Embed Size (px)
Citation preview

Protected by Danfoss copyright
Canada-Denmark “Productivity” Seminar
Productivity on the shop floor/social organization of work
Ejner Kobberø: Market Support Manager Danfoss A/S

Protected by Danfoss copyright
2
Automatic Controls Operations NordborgKey Figures
Financial Factory turnover 552 M DKK (96 M USD)
Output Units/year 6.400.000 pcs
Employees Blue collars 280
White collars 55
Space Production 11.200 m2
Administration 1.600 m2
Certificates ISO 9001, ISO 14001, OHSAS 18001
Systems TQM Standardized mgmt system
ERP SAP R3
SPC Q – das
Maintenance DVS
PMS Online system

Protected by Danfoss copyright
10 principles for all production factories in the Danfoss Group
Danfoss Productivity Program
This presentation is protected by Danfoss copyright and solely for the use of Danfoss personnel. No part of it may be circulated, quoted, or reproduced for distribution outside the Danfoss organization without prior written approval from Danfoss Business System. This material was used by Danfoss Productivity Program during an oral presentation; it is not a complete record of the discussion.

Protected by Danfoss copyright
4
2
3
4
5
6
7
9
10
1
8
10 principles for all production factories in the Danfoss Group
Our production culture will be characterised by:
Production according to customer orders – we base all production on the actual needs of customers, optimised production flow and a minimum of stock (in short: pull not push)
Production teams – we group production employees into teams, each with a team coordinator who will facilitate an optimal production flow
Standard Operating Procedures (SOPs) – we standardise all processes and document them in SOPs
Stretched targets – we always set stretched targets for improvement activities that are based on: ”What if everything goes right?”
Hourly follow-up on production – we detect deviations from planned production immediately and respond with corrective actions
Committed management – our leaders are visible and active in the production area and are ambassadors for the Danfoss Productivity Program
Follow-up on improvement activities – we ensure a maximum impact on the bottom line by calculating the improvements in total costs and following up via KPIs (Key Performance Indicators)
Respect for people – we involve and support our employees in the change process, in accordance with Danfoss’ values
Creating value – all activities must create value for our customers
Continuous improvements – we make continuous improvements by constantly optimising our way of working, systematically solving problems and building competences

Protected by Danfoss copyright
5
Creating value – all activities must create value for our customers
1. Overproduction
We create value by removing waste:
2. Waiting
3. Transport 4. Over-processing 5. Inventory 6. Scrap & Rework
7. Motion
8. Untapped human potential
1

Protected by Danfoss copyright
6
2
Production according to customer orders – we base all production on the actual needs of customers, optimised production flow and a minimum of stock (in short: pull not push)
Use Material and Information Flow Analysis as a tool to diagnose lack of flow and design improved flow
Ensure optimization across the value stream instead of local optimization
Pull system
• Benefits:
• Prevents overproduction
• Controls inventory
• Makes production system visual
• Drives improvement
• Synchronises processes with customer rhythm
Push system
• Bad symptoms:
• Production in advance and delayed production at the same time
• High level of WIP
Company CustomersSuppliers Dailyweeklymonthl
y
ORDERSweeklyconfirm
edorders
Weekly Demand:
2000 A1000 B4000 C
Weekly Demand:
500 pallets
Schau
blinAvailable time
manual cycle time
machine cycle time
machine reliability
changeover time
shared / dedicated
Saw&
DeburrAvailable time
manual cycle time
machine cycle time
machine reliability
changeover time
shared / dedicated
Weld&
De-carbAvailable time
manual cycle time
machine cycle time
machine reliability
changeover time
shared / dedicated
Rotajet
Available time
manual cycle time
machine cycle time
machine reliability
changeover time
shared / dedicated
Paint
Available time
manual cycle time
machine cycle time
machine reliability
changeover time
shared / dedicated
‘G’ Build, Test & Final Assy
Available time
manual cycle time
machine cycle time
machine reliability
changeover time
shared / dedicated
Despatch
Available time
manual cycle time
machine cycle time
machine reliability
changeover time
shared / dedicated
30001000013500600
100
2250028500
26000
Rawmaterials
FinishedGoods
MRP system
10 d
180s
13.5 d28.5 d
120s 250s 240s 250s
2 d
500s
22.5 d 0.6 d
Processing Lead time
Processing timeManufacturing Lead time
For longest component stream
=
1540s = 0.06%77.8 d
Material and Information Flow Analysis
Protected by Danfoss copyright
7
Production teams – we group production employees into teams, each with a team coordinator who will facilitate an optimal production flow
Supports organization around flows with team coordinators
Ensure respect of and adherence to standards
Allocate clear authority to change the standards
Establish necessary foundation for reaching targets
Simplify management by alignment around common targets
Establish motivational environment
Basis for capability building programmes
3

