Embed Size (px)
Citation preview
EUROPEAN
European Polymer Journal 42 (2006) 917–927
www.elsevier.com/locate/europolj
POLYMERJOURNAL
Reclaiming of ground rubber tire (GRT)by a novel reclaiming agent
Debapriya De a,*, Amit Das b, Debasish De c, Brojendranath Dey a,Subhas Chandra Debnath b, Bidhan Chandra Roy d
a Chemistry Department, MCKV Institute of Engineering, Liluah, Howrah 711204, Indiab Polymer Science Unit, IACS Jadavpur, Kolkata 700032, India
c Materials Science Centre, IIT Kharagpur, 721302, Indiad Analytical Chemistry Department, Jadavpur University, Jadavpur, Kolkata 700032, India
Received 9 February 2005; received in revised form 14 September 2005; accepted 6 October 2005Available online 21 November 2005
Abstract
The present paper describes the mechanical reclaiming of ground rubber tire (GRT) by tetra methyl thiuram disulfide(TMTD), a multi-functional reclaiming agent. The versatility of the proposed agent is that it acts as a reclaiming agentduring reclaiming and as a curing agent during revulcanization of the reclaimed sample. Reclaiming of GRT was carriedout on an open two roll mixing mill at various time intervals and different concentrations of the reclaiming agent (TMTD).The degree of reclaiming was evaluated by measurement of the gel content, inherent viscosity of sol rubber, Mooney vis-cosity of the reclaimed rubber, crosslink density, swelling ratio and molecular weight between two crosslink bonds as afunction of milling time. Also, the influence of the gel content on crosslink density at various time intervals on the opentwo roll mixing mill was determined. A unique correlation between gel fraction and crosslink density obtained at varioustime intervals and concentrations of reclaiming agent indicated that an optimization of the concentration of TMTD andmilling time has a positive influence on improving the efficiency of reclaiming. The reclaiming conditions have been opti-mized in view of the mechanical properties of the revulcanized GRT and the aging resistance properties of the revulcanizedreclaim. The influence of the concentration of sulfur on the mechanical properties in the revulcanized reclaim was alsostudied. Scanning electron microscopy (SEM) studies further indicate the coherency and homogeneity in the revulcanizedreclaim rubber when reclamation is carried out by optimum concentration of TMTD after maximum time of reclaiming.� 2005 Elsevier Ltd. All rights reserved.
Keywords: Ground rubber tire; Reclaiming; Crosslinking; Aging
0014-3057/$ - see front matter � 2005 Elsevier Ltd. All rights reserved
doi:10.1016/j.eurpolymj.2005.10.003
* Corresponding author. Tel.: +91 033 26549315; fax: +91 03326549318.
E-mail address: [email protected] (D. De).
1. Introduction
Disposal of discarded rubber products, mainlytires, tubes, hoses, conveyor belts, etc., is an impor-tant environmental problem. These materials cannotreturn to the ecological environment throughnatural biological degradation, hydrolyzation or
.

