Embed Size (px)
Citation preview

539311 DE 12/03
Projektbaukasten
Transportstrecke/
Pufferstrecke
Ausbildungsunterlage
2 © Festo Didactic GmbH & Co. KG • MPS
Die Stationen der Modularen Produktions-Systems sind ausschließlich für die Aus-
und Weiterbildung im Bereich Automatisierung und Technik entwickelt und
hergestellt. Das Ausbildungsunternehmen und/oder die Ausbildenden hat/haben
dafür Sorge zu tragen, dass die Auszubildenden die Sicherheitsvorkehrungen, die in
den begleitenden technischen Handbüchern beschrieben sind, beachten.
Festo Didactic schließt hiermit jegliche Haftung für Schäden des Auszubildenden,
des Ausbildungsunternehmens und/oder sonstiger Dritter aus, die bei
Gebrauch/Einsatz der Anlage außerhalb einer reinen Ausbildungssituation
auftreten; es sei denn Festo Didactic hat solche Schäden vorsätzlich oder grob
fahrlässig verursacht.
Bestell-Nr.: 539 311
Stand: 12/2003
Autor: Wolfgang Eckart, Intercon-Asia
Grafik: Wolfgang Eckart, Intercon-Asia, Festo Didactic GmbH & Co. KG
Layout: 02/2004, Festo Didactic GmbH & Co. KG
© Festo Didactic GmbH & Co. KG, D-73770 Denkendorf, 2013
Internet: www.festo.com/didactic
E-Mail: [email protected]
Der Käufer erhält ein einfaches, nicht-ausschließliches, zeitlich unbeschränktes und
geografisch nur auf die Nutzung innerhalb des Standortes/Sitz des Käufers
beschränktes Nutzungsrecht wie folgt.
Der Käufer ist berechtigt, die Inhalte des Werkes zur Fortbildung seiner
Mitarbeiterinnen und Mitarbeiter, des Standortes zu nutzen und hierzu auch Teile
der Inhalte zur Erstellung eigener Fortbildungsunterlagen zur Fortbildung seiner
Mitarbeiterinnen und Mitarbeiter des Standortes unter Angabe der Quelle zu
verwenden und für die Fortbildung am Standort zu kopieren. Bei
Schulen/Hochschulen und Ausbildungsstätten umfasst das Nutzungsrecht auch die
Nutzung für deren Schüler, Lehrgangsteilnehmer und Studenten des Standortes für
den Unterricht.
Ausgeschlossen ist in jedem Fall das Recht zur Veröffentlichung sowie zur
Einstellung und Nutzung in Intranet- und Internet- sowie LMS-Plattformen und
Datenbanken wie z. B. Moodle, die den Zugriff einer Vielzahl von Nutzern auch
außerhalb des Standortes des Käufers ermöglichen.
Weitere Rechte zu Weitergabe, Vervielfältigungen, Kopien, Bearbeitungen,
Übersetzungen, Mikroverfilmungen sowie die Übertragung, Einspeicherung und
Verarbeitung in elektronischen Systemen, unabhängig ob ganz oder in Teilen,
bedürfen der vorherigen Zustimmung der Festo Didactic GmbH & Co. KG.
Bestimmungsgemäße Verwendung
© Festo Didactic GmbH & Co. KG • MPS 3
Einleitung ____________________________________________________ 7
Struktur der Ausbildungsunterlage ________________________________ 7
Sicherheitshinweise ____________________________________________ 7
Lernziele und Kompetenzen ______________________________________ 8
Links zum Mechatronics Assistant _________________________________ 9
Was ist Mechatronik ___________________________________________ 10
Grundsätzliches zum Projektbaukasten Transportstrecke/ Pufferstrecke _ 14
Ansteuerung des Transportbandes _______________________________ 16
Das Transportband im Gesamtprozess_____________________________ 17
Projektphasen – Übersicht ______________________________________ 18
Projektübersicht ______________________________________________ 20
Zeitangaben zu den Projekten ___________________________________ 20
Projektarbeit – Technische Informationen und Handbücher____________ 22
Teil A
1. Planung und Aufbau/Grundschaltungen __________________________A-1
1.1 Funktionsbeschreibung Transportband ____________________________A-1
1.2 Mechanischer Aufbau des Transportbands _________________________A-3
1.3 Verdrahtung/Verschlauchung des Transportbands __________________A-9
1.4 Relaisteuerung Transportband __________________________________A-12
1.4.1 Pneumatische Vereinzelung ____________________________________A-12
1.4.2 Elektrische Vereinzelung_______________________________________A-16
