Upload
firdaus-tahir
View
251
Download
0
Embed Size (px)
Citation preview
8/10/2019 RAM On @X.pdf
1/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 1
1.1.1.
1.1.2.
Table of Contents
Table of Contents
2. IntroductionReference [1] provides a parallel contexthere with: - The activity of Life-Cycle Cost
(LCC) forecasting using Reliability,Availability, and Maintainability or RAMmodeling techniques is not new, but therehave been recent developments which haveresulted in a fundamental change in theusefulness of LCC forecasting to designers,owners, operators, and maintainers. Thesechanges provide the means for optimising
Operation and Maintenance or O & Mactivities many years in advance with a highdegree of accuracy. The primary changeshave been advances in technology and the
introduction of Monte Carlo-based discreteevent simulation technology to perform RAMforecasting.
Use of Reliability Availability & Maintainability(RAM) Simulation Modelling in Life Cycle Cost (LCC)ForecastingA case study
SummarySystems rarely remain constant over their design life; production capacities change,products and processes change and new technology offers improved efficiency. Recentdevelopments have resulted in a fundamental change in the usefulness of LCC forecastingto designers, owners, operators, and maintainers. A case study is reviewed that coveredthe business re-engineering of an existing plant and the modeling of its safe, sustained,predictable, economically-optimal operation into the future at two key datums of years2019 & 2045.
MB07004Wayne G Reed,
IEng.,MIIE36 pages
July 2007
SKF Reliability Systems@ptitude Exchange5271 Viewridge CourtSan Diego, CA 92123United Statestel. +1 858 496 3400fax +1 858 496 3511email: [email protected]: http://www.aptitudexchange.com
mailto:[email protected]://www.aptitudexchange.com/mailto:[email protected]://www.aptitudexchange.com/http://www.aptitudexchange.com/mailto:[email protected]8/10/2019 RAM On @X.pdf
2/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 2
1. Introduction........................................................................................................ 4
1.1. Background. Making the Right Choice................................................................. 61.2. The History of LCC Forecasting [1] ..................................................................... 6
1.3. Recent Developments in LCC Forecasting [1] ....................................................... 6
2. Technical Attractions of Simulation ...................................................................... 8
3. Ways to Study a System....................................................................................... 8
3.1. Conclusions.................................................................................................... 10
4. Relationships .................................................................................................... 12
5. Discrete Event Simulation by Example................................................................. 13
6. A Case Study..................................................................................................... 16
6.1. Purpose of Study............................................................................................ 16
6.2. Summary Details on Construction of a MAROS Model ........................................ 16
6.3. Scope ............................................................................................................ 17
6.4. Boundary....................................................................................................... 18
6.5. Reliability Data............................................................................................... 18
6.6. Objectives & Deliverables ................................................................................ 19
6.7. System Performance....................................................................................... 21
6.7.1. System Performance Signatures ............................................................. 22
6.8. Conclusions & Recommendations ..................................................................... 24
7. Review & Conclusions ........................................................................................ 24
7.1. Perceived Benefits.......................................................................................... 24
7.2. Usage Beyond Design .................................................................................... 24
8/10/2019 RAM On @X.pdf
3/36
2007 SKF Reliability Systems All Rights Reserved 3
7.3. The Need for Integrated Asset Management Decision Support Systems............... 25
7.4. Learnings as Conclusions ................................................................................ 27
8. Identify & Discuss the Strengths & Limitations .................................................... 28
9. References and acknowledgements..................................................................... 29
10. About the author ............................................................................................. 30
11. Table of acronyms........................................................................................... 31
12. Glossary of Terms ........................................................................................... 33
12.1. Reliability terms ........................................................................................... 33
12.2. MAROS Model Output Terminology................................................................. 34
8/10/2019 RAM On @X.pdf
4/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 4
1. IntroductionThe activity of Life-Cycle Cost (LCC)forecasting using Reliability, Availability, andMaintainability or RAM modeling techniques
is not new, but there have been recentdevelopments which have resulted in afundamental change in the usefulness ofLCC forecasting to designers, owners,operators, and maintainers. These changesprovide the means for optimizing Operationand Maintenance or O & M activities manyyears in advance with a high degree ofaccuracy. The primary changes have beenadvances in technology and the introduction
of Monte Carlo-based discrete eventsimulation technology to perform RAMforecasting. [1]
An overall measure of system performanceis availability. As equipment uptime is key inany operating strategy, availability hasrecently become (& likely always was) one ofthe major goals of the Asset Manager.Availability depends on system reliability andmaintainability, maintenance operations or
supportability and the dynamic and uniquetrade offs between costs, risks and rewardsto achieve what levels of reliability,availability and maintainability. Variousmeasures of availability exist, depending onwhat is included in the uptime anddowntime analysis. Modeling of availabilitycan appear quite complicated as failure,repair time, preventive maintenance, andsupply and maintenance delay times are
typically included. However this presumedcomplexity has to be balanced mostcarefully against the shortfalls of not usingthe correct modeling approach wisely whenwe need to be making good business
decisions based upon the outcomes of suchmodeling.
The relationships between the concepts ofreliability can be shown as Figure 1.
Figure 1. Relationships between theconcepts of reliability
The measure of reliability is availability(when referring to the availability definition
from BS 4778). This measure has threecomponents:
Functional reliability measured by MeanTime between Failure (MTBF).Maintainability measured by Mean Time toRepair (MTTR).Supportability measured by Mean WaitingTime (MWT).
These three concepts (of reliability,maintainability & supportability) varyaccording to the factors shown in Figure 2.
8/10/2019 RAM On @X.pdf
5/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 5
Figure 2. Factors affecting reliabilityconcepts
The first and third concepts of functionalreliability (MTBF) & maintainability (MTTR)influence the technical system the plant orthe machine. The second or supportability
concept (MWT) influences the maintenancesystem. When we conduct a cross referencefrom the factors indicated here to what canbe handled by the model as shown in Figure7, we see a good fit. We can extend theseperhaps classical relationships to includeoperability and productivity and at what costas we discuss later in section 4.
System performance analysis is a proven
powerful process to evaluate the robustnessof a system or plant driven by the reliabilityof equipment, in their configuration in termsof levels of redundancy.
Utilizing life cycle simulation throughout thevarious life cycle phases of designdevelopment, from concept screeningthrough front end engineering design (orfeed to detailed design), guides the designteam on selection of configuration tooptimize plant & system availabilityaccounting for the inherent reliability andmaintainability of equipment and theirconfiguration.
From this detailed design life cycle phase,the availability model can be furtherdeveloped for the operations andmaintenance life cycle phase to become afull life cycle reliability, availability, &
maintainability or RAM model and made toprovide information for the perpetualquantification of and use of keyperformance indicators or KPIs.
Once developed to this state RAM modelscan be further enhanced to become anintegral part of whole life cost models.
This document shows a practical and
multifaceted current case study tocomplement the theoretical understandingprovided prior to the embedded case studyand discusses by example the use of amethodology and supporting softwareapplication called MAROS. MAROS is an
acronym forMaintainability, Availability,
Reliability and Operability Simulator.
Some posit that MAROS has become thepseudo Hydrocarbon Processing Industry orHPI accepted standard software for systemperformance modeling to develop a life cycleRAM model of the facility. The model assistsin establishing the facilities overall systemproduction availability and how it compareswith the target availability set in the designbasis. An important feature is to establishthe capability of the design to meet requiredavailabilities in terms of probabilities ofmeeting given values i.e. the P90, P50 and
P10 cases, where P refers to the probability.