918 D. De et al. / European Polymer Journal 42 (2006) 917–927
decomposition, like plants or animals, because theydegrade very slowly. They belong to the class ofnon environmentally friendly materials. Among var-ious methods for treatment of waste rubber prod-ucts, reclaiming or recycling is the most desirableapproach to solve the problem. Reclaiming not onlyprotects our environment, but also saves our limitedpetroleum resource from which the raw material isoriginating. Numerous techniques [1] have been pro-posed for recycling of waste rubbers, includingmechanical [2–4], thermo mechanical [5], cryomechanical [6], microwave [7], ultrasound [8,9] andmicrobial desulfurization techniques [10–12]. In arecent review paper, Adhikari et al. [13] have suc-cessfully discussed various processes of reclaiming.The majority of the reclaim rubber industries usechemical reclaiming agents for reclaiming of groundrubber tire. These are generally organic disulfidesand mercaptans, which are exclusively used duringmechanical working at elevated temperature. Basedon these chemicals, many processes have been devel-oped and subsequently patented. Knorr [14] hasshown the action of diaryl disulfide on natural andsynthetic rubber scraps of technical goods at 150–180 �C. Schnecko [15] has reviewed elastomerrecycling and reported the development of somechemical probes for devulcanization of crosslinkedrubber. These chemical probes selectively cleave car-bon–sulfur and sulfur–sulfur bonds but they do notcleave carbon–carbon bonds. Vulcanized rubber wasalso reclaimed by the action of transition metalalloys and derivatives [16]. Here, the vulcanizedrubber was swollen in an organic solvent and thentreated with assize reduction agent e.g. Mn powder.2-Mercaptobenzothiazole [17] was also found to beeffective as reclaiming agent for powder rubber fromwaste tires. Anderson [18] patented the reclaiming ofsulfur vulcanized rubber in the presence of oil, watervapor and aryl disulfide peptizer at elevated temper-atures in the range of about 175–195 �C and a pres-sure in the range of about 230–260 psi for 3–4 h.Here, aryl disulfide is a mixture of diphenyl disulfide,dicresyl disulfide and dixylyl disulfide. Kohler [19]reported a new technology for the devulcanizationof sulfur cured scrap elastomers using a materialtermed De-vulc developed by Sekhar [20].
De and co-workers [21,22] have developed a sim-ple process for reclaiming of waste rubbers with aneco friendly renewable resource material. The majorconstituent of the renewable resource material isdiallyl disulfide. Other constituents of the renewableresource material are different disulfides, monosul-
fides, polysulfides and thiol compounds. The exper-iments using mechanical reclaiming supported bythe renewable resource material have been con-ducted on various types of rubbers which were NR[23], SBR [24] and a NR/PBR [25] blend system.
The present paper briefly describes the process ofmechanical reclaiming of ground rubber tire (GRT)by tetra methyl thiuram disulfide (TMTD) asreclaiming agent. The extent of reclaiming was eval-uated by the measurement of gel content, sol con-tent, the inherent viscosity of sol rubber, crosslinkdensity, molecular weight between crosslink bondsand Mooney viscosity of the reclaimed rubber as afunction of milling time and concentration of thereclaiming agent. Curing characteristics, mechanicalproperties and the aging performance of revulcan-ized rubbers were studied. A possible mechanismof mechanical reclaiming is also presented.
2. Experimental
2.1. Materials
GRT purchased from local market was used. TheGRT was an unclassified ground rubber from thetread and side walls of passenger and truck tires.The ground particles were of various sizes rangingfrom a few millimeters to 100 lm. Tetra methylthiuram disulfide (TMTD) (ICI Ltd. India), zincoxide (S.D. Fine Chem., India), stearic acid (LobaChemie, India), sulfur (S.D. Fine Chem., India),spindle oil (MCI, India) and toluene (S.D. FineChem., India) were used as received.
2.2. Experimental procedure
2.2.1. Preparation of reclaimed rubber
One-hundred grams of ground rubber was mixedwith tetra methyl thiuram disulfide at various pro-portions and 10 mL spindle oil. The mixture wasthen transferred to an open two roll mill and millingwas carried out at a friction ratio of 1.2 for varioustime intervals. It has been found that with progressof milling the materials become sticky and band for-mation occurs on the roll. Here, the reclaiming wascarried out around ambient temperature.
2.2.2. Revulcanization
Prior to vulcanization of the reclaimed material,the samples were compounded with 5 phr zinc oxide,2 phr stearic acid and sulfur in two different concen-trations (0.5 and 1.75 phr) on a laboratory size two

D. De et al. / European Polymer Journal 42 (2006) 917–927 919
roll mixing mill of roll size 203 · 102 mm (BerstorffGmbH, Hannover, Germany), with a friction ratioof 1.2 as per ASTM D 15–54 T (1954). The mixingtime of the curative using a two roll mill was10 min. After reclaiming, the samples changed tosoft and sticky materials, which can easily be milledto form a smooth, continuous sheet. However, sam-ples with a lower degree of reclaiming were unable tobe milled due to a higher proportion of gel.
