to be more sustainable. In this report, the term "industrial ecology" is used to suggest a perspective that views the cement industry as one "species" in a complex and interdependent collection of industries. In this context, it should be noted that while the "food web" concept is a useful one, the ecosystem analogy does not end there. Industrial ecology may be used as a way of understanding how businesses adapt to changes in the industrial ecosystem. In this way, industrial ecology can shed light on a number of important questions, including: How do industrial ecosystems
emerge? Can industrial ecosystems be
designed, or must they evolve over time? How do industries and technologies change over time? Are there predictable patterns of
succession, emergence and adaptation? How are industries affected by the introduction of new products, technologies, or regulations?
What kinds of adaptive strategies can be "borrowed" from nature to help businesses become sustainable in a constantly changing world? How do industrial ecosystems interact with the natural environment? What strategies can
businesses employ to adapt to shortages of water and other resources? Although such issues may appear to be of interest primarily to academic researchers, we believe they are central to the sustainability of the cement industry. In order to be sustainable in the most basic sense of the word, the cement industry needs to adapt and change to increasing environmental and social demands. In this report, the term "industrial ecology" is used to suggest a perspective that views the cement industry as one contributor to a complex and interdependent collection of industries. The ecological comparison provides a great opportunity for understanding adaptation strategies found in natural systems. Some of these natural examples are likely to provide insight into analogous adaptive strategies that the cement
Historical Development of Industrial Ecology
Much of the current interest in industrial ecology can be traced back to a 1989 Scientific American article by Robert Frosch and Nicolas Gallopoulos published under the unremarkable title "Strategies for Manufacturing."17 In this article, the authors introduced into popular usage many of the important concepts and terms that still comprise the core of Industrial ecology. Most importantly, the article introduced the "food chain" analogy that dominates much of today's discussion of Industrial ecology.
Central to this analogy is the observation that in natural ecosystems, organisms exist as part of a complex "food chain" in which one organism becomes the food for another. This process is repeated throughout the ecosystem to effect a continuous recycling of materials. The idea that businesses could learn to create similar kinds of "closed loops" was quite appealing in light of increasing environmental regulations, stakeholder pressures to reduce environmental emissions, and growing scarcity of natural resources, such as water and fossil fuels.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
4
Industrial Ecology: Integrating Business and Society
“Operating on a global scale brings problems at a global level. The environmental issues now facing industry are no longer focused simply on local toxic impacts – although these remain potentially serious. There are now unintended effects on the total global environment, of which global warming and ozone depletion may be only the most visible of a multitude of adverse symptoms.
The emerging environmental challenge requires a technical and management approach capable of addressing problems of global scope. By contrast, the environmental agenda of companies today is frequently driven by a list of individual issues because there is no accepted overall framework to shape comprehensive programs.
Corporate environmental agendas typically list goals such as eliminating the use of chlorofluorocarbons (CFCs), promoting recycling, increasing energy efficiency, and minimizing the production of hazardous waste. The question is whether this kind of action list goes far enough in dealing with underlying causes, or whether it is largely treating symptoms. Will it protect business against further "environmental surprises"? In its complexity, the global environmental problem-set somewhat resembles an iceberg--well-publicized environmental problems are the visible one-tenth above the surface. We still know too little about the adaptive capacity of the natural environment as a whole to predict confidently how it will react to continuing industrialization. If the iceberg suddenly rolls over, it could expose problems that the average business is quite unprepared for.
Effective defense against this uncertainty will be based on the recognition of a key principle. The ultimate driver of the global environmental crisis is industrialization, which means significant, systemic industrial change will be unavoidable if society is to eliminate the root causes of environmental damage. The resulting program of business change will have to be based in a far-sighted conceptual framework if it is to ensure the long-term viability of industrialization, and implementation will need to begin soon.
…[I]ndustrial ecology [is] the best available candidate for this needed conceptual framework. In
industry might use to define new market niches, foster increased cooperative behavior, and profit from the natural succession of industries in emerging and established economies.
2.2. The Relationship between Industrial Ecology and Sustainable Development
Some authors have claimed that IE is an essential tool for achieving sustainable development.3
Although the concepts of sustainability and IE are still fairly new, and it may be too soon to describe the ultimate linkage, it is clear that IE provides a conceptual basis for understanding some aspects of sustainability. IE is especially well suited to evaluate those aspects dealing with material and energy flows in the environment. By seeking ways to "close the loop" on material cycles, IE extends the useful lifetime of material resources and reduces the impact of their acquisition on the environment. SD implies a set of goals that typically includes the "triple bottom line" of economic prosperity, environmental stewardship, and social responsibility. IE does not explicitly address economic or social issues, but the economic and social consequences of implementing IE activities can be identified. Some proponents of IE have used the term loosely, to describe any economically beneficial use of industrial byproducts. Such an approach tends to overlook the question of whether there are some materials that should not be incorporated into products even if a market can be found for them, especially when our understanding of their fate in the environment is lacking. This substudy adopts a more strict definition that considers both economic viability and environmental implications. In the end, IE is best viewed as one of several tools that may be applied to enhance sustainable practices. It provides a powerful way to think about how businesses manage materials, adapt to change, and create value.

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
5
TNS System Conditions
The TNS conditions, which are based loosely on thermodynamic principles, require that in a sustainable society, the natural world is not subject to increasing: 1. concentrations of substances extracted
from the earth's crust, 2. concentrations of substances produced by
society, or 3. degradation by physical means.
Furthermore, the final constraint states that in a sustainable society – 4. human needs are met worldwide.
Industrial Ecology and The Natural Step (TNS) In some regions of the world, interest in IE is closely linked to a program known as The Natural Step (TNS).27 The Natural Step is a philosophical framework for sustainability built largely around a set of constraints known as the "System Conditions" which must be met to achieve sustainability. TNS borrows concepts from industrial ecology (especially the concept of industrial metabolism, which concerns itself with the flow of materials and energy through the environment).6 IE and TNS have different goals but overlapping applications. The Natural Step is primarily a philosophical framework that applies selected scientific principles to support a set of guiding principles for SD. IE is a scientific framework for understanding the functioning of industrial systems (whether sustainable or not), which can be used to obtain guiding principles for sustainable industries. In practice, the two frameworks co-exist, with proponents of each framework generally recognizing value in the other system. Of the two frameworks, IE is the more powerful for evoking new insights into how industrial systems work (and consequently how they can be improved). However, many would agree that TNS is the more powerful statement of objectives for companies seeking to claim sustainability. As a worldwide movement, TNS is also useful in depicting a particular view of sustainability that is recognized among stakeholder groups. Practitioners of TNS include leading companies in a wide variety of sectors – Ikea, Volvo, Co-operative Bank, Norm Thompson Outfitters, Interface, and Electrolux.
Industrial Ecology and Zero Emissions Manufacturing Alongside IE and The Natural Step, there is one more basis for discussing sustainable manufacturing that has attracted considerable attention: Zero Emissions Manufacturing. While TNS and IE can be thought of as philosophical and scientific frameworks, respectively, Zero Emissions Manufacturing may be thought of as an engineering or design approach for translating these concepts into practical results.42 The most visible champion of this approach is the Zero Emissions Research Initiative.42
essence, industrial ecology involves designing industrial infrastructures as if they were a series of interlocking man-made ecosystems interfacing with the natural global ecosystem. Industrial ecology takes the pattern of the natural environment as a model for solving environmental problems, creating a new paradigm for the industrial system in the process. This … represents a decisive reorientation from conquering nature--which we have effectively already done--to cooperating with it. ”
— Hardin B.C. Tibbs from “Industrial Ecology: An Environmental Agenda for Industry”, Center of Excellence for Sustainable Development, 1992. http://www.sustainable.doe.gov/articles/indecol.shtml

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
6
2.3. Relevance of Industrial Ecology to the Cement Industry At the heart of the IE concept is the idea that businesses‡ can exchange materials or energy to mutual advantage (i.e., industrial symbiosis). The use of alternative fuels and raw materials (AFR) within the cement industry is an example of such an exchange. A frequently cited example is TXI's CemStarSM process, which utilizes slag from electric arc furnaces (EAF) used in steel making processed in a particular way to increase cement production and reduce emissions, at little additional cost (BCSD Gulf Coast, 1997). According to TXI, the process can increase cement production by as much as 15%. As described in a 1999 TXI press release,37 "EAF slag that once sold for $3 to $8 a ton now is converted into Portland cement that sells for an average of $70 a ton." The process has also been licensed to four cement companies and is being actively marketed in the United States and throughout the world.§ However, the relevance of IE to the cement industry extends beyond the use of AFR. IE also examines the application of ecosystems concepts to the design of so-called eco-industrial parks or estates. Some researchers have proposed using concepts from ecology to understand the system dynamics of industrial ecosystems in such parks.4 Other examples of how the industrial ecosystem metaphor offers potential benefits to the cement industry are cited below.
The Role of Cement Plants in Eco-Industria l Park Development. One of the more important applications of the IE concept has been its role in shaping the development of eco-industrial parks. The most common defining characteristic for determining what constitutes an eco-industrial park hinges upon on the co-location of industrial facilities that can exchange materials or energy to mutual advantage. Around the world, a small handful of industrial estates have emerged that appear to embody the eco-industrial park concept. Perhaps foremost among these is the Kalundborg industrial park in Denmark.15 The Kalundborg complex comprises a complex web of waste material and energy exchanges involving an electric power generating plant, an oil refinery, a pharmaceutical factory, a gypsum wallboard factory, a sulfuric acid manufacturer, cement producers, the municipality of Kalundborg, and agricultural and horticultural facilities (See Appendix A). Two characteristics of the Kalundborg example are worth stating here. One, the development of the interrelationships was not created through some overall master plan. The exchanges have evolved based on individual discussions between potential participants rather than a collaborative planning process. Two, some of the members of the complex, including the cement producer, are located outside the physical boundaries of the industrial park. Co-location is not an essential requirement of a well-functioning IE system.
‡ In this report references to businesses exchanging materials or fuels also includes flows from other organizations, such as municipalities or governmental agencies that may have or be able to use materials in these relationships. § The specific benefits of the process are dependent on the conditions at the local plant. In particular, managing the chromium content of the slag is necessary.
Expanding the IE Concept for Sustainable Development
“Industrial ecology is an evocative metaphor that has evolved into a new paradigm for environmental management. It locates human activity in a larger, environmental context and uses the natural world as a model for organizing industrial activities. To date the concepts of place and jurisdiction have been missing from industrial ecology, even though many important environmental decisions are made within local political boundaries. Planners are uniquely equipped to advance this field because they (a) study locally-open systems such as economies, and (b) link big-picture ideas to incremental decisions. In return, industrial ecology offers planners an integrative framework for describing, explaining, and solving environmental problems.”
— Clinton J. Andrews from “Putting industrial ecology into place: evolving roles for planners.” Journal of the American Planning Association, 65.4, 2000.

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
7
Questions that IE hopes to answer are how the successes at Kalundborg can be replicated and whether industrial ecosystems can be designed, or are solely the result of an evolutionary process. A related question posed by the challenge of designing industrial ecosystems is whether or not all members of an industrial ecosystem are equal partners. In other words, can specific industries or industrial processes serve as an "anchor" for an industrial ecosystem? There are indications that certain types of processes or industries are well suited to becoming
"anchor" facilities around which other industries might congregate. For example, industries that provide a large amount of waste heat, or those that can serve as long-term sources or users of raw materials, appear to have the potential to serve as anchors. Cement plants show some potential for meeting these criteria in their use of alternative fuels and raw materials as well as in their ability to provide excess heat from kiln firing and recovered co-products of cement making. The excess heat could be used for other processes or to provide district heating for commercial or residential buildings.
Ecological Lessons about Adaptive Strategies for the Cement Industry Much of what is published about IE focuses on the flow of materials and energy throughout industrial systems. Such publications often depict these systems as relatively static, or unchanging with time. In real ecosystems, however, a great deal of attention is paid to understanding the dynamic aspects. As an example, such studies examine how individual species adapt over time to their environment, and how ecosystems themselves change over time. These studies also show how the living organisms themselves change the ecosystem.** Understanding these dynamic changes provides knowledge about how an ecosystem arrives at a particular state, and how it is likely to change in the future. Surprisingly, this aspect of IE gets relatively little attention even among the supporters of IE. However, using ecological analogies to understand dynamic behavior of industrial ecosystems potentially has much to offer.
** This phenomenon is known as ecological succession. It is used to describe transitions such as the progression of a forest from pioneer species to so-called "old growth" forest. Given a set of initial conditions, these successions follow a predictable sequence of stages, each reflecting a different plant and animal species composition.
Case Study: Another Successful Eco-Industrial Park
The Cajati Industrial Park in Brazil is another example of a successful Eco-Industrial Park concept. In this case the cement plant was sited to take advantage of a sub-product of another industry. Millions of tonnes of waste have been avoided during the operating period of the collaboration between the cement plant and the phosphate processing operation.
The cement plant intends to start burning alternative fuels in its kiln. The cement plant will seek to develop relations with an increasing number of industrial partners that will be able to supply it with industrial residues. The application for licensing has already been lodged and only the authorization of the environmental authority is awaited. The fact that the cement plant was born in the wake of a decision to make use of the sub-products of another industry to be used as a raw material allowed the licensing process to be simplified.
At present, the link between increased economic value, technological innovation and sustainable development is maintained through close co-operation between the two factories. A planned change in the MgO content of the dolomitic residue from the phosphate plant will allow the use of this type of residue in the manufacture of cement and provides advantages in that it will enable the production of bi-calcic phosphate for the manufacture of livestock feed. This new step will lead to a win-win-win situation, providing benefits for both companies and for the environment.
Source: Cimpor (See Appendix A)
( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
8
Measuring the Benefi ts and Impacts of IE to Society One of the principles of IE relating to SD is that an opportunity to engage in a materials or fuels exchange should be analyzed with regard to its external social benefits and impacts. Cement companies need to adopt a methodology to perform these types of analyses. There are a number of candidate methods, although none have been accepted by an official international body. The detailed description and evaluation of methods is beyond the scope of this substudy, but briefly the candidates fall into two categories – those that account for external effects qualitatively or through surrogate (non-monetary) metrics and those that attempt to valorize or monetize these so-called externalities (total cost accounting or environmental accounting). Additional details on the general nature of these methods may be found in the LCA substudy and Business Case substudy reports. A specific example of use of such a methodology is described in the box below.
Case Study: An IE Example of Ecological Succession
An example of how the idea of ecological succession can be applied to cement facilities can be found by looking at the conversion of a defunct cement kiln in Stora Vika, Sweden into a large-scale composting facility.42 Taking advantage of the large capital infrastructure that was already present at the cement plant (including the kiln, docks, loading facilities, etc.), the designers of the composting facility converted the cement plant's kiln into a rotating aerobic composter, with a design capacity allowing the processing of up to 1000 metric tons per day of municipal waste. The composting facility demonstrates a number of other eco-industrial linkages, including the use of municipal wastewater to provide additional nutrients and water required for composting, and the use of carbon dioxide and heat generated by the composting operation in adjacent greenhouses.
The example above illustrates how the useful lifetime of a capital investment can be extended by redirecting its use after its original purpose is no longer served. In an industry like cement manufacture, where changes in development patterns and other factors can leave manufacturers with unused capacity, such concepts can help maximize return on capital investments.

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
9
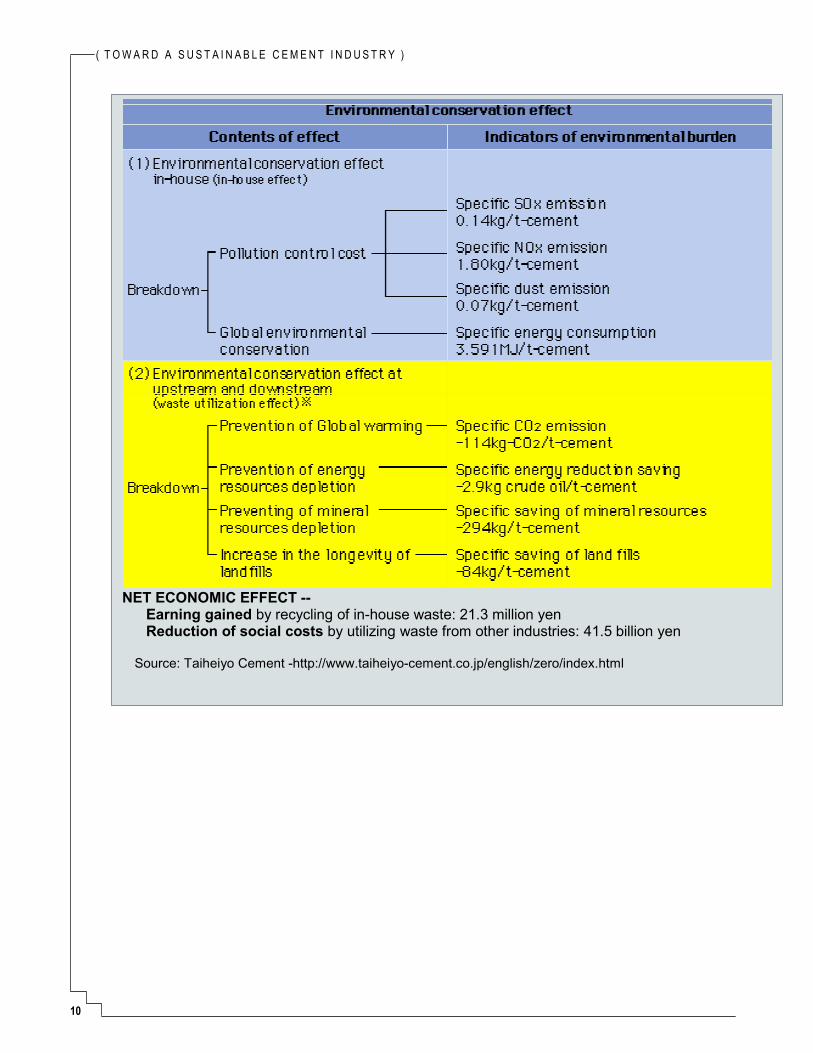
Case Study: Measuring Environmental Conservation Costs and Total Effect in Cement Production and Environmental Business
Since 1999, Taiheiyo has been studying disclosure of the costs and effects of the company's environmental conservation activities to the public as management information. The study includes participation in the ''Environmental Accounting Study Group for Administrators'' conducted by the Japanese Environment Agency. They calculated the environmental conservation costs as the reduction of social costs by using a Taiheiyo methodology that is in line with the Environment Agency Guidelines (2000 edition). The calculations summarized are from Taiheiyo's ten cement plants and groups the environmental conservation costs and effects of utilizing wastes from other industries as they influence the whole society. The external costs are included in the ''Upstream and Downstream Costs and Effects” (yellow sections). In 1999, Taiheiyo used 6.2 million tonnes of waste and by-products as AFR to produce about 24.3 million tonnes of cement. This is equivalent to about 41.5 billion yen when converted to economic value under an assumption that it is a reduction of the burden placed on society for environment and natural resources.
Note: data are a composite of ten plants.
( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
10
NET ECONOMIC EFFECT -- Earning gained by recycling of in-house waste: 21.3 million yen Reduction of social costs by utilizing waste from other industries: 41.5 billion yen
Source: Taiheiyo Cement -http://www.taiheiyo-cement.co.jp/english/zero/index.html
( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
11
3. Industrial Ecology in the Cement Industry As the term is defined in this substudy, the cement industry’s exploration of IE began nearly 10 years ago. This history contains examples of both successes and failures based on a variety of drivers and barriers to implementation. In parallel with the industry trying to define and implement practices, governments and regulatory bodies have begun to set policies that have either facilitated or inhibited the industry from practicing IE. Experience has shown the need to consider a variety of issues, constraints, outcomes, and even the ability to maintain IE relationships. The following section provides a baseline assessment of the industry’s current practices in relation to the proposed definition of IE. The discussion includes a description of specific practices, the relationship of IE to long-term sustainability of the industry, and the long-term benefits and motivation for the industry to more widely adopt IE. The following definition of IE for the cement industry is offered as a practical target for realization of the previously discussed IE concepts:
3.1. Drivers, Barriers, and Current Status of IE Current cement industry initiatives or involvement in IE span a range of engagements and levels of integration with other organizations in an ecosystem. Following are selected examples of IE practices supported with interviews and other information collection to provide an overall picture of the state of implementation. Overall global statistics for the practice of IE within the cement industry are not available. Instead, specific issues, drivers and barriers are discussed as they affect the extent of implementation on a regional or national level. For instance, AFR (the use of alternative fuels and raw materials or co-processing as it is called in some places) may not meet the definition of a sustainable industrial ecosystem. Cement plants addressing only specific internal goals, such as net zero fuel cost, in their development of alternative sources of energy and materials are not working within the collaborative partnership that a true IE arrangement entails. Issues such as this are discussed below. The practice of IE has advanced the most when the following four drivers are collectively present: Financial Incentives: companies have a strong financial reason to investigate their cost
reductions through alternative fuels and raw materials (or extending clinker capacity to delay capital investment) Government Support: government policy, regulations and implementation that either
actively promote or do not discourage the practice Waste Management Infrastructure Deficiencies: the collection, transport, and disposal
systems for industrial waste are lacking or the disposal capacity in landfills or incinerators is limited Community Engagement: the inclusion of environmental and public health activist groups in
the planning and evaluation process for the fuel or raw material change is consistent with the company policy or governments have required or encouraged their involvement.
“Industrial Ecology is a business relationship among a set of partner organizations in which a cement company uses or provides materials and energy carriers that cannot be reused or recycled by the generating process and which otherwise would have no or little economic value as co-products. The cement company’s use or provision of these materials must correspond to the creation of system level net benefits (economic, social, and environmental) as well as benefits to the cement company.”
( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
12
Barriers to IE implementation, apart from the absence of the above listed drivers, include: Perception of IE as Waste Disposal: the notion that IE is simply an alternative waste
disposal mechanism with little or no social benefits Environmental or Human Health Damage: evidence or perception that waste burning
causes or could cause environmental or health impacts in the local area Lack of Awareness of Market Opportunities: the inability to identify and capitalize on
sources of waste in the region that could be usefully processed Resistance to Products Manufactured From or Containing AFR: purchasers
determination not to specify or buy products that are made with AFR or which incorporate AFR residuals Business Operational Issues: adverse influences on product quality or output with use of
AFR Transparency with Information: sensitivity regarding sharing of process and product know-
how Availability of Analysis Tools: lack of tools for comprehensive and objective opportunity
identification. These barriers are discussed in the text in parallel with the drivers and highlighted in the text where appropriate. An additional characteristic may be needed as the industry adopts more sustainable practices: Sustainability Considerations:
decisions are based on both the net impact on the community and long-term viability of operations.
Financial Incentives Like most industries, the cement industry currently considers internal economic factors in decision-making related to IE. Cement plants are already using alternative fuels and raw materials to reduce the cost of their operations. However, economics may create a barrier to implementation, particularly when large capital costs are required to make plant modifications to use new materials or fuels. Even if the implementation investment has a short payback or return, the initial funding may not be available. In other cases, the alternative may require increased transportation, insurance, or permitting costs that make the initiative uneconomical for the cement company.
Case Study: Expanding and Educating Markets to Enhance IE Implementation
It is essential that IE opportunities address the environmental impact of cement production. But these benefits alone are insufficient to spur the industry to greater use of the concept. The challenge of producing and marketing slag cements that are competitive in price and quality and of educating customers about the new products are equally as important for success.
In 1996, ALSEN, a Holcim Group company, invested in a granulation plant at the Salzgitter steelworks. These two companies formally agreed to work together for at least 15 years. ALSEN is responsible for managing the entire granulation process and gets to use the blast-furnace slag. ALSEN developed new types of slag cements, nearly doubling their product range. During the shift away from ordinary Portland cement (OPC) and toward blended cements, ALSEN has been able to maintain its market share. But the sales force has experienced problems in selling slag cements. Cost-conscious customers in the building branch are not swayed by environmental arguments. This runs contrary to intuition in the environmentally conscious German market. ALSEN has developed new marketing strategies in response to these challenges.
Merely optimizing current clinker processes cannot achieve as great a contribution to environmental protection as integrating granulated blast-furnace slag can. Integration of granulated blast-furnace slag into cement manufacturing is a genuine opportunity to contribute significantly to sustainable development, but requires change along the entire value chain if the effort is to be successful.
Source: Alsen AG, 2000