8/10/2019 RAM On @X.pdf
6/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 6
1.1.Background. Making the Right
Choice
We need to understand the LCC forecastingtopic more widely and deeper and we must
know how to consider what the options areto address which specific type of need. Thepros and cons of each of the methodologiesneed to be properly understood.
1.2.
The History of LCC Forecasting [1]
LCC forecasting is a process that is relatedto, and has developed from, a number ofrelated fields, some long established,
including:
A) Reliability Block Diagram (RBD) /Fault Tree Analysis (FTA).
B) Failure Mode Effects and CriticalityAnalysis (FMECA).
C) Reliability Centered Maintenance(RCM) analysis.
D) Risk and Reliability, Availability,Maintainability (R & R / RAM)
monitoring, engineering, andsimulation.
E) Unit and fleet logistics modeling.F) Monte-Carlo simulation, and many
related statistical and mathematicaltechniques.
1.3.Recent Developments in LCC
Forecasting [1]
Recent developments have enhanced thecapability, usability and cost effectiveness ofLCC forecasting by using the priortechniques in a new way, supported by:
A) Improved computing power, enablingsimulations to be executed rapidlyand cost effectively.
B) Increased availability andtransportability of data
C) Improved computing techniquesenhancing data sharing andapplication linking.
D) Developments in the Internetfacilitating information distributionand remote operation.
E) Adoption of service paradigms thatencourage outsourcing of capability,which leverages technology andexpertise into an operation at low
cost.
These developments, and others, haveallowed LCC forecasting service suppliers toprovide cost effective and accurate LCCforecasts to plant owners, operators,original equipment manufacturers or OEMsand others.
International standard IEC 60300-3-1
tabulates the characteristics as abilities andattributes of eleven possible analysismethods in Table 1. [2]
Abbreviations used in Table 1 are as follows:() = with restrictions / exceptions, nc = notcapable, or not applicable & c = capable.
Event simulation is the eighth entry ofeleven in the analysis methods mentioned in
the first column at the left hand side ofTable 1. The abilities and attributes of eventsimulation are of interest when we compareagainst all other entries in the table. Giventhat the stated abilities and attributes are
8/10/2019 RAM On @X.pdf
7/36
2007 SKF Reliability Systems All Rights Reserved 7
considered to be complete; event simulation is to be considered a complete alternative.Characteristics
Ability of method to handle model characteristics as Attributes
Approach AnalysisAnalysis
effort
IECStandard
Analysismethod Number of
components
Re
dun
dan
t
struc
ture
Irre
duc
ible
struc
ture
Fa
ilure
/even
tcom
bina
tionsan
d
depen
denc
ies
Timevary
ing
failure
/e
ven
tra
tes
Comp
lexma
intenance
stra
teg
ies
Simu
lationo
ffunc
tiona
lprocess
6
Sym
bo
lic
represen
tation
De
duc
tive
Induc
tive
Qua
lita
tive
Quan
titative
Qua
lita
tive
Quan
titative
FMEAUp toseveralthousands
(No) No (No) Yes No No List (nc) c c nc high - 60812
FMECAUp toseveralthousands
(No) No (No) Yes No No List nc c c (c) high low 60812
Fault treeanalysis
Up toseveral
thousands
Yes (Yes) (Yes) Yes No No Fault tree c nc c c high med 61025
Reliabilityblock diagram
Up toseveralthousands
Yes (Yes) (Yes) (Yes) No NoReliabilityblock diagram
c nc (c) c Med med 61078
Markov 2 to 100 Yes Yes Yes (No) Yes (Yes)System statediagram
(nc) c c c high med 61165
Parts count1 tothousands
(No) (Yes) No (No) - - List nc c (nc) c low low
Cause /consequence
Up toseveralhundreds
Yes Yes (Yes) (Yes) Yes NoCause /consequencechart
(c) c c c highlow/high
Eventsimulation
Up toseveralhundreds
Yes Yes Yes Yes Yes Yes Any c c c c high high
Systemreduction
Up toseveralthousands
Yes No (Yes) (Yes) (Yes) NoReliabilityblock diagram
nc c (nc) c Med med
Event tree 2 to 50 Yes Yes (Yes) Yes No Yes Event tree c c (nc) c low low
Truth table 2 to 50 Yes Yes Yes - - - Table nc c c nc high -
Table 1. Characteristics as abilities and attributes of possible analysis methods.
(Source IEC 60300-3-1)
The table shown here is an extraction ofTable 2 from IEC 60300-3-1. The originaltable contains many remarks and
descriptions of each item in the table. Eachreader should refer to the original table inthe IEC60300-3-1 for further information.
The table indicates upon study that there isno single, comprehensive availability
(dependability) analysis method. Analystsmust know how to choose the method whichbest fits the particular system and situation
specific analysis objective.
8/10/2019 RAM On @X.pdf
8/36
2.Technical Attractions of
SimulationThe eight prime technical attractions ofsimulation are [3]:
1. Ability to compress time, expandtime.
2. Ability to control sources of variation.3. Avoids errors in measurement.4. Ability to stop and review.5. Ability to restore system state.6. Facilitates replication.7. Modeler can control level of detail.8. Complex systems can be modeled.
3.Ways to Study a System
Figure 3 offers a pictorial hierarchy of waysto study a system [4]. This shows what ourdecision logic can be in deciding how tostudy a system.
Figure 3. Hierarchy of ways to study asystem [4].
Now consider this key question:
What is the difference between analyticalmethods and simulation when calculatingReliability Block Diagrams (RBD's) and theanswer provided?
A calculation method is analytical whenresults are computed using formulas derivedfrom some kind of mathematical analysis.For example, if is the failure rate of acomponent, then the reliability of thecomponent for mission time t is R (t) = exp{-t}. The numerical result for R (t) can beobtained by computing exp {-t} with thespecified numerical values of and t. Ingeneral, analytical methods are relativelyquick and reasonably accurate. However,analytical methods are feasible only if thereare no complex dependencies.
Simulation is when results are computed bymimicking the dynamic behavior of asystem. In its broader sense, simulation isthe process of observing the dynamicbehavior of a system with varying sets ofinputs. In reliability engineering, there is
almost always randomness in the systembehavior. Simulation is preferred ifanalytical methods are infeasible or socomplex that results are prone to numericalround-off errors.
The formulas used in analytical methods tofind numerical results are typically simpleand convenient, making it possible to findexact results. If a system is complex, the
resulting formulas may become complex,making the computational process lengthyand the results prone to round-off errors. Insuch circumstances, results may not beexact.
8/10/2019 RAM On @X.pdf
9/36
In general, computing results using explicitclosed-form expressions is inefficient forcomplex systems because of long
computation times and results that areprone to round-off errors. To improve thecomputations, researchers have proposedseveral algorithms to compute results morequickly and accurately.
It is difficult to find an exact analyticalexpression or algorithm for every scenario.It is particularly difficult when complexdependencies exist. Such dependencies mayinclude warm standby components, sharedrepair resources; repair actions based onthe state of the system, imperfectmaintenance actions, priorities in selectingthe paths in a network, and generalfailure/repair distributions.
Simulation is based on the statisticalconcept that when the number of trials ofan experiment approaches infinity, theaverage of the experiment's outcome is
equivalent to the expected value of therandom variable under study. In reality,performing an infinite number ofsimulations is impossible. Therefore, anappropriate number of iterations must bespecified. Determining the number ofsimulation iterations that will produceresults conforming to the required accuracywithin a reasonable computational time isimportant. This value varies, depending on
several parameters.