2.2.3. Molding of rubber stocks
About 30 g of the compounded rubber stockafter 24 h of storage were placed in a mold andpressed between the platens of a hydraulic press(Carver, Model 2518). The samples were cured at160 �C and an applied pressure of 5000 psi for therespective optimum cure times (t = t90) obtainedfrom rheographs. After curing, the sheet was takenout of the mold and immediately cooled under tapwater to restrict from further curing.
2.2.4. Aging characteristics
Revulcanized GRT vulcanizate were aged in an airaging oven at 70 ± 2 �C. After aging for 24, 48 and72 h tensile properties and hardness were measured.
2.2.5. Characterization of reclaim rubber
After reclaiming by the above milling process atdifferent milling times and with various concentra-tions of reclaiming agent, small pieces of sampleswere cut and placed in toluene for 5 days at 30 �Cfor sol–gel determination. Gel was filtered, washedwith toluene, and dried in an air oven at 70 �C for24 h to constant weight.
The inherent viscosity (ginh) of the sol fractionwas measured by an Ubbelohde suspended levelcapillary viscometer at 25 �C. The inherent viscositywas determined by the following equation:
ginh ¼ln gr
C
where gr is the relative viscosity of sol rubber and C
is the concentration of sol rubber (g/dL).Mooney viscosities of reclaim rubber samples
were determined by a Monsanto Mooney Viscome-ter 2000 as ML (1 + 4) 100 �C as per ASTM D 1646.
The swelling ratio was determined with about0.2 g of reclaim (accurately weighed). The samplewas immersed in pure toluene at room temperaturefor 5 days to allow the swelling to reach diffusionequilibrium. At the end of this period, the test piecewas taken out and the adhered liquid was rapidly
removed by blotting with filter paper. Afterwardsthe swollen weight was immediately measured. Thesample was dried in vacuum to constant weightand the desorbed weight was taken. The swellingratio is defined as
R ¼ W 1 � W 0
W 0
� �
where W0 is the weight of the test piece before swell-ing and W1 is the weight of the swollen test pieceafter time t of immersion. The swelling ratio is adirect measurement of the degree of crosslinking.
Since, the evaporation time of the solvent fromsmall particle sized samples was critical becausethe evaporation time directly depends on the shapeand size of the granule sample, it was assumed thatthe ground particles had the same crosslink densityas in the sheet form and they were measured as afunction of solvent evaporation time in air. Thecrosslink densities were determined by the Flory–Rehner equation [26]
V c ¼1
M c
¼ lnð1� V 2Þ þ V 2 þ vV 2
V SdrðV 1=32 � V 2
2Þ
where V2 is the volume fraction of the polymer inthe swollen specimen, Vs is the molar volume ofthe solvent and dr is the density of the polymer.Mc is the molecular weight of the polymer betweencrosslinks and v is the interaction parameter.
The volume fraction of a rubber network in theswollen phase is calculated from equilibrium swell-ing data as:
V 2 ¼
W 2
d2
� �
W 1
d1
� �þ W 2
d2
� �
where W1 is the weight fraction of solvent, d1 is thedensity of the solvent, W2 is the weight fraction ofthe polymer in the swollen specimen and d2 is thedensity of the polymer. For the GRT–toluene system,v = 0.3795, the molar volume of toluene Vs is106.2 cm3/mol, and the density of toluene is0.8662 g/cm3. The density of the polymer was deter-mined at various concentrations of reclaiming agent.
2.2.6. Characterization of revulcanized vulcanizate
Cure characteristics of rubber compounds wereanalyzed with the help of a Monsanto OscillatingDisc Rheometer, R-100, at 160 �C. From the rheo-graphs, optimum cure time, scorch time, extent ofcure and cure rate index were obtained.