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
13
Often, the greatest challenges arise when the barriers conflict equally with the incentives. This is particularly the case when an IE initiative may have economic drivers but is unsustainable when considering global environmental or local social concerns. The most significant example related to the cement industry is the use of waste as fuel. On the positive side, the use of waste as fuel provides a service to the industry generating the waste and to the community seeking to dispose of the materials. Many fuels are available at costs to the cement plant below that of conventional fuels, such as coal. On the negative side, combustion of hazardous materials is sometimes controversial with the community and employees due to their perception of risks, including increased toxic emissions, the possibility of accidental releases during transportation and handling, and increased worker exposure to chemicals. Easy availability of this treatment method (use in cement kilns) may discourage the source company from finding ways to minimize the generation of their waste through innovative source reduction techniques, in direct conflict with the waste management hierarchy. When a supplying company does begin to minimize its waste generation, interruptions may occur in the supply for the cement plant, making operations highly variable and possibly less efficient. Nevertheless, pollution prevention should in most cases be encouraged and supported, even if it adversely affects the formation or viability of an industrial ecosystem. Having multiple partners in the ecosystem provides additional flexibility and offsets the loss of one provider. Oftentimes, the facility simply does not know who in their region could be a viable partner (P. Ronsin and M. Picard, Personal Communication, 2001)††. Figure 3-1 illustrates the range of relationships that can be established to offer the company or plant manager further opportunity for identifying multiple markets. Another area of concern is the process of finding and interacting with IE partners. Once a cement plant decides to investigate potential IE projects, they need to have a process to connect with other industries that may be a source of raw materials or fuels for the cement process or industries that may have a use for cement plant-generated wastes or excess energy. Cement plants have several places to go for assistance—internal corporate headquarters, local community non-profits, and external for-profit brokers—each with their benefits and limitations. First, if the company has diverse operations, they can work through internal corporate environmental operations in order to connect with sister plants, such as a steel plant with the same parent company that has excess slag waste. Working within the same parent firm can create double savings and gives both plants a stronger commitment to succeed. The challenge is when the plants may not be located close enough to keep transportation costs economical. The second option is to meet and work with neighboring industries through local waste minimization non-profits or business organizations. This alternative option provides maximum flexibility in choosing whom to work with and keeps transportation costs to a minimum, but requires an active local business community or a dedicated non-profit acting as a facilitator. Finally, a cement plant can work with a for-profit waste broker, a company that specializes in handling industrial wastes. Some brokers provide the service of exchanging materials between compatible facilities for a fee based on the buying and selling prices. Using a broker can reduce the amount of time cement plant personnel have to spend seeking a compatible partner, can help ensure a steady supply of fuel and materials from multiple sources, and can simplify contracting to a single source. However, care must be taken to choose a reputable broker, especially when dealing with hazardous wastes, to ensure the legality of the transport, accurate labeling, analysis, and composition of incoming materials.
†† Italcementi and Lafarge representatives, respectively. Interview conducted by the substudy manager, January 2001.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
14
In some countries the economic forces are not yet sufficiently strong to promote alternative practices. For instance, China relies on coal almost exclusively to produce its cement. Unlike some industrialized countries, China has not yet moved to burning waste and other alternative energy sources in its cement kilns, although that may become an option if coal prices continue to rise. Chinese coal prices were freed in the early 1990s and, outside of the main producing areas, are now relatively high.43 Additionally, IE often requires revealing the raw materials and fuels used in the process to the public, regulators, and the industries sharing materials and fuels. This transparency can be barrier when the process and its components are considered proprietary. Revealing them, even in a limited fashion, can be considered a risk to profitability and is yet another economic consideration.
Success with Scrap Tires
One area of success within the cement industry is in the use of scrap tires. At present in the U.S., scrap tires are classified as fuels, not as wastes. In 1998, some 38 million tires were used in cement kilns, about 15% of the 270 million new scrap tires generated that year.31 On average, kilns can replace 1.25 kg of coal for every kg of tire-derived fuel fed.30 The Scrap Tire Management Council has develop a guidance document for plant managers and operators that details information on a wide variety of operational issues relating to tires including tire characteristics as fuel, effects on cement quality, permits, and internal considerations associated with communications, customer relations, employee safety, and public relations.30 Because this guide is not produced by the cement industry and because the Council has no vested interest in promoting use in kilns above other uses, such guidance is especially powerful in enhancing the practice. This type of guidance document could be an example for other sources of AFR. From an IE perspective the expanding market for scrap tires is encouraging in that the overall beneficial use of these materials is increasing and not exclusively in the direction of combusting them for energy.
A similar type of document has been produced by the U.K. environmental agency.12 The European Commission's Landfill Directive will ban the disposal of whole tires to landfill by about 2003, and shredded tires by 2006. Some 450,000 tonnes of waste tires are generated each year in the United Kingdom. Accordingly, more reuse, material recycling and energy recovery options are needed. To this end, the use of tires as a fuel in cement kilns is an important outlet for waste tires in the U.K. The document notes that burning tires in cement kilns often has a net environmental benefit when compared to conventional fuels, which are usually coal and petroleum coke. For example, the emissions of nitrogen oxides and sulfur oxides (major pollutants) have been shown to be lower when burning tires with coal compared with coal alone.30 Also, because tires contain steel, using them as a fuel reduces the amount of iron oxide that must be added to the cement making process.

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
15
Oth
er E
xcha
ngea
ble
Mat
eria
ls
alum
inum
hyd
roxi
de
slud
ge
CaF
2 slu
dge
deca
rbon
atio
n sl
udge
iro
n ox
ide
mar
ble
dust
and
scr
aps
pelle
tized
fluo
rite
pyrit
e as
h re
ctifi
catio
n sl
udge
us
ed c
atal
ysts
Mun
icip
al w
aste
fa
cilit
y H
azar
dous
was
te
faci
lity
Iron
and
stee
l Bl
ast f
urna
ce a
nd s
teel
sl
a gs
Scra
p tir
es, w
aste
wat
er
slud
ges,
MSW
inci
nera
tor a
sh
Was
te
solv
ents
Fly
ash
and
FG
D (g
ypsu
m)
Mun
icip
al
heat
ing
Was
te h
eat
Seco
ndar
y sm
elte
r
Nic
kel,
zinc
, co
pper
, lea
d,
Sust
aina
ble
Cem
ent
Faci
lity
Elec
tric
pow
er
plan
t
Non
-ferro
us
met
als
foun
dry
Silic
a fu
me,
gyp
sum
, spe
nt
pot l
iner
, sla
g (a
lum
inum
)
Roa
d co
nstru
ctio
nKi
ln d
ust
Slau
ghte
rhou
se a
nd
mea
t pro
cess
ing
Elec
tric
pow
er
plan
t
Auto
scr
ap
repr
oces
sing
Shre
dder
re
sidu
e
Mea
l, bo
ne
and
fat
Tire
dea
ler o
r m
anuf
actu
rer
Auto
man
ufac
turin
g
Foun
dry
sand
, w
aste
pai
nt
Pulp
and
pap
er
Pape
r slu
dge,
cla
y
Scra
p tir
es
Food
pro
cess
ing
and
beer
bre
win
g
Beer
slu
dge,
w
aste
filte
ring
m
ater
ial,
rice
hulls
Figu
re 3
-1 P
oten
tial M
ater
ial a
nd E
nerg
y Fl
ows
in a
Cem
ent P
lant
-Cen
tric
IE S
yste
m

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
16
Government Support Governments can either be a positive or negative force. As a positive driver they can promote the responsible use of wastes, if they have clear policies and regulations spelling out what cement companies need to do. They can constitute a barrier if their policies are unclear to the point of needing too much time or effort to comply with or if they actively discourage the practice. Regulatory issues typically become important when the alternative fuels or materials are hazardous‡‡ or have increased regulatory requirements associated with their handling or storage. Other regulatory concerns may be the re-permitting required for major process modification or changes to transportation routes. On the other hand, lower emissions as a result of an IE practice can also reduce regulatory requirements and inspections. A related area of governmental intervention is in the setting of cement standards, particularly if these standards are specific as to the allowable composition of the product. In general, an active level of engagement with governmental bodies is desirable to help set viable policies and to resolve issues with individual opportunities to implement a project (see the Policy substudy report for some specific approaches on this topic). A couple of regional examples are provided below to illustrate these principles. In Thailand, the government restricts the greater use of waste materials. Thai cement companies have begun to use waste solvents, paints, and similar energy containing wastes. However, the collection and transporting of waste is controlled by the government and cement companies cannot get as much of these materials as they actually could use. Siam Cement has established strong goals for use of alternative fuels: have a zero net fuel cost, have an overall cost reduction in producing a tonne of clinker, and improve the image of the industry through diversion and appropriate disposition of waste from
other industries.
‡‡ The term “hazardous” is used in this report to refer to materials having toxic, explosive, carcinogenic, or teratogenic properties that could cause harm to humans or other species. It does not refer to specific definitions such as the RCRA hazardous waste definition in the U.S. or the Basel Convention internationally.
Case Study: Finding Partners and Working Together
In the Rhine-Neckar industrial region of Germany, the Institute for Eco-Industrial Analysis (IUWA) facilitated the creation of the Heidelberg-Pfaffengrund Eco-Industrial Estate, designed to “explore and to exploit the economical and ecological potentials of waste-based cooperation between small to medium scale enterprises.” The participating companies were expected to contribute financially to the project as well as provide “full transparency of quantities, qualities, and costs of all kinds of waste.”
The project started with a detailed waste analysis of the 14 businesses involved, coordinated by IUWA. This led to proposals and implementation of economical and ecological closed-loop improvements that paid off investments within two years. Key aspects for success were: physical proximity of the facilities face to face contacts facilitated by IUWA dedication to transparency of waste and
material input and output information by the participants
IUWA was able to apply for grants to fund the coordination, development, and expansion of the estate. The pilot project has proven to be successful and has led to implementation on a regional level.
Source: Sterr, 2000

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
17
Also, promoting the establishment of other waste management companies will in the long run lead to more competition and the increased supply of fuels (C. Dumrongsak, Personal Communication§§). The cement companies are working with the government to alleviate the processing bottleneck. External stakeholders are supporting this effort with appropriate controls and training of operators on handling and using these materials. As another example, Siam City Cement has been helping with skill training to individuals who could manage waste projects. An independent waste exchange to identify and establish IE relationships and the adoption of a national Thai standard for cement produced with alternative fuels or raw materials were proposed to increase the amount of AFR from the current 5-10% up to the 25-30% that many plants could operate with.35 The practice of IE in Brazil is still relatively underdeveloped, especially the use of alternative fuels. Progress has been made in recent years to increase the use of blended, pozzolanic, and slag cements. These now account for more than 90% of production.1 One of the primary barriers to increased practice of IE is keeping the environmental regulatory authority up to date with rapidly changing technology and emerging business practices. It is a question of demonstrating to the environmental agency that co-processing of fuels is a benefit. The industry recognizes that not enough is being done to make its case to the regulatory community. Agencies are out-dated and need motivation to be creative. Also, the regulation of industry needs to change from command and control to more collaborative approaches. (See the Public Policy substudy report for additional analysis of the impacts of alternative policy instruments.) Increased communication and information sharing with regulators is critical. In India, recent governmental requirements require the electric power utilities to develop a plan to dispose of the fly ash generated from burning coal. India's coal generally contains a high ash content of between 24-50%. However, this coal is relatively low in sulfur (0.5%) and chlorine content making the ash acceptable for use in cement manufacture. Due to the high ash content of India's coal, environmental measures are being taken by many of India's states and the cement industry is a potentially attractive 'sink'. The rule mandates establishment of a formal relationship between the cement industry and electric power plants to engage in exchange of alternative raw materials. By formalizing the need to have such capability and legal agreement, the government hopes to increase the supply of cement through blending as well as to effectively use materials that otherwise would have to be landfilled, dumped, or turned to a very low value application such as fill.*** Waste Management Infrastructure Deficiencies The establishment of an IE system provides another route for the management and beneficial use of materials that otherwise would require handling for ultimate disposal. In countries or regions that do not have well established waste management systems, the need to properly handle and dispose of such materials can serve to promote IE. Shortages in landfill space, too low a capacity in industrial incineration facilities, or bottlenecks in collection and transport can all provide a driver for a successful IE program. As long as the cement industry is not in conflict with the waste management infrastructure, such programs can be beneficial for the socially responsible management of unwanted materials (see the EHS substudy for additional discussion on this point.) This is not to say that IE should only be
§§ Siam Cement representative. Interview conducted by the substudy manager, January 2001. *** http://envfor.nic.in/legis/others/flyash.html, 1999; http://www.eia.doe.gov/emeu/cabs/india /indiach3.htm#COAL2, 1997

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
18
promoted in areas where there are waste management system deficiencies. Rather such deficiencies provide an additional driver for realizing the benefits of a well-planned IE program. A regional example from Brazil shows how these limitations can help force action. The shortage of landfill space in urban areas is leading to political support for thermal processing. However, some stakeholders perceive this as a trade-off and argue that large-scale users of energy need to make a case for such a replacement. Because this would result in less CO2, support for research has been proposed to improve CO2 control in this way (and to investigate other potential impacts of the practice as well). Although the local cement industry is not yet at the state-of-the-art in terms of technical practices, from a company management view, co-processing is a beneficial contribution. For the first time the industry is viewed with a positive image. Co-processing is felt to offer an overall solution for industry (win-win). Thus, it needs to be presented as an investment, not a cost (Brazil Stakeholder Dialogue Summary, 2001).
Community Engagement The communities in which cement companies operate can be a driver for IE if they are part of the dialogue about setting up the operation and if they are shown information indicating the management of risks to the public and workers and the case for the social benefits of the practice. Working with the community to establish transportation routes that will minimize noise and dust as well as the possibility of a release also can provide positive support. There are examples where NGOs or other public groups have opposed the use of certain materials or fuels on grounds of either prior understanding or perceived environmental or health effects. Addressing these concerns has required cement companies to examine less controversial options or to slow the pace of implementation while the questions are investigated. A regional example is in the Scandinavian countries where the national governments (and at EU level) find fuel substitution an acceptable practice, provided that risks to the public of transport and burning are properly addressed. Consequently, the level of substitution is relatively high. Groups such as Greenpeace have intervened in specific plants, as was the case recently in Sweden, to request review and possible changes in practices. In this instance they claimed that the plant agreed to delay use of imported liquid waste fuels for further study or to avoid them altogether, but did not act.††† The outcome, which is to set up a working group to “discuss ways in which (the plant) can operate without causing environmental damage by burning waste in the future”, points out the general direction of IE dialogue in the industry. Oftentimes the trends in using wastes will be reflective of the state of economic
††† http://www.greenpeace.org /%7Etoxics/globaltour/news/index.htm
Figure 3-2. Waste Use Trends vs. Economic Development
Level of Economic Development
% Waste Use
Hazardous waste
Non-hazardous waste

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
19
development in a region or country (Figure 3-2). Hazardous waste as a percentage of the total substitution increases and then drops as non-hazardous materials usage become more prevalent (Y. Izumi, Personal Communication‡‡‡). This trend results from a combination of simple economics and the emerging emphasis on pollution prevention, advanced waste management practices, and life cycle management of products.
Considering Multiple Issues Many examples exist to illustrate where one or two of the drivers have been considered in establishing an IE practice. However, it is much less typical for all of the pieces to be considered together. The two primary regions where all factors promoting IE are in concert are Japan and certain parts of Western Europe. In 2000, the Japanese cement industry produced fully one quarter of its total production through blended cements, primarily blast furnace slag (more than 12 million tonnes of alternative materials used) and fly ash formulations (more than 5.1 million tonnes used).25,40 Also contributing to the establishment of IE arrangements were the use of significant amounts of other alternative materials, including other slags, coal tailings, desulfurization gypsum (by-product gypsum), sewage sludges, other sludges, and dirt. In total, more than 27 million tonnes of wastes were used in production of 83 million tonnes of cement. Replacement fuels supply about 9% of the thermal energy to Japanese cement plants.25 A wide variety of alternative fuels are used, primarily municipal waste, used tires, reclaimed and waste
oil, and spent activated clay from the refining and chemicals industries. The reasons why Japan has made such progress in implementation include a combination of company commitment, governmental policy changes, waste management system shortfalls, and financial factors. Japanese cement companies have structured their development strategies, at least within their domestic operations, around a strong IE program. The governmental involvement in the supply situation (directly or indirectly) can be very
important. If the industry is seen as an ally of the governmental materials and waste management policy, then the establishment of IE systems is facilitated. The support for alternative materials use in Japanese cement was not always in place. Finally, the waste management picture in Japan is favorable to collection and thermal processing. Space is at a premium and thus average landfill costs near the metropolitan areas are $150-165 U.S./m3, about 10 times that in U.S. urban areas.34,29 Whenever the cost of purchasing and transporting virgin material or fuel is comparable to that of landfilling, there will be the potential for the industry to establish a market for these materials. The cement industry does not have to actually receive a revenue stream from the suppliers of the materials, although it often does. In Japan, the Taiheiyo case study discussed in the next section is an example of the state-of-practice of IE in the industry, depicts a historical evolution of IE, and cites quantitative benefits of the practice.
‡‡‡ Taiheiyo Cement representative. Interview conducted by the substudy manager, Paris 2001.
Inhibitive Standards for Alternative Materials
Taiheiyo found that certain chemical parameters specified in the existing JIS standards limited the amounts and types of alternative (secondary) materials that could be utilized in cement production. In close cooperation with materials institutes, Taiheiyo is reviewing these parameters to bring them more in line with international standards. Taiheiyo and other cement companies participated as industry representatives on a multi-stakeholder JIS committee to amend the standard for cement. Allowing the use of these materials will create economic and environmental benefits for the cement companies and for society.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
20
Similar circumstances exist in a few places in Western Europe. According to industry association statistics, replacement fuels in two countries are in the 30-45% range and several more are in the 20-30% range.9 France is a good example of where the cement companies have built a relationship with stakeholders and there is reasonable communication about the proposed use of alternative fuels and raw materials. Compare the substitution rate of about 30% in France with that of the 5% rate in Italy and Portugal, where the process of stakeholder engagement does not occur very much and where the government has not helped clarify the legal and policy position. In France, the definition of acceptable materials and the government’s position on this practice is clear. Animal by-products are a good case in point of how the industry and the government have worked together to make an environmental problem into a mutual benefit (see also the EHS Improvement substudy report for additional discussion on this point). Several other European countries, including Germany, Switzerland, The Netherlands, and the United Kingdom have set out specific guidance regarding the government’s views and requirements for AFR.28,12,41 In contrast, Italy has set up legal barriers or made the laws unclear to the point of discouraging IE, at least for some materials (P. Ronsin, Personal Communication§§§). Legal barriers are a major constraint to implementing IE and modifying the requirements to minimize these obstacles without decreasing the transparency and risk management is an important step. The European Directive or regional laws limiting valorization of waste based on criteria for recovery and disposal of wastes in cement kilns is a good case in point. Again, the EHS substudy develops additional informaiton on this point and creates an argument of using LCA to define the difference between waste disposal and valorized utilization. The situation in countries outside of Europe is §§§ Italcementi representative. Interview conducted by the substudy manager, Paris 2001.
Collaboration Provides Success in IE
“France is currently caught up in a public panic over food safety. Medical experts suspect the disease is contracted by eating infected beef. In France, as beef sales plummeted, the government banned the use of the meal in all animal feed. The move was widely welcomed, but it posed a question: What to do with the 910,000 tonnes of meat-and-bone meal that French abattoirs churn out each year?
Burn it, is the short answer. And where better to burn it than in cement factories, which have been trying out alternatives to expensive fossil fuels for years? ‘Meat-and-bone meal does not make very good fuel, but it's a fuel,’ adds Benoit Kessler, quality and environmental manager at the Saint-Pierre La Cour cement factory, owned by Lafarge. ‘Less costly and cleaner, too.’
It was the first cement factory in France to adapt its kiln burner to run off animal waste and now meets 12% of the factory's fuel needs using this material. For Lafarge, instead of having to pay for imported coke, they are paid by the French government to burn the waste. For this factory, that represents a savings of $1.3 million a year. The quality of the cement, says Mr. Kessler, is in no way affected.
The government is getting rid of an environmental problem at less than half the price charged by commercial incinerators, with no ecological damage. Tests found that nothing whatever is left of organic material burned at 3,500 degrees [Fahrenheit], which means no smoke, no smells, no pollution and - an added benefit - no greenhouse gases. Fourteen French cement factories are currently equipped to burn animal waste. Last year they consumed nearly 220,000 tonnes, and the industry as a whole could burn 495,000 tonnes next year, according to the manufacturer’s association.”
Source: The Christian Science Monitor November 21, 2000

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
21
likewise reflective of the interplay of these drivers and barriers. In the U.S. the use of alternative fuels occurs in many plants, 55% of facilities in 2000 (PCA, 2001). However, the process of permitting a plant to use such materials is in most cases controlled by the individual state agencies. The timing for a permit can be as short as a couple of months in some states to as long as 18 months in others (G. Haug, Personal Communication).**** There are cases where permitting has taken as long as four years (B. Haegerman, Personal Communication).†††† Faced with a long, drawn out permitting process, companies often elect to use a traditional fuel, although good technical opportunities for alternatives may be present in the neighborhood. Thus, although the U.S. Environmental Protection Agency and various stakeholder groups support alternative fuels, the practical barriers are preventing more use (Washington Stakeholder Dialogue Summary, 2001). In the U.S. the wider use of alternative raw materials for blended cements needs to include an education and outreach process for design and construction specifiers and users. Although the current ASTM standards allow for the use of blended cements, demonstrating the performance and getting users comfortable that these products will meet their needs will be necessary before greater quantities of alternative materials will be used.‡‡‡‡ This aspect is further discussed in the Innovation substudy report. A related element of implementing IE is the need to undertake process innovation or modification in order to make more materials available for use, to reduce the pre-processing by the waste broker or the plant and to eliminate or reduce some of the business barriers. The fact is that in some instances the plant operations personnel do not want or like to deal with alternative materials. It complicates their lives and can result in not meeting production or quality targets. At the very least it requires additional effort and attention to ensure that there are no adverse effects on operations or risks to plant workers.
**** Environmental manager, Continental Cement. Telephone interview by substudy manager, July 2001. †††† Heidelberg Cement representative. Email correspondence with the substudy manager, November 2001. ‡‡‡‡ Although now in place, it took eighteen years of negotiation by Committee C-1 of the American Society for Testing and Materials (ASTM) to produce the C1157 performance standard, which was first published in 1992.
Case Study: Using Innovation to Sell IE
Texas Industries, Inc. (TXI) is a publicly-held corporation with diverse operations in steelmaking, recycling and cement manufacturing. The partnering of a steel company, a cement plant, and other key actors is an example of using innovation and people collaborating to realize success. The initial interactions were awkward as the two groups realized that they would have to move beyond their mutual lack of understanding of each other’s businesses and processes to see if the idea made sense. The participants ranged from executives, supervisors, and academics to government regulators. Once the group determined that the concept of IE made sense from both a business perspective and as a potential operational paradigm, the question became one of finding the technology to create the necessary by-product synergies (BPS), as the team termed them.
The result of this effort is the patented Cemstar(SM) process, which has already produced millions of dollars of income through a very modest investment. The operation turns a low grade, essentially waste material into 100% useable raw material for cement, increasing plant capacity by up to 15%, reducing energy requirements by 10-15%, and lowering NOx emissions up to 40%.
This innovative spirit led not only to the licensing of Cemstar(SM) around the world, but also the formation of a spin-off company. Applied Sustainability LLP acts as a matchmaker for industries wanting to set up industrial ecosystems in various locales.
Source: Forward and Mangan, 1999

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
22
However, there are cases of innovation-driven R&D that have resulted in beneficial expansion of IE systems. The Cemstar(SM) process mentioned above is an example of how alternative materials use can be increased and how the establishment of an industrial ecosystem can be driven by other than the marketing of waste management services by the cement industry§§§§ (see also Appendix B.).
Sustainabil i ty Considerations Sustainability itself is one of the inherent drivers for IE. In order to prosper, the cement industry needs to adapt and change to increasing environmental and social demands. Given the ability for the cement industry to use materials and fuels from other sources, IE can help the industry identify changes that will result in becoming more sustainable. However, it is important to consider the long-term trade-offs of such decisions. For instance, one of the principles of IE is that the overall flow of materials and energy in the ecosystem should reflect their highest uses. In Brazil some clients stopped sending waste to the cement plants because they found an alternative, better use. This is a concept (best practicable use) that needs to be stressed throughout the industry. In fact, the broader implementation of IE and its acceptance by the NGO community necessitates that those on the receiving side of the partnership be accommodating of and encourage the creation of higher valued uses, even if this means that alternative sources of waste will need to be developed. The current practices of the cement industry are a step in the direction of fully implementing IE. In particular are noted the attempts to measure the social benefits using the LCA methodology and especially life cycle impact assessment (LCIA) methods, such as the Eco-Indicator 99 approach.***** The LCA substudy report discusses this in greater detail, but the LCIA provides a relative measure of the consequences for human health, ecosystem quality (biodiversity), resource depletion and land use. There is still considerable development in LCIA approaches needed and international agreement on specific impact indicators and characterization factors for most impact categories has not been reached. None of the current practices surveyed included a full assessment of the net benefit of the establishment of an industrial ecosystem. This type of additional consideration in decisions is needed to further advance the practice of IE from a sustainability perspective.
3.2. Assessment of IE Practices in Relation to SD This section provides a more detailed look at IE practices within the industry in relationship to long-term sustainability. A baseline assessment discusses the cost savings and other business opportunities, environmental improvements that could generate long-term benefits, and the social implications of IE. Additionally, this section discusses the relationship of plant level initiatives and corresponding benefits at a corporate level. If IE is to relate to sustainability, the establishment and maintenance of the ecosystem must consider all three dimensions of sustainability. An industrial ecosystem that provides economic benefits to the industrial partners but creates adverse social impacts to the communities in which the facilities are located is not sustainable. Further, there must be evolution of both local and global rules for the economic and environmental accounting procedures applied. As it currently stands the partners in an ecosystem do not necessarily try to collaboratively seek equitable financial arrangements, especially if there are more than two
§§§§ Specific results, both financially and technically, depend on the characteristics of the slag used and the plant operations. ***** http://www.pre.nl/eco-indicator99/default.htm