Figure 4. A one-component system [5].
A simple example to demonstrate how toevaluate the time-specific availability of thesystem is shown in the RBD as Figure 4. Aone-component system.
Distribution information for failure andrepair times is provided. The default valuefor the number of iterations is 1000, andthe random number seed is 1.
Using these values, the availability result is
0.731. Is this the true value for
availability?
To answer this question, use a seed of 2 to
evaluate availability again. The availabilityresult is 0.726, which is a difference of0.005. The answer varies with the seedbecause the sequence of random numbersused in the simulation process is different.So, what is the true value of availability? Asmentioned previously, simulation producesaccurate results only when the number ofiterations is large. When this is the case, theresult does not depend on the seed because
all possible sequences of random numbersproduce the same availability value.
If the number of iterations is 10,000,000rather than the default of 1000, the result
8/10/2019 RAM On @X.pdf
10/36
for availability is 0.735914 with a randomseed of 1. If we use a seed of 2 andcompute availability again, the result is0.736025. The difference in results is
0.000111, which is much less than 0.005.In general, the difference decreases as thenumber of iterations increases. (It should benoted that increasing the number ofiterations increases the computational time.Increasing the number of iterations by 100increases the computational time by a factorof 100). [5]
3.1.
ConclusionsSimulation can be used for analyzing anysystem. However, the accuracy of theresults depends on the number of iterationsand the complexity of the system. Toachieve the desired level of accuracy, thenumber of simulations can be determined.Analytical methods based on advancedalgorithms are in general quicker andproduce more accurate results thansimulation. Therefore, whenever possible, itis better to use analytical methods.
However, if analytical results are notpossible or prone to round-off errors, thensimulation should be used.
We now have the technical means to look atoptimal ways to design, operate andmaintain our assets with a high degree ofaccuracy efficiently at a reasonable cost.
Caveat Emptor: Having the means must becombined with the rounded pragmatic
knowledge of how best to select and deploythe appropriate means, in a way that is bothsituation and system specific.
Keeping this topic as simple and as practicaland steering away from any complex
mathematics reference [6] relates asfollows: - In a car, the engine and thegearbox are in series. If the gearbox fails theengine is made passive and vice versa. This
means that events in the life history of oneof the components have an effect on theother. Thus, the components are notindependent of each other. In fact, in mostsystems, components are not independent.Yet, in analytical methods, of necessity,most components must be treated asindependent.
Even if we accept the simplification to one-dimensional problems, mathematicalcomplexity still presents a serious barrier toaccurate portrayal of the behavior of thesystem. So, additional approximations areadded such as assuming constant failureand repair rates, or assuming immediaterepair.
One may assume that components areindependent of each other. Take any systemyou are familiar with and start describing its
operations. Very soon you will reach theconclusion that the elements of the systemare not independent. Consider a set of jetengines. It seems that each engine lives itslife without interaction with any otherengine. It flies, it fails, it is repaired,maintained, inspected, etc., but are the jetengines really independent of each other?When engines go into periodic inspectionfollowing a fixed number of operating hours,
there may be a queue formed for inspectiondepending on the number of test facilitiesavailable and the number of engines waitingfor inspection. Thus, the time each enginewaits in the queue, which has a direct
8/10/2019 RAM On @X.pdf
11/36
bearing on its availability, depends on thenumber of flight hours undertaken by otherengines. So, the inspection process creates adependency between the engines and the jet
engines are not really independent of eachother.
Other common and misleading assumptionsare:
A) Assuming that the system is serial.B) Assuming constant failure and repair
rates.C) Assuming immediate repair when
preventive maintenance is consideredand treating only a single event inthese cases.
D) Assuming that some classes of statesnever occur.
These assumptions allow analytical methodsto be used since, in most cases, they aresufficient to allow something to becalculated, and nobody will ever check theiraccuracy.
Analytical methods are profoundly limited bythe mathematical complexity and thedimensionality of systems. In order to usesuch methods, one is forced to introducesimplifications and approximations. Thesesimplifications, in turn, increase the distancebetween the predictions and the realbehavior of the system.
They force ignoring interrelations between
events and components of the system, andperformance-related aspects of the system.The quality and range of predictions areseriously impaired. This costs big money.
Many of the system features that areneglected due to mathematical limitationssimply force the neglect of critical questions.For example, steady-state availability gives
you a single value for the availability, buttime-dependent availability may show apoint in time at which the availability drops.Just before that point, preventivemaintenance and/or inspection could be veryuseful. [6]
We must not ignore the common andmisleading assumptions referred to hereand have to understand that analyticalmethods are profoundly limited by themathematical complexity and thedimensionality of systems. When we usesuch methods we are being forced tointroduce simplifications andapproximations. These simplificationsintroduce errors between our predictionsand the real behavior of the system.
From Figure 3 (prior) on ways to study asystem we will focus upon simulation. This
encompasses modeling, simulating, andanalyzing systems. The process may besegregated as follows:
A) Model: construct a conceptualframework that describes a system.
B) Simulate: perform experiments usingcomputer implementation of themodel.
C) Analyze: draw conclusions from
outputs that assist in decision-making process.
8/10/2019 RAM On @X.pdf
12/36
Figure 5. System model taxonomy.
In understanding the use of the systemmodel taxonomy from Figure 5 we need tocharacterize the required model via the logicthat follows.
Deterministic or stochastico Does the model contain
stochastic components?o Randomness is easy to add to
a discrete event simulation(DES).
Static or dynamico Is time a significant variable?
Continuous or discreteo Does the system state evolve
continuously or only atdiscrete points in time?
o Continuous: classicalmechanics.
o Discrete: queuing, e.g.inventory, machine shopmodels.
Following the stochastic logical route we candiscuss the differences between Monte Carlosimulation and discrete event simulation.
Discrete-Event Simulation Modelo Stochastic: some state
variables are random.o Dynamic: time evolution is
important.o Discrete-Event: significant
changes occur at discretetime instances.
Monte Carlo Simulation Model Stochastic. Static: time evolution is not
important.
What we must learn is that you have toknow the specifics of the system to bemodeled to know why and how to model itsuccessfully. The specifics of the system &the characteristics as abilities and attributesof the available techniques in Table 2 mustbe carefully considered to be convinced thatwe have selected the right study, and thatwe are implementing it correctly.
4.
RelationshipsIt is useful to begin to think beyond theperhaps classical interacts of reliability,availability & maintainability and introducethe dimensions of operability & productivityand at what cost? Figure 6 below presentsthese relationships pictorially.
8/10/2019 RAM On @X.pdf
13/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 13
Figure 6. Depicting relationships.
5.Discrete Event Simulation by
Example
MAROS is a discrete event simulator.
Discrete event simulation functions bycreating typical life-cycle scenarios ofcurrent or proposed systems, employingevent driven simulation techniques.
Figure 7. MAROS input / output schematic
In addition to calculating productionavailability, the software can be made toencompass logistics support, operabilitylogic and cost analysis. Figure 7 shows the
MAROS inputs & outputs as a schematic.
MAROS predicts system effectiveness interms of reliability, availability andproductivity. It can be used to quantify the
life cycle cost effectiveness of a system andallows optimization to improve overallprofitability. The applications of thepackage cover a broad spectrum, both in
terms of when it is used (e.g. early conceptscreening, through to business re-engineering of an existing plant) and therange of industries that it can be applied to
8/10/2019 RAM On @X.pdf
14/36
2007 SKF Reliability Systems All Rights Reserved 14
(e.g. energy, transportation, manufacturingand defense).