0 10 20 30 400
5
10
15
20
25
30
TMTD [1.5 g]TMTD [2.0 g]TMTD [2.75 g]TMTD [3.25 g]
Sol C
onte
nt (
%)
Time of Reclaiming (min)
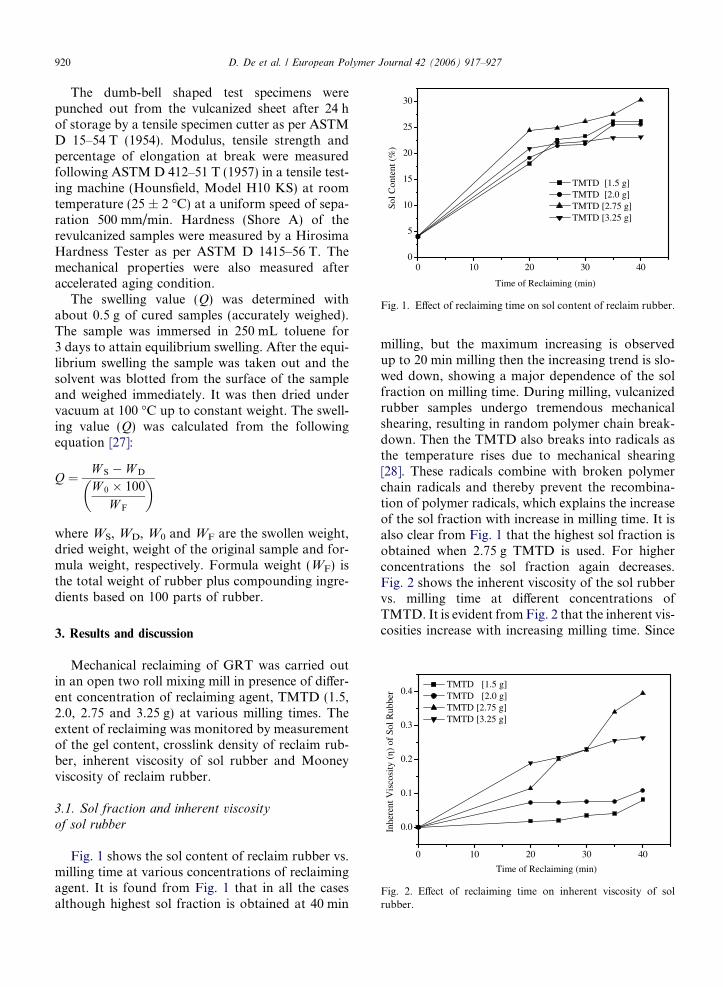
Fig. 1. Effect of reclaiming time on sol content of reclaim rubber.
920 D. De et al. / European Polymer Journal 42 (2006) 917–927
The dumb-bell shaped test specimens werepunched out from the vulcanized sheet after 24 hof storage by a tensile specimen cutter as per ASTMD 15–54 T (1954). Modulus, tensile strength andpercentage of elongation at break were measuredfollowing ASTM D 412–51 T (1957) in a tensile test-ing machine (Hounsfield, Model H10 KS) at roomtemperature (25 ± 2 �C) at a uniform speed of sepa-ration 500 mm/min. Hardness (Shore A) of therevulcanized samples were measured by a HirosimaHardness Tester as per ASTM D 1415–56 T. Themechanical properties were also measured afteraccelerated aging condition.
The swelling value (Q) was determined withabout 0.5 g of cured samples (accurately weighed).The sample was immersed in 250 mL toluene for3 days to attain equilibrium swelling. After the equi-librium swelling the sample was taken out and thesolvent was blotted from the surface of the sampleand weighed immediately. It was then dried undervacuum at 100 �C up to constant weight. The swell-ing value (Q) was calculated from the followingequation [27]:
Q ¼ W S � W D
W 0 � 100
W F
� �
where WS, WD, W0 and WF are the swollen weight,dried weight, weight of the original sample and for-mula weight, respectively. Formula weight (WF) isthe total weight of rubber plus compounding ingre-dients based on 100 parts of rubber.