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
23
entities involved. Consequently, some potentially sustainable practices do not get implemented because of the potential disincentives suffered by some of the organizations. Looking at current IE practices with this perspective reveals some areas falling short of contributing to SD. For example, use of waste solvents or sludges by the cement industry in situations that create convenient ways for the supplying industry to offset disposal costs without looking carefully at process changes or pollution prevention opportunities is not consistent with the notion of IE contributing to sustainability.
There was little evidence uncovered in the research to suggest that the marketing of waste utilization services occurs in conjunction with these other assessments. To expand the interpretation of the waste management hierarchy to include the definition of a sustainable IE system, a graphical representation of the flow and quality relationships has been developed (Figure 3-3). Sustainable IE must balance source reduction in the cement industry versus the promotion of treatment and recycling as a preferred method at other industries on a life cycle basis. Exceptions to a strict application of the waste hierarchy must be justified by a life cycle assessment that confirms the net benefits. Social impacts also may dictate an alternative to the strict adherence to the waste hierarchy. See the LCA substudy and EHS Improvement substudy reports for further information on the potential uses of life cycle assessment and related approaches.
Case Study: Evaluating Alternative Raw Materials: Success is Not Automatic
In the late 1980s, a research program was conducted at Continental Cement Company in Hannibal, Missouri. To see if waste materials contaminated with heavy metals could be utilized as a substitute raw material. The concept being investigated was that a long, wet cement kiln was the appropriate environment to produce heavy metal silicates. In essence, the cement kiln is designed to produce calcium, alumina, and iron silicates, and in principle heavy metals should chemically combine in the silicate structure.
A decision was made to move forward with a field-testing program. Waste materials were sought with the correct cement chemistry constituents (silica, alumina, and iron) that were contaminated with heavy metals, such as lead and chromium. A number of waste materials were located that would in essence replace the clay component of a typical cement kiln raw mix.
The results of the field testing indicated that a mass balance closure was achieved for some heavy metals such as chromium, but not for other heavy metals, such as lead. Over 99% of the chromium was chemically bound as a silicate in the cement clinker. However, only two-thirds of the lead was accounted for in the balance. Additional testing with lead-contaminated waste over a longer period of time finally allowed a mass balance closure on lead. In essence, the results of the testing indicated that lead partitioned not only to the cement clinker, but also in significant quantities to the cement kiln dust. The cement kiln dust was tested using toxicity characteristic leaching procedures (TCLP) to determine if the dust was considered a hazardous waste. While none of the samples failed this test, it was apparent that TCLP values in the cement kiln dust had risen above background and could be a future problem if lead levels in the raw materials were increased. Therefore, it was decided that high concentrations of certain metals, e.g. lead, were not appropriate as only 50% of the lead ended up bound chemically in the product. At this point the company decided to abandon the substitute raw material program for heavy metal contaminated waste.
Source: Continental Cement, unpublished data, 2001
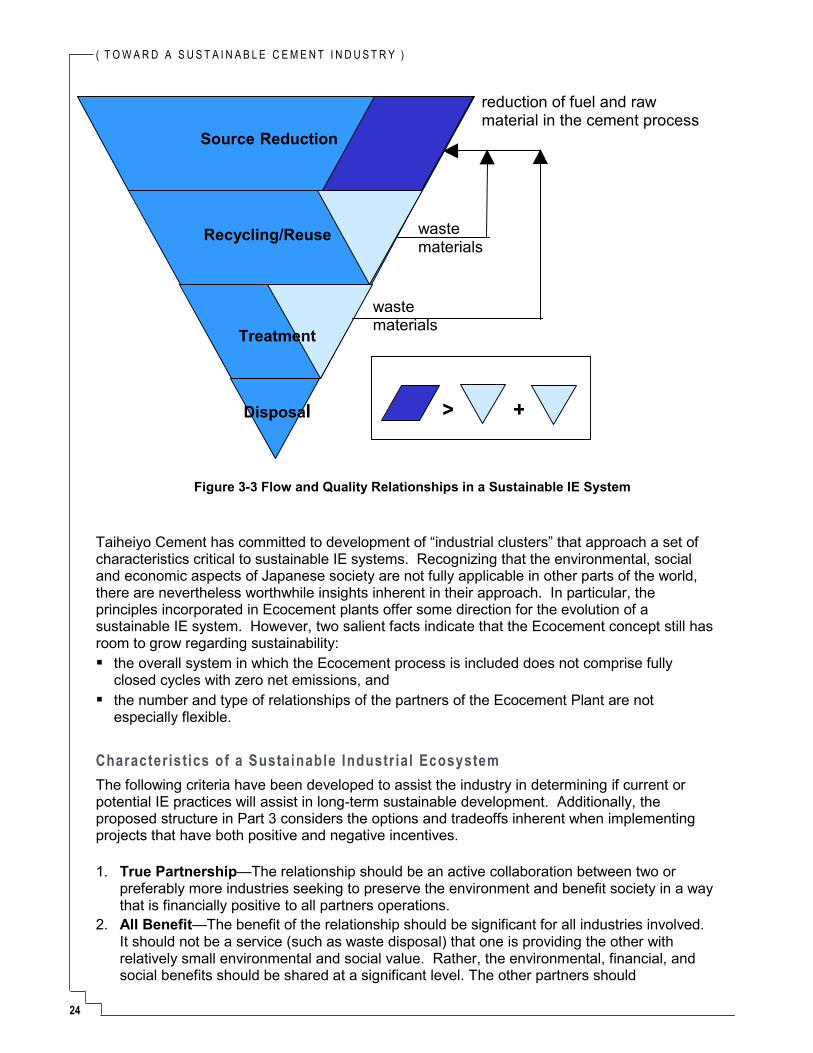
( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
24
Taiheiyo Cement has committed to development of “industrial clusters” that approach a set of characteristics critical to sustainable IE systems. Recognizing that the environmental, social and economic aspects of Japanese society are not fully applicable in other parts of the world, there are nevertheless worthwhile insights inherent in their approach. In particular, the principles incorporated in Ecocement plants offer some direction for the evolution of a sustainable IE system. However, two salient facts indicate that the Ecocement concept still has room to grow regarding sustainability: the overall system in which the Ecocement process is included does not comprise fully
closed cycles with zero net emissions, and the number and type of relationships of the partners of the Ecocement Plant are not
especially flexible.
Characteristics of a Sustainable Industr ial Ecosystem The following criteria have been developed to assist the industry in determining if current or potential IE practices will assist in long-term sustainable development. Additionally, the proposed structure in Part 3 considers the options and tradeoffs inherent when implementing projects that have both positive and negative incentives. 1. True Partnership—The relationship should be an active collaboration between two or
preferably more industries seeking to preserve the environment and benefit society in a way that is financially positive to all partners operations.
2. All Benefit—The benefit of the relationship should be significant for all industries involved. It should not be a service (such as waste disposal) that one is providing the other with relatively small environmental and social value. Rather, the environmental, financial, and social benefits should be shared at a significant level. The other partners should
Disposal
Treatment
Recycling/Reuse
waste materials
waste materials
reduction of fuel and raw material in the cement process
Source Reduction
> +
Figure 3-3 Flow and Quality Relationships in a Sustainable IE System

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
25
compensate partners who receive small or even negative financial benefit to the extent that the overall net financial viability of the system is enhanced by their collaboration. Social benefits of IE should be measured and included in the project assessment.
3. Waste Management (Pollution Prevention) Hierarchy—The relationship should follow the principles of pollution prevention; that is, it should promote prevention of waste generation first, then reuse, recycling, and finally environmentally-sound treatment as a last resort. Energy recovery from waste materials is essentially treatment. Exceptions should be judged using appropriate system analysis tools such as life cycle assessment and life cycle costing.
4. Zero Waste—Ideally, the goal should be “zero waste” from the organizations involved, either explicitly or on a system level. The partnerships should seek to reduce waste output to zero by making it a useful input for others and to reduce resource use by using other facilities’ unneeded materials.
5. Quantitative Benefits—The relationship should result in quantitative benefits, such as emissions reduction, financial savings, and lower natural resources usage. While qualitative benefits are important, the partnership should be substantial enough to have specific savings and improvements to the environment and the balance sheet. Quantitative social benefits, such as net CO2 emissions, virgin natural resource use, and landfill life extension, should be included.
6. Innovation and Tools—The savings should result from an innovative development or relationship, such as new technology, tools, management framework, or partner-finding strategy (internal or external). These new techniques will promote creative thinking and new ideas within industries wanting to implement IE.
7. Location and Relationship—The facilities that are participating in an industrial ecosystem can be co-located (neighbors) or distantly located, owned by the same parent company (sisters) or unrelated, new construction designed for IE or existing plants that are retrofitted. Any of these combinations work, although each has its own benefits and challenges.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
26
Case Study: Ecocement(SM): Multiple Considerations for a Zero Emissions Goal
The United Nations University (UNU) proposed the concept of zero emissions in April 1995. Since then Taiheiyo Cement has been participating and cooperating in the research theme of “Zero Emissions” under a UNU initiative among industry, government and academia. Material once considered waste will be reincarnated as a new resource, bringing society and industry closer to zero emissions. By networking industries, wastes and by-products can be interchanged and effectively valorized and/or eliminated. In 1992, Taiheiyo Cement focused on the possibilities of using a variety of wastes as alternative raw materials and fuels in the cement manufacturing process and established an environmental management business division. In particular, Taiheiyo decided to study recycling of municipal waste incineration ash and sewage sludge as raw materials.
Fundamental targets for Ecocement were: - Incineration ash or other waste materials such as sewage sludge should replace approximately 50% of the cement raw materials. The cement produced (Ecocement) should be of similar quality to Ordinary Portland Cement. Both the manufacturing process and the product should be environment-friendly. The entire process has to be a complete recycling system.
Typical raw materials to produce 1 ton of Ecocement are 0.6 tons of municipal incineration ash (generated from 6.0 tons of municipal solid waste) and 0.8 tons of supplemental natural resources (limestone etc). In comparison with standard cement manufacturing, the partial substitution of calcium carbonate (limestone) with calcium oxide (incineration ash), significantly reduces CO2 emissions/ton cement. The Public Research Institute of the Japanese Ministry of Construction has estimated that, for Ecocement production, CO2 emissions will be cut by 50% and energy consumption by 11%.
Incineration ash generally contains a high concentration of chlorides as well as a small amount of toxic substances such as dioxins and heavy metals. Therefore, decomposition, removal, or encapsulation were key issues for the success of the project. In terms of preventing environmental pollution, the Ecocement manufacturing plant had to meet strict standards for emissions, eliminating NOx, SOx, HCl, dioxins and any other toxic substances. Furthermore, the product, Ecocement had to be safe when used without causing any secondary pollution. These requirements provided several innovation opportunities: Ensuring that dioxins were completely decomposed in the kiln without possibility for resynthesis. Reduction of chlorine in the final product. Extraction and refining of heavy metals for recycling.
The construction and production costs of an Ecocement plant are relatively high in comparison to a traditional cement plant. This is mainly due to economies of scale. However, by receiving money from the local municipality to dispose of the incineration ash, Ecocement plants are viable. Several official and private research organizations have been studying and developing applications for Ecocement. Although traditionally Japan has sought to produce the highest quality products in the world, more recently there has been a positive trend towards the utilization of products produced using environmentally sympathetic processes. The Japanese government recently strengthened the environment-related policies to promote the concept of Reduce, Reuse and Recycling for various wastes. Such policies are generally favorable for the cement industry. For example, deregulation of restrictions on the recycling of incineration fly ash in the cement industry will help to promote the Ecocement business.
Source: Taiheiyo Cement, 2001

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
27
4. Industry Ecology in Cement Company Strategy 4.1. Need for an IE Component in Corporate Strategy Part 1 of this report discusses the relationship between The Natural Step, which is primarily a based philosophical framework for sustainability, the Industrial Ecology (IE) framework based on a scientific systems approach, and the Zero Emissions Manufacturing framework based on engineering principles. As noted, IE potentially provides an objective way to measure progress toward sustainability. Economics and core areas of business drive the industrial ecology elements currently adopted by cement companies. Prior discussions also indicated that the cement industry clearly has the potential to be a significant player in the field of industrial ecology as it applies to sustainable development. To realize this opportunity, however, cement companies need to take a leadership role and strategically position themselves to take advantage of this emerging field. The cement industry is naturally attuned to industrial ecology by virtue of the cement kiln being able to utilize high calorific value residues from other industries and the community and by the fact that clinker is a highly adsorptive substance for a wide variety of other materials. This view of industrial ecology in recent years has led to increased interest among the cement companies to integrate industrial ecology into their core business strategy (Verhagen, Personal Communication†††††). However, the cement industry needs to find a balance point between the more philosophically driven The Natural Step and the economics driven industrial systems framework. Corporate leaders need to better understand the elements of an industrial ecology strategy that will help identification, evaluation and prioritization of industrial symbiosis opportunities without compromising the sustainability aspects of TNS and the economic aspect of the industrial ecology framework.
††††† Holcim Representative. Telephone interview by the Substudy Manager, April 2001.
Case Study: A Corporate Approach to Strategy and Tactics Incorporating IE
Holcim has developed approaches for their corporate and business managers that support company strategies. As pressures increase for cement companies to find ways of improving the efficiency of their operations, from both a materials and energy perspective and from a human resource perspective, it becomes clear that a well planned and executed strategy for marketing the use of alternative materials and fuels is key. The approach ensures that both economic and environmental goals are achieved.
The elements of the program are consistent with the global vision of the company, yet cognizant of regional and local drivers and barriers. In addition, the local managers are educated in the principles and practices of Industrial Ecology. This is not limited to the conceptual understanding of IE, but includes business planning, permit requirements and acquisition, marketing, process changes, and overall business integration of IE. Given that Holcim wants to have commonality across the organization, the approach aligns internal and external communication, allows comparison of regional practices, and provides a mechanism for tracking progress against goals.
An additional element of the program supports evaluation of specific IE/AFR opportunities, both at corporate and at business unit level. Here, key success factors for a project are addressed using the knowledge gained from the qualitative assessment outlined above, along with quantitative analysis.
In summary, Holcim’s approach takes into account the corporate vision and goals and the need to provide flexibility to accommodate local circumstances.
Source: Personal Communication, P. Verhagen

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
28
IE activities are often discretionary. Therefore, comprehensive and critical evaluation criteria are required to identify and prioritize the highest ‘value creating’ activities aligned with the sustainable business strategy. ‘Value creating’ IE opportunities are those activities involving a business relationship with one or more organizations to exchange materials, alternative fuels, or services that contribute to the triple bottom line. This value is created through: Enhanced process and operational efficiencies, including reductions in the cost of energy and
raw materials Improvements in the environmental profile of the products and processes of the collection of
organizations in the ecosystem Increased stakeholder confidence and satisfaction, ensuring business continuity. A robust, straightforward, and flexible approach supports development of a compelling business strategy that includes a strong IE component.
4.2. Incorporating IE in Business Strategy A proposed structure and stepwise process for incorporating IE within corporate business strategy is presented in Figure 4-1. The proposed approach is based on the performance
measurement process. Companies should periodically evaluate their strategy (recommended every six months). Users of the approach include: Companies establishing an IE component of their strategy for the first time, and Cement companies evaluating o their current strategy for its contribution to corporate SD activities, o assessing the performance of their IE related activities with respect to a baseline o or developing/refining their investment strategy to prioritize the value creating IE
opportunities for a subsequent planning period. The development process has four basic steps: 1. Assess
A s s e s s
A s s e s s th e s ta tu s o f IE re la te d a c tiv itie s
E v a lu a te
E v a lu a te d riv e rs , b a rrie rs , & p o te n tia l im p a c ts o f c u rre n t a n d fu tu re a c tio n s
P rio rit iz e & S e t G o a ls
U n d e rs ta n d p rio ritie s fo r an IE s tra teg y & s e t g o a ls
D e v e lo p & Im p le m e n t
D e v e lo p a n IE s tra te g y w ith
s p e c ific a c tio n p la n s to m e e t
y o u r g o a ls
IE S tra te g yF ra m e w o rk
A s s e s s
A s s e s s th e s ta tu s o f IE re la te d a c tiv itie s
E v a lu a te
E v a lu a te d riv e rs , b a rrie rs , & p o te n tia l im p a c ts o f c u rre n t a n d fu tu re a c tio n s
P rio rit iz e & S e t G o a ls
U n d e rs ta n d p rio ritie s fo r an IE s tra teg y & s e t g o a ls
D e v e lo p & Im p le m e n t
D e v e lo p a n IE s tra te g y w ith
s p e c ific a c tio n p la n s to m e e t
y o u r g o a ls
IE S tra te g yF ra m e w o rk
A s s e s s
A s s e s s th e s ta tu s o f IE re la te d a c tiv itie s
A s s e s s
A s s e s s th e s ta tu s o f IE re la te d a c tiv itie s
E v a lu a te
E v a lu a te d riv e rs , b a rrie rs , & p o te n tia l im p a c ts o f c u rre n t a n d fu tu re a c tio n s
E v a lu a te
E v a lu a te d riv e rs , b a rrie rs , & p o te n tia l im p a c ts o f c u rre n t a n d fu tu re a c tio n s
P rio rit iz e & S e t G o a ls
U n d e rs ta n d p rio ritie s fo r an IE s tra teg y & s e t g o a ls
P rio rit iz e & S e t G o a ls
U n d e rs ta n d p rio ritie s fo r an IE s tra teg y & s e t g o a ls
D e v e lo p & Im p le m e n t
D e v e lo p a n IE s tra te g y w ith
s p e c ific a c tio n p la n s to m e e t
y o u r g o a ls
D e v e lo p & Im p le m e n t
D e v e lo p a n IE s tra te g y w ith
s p e c ific a c tio n p la n s to m e e t
y o u r g o a ls
IE S tra te g yF ra m e w o rk
Figure 4-1. Proposed Process for Developing an IE Strategic Component

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
29
Figure 4-2. Example Signal Chart after Assessment
2. Evaluate 3. Prioritize and Set Goals 4. Develop and Implement The following discussion provides guidance on using the process. Although the framework is equally applicable to both sets of user companies identified above, the majority of this discussion will be focused around companies establishing an initial IE component to their strategy. Because IE activities involve multiple functional groups within the company, cross-functional teams are recommended to conduct evaluations of the elements described below. The specific steps provided should not be considered the only means to perform this evaluation. Companies should exploit the flexibility within the four broad and basic framework elements in developing and/or evaluating their IE strategy. Assess For companies developing or reviewing their strategy with a view toward incorporating or enhancing the IE component, the Assessment step helps identify IE related activities within the company. These activities could be occurring at the business unit level, plant levels, or at the corporate levels within the company. For companies in the process of developing a strategy, this element helps create a baseline of information. During subsequent periodic evaluations, this element helps assess the performance of the prioritized activities with respect to the baseline. A Self-Assessment tool (Appendix D) has been developed to support conducting this step. This simple tool investigates three categories within a company’s business strategy: Management practices, Operational activities, and Environmental aspects.
Using the self-assessment tool, these categories are assessed against four to seven critical elements that address the triple bottom line aspects of sustainability (Figure 4-2). The user assesses the status of activities for each of the critical elements and selects a position along the continuum of a signal chart that progresses from Red to Green to represent the best estimate of current performance. The assessment criteria for the tool are discussed in Appendix D. The self-assessment tool could be used in its current form to assess activities at a company level. Further customization will likely be needed for application at the business unit or the plant levels. The tool is deliberately designed to avoid rating companies by assigning a numerical
( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
30
A Toolkit for IE
The USEPA has developed a prototype IE tool kit that helps users to identify, screen, and optimize byproduct utilization opportunities at a regional scale. The toolkit consists of three interrelated components that could also be used independently.
scoring system. Instead, it presents a qualitative approach to identify the processes, practices, or systems that enable progressing toward an integrated IE strategy that is aligned with the business strategy of a company. In this way, IE is positioned to become part of a larger SD initiative. The assessment step provides a summary of information about all the IE related activities within the company to be used during the subsequent analysis steps. Evaluate This step uses the baseline assessment of the IE related activities from the previous step to produce an input for the ‘Prioritize & Set Goals’ element. The objective is to evaluate drivers and barriers for the current and future actions. Several different ways of performing this evaluation are described. The company should select the one that best fits their internal strategic evaluation processes. The Evaluation step consists of the following actions: Action 1: Review the completed signal chart. The cross-functional IE team should perform a “pattern review” with the following considerations: Assess the position of each element on the continuum – Note whether it tends to be on
the left (red) or progressing to the right (green). Visualize the consistency of the position – Note whether the positions are consistent for
most of the activities or are scattered across the band for each of the three categories as well as the entire set of criteria.
Depending on the business model used by the company, the following steps may be performed on a consolidated basis, in which the cross-functional team bases its analysis on the overall pattern, or an independent business category approach, in which each of the three categories is evaluated separately. Next, the element ratings should be analyzed using the self-evaluation criteria (Action 2). Action 2: The following considerations should be used for analysis of each element; 1. Identification of Drivers that could lead to progress toward a green rating. 2. Assessment of the nature and severity of Barriers that could lead to a decision to not move
forward. Cement companies in the U.S. could use USEPA’s RealityCheckTM tool to identify potential regulatory, economic, and logistical barriers. Appendix D includes detailed information on this tool. To our knowledge, similar tools are currently not available outside the U.S.
3. Description of the short-term and long-term potential triple bottom line impacts of maintaining the current level of performance versus initiating progressive IE related activities.
4. Cost-benefit analysis of progressing to the right on the continuum. The “Evaluation” step outcome consists of: Documentation of the driver and barrier
assessment A set of impact analyses regarding maintaining the
status quo or undertaking actions to progress toward implementing a more robust and comprehensive IE component of the business strategy A list of recommended action areas where
progress appears feasible.
( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
31
Prioritize and Set Goals This step guides the cross-functional teams in setting IE goals for the company and prioritizing a set of action recommendations. The purpose is to provide a basis to identify and prioritize the highest value creating IE opportunities across the multiple business categories. The Sustainable Business Decision Framework (SBDF) developed under the Business Case substudy should be used as a collateral resource through the prioritization step. Action 1: Setting Goals. Depending upon the approach used in the Evaluation step (consolidated or independent business category evaluations), goals are set for individual elements and/or sets of items belonging to one of the three business categories or combinations thereof. Action 2: Prioritization. Some of the critical factors influencing the prioritization include, 1. Resource availability, 2. Economic benefits, and 3. Alignment with the company’s business strategy.
The IE team should include additional factors as applicable and use the SBDF to support this analysis. The proposed IE framework emphasizes the need to integrate economic factors along with the ecological, and the social drivers in prioritizing IE actions. Because no comprehensive IE tool using the triple bottom line considerations for prioritization is available at this time, the need for cross-functional IE teams is even more critical.
Develop & Implement Effective internal and external stakeholder communications are critical in the implementation of any corporate strategy or policy. The IE strategy is developed at corporate level and is implemented at the country (local) and plant levels. The action plans developed at the corporate level need to address the local or plant level concerns and the action plans developed at the local level have to be consistent with the corporate strategy. Local or plant level representation on the cross-functional teams and/or the corporate IE team would ensure more consistent action plan development and successful strategy implementation. See the Stakeholder Dialogue and Communications substudy report for additional guidance on engaging local stakeholders for these types of inputs. This step provides guidance to the IE team to develop and implement specific action plans for the prioritized set of activities from the previous element. For activities/elements within the Operational Activities and Environmental Aspects category, planning tools and other resources could be used to evaluate the material and energy flow synergies and partnerships within an industrial ecosystem. The internal and external stakeholder communication aspects will influence the actions developed for elements within the Management Practices category. In addition, the self-assessment criteria themselves could also be used to develop specific action plans. The discussion on tools in Appendix A provides guidance on developing specific action plans for managing IE concerns.
Another Resource Tool
Tools such as USEPA’s FaSt (Facility Synergy tool) and a IE planning tool recently developed by the University of Texas at Austin using Geographic Information Systems (GIS) provide some useful guidance to prioritizing the IE action items. This GIS-based tool is specific to identifying water re-use networks to optimize water usage and deals with the transportation cost issues associated with IE actions.
It is not a comprehensive tool for prioritization, rather a potential resource for guidance on the prioritization process.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
32
The actions and prioritized goals of an IE strategy are met by implementation of specific actions and projects in most cases at the plant and local levels. Following implementation of these activities or projects, the results should be incorporated into the company level profile. The IE performance of the company should be periodically evaluated and the strategy reevaluated.