1.5 Relaisteuerung Transportband erweitert __________________________A-19
1.6 Bandmotor Rechts-/Linkslauf ___________________________________A-22
2. Inbetriebnahme des Projektbaukastens__________________________A-25
2.1 Analyse – Identifikation von Komponenten ________________________A-26
2.2 Analyse – Kabelverbindungen___________________________________A-29
2.3 Analyse – Zuordnungsliste _____________________________________A-31
2.4 Analyse – Zuordnungsliste erweitert _____________________________A-35
2.5 Inbetriebnahme – Justage und Einstellungen ______________________A-39
2.6 Inbetriebnahme – Justage und Einstellungen erweitert_______________A-46
2.7 Inbetriebnahme – Laden des Anwenderprogramms und Test__________A-63
Inhalt
Inhalt
4 © Festo Didactic GmbH & Co. KG • MPS
3. Programmierung _____________________________________________A-69
3.1 Programmierung – Hardwarekonfiguration ________________________A-69
3.2 Programmierung – Grundlagen: UND _____________________________A-81
3.3 Programmierung – Grundlagen: ODER ____________________________A-92
3.4 Programmierung – Grundlagen: RS Flip-Flop _______________________A-99
3.5 Programmierung – Grundlagen: UND NICHT _____________________ A-104
3.6 Programmierung – Grundlagen: IDENTITÄT ______________________ A-106
3.7 Programmierung – Bedingter Programmaufruf ___________________ A-108
3.8 Programmierung – Bedingter Programmaufruf erweitert ___________ A-111
3.9 Programmierung – Timer Einschaltverzögerung __________________ A-114
3.10 Programmierung – Timer Ausschaltverzögerung __________________ A-118
3.11 Programmierung – Abwärtszähler _____________________________ A-120
3.12 Programmierung – Blinklicht__________________________________ A-122
3.13 Programmierung – Manuell/Automatik Funktion _________________ A-124
3.14 Programmierung – Ausgangsstellung anfahren___________________ A-126
3.15 Programmierung – Ausgangsstellung anfahren erweitert___________ A-130
4. Kommunikation____________________________________________ A-134
4.1 Kommunikation – Grundlagen der E/A-Kommunikation ____________ A-134
4.2 Kommunikation – Profibus-DP: Theorie _________________________ A-139
4.3 Kommunikation – Profibus-DP ________________________________ A-158
4.4 Kommunikation – Materialfluss _______________________________ A-191
5. Fehlersuche _______________________________________________ A-199
Theorie Fehlersuche ________________________________________ A-199
5.1 Fehlersuche im Gesamtprozess _______________________________ A-207
Inhalt
© Festo Didactic GmbH & Co. KG • MPS 5
Teil B
1. Planung und Aufbau/Grundschaltungen __________________________B-1
1.1 Funktionsbeschreibung Transportband ____________________________B-1
1.2 Mechanischer Aufbau des Transportbands _________________________B-3
1.3 Verdrahtung/Verschlauchung des Transportbands __________________B-9
1.4 Relaisteuerung Transportband _________________________________ B-12
1.4.1 Pneumatische Vereinzelung ___________________________________ B-12
1.4.2 Elektrische Vereinzelung______________________________________ B-16
1.5 Relaisteuerung Transportband erweitert _________________________ B-19
1.6 Bandmotor Rechts-/Linkslauf __________________________________ B-22
2. Inbetriebnahme des Projektbaukastens_________________________ B-25
2.1 Analyse – Identifikation von Komponenten _______________________ B-26
2.2 Analyse – Kabelverbindungen__________________________________ B-29
2.3 Analyse – Zuordnungsliste ____________________________________ B-31
2.4 Analyse – Zuordnungsliste erweitert ____________________________ B-35
2.5 Inbetriebnahme – Justage und Einstellungen _____________________ B-39
2.6 Inbetriebnahme – Justage und Einstellungen erweitert______________ B-46
2.7 Inbetriebnahme – Laden des Anwenderprogramms und Test_________ B-63
3. Programmierung ____________________________________________ B-69
3.1 Programmierung – Hardwarekonfiguration _______________________ B-69