MAROS is a well-tried and tested package,
first used in 1984 and has been subjectedto continuous improvement anddevelopment by Jardine Technology Limited.Since 1984 it has been continuouslydeveloped into one of the leading packagesof its type in use today. MAROS version 8was launched in March 2006. In January2005, Det Norske Veritas or DNV acquiredthe Jardine consultancy group, Jardine &Associates. Jardine Technology Limited is
not part of the DNV acquisition and remainsunder the ownership and direction of Dr IainJardine. Further details are available viareference [7].
Conventional performance simulation toolshave generally concentrated on Reliability,Availability & Maintainability or RAM issuesalone. MAROS adds other dimensions byintegrating operability, logistics, and
economics to RAM. These additionaldimensions or relationships are animportant learning from our progressiveunderstanding of the text that discussesFigures 1, 2 & 6.
MAROS applies a direct simulationalgorithm, which operates on a next eventbasis. An event can be defined as anyoccurrence within a system's life, which
affects the behavior of that system. Asystem can incur a wide range of events,from the expected such as maintenance andrepair, to the abnormal, such ascatastrophic failure and loss of manpower.Events can overlap and may also hold some
conditional inter-relationships with eachother. Unlike conventional simulators, whichuse constant time slices to progress througha system's life, MAROS allows the user to
alter a model of a system dynamically withtime, greatly adding to the accuracy of theanalysis.
Systems seldom remain constant over theirdesign life; production capacities change,products and processes change and newtechnology offers improved efficiency.
To cater for these real-life transient
situations MAROS provides the ability toalter a model of a system dynamically as asimulation proceeds. This dynamic capabilityis used for long-term planning and adds tothe accuracy of the life cycle cost benefitassessments.
Briefly, a life-cycle scenario is achronological sequence of events whichtypify the behavior of a system in real-time.
The simulation tool can create an infinitenumber of such scenarios for any givensystem, each one being unique, yet sharingthe commonality of being a feasiblerepresentation of how the system maybehave in practice.
Events are the fundamental occurrenceswithin a system's life, which determine the
effectiveness of the system. The events aregenerated from element data using pseudo-random sampling techniques.
8/10/2019 RAM On @X.pdf
15/36
Element data comprises of equipmentfailure data, planned activities andoperating logic.
Before life-cycle scenarios can be createdfor a system, it is necessary for thesimulator to understand some basic systemdetails; this is achieved via a system logicmodel. Details of the system logic areconveyed to the simulator by means of agraphical user interface (GUI).
Prior to this, a failure modes and effectsanalysis and / or reliability block diagram
may be used which identifies the mainelements of the system and theirrelationships, e.g. series, parallel, standby,etc. configuration.
This, and other information, is thentranslated from the GUI and then actedupon by the simulation algorithm.
This simulation technique is commonly
referred to as a discrete simulation method.
The digital system model formed from theGUI, moves from one distinct state toanother governed by the occurrence of asequence of events.
The state of the model at any point in(simulated) time is represented by a seriesof variables as each new event occurs one
or more of the variables representing thesystem changes.
Progress of the simulation is in steps, fromthe occurrence of one event to theoccurrence of the next until the simulated
time exceeds the specified design life of thesystem being modeled.
Apart from the quantification of system
reliability, availability, etc., such simulationmodels can also be used to generatedetailed project operating expenditure plansbased upon the expected behavior of asystem over its life-span, with accurateconsideration given to proposed or existingmaintenance strategies, future modifications/ developments, third party involvement, etc.
Figure 8 shows simplistically how the
process and supporting tool of MAROS fitsamongst others and meshes well with Figure3 and extends from that figure to positionsome examples of commercially availableapproaches.
Figure 8. Classification of LCC approaches[8].
A close look at Table 2 focusing upon the
characteristics as abilities and attributes ofevent simulation versus other analysismethods reveals that event simulation is amost capable method.
2007 SKF Reliability Systems All Rights Reserved 15
8/10/2019 RAM On @X.pdf
16/36
2007 SKF Reliability Systems All Rights Reserved 16
6.A Case Study
This case study is real and current (@2007)
and the author has taken due care topreserve some of the specifics in thisdocument for the purposes of necessaryclient confidentiality.
The application in the case study covers thebusiness re-engineering of an existing plantand the modeling of its safe, sustained,predictable economically optimal operationinto the future at two key datums of years2019 & 2045; in parallel and considerssignificant capital expenditure or CAPEXinvestment decisions (in the magnitude ofbillions of US Dollars) on the expansion ofcapacity through the addition of a new train.
The study took into account; capitalinvested, operational costs includingmaintenance based on the currentmaintenance plans, the annual productionvolumes. Certain confidential information
from the client was also used whilst buildingthe model including: - expected internal rateof return, discount rate, taxation provision,unit sales price etc. This information wasinput to the model as annual figures for theexpected 40 years of the plant life.
The plant, which consists of 2 trains (1.8MMTPA each) was commissioned in 1977and has been in production since then. The
trains are identical and use both associatedand non-associated gasses comprising morethan a dozen sour streams at differentpressures from atmospheric to 780 psig.Over the years many upgrades and
modifications have been done includingchanges in the production rates. Plantreliability and effectiveness has almostalways exceeded 95% in all these 27 years
of operation.
6.1.
Purpose of Study
A) To evaluate operational risks oftrains 1 & 2 up to 2019 and 2045.
B) To identify and outline therejuvenation requirements to safelyand sustainably extend trains 1 & 2
operational life up to 2045.C) To evaluate the above by creating a
reliability, availability &maintainability model and lifecycleeconomic model.
D) To compare the life cycle economicsof:
a. Trains 1 & 2 (withrejuvenations).
b. A possible new train.
Practically the study was conducted in twodiscrete phases as:
phase 1: remnant life assessment oftrains 1 & 2
phase 2: feasibility study for therejuvenation / replacement options.
6.2.
Summary Details on Construction
of a MAROS Model
Before life-cycle scenarios can be createdfor a system it is necessary for MAROS tounderstand some basic system details. Thisis achieved via a system logic model.
8/10/2019 RAM On @X.pdf
17/36
2007 SKF Reliability Systems All Rights Reserved 17
Briefly, system Process and InstrumentationDrawings or P & IDs are reviewed andReliability Block Diagrams or RBDs prepareddescribing the logical operation of the
equipment. Prior to this, a failure modesand effects analysis or FMEA is conducted toassist in identifying the main elements of thesystem and the impact of their failure onproduction. The RBDs outlined the overalllogical relationship between systems andcomponents and quickly show, for example,equipment dependencies and redundancy,etc.
In conjunction with the above, an assetregister is carefully prepared which lists allthe equipment on the RBDs and details theassociated reliability data for each element,e.g. item mean time to failure or MTTF andmean time to repair or MTTR. Wherepractically possible the study used thisspecific clients own data and where this wasunavailable data was used from the sourcesdiscussed in 6.5, (i) through (iv) below.
The completed RBDs and populated assetregister form the basis for development ofthe MAROS simulation model. These, andother information, are then translated intoMAROS to provide a digital model of thesystem under study as previously detailed atsection 5 prior. The information contained inthe model is then acted upon by thesimulation algorithm to provide the
simulation results.
6.3.
Scope
The scope of work in the case study is todevelop a RAM model of the facility that will
model all production related equipment andancillary equipment that can affectproduction. The scope of work covered thefollowing:
E) Collection of data / information ofexisting facilities, studies and reports.
F) Review of previous reports.G) Outlining of rejuvenations.H) Residual risk assessment.I) Residual life analysis.J) Asset failure & performance
management model (RAM model).K) Lifecycle economic analysis.