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
33
5. Conclusions and Recommendations 5.1. Relevancy of the Industrial Ecology Concept IE is a scientific concept that supports integrating industrial activity across multiple organizations and sectors. Although the initial definition of IE did not directly address sustainable development, the literature and this study makes a case that a fully developed industrial ecosystem would exhibit certain desired SD characteristics. Given the ability of the cement industry to position itself relative to other industries, the idea of IE makes sense, even more so than for other industries whose ability to become involved with multiple partners is limited. The cement making process provides the flexibility and conditions to accommodate a wide variety of fuels and raw materials. Given this technical flexibility and the fact that business and financial circumstances are often favorable, cement plants can form partnerships that will serve both themselves and others well. Other frameworks, such as the Natural Step, are compatible with the IE framework as applied to SD, provided that the more complete set of criteria for a sustainable industrial ecosystem developed in this study are used.
5.2. Assessment of IE within the Cement Industry Many activities related to alternative fuels and raw materials exchanges are taking place within the cement industry. However, the industry has many more opportunities that could be realized. In most countries the percentages of substitution of materials and fuels could be doubled or tripled from current levels. A number of barriers and constraints will have to be addressed to improve the state of the practice. There are examples of the industry working collaboratively with other industrial partners, with governments, and with communities to achieve success. True success stories, where financial and strategic benefits were obtained, usually involve four considerations, including: Financial benefits to the cement company and the supplying or receiving organization, Governmental support through regulatory, policy and technical guidance, Waste management system issues that create opportunities for business and society
benefits, Community outreach and communication to build mutual understanding and trust.
Today’s IE practices only rarely consider true sustainable practices. Currently, the cement industry does not consider the full set of trade-offs and net benefits of IE decisions. In short, considerations need to weigh various trade-offs that benefit both the industry and society. This study has identified the following additional considerations when making IE decisions: Long-term efficiency and viability of operations Impact on public image Impact on the waste management infrastructure Cultural issues or concerns Proprietary information sharing with partners Feasibility of maintaining IE partners Opportunities for outsourcing as well as internal sourcing, and Potential for service exchanges in addition to material and fuel exchanges.
Ultimately, the objective should be to move toward a sustainable industrial ecosystem. Characteristics specified in this research for such systems include: True partnerships with active collaboration among multiple industries with sustainability goals All participants benefit with considerations for both partners and society at large

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
34
Waste management hierarchy principles apply with exceptions determined through application of systems analysis tools Zero waste goals Quantitative benefits that are substantial enough to show improvements to the environment Innovation and tools that allow for more creative solutions and more significant benefits Location and relationship of partners is not limited to a co-located arrangement.
5.3. Need for an IE Structure The industry needs a structure to allow them to realize a core role in the emerging field of IE. The cement industry is well-suited for this leadership role as evidenced by the potential for multiple and diverse flows of resources in addition to the internal economic returns and social benefits. IE should be an integral part of corporate strategic planning. Company strategic goals incorporating IE need to be translated to the plant level. The proposed framework would allow companies to assess their current activities, evaluate drivers, barriers, and impacts, prioritize and set goals, and develop action plans.
5.4. Specific Recommendations Develop an integrated IE component of corporate strategy using the process described
above and show how this systematic approach has supported the identification of specific areas of improvement. Set and communicate goals for specific performance indicators for the corporation, the local
company, and individuals that reflect a true sustainable IE focus and work to align the various responsible groups to achieve success. Provide operating companies and facilities with the necessary information and tools to fully
evaluate and implement the attractive opportunities. Obtain a more complete picture of the full range of IE opportunities regionally and locally and
identify which organizations to work with to remove barriers. Consider collaborations with organizations, such as Applied Sustainability, who are emerging as brokers to help introduce potential IE partners. Build strong ecosystems by engaging with multiple partners and establishing working
relationships at various levels in the partnering companies. Consider expanding into the collection, processing, and delivery of waste materials where a business case can be made and where the local infrastructure is an implementation barrier. Establish dialogue with the local and national level governments to establish an objective
basis for creating policies to support IE development and for evaluating specific IE opportunities. Condition and educate the marketplace if the results of an IE implementation will change the
product characteristics or composition. Conduct or support research to characterize the risks and benefits of an IE opportunity for the
company, plant workers, and the communities and other components of society affected. Do not rely on generic data unless it is clearly relevant and applicable.

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
35
6. References
1. ABCP, 2000. “Statistical Summary for Brazilian Cement Industry”. Data provided by Dr.
Yushiro Kihara, Associção Brasiliera de Cemento Portland.
2. Allenby, B.R., 1999. Industrial Ecology: Policy Framework and Implementation, Prentice-Hall, New Jersey, ISBN 0-13-921180-2, pp 6-9.
3. Allenby, B.R., 1992. "Achieving Sustainable Development Through Industrial Ecology," International Environmental Affairs, vol. 4, no. 1, pp. 56-68.
4. Allenby, B.R. and W. E. Cooper, 1994. “Understanding Industrial Ecology from a Biological Systems Perspective,” Total Quality Environmental Management, vol. 3, pp. 343-354.
5. Andrews, Clinton J. “Putting industrial ecology into place: Evolving roles for planners.” Journal of the American Planning Association, 65.4, 2000.
6. Ayres, R.U., 1989. “Industrial Metabolism,” in Technology and Environment, J. H. Ausubel and H. E. Sladovich, Eds. Washington, D.C.: National Academy of Engineering, National Academy Press, Washington, pp. 23-49.
7. Brazil Stakeholder Dialogue Summary, 2001
8. Business Council for Sustainable Development: Gulf of Mexico, 1997. "By-product Synergy: A Strategy for Sustainable Development." http://www.smartgrowth.org/pdf/byprod.pdf.
9. Cembureau, 1997. “Alternative Fuels in Cement Manufacture”
10. Christian Science Monitor, 2000. November 21 edition.
11. Current By-Product Synergy Projects. Applied Sustainability. <http://www.as-llc.com/page3.html>.
12. Davies, N., 2001. “Consultation On A Tyres Protocol: A Supplementary Note To The Substitute Fuels Protocol For Use On Cement Processes Subject To Regulation Under The Pollution Prevention And Control Act 1999”, UK Environment Agency, Almondsbury, Bristol BS32 4UD.
13. Dunn, Bryna Cosgriff and Anne Steinemann. “Industrial ecology for sustainable communities.” Journal of Environmental Planning & Management, 41.6, Nov. 1998.
14. Eco-Industrial Park Workshop Proceedings, President’s Council on Sustainable Development. Cape Charles, VA, 17-18 Oct. 1996. <http://clinton2.nara.gov/PCSD/Publications/Eco_Workshop.html>.
15. Ehrenfeld, J. and N. Gertler, 1997. "Industrial Ecology in Practice: The Evolution of Interdependence at Kalundborg," Journal of Industrial Ecology, Volume 1, Number 1, 67-79.
16. Forward, G and A. Mangan, 1999. “By-Product Synergy” in Bridges, Journal of the National Academy of Engineering, Spring issue.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
36
17. Frosch, R. and N. Gallopoulos, 1989. "Strategies for Manufacturing," Scientific American, pp. 144-152. September issue.
18. “The Gazette of India: Extraordinary: Ministry of Environment and Forests Notification”, Part II, Section 3, Sub-section ii, New Delhi, 14 Sept. 1999. http://envfor.nic.in/legis/others/flyash.html
19. Gleick, J., 1987. "Chaos: Making a New Science" Viking-Penguin Press, New York, NY.
20. Gupta, Rahul. “Haryana way ahead in ‘grabbing’ ousted units.” Times of India, 22 Dec. 2000. <http://www.timesofindia.com/221200/22mdel2.htm>.
21. “Haryana invites polluting units.” The Tribune India, 2 Aug. 2000. <http://www.tribuneindia.com/20000802/biz.htm>.
22. Haryana State Industrial Development Corporation. <http://hsidc.nic.in>.
23. “ICI Americas Opens Nation’s First Eco-Industrial Development Center in Chattanooga.” PR Newswire, 11 Jan. 1995.
24. ”Integrating a By-Product of the Steel Industry into the Cement Manufacturing Process”, Holcim, 2000.
25. JCA, 2000. “Cement in Japan, 2000”, Annual publication of the Japan Cement Association.
26. “Key Details About Coal in India”, DOE, http://www.eia.doe.gov/emeu/cabs/india/COAL2.
27. Natural Step, 2001. web site - http://www.naturalstep.org/index.html.
28. Nottrodt A., Inc., in collaboration with Juergen Chibiorz and Wandschneider + Gutjahr Engineers, «Technische Anforderungen und allgemeine Empfehlungen fuer die Entsorgung von Tiermehl und Tierfett in Verbrennungsanlagen» (Technical requirements and general recommendations for the elimination of carcass meal and animal fats in incineration plants), Report for the German Federal Ministry of the Environment, Nature Protection and Reactor Safety, Draft of 16th February 2001.
29. PaDEP, 1997. “Landfill Tipping Fees Survey”, Pennsylvania Department of Environmental Protection, Report 2520-BK-DEP1815.
30. Scrap Tire Management Council, 1992. “The Use of Scrap Tires in Cement Rotary Kilns”, 19pp.
31. Scrap Tire Management Council, 1999. “Scrap Tire Use/Disposal Study – 1998/1999 Update, Executive Summary”, pg2.
32. Sharing Approaches to By-Product Synergy in North America.” Business Council for Sustainable Development for the Gulf of Mexico. <http://bcsdgm.org/pdf/bps_sharing_approachs.pdf>.
33. Sterr, Thomas. “Inter-industrial Materials Flow Management – the Rhine-Neckar-Experience (South Germany),“ In: University of Jyväskylä (Hrsg.): Proceedings of the Helsinki Symposium on Industrial Ecology and Material Flows, August 30th – Sept 3rd 2000, p. 285-293. Available at http://www.iuwa.de/pdf/helsinki.pdf.

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
37
34. Taiheiyo Cement Co., 2000. “Industrial Clustering Centered by the Cement Industry for
Sustainable Development”, Briefing materials.
35. Thailand Stakeholder Dialogue Summary, 2001.
36. Truemper, Ingrid. “Resource Recovery” (sidebar entitled ‘Playing Matchmaker’). Environmental Protection, 11.6, June 2000: 79.
37. TXI Press Release. "TXI Honored Again By EPA for Environmental Achievement; CemStar, Other Innovations Praised by Agency", http://www.prnewswire.com/cgi-bin/micro_stories.pl? ACCT=118449&TICK=TXI&STORY=/www/story/07-11-2000/0001262874&EDATE=Nov+2,+1999.
38. Waldrop, M., 1992. "Complexity: The Emerging Science at the Edge of Order and Chaos," Simon and Schuster, New York, NY.
39. Wernick, I. K. and J. H. Ausubel, 1997. "Industrial Ecology: Some Directions for Research (May 1997 Draft), http://phe.rockefeller.edu/ie_agenda/.
40. Yasuda, Y., 2000. “Zero Emissions Business”, Presentation materials from WBCSD Cement Project site visits, Taiheiyo Cement Co.
41. Zeevalkink, Dr.Ir. J.A., Ir. P.G. Eggels, and Ing. W.F.M. Hesseling, 1996. “Waste processing in a wet-cement kiln and a specialized combustion plant: Comparison of environmental impacts”, TNO Institute of Environmental Sciences, Energy Research and Process Innovation, TNO-MEP – R 96/082.
42. ZERI, 2001. Zero Emissions Research Institute website -- http://www.zeri-deutschland.de/download/7-ZERI-Projects.pdf.
43. Battelle, "Toward a Sustainable Cement Industry: China Country Analysis", http://www.wbcsdcement.org, 2002


( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
A-11
Appendix A: Focused Case Studies Alternative Raw Materials R&D at a Cement Plant Extending Site Life Through Use of Sub-Products from Another Industry in Cement Geographical Information Systems (GIS) for Design of Industrial Ecosystems Gulf Council Initiative, Tampico, Mexico HSIDC Industrial Eco-Park - India Industrial Materials Exchange (IME) Tool Industrial Symbiosis - Kalundborg, Denmark
US EPA's Industrial Ecology Tool Kit (FaST/DIET/RealityCheck)

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
A-2
Alternative Raw Materials R&D at a Cement Plant Company: Continental Cement Location: Hannibal, Missouri For More Information: Doug Sisco, Plant Manager
[email protected] Tel: +1 573 221 1740 Fax: +1 573 221 1589
Overview In the late 1980s, a research program was conducted at Continental Cement Company in Hannibal, Missouri. The purpose of the program was to determine if waste materials contaminated with heavy metals could be utilized as a substitute raw material in the cement making process. The concept being investigated was that a long, wet cement kiln was the appropriate environment to produce heavy metal silicates. In essence, the cement kiln is designed to produce calcium, alumina, and iron silicates. Heavy metals should act similarly in the kiln by chemically combining in the silicate structure.
Actions A data search was conducted, followed by discussions with companies producing lead silicates. Very limited data was found in which heavy metal contaminated waste materials were used as a substitute raw material in a cement kiln. Information indicated that it was theoretically possible to chemically combine the heavy metal contaminated materials in the final product. A decision was made to move forward with a field-testing program. Waste materials were sought with the correct cement chemistry constituents (silica, alumina, and iron) that were contaminated with heavy metals, such as lead and chromium. A number of waste materials were located that would in essence replace the clay component of a typical cement kiln raw mix. Clays contain silica, aluminium, and iron as the main constituents. Initially, several 20-ton test loads of the waste material were placed directly in the raw mill and ground with normal raw materials. The wastes were contaminated with various concentrations of lead, cadmium, and chromium. The total concentration of these heavy metals in the waste materials was less than 1%. The prepared raw material was then fed to the cement kiln. Cement clinker was produced and testing was conducted. The testing included not only the raw materials and the cement clinker, but also the cement kiln dust collected in the air pollution control device. An attempt was made to conduct a mass balance in which the heavy metals could be tracked through the cement production process. A mass balance was not achieved, as all of the heavy metals could not be accounted for in the test results. It was believed that the volume of the test material was too small in comparison to the normal raw materials and that concentrations of heavy metals were just too small to conduct an accurate mass balance. It was therefore decided to conduct additional testing with higher volumes of waste materials. A target was established of replacing 20% of the clay component of the raw mix with waste materials. At this level it was believed that the heavy metal concentration in the cement clinker and the cement kiln dust would increase above background levels and an accurate mass balance could be determined. Stack testing would also be performed in order to determine any fractions that may be exiting through the stack. Federal and state environmental agencies were notified that data was being collected. Previously, agency approval had been received to utilize these materials on a test basis as a substitute raw material program. The agencies were interested in the results as the concept of
( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
A-33
reutilizing waste in a cement kiln represented a potentially environmentally attractive recycling opportunity. Once all waste materials were identified and delivered to the site and the appropriate preparation completed, the testing program commenced. All inputs and outputs to the cement kiln were measured for heavy metal content. The results of the testing indicated that a mass balance closure was achieved for some heavy metals such as chromium, but for other heavy metals such as lead, a mass balance closure was not achieved. Over 99% of the chromium was chemically bound as a silicate in the cement clinker. However, only two-thirds of the lead was accounted for in the mass balance. A number of theories were offered for why the lead would not balance in the system. The thinking included that lead may build up internally in the cement kiln dust which is recirculated into the process through the insufflation system. Another theory indicated that the lead may not show up in the testing as the laboratory digestion process for the cement clinker was not aggressive enough to allow the lead to be measured. It was therefore decided that additional testing with lead-contaminated waste was needed over a longer period of time. By now having valid stack data, a testing program over several months could be conducted in which any lead build-up in the insufflation dust could be averaged over time in order to conduct the mass balance. Lead contaminated waste was substituted for clay over the next three-month period. During this time frame, the raw material feed, the cement clinker, and the cement kiln dust were measured for total lead on a daily basis. Based upon stack test results, the amount of lead in the stack was also estimated. After acquiring approximately three months of data, a mass balance closure on lead was achieved.
Outcomes and Lessons Learned In essence, the results of the testing indicated that lead partitioned not only to the cement clinker, but also in significant quantities to the cement kiln dust. The cement kiln dust was tested using toxicity characteristic leaching procedures to determine if the dust was considered a hazardous waste. While none of the samples failed this test, it was apparent that TCLP values in the cement kiln dust had risen above background and could be a future problem if lead levels in the raw materials were increased. Therefore it was decided that certain metals such as chromium could be effectively utilized in the cement making process. However, high concentrations of lead were not appropriate as only 50% of the lead ended up bound chemically in the product. At this point the company decided to abandon the substitute raw material program for heavy metal contaminated waste.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
A-4
Extending the Site Life of a Plant Through Use of Sub-Products from Another Industry in Cement Company: Cimpor Location: Cajati, Brazil
Overview The Cajati cement plant was set up to make use of the calcitic residue of the phosphate rock concentrate industry and to secure an economic return on the investments made in the Cajati Industrial Park. Up to 1997, both these industries belonged to the Bunge/Serrana Group. Although Cimpor now owns the cement plant, the relations between the industries have not changed. This means that the cement plant continues to use the residue of the phosphate industry while Bunge receives compensation for the supply of this sub-product, allowing it to maximise the return on its business. The environment also benefits from this relationship, since the 3.2 million tonnes of calcitic and dolomitic residues stockpiled each year in the area surrounding the Morro da Mina would not otherwise be consumed. This would have a negative impact on the environment, possibly leading to the closure of the phosphate rock concentrate industry in the future, at the end of the useful life of the factory.
Context The history of the Cajati Industrial Park dates back to the start of the 20th century when the first studies were undertaken to identify the alkaline complex at Jacupiranga and the areas of mineral interest in the region. At the beginning of the 60s it was found that the reserves of ore with a high apatite content had been overestimated. The existing reserves established a useful life of the apatite concentrate factory of a maximum of ten years, seriously jeopardising the economic feasibility of the investment. During the 60s, studies were made with the support of São Paulo University (USP), designed to find technological solutions to render the investment viable once again.
Outcomes and Findings An innovative solution was found. Until then, the world’s production of phosphate rock involved sedimentary rock with a high apatite content that was easy to process. In 1969 Bunge/Serrana developed and patented a concentration process involving floatation of the apatite. This process allowed ore to be used with substantially lower apatite contents. The apatite concentrate that is produced, with a 37% P2O5 content, represents some 13% of the initial mass. It is used in the production of phosphoric acid and fertilisers. This process generates two major sub-products, one calcitic and the other dolomitic. The calcitic residue, containing less than 1% P2O5 and 47% CaO, is suitable for use as a raw material in the manufacture of cement. The large amount of residue that then came to be produced, about 1.2 million tonnes of limestone a year in 1969, created the ideal conditions for the construction of a cement plant: proximity and easy access to raw material. The Cajati cement plant therefore came on stream in 1972, with an installed production capacity of 400,000 tonnes of clinker a year. Cimpor acquired the Cajati plant 1997. Since then, it has invested R$45 million (roughly 19.5 million euros) in operating improvements. The aim was to increase efficiency and production, now standing at 700,000 tonnes of clinker a year. Judging by the further modernisation envisaged the plant’s production capacity should increase to 990,000 tonnes of clinker a year by
2004. Chart 1 shows the progress of clinker production capacity at the Cajati cement plant.

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
A-55
Production of the limestone sub-product currently stands at 3.2 million tonnes a year, of which 900,000 tonnes are calcitic, suited to the manufacture of cement, while the remaining 2.3 million tonnes consist of dolomitic material. Bunge uses 300,000 tonnes of this dolomitic residue a year as a soil correction and raw material (load) in the manufacture of livestock feed. There is however, a possibility of the dolomitic residue being used in the manufacture of cement, provided that the MgO content can be reduced, as is expected, from 7.0% to 5.5%, following the steps taken by Bunge that have to do with the possibility of manufacturing bi-calcic phosphate for the production of livestock feed. Cimpor uses 870,000 tonnes of limestone per year in cement manufacture. Chart 1 compares the consumption and production figures for this industrial sub-product. At present, the accumulated reserves of dolomitic and calcitic limestone amount to some 38.5 million tonnes. There are a further 122.5 million tonnes are still to be mined at Morro de Mina, of which 66% are calcitic limestone. Chart 2 shows the reserves of raw material for the manufacture of cement at Morro da Mina. Should the mine be fully worked out, these reserves would allow a useful life of about 60 years for the cement plant. Cimpor could therefore benefit from the development of technologies that, through the reduction of the MgO content to 5.5%, would allow the use of dolomitic limestone in cement manufacture. In addition to the limestone, the cement plant uses two other sub-products provided by Bunge: magnetite, added to cement to adjust the color, and industrial gypsum, generated by the production of phosphoric acid from phosphoric rock, added to clinker to control cement setting times.
Lessons Learned The Cajati Industrial Park is an example of the success of the Industrial Ecology or Eco-Industrial Park concept, in which two industries act symbiotically to create a lesser environmental impact, while generating economic value for both companies and for their stakeholders. The cement plant was created to take advantage of a sub-product of another industry. The Cajati cement plant intends to start burning alternative fuels in its kiln, such as tires and phenolic resins. This is very important to Brazil since, to deal with the problem of the elimination of industrial waste, it will be essential to increase total incineration and co-
Prod
uctio
n
1,000,000
2,000,000
3,000,000
4,000,000To
nnes
/yea
r
Used by Bunge Used by CIMPOR
Chart 1 – Sub-product production and consumption
0
20
40
60
80
100
120
140
160
Milli
ons
of to
nnes
Stockpiled To be mined
Chart 2 – Raw-material reserves for clinker manufacture

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
A-6
incineration capacity. A total of about 500,000 tonnes of industrial residues was burned in clinker kilns between 1990 and 2000, the aim being to increase this to 600,000 tonnes a year within ten years. The cement plant will seek to develop relations with an increasing number of industrial partners that will be able to supply it with industrial residues. The application for licensing has already been lodged and only the authorisation of the environmental authority is awaited. The fact that the cement plant was born in the wake of a decision to make use of the sub-products of another industry to be used as a raw material allowed the licensing process by the authorities for the burning of alternative fuels to be simplified. This plant is therefore set to begin burning industrial residues in the near future. At present, the link between increased economic value, technological innovation and sustainable development is maintained through close co-operation between Bunge and Cimpor’s Cajati factory. As mentioned earlier, Bunge is expecting to reduce the MgO content of its dolomitic residue. In addition to allowing the use of this type of residue in the manufacture of cement, this reduction provides advantages in that it will enable the production of bi-calcic phosphate for the manufacture of livestock feed. This new step will lead to a win-win-win situation, providing benefits for both companies and for the environment. In Cimpor’s case, the possibility of using the entire Morro da Mina reserves will increase the useful life of the Cajati cement plant, cutting production costs linked to the search for new sources of raw material. Additionally, it will also provide benefits in environmental terms as a result of the smaller amount of residues to be dumped in landfills. Since the Cajati Industrial Park was set up, sustainable development and economic progress have been linked to decision processes. This link was required to render the investment feasible and shows the benefits obtained in all three aspects of sustainable development. In the case addressed, it should be mentioned that the benefits obtained arose from taking advantage of a business opportunity that allowed natural integration of the economic, environmental and social aspects, at a time when sustainable development was not even rumoured. Today, increased involvement in an active search for this kind of link in each and every investment or business decision at stake is becoming more and more important.

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
A-77
Geographical Information Systems (GIS) for Design of Industrial Ecosystems Company: University of Texas, Austin Location: USA For More Information Ms. Carolyn Nobel
Center for Energy and Environmental Studies 10100 Burnet Road Austin, TX 78758 voice: 512-475-8872 fax: 512-471-1720 email: [email protected]
Overview One of the practical barriers to the widespread implementation of waste stream utilization schemes is the high cost of transporting non-product output (NPO) materials from originating facilities to other facilities that may be able to use the materials as feedstocks. Since the cost of transporting these materials can often offset some or all of the benefits of using them as feedstocks, it seems reasonable to expect that the tools used to design industrial ecosystems should be able to take transportation costs into account. Unfortunately, this is not generally the case. An interesting exception is an industrial ecology planning tool developed by Carolyn Nobel, a University of Texas Austin graduate student. The tool incorporates a Geographic Information System (GIS) to help identify feasible water re-use networks and to allow transportation costs to be explicitly included in the optimization of these networks. The GIS-based application has been used to identify and optimize water use and re-use opportunities within a complex of approximately 20 different industrial facilities at the Baytown Industrial Complex in Pasadena, Texas. The tool was developed using commercial "off the shelf" GIS software and a widely available mathematical optimization package. And, although the tool was developed specifically to illustrate the optimization of industrial water reuse networks, the underlying approach can be extended to other industrial materials with relatively little additional effort.
Context Many waste materials used by the cement industry as alternative fuels and raw materials (AFR) are not worth very much on a "price per unit mass" basis. This is generally not a problem if the material is available in close proximity to the cement manufacturing facility (a commonly cited example being the Chaparral Steel-TXI partnership in which slag from a steelmaking facility was used in an adjoining Portland cement plant1. Alternatively, some materials used as waste fuels may allow the cement facility to charge a fee for their disposal. In most cases, though, the economic feasibility of using AFR may be determined, at least in part, by the distance that the AFR materials must be transported from the generating facility to the cement plant. Hence, tools intended to help cement manufacturers identify and evaluate potential AFR opportunities should take transportation costs into account. This is greatly facilitated through the use of a Geographic Information System (GIS) based tool.
Actions Such a GIS-based model was developed by Carolyn Nobel, who was at the time pursuing her Master's Degree in Engineering at the University of Texas.2 The work resulted in a model that matches wastewater characteristics of facilities with the feedwater requirements of other

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
A-8
facilities in the region. By matching streams with compatible water quality criteria, the model identifies feasible water reuse opportunities within the region of study. Since any individual wastewater stream may have several potential uses, the feasible matches are passed to a linear programming module to calculate the optimal water reuse scenario. The main component of the water reuse model was developed within the ArcView™ version 3.0a GIS software package (ArcView™, which is currently in version 8.1, is available from ESRI, www.esri.com), using the associated Avenue scripting language. Data about each facility's water needs, wastewater flow rate, and water quality criteria are stored in a data layer ("theme") associated with a basemap of the region. The model determines feasible water reuse opportunities based on water quality criteria for each facility, which are input to the model via text files. The results are displayed on a map of the region, with potential water exchanges depicted as pathways connecting facilities. Typically, these routes are depicted as straight lines, though the model can be modified to reflect existing pipelines or other alternative routes. To identify feasible exchanges, the model tests each possible pair of sources and sinks to see if the source facility's water is clean enough for the destination facility. The model can be set up to consider an arbitrary number of water quality parameters in establishing a potential match, as long as both influent and effluent data are available and are included in the facility's characteristic table. When a match is identified, a feasible exchange pathway (for simplicity sake, a straight line, though more complex routing can be accommodated) is created on the basemap. For each feasible exchange pathway, the model calculates the distance and elevation change for the arc. Additionally, the model identifies the type of water (e.g., fresh, reused) based on source and destination facilities. This information, together with the path length and elevation change data, is used to determine the transportation and water costs in the optimization phase of the model. Given all the possible options from the feasible exchange, the model determines which water reuse options present the optimal solution for the network. This is accomplished using a standard linear programming methods, with the objective function defined so as to minimize the cost to purchase, treat, and transport water throughout the network. Alternatively, the model can be set to maximize fresh water conservation, or to seek an optimum design which combines the two objectives. The linear program in the model is "solved" using the General Algebraic Modeling System software package (GAMS – www.gams.com). These results are then displayed via the graphical user interface of the GIS software, allowing the optimization data to be displayed along with the model basemap.
Outcomes While other tools such as Bechtel's Industrial Materials Exchange (IME) tool and EPA's Designing Industrial Ecosystems Tool (DIET) have been developed to identify potential matches and perform optimizations on proposed networks, they do not incorporate GIS capabilities. Although the graphical display of matches using a GIS-based tool can aid understanding of potential networks, perhaps the main value of a GIS based tool lies in its ability to aid a user in planning networks where the NPO's have relatively high transportation costs, compared to their purchase price (or disposal costs). Such criteria often apply to alternative fuels and raw materials used in the cement industry.