3.2 Programmierung – Grundlagen: UND ____________________________ B-81
3.3 Programmierung – Grundlagen: ODER ___________________________ B-92
3.4 Programmierung – Grundlagen: RS Flip-Flop ______________________ B-99
3.5 Programmierung – Grundlagen: UND NICHT _____________________ B-104
3.6 Programmierung – Grundlagen: IDENTITÄT ______________________ B-106
3.7 Programmierung – Bedingter Programmaufruf ___________________ B-108
3.8 Programmierung – Bedingter Programmaufruf erweitert ___________ B-111
3.9 Programmierung – Timer Einschaltverzögerung __________________ B-114
3.10 Programmierung – Timer Ausschaltverzögerung __________________ B-118
3.11 Programmierung – Abwärtszähler _____________________________ B-120
3.12 Programmierung – Blinklicht__________________________________ B-122
3.13 Programmierung – Manuell/Automatik Funktion _________________ B-124
3.14 Programmierung – Ausgangsstellung anfahren___________________ B-126
3.15 Programmierung – Ausgangsstellung anfahren erweitert___________ B-130
Inhalt
6 © Festo Didactic GmbH & Co. KG • MPS
4. Kommunikation____________________________________________ B-134
4.1 Kommunikation – Grundlagen der E/A-Kommunikation ____________ B-134
4.2 Kommunikation – Profibus-DP: Theorie _________________________ B-139
4.3 Kommunikation – Profibus-DP ________________________________ B-158
4.4 Kommunikation – Materialfluss _______________________________ B-191
5. Fehlersuche _______________________________________________ B-199
Theorie Fehlersuche ________________________________________ B-199
5.1 Fehlersuche im Gesamtprozess _______________________________ B-207
© Festo Didactic GmbH & Co. KG • MPS 7
Die vorliegende Ausbildungsunterlage ist Teil des Lernsystems Automatisierung und
Technik der Festo Didactic GmbH & Co KG.
Die Ausbildungsunterlage gliedert sich in folgende Teile:
• Teil A: Unterlagen für Ausbilder
• Teil B: Unterlagen für Auszubildende
Der Teil A, Unterlagen für Ausbilder, umfasst Aufgaben und Lösungen zu den
Themen Aufbau, Inbetriebnahme, Programmierung, Kommunikation und
Fehlersuche. Zusätzliche Hinweise für den Ausbilder werden gegeben.
Der Teil B, Unterlagen für Auszubildende, hat die gleiche Struktur. Die Lösungen
müssen aber durch die Auszubildenden erarbeitet werden.
Auf der mit gelieferten CD-ROM ist diese Ausbildungsunterlage als PDF-Datei
gespeichert. Die verwendeten SPS-Programme für die Siemens S7-313C-2 DP finden
Sie ebenfalls auf dieser CD-ROM.
Grundvoraussetzung für den sicherheitsgerechten Umgang und den störungsfreien
Betrieb des Modularen Produktions-Systems ist die Kenntnis der grundlegenden
Sicherheitshinweise und der Sicherheitsvorschriften.
Die Betriebsanleitung können Sie dem technischen Handbuch, welches jeder Station
beiliegt, entnehmen um mit dem Modularen Produktions-System sicherheitsgerecht
zu arbeiten.
Insbesondere die Sicherheitshinweise sind von allen Personen zu beachten, die am
Modularen Produktions-System arbeiten.
Darüber hinaus sind die für den Einsatzort geltenden Regeln und Vorschriften zur
Unfallverhütung zu beachten.
Der Betreiber verpflichtet sich, nur Personen am Modularen Produktions-System
arbeiten zu lassen, die
• mit den grundlegenden Vorschriften über Arbeitssicherheit und Unfallverhütung
vertraut und in die Handhabung des Modularen Produktions-Systems
eingewiesen sind
• das Sicherheitskapitel und die Warnhinweise im Handbuch gelesen und
verstanden haben.
Einleitung
Struktur der
Ausbildungsunterlage
Sicherheitshinweise
Einleitung
8 © Festo Didactic GmbH & Co. KG • MPS
Das Lernsystem Automatisierung und Technik von Festo Didactic orientiert sich an
unterschiedlichen Bildungsvoraussetzungen und beruflichen Anforderungen. Die
Anlagen und Stationen des Modularen Produktions-Systems ermöglichen eine an
der betrieblichen Realität ausgerichtete Aus- und Weiterbildung. Die Hardware setzt
sich ausschließlich aus didaktisch aufbereiteten Industriekomponenten zusammen,
um eine optimale Industrienähe zu gewährleisten.