This case study then refers to a completeand towards complex multifaceted LCCanalysis applied for the:
a) Evaluation and comparison ofalternative designs.
b) Assessment of economic viability ofprojects / products; if, and thenwhen, and why to build and operate
a new processing train.c) Evaluation and comparison of
alternative strategies for productuse, operation, test, inspection,maintenance, etc.
d) Evaluation and comparison ofdifferent approaches forreplacement, rehabilitation / lifeextension (rejuvenation) of agingfacilities.
e) Support to optimal allocation offunds to activities in a processdevelopment.
8/10/2019 RAM On @X.pdf
18/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 18
Figure 9 represents the overall studycovered by the case study. The white blocks
show the four discrete and progressive stepsin the study.
Figure 9. Overall study covered by the case study
6.4.
Boundary
The boundaries of the study encompass allprocess critical equipment and theirancillary equipment.
6.5.
Reliability DataSKF Reliability Systems or SKF RS has aconsiderable database of informationrelating to the reliability and operation(repair and maintenance) of industrialplant/equipment throughout the world thatwas called upon in this study. This is drawnfrom:
i. Historical client data including thatcollected by SKF RS clients.
ii. Synthesized data from analyticalstudies conducted by SKF RS.
iii. Public domain data sources. Thefollowing databases of reliability dataare available to the public: e.g.OREDA Handbook, IEEE Std. 500,MIL-HDBK 217F, NPRD-91, T-Book,WASH-1400, AIChE CCPS guidelines,EIReDA, etc.
iv. Other limited access (proprietary)databases.
Logistics details include consideration of
restrictions on availability and movementsof personnel and equipment e.g. shift worketc, is factored. It was also necessary todiscuss any additional constraints thatwould impede the restoration of failed
8/10/2019 RAM On @X.pdf
19/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 19
equipment (e.g. requirement for specialistpersonnel, tools, services etc).
6.6.Objectives & Deliverables
The objectives and deliverables from theproject in the case study include fourprogressive and interlocked steps A throughD, which are explained as:
A) Residual Risk Assessment
Methodology
Definition. Residual risk is defined as thecombination of:
Consequence of failure and Likelihood of the failure after proper
measures have been taken tomitigate the risk.
Objectives Establish equipment criticality
relative to plant operation. Establish failure rate based on
historical data.
Deliverables A consolidated criticality listing of
equipment based on anamalgamation of the prior criticalityanalysis conducted by client.
Tabulated failure rates (Mean Timeto Failure MTTF) for all criticality 1and 2 ranked equipment.
B) Residual Life Analysis Methodology
Definition. Residual life analysis isprojecting the future MTTF and theassociated maintenance plan based on pasthistory.
Objective Failure distribution based on
historical data.
Deliverables Failure rates (Mean Time to Failure
MTTF) from the residual riskassessment with the new Weibulldistributions and OREDA base datafor comparison.
Maintenance plan timeline forexisting and expected equipment outto 2045 including replacement plansand rejuvenation plans & dates for
specific equipment.
Figure 10 next shows the Residual LifeAnalysis Methodology used and shows thatthe outputs become inputs to the LifecycleEconomic Analysis or LCE that follows next.
8/10/2019 RAM On @X.pdf
20/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 20
Figure 10.Residual life analysis methodology
C) Asset Failure & Performance
Management Model (RAM)
Methodology
Objectives
Establish a model to simulate the lifecycle of the asset and givepredictions of system availabilitybased on the reliability of equipment.
Provide client with a tool to conductwhat-if's around equipment failuresand reliability data and quantify theireffect on system performance.
Deliverables
Predicted mean efficiency across thesystem life 2006 - 2045. Predicted annual system efficiencies. Proactive tool in the form of a
system performance RAM model.
D) D. Lifecycle Economic Analysis
Methodology
Definition.The financial evaluation of aproject based on investment and operatingparameters across its projected lifepresented in the form of Net Present Value.
Objective Establish the most cost effective
option for the long-term operation ofclient x liquefaction facilities facilityz.
Deliverables Evaluation of trains 1 & 2 and a new
train based on the Net Present Valueor NPV.
8/10/2019 RAM On @X.pdf
21/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 21
A life cycle economics model basedon ISO 15663 that can be used toevaluate and then decide uponrejuvenation or replacement options.
ISO 15663-1:2000 refers tothe petroleum and natural gasindustries - life cycle costing -Part 1: methodology and isavailable via [9].
Figure 11 .Lifecycle economic analysis methodology.
Figure 11 shows the components of thelifecycle economic analysis and theinterconnections of those components.
6.7.System PerformanceThe system performance typically includes: -
The production availability quantifiedboth annually and across the venturelife.
Performance signature of the systemas an indication of the amount of
uncertainty in the systemsperformance at the P90, P50 andP10 cases.
The annual production volumesacross the venture life.
8/10/2019 RAM On @X.pdf
22/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 22
6.7.1.System Performance
Signatures
Figure 12. Understanding the performancesignature.
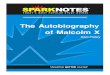
A performance signature indicates theprobability of meeting given availabilitytargets and is also an indication of systemsstability. Figure 13 presents theperformance signature chart for trains 1 &
2 and Figure 14 presents the performancesignature for the possible new train.
The primary result from both the trains 1 &2 and the new train models are that thesystem performance in terms of systemefficiency is predicted to be 91.91% and95.15% respectively over the simulated lifeof years 2006 to 2045 for trains 1 & 2 andyears 2015 through 2045 for the new train.
Associated with the mean system efficiencyvalues are the performance signatures foreach system.
Figure 13. Predicted mean efficiency across the system life 2006-2045 for trains 1 & 2.
8/10/2019 RAM On @X.pdf
23/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 23
Figure 14. Predicted mean efficiency across the system life 2015-2045 for a potential newtrain.
To understand Figures 13 & 14 prior wefocus in upon the two curves associated
with the performance signature.
The first is the probability bar chart whichindicates the distribution on achievablemean system efficiencies and is derivedfrom the reported system efficiencies over100 simulated life cycles or then a numberof lifecycles to achieve stable andstatistically valid date. I.e. for trains 1 & 2approximately 70% of the simulated life
cycles reported a mean efficiency of 91.94%and only 2% of the simulations reported anefficiency as low as 91.78%.
The second curve is the cumulativedistribution of the efficiencies and this curve
indicates the probability of exceeding a givenefficiency target and displays the P90, P50
and P10 cases for reference. I.e. again forthe trains 1 & 2 model there is a 90%probability that the system will achieve91.86% efficiency or greater, a 50%probability of exceeding 91.92% etc.
Clearly both systems models are stableconsidering the scatter of the distributions isonly 0.18% from minimum to maximum fortrains 1 & 2 and tighter still for the
potential new train being only 0.07%. It canalso be seen that for the new train theshape of the distribution has changed as aresult of the improved reliability data of theequipment modeled.
8/10/2019 RAM On @X.pdf
24/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 24
6.8.Conclusions & Recommendations
Trains 1 & 2 can continue to be operatedsafely and sustainably till the year 2019without major failure, provided that: -
1. Maintenance & inspection is correctlyperformed in accordance with theexisting clients Maintenance &inspection policies/practices.
2. 1streplacement plan is implemented.
To continue trains 1 & 2 operation up to2045 will be possible only with theimplementation of all rejuvenations and also
with other conditions stated in the finalstudy reportage.
The new production train is recommendedfor the following prime reasons:
From a NPV point of viewconsidering all study cases.