0 10 20 30 40
0.0
0.1
0.2
0.3
0.4TMTD [1.5 g]TMTD [2.0 g]TMTD [2.75 g]TMTD [3.25 g]
Inhe
rent
Vis
cosi
ty (
η) o
f So
l Rub
ber
Time of Reclaiming (min)
Fig. 2. Effect of reclaiming time on inherent viscosity of solrubber.
3. Results and discussion
Mechanical reclaiming of GRT was carried outin an open two roll mixing mill in presence of differ-ent concentration of reclaiming agent, TMTD (1.5,2.0, 2.75 and 3.25 g) at various milling times. Theextent of reclaiming was monitored by measurementof the gel content, crosslink density of reclaim rub-ber, inherent viscosity of sol rubber and Mooneyviscosity of reclaim rubber.
3.1. Sol fraction and inherent viscosity
of sol rubber
Fig. 1 shows the sol content of reclaim rubber vs.milling time at various concentrations of reclaimingagent. It is found from Fig. 1 that in all the casesalthough highest sol fraction is obtained at 40 min
milling, but the maximum increasing is observedup to 20 min milling then the increasing trend is slo-wed down, showing a major dependence of the solfraction on milling time. During milling, vulcanizedrubber samples undergo tremendous mechanicalshearing, resulting in random polymer chain break-down. Then the TMTD also breaks into radicals asthe temperature rises due to mechanical shearing[28]. These radicals combine with broken polymerchain radicals and thereby prevent the recombina-tion of polymer radicals, which explains the increaseof the sol fraction with increase in milling time. It isalso clear from Fig. 1 that the highest sol fraction isobtained when 2.75 g TMTD is used. For higherconcentrations the sol fraction again decreases.Fig. 2 shows the inherent viscosity of the sol rubbervs. milling time at different concentrations ofTMTD. It is evident from Fig. 2 that the inherent vis-cosities increase with increasing milling time. Since
D. De et al. / European Polymer Journal 42 (2006) 917–927 921
inherent viscosity is directly related to the molecularweight, the molecular weight of the sol fraction alsoincreases with increasing milling time. The reason forsuch an increase in molecular weight in presence ofthe disulfide reclaiming agent is explained by Deet al. [22]. It is also evident from Fig. 2 that highestvalue of inherent viscosity of sol rubber is obtainedfor 2.75 g TMTD at 40 min milling time. For a goodquality of the reclaim the sol fraction and inherentviscosity of the sol fraction should be as high as pos-sible; therefore optimum concentration and condi-tion for reclaiming of GRT by TMTD is 2.75 g and40 min milling time, respectively.