Die einzelnen MPS-Stationen ermöglichen Ihnen die neuen Schlüsselqualifikationen
optimal zu vermitteln:
• Sozialkompetenz,
• Fachkompetenz und
• Methodenkompetenz
Die vorliegende didaktische Unterlage ist projektorientiert aufgebaut und umfasst
dabei die einzelnen in der Industrie wichtigen Phasen:
• Planung und Aufbau
• Inbetriebnahme
• Programmierung
• Fehlersuche
Darüber hinaus sind bei den einzelnen Projekten immer die zu erzielenden
Kompetenzen mit aufgeführt. Dieses Competence Based Training löst zunehmend
die reine Lernzieldefinition ab. Ein schönes Beispiel für den Unterschied beider
Lernstrategien ist folgendes:
Lernziel
Der Lernende soll den zeitoptimierten Ablauf beim Auskuppeln, Gang einlegen
welcher mit R bezeichnet ist und wieder Einkuppeln in optimalem Zusammenwirken
mit dem Gaspedal und Lenkradeinschlag erlernen.
Kompetenz
Der Lernende soll in die Lage versetzt werden, ein Kraftfahrzeug optimal rückwärts
in eine Parklücke einzufahren. Das Zusammenwirken von Kupplung, Gangschaltung,
Gas und umsichtiges Steuern sind dabei zentrale Lernziele.
Lernziele und Kompetenzen
Einleitung
© Festo Didactic GmbH & Co. KG • MPS 9
Basis für diese Dokumentation ist der Mechatronics Assistant (MechAssist), ein
neues CD-ROM basiertes Produkt, welches neben der reinen Information –
didaktisch und technisch – auch viele methodische Ansätze enthält und viele
allgemeine Informationen zum Thema Mechatronik und Automatisierungstechnik.
Viele der folgenden Projekte finden sich im MechAssist wieder, manche etwas für die
Papierform modifiziert, andere unverändert und weitere haben wir dieser in
Papierform gedruckten Dokumentation zugefügt.
Beziehungen und Informationen die Sie so oder in ähnlicher Form im MechAssist
wieder finden sind gekennzeichnet mit:
...\Aufgaben\Projektbaukaesten\SPS 09: Flankenerkennung
um ein Beispiel für den Projektbaukasten zu nennen.
Links zum Mechatronics
Assistant
Einleitung
10 © Festo Didactic GmbH & Co. KG • MPS
Mechatronik ist die umfassende Kombination unterschiedlicher Technologien
miteinander und wird zumeist als eine neue Art zu Denken und zu Handeln
interpretiert, weniger oder gar nicht als eigenständige Technologie. Man könnte
sicherlich ganze Bücher darüber schreiben und es gibt jede Menge Abhandlungen zu