From an IRR point of view, the newtrain at an earlier start up date is
recommended. Higher energy efficiency, less CO2
emissions, reduced uncertainty ofmanufacturers support, etc.
Marginal increase in capacity.
7.Review & Conclusions
7.1.
Perceived Benefits
Benefits generally perceived from the use ofdiscrete event simulation include: -
1. Change scenarios without doing itphysically.
2. Discover unknown or hiddenproblems in the total process.
3. Find the true bottleneck.4. Support for decision-making.5. Visualization of the process.
6. Optimize planning in sharedoperations.
7. Bouncing board for ideas, to find theoptimal solution based on best factsand predicted performance ratherthan opinions.
8. Answering questions like what willhappen if we change?
7.2.Usage Beyond Design
The ultimate yet typical objective from SKFReliability Systems is to provide a usableproactive tool with technology transfer andsupport; which will allow the hostorganizations staff to assess futuredevelopments and to provide ongoingsupport in the use of their models andinterpretation of and use of the results.
Used in this way the model can be one of
the principal components within the hostorganizations continuous improvementprocess or CIP. Here analysis of equipmentperformance and failure history recordedfrom the computerized maintenancemanagement system or CMMS, (in thisclients case from the ERP vendor SAP)relating to reliability of equipment, is fedback into the model thereby quantifying theoverall efficiency and effectiveness of the
asset strategy giving focus to areas ofimprovement and where, when and whyreviews need to be conducted.
This feedback allows the RAM model tobecome progressively more and more
8/10/2019 RAM On @X.pdf
25/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 25
production plant specific and hence a farmore robust proactive tool for runningwhat-if scenarios to further support the CIP.
Figure 15 generically depicts the CIPconcept.
Figure 15. The RAM model integrated as part of a Continuous Improvement Program.
7.3.
The Need for Integrated AssetManagement Decision Support
Systems
There is a powerful argument growing inthe authors view to use such RAMtechniques as part of life cycle cost or LCCforecasting better than we do presently inindustries generally.
To provide support to this argumentconsider figure 16 next. When we study thisfigure what should trigger our thoughts hereare a) the differences between the typicalactual expenditure and the commitment ofexpenditure and then b) specifically that
difference as we enter the operations andmaintenance phase (95% versus 50%indicatively).
Our Asset Management world continues toevolve as it has and will continue to. Wemust keep abreast of these developmentsbut equally we must be most cautious not tobecome overly influenced by the coming ofnew techniques or blinded by thepossibilities to the use of current techniques
in subtlety different or novel ways.
We need to remain pragmatic here and besuitably inquiring on why; situation specificwe need to use which approaches.
8/10/2019 RAM On @X.pdf
26/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 26
Figure 16. A view of cumulative cost & uncertainty in cost v / s life cycle phases.
(Source: SAE ARP4293) [9]
There is in the authors view a justified needfor better joined up thinking here and thisincludes that we must consider that RAM /LCC approaches are actually an integral partof our integrated Asset Management
decision support process.
Reference [1] makes reference to the likelyincrease in the value of LCC forecasting at areduced cost through LCC integration with: -
The value of LCC forecasting can besubstantially increased and the costs formodel implementation and maintenance canbe reduced when included as part of a widerdata / asset management decision support
system. The elements of an example totalintegrated asset management decisionsupport system can be seen in Figure 17where data and information can be drawnfrom the condition monitoring systems andfrom CMMS, FRACAS, RCM, and applications
8/10/2019 RAM On @X.pdf
27/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 27
to maintain the appropriate configuration.Information from the LCC process can befed to the CMMS and inventory controlsystems to allocate optimized levels ofmaintenance and spares resources. The
whole process is enhanced through the useof modern data transfer techniques and can
be web enabled to allow for remoteprocessing and access via the Internet. [1]
Figure 17 shows via an example howcondition monitoring, work management;
engineering support activities have beenintegrated with systems analysis.
Figure 17. An example of an integrated asset management decision support system
7.4.Learnings as Conclusions
Modeling of availability can appear (wrongly)quite complicated as failure, repair time,preventive maintenance, and supply andmaintenance delay times are typically
included. However this presumed complexity
has to be balanced most carefully againstthe shortfalls of not using the correctmodeling approach wisely when we need tobe making good business decisions basedupon the outcomes of such modeling.
8/10/2019 RAM On @X.pdf
28/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 28
Systems rarely remain constant over theirdesign life; production capacities change,products and processes change and newtechnology offers improved efficiency. We
must be alive to the threats andopportunities that what must be considerednormal present to us.
There are a variety of approaches that canbe used to understand and properly predictsystem performance. We must not ignorecommon and misleading assumptions andhave to understand that analytical methodsare profoundly limited by the mathematical
complexity and the dimensionality ofsystems. When we use such methods we areforced to introduce simplifications andapproximations. These simplificationsintroduce errors between our predictionsand the real behavior of the system.
We must consider uniquely, having learntwhat methods are available and choose wellfrom Table 2. In parallel we have to
demonstrate our clinical understanding ofthe specifics of the system we intend tomodel and then blend RAM simulation intothe client and situation specific integratedasset management decision support system.
There is a need to understand the LCCforecasting topic more widely and deeper.There is no single, comprehensiveavailability (dependability) analysis method.
Analysts must know how to choose themethod which best fits the particular systemand situation specific analysis objectives.
It is crucial that we aware that we have toknow the specifics of the system to be
modelled to know why and how to model itsuccessfully. The specifics of the system &the characteristics as abilities and attributesof the available techniques will need to be
considered to be necessarily convinced thatwe are conducting the right study right. Thetechnical means exist to look at optimalways to design, operate, maintain and retireour assets with a high degree of accuracyefficiently at a reasonable cost.
Caveat Emptor.Having the means (tomodel correctly) must be combined with therounded pragmatic knowledge of how best
to deploy which particular means situationand system specific. Whilst this may appearobvious it is also pivotal: choice brings withit the necessity to choose. With prudentchoice and skilled use of approach we havethe conditions set to create a model thatcan be tuned or refined perpetually to assistin making better decisions.
8. Identify & Discuss the Strengths
& Limitations
We should not be overly complacent aboutthe importance of proper modeling ofrealistic systems.
Reference [10] discusses a simplerealistic case study to demonstrate the illeffects generated by over simplisticmodeling. Although we are perhaps used tosimplistic, time independent models andtheir formulaes, (which do have theirspecific uses) it is time to realize that suchmodels are strictly speaking wrong.Industrial systems are time dependent,
8/10/2019 RAM On @X.pdf
29/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 29
components are interacting and the solutioncalls for the use of exact models. Simplisticmethods take a serious toll on theperformances and losses in the operation of
the system. There is merit in expanding theknowledge of more people on the choicesavailable and how to choose wisely.
When a 1% annual production efficiencyincrease can be equated to approximately$20M incremental net revenue, we mustuse the correct potent proven simulationbased analysis method.
The inherent limitations of the approachcovered in the case study (and typicallycommon to others) is that we should alwaysresearch and use the most representativedata in the right model to make the modelas close as practically possible to thesystems reality.
Having achieved that we need to thenuse the model in a practical and dynamic
way. When we do this we perpetuallychallenge any assumptions and use betterlocal reliable and repeatable dataperpetually and proactively.
A further and perhaps generic (to AssetManagement) limitation here is to naivelybehave as a narrow practitioner (or even adisciple) rather than as an informed andpracticed pragmatic Asset Manager.