Protected by Danfoss copyright
8
Standard Operating Procedures (SOPs) – we standardise all processes and document them in SOPs
Eliminates uncertainty in the process
Provides degrees of freedom for shop floor to identify improvements
Establishes a natural contract between management and shop floor
Provides the right baseline to establish targets
4

Protected by Danfoss copyright
9
Continuous improvements – we make continuous improvements by constantly optimising our way of working, systematically solving problems and building competence
Systematic capture of problems and suggestions from employees
Continuous use of Root Cause Problem Solving to improve all processes
Eliminate the 8 waste
Continuous reaction and corrections (just
do it) by the production team
according to planned production
Proposals to problem tasks
are made by the production team
Reasons to problems are
removed and the team
performance is improved
Problem tasks are prioritized
and solved
5
System and
Method
Attitudes and Competences
Organisation
1 2 3 4
1. Identifyproblem
3. Find and implement solution 2. Analyze and
find root cause
4. Evaluate result
4-Step method
1. Identifyproblem
3. Find and implement solution 2. Analyze and
find root cause
4. Evaluate result
4-Step method
1. Identifyproblem
2. Analyze problem
3. Find cause and solution
4. Implement solution
5. Evaluate solution
6. Standardize/formalize solution
The 6 Step Method

Protected by Danfoss copyright
10
Hourly follow-up on production – we detect deviations from planned production immediately and respond with corrective actions
Creates transparency for early identifying of abnormalities from standards and deviations from targets
Changes problem solving modus from reactive to proactive
Provides foundation for root cause elimination
Allows managers at all levels to justify development of operations
14:15 - 15:15
15:15 - 16:15
16:15 - 17:15
17:15 - 18:15
18:15 - 19:15
19:15 - 20:15
20:15 - 21:15
21:15 - 22:15
Bemanding
KommentarerAktueltPlan
Aktuelt
DifferenceAkk. aktuelt
13
Tid:
5
Akk. Plan
Ansvarlig:
168B9570
168B9570
50
60
70
80
148B7070 10
148B7070 8
10
10
10
168B9570
168B9570
22
29
148B7070 10
12
22
30
Skift:
0
0
-1
13
9
Område: Dato:
027G5670 12
7
Emne nr.
Plan
40
6
Performance BD-K
0
0,2
0,4
0,6
0,8
1
1,2
03. j
an.
04. j
an.
05. j
an.
06. j
an.
07. j
an.
10. j
an.
11. j
an.
12. j
an.
13. j
an.
14. j
an.
17. j
an.
18. j
an.
19. j
an.
20. j
an.
21. j
an.
24. J
an.
25. J
an.
26. J
an.
27. J
an.
28. J
an.
31. J
an.
1. f
eb.
2. f
eb.
3. f
eb.
4. f
eb.
7. f
eb.
8. f
eb.
9. f
eb.
10. f
eb.
11. f
eb.
14. f
eb.
15. f
eb.
16. f
eb.
17. f
eb.
18. f
eb.
21. f
eb.
22. f
eb.
23. f
eb.
24. f
eb.
25. f
eb.
28. f
eb.
1. m
ar.
2. m
ar.
3. m
ar.
4. m
ar.
7. m
ar.
8. m
ar.
9. m
ar.
10. m
ar.
11. m
ar.
14. m
ar.
15. m
ar.
Dato
%af
pla
nla
gt
(90%
OE
E)
Produktion
Mål
14 hours prod.time 10 hours pred. time
Defect marker Ready on Monday
morning ;)

Protected by Danfoss copyright
11
Stretched targets – we always set stretched targets for improvement activities that are based on: ”What if everything goes right?”
Based on a future state (stretched targets) - constantly set short term activity plans and targets to drive continuous Improvement
Future states to be challenged and reviewed as a standard process
Provides the guidelines for prioritization of work
Ensures focus and momentum of entire organization
Supports motivation
Limit analysis approach
Structural performance gain
Performance
Time
What if it allgoes right?
Limit
Current
Target
Gain
What can Iachieve ?
Gap
•Global vision•Extended scope of progress•Good perception of deviations from benchmark
7

Protected by Danfoss copyright
12
Follow-up on improvement activities – we ensure a maximum impact on the bottom line by calculating the improvements in total costs and following up via KPIs (Key Performance Indicators)
Creates linkage to performance management system
Ensures commitment
Capitalizes realized efforts
Relates impact to present value
Ensures long-term perspective
Activities prioritised against business case and impact
Total cost of all activities who support operations
Priorities and KPIs definition
Targets setting and actions plan
MonitoringCounter-measures
Define the priorities of actions relevant for the plant or the value stream and the corresponding Key Performance Indicators (KPIs)
Set the targets and theassociated action plans toachieve those argets
Implement the monitoring process of operations at all levels of the plant organization
Ensure a rigorous reactivityprocess to develop effectivecounter-measures in case ofdeviations
8
0
5
10
15
20
25
52 1 2 3 4 5 6 7 8 9 10 11
Produktivitet Mål
Mål: Efter DPP rationaliseringer.
Realisedt 2004: 17,3 FV. per manhour.