diesem Thema. Wir haben im Folgenden versucht, die wichtigsten Fakten und
Strategien zusammen zu stellen.
Den technologischen Teil von Mechatronik kann man als Automatisierungstechnik
umschreiben.
Was ist Mechatronik
Einleitung
© Festo Didactic GmbH & Co. KG • MPS 11
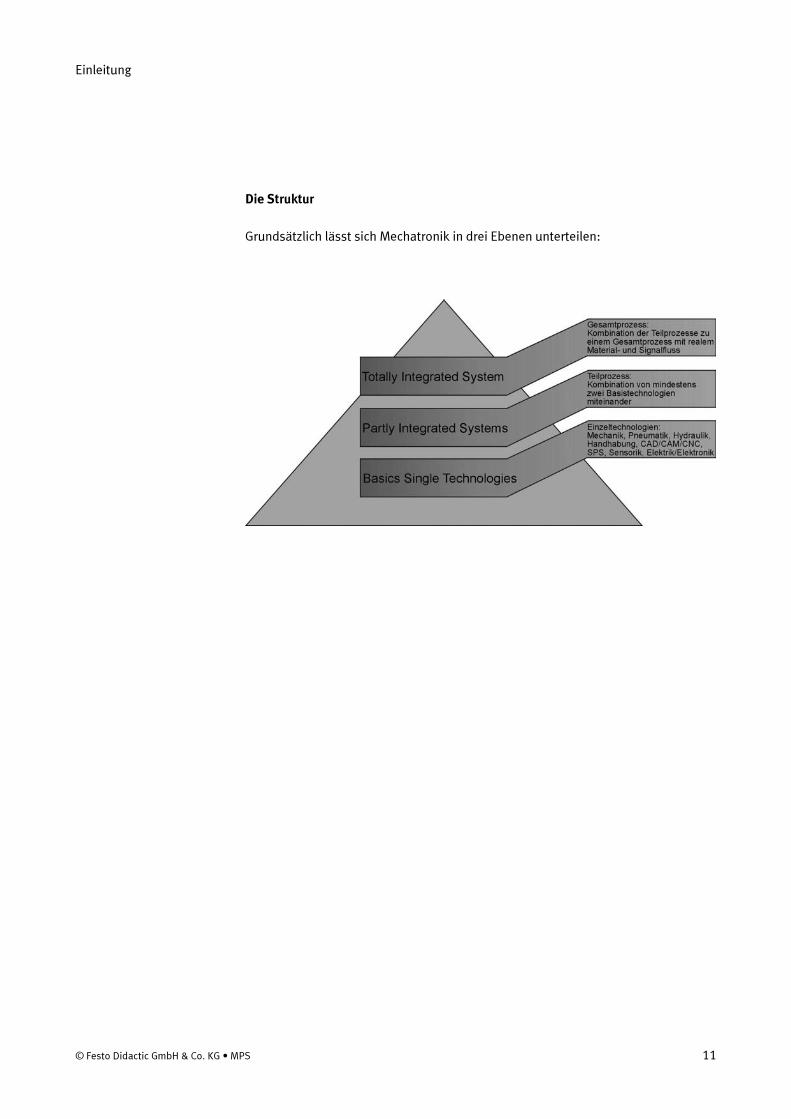
Die Struktur
Grundsätzlich lässt sich Mechatronik in drei Ebenen unterteilen:
Einleitung
12 © Festo Didactic GmbH & Co. KG • MPS
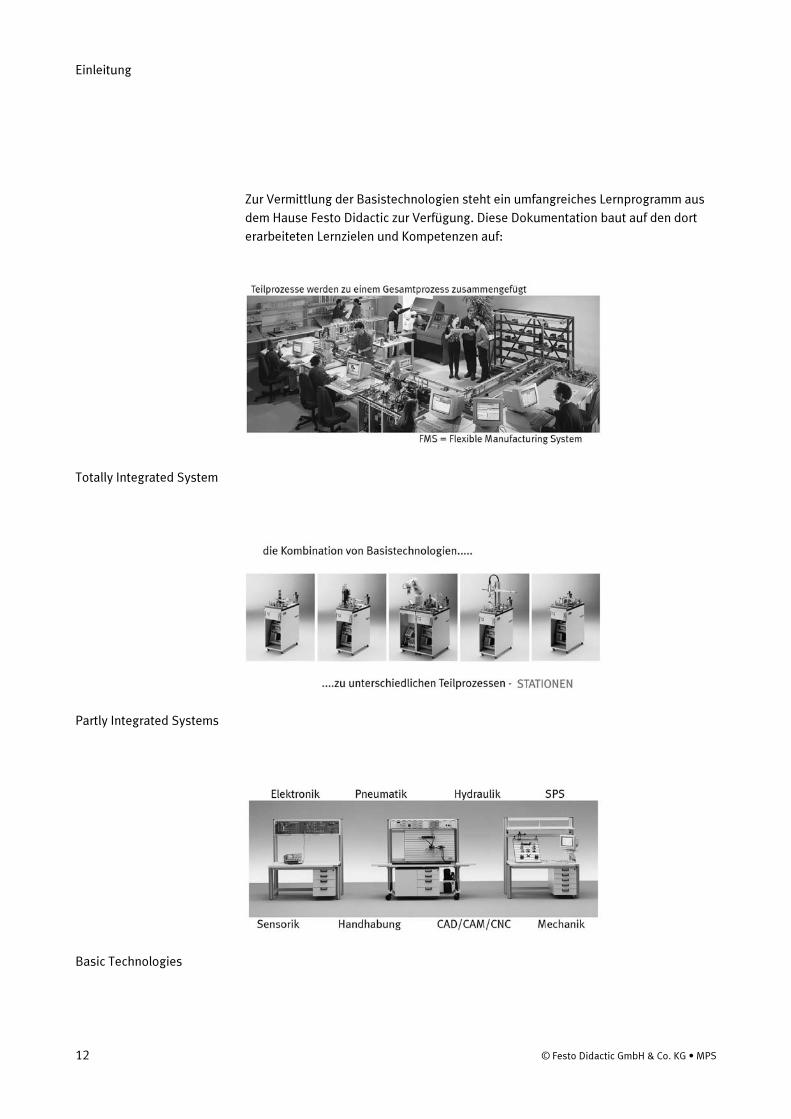
Zur Vermittlung der Basistechnologien steht ein umfangreiches Lernprogramm aus
dem Hause Festo Didactic zur Verfügung. Diese Dokumentation baut auf den dort
erarbeiteten Lernzielen und Kompetenzen auf:
Totally Integrated System
Partly Integrated Systems
Basic Technologies
Einleitung
© Festo Didactic GmbH & Co. KG • MPS 13
Zu diesem Themenkomplex bietet der MechAssist weitere zusätzliche Medien und
Informationen. Einen sehr anschaulichen Videofilm finden Sie unter:
...\Videos\Automatisierungstechnik in der Praxis
und auch eine Information zur Firma Festo Didactic und deren Lernsystem:
...\Quellen\Praesentationen\Image\fd_praesentation_de_web
und eine sehr informative Präsentation zum Thema Mechatronik:
...\Praesentationen\Mechatronics - Neue Herausforderungen
...\Quellen\Praesentationen\Mechatronics\Mechatronics_de_web
Die ausführlichen Lehrpläne finden Sie unter:
…\Ausbilder\Lehrplaene\Ausbildungsrahmenplan MechatronikerInnen …\Ausbilder\Lehrplaene\Rahmenlehrplan MechatronikerInnen

Einleitung
14 © Festo Didactic GmbH & Co. KG • MPS
Die Transportstrecke/Pufferstrecke hat grundsätzlich die Aufgabe Werkstücke von
einem Fertigungsprozess zum nächsten zu transportieren oder Teile zu Puffern,
wenn unterschiedliche Bearbeitungszeiten vorliegen. Der Vereinzeler kann Teile
über eine Rutsche aus dem Bearbeitungsprozess aussortieren. Wenn die Rutsche
nicht angebaut wird und die Führungsschiene nicht offen ist, funktioniert der
Vereinzler als Stopper. In der folgenden Teachware nutzen wir aber die
Standardfunktion des Ausleitens von Werkstücken über die Rutsche.
Das Ausleiten/Stoppen gibt es in zwei Ausführungen:
• Pufferstrecke elektrisch
• Pufferstrecke pneumatisch
Die beiden Varianten beziehen sich auf den Vereinzler, den es zum einen rein