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
A-99
The use of the model was demonstrated by applying it to the Bayport Industrial Complex, a collection of chemical, petrochemical and other manufacturing facilities (and an associated water treatment facility) located in Pasadena, Texas. In this relatively simple example, economically feasible water reuse networks were identified that had the potential to reduce total freshwater use by more than 90% while simultaneously reducing water costs by 20%‡‡‡‡‡. According to the developer, the GIS-based approach to wastewater utilization could be adapted to other materials with only minor modifications to the underlying model.
Lessons Learned The use of Geographic Information Systems as a tool for planning industrial ecosystems offers two key advantages over other tools: The graphical representation of potential materials exchanges can be a powerful tool in
helping planners, community members, and other stakeholders to understand material flows within a region, and to identify potential byproduct synergies. While it is possible to include such information without the use of GIS, the use of geospatial
data simplifies the inclusion of transportation costs in subsequent optimization efforts. The addition of transportation cost data allows planners to reject as infeasible exchanges of materials that have transportation costs in excess of their value as feedstocks.
The model developed by Nobel requires does not directly address the significant task of data collection that is required to make such a model useful. Use of the model requires that the user characterize input and output characteristics of all the facilities which are to be included in the optimization. Users can specify an arbitrary number of physical parameters that determine whether one facility's output stream can be used as an input stream to another facility. For example, in the water reuse optimization, the model specified maximum levels of Total Organic Carbon (TOC), Total Suspended Solids (TSS) and Total Dissolved Solids(TDS) allowable for the incoming water to each facility. Adaptation of the model for use in identifying potential alternative fuels and raw materials (AFR) matches would require the establishment of an appropriate set of physical, chemical and possibly regulatory characteristics. For example, wastes which are being considered as alternative fuels might be characterized by their physical state, higher heating value, density, sulfur, chlorine and ash content). These criteria could then be used as selection criteria for each non-product output stream in the collection of facilities to be studied. Although the work to date has focused on applications to water reuse, the tool could easily be extended to alternative fuels and raw materials, particularly if the range of materials can be constrained or described with a relatively few key characteristics (Dr. Nobel also suggests that the model could be improved by adding new data layers to the basemap to reflect existing infrastructure such as pipelines and roads, or restrictions on land use). The results of the optimization could be improved by providing more realistic cost models for transaction costs, including the addition of capital costs to the calculation of optimal network connections. Like the other industrial ecology design tools presented in this report, this work should be viewed as a starting point for further development, rather than a "finished" design tool. However, in contrast to the use of GIS systems at the Naroda Industrial Estate,3 where the software was used primarily as a visualization tool, Nobel's work makes the geospatial data an integral part of the optimization. Whether this greater degree of sophistication is warranted by the results is difficult to determine, but the model clearly allows a more robust use of available data. Because of the academic roots of this work, the model is well documented, and the
‡‡‡‡‡ It should be noted that the simplified cost model used to generate the optimum network did not account for the capital costs of constructing pipelines, pumps or equalization facilities.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
A-10
developers have made a number of suggestions for how the model might be improved. By allowing users to test scenarios easily and take into account practical constraints of transporting large quantities of low-valued materials between facilities, the model can help to facilitate the creation of new byproduct synergies and promote the profitable use of AFR.
References 1. Business Council for Sustainable Development - Gulf of Mexico. By-Product Synergy: A
Tool for Sustainable Greenhouse Gas Emissions. http://www.bcsdgm.org/bps_article.htm 2. Nobel, C.E., 1998, A Model for Industrial Water Reuse: A Geographic Information Systems
Approach to Industrial Ecology, Thesis for a Masters of Science in Engineering, The University of Texas at Austin.
3. von Hauff, M. and M.Z. Wilderer. 2000. Eco-Industrial Networking: A Practicable
Approach for Sustainable Development in Developing Countries. Presentation at the Helsinki Symposium on Industrial Ecology and Material Flows.

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
A-11 11
Gulf Council Initiative - Tampico, Mexico Company: Business Council for Sustainable Development for the Gulf of Mexico Location: Tampico, Mexico For More Information: Andrew Mangan
Business Council for Sustainable Development Gulf of Mexico Suite 500, 4425 South Mopac, Bldg III Austin, Texas 78735 USA Telephone: (512) 892-6411 Fax: (512) 892-6443 [email protected] http://www.bcsdgm.org http://www.as-llc.com
Overview The Business Council for Sustainable Development for the Gulf of Mexico established a private company called Applied Sustainability1 to implement its program of By-Product Synergy, a form of industrial ecology to promote “synergy among diverse industries, agriculture, and communities, resulting in profitable conversion of by-products and waste to resources promoting sustainability.” One of their first successful projects was in Tampico, Mexico, where 21 major companies worked together to identify 63 potential opportunities or synergies, of which they determined 29 had immediate commercial potential. Participants decided initially to pursue 13 demonstration projects, including sending waste polyvinylchloride residuals to be made into shoe soles, unusable butadiene sold as a source of low-cost combustion gas, and waste CO2 generated by several businesses used by a nearby industrial gas company to manufacture saleable CO2. The project was so successful that the participating companies institutionalized the process in order to search for opportunities on an on-going basis.
Context The World Business Council for Sustainable Development established regional Business Councils for Sustainable Development in order to apply sustainable development concepts at a factory level. The Business Council for Sustainable Development for the Gulf of Mexico (Gulf Council) puts sustainable development into practice through partnerships with local governments, non-governmental organizations, and other stakeholders in the region surrounding the Gulf of Mexico in North America. After working with TXI to develop an industrial ecology process between a cement company and a steel company, the Gulf Council formalized the process and called it By-Product Synergy. They defined By-Product Synergy as “the synergy among diverse industries, agriculture, and communities, resulting in profitable conversion of by-products and waste to resources promoting sustainability.”2 The main components of By-Product Synergy are: Diversity of Companies: The more organizations and the more varied their processes, the
greater possibility for finding opportunities. Uniformity and Confidentiality: The data collected from the participating companies needs to
be comparable between organizations. Additionally, in order to provide complete and up-front information, companies need to feel confident that proprietary information will not be released.
Communication: Facilitated brainstorming sessions are held to provide the opportunity for companies to work together to find synergies.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
A-12
Partnerships: The companies, technical consultants, and regulatory agencies work together to seek solutions.
To market this new process, the Gulf Council spun-off the activities to a new for-profit company called Applied Sustainability. Applied Sustainability conducts sustainable, industrial ecology-type projects to help companies in a specific location find each other and determine ways to share materials and wastes, usually assisted by local governments or councils. They follow a simple process: Awareness and recruitment among local companies Data collection from each plant Analysis to identify opportunities Implementation of opportunities Evaluation and on-going support
Their first major project was an initiative in Tampico, Mexico. They are also working on projects in Alberta, Canada, North Texas, USA, and two projects in the Texas-Mexico border region.
Actions The Tampico By-Product Synergy project involved 21 major companies (15 ISO9000 certified, 2 ISO14001 certified) in Tampico, which is Mexico’s busiest seaport and one of the most productive oil regions in the country. Most of the firms participating in this project were chemical and petrochemical companies, including the nationally-owned PEMEX, but also including non-petrochemical industries such as the local Coca-Cola bottling company and an electricity producer. Through on-site visits and meetings with facility managers, each company completed data templates and determined its materials and energy flows. Then, through a year-long series of meetings and technical studies, the plant managers, environmental staff, and other employees from the 21 companies looked for markets for their by-products and wastes and for cheaper sources of raw materials. Their efforts identified 63 potential opportunities or synergies, of which they determined 29 had immediate commercial potential. Participants decided initially to pursue 13 demonstration projects. Examples of the demonstration projects include: One company’s 51,000 tons of unusable butadiene, a hydrocarbon by-product from making
synthetic rubber, used as a source of low-cost combustion gas for another company. Waste CO2 generated by several businesses used by a nearby industrial gas company to
manufacture saleable CO2. One company’s polyvinylchloride residuals made into shoe soles. Six companies that together annually produce 134 tons of polyethylene/polypropylene
wastes sell the waste to a seventh company to build plastic platforms for ship-loading operations. (This project was possible since together the six companies generated enough material to profitably recover and resell the wastes while alone they could not).3
Outcomes and Lessons Learned The staff from the Gulf Council noticed that, as the process evolved, the participants became less focused on individual concerns about change to their own companies and more focused on strategies that benefited everyone. They came to believe that there is no longer “waste,” but “by-products” that can be reused by implementing a new process or eliminating barriers. Ultimately, Tampico benefited from a new community of enlightened managers aware of the benefits of collaborative industrial ecology projects. The project was so successful that the

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
A-13 13
participating companies institutionalized the process in order to search for opportunities on an on-going basis.
References 1. Applied Sustainability. General website. http://www.as-llc.com Specific project descriptions.
http://www.as-llc.com/page3.html 2. Business Council for Sustainable Development for the Gulf of Mexico. General website.
http://www.bcsdgm.org. Brochure entitled “Sharing Approaches to By-Product Synergy in North America.” http://bcsdgm.org/pdf/bps_sharing_approachs.pdf)
3. Truemper, Ingrid. 2000. “Resource Recovery” (sidebar entitled ‘Playing Matchmaker’).
Environmental Protection, Vol. 11, No. 6, June 2000, p. 79.
( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
A-14
HSIDC Industrial Eco-Park - India Company: Haryana State Industrial Development Corporation (HSIDC) Location: Haryana, India For More Information: Harbakash Singh
Managing Director Haryana State Industrial Development Corporation Plot No.13-14, Sector 6, Panchkula-134109. Enquiries: (091) 172-590481-83 Fax: 590474 E-mail: [email protected] Website: http://hsidc.nic.in/
Overview The Haryana State Industrial Development Corporation2 (HSIDC), a Public Limited Company wholly owned by the Government of Haryana, promotes industrial development in Haryana, a highly industrialized region in India near the capital Delhi. Due to a recent Supreme Court decision requiring many polluting industries to move out of Delhi, one of HSIDC’s major initiatives is to attract these industries into industrial estates or eco-parks. The estates are made up of clusters of similar industries producing similar effluent and liquid waste that share pollution prevention and effluent treatment services. They are also required to meet strict emission limits. The estates are formed to promote industrial efficiency and to minimize environmental impact.
Context Haryana is a highly industrialized region in India near the capital Delhi, producing a large percentage of the country’s motorized vehicles, bicycles, refrigerators, and other industrial products. Other industries in the region include textiles, fertilizers, pharmaceuticals, electronics, oil refining, and many other types of heavy industry. In 1967, Haryana State Industrial Development Corporation (HSIDC) was established as a Public Limited Company wholly owned by the Government of Haryana. Its purpose was to promote and accelerate the pace of industrialization in the state by attracting large and medium-sized industries. It has been instrumental in bringing new industrialization in the formerly agricultural region. It accomplishes this through financial and technical assistance to industry and the state government, as well as through infrastructure development, promotion of the state’s capacities, and education/re-training of skilled workers.
Actions Recently, the India Supreme Court asked a variety of polluting industries to move their operations out of the capital region. HSIDC choose to attract these industries by setting up industrial estates made up of clusters of similar industries producing similar effluent and liquid waste. On these estates, the industries share pollution prevention and effluent treatment services called Common Effluent Treatment Plants. The participating industries have to conform to emission and effluent levels prescribed by the Haryana State Pollution Control Board. Additionally, the estates are located in the ecologically less fragile and the agriculturally least fertile areas. HSIDC has also engaged consultants to conduct a pre-feasibility studies for setting up the estates.3 The main industry sectors they are focusing on are textiles, chemicals, pharmaceuticals, fertilizers, paints, dyes, and electroplating. Officials from HSIDC work directly with industries in Delhi to recruit and assist them in the transition. A hosiery and textiles park has already been

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
A-15 15
developed near Gannaur in district Sonipat and applications have been requested for allotment of industrial plots.1
Outcomes and Lessons Learned HSIDC has been successful in signing up industries to participate in the industrial estates. In December 2000, an “Instant Allotment Camp” was set up in Delhi for four days to provide information, accept requests, and pre-approve applications. Approximately 300 units were cleared during the four days.1
References 1. Gupta, Rahul. 2000. “Haryana way ahead in ‘grabbing’ ousted units.” Times of India, 22
December 2000. Available at http://www.timesofindia.com/221200/22mdel2.htm. 2. Haryana State Industrial Development Corporation. General website: http://hsidc.nic.in 3. Tribune. 2000. “Haryana invites polluting units.” The Tribune India, August 2, 2000.
Available at http://www.tribuneindia.com/20000802/biz.htm.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
A-16
Industrial Materials Exchange (IME) Tool Company: Nexant (Bechtel Group Company) Location: San Francisco, California For More Information: Edwin Liu, Technology Solutions
[email protected] Tel: +1 415 912 2188 Fax: +1 415 981 9744
Perhaps the most mature and certainly the most often cited industrial ecology design and analysis tool is Bechtel's (now Nexant’s) Industrial Materials Exchange (IME) tool. Like EPA's FaST tool and the GIS-based design tool developed by the University of Texas, Austin, the IME is intended to aid in the identification and analysis of byproduct synergies. Bechtel's success in applying the tool to industrial park design has resulted in the tool being unavailable to users outside of Bechtel. Bechtel views the IME as a valuable tool for aiding their engineers and planners in designing more profitable and more tightly integrated industrial facilities. Bechtel's success lies in its ability to apply leading-edge technical and management services to the development, management, engineering and construction of industrial and infrastructure facilities for clients throughout the world. Through its subsidiary companies, Bechtel also operates many of these facilities. This experience led the company to explore ways of capturing the expertise gained from designing and operating these projects, and applying it to new project development. Begun in 1994 and inspired by the Kalundborg, Denmark ecoindustrial park, the Industrial Materials Exchange tool is one result of this effort. Developed by Bechtel employees Dave Cobb and Michel Thomet, the original Industrial Materials Exchange tool was developed as a database of material flows associated with selected industrial processes. Recent collaborations between Cobb and colleagues at the U.S. Department of Energy's Idaho National Environmental Engineering Laboratory (INEEL), have resulted in a "next generation" version of IME, known as the Dynamic Industrial Materials Exchange (DIME). DIME incorporates dynamic simulation of material flows to aid in the design and analysis of byproduct synergies that are affected by fluctuations in material availability or process requirements. Such fluctuations are frequently encountered, resulting from such factors as seasonal demand variations, weather patterns, or non-cyclical variations such as those imposed by large construction, site remediation or demolition projects which can create one-time "spikes" in demand or availability of alternative raw materials. The IME tool has been used in several high-profile industrial ecosystem projects, including the Brownsville/Matomoros Regional Industrial Symbiosis project, and the Tampico, Mexico effort facilitated by the Business Council for Sustainable Development - Gulf of Mexico.1 Recently, the tool was used internally by Bechtel to develop the winning proposal for a large industrial complex to be built in the People's Republic of China. The types of processes and materials found in IME's database reflects the industrial project experience of Bechtel, showing a strong emphasis on petrochemical processes and mineral processing.
References 1. Business Council for Sustainable Development - Gulf of Mexico. By-Product Synergy: A
Tool for Sustainable Greenhouse Gas Emissions. http://www.bcsdgm.org/bps_article.htm

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
A-17 17
Industrial Symbiosis - Kalundborg, Denmark Company: Not applicable Location: Kalundborg, Denmark For More Information: See Reference list provided
Overview The Kalundborg industrial estate, 80 miles west of Copenhagan, in Denmark has attracted international attention for its pioneering effort in demonstrating how industry could emulate natural ecosystems and exist in symbiosis through a web of material and energy exchanges. Industrial ecologists believe that the word “waste” should be obsolete and rather be termed as “residual resources” as every waste stream has significant potential value that should be realized. At Kalundborg, this hypothesis has become a reality over the past 30 years. As of 1995, the Kalundborg companies exchanged 3 million tonnes per year of materials and energy under 16 negotiated contracts with an estimated investment of $60 million in infrastructure development for materials and energy transport. Through 1993, these investments have generated $120 million in revenues and cost savings for the partners.
Context Kalundborg, Denmark is a small harbor town with four major industries – Power, Oil Refining, Pharmaceuticals, and Wallboard manufacturing. The Asnaes power plant was commissioned in 1959 followed by the Statoil refinery in 1961. The pharmaceutical company, Novo Nordisk, (now a merger between Novo and Nordisk) has been around in the region from 1923. Since 1972 this unplanned industrial zone started developing into an industrial ecopark when the fourth industry, the wallboard manufacturer Gyproc moved into Kalundborg to take advantage of the fuel gas available from the Statoil refinery. Over the last three decades, these four major companies, the city of Kalundburg, and other small companies in the industrial zone have identified several material and energy exchange opportunities that have generated significant environmental benefits for the region and several million in operational cost savings for the partnering companies. Thus, what started as a small, unplanned industrial zone has now evolved into a model industrial eco-park promoting sustainable development.
Actions Gyproc’s decision to move into Kalundborg in 1972 to take advantage of the flue gas from Statoil refinery reduced its oil consumption by 90-95%. The other industries in the region soon started seeking similar value creating opportunities from use of residual resources from the neighbors and realized that several such opportunities existed and could be tapped. Following are a few early industrial symbiosis examples within the Kalundborg industrial zone The effluent discharge regulations introduced in 1976 were the impetus for the Novo Nordisk
to seek opportunities similar to Gyproc. Previously, Novo Nordisk mixed biological sludge with wastewater and discharged it into the sea. Free distribution of this sludge to the local farmers for use as a fertilizer supplement proved to be the best way to comply with the new discharge regulation. Novo Nordisk and a fish farm in the area started freely supplying their sludge to the local farmers. The local farmers have realized an annual savings of $50,000 from this partnership. In 1979, Aalborg Portland a cement company in the region started using 170,000 tonnes of
desulfurized fly ash from the Asnaes power station.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
A-18
The gypsum produced from the power plant’s Flue Gas Desulfurizer was sold to Gyproc to cover 65% of its gypsum requirements. Until this arrangement, Gyproc imported gypsum from Germany and Spain.
In 1981, the industrial symbiosis was extended to directly benefit the local residents. Previously, Kalundborg city homes used individual oil burning heaters to meet their heating requirements. The oil crisis of the late 70s was the driver forcing the city officials to seek an alternative fuel source to meet the heating requirements. The excess waste heat recovered from the local power plant proved an excellent alternative to the highly polluting oil burning heaters in the homes. In addition, the excess heat was also supplied to the local fish farms to increase the pond water temperatures during cold weather. The bilateral agreements involving use of treated wastewater for meeting cooling water requirements and use of desulfurized flue gas from the refinery for coal substitution in the power plant were negotiated and implemented over the past several years between the individual companies and the City of Kalundborg.
Outcomes and Lessons Learned The Kalundborg case study confirms that “Necessity Is the Mother of Invention”. That “vision” was the key contributing factor to the evolution of Kalundborg during the past 30 years. It started with Gyproc moving into the region because it could use the refinery flue gas as a cheap fuel source. The Novo Nordisk, and the sulfur recovery unit of the refinery relationships were clearly driven by regulatory drivers and it was necessary for them to “invent” an economical solution to comply, which they did through bilateral agreements with their neighbors and the local community. Over the past three decades, the industries in Kalundborg have worked closely and negotiated spontaneous one-on-one bilateral agreements that were mutually beneficial to the partners. Economic benefits and alignment to the company’s core business has been the key guiding principle in evaluating and negotiating the bilateral agreements in Kalundborg. Environmentally attractive opportunities not within the company’s core business have not been pursued. The Kalundborg companies thus far have adopted independent evaluation criteria for their industrial ecology opportunities and a system-wide performance evaluation has never been conducted.
References 1. Business and Sustainable Development. General website.
http://iisd1.iisd.ca/business/default.htm. Specific project descriptions. http://iisd1.iisd.ca/business/industrialexample.htm.
2. RPP International’s Industrial Ecology Research Center. General website. http://www.indigodev.com/Kal.html
3. Rochester Institute of Technology. Specific project descriptions. http://www.rit.edu/~amleie/jeff/MML_Presentation/kalundborg/
4. Emily Carr Institute of Art & Design, Canada. Specific project descriptions. http://www.eciad.bc.ca/newcity/Pages/industrial_ecology.html
5. BusinessWeek 2001. He’d like to throw out the word “waste” (Industry Insider Report) BusinessWeek, April 116, 2001 p. 24B-D.