3.2. Gel fraction and crosslink density
Figs. 3 and 4 represent the gel fraction and cross-link density of reclaim rubber at various concentra-tions of reclaiming agent, TMTD, as a function of
0 10 20 30 40
70
75
80
85
90
95
100TMTD [1.5 g]TMTD [2.0 g]TMTD [2.75 g]TMTD [3.25 g]
Gel
Con
tent
(%
)
Time of Reclaiming (min)
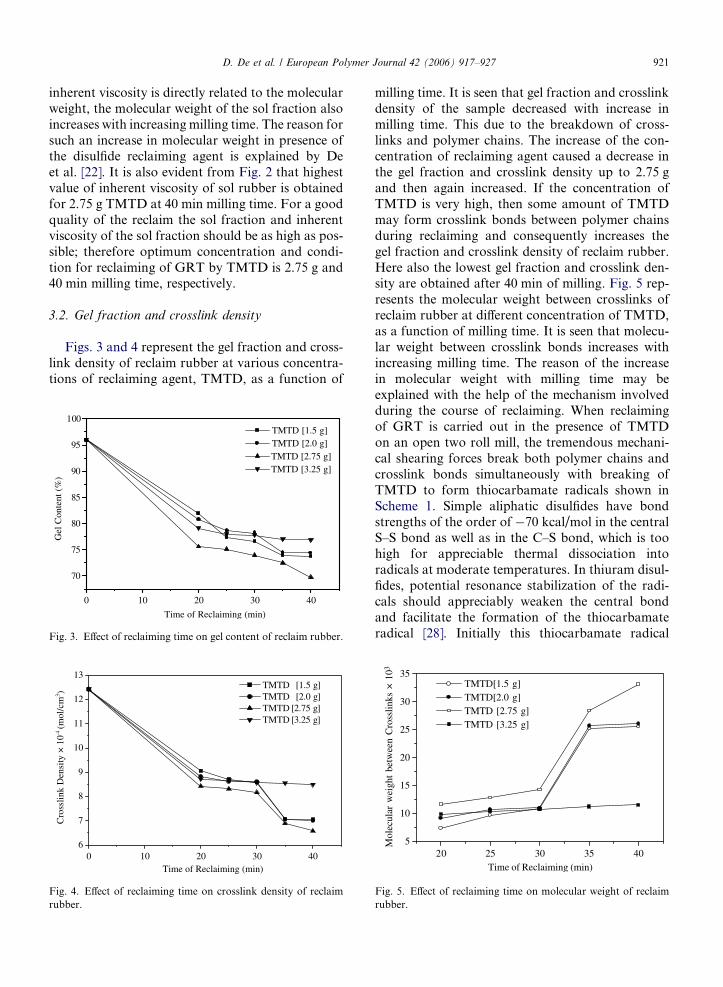
Fig. 3. Effect of reclaiming time on gel content of reclaim rubber.
0 10 20 30 406
7
8
9
10
11
12
13TMTD [1.5 g]TMTD [2.0 g]TMTD [2.75 g]TMTD [3.25 g]
Cro
sslin
k D
ensi
ty ×
10-4
(mol
/cm
3 )
Time of Reclaiming (min)
Fig. 4. Effect of reclaiming time on crosslink density of reclaimrubber.
milling time. It is seen that gel fraction and crosslinkdensity of the sample decreased with increase inmilling time. This due to the breakdown of cross-links and polymer chains. The increase of the con-centration of reclaiming agent caused a decrease inthe gel fraction and crosslink density up to 2.75 gand then again increased. If the concentration ofTMTD is very high, then some amount of TMTDmay form crosslink bonds between polymer chainsduring reclaiming and consequently increases thegel fraction and crosslink density of reclaim rubber.Here also the lowest gel fraction and crosslink den-sity are obtained after 40 min of milling. Fig. 5 rep-resents the molecular weight between crosslinks ofreclaim rubber at different concentration of TMTD,as a function of milling time. It is seen that molecu-lar weight between crosslink bonds increases withincreasing milling time. The reason of the increasein molecular weight with milling time may beexplained with the help of the mechanism involvedduring the course of reclaiming. When reclaimingof GRT is carried out in the presence of TMTDon an open two roll mill, the tremendous mechani-cal shearing forces break both polymer chains andcrosslink bonds simultaneously with breaking ofTMTD to form thiocarbamate radicals shown inScheme 1. Simple aliphatic disulfides have bondstrengths of the order of �70 kcal/mol in the centralS–S bond as well as in the C–S bond, which is toohigh for appreciable thermal dissociation intoradicals at moderate temperatures. In thiuram disul-fides, potential resonance stabilization of the radi-cals should appreciably weaken the central bondand facilitate the formation of the thiocarbamateradical [28]. Initially this thiocarbamate radical
20 25 30 35 405
10
15
20
25
30
35TMTD[1.5 g]TMTD[2.0 g]TMTD [2.75 g]TMTD [3.25 g]
Mol
ecul
ar w
eigh
t be
twee
n C
ross
links
× 1
03
Time of Reclaiming (min)
Fig. 5. Effect of reclaiming time on molecular weight of reclaimrubber.