elektrisch gibt und zum anderen als pneumatischen Kurzhubzylinder. Auf die
programmtechnische Ansteuerung hat dies jedoch keinerlei Auswirkungen.
Pufferstrecke, elektrische Ausführung
Grundsätzliches zum
Projektbaukasten
Transportstrecke/
Pufferstrecke

Einleitung
© Festo Didactic GmbH & Co. KG • MPS 15
Pufferstrecke, pneumatische Ausführung
Fotos und Abbildungen zum Transportbandbaukasten finden Sie unter:
…\Bilder\Fotos Projektbaukasten
…\Ausbilder\Praesentationen\Die Stationen des Modularen Produktions-Systems
Als weitere Option steht ein Wechselstrom-Getriebemotor mit Frequenzumrichter zur
Verfügung.

Einleitung
16 © Festo Didactic GmbH & Co. KG • MPS
Zum Aufbau und der Ansteuerung des Transportbandes gibt es grundsätzlich zwei
Möglichkeiten wie das Bild unten verdeutlicht. Standard ist die Ansteuerung mit
einer freiprogrammierbaren Steuerung, das kann eine SPS, die es in den
unterschiedlichsten Ausführungen gibt, oder ein Industriecomputer sein. Zwischen
den Basic Training Paketen TP´s und den MPS-Stationen kann man aber auch die
gesamte Station selbst mit Komponenten aus den TP´s, z.B. TP 200 Elektro-
Pneumatik ansteuern. Diese Variante ist natürlich davon abhängig, ob
entsprechende TP´s, oder das Interface und die Ansteuerungskomponenten zur
Verfügung stehen. In dieser Dokumentation gehen wir auch auf diese Möglichkeit
ein. Sollten die Komponenten nicht zur Verfügung stehen, so lassen Sie einfach die
Relaisaufgaben zu den Modulen weg und überspringen diese.
Im weiteren Verlauf der Dokumentation beziehen wir uns auf eine Ansteuerung mit
einer SPS, in diesem Falle mit einer SIMATIC S7 CPU 313C-2 DP, eingebaut in einem
EduTrainer, die über digitale und analoge Funktionen on-board verfügt und auch
Profibus-DP fähig ist. Andere SPS-Varianten sind natürlich verfügbar und haben auf
die reinen Programmieraufgaben auch keine Auswirkungen. Lediglich die Belegung
der Ein- und Ausgänge wäre unter Umständen anders und die Profibus-DP
Kommunikation wäre nicht möglich. Die Hardwarekonfiguration ist im Prinzip für alle
SPS-Konfigurationen ähnlich und die im Projekt 3.1 beschrieben Vorgehensweise
kann als Beispiel hierzu betrachtet werden. Das Transportband gibt es auch in der
AS-Interface-Ausführung, worauf wir im Standard aber nicht eingehen werden.