Protected by Danfoss copyright
13
Committed management – our leaders are visible and active in production and are ambassadors for the Danfoss Productivity Program
Role model slide
Role modelling through “Management By Walking Around”
Visual checks of activities, plans and countermeasures
Management as mentors to build the train-the-trainer organisation
Standardised reviews of targets with focus on countermeasures not excuses
Ensure sense of urgency to always improve
Demands quick response from management
” If you’re looking for perfection, look in the mirror. If you find it there, expect it elsewhere”. Malcolm Forbes
“I have the skills to behave in the new
way”
“The systems reinforce the future state”
“I know what I need to change and want to do it”
“I see my leaders behaving differently”
“I will change my behaviour if…”
Capability building
Aligned systems & structures
Under-standing
& commitmentRole modelling
9
Protected by Danfoss copyright
14
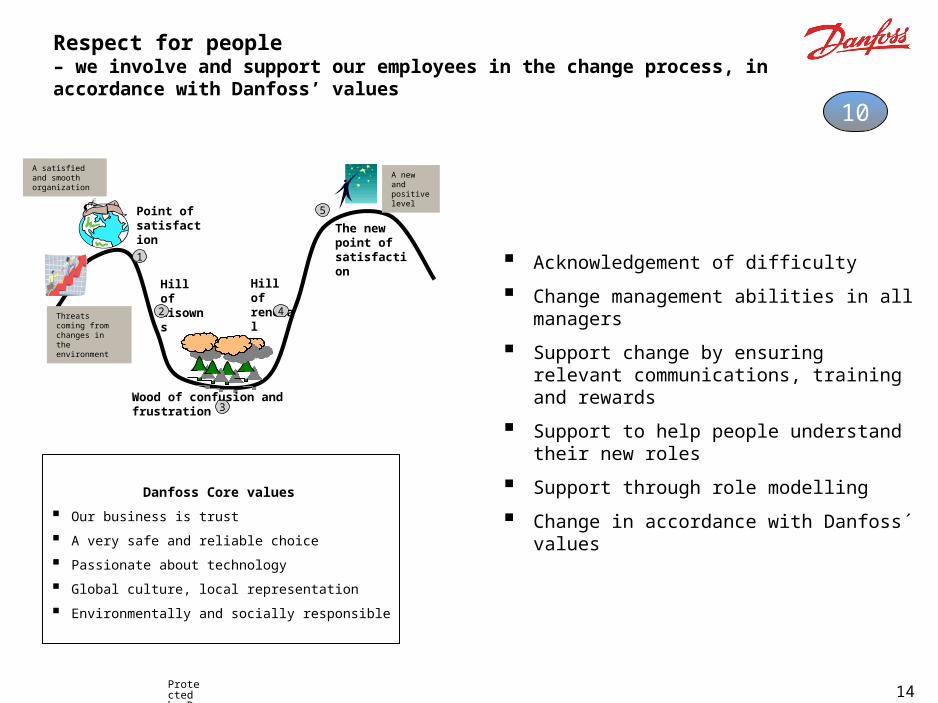
Respect for people – we involve and support our employees in the change process, in accordance with Danfoss’ values
Acknowledgement of difficulty
Change management abilities in all managers
Support change by ensuring relevant communications, training and rewards
Support to help people understand their new roles
Support through role modelling
Change in accordance with Danfoss´ values
Danfoss Core values
Our business is trust
A very safe and reliable choice
Passionate about technology
Global culture, local representation
Environmentally and socially responsible
Threats coming from changes in the environment
A satisfied and smooth organization
A new and positive level
Wood of confusion and frustration
Point of satisfaction The new
point of satisfaction
Hill of disowns
Hill of renewal
1
2
3
4
5
10

Protected by Danfoss copyright
15
TU - preassembly
TR
Solder
Washing
TR - Preassy
T2
SolderT2 –
Preassy
Laser
T2 / TUA/TUB/TC
Final assy
TR / TUC
Final assy
Packing
CDC
CDC
CDC
Schematic flow overview – Small TXV

Protected by Danfoss copyright
16
Performance management in AC-BN
KPI’s
Performance cockpit
Weekly report
Follow up meetings (shift, day, week, month, ½ year)


![[Productivity World] Productivity Conference 2015 "พัฒนาภาคอุตสาหกรรมไทยให้ทันต่อการเปลี่ยนแปลงตามแนวทางการจัดการอนาคต"](https://img.pdfslide.net/doc/110x75/58a8149d1a28ab4d148b45b9/productivity-world-productivity-conference-2015-.jpg)


