CH3
CH3
N C SS C N
S S
H
H
C
C
3
3 3
3
C
C
H
H
S
SCN2 .
Scheme 1.
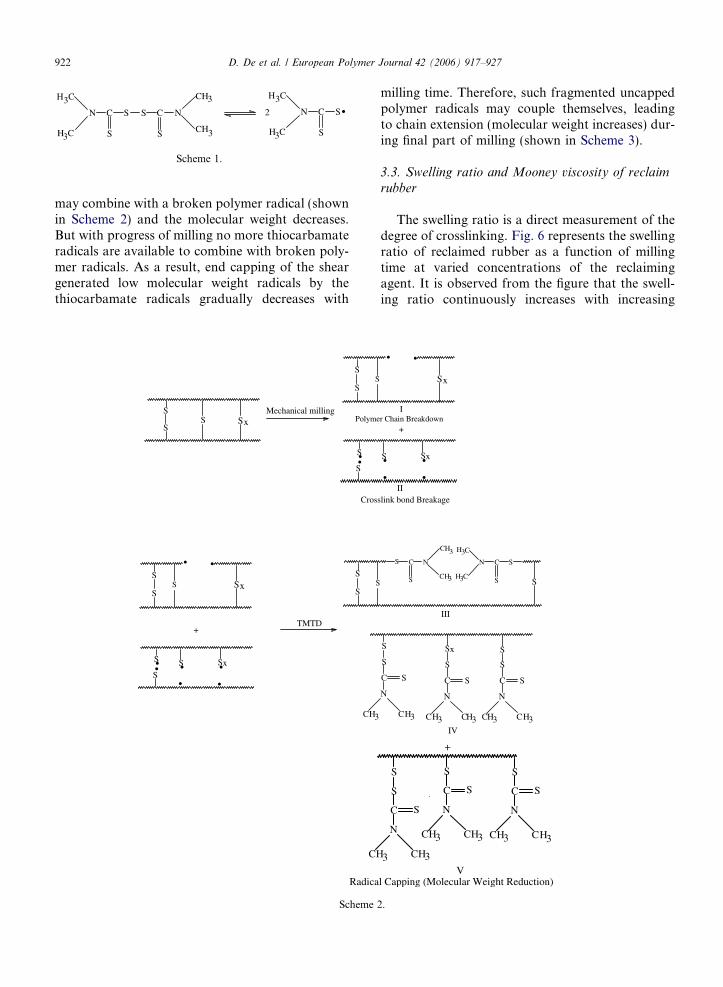
922 D. De et al. / European Polymer Journal 42 (2006) 917–927
may combine with a broken polymer radical (shownin Scheme 2) and the molecular weight decreases.But with progress of milling no more thiocarbamateradicals are available to combine with broken poly-mer radicals. As a result, end capping of the sheargenerated low molecular weight radicals by thethiocarbamate radicals gradually decreases with
S
SSS x
TMTD
.
SS
S
S
S
.Polym
Cros
Mechanical milling
xSS. ..S
S
+
S
SSS x
.
..S
S
S
3HC
. .