Ansteuerung des
Transportbandes
Einleitung
© Festo Didactic GmbH & Co. KG • MPS 17
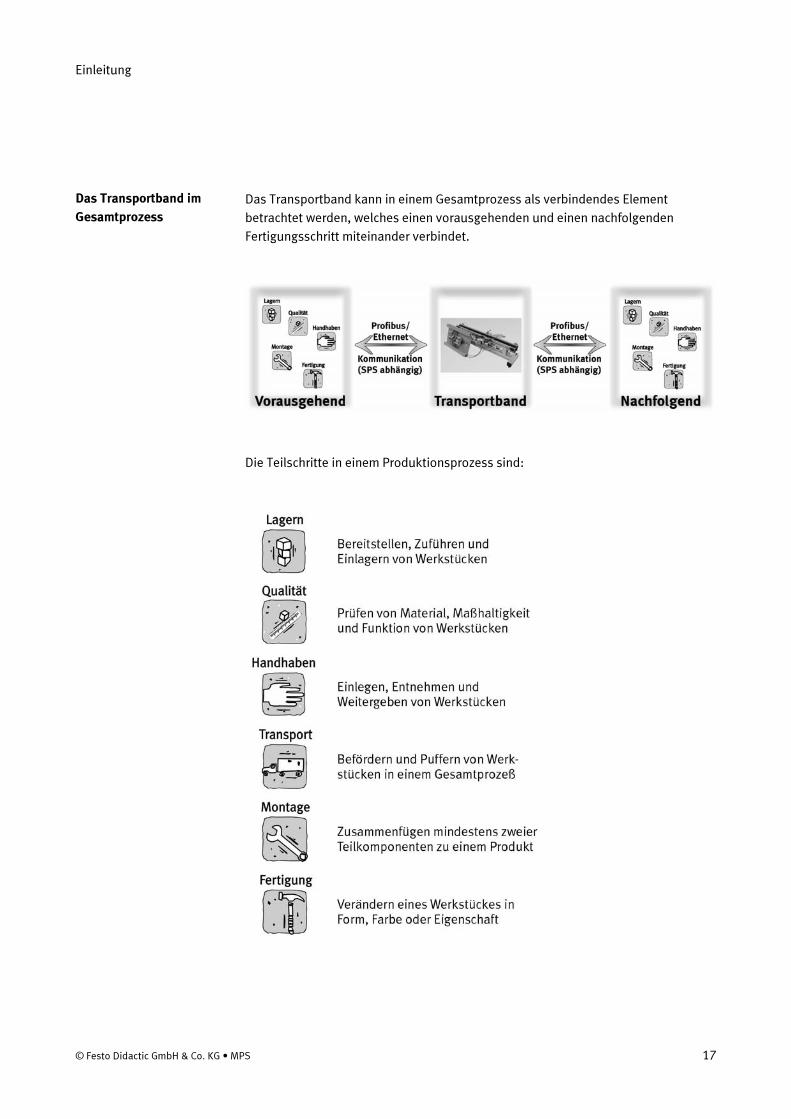
Das Transportband kann in einem Gesamtprozess als verbindendes Element
betrachtet werden, welches einen vorausgehenden und einen nachfolgenden
Fertigungsschritt miteinander verbindet.
Die Teilschritte in einem Produktionsprozess sind:
Das Transportband im
Gesamtprozess
Einleitung
18 © Festo Didactic GmbH & Co. KG • MPS
Die Projektarbeit baut sich folgendermaßen auf:
…\Grundlagen\Phasen der Projektarbeit
Informationsphase
• Problemdefinition (Aufgabenbeschreibung)
• Hinweise für den Lehrenden
• Lernziele und Kompetenzen
• Pflichtenheft
• Technische Unterlagen
• Gruppeneinteilung
Planungsphase
• Zieldefinition der jeweiligen Gruppen
• Erstellen der Geräteliste (Projektabhängig)
• Erstellen der Zuordnungsliste SPS (Projektabhängig)
• Erstellen des Programmablaufplanes entsprechend der Zieldefinition
Ausführungsphase
• Aufbau der Hardware (Projektabhängig)
• Inbetriebnahme der Hardware (Projektabhängig)
• Erstellen des SPS-Programmes (Projektabhängig)
Kontrollphase
• Testen des SPS-Programmes an der Station
• Zusammenführung der SPS-Programme mit der Kommunikation
• SOLL-IST-Vergleich - eigene Zieldefinition - Ergebnis
• Eventuell Nacharbeit oder/und Optimierung
• Selbstkontrolle
Dokumentations- und Präsentationsphase
• Dokumentation der Projektarbeit
• Vorstellung und Präsentation der Projektergebnisse der einzelnen Gruppen
• Bewertung
Projektphasen – Übersicht
Einleitung
© Festo Didactic GmbH & Co. KG • MPS 19
Informationsphase
Hier werden den Lernenden alle wichtigen Informationen an die Hand gegeben um
das Problem exakt erkennen zu können. Die Lernenden sind danach in der Lage, in
eigenständiger Arbeit die Problemlösung zu definieren und zu finden.