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
A-19 19
US EPA's Industrial Ecology Tool Kit (FaST/DIET/RealityCheck ) Company: U.S. Environmental Protection Agency (USEPA) Location: USA For More Information Dr. Suzanne Giannini-Spohn
Office of International Activities U.S. Environmental Protection Agency Office of Program Planning and Evaluation (OPPE) MS 2670R 1200 Pennsylvania Ave., NW Washington DC 20460 (202) 564-3907 [email protected]
Overview With the support of Industrial Economics Inc., a Boston (USA) consulting firm, the US Environmental Protection Agency has developed a prototype industrial ecology tool kit designed to help users identify, screen and optimize byproduct utilization opportunities at the regional scale. The tool kit consists of three interrelated components: The Facility Synergy Tool (FaST) is a database application that helps a user identify
potential matches between non-product outputs (NPO's) and the resource requirements (material and energy) of common industrial processes. This allows the user to quickly identify potential byproduct synergies between facilities, or identify the types of industrial partners that should be recruited to serve as "sinks" for waste streams from existing facilities.
The Designing Industrial Ecosystems Tool (DIET) uses the byproduct synergy matches identified in the FaST database tool as inputs to a linear programming model, which generates optimum scenarios for industrial synergies. DIET allows the user to simultaneously optimize the system for environmental, economic and employment objectives.
RealityCheck is a screening tool used to identify potential regulatory, economic and logistical constraints (barriers) to byproduct utilization opportunities. Though originally designed as an integral part of the industrial ecology tool kit, it can be used as a standalone tool.
All three tools have been developed as prototypes, operable on Microsoft Windows compatible personal computers. They serve as useful tools that can be used to simplify the identification of waste stream matches ("byproduct synergies") within a region or within a collection of industrial facilities.
Context In 1996, while serving as the team leader for Industrial Ecology at U.S. Environmental Protection Agency's Division of Urban and Economic Development in the Office of Policy, Planning and Evaluation, Dr. Suzanne Giannini-Spohn initiated a project to develop a series of tools with the intent of aiding economic development planners with the task of "designing" industrial ecosystems. By creating tools to identify, screen and optimize potential industrial byproduct synergies, it was hoped that more communities would consider the industrial

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
A-20
ecosystem concept as a means for redeveloping "brownfield" sites and pursuing sustainable industrial development. Working with Professor Sam Ratick of Clark University, and with contract support from the Boston consulting firm Industrial Economics, Inc., the EPA effort led to the creation of an industrial ecosystem design "tool kit." Development of these tools was halted in 1999, as a result of changing budget priorities. Although these tools were not widely deployed (and in many ways are still in prototype stages), they are nonetheless some of the most widely available tools of their kind, especially compared to the similar but more proprietary Industrial Materials Exchange (IME) tool developed by Bechtel, Inc.
Actions The toolkit developed for the US EPA by Industrial Economics, Inc. comprises three main components, relying in varying degrees upon the Microsoft Access database environment. The main components are (1) the Facility Synergy Tool (FaST); (2) the Designing Industrial Ecosystems Tool (DIET); and (3) RealityCheck. These tools are described below. The Facility Synergy Tool (FaST) is a database of industrial "profiles" which store information about feedstocks and "non-product outputs" (NPO's) from common industrial processes. The purpose of FaST is to identify potential matches between the required inputs for one or more processes, and the NPO streams of other industrial processes in the database. Thus, FaST can help the user to identify potential matches for a given anchor facility or a collection of industrial processes. This allows the user to quickly identify potential byproduct synergies between facilities, or identify the types of industrial partners that should be recruited to serve as "sinks" for waste streams from existing facilitates. The current version of FaST contains input/output profiles for 57 types of industrial facilities, including a generic Portland cement manufacturing plant, with eighteen potential inputs to the process ranging from coal and coke to fly ash and sandstone. The Designing Industrial Ecosystems Tool (DIET) uses the byproduct synergy matches identified in the FaST database tool as inputs to a mixed-integer linear programming (MILP) model, which generates optimum scenarios for industrial synergies. DIET allows the user to simultaneously optimize the values of environmental, economic and employment objectives and to explore "what if" scenarios to evaluate how the optimum is affected by changes to key assumptions and parameters. RealityCheck is a screening tool used to identify potential regulatory, economic and logistical constraints (barriers) to byproduct utilization opportunities. Though originally designed as an integral part of the Industrial Ecology toolkit, it was evaluated as a standalone tool. The tool currently provides constraints for approximately 45 non-product output types (examples include cement kiln dust, foundry sand, used tires, etc). In general, the constraints are stored as brief (100 word or less) narrative descriptions. For example, the following constraint is found for cement kiln dust: "Regulatory upcoming promulgation of RCRA Subtitle C standards for CKD [cement kiln dust] threatens tighter controls -- CKD is currently exempt under Bevill amendment; now regulated to varying degrees by state statutes and agencies as non-hazardous. or hazardous. waste depending upon content." The RealityCheck tool appears to be the least fully developed of the three tools, suffering from an incomplete database and relatively terse descriptions of the constraints posed by various NPO streams. The regulatory constraints are heavily oriented towards US Federal environmental regulations. As a screening tool, RealityCheck can aid a user in identifying some of the barriers to possible byproduct synergies, but does not eliminate the need for a more detailed engineering and regulatory review.
( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
A-21 21
Outcomes Cement manufacturers seeking to adopt an industrial ecosystem approach to their operations face several challenges, not the least of which is cost-effectively identifying both potential sources of alternative fuels and raw materials (AFR) but also locating "sinks" for non-product outputs from the cement-making process, such as cement kiln dust. In regions with numerous or diverse types of industrial facilities, finding useful potential matches can be a laborious activity. Tools such as FaST and RealityCheck can significantly reduce the time and effort required to identify potential byproduct synergies by focusing attention on a small number of candidate processes and technologies, which can then be investigated further. The tools can either be used interactively, or used on a one-time basis to generate a list of potential matches specifically for cement facilities. Although the existing database used in FaST is far from comprehensive, it does include entries for the cement industry and for a wide variety of common industrial process types which may serve as useful partners in an industrial ecosystem. To illustrate the fact that the prototype status of the EPA's Industrial Ecology Tool Kit has not prevented other organizations from putting these tools to good use, one need only examine the Philippines Portal on Industrial Ecology (follow links to "Materials Database" on http://www.iephil.com/). In this application, the FaST database has been populated with profiles of nearly 70 industrial facilities from the Laguna and Batangas areas of the Philippines. The results of the database have been published on the web in a variety of categories, allowing users to search for specific types of non-product outputs which might be used as feedstocks (including AFR).
Lessons Learned The DIET/FaST toolkit illustrates a potentially useful approach to the design and optimization of ecoindustrial parks, or even the more limited problem of identifying potential byproduct synergies within an existing regional network of industrial facilities. Unfortunately, EPA has no current plans to complete the development of the tools. As a result, the tools are available on an "as is" basis only. Users of the prototype tools may encounter occasional error messages and will almost certainly want to supplement the existing database with additional information about facilities and waste streams specific to their region. Arguably, the most effective component of the tool kit is currently the FaST application, which is useful as a screening tool for identifying potential byproduct synergy matches in relatively large industrial parks or estates, where the number of industrial facilities is large or the types of available NPO streams is very diverse. In regions where the number or diversity of industrial facilities is not as great, it may often prove to be easier to use other methods (such as brainstorming process or manual review of industrial waste streams) to identify these matches. Additionally, the waste stream matching approach used in FaST relies upon text-based matches between process streams, rather than a more sophisticated approach (such as using the physical and chemical attributes of waste streams). As a consequence, the quality of matches identified by FaST depends heavily upon consistent and thoughtful data entry, which could be significantly aided through the use of a structured vocabulary of allowable waste stream terms. Prospective users of the DIET tool should be aware that DIET depends upon a third-party equation solver application (AIMMS, developed by Paragon Decision Technology, The Netherlands) to perform its optimization calculations. AIMMS is an advanced mathematical modeling software package, combining a modeling language, graphical interface and powerful numerical solvers. A free, time-limited copy of AIMMS, large enough to run the DIET demo, can be downloaded from the Paragon web-page (http://www.paragon.nl) but is too small to run the full-size DIET program. While the DIET tool illustrates some useful concepts, in most cases the

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
A-22
data required to perform useful "real-world" optimizations will not be available without significant investment of time and effort, which might be better spent elsewhere. Finally, the RealityCheck tool appears to be in a relatively early stage of development, and would benefit significantly from additional data entries or conversion to a web-based document where the discussion of specific regulatory, economic and logistical constraints could be documented at greater length. Nonetheless, it is useful as a quick screening tool for identifying potential barriers to the use of industrial byproducts and wastes in an industrial ecosystem context.
( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
1 B-1
Appendix B: Alsen Cement and Salzgitter Steelworks Case Study
Integrating a By-Product of the Steel Industry into the Cement Manufacturing Process A case study in Industrial Ecology investigating German cement producer ALSEN’s investment in slag granulation at the Salzgitter steelworks, and the effects along the value chain.
This case study has been prepared by ALSEN AG for Holcim Group Support Ltd. as part of a sub-study on Industrial Ecology for the sector study entitled “Toward a Sustainable Cement Industry” being carried out by the Battelle Memorial Institute under commission to the World Business Council for Sustainable Development (WBCSD).
People and commitment make a company more sustainable
ALSEN operates this granulation plant at the Salzgitter steelworks
A batch of molten slag leaves the blast furnace for processing in the granulation plant
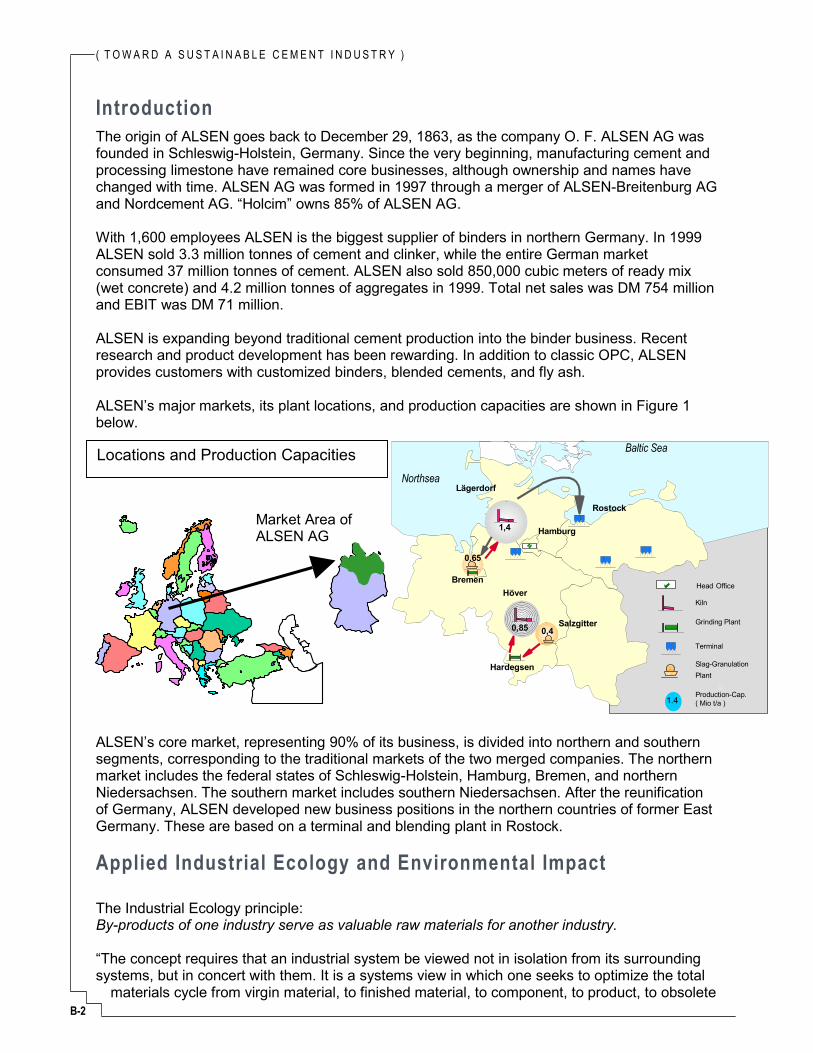
( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
B-2
Introduction The origin of ALSEN goes back to December 29, 1863, as the company O. F. ALSEN AG was founded in Schleswig-Holstein, Germany. Since the very beginning, manufacturing cement and processing limestone have remained core businesses, although ownership and names have changed with time. ALSEN AG was formed in 1997 through a merger of ALSEN-Breitenburg AG and Nordcement AG. “Holcim” owns 85% of ALSEN AG. With 1,600 employees ALSEN is the biggest supplier of binders in northern Germany. In 1999 ALSEN sold 3.3 million tonnes of cement and clinker, while the entire German market consumed 37 million tonnes of cement. ALSEN also sold 850,000 cubic meters of ready mix (wet concrete) and 4.2 million tonnes of aggregates in 1999. Total net sales was DM 754 million and EBIT was DM 71 million. ALSEN is expanding beyond traditional cement production into the binder business. Recent research and product development has been rewarding. In addition to classic OPC, ALSEN provides customers with customized binders, blended cements, and fly ash. ALSEN’s major markets, its plant locations, and production capacities are shown in Figure 1 below.
ALSEN’s core market, representing 90% of its business, is divided into northern and southern segments, corresponding to the traditional markets of the two merged companies. The northern market includes the federal states of Schleswig-Holstein, Hamburg, Bremen, and northern Niedersachsen. The southern market includes southern Niedersachsen. After the reunification of Germany, ALSEN developed new business positions in the northern countries of former East Germany. These are based on a terminal and blending plant in Rostock.
Applied Industrial Ecology and Environmental Impact The Industrial Ecology principle: By-products of one industry serve as valuable raw materials for another industry. “The concept requires that an industrial system be viewed not in isolation from its surrounding systems, but in concert with them. It is a systems view in which one seeks to optimize the total
materials cycle from virgin material, to finished material, to component, to product, to obsolete
Market Area of ALSEN AG
Northsea
Baltic Sea
Hardegsen
Höver
Hamburg
Rostock
Salzgitter
Bremen
Lägerdorf
0,4
1,4
0,65
0,85
Head Office
Grinding Plant
Kiln
Terminal
Slag-GranulationPlant
Production-Cap.( Mio t/a )1.4
Locations and Production Capacities

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
3 B-3
product, and to ultimate disposal. Factors to be optimized include resources, energy and capital.”
Industrial Ecology, by B. Allenby, 1995
The Link Between the Cement Industry and Other Industries Cement manufacturing allows valorization of several by-products from other industries. One such by-product is fly ash produced by burning coal in power stations. Another is blast-furnace slag, a by-product of producing pig iron in steelworks, and this is the sole subject of this study. Blast-furnace slag is granulated, producing granulated blast-furnace slag (GBFS). See Appendix B-1for a summary of the granulation process. The GBFS is then ground, producing ground granulated blast-furnace slag (GGBFS). This is used as a major component of blended cements, or more specifically, slag cements. The German civil engineer Emil Langen first realized the binding properties of GBFS in 1862. Thirty years later, slag cements were being produced, and in 1909 the first standards for slag cements were introduced. Slag granulation has increased in recent decades. In 1973 about 25% of all the slag in Germany was being granulated. By 1998 this had increased to 60%. This will increase even more in the future. The total GBFS volume absorbed by the cement industry in Germany in 1999 came to 4.7 million tonnes. ALSEN handled about 950,000 tonnes of this total amount. Today, ALSEN sources its GBFS from the Bremen and the Salzgitter steelworks. The Bremen steelworks produced clinker directly from 1911 to 1958. In 1974 ALSEN-Breitenburg bought the blending and grinding plant in Bremen. In 1994 ALSEN-Breitenburg expanded their contract with the steelworks, taking responsibility for nearly all the GBFS produced by the steelworks. ALSEN's 1996 investment in a granulation plant at the Salzgitter steelworks is described in more detail in the case below. Integrating GGBFS instead of fly ash into the blended cements gives ALSEN some key competitive advantages: In the German market, sources of fly ash are smaller and more numerous than sources of
slag. Thus, logistics of fly-ash integration is more expensive than slag. German customers have facilities to blend fly ash into concrete themselves. Not so with
GGBFS. Matching a specific cement with a specific GGBFS to get a consistent, high-quality blended cement requires more sophisticated expertise (knowledge of binding properties) than does integrating fly ash.
Slag Integration and Sustainable Development Slag cements have environmental advantages compared to traditional clinker-based cements. The principle advantages are lower consumption of natural resources (limestone and fuels), lower energy consumption, and lower emissions from processing. Thus, reducing clinker volumes through blending GGBFS into cement helps protect the environment. Optimizing OPC production (clinker processing) cannot achieve the same degree of ecological benefit. Integrating slag into cement manufacturing is therefore a real opportunity for the cement industry to contribute to sustainable development. For supporting technical information see Appendices 3 and 4. These include data on production steps, fuel consumption, the release of CO2 in cement production, and a comparison of the environmental effects of slag cements and OPC. Recycling and utilizing by-products in cement production are placed in a broader context in the figure below.
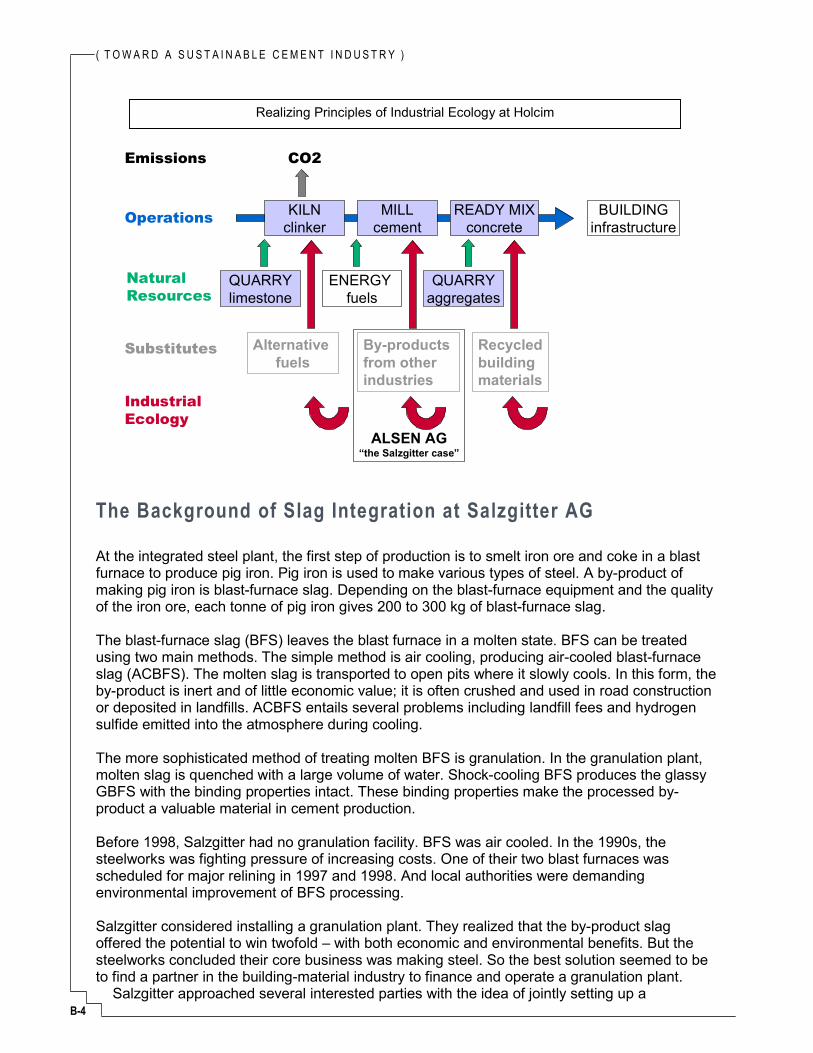
( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
B-4
The Background of Slag Integration at Salzgitter AG At the integrated steel plant, the first step of production is to smelt iron ore and coke in a blast furnace to produce pig iron. Pig iron is used to make various types of steel. A by-product of making pig iron is blast-furnace slag. Depending on the blast-furnace equipment and the quality of the iron ore, each tonne of pig iron gives 200 to 300 kg of blast-furnace slag. The blast-furnace slag (BFS) leaves the blast furnace in a molten state. BFS can be treated using two main methods. The simple method is air cooling, producing air-cooled blast-furnace slag (ACBFS). The molten slag is transported to open pits where it slowly cools. In this form, the by-product is inert and of little economic value; it is often crushed and used in road construction or deposited in landfills. ACBFS entails several problems including landfill fees and hydrogen sulfide emitted into the atmosphere during cooling. The more sophisticated method of treating molten BFS is granulation. In the granulation plant, molten slag is quenched with a large volume of water. Shock-cooling BFS produces the glassy GBFS with the binding properties intact. These binding properties make the processed by-product a valuable material in cement production. Before 1998, Salzgitter had no granulation facility. BFS was air cooled. In the 1990s, the steelworks was fighting pressure of increasing costs. One of their two blast furnaces was scheduled for major relining in 1997 and 1998. And local authorities were demanding environmental improvement of BFS processing. Salzgitter considered installing a granulation plant. They realized that the by-product slag offered the potential to win twofold – with both economic and environmental benefits. But the steelworks concluded their core business was making steel. So the best solution seemed to be to find a partner in the building-material industry to finance and operate a granulation plant.
Salzgitter approached several interested parties with the idea of jointly setting up a
BUILDINGinfrastructure
NaturalResources
ENERGY fuels
Emissions CO2
QUARRYlimestone
QUARRYaggregates
MILLcement
KILNclinker
READY MIXconcreteOperations
Substitutes Recycledbuilding materials
By-products from other industries
Alternative fuels
Industrial Ecology
ALSEN AG“the Salzgitter case”
Realizing Principles of Industrial Ecology at Holcim

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
5 B-5
granulation plant. ALSEN made an offer to finance and operate a granulation plant for one of Salzgitter’s two blast furnaces at the steelworks. The two companies reached an agreement. It helped that ALSEN made a good overall project proposal and was known as a competent major regional player in the construction-materials business. Both companies were convinced of the right synergy for a long-term partnership. They entered into a contract to cooperate for at least 15 years. Additional contracts concerning quality, water, and power supply were signed as the project proceeded. Planning and applying for permits was done in 1996, construction in 1997, and the granulation plant was tested and put into operation in 1998.
Effects on ALSEN’s Value Chain (1997-2000) Managing the Granulation Plant Relations between the two companies are good, say employees of both Salzgitter and ALSEN. ALSEN’s employees at the plant say they have worked hard from the beginning of the project to establish a good cooperative relationship with the Salzgitter employees. Each avoids disturbing the other’s closely linked processes. “We try to produce high-quality pig iron and blast-furnace slag. It’s possible to do both, from a technical point of view.”
Dr. J. Pethke, Manager of Blast Furnaces, Salzgitter “ALSEN’s job is to support the continuous operation of the blast furnace. The intent is to avoid any disruptions or disturbances to the steel-making process.”
Dr. H. Rosemann, COO, ALSEN “The form of cooperation at Salzgitter is unique.”
M. Helmbrecht, Head of Granulation Plant, ALSEN
Changes in the Production Setup Integrating the GBFS from Salzgitter caused an overcapacity in clinker production at ALSEN. ALSEN decided to stop producing clinker at the Hardegsen plant near Salzgitter, which had produced 230,000 to 300,000 tonnes annually. Stopping production at Hardegsen had been discussed even before the Salzgitter project, and the slag-integration project made the decision clear. The grinding equipment at Hardegsen was modified to grind GBFS from Salzgitter. The changes at Hardegsen resulted in 65 fewer jobs there. ALSEN offered all 65 employees either new jobs in the company or early retirement. Integrating slag from the Salzgitter steelworks brought changes to the setup of the production sites. The grinding and blending plant (Hardegsen) is not situated at the clinker production plant (Höver) or at the granulation plant (Salzgitter). This remote setup creates higher transportation costs. ALSEN is studying ways to optimize this. “Cement means mass-production and transportation is a considerable cost factor. Transporting an intermediate product just one extra time cuts deep into profits.”
Dr. N. Engberg, Head of Mineral Components, ALSEN

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
B-6
New Production Methods ALSEN experimented with several grinding methods, trying to improve slag cements to make concrete that develops better early strength – a property many customers demand. They found a technically and economically satisfactory solution: separately grinding GBFS and clinker to different degrees of fineness before blending. The slag is ground coarser than the clinker. ALSEN calls this technique the “coarse concept.” See Appendix 5 for details. Handling a greater number of intermediate products created a challenge in optimizing production, which became more complex than running a one-product operation just for classic OPC. Following the slag integration project at Salzgitter, ALSEN doubled their range of cement products. The company currently offers 20 different types of cements. They also developed a new business area, special binders, to extend their product range and expand their services. The idea is to customize binders for special applications. Appendix 6 shows examples. Slag and other mineral components such as fly ash are important components in these products. European standards categorize cements into several classes depending on OPC content and addition of other materials. Class CEM I contains nearly pure Portland clinker (95 - 100%). CEM II cements contain 65 - 94% portland clinker. CEM III can contain from 35% up to 80% of additive materials such as GGBFS. The basic differences in the properties of blended cements and OPC are outlined in Appendix 6.
Sales and Marketing Much of ALSEN’s market thinks traditionally. Customers in the southern segment were used to OPC and the fast-setting concrete it gives. For years, cement producers had been promoting this benefit as evidence of the superior quality of OPC. Customers knew OPC, but they didn’t fully appreciate the technical properties and specific advantages of slag cements. So slag cement had an undeservedly poor image. Buying decisions were being based primarily on price. Quality came second. And cement buyers considered the environmental argument of little importance. Since 1998, Salzgitter has been producing more than 400,000 tonnes of slag to be integrated every year. For ALSEN, this comes on top of the slag from Bremen, which increased from 630,000 tonnes in 1996 to 675,000 in 2000. The combined amount posed a major challenge to ALSEN’s marketing and sales departments. ALSEN has taken several actions to increase sales of slag cement: ALSEN harmonized the brands of the two companies after the merger. All products were re-
branded and appropriate literature was developed. (See http://www.ALSEN.de for details.) ALSEN specially trained its sales force, which was used to selling mainly OPC. The
innovative aspect of slag integration was emphasized, as was proper technical training on the properties of slag cements. See Appendix 6 for details.
With its broadened product range, ALSEN learned to target different market segments and meet their specific requirements. See Appendix 6.
ALSEN used a pricing strategy that positioned slag cements (CEM II and CEM III) slightly cheaper than the corresponding OPC (CEM I). This gave customers used to OPC an incentive to switch to blended cements.