When the modeling is outsourced to anexternal specialist or consultant, cautionmust be exercised in ensuring thatsupportable decisions are made based upona mutual documented understanding of the
specifics of the system to be modeled andhow best to model it.
There will always be choice (of methods
etc) and this is why we have and must usestandards such as IEC60300-3-1 to guideus as there is no single, comprehensiveavailability (dependability) analysis method.Analysts should choose the method whichbest fits the particular system or analysisobjectives.
The real key here is to know of and aboutthe array of principles and concepts (the
science) but more importantly for eachunique organization: -
Which should be applied, and why. Who should apply it and how, when.
9.References and
acknowledgements
[1] Winchester N and Hall S, "LCC/RAM
Simulation in Support of Gas Turbine PowerPlant Forecasting", International JointPower Generation Conference (IJPGC,2003), Proceedings (July, 2003).
[2] IEC60300-3-1: Analysis techniques fordependability: Guide on methodology
[3] Fishman G, "Discrete-Event Simulation:Modeling, Programming, and Analysis",Springer, ISBN-13: 978-0387951607,
ISBN-10: 0387951601 (2001)
[4] Law A M and Kelton W D, "Simulation,Modeling & Analysis", McGraw-HillEducation - Europe, ISBN-10:
8/10/2019 RAM On @X.pdf
30/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 30
0071165371, ISBN-13: 978-0071165372(2000)
[5] Reflex Software Corporation, "TheDifference between Analytical Methods andSimulation When Calculating RBDs"http://www.relex.com/resources/art/art_rbd2.asp
[6] Clockwork Solutions Inc, "The MonteCarlo Method vs. Analytical Methods"http://www.clockwork-solutions.com/pdfs/Technical-Documents/2006TP_The_Monte_Carlo_Method_vs_Analytical_Methods.pdf
[7] Jardine Technology Limited, "Software -Cutting edge simulation"http://www.jardinetechnology.com/products/maros.htm
[8] Kawauchi Y & Rausand M, "Life CycleCost Analysis In Oil & Chemical ProcessIndustries" (1999)http://www.ntnu.no/ross/reports/lcc.pdf
[9] ISO 15663-1:2000, "Petroleumand natural gas industries - Life cycle
costing - Part 1: Methodology"http://webstore.ansi.org/ansidocstore/product.asp?sku=ISO+15663-1%3A2000
[10] Dubi A, "The Value of Proper Modelingin Performance and Resources Assessment".Department of Nuclear Engineering, BenGurion Universityhttp://www.clockwork-solutions.com/pdfs/newsreleases/0408AAvalueofpropermodeling.pdf
10. About the authorWayne. G. Reed currentlyholds the position of
Manager, Asset ManagementKnowledge & Innovation forthe Asset ManagementServices or AMS group of SKF
Reliability Systems. He is considered to bean Asset Management business architect,who has worked in business managementand consulting in manufacturing andprocess industries for his entire career.He has twenty-eight years of hands-onexperience in engineering, operations,maintenance, management and businessconsulting in capacities ranging from Artisan(technician) to Maintenance Manager in field/ industry positions through to leadconsultant in the consulting arena.
He has developed an in-depth knowledge ofthe Asset Management business to MSclevel, covering its prime processes,supporting systems and the management of
the human factors within organizations.
He prepares and delivers standard andcustom Asset Management training coursesfor SKF internally and for external clients.
He is a published author, frequent speakerat international events globally, a coach forhis clients and his strengths lie in a deepand broad interest in Asset Management,
combined with a diversity of knowledgegained working with leading companiesglobally.
http://www.relex.com/resources/art/art_rbd2.asphttp://www.jardinetechnology.com/products/maros.htmhttp://www.clockwork-/http://www.clockwork-/http://www.jardinetechnology.com/products/maros.htmhttp://www.relex.com/resources/art/art_rbd2.asp8/10/2019 RAM On @X.pdf
31/36
2007 SKF Reliability Systems All Rights Reserved 31
11. Table of acronyms
All acronyms used in this report are expanded in the table provided below (along with theirInternet hyperlinks where appropriate). A number of these acronyms are further expanded upon
in the glossary provided at Section 12.
AIChE American Institute of Chemical Engineers http://www.aiche.org/AHP Analytic Hierarchy ProcessBS British Standardc CapableCAPEX Capital ExpenditureCCPS Centre for Chemical Process Safety http://www.aiche.org/ccps/CO2 Carbon DioxideCIP Continuous Improvement ProgramCMMS Computerized Maintenance Management SystemDES Discrete Event SimulatorDNV Det Norske Veritas http://www.dnv.com/
EIReDA European Industry Reliability DataERP Enterprise Resource PlanningEst EstablishedFEED Front End Engineering DesignFMEA Failure Modes & Effect AnalysisFMECA Failure Modes Effects & Criticality AnalysisFRACAS Failure Recording & Correction Action SystemFTA Fault Tree AnalysisGUI Graphical User InterfaceHPI Hydrocarbon Processing IndustryIEC International Electro-technical Commission http://www.iec.ch/IEEE Institute Of Electrical & Electronic Engineers http://www.ieee.org/portal/siteIRR Internal Rate Of Return
ISO International Organization for Standards http://www.iso.org/iso/en/ISOOnline.frontpageKPI Key Performance IndicatorLCC Life Cycle CostLCE Lifecycle Economic AnalysisM ModuleMAROS Maintainability, Availability, Reliability and Operability Simulator
http://www.jardinetechnology.com/products/maros.htmMIL HDBK Military HandbookMSc Master Of ScienceMTBF Mean Time Between FailureMTTF Mean Time To FailureMTTR Mean Time To RepairMWT Mean Waiting Time
nc not capableNPRD Non-Electronic Parts Reliability Data
http://quanterion.com/RIAC/ProductsAndServices/Products/index.aspNPRD-91 Reliability Analysis Centre Document NPRD-91, Non Electronic Parts Reliability DataNPV Net Present ValueNUREG U.S. Nuclear Regulatory Commission RegulationsOEM Original Equipment Manufacturer
http://www.aiche.org/http://www.aiche.org/ccps/http://www.dnv.com/http://www.iec.ch/http://www.ieee.org/portal/sitehttp://www.iso.org/iso/en/ISOOnline.frontpagehttp://www.jardinetechnology.com/products/maros.htmhttp://quanterion.com/RIAC/ProductsAndServices/Products/index.asphttp://quanterion.com/RIAC/ProductsAndServices/Products/index.asphttp://www.jardinetechnology.com/products/maros.htmhttp://www.iso.org/iso/en/ISOOnline.frontpagehttp://www.ieee.org/portal/sitehttp://www.iec.ch/http://www.dnv.com/http://www.aiche.org/ccps/http://www.aiche.org/8/10/2019 RAM On @X.pdf
32/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 32
O & M Operations & MaintenanceOREDA Offshore REliability DAta http://www.sintef.no/static/tl/projects/oreda/OPEX Operational ExpenditureP ProbabilityP & ID Piping & Instrumentation DiagramPsig Pounds Per Square Inch Gauge
QFD Quality Function Deployment (House of Quality)RAM Reliability, Availability & MaintainabilityRBD Reliability Block DiagramRCM Reliability Centered MaintenanceRPN Risk Priority NumberR & R Risk & ReliabilitySAP Systemanalyse und Programmentwicklung.