Planungsphase
Beim ersten Schritt empfehlen wir, den Gesamtablauf gemäß der
Projektbeschreibung (Programmablaufplan) soweit wie möglich zu reduzieren, um
einen möglichst einfachen "Einstieg" zu gewährleisten. Erweitern Sie dann Ihre
jeweilige Zieldefinition schrittweise.
Es ist wichtig, bei jedem Lösungsschritt ein eigenes Projekt einzurichten und
keinesfalls das "Ausgangs- oder Vorlageprojekt" jeweils zu erweitern. Dies hat den
Vorteil, dass immer zumindest die jeweilige "Lösungs-Vorstufe" funktionsfähig als
Projekt vorliegt, auch wenn die zuletzt bearbeitete nicht funktionieren sollte.
Nachdem das jeweilige Projektziel definiert wurde, erstellen Sie bitte alle
notwendigen Listen erforderlicher Geräte und Werkzeuge und/oder
Zuordnungslisten bei der SPS-Programmierung. Ein auf Ihre spezifische Zielsetzung
abgestimmter Programmablaufplan erleichtert den Weg zur Problemlösung.
Ausführungsphase
Erarbeiten Sie die Projektlösung gemäss Ihrer Planung, erstellen und testen Sie Ihr
Programm gemäß eigener Zieldefinition. Bitte "entwickeln" Sie die Programmlösung
zuerst auf Papier.
Kontrollphase
Führen Sie einen SOLL-IST-Vergleich zwischen der Problemdefinition und der
Ausführungsphase durch. Sind alle Forderungen erfüllt?
Dokumentations- und Präsentationsphase
Ein ganz wesentlicher Teil der Projektarbeit ist eine saubere und übersichtliche
Dokumentation. Diese sollte so erstellt sein, dass eine andere Gruppe, die nicht in
diesem Projekt eingebunden war, problemlos die Lösungsschritte nachvollziehen
kann. Ein weiteres wesentliches Lernziel ist die Fähigkeit Projekte und deren
Lösungen einem Zuhörerkreis verständlich zu machen. Rhetorische und
präsentationstechnische Fähigkeiten zu erlernen ist stark "übungsabhängig". Aus
diesem Grund präsentieren Sie bitte den anderen Gruppen Ihre Projektlösung.
Einleitung
20 © Festo Didactic GmbH & Co. KG • MPS
Die nachfolgende Tabelle gibt ihnen einen schnellen Überblick über die einzelnen
Projekte. Die Projekte sind in die folgenden Bereiche unterteilt:
Planung und Aufbau/
Grundschaltungen
Projektbaukasten
Transportstrecke/Pufferstrecke
Inbetriebnahme Systemanalyse
Inbetriebsetzung der
Transportstrecke/Pufferstrecke
Programmierung SPS-Programmierung
Kommunikation Kommunikation/Kombination mit
anderen Stationen/Modulen
Fehlersuche Fehlersuche
Transportstrecke/Pufferstrecke
Diese Struktur erlaubt es Ihnen, auf der Basis der Vorkenntnisse und der zur
Verfügung stehenden Zeit Ihren individuellen Lehrgang zusammen zu stellen.
Die folgende Tabelle enthält Zeiten, die zur Durchführung der einzelnen Projekte
benötigt werden. Diese Zeiten basieren auf Erfahrungen im Umgang mit der Station
und dieser Dokumentation. Die Zeiten können natürlich von Team zu Team variieren.
Die aufgeführten Zeiten gelten für Teilnehmer, die über keinerlei Kenntnisse der
Station und/oder der Programmierung einer SIMATIC SPS S7 verfügen.
Bezüglich der Fehlersuche ist festzustellen, dass die einzelnen Zeiten zur
Fehlererkennung, -eingrenzung und -beseitigung nicht groß variieren. Grundsätzlich
können wir davon ausgehen, dass für jeden Fehler ca. 1,5 Stunden veranschlagt
werden können, inklusive der Zeit die der Lehrende zum Einbau der Fehler braucht.
Projektübersicht
Zeitangaben zu den
Projekten