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
7 B-7
ALSEN emphasized the additional benefits CEM II and CEM III offer customers. These include lower price or product properties matched to the customer’s specific need. ALSEN’s customers in the construction sector face extreme competitive pressure and that creates a strong focus on price. Ecological thinking can be used as an auxiliary argument at best.
ALSEN put a priority on using slag cements in their own ready-mix operations. This is part of their strategy to promote and integrate more slag cements in the market.
Excess volumes of GBFS, which cannot be absorbed in ALSEN’s market, are sold to other German cement manufacturers or exported.
Market Penetration of Slag Cements Market penetration of slag cements is still higher in the north than in the south, as shown in Figure B-1 below. As a reference, pure OPC cements (CEM I) accounted for 65.5% of the overall German market in 1999. The sales division at ALSEN reports that the northern market for slag cement is almost saturated but there is still potential in the southern market. It’s a challenge to integrate more blended cements because of stiff competition, customers’ perceptions, and specific requirements. “Integrating slag has been a considerable driver of innovation at ALSEN in recent years.”
Dr. H. Rosemann, COO, ALSEN Integrating the substantial additional volumes of GBFS posed new challenges in many processes along the entire value chain. ALSEN found solutions to them all.
Problems of Integrating By-Products
Balancing Supply and Demand ALSEN handles the combined volume of GBFS from the steelworks at Salzgitter and Bremen. The challenge is to balance supply and demand. As with all by-products, the supply is production-driven, not demand-driven. The worldwide economic cycle for steel is not synchronized with the economic cycle of the German construction industry.
Figure B-2. ALSEN’s Market Penetration of Slag Cements
Product Mix : Northern Market
0%10%20%30%40%50%60%70%80%90%
100%
1996 1997 1998 1999 per 8/2000
CEM III(20-64%OPC)CEM II(65-94%OPC)CEM I(OPC)
Product Mix : Southern Market
0%10%20%30%40%50%60%70%80%90%
100%CEM III(20-64%OPC)CEM II(65-94%OPC)CEM I(OPC)
1996 1997 1998 1999 per 8/2000

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
B-8
Currently, ALSEN manages to integrate half their GBFS into their own production. Some of the rest is sold to domestic third parties. To dispose of the remainder, GBFS is exported by ship, mainly to the Netherlands, and sold through the worldwide channels of “Holcim”. ALSEN has tried to balance supply and demand during the last two years. In 1999, stocks were reduced by half even though production increased during that period.
Storage Limitations The potential for storing GBFS is limited. After one year the latent hydraulic GBFS takes on the consistency of rock. In this state, clearing the stock entails extra handling: breaking, crushing, and transport. Costs increase considerably. The optimal storage period for GBFS is less than three months. Storage longer than six months is unreliable.
Quality Assurance of the By-Product Processes are primarily optimized to achieve high quality of the main product, in this case, the pig iron produced in the blast furnace. The quality of the by-product, blast-furnace slag, has traditionally been of minor importance, so fluctuations in quality and chemical composition were frequent. Process know-how was considered confidential to the steelworks and knowledge of processes was not shared with customers. This also applied to data on the chemical composition of slag and its fluctuations. But this information is crucial to producing a consistent high-quality cement. Today, Salzgitter guarantees ALSEN that the slag they supply meets minimum chemical specifications. Salzgitter shares the results of online slag analysis. They even cooperate with ALSEN to improve slag quality. Process additions are fed directly into the blast furnace specifically to produce superior slag. The close cooperation with Salzgitter has given ALSEN an understanding of the process the steelworks uses to provide suitable slag without impairing the quality of pig iron. ALSEN carries out constant research to improve slag quality. “We profit from a close partnership with the steelworks.”
Dr. M. Höppner, Head of Research & Development, ALSEN
Evaluation of the Slag Integration Project Commercial /Economic Evaluation A detailed economic analysis of ALSEN’s investment in the granulation plant at Salzgitter is beyond the scope of this case study. The following general statements summarize the most important economic aspects. ALSEN changed its fundamental strategy in the southern market. The focus on OPC was
shifted to both OPC and blended cements. ALSEN maintained its market share during the transition period of introducing new products. ALSEN has secured for the long-term all the GBFS sources in its core markets. ALSEN successfully transformed a former OPC plant (Hardegsen) into a grinding and
blending plant for GBFS. ALSEN expanded its role as cement producer to include the binder business. ALSEN is well positioned for future environmental requirements for raw materials, energy,
and emissions. Overall, ALSEN is satisfied with the economics of the project.
( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
9 B-9
Environmental/social evaluation The responsible use of natural resources is a cornerstone of ALSEN’s environmental and business policy. Slag integration is one important step in fulfilling this vision. GBFS integration provides considerable environmental benefits derived from lower emissions
and lower consumption of raw materials. Ending the unneeded clinker production at Hardegsen led to redundancy and negative social
effects on the workforce. ALSEN compensated with social programs.
Stakeholder re lations ALSEN always takes the economic and ecological dimensions into consideration in deciding long-term policy. The company places importance on competently and reliably communicating their actions to their various publics, including neighbors, employees, political officers, and authorities. For example, Alsen has taken action to reduce emissions at its cement plants during recent years. These efforts have been recognized by the local community. As a result, today ALSEN enjoys a better relationship with its neighbors. In the Salzgitter project, ALSEN employed this reliable transparent approach to stakeholder engagement. The actions and results include: When operations were launched, representatives from the neighboring communities were
invited to the Salzgitter plant for an informative open house. Political officers and authorities fully recognize the financial commitment and pro-
environmental engagement the project represents. The project received positive coverage by local media on several occasions. ALSEN made great efforts to inform their employees about the strategic necessity and the
environmental benefits of the Salzgitter project. Granulating slag means more work on the shop floor at Salzgitter. But workers are
committed to the effort because of the economic and environmental benefits. Employees are now prouder and more satisfied working for ALSEN because of ALSEN’s
consistent conduct as an environmentally conscious company.
Outlook for the Slag-Cement Business and Conclusions ALSEN has already achieved a high degree of penetration in their northern market with slag-cement. Increasing this penetration and developing the southern market to a similar degree of penetration is a mid-term objective of ALSEN’s sales and marketing team. ALSEN still faces difficulties using the environmental argument for slag cements as a convincing selling point. Cost is still the main issue for customers in the construction industry who face stiff competitive pressure. This is contrary to what one would expect in the environmentally conscious German market. But ALSEN is convinced that their decision for slag integration was correct, and that slag promises great opportunities for the long-term. The company is uniquely positioned to meet the future needs of their customers thanks to previous and ongoing development of new products using slag. And ALSEN enjoys another competitive advantage: more knowledge and experience in the binder business. Slag integration has been a considerable driver of innovation at ALSEN over the last years. New products and production methods have been developed. The close cooperation with Salzgitter has paid off. ALSEN intends to integrate more slag in their cements in the future. The goal is to continue lowering the clinker factor. ALSEN also has an agreement with Salzgitter to install a granulation plant for Salzgitter’s second blast furnace. By 2004, this plant should be handling 400,000 tonnes of BFS every year. German industry has voluntarily agreed with government authorities to reduce CO2 emissions in the future. ALSEN is already relatively well positioned in this because of their affirmative action
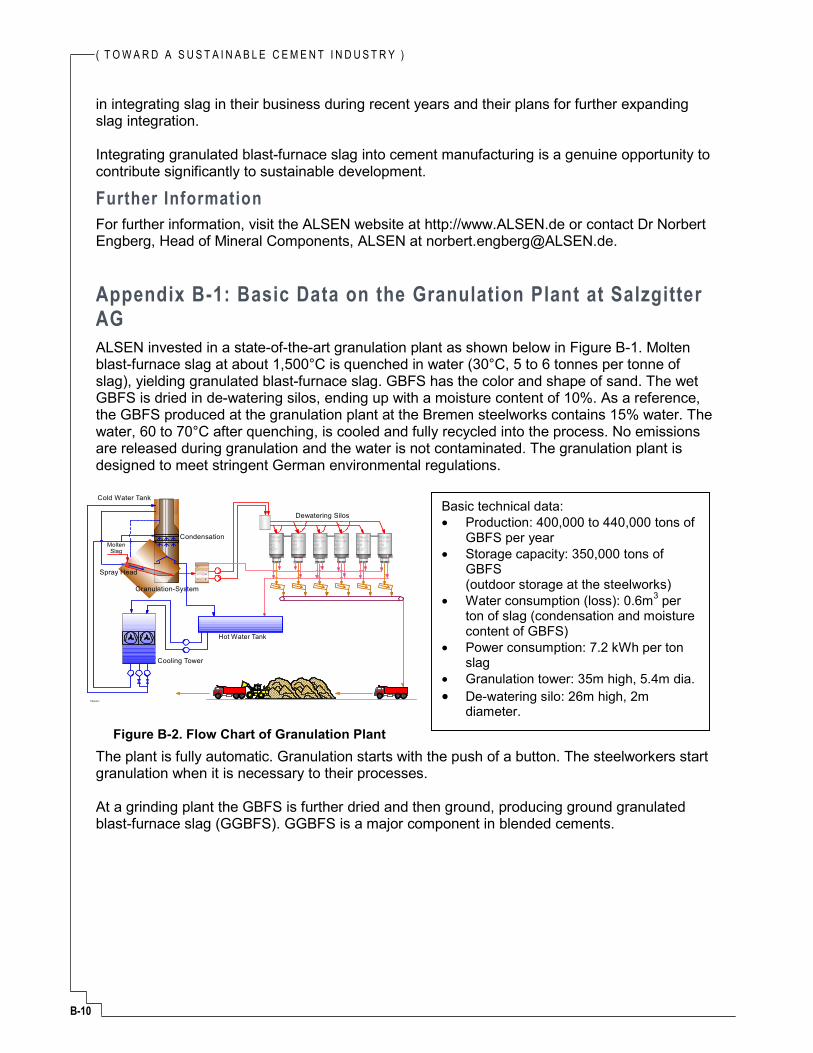
( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
B-10
in integrating slag in their business during recent years and their plans for further expanding slag integration. Integrating granulated blast-furnace slag into cement manufacturing is a genuine opportunity to contribute significantly to sustainable development.
Further Information For further information, visit the ALSEN website at http://www.ALSEN.de or contact Dr Norbert Engberg, Head of Mineral Components, ALSEN at [email protected].
Appendix B-1: Basic Data on the Granulation Plant at Salzgitter AG ALSEN invested in a state-of-the-art granulation plant as shown below in Figure B-1. Molten blast-furnace slag at about 1,500°C is quenched in water (30°C, 5 to 6 tonnes per tonne of slag), yielding granulated blast-furnace slag. GBFS has the color and shape of sand. The wet GBFS is dried in de-watering silos, ending up with a moisture content of 10%. As a reference, the GBFS produced at the granulation plant at the Bremen steelworks contains 15% water. The water, 60 to 70°C after quenching, is cooled and fully recycled into the process. No emissions are released during granulation and the water is not contaminated. The granulation plant is designed to meet stringent German environmental regulations.
The plant is fully automatic. Granulation starts with the push of a button. The steelworkers start granulation when it is necessary to their processes. At a grinding plant the GBFS is further dried and then ground, producing ground granulated blast-furnace slag (GGBFS). GGBFS is a major component in blended cements.
Dewatering Silos
MoltenSlag
Granulation-System
Cooling Tower
Hot Water Tank
Condensation
Höppner
Cold Water Tank
Spray Head
Basic technical data: • Production: 400,000 to 440,000 tons of
GBFS per year • Storage capacity: 350,000 tons of
GBFS (outdoor storage at the steelworks)
• Water consumption (loss): 0.6m3 per ton of slag (condensation and moisture content of GBFS)
• Power consumption: 7.2 kWh per ton slag
• Granulation tower: 35m high, 5.4m dia. • De-watering silo: 26m high, 2m
diameter. Figure B-2. Flow Chart of Granulation Plant

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
11 B-11
GBFS is transported efficiently by belt conveyor Granulated blast-furnace slag
Appendix B-2: The Environmental Impact of Cement Production To achieve comparable results, properties of the cements tested should be as similar as possible. The main difference between the cements chosen for testing is that the CEM III, with the highest slag content (54%), has by far the slowest early-strength development. All three cements have nearly identical 28-day strength. The tests investigated emissions of CO2 and NOx and the consumption of water, electricity, and thermal energy. Data is based on the system of plants in ALSEN’s southern market (Höver / Salzgitter / Hardegsen). The analysis ignores the effects of transport by road. Table B-1 below summarizes the properties of the products and results of the analyses. The results are further explained in the subsequent sections. Table B-1: Product Properties and Environmental Impact of an OPC and Two Slag Cements
ALSEN - PUR 3
ALSEN -FERRO 3
ALSEN - DUO 3
Cement characteristics CEM I 32.5 CEM II/B 32.5 CEM III/A 32.5 2-day strength [MPa] 26 23 11 7-day strength [MPa] 39 36 26 28-day strength [MPa] 50 49 48 Slag content - fine (HSM) [%] 0 0 54 Slag content - coarse (HSG) [%] 0 23 0 Clinker content [%] 91.9 71.4 43.6 Electrical energy [kWh/t cement] 87 98 91 Water consumption [m3/t cement] 0 0.14 0.32 CO2 emissions [t /t cement] 0.84 0.68 0.45 Thermal energy [kJ/kg cement] 3283 2638 1763 NOx emissions [kg/ t cement] 1.9 1.5 1.0

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
B-12
The Negative Impact of Increasing Slag Content in Cements The specific electrical-energy consumption for slag cements is slightly higher than for OPC (See Figure B-3). The calculations take into account the electrical energy consumed in producing clinker, granulating BFS, and grinding clinker and GBFS. The differences are due to the extra electrical energy consumed in granulating and grinding the slag. At the same time, less electrical energy for clinker production is consumed. Differences in the consumption of electrical energy are negligible. Granulation requires water. Even though water is recycled at Salzgitter, some is lost due to condensation and the water content of the GBFS. So water consumption increases with the slag content in the cement, as seen in Figure B-3.
The Positive Impact of Increasing Slag Content in Cements
Figure B-4. Positive Environmental Impact of Slag Cements
The consumption of thermal energy decreases considerably with higher slag content in cement (See Figure B-4). Substituting clinker with slag in cement reduces consumption of fossil fuels or alternative fuels in the kiln. CO2 emissions drop considerably with increased slag content (See Figure B-4). The CO2 emissions from combustion and calcination are reduced by lower clinker content in the cement. NOx emissions also drop with increased slag content because less fuel is burned (See Figure B-4).
Figure B-3. Negative Environmental Impact of Slag Cements
0.50
ton cement
CO2 EMISSIONS
0.84 0.68 0.45 0.00
1.00
CEM I CEM II CEM IIIton CO2 /
NOx /
NOx EMISSIONS
1.9 1.5 1.0 0.0
1.0
2.0
CEM I CEM II CEM IIIkg ton cement
CONSUMPTION OF THERMAL ENERGY
3283 2638 17630
2000
4000
CEM I CEM II CEM IIIKJ / kg cement
CONSUMPTION OF ELECTRICAL ENERGY
98 87 91
0
50
100
CEM I CEM II CEM III
WATER CONSUMPTION
0 0.14
0.32
0 0.1 0.2 0.3 0.4
CEM I CEM II CEM III
KWh / tonne cement
m3 / tonne cement
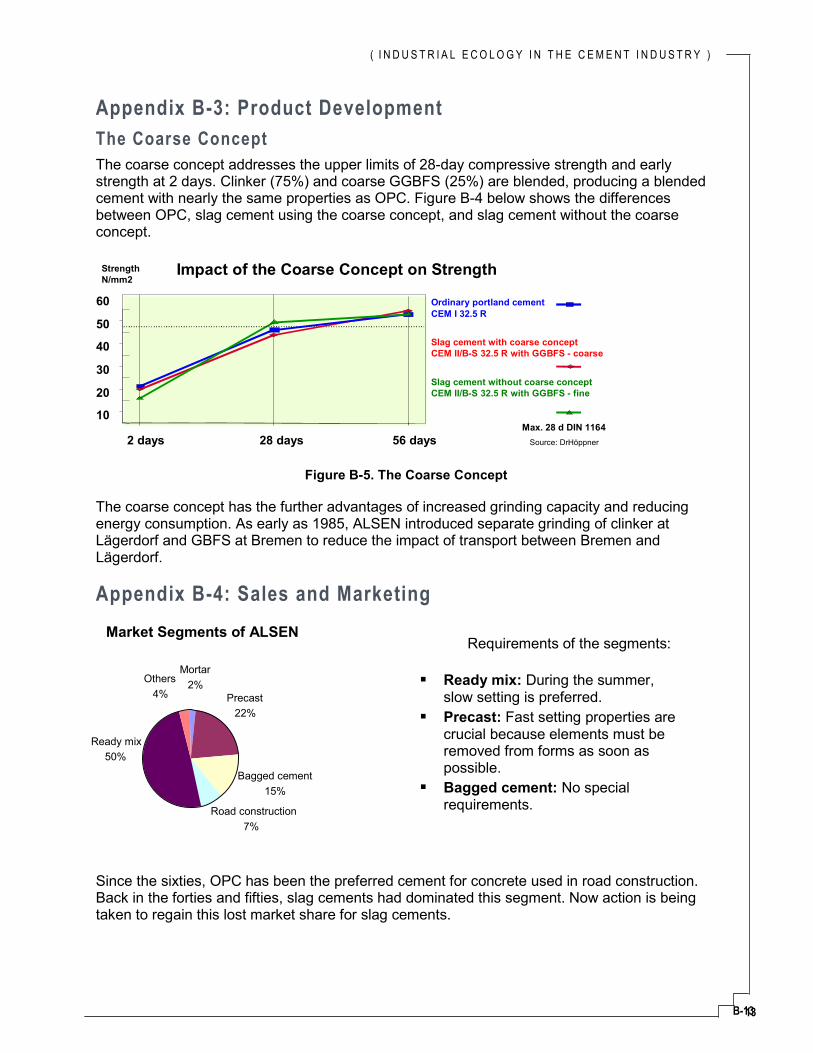
( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
13 B-13
Requirements of the segments: Ready mix: During the summer,
slow setting is preferred. Precast: Fast setting properties are
crucial because elements must be removed from forms as soon as possible.
Bagged cement: No special requirements.
Appendix B-3: Product Development The Coarse Concept The coarse concept addresses the upper limits of 28-day compressive strength and early strength at 2 days. Clinker (75%) and coarse GGBFS (25%) are blended, producing a blended cement with nearly the same properties as OPC. Figure B-4 below shows the differences between OPC, slag cement using the coarse concept, and slag cement without the coarse concept.
Source: Dr.Höppner
StrengthN/mm2
10
20
30
40
50
60
2 days 28 days 56 days
Ordinary portland cementCEM I 32.5 R
Slag cement with coarse conceptCEM II/B-S 32.5 R with GGBFS - coarse
Slag cement without coarse conceptCEM II/B-S 32.5 R with GGBFS - fine
Max. 28 d DIN 1164
Impact of the Coarse Concept on Strength
The coarse concept has the further advantages of increased grinding capacity and reducing energy consumption. As early as 1985, ALSEN introduced separate grinding of clinker at Lägerdorf and GBFS at Bremen to reduce the impact of transport between Bremen and Lägerdorf.
Appendix B-4: Sales and Marketing
Since the sixties, OPC has been the preferred cement for concrete used in road construction. Back in the forties and fifties, slag cements had dominated this segment. Now action is being taken to regain this lost market share for slag cements.
Market Segments of ALSEN
Road construction7%
Ready mix 50%
Bagged cement 15%
Precast22%
Mortar 2% Others
4%
Figure B-5. The Coarse Concept

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
B-14
To increase sales of slag cements, ALSEN incorporated the following measures into the training program for their sales force: 1) Explaining why ALSEN must increase sales of slag cement. This creates understanding and
commitment. 2) Engaging ALSEN’s technical staff to teach and convince salespersons about the similarities
and differences in quality between OPC and slag cements. 3) Promoting the change as evidence that ALSEN is an innovative and progressive company.
Examples of Applications for Special Binders • Filling binder, used in old pipes
(OPC, slag, fly ash, limestone or chalk)
• Binder for waste-disposal sites (OPC, slag, fly ash, limestone, chalk and kiln dust)
• High-pressure grout injection (OPC and fly ash, limestone, chalk or slag)
• Low-permeability walls (OPC, slag, fly ash and bentonite)
Special binder used as filler for old pipe

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
1 C-1
Appendix C: Toward a Zero Emissions Society: Contributions of a Cement Plant - Case Study Taiheiyo Cement Corporation, Japan Overview Learning from the sustainable cycles (ecosystems) that exist in the natural world, the Zero Emissions concept is aimed at eliminating waste emissions from human society. It is possible to create industrial clusters that link the production processes of various industries and thereby material that was once considered waste can be reincarnated as a new resource. Innovative technologies for the pre-treatment, refining, utilization, recycling and disposal of wastes are imperative for the preservation of the world’s limited supply of natural resources. The nature of the cement manufacturing process means that the cement industry has a unique ability to utilize a wide range of waste materials and therefore act as the nucleus of industrial clusters.
Context Every year, Japan consumes 1,950 million tonnes or 12% of the world’s natural resources while having only 2% of the world’s population. Of the 1,950 million tonnes, 35% or 700 million tonnes is imported from overseas. Overall, Japan generates a total of 450 million tonnes of waste. Despite reduction efforts, the waste quantity does not seem to be decreasing. There are many reasons for the cement plant’s unique ability to receive and safely utilize large amounts of various types of waste whilst simultaneously outputting a very high quality of cement. These include: The kiln’s inside temperature, which reaches 1,450oC, completely decomposes harmful
materials such as PCBs and dioxins, irrelevant of the way they are added. Potentially problematic minor heavy metals are incorporated in the cement clinker materials. The cement plant is operated 24 hours a day. The capacity of a cement plant is very large (about 4,000 – 10,000 tonnes per day).
Background It is estimated that since the Industrial Revolution in the early 19th century, industry throughout the world has emitted several billion tonnes of waste, equivalent to the total mass of living creatures on the earth. In the coming years we expect the amount of waste from industry and society will increase drastically due to the explosive growth and expansion of economic and industrial activities in developing countries. Considering the alarming amounts of wastes that have been and continue to be generated by industry and society, the cement industry has been developing its unique know-how and technology to accept and effectively utilize large amounts of waste and by-products generated by other industries. These wastes and by-products can be used as alternative raw materials and fuels for the manufacture of cement, thereby helping not only to conserve natural resources such as clay, limestone and fossil fuel, but also to alleviate the waste disposal problems faced by other industries and municipalities.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
C-2
Toward a Zero Emissions Society The concept of zero emissions was proposed by the United Nations University (UNU) in April 1995 at the First World Conference on Zero Emissions. Since that time Taiheiyo Cement has been participating and cooperating in the research theme of “Zero Emissions” under a UNU initiative for cooperation among industry, government and academia. The Zero Emissions concept is aimed at eliminating waste emissions from human society into the natural world. Learning from the sustainable cycles (ecosystems) that exist in the natural world, it is possible to create industrial clusters that link the production processes of various industries. Material that was once considered waste will be reincarnated as a new resource, bringing society and industry closer to the realization of the zero emissions philosophy. By networking industries and organizing clusters, wastes and by-products can be interchanged and effectively valorized and/or eliminated. This is a society that will more effectively use natural resources and reduce the burden on the global environment. The amount of industrial waste generated annually in Japan has reached 400 million tonnes and does not show any signs of declining. In addition to the industrial waste, approximately 50 million tonnes of municipal waste is generated annually. Out of this total of 450 million tonnes, 90 million tonnes is required to be disposed of at final treatment facilities or landfill sites. With a diminishing capacity to dispose of waste at final treatment facilities, the first alternative has been to burn waste at incineration plants in order to reduce the bulk. However, incineration plants have been accused of emitting dioxins and unless the incineration plant has a combined heat and power facility, there is no useful output. Also, the available remaining landfill capacity to receive the ash generated from incineration is estimated to be only sufficient for another three years in the Tokyo Metropolitan area, and seven years on average for the whole of Japan. The cost of developing a new landfill site is estimated to be around US$500 million which, when considered with the serious opposition (“Not In My Back Yard”), makes the proposition almost impossible. Therefore, everyone considers that a “miracle innovation” is necessary to resolve this serious problem but is unsure where it will come from. Recognizing that a “miracle solution” was unlikely to arrive soon enough to meet the serious challenges facing Japan in terms of the volumes of waste generated and the shortage of available disposal facilities, Taiheiyo Cement sought to further develop the resource recycling system with the cement plant at the hub of industrial clusters (Figure C-1).
Annual Material Balance in Japan
Resource consumption: 1,950 million tons 12%: world’s natural resources
2%: world’s population
Waste generation: 450 million tons 400 million: industrial waste 50 million: municipal waste
Recycled & reused wastes: 180 million
tons (39%) Pre-treated wastes for disposal: 270
million tons (61%) Landfill: 90 million tons

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
3 C-3
Figure C-1. The Cement Industry at the Core of an Industrial Cluster
In addition to the obvious environmental benefits resulting from the implementation of a cluster linkage, significant benefits exist to both the producer and receiver of the waste or by-product. The receiver, in this case the cement plant, will often get paid for receiving the waste whilst the producer can reduce the financial burden resulting from having to dispose of the waste or by-product. There also exists significant opportunities for technical innovation by both the producer and receiver of the waste. For example, it may be necessary for the producer to introduce some process changes in order to make the waste more acceptable to the receiver. At the same time the receiver will often have to develop technology to safely and efficiently utilize the waste without increasing emissions or affecting the final product. Technical innovation, whilst not always a pre-requisite, is often the key to forming cluster linkages and the promotion and implementation of the Zero Emissions concept.
Zero Emissions and Industrial Clustering At present, the Japanese cement industry annually receives 26 million tonnes of waste and by-products as alternative raw materials and fuel. The mass use of waste and by-products has been achieved through the adoption of the Zero Emissions concept and establishing cluster linkages between the cement plant, industry and municipalities. As shown above, there are many potential cluster linkages between industry and the cement plant. Three very successful examples for Taiheiyo cement are:
“Through the unique ability of the cement industry to accept many wastes and new technology developments, Taiheiyo will become the nucleus for a cross sectional zero emissions network that is not simply a waste recycling plant, but also conserves resources and contributes increasingly to the longevity of landfill sites”
Extract from Basic Global Environmental Conservation Policy, Taiheiyo Cement

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
C-4
Desulfurization Gypsum Cement plant power station cement plant Ecocement Household waste incinerator cement plant CFC destruction Household appliance municipality cement plant These three examples all demonstrate how it is possible for the cement industry to successfully be at the center of an industrial clustering system. However, whilst they all contribute towards the Zero Emissions concept, the drivers for the development of these three examples were all quite different and each of them required very different levels of technical innovation. When establishing new cluster linkages or implementing new technologies for the pre-treatment, recycling and processing of wastes, stakeholder communications are vital. Taiheiyo has a good relationship with local communities (local residents and local government) and as a result of maintaining these relationships we have not experienced any serious conflicts. We promise local stakeholders a transparent and credible disclosure of environmental information whenever necessary. We also commit to comply with not only the various pollution regulations required by law, but also with voluntary pollution agreements made with the local communities. For example, when we started operation of the CFC decomposition facility at Chichibu Plant, part of our commitment to local stakeholders was to regularly monitor the flue gas emissions for dioxins and furan concentrations. Similarly, continuous flue gas monitoring systems will be installed at the Ecocement plants providing real-time links to the local governments. In order to deal with industrial waste (excluding hazardous wastes such as PCBs stipulated in the Waste Management Law), all of our cement factories have obtained the necessary waste treatment permits issued by local governments. However, in the case of our Ecocement plant, the procedures for obtaining the necessary installation permits were particularly troublesome. The main reason for this was that it was our first experience to obtain licenses for the operation of a plant for the treatment of municipal waste. Fortunately, after a long period of many meetings with local residents, local governments, central government, academia and so forth, permission was granted. The importance of frequent dialogue with stakeholders cannot be over-emphasized. (Please refer to Stakeholder Dialogue and Communication substudy 1 and 2 report). In Japanese Construction Standard Law, any construction materials such as cement should comply with the relevant JIS (Japanese Industrial Standard). Ecocement, however, is outside of the cement standard specification. Therefore, we are now asking the authorities to include the environment friendly product (Ecocement) into the cement standard specification. Once again, this process will involve considerable consultation with various stakeholders such as our competitors, academia and government officers. (Please refer to Public Policy substudy report)
Desulfurization Gypsum The relationship between cement plants and the electrical power generation industry is long standing and became established with the development of flue gas desulfurization equipment. The technical innovation behind this relationship was developed not by the cement industry, but by process/environmental equipment engineers working for the power generation industry. In Japan there are about fifty electricity-generating plants fueled by coal or oil with an output of between 0.5 and 1 million kilowatts. Flue gas desulfurization equipment was installed into all of these power stations in 1980’s in order to combat air pollution and the problems of acid rain. Essential to the technology of flue gas desulfurization equipment is an adequate supply of calcium carbonate, used as the de-sulfurizing reagent. This has long been supplied by the cement industry from their limestone quarries. The resulting spent calcium carbonate residue
from the desulfurization process is calcium sulfate (gypsum), which is returned to the cement