A common and popular Enterprise Resource Planning or ERP solutionSKF RS SKF Reliability SystemsStd StandardTTF Times To FailureTTR Times To RepairWASH-1400 The Reactor Safety Study. WASH-1400 is now NUREG-75/014
http://www.sintef.no/static/tl/projects/oreda/http://www.sintef.no/static/tl/projects/oreda/8/10/2019 RAM On @X.pdf
33/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 33
12. Glossary of Terms
The following glossary of terms is provided as an aid to interpretation of the MAROS discussions
in this document and reliability analysis in general. This appendix expands in certain cases uponthe Table 1 acronyms.
12.1. Reliability terms
Availability The ability of an item to be in a state to perform a required function, understated conditions at a given instant of time or over a given time interval.
Delay]LogisticMeanMTTRtime[Up
Failures]BetweenTime[MeantyAvailabili
++=
Total Time
Up Time
It should be noted that the term Production Availabilityis often used when
describing the Production Efficiencyof a system. Although this term is notstrictly correct, since availability should only be used in the context of time, it iswidely used in the industry. Cf. Production Efficiency.
Failure Mode The effect by which a failure is observed. Within a very detailed model, a valvecan have several modes of failure, such as: fails to operate on demand,external leak etc. A high level model of a system may include the followinggeneral failure modes:CRT General critical failure resulting in 100% production loss.DEG Degraded equipment performance, resulting in partial production
loss whilst waiting for repair and 100% loss during repair.INC Incipient failure. Equipment failure, which did not result in
immediate production loss. The failure was found during other
repair/scheduled maintenance activities. 100% loss during repair.UNK No impact details recorded in database. Assumed to be no
impact on failure and 100% loss of equipment item on repair.
Failure Mode andEffects Analysis(FMEA)
A procedure that analyses the ways a system can fail (failure modes) anddetermines their impact (effect) at both the local and system levels. Theanalysis can be carried out from the lowest to the highest level within thesystem under analysis (bottom up), which is commonly referred to as ahardware analysis. Alternatively the analysis can be carried out from thehighest level to the lowest level (top down) commonly referred to as aFunctional FMEA. The functional FMEA considers the functional failure ofcomponents within a system,
Failure Rate The number of failures of an item per unit time. This can be applied to: Observed failure rate: as computed from a sample.
Assessed failure rate: as inferred from sample information.
Extrapolated failure rate: projected to other stress levels.
Reliability The probability that an item can perform a required function under statedconditions for a given period of time. NB The term reliabilitymay also be used
8/10/2019 RAM On @X.pdf
34/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 34
to denote the probability of success or success ratio.
Maintainability The probability that a given maintenance action, for an item under statedconditions of use, can be carried out within a given time interval. Themaintenance is performed under stated conditions and using statedprocedures and resources.
Mean Time To Failure(MTTF)
The average time between consecutive failures calculated by dividing thecumulative observed time by the total number of failures. This term onlyapplies to components with exponential failure distributions.
Mean Time To Repair(MTTR)
It is a measure of the average time taken to diagnose and restore failedequipment to an operational state. It does not include logistic delays.
Maintenance Resource Equipment/personnel/spares required to perform maintenance and repairtasks.
Logistic Delay The waiting time associated with the procurement and transportation of:
Manpower
Tools and special equipment Spare parts
Reliability BlockDiagram
A pictorial representation of the logical interdependencies (parallel or seriespaths) required for the system under analysis to function correctly.
12.2. MAROS Model Output Terminology
Absolute Losses The production deferred or lost due to the specified element orsystem, as a percentage of the total potential production.
%100
nProductioPotential
or LostDeferredProductionLossesAbsolute =
Availability of Max Capacity The percentage of time that the system produced at the maximumcapacity (100%).
Boosting Boosting of production is a method of compensating for losses arisingfrom system failures, by increasing the normal production flow rate ofcertain parts of the systems. Boosting can be used to compensateduring a failure or assist recovery after a failure.
Characteristic Life The life at which 63.2% of the population will have failed.
Contract Recovery Period The length of time over which volumes of gas sales contracted to besupplied are defined and measured. This parameter may also bedefined as the allowable boost recovery period, which defines thattime boundary for recovery of losses.
Contract Shortfall A volumetric shortfall of product, with respect to the predefinedcontract quota.
Critical Equipment Equipment whose failure will have an identifiable effect on system
8/10/2019 RAM On @X.pdf
35/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 35
performance.
Criticality Analysis A list of all the events within a model, ranked according to theseverity of their individual effect on the performance of the system.
Design Capacity The maximum capacity of the system under analysis. All parallel
block capacities are referenced to this figure. It is implicit, within thesoftware that the system is capable of operating at design capacity.Any reduction in system throughput during the lifetime of the modelwill not change the capacity of the parallel blocks.
Downtime The period of time during which an item is not in a condition toperform its required function. When evaluating or considering theeffects of downtime it should be appreciated that:
The downtime of an item will include active maintenance time anddelays due to awaiting spares, labour, facilities, movement, etc.
Unless otherwise stated, the downtime due to failure is consideredto commence at the instant the item is deemed to have failed.
Efficiency Potential Efficiency
%100roductionCapacity PDesign
nProductioPotentialyEfficiencPotential =
Potential Productionis production over the field life as determined bythe deliverability profile for the system.Design Capacity Productionis the total production over the field lifewhen running the facilities at their design capacity.
Required Efficiency
%100nProductioPotential
nProductioRequiredyEfficiencRequired =
The Required Productionis the total production over the field life asdetermined by the input demand profile for the system.
Average Efficiency
%100nProductioPotential
nProductioAchievedPredictedyEfficiencAverage =
The Predicted Achieved Productionis the total production over thefield life as predicted by the model taking into account the impact ofall production critical failures.
Production Efficiency
%100nProductioRequired
nProductioAchievedPredictedyEfficiencProduction =
The Production Efficiencyis one of the main system performanceindicators expressing the achieved production as a percentage of therequired production.
Event The basic component of MAROS models. An event may beunscheduled (equipment failure), scheduled (predefined frequencyand duration) or may occur as the consequence of other events
8/10/2019 RAM On @X.pdf
36/36
Use of Reliability Availability & Maintainability (RAM) Simulation Modelling in Life Cycle Cost (LCC) Forecasting
2007 SKF Reliability Systems All Rights Reserved 36
(conditional event).
Maximum Capacity The maximum allowable capacity rating of the branch eitherexpressed as an absolute value as a percentage of the designcapacity or as a boost factor (>1) expressed as a multiple of thenormal capacity.
Normal Capacity The capacity rating of the branch relative to the design capacity of thesystem (which is nominally 100%).
Outage Period of time during which there is a complete production stoppage.
Performance Analysis Analysis of the behaviour of an item or system, which includesaspects relating to reliability, maintainability, operability andproductivity.
Production Losses Production lost or deferred due to equipment outages caused byevents within the model. It should be noted that the deferredproduction volumes are not recovered in the MAROS productionanalysis (MAROS can address recovery of deferred production ifrequired).
Ramp time When flow in a branch has been completely or partially shutdown,there may be time constraints imposed upon returning to the normalflow rate after correction of the fault. This feature is known asRamping Time.
Relative Losses The production deferred or lost due to the specified element orsystem, as a percentage of the total deferment or losses.
%100or LossDefermentTotal
or LostDeferredProductionLossesAbsolute =
Revealed (Overt) Failure A failure of a component or system, which is automatically brought tolight on its occurrence.
Subsystem Criticality A list of all the subsystems within a model, ranked according to theseverity of their individual effect on the performance of the system.Each subsystem contains several events, grouped into a commonsystem.
Unrevealed (Covert) Failure A failure of a component or system, which remains undetected untilrevealed by either proof testing or, more critically, once a demand isplaced on the item to function as intended.