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
5 C-5
plant as a necessary raw material for the production of cement. Thermal power plants and cement factories, through industrial clustering, have become indispensable to one another and play integral roles in each other’s industries. In addition to the by-product gypsum, the cement industry uses the fly ash generated by the power stations as a raw material for cement manufacture and also to produce blended cements. Wherever possible, the transportation used to carry the calcium carbonate from the quarry to the power station will carry by-product gypsum and fly ash on the return journey. By-product gypsum is also used to an extent by plasterboard companies to produce plasterboard. Byproduct gypsum in Japan is 65% of the country’s total gypsum demand, most of which is supplied from thermal power plants. The remaining 35% is natural gypsum imported mainly from Thailand.
Ecocement Of the three examples of successful cluster linkages described in this report, the Ecocement process required by far the highest level of technical innovation. For many years, municipalities in Japan have chosen to use incineration as a method of reducing the volume of municipal solid waste. The incinerator, however, does not give a final solution as it produces ash, which has to be dumped at ever diminishing landfill sites. The available landfill capacity in Japan is critical - it is estimated that to be only sufficient for another three years in the Tokyo Metropolitan area, and seven years on average for the whole of Japan. Moreover, the incineration ash often contains toxic substances such as dioxins and heavy metals, which call for very expensive care and treatment. It appears that this problem of decreasing availability of landfill sites and the toxicity of the ash is not limited to Japan, but exists worldwide. Ecocement has been developed to provide a solution to this problem. In 1992 Taiheiyo Cement began using a variety of wastes as alternative fuels in the cement manufacturing process and established an environmental management business division. As the potential commercial and environmental merits of utilizing wastes in cement manufacture became appreciated, Taiheiyo decided to study how it would be possible to recycle municipal waste incineration ash and sewage sludge by using them as raw materials for the production of cement. As a result of these initial studies, the concept of using these waste materials for the production of cement was favorably evaluated by the Ministry of International Trade and Industry (MITI§§§§§) and in 1993 earned financial support from the Japanese government. The name given to this type of cement, Ecocement, was provided by MITI and is derived from the combination of “ecology” and “cement”. The New Energy and Industrial Technology Development Organization (NEDO) implemented the undertaking for the development of Ecocement technology. NEDO entrusted the research to the Clean Japan Center (CJC), a foundation in which Taiheiyo Cement Corporation, Ebara Corporation and Aso Cement Co., cooperated to continue the research and studies in collaboration with the Japanese government. Fundamental targets in the development of Ecocement were:
§§§§§ From 2001 the Ministry of International Trade and Industry (MITI) has been changed to the Ministry of Economy, Trade and Industry.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
C-6
Incineration ash or other waste materials such as sewage sludge should replace approximately 50% of the cement raw materials.
The cement produced (Ecocement) should be of similar quality to Ordinary Portland Cement.
Both the manufacturing process and the product have to be environment-friendly. The entire process has to be a complete recycling system.
These targets resulted in the following areas of study: Compatibility of raw materials and fuels Methods of improving Ecocement characteristics such as compressive strength The effects of chlorine and other components in the raw materials on production facilities
(equipment corrosion, accumulations on the kiln duct fan, clogging etc.) Waste gas treatment
A pilot demonstration plant with a capacity of 50 tonnes/day was constructed and the manufacturing technology for Ecocement successfully established between 1993 and 1997. The typical raw material combination to produce 1 ton of Ecocement is 0.6 tonnes of municipal incineration ash (generated from 6.0 tonnes of municipal solid waste) and 0.8 tonnes of supplemental natural resources (limestone etc). In comparison with the standard cement manufacturing process, the part substitution of calcium carbonate (limestone) with calcium oxide (incineration ash), CO2 emissions / ton cement are significantly reduced. The Public Research Institute of the Japanese Ministry of Construction has estimated that, for Ecocement production, CO2 emissions will be cut by 50% and energy consumption by 11% compared to that of conventional cement production. Incineration ash generally contains a high concentration of chlorides as well as a small amount of toxic substances such as dioxins and heavy metals. Therefore, decomposition, removal or encapsulation were key issues for the success of the project. In terms of preventing environmental pollution, the Ecocement manufacturing plant had to meet strict standards for emissions, eliminating NOx, SOx, HCl, dioxins and any other toxic substances. Furthermore, the product, Ecocement had to be safe when used without causing any secondary pollution. These requirements provided several innovation opportunities: - Ensuring that dioxins were completely decomposed in the cement kiln without the possibility
for re-synthesis. Reduction of chlorine in the final product. Extraction and refining of heavy metals for recycling.

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
7 C-7
Figure C-2. Flow Diagram of Ecocement Manufacturing Process
After successfully operating the pilot plant on a continuous basis, implementing various process improvements and detailed evaluation and testing of the Ecocement produced, Taiheiyo started to negotiate with a number of municipalities throughout Japan for the construction of commercial Ecocement plants. The first commercial Ecocement plant constructed in Ichihara City, Chiba started operation in April 2001. It is designed to produce 110,000 tonnes of Ecocement annually, using waste from 2.5 million inhabitants, approximately half of the population in the Prefecture.
( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
C-8
Ichihara Ecocement Plant
The construction program for a further plant is also underway at the Futatsuzuka landfill site in Hinode town, Tokyo. Due to be completed in 2004, this plant is designed to produce 160,000 tonnes of Ecocement annually, utilizing wastes from 4.5 million inhabitants in the Santama region of Tokyo Metropolis. The construction and production costs of an Ecocement plant are relatively high in comparison to a traditional cement plant. This is mainly due to economies of scale. However, by receiving money from the local municipality to dispose of the incineration ash, Ecocement plants are viable. The cost of disposal of incineration ash at an existing Tokyo landfill site is around US$300/m3 (US$250/tonne) excluding the cost of special treatment of fly ash containing heavy metals. The construction cost of the Chiba Ecocement plant (110,000 tonnes/yr capacity) was approximately US$126 million. This was funded as follows: Japanese Government US$58 million Chiba Prefectural Budget US$1 million Private (Taiheiyo Cement & Mitsui Corporation) US$67 million The construction cost of the Tokyo Ecocement plant (160,000 tonnes/yr capacity) will be approximately US$300 million. This will be funded as follows: Japanese Government US$150 million Tokyo Metropolitan Budget US$150 million Taiheiyo Cement as contractor - As can be seen from the above examples, it is possible to obtain between 25% and 50% of the construction costs from the Japanese Government (Ministry of Environment).
JIS Standard and Recycled Materials Policy Japan has been researching and developing technologies for the reuse of demolished concrete for more than 25 years. Presently, almost two thirds of demolished concrete is reused in construction projects, but almost entirely as a sub-base material for pavement construction. In 1991 the Japanese government established the Recycling Law, which required relevant ministries to nominate materials that they must control and to encourage reuse and recycling of those materials under their responsibility. The Ministry of Construction (MOC)****** nominated demolished concrete, soil, asphalt concrete and wood as construction by-products.
****** Ministry of Construction has now merged with the Ministry of Transport to form the Ministry of Land, Infrastructure and Transport.

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
9 C-9
In 1994 MOC announced the “Tentative quality standard for reusing materials from demolished concrete”, which defined the quality of recycled aggregate, recycled sub-base materials and fill materials. In spite of the notification of the tentative standard, the use of recycled aggregate for concrete did not grow. In Japan, generally speaking, construction materials other than JIS (Japan Industrial Standard) standardized ones cannot be used easily. Therefore, in 1998 the JIS Civil Engineering Committee recommended to establish new standards to encourage the reuse and recycling of materials for concrete. Consequently, the Japan Concrete Institute formed a committee for standardizing reused and recycled materials for concrete. The first draft of the new JIS from the Committee was for Ecocement. Work for the Japan Industrial Standard (JIS) certification has continued at the Ministry of International Trade and Industry (MITI). A Technical Report (TR) on Ecocement was published by MITI on May 22nd, 2000 and currently has “Tentative JIS” status. It is expected that this TR will become a JIS in three years. Several official and private research organizations have been studying and developing applications for Ecocement: The Public Works Research Institute, Ministry of Construction published the “Report on the
development of application technology of energy saving cement”. The Building Research Institute, Ministry of Construction carried out research on the
effective utilization of low environmental load building materials and research on the application technology of building materials using recycled cement.
The Public Works Research Institute, Ministry of Construction carried out research on the development of reinforced concrete using municipal incineration ash.
The Ministry of Transport carried out research on the resistance of Ecocement concrete to seawater.
The Ministry of Agriculture, Forestry and Fisheries published the “Report on the Development of Applications Technology of Ecocement to Basic Facilities of Agriculture and Fisheries”.
Although traditionally Japan has always sought to produce the highest quality products in the world, more recently there has been a positive trend towards the utilization of products that are produced using environmentally sympathetic processes. The Japanese government (Ministry of Environment) recently strengthened the environment-related policies to promote the concept of Reduce, Reuse and Recycling for various wastes. Such policies are generally favorable for the cement industry. For example, deregulation of restrictions that used to be imposed on the recycling of incineration fly ash in the cement sector will surely promote the Ecocement business.
Disposal of Chlorofluorocarbons (CFCs) CFCs are a group of chemicals that are non-toxic, non-combustible, and stable chemically and thermally. They have extensively been used as coolant media for refrigerators and air conditioners, as atomizer propellant, a blowing agent for urethane foam and as a cleaning agent for precision machinery. However, CFC’s later became recognized as major ozone depleting chemicals once released into the atmosphere and therefore, under the Montreal Agreement of 1985 a prohibition of specified CFC’s was adopted, to be enforced by the end of 1995.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
C-10
Under joint research with the Tokyo Metropolitan Government, Taiheiyo Cement was the first in the world to successfully destroy CFCs in a cement rotary kiln. The system uses the rotary cement kiln into which CFCs, which have been collected by the municipality at appliance dismantling centers, are injected. The kiln temperature of approximately 1,450oC decomposes the CFCs within seconds of entering the kiln – the destruction rate is in excess of 99.99%. The hydrochloric and hydrofluoric acids that are produced react with the alkaline calcium cement raw materials and are fixed to form non-toxic and harmless clinker minerals without the need for any special treatment of the flue gas. The simplicity of this process meant that innovation opportunities for this technology were extremely limited. Investment costs at the cement plant for the disposal of CFCs were negligible. Since existing cement production facilities can be used with very little modification, this is a low-cost and secure method for CFC decomposition. In terms of enhancing the cement process, final product or preserving natural raw materials and fuels, there are no benefits. However, the local municipalities are prepared to pay the cement industry to dispose of the CFC’s and therefore this practice is a good example of the cement industry as a service provider
Zero Emissions and the Cement Plant in the Future Continuous development of innovative technologies for the pre-treatment, refining, utilization, recycling and disposal of a wide range of wastes, both industrial and domestic, is essential if the concept of zero emissions is to be realized. However, in a world of ever diminishing natural resources and an ever-increasing volume of waste, it is the speed of the development and implementation of these technologies that is critical. The cement industry is unique in its suitability to process waste and will play a very significant role in the future. In the future it will be possible to produce cement using less and less virgin fossil fuels or virgin raw materials. It is extremely unlikely however, from a chemistry perspective, that cement produced using only ‘wastes’ will comply with existing international cement standards or building materials regulations. Nevertheless, it could be a functional cement with the necessary performance characteristics to fulfill modern construction requirements. Cement produced in this way will not be ‘manufactured’ but ‘eco-factured’ whereby valuable materials are recovered during it’s production. This is already happening in the Ecocement plant where chlorides of lead, copper and zinc etc are collected and sent for further refining.
CFCs added
Clinker Cooler
CFCs
ChlorineFluorine
Raw meal Silo
1450145014501450℃℃℃℃
1000℃1000℃1000℃1000℃
CFCs Decomposition Zone
Chloride & Fluoride Absorbing Zone
Rotary Kiln
Main burner
New suspension preheater
Chlorine bypass
CFCs Destruction
20,000kg/y in 20006.5 $/kg

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
11 C-11
Conclusions
Figure C-3. The Cement Plant Resource Recycling System.
r industrial clustering to be successful, a high level of communication between industries and other stakeholders is necessary. When we receive waste, the quality is controlled via technology produced jointly by us and those industries whose waste we reuse.
The clustering of the cement plant with other industries will contribute towards emission free production. However, to achieve the greatest impact towards realizing zero emission we must first establish cluster linkages with industries producing high volumes of industrial waste. One of the barriers to such cluster linkages is the disclosure of information relating to the volumes and composition of wastes. There has been great reluctance to disclose such information.
Continuous technical advances not only stop the emissions of harmful materials, but can also avoid process disruptions or any negative changes in the quality of cement.
To extend the types and amount of waste received, industries must share information and key technologies must be developed.
Through the development of waste utilization technologies in the cement plant and continuous dialogue with stakeholders, stakeholders realize the effectiveness of waste utilization.
In addition to the development of innovative technologies, a very important aspect of waste utilization in cement manufacturing is the economic benefits that can be realized by both the producer and user of the waste. The high cost of waste disposal (tipping fees) in Japan greatly favors waste utilization.
In general, waste utilization in existing processes such as the cement industry is globally much cheaper than elimination in dedicated waste incinerators or landfill sites.
By utilizing combustible wastes such as plastics and wood in the cement process instead of incineration without heat recovery, greenhouse gas emissions can be mitigated.
The use of wastes in the cement plant makes a significant contribution to natural resources conservation.


( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
1 D-1
[T]he ultimate goal [of industrial ecology]. . . is bringing the industrial system as close as possible to being a closed-loop system, with near complete recycling of all materials.
—Ernest Lowe
Appendix D: Self-Assessment Tool for Industrial Ecology (IE) Directions: Please use the attached signal chart to assess the current status/level of industrial ecology (IE) related activities within your company (see definition). The Assessment Criteria in Table D-1 include activities related to IE that could be implicit within your business strategy and a few activities that are explicitly focused on IE. This effort will thus help you to a) Differentiate and b) Assess the status of these IE related activities within your company. This assessment process will enable prioritization and development of an action plan to meet strategic goals using the proposed IE framework. The tool is not intended to assess the Sustainable Development (SD) actions or strategy of the company. The signal chart depicts three categories most likely to be within your company’s business strategy and each category consists of several elements Management Practices, Operational Activities, and Environmental Aspects.
Using the Assessment Criteria, please evaluate your company’s position on the bar extending from Red to Yellow to Green on the signal chart.
Self-Assessment: The concept of IE is still evolving and companies in diversified sectors are continuing to explore and evaluate IE opportunities that could be integrated into their business strategies. Because IE is currently so nebulous, you may not feel qualified to assign Green or even Yellow ratings on several of the elements on the assessment criteria. The single bar thus provides you the flexibility to choose positions along the continuum from Red to Green. Note that this tool is not meant to rate companies but only for assessment of the extent of IE related activities within your company. This IE self-assessment tool evaluates the pattern of signals (position rating for each element) on the chart. Progress from Red Yellow Green on the Signal Chart implies adoption of a more comprehensive strategy that more completely addresses the role of IE in all dimensions of sustainable development (SD). It also provides insights into the level of effort necessary for your company to achieve higher level of IE integration with the SD movement. A cluster pattern towards the left indicates a minimal to non-existent set of IE related activities within your company, a moderate level, and a high level of industrial ecology related activities within your company are indicated as the rating pattern moves towards the right on the bar. Individual companies may want to integrate this tool into their information management system by converting/exporting it onto a user-friendly platform such as Access or Visual Basic to overcome its current challenges for electronic use.

( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
C-2
Self-Assessment - Signal Chart
No. Category and Elements Red Yellow Green
Management Practices 1. Corporate Policy
2. Management Involvement
3. Management Vision
4. Environmental Management
Operational Activities 5. Plant Operations
6. Plant Management
7. Process Operations
8. Employee Motivation
9. Innovation
10. Transparency
11. Supplier Relationships
12. Risk Management
13. External Partnerships
14. External Communications
Environmental Aspects 15. Environment, Health & Safety 16. Material Utilization
17. Habitat Management
More robust and comprehensive
xx

( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
1 D-1
Table D-1: Self-Assessment Tool - Signal Chart Criteria Categories and
Elements Red Yellow Green Management Practices
Corporate Policy Company policy is one of compliance with business regulations.
Company policy extends beyond compliance with business regulations to address potential liability issues. Systems are in place to monitor, update, communicate, and implement policies.
Company policies are proactive and include environmental, economic, and social aspects in all business decisions, e.g. public policy, community relations, and social development components.
Management Involvement
Management approach is reactive to all business threats.
Management approach anticipates and addresses clear business threats – e.g. anticipates future environmental permits.
Management is actively involved in updating of EH&S policy and introducing continuous performance improvement systems.
Management Vision The vision is limited to maintaining compliance with corporate policy.
The vision shows a willingness to introduce longer-term, voluntary initiatives. In addition, at the Corporate level, Public Affairs management perceived to be critical to long-term business sustainability.
Highly aligned at Corporate and Plant level (for example: Corporate policies are fully embraced at Plant level and short-term financial criteria are not as stringent).
Environmental Management
Environmental assessment and actions limited to meeting regulatory and compliance requirements.
Environmental activities focus on meeting specific environmental goals identified via the implementation of a formal Environmental Management System.
Neighboring communities and industrial facilities play an important role in influencing environmental goals as part of an overall Environmental Management System.
Operational Activities Plant Operations Plant environmental
initiatives are control oriented and lack management support.
Operational initiatives promote eco-efficient production and resource conservation.
Plant management is cognizant of the triple bottom line and incorporates aspects of sustainability in operational decisions.
Plant Management Management only supports discretionary environmental initiatives that don't require capital investments.
Management supports investments in discretionary environmental investments and comprehensive evaluation strategy is in place.
Independent division with dedicated staff for evaluating opportunities for waste recycling, alternative fuels and raw materials (AFR), and developing and implementing IE relationships.
Process Operations Operations staff unwilling to explore waste minimization or pollution prevention (P2) activities.
Operations staff value pollution prevention and AFR efforts and are willing to explore such opportunities.
As part of the R&D process, Operations staff actively participates in exploring and implementing AFR substitution opportunities.
Employee Motivation
No incentives to explore new opportunities in increasing profitability – maintain status quo.
Staff award programs for ideas that could lead to increased productivity and/or process efficiencies e.g. energy conservation.
Compensation packages for managerial staff directly linked with increased productivity profits, or other performance measures through AFR or other IE programs.
Innovation No R&D investments for environmental technology upgrading.
R&D funding earmarked for innovations in environmental technology initiatives leading to economic benefits (for example, using recycled material, new and/or improved product and/or
Opportunity assessments actively pursued for innovative options in AFR and/or other IE opportunities.
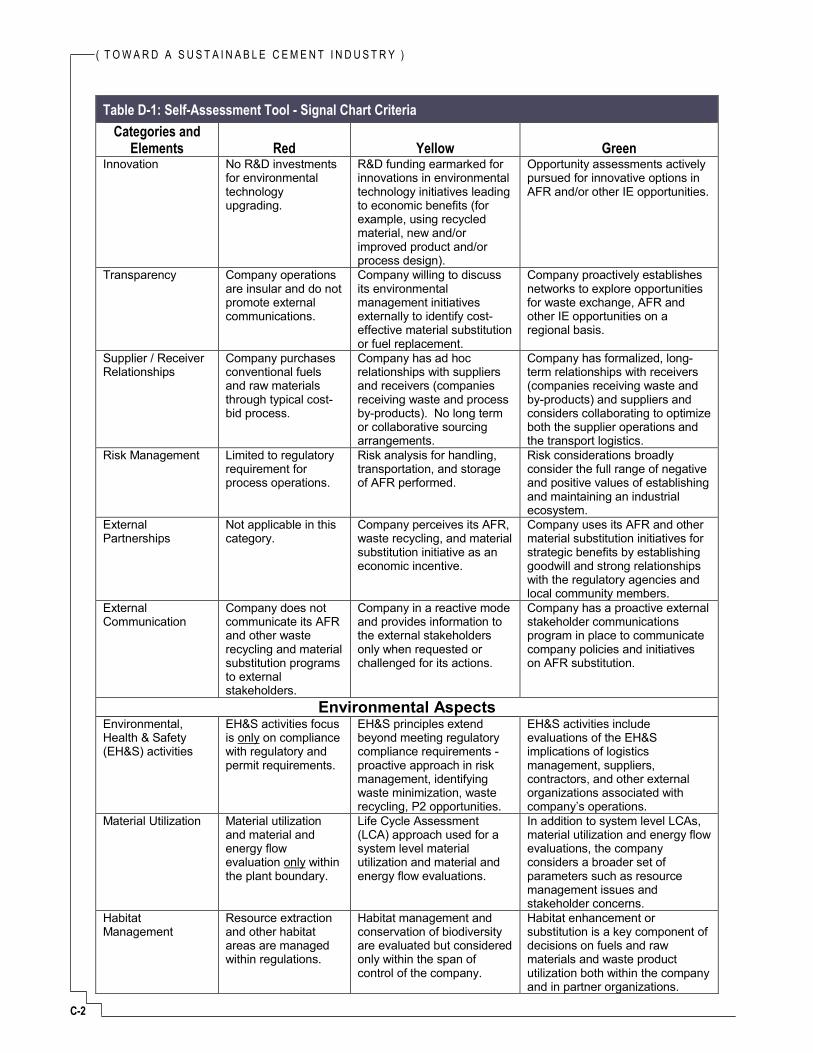
( T O W A R D A S U S T A I N A B L E C E M E N T I N D U S T R Y )
C-2
Table D-1: Self-Assessment Tool - Signal Chart Criteria Categories and
Elements Red Yellow Green Innovation No R&D investments
for environmental technology upgrading.
R&D funding earmarked for innovations in environmental technology initiatives leading to economic benefits (for example, using recycled material, new and/or improved product and/or process design).
Opportunity assessments actively pursued for innovative options in AFR and/or other IE opportunities.
Transparency Company operations are insular and do not promote external communications.
Company willing to discuss its environmental management initiatives externally to identify cost-effective material substitution or fuel replacement.
Company proactively establishes networks to explore opportunities for waste exchange, AFR and other IE opportunities on a regional basis.
Supplier / Receiver Relationships
Company purchases conventional fuels and raw materials through typical cost-bid process.
Company has ad hoc relationships with suppliers and receivers (companies receiving waste and process by-products). No long term or collaborative sourcing arrangements.
Company has formalized, long-term relationships with receivers (companies receiving waste and by-products) and suppliers and considers collaborating to optimize both the supplier operations and the transport logistics.
Risk Management Limited to regulatory requirement for process operations.
Risk analysis for handling, transportation, and storage of AFR performed.
Risk considerations broadly consider the full range of negative and positive values of establishing and maintaining an industrial ecosystem.
External Partnerships
Not applicable in this category.
Company perceives its AFR, waste recycling, and material substitution initiative as an economic incentive.
Company uses its AFR and other material substitution initiatives for strategic benefits by establishing goodwill and strong relationships with the regulatory agencies and local community members.
External Communication
Company does not communicate its AFR and other waste recycling and material substitution programs to external stakeholders.
Company in a reactive mode and provides information to the external stakeholders only when requested or challenged for its actions.
Company has a proactive external stakeholder communications program in place to communicate company policies and initiatives on AFR substitution.
Environmental Aspects Environmental, Health & Safety (EH&S) activities
EH&S activities focus is only on compliance with regulatory and permit requirements.
EH&S principles extend beyond meeting regulatory compliance requirements - proactive approach in risk management, identifying waste minimization, waste recycling, P2 opportunities.
EH&S activities include evaluations of the EH&S implications of logistics management, suppliers, contractors, and other external organizations associated with company’s operations.
Material Utilization Material utilization and material and energy flow evaluation only within the plant boundary.
Life Cycle Assessment (LCA) approach used for a system level material utilization and material and energy flow evaluations.
In addition to system level LCAs, material utilization and energy flow evaluations, the company considers a broader set of parameters such as resource management issues and stakeholder concerns.
Habitat Management
Resource extraction and other habitat areas are managed within regulations.
Habitat management and conservation of biodiversity are evaluated but considered only within the span of control of the company.
Habitat enhancement or substitution is a key component of decisions on fuels and raw materials and waste product utilization both within the company and in partner organizations.
( I N D U S T R I A L E C O L O G Y I N T H E C E M E N T I N D U S T R Y )
3 D-3