CH
Radica
Scheme
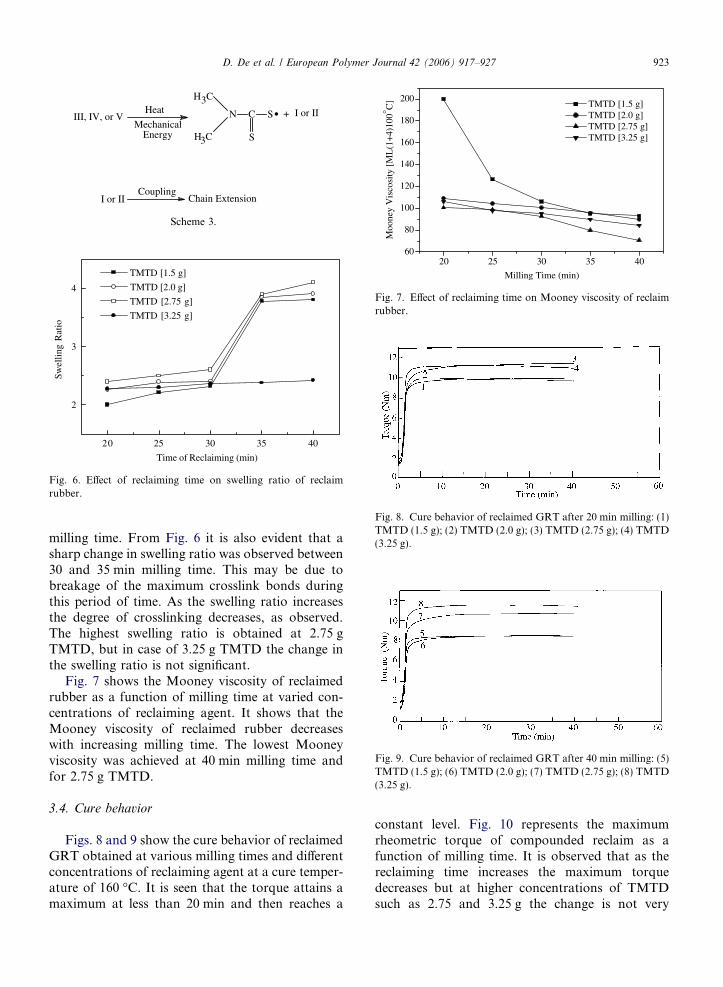
milling time. Therefore, such fragmented uncappedpolymer radicals may couple themselves, leadingto chain extension (molecular weight increases) dur-ing final part of milling (shown in Scheme 3).
3.3. Swelling ratio and Mooney viscosity of reclaim
rubber
The swelling ratio is a direct measurement of thedegree of crosslinking. Fig. 6 represents the swellingratio of reclaimed rubber as a function of millingtime at varied concentrations of the reclaimingagent. It is observed from the figure that the swell-ing ratio continuously increases with increasing
. .xS
+
..S Sx
er Chain Breakdown
slink bond Breakage
S
.
N C S
S
H C3
3CHS
NCS3CH
3CH
S SSx
N
C
S
S
H HC C3 33CH
S
S
C
N
33 CHH
S
S
C
N
C
. .
I
II
III
IV
S
N
C
S
C3
S
H3
S
3 CH
S
C
N
C H3
S
3 CH
S
C
N
C H3
Vl Capping (Molecular Weight Reduction)
+
2.
III, IV, or VHeat
MechanicalEnergy
.N C S
S
H
H
C
C
3
3
+ I or II
I or IICoupling
Chain Extension
Scheme 3.
20 25 30 35 40
2
3
4
TMTD [1.5 g]
TMTD [2.0 g]
TMTD [2.75 g]
TMTD [3.25 g]
Swel
ling
Rat
io
Time of Reclaiming (min)
Fig. 6. Effect of reclaiming time on swelling ratio of reclaimrubber.
20 25 30 35 4060
80
100
120
140
160
180
200
Milling Time (min)
TMTD [1.5 g]TMTD [2.0 g]TMTD [2.75 g]TMTD [3.25 g]
Moo
ney
Vis
cosi
ty [
ML
(1+
4)10
0°C
]
Fig. 7. Effect of reclaiming time on Mooney viscosity of reclaimrubber.
Fig. 8. Cure behavior of reclaimed GRT after 20 min milling: (1)TMTD (1.5 g); (2) TMTD (2.0 g); (3) TMTD (2.75 g); (4) TMTD(3.25 g).
Fig. 9. Cure behavior of reclaimed GRT after 40 min milling: (5)TMTD (1.5 g); (6) TMTD (2.0 g); (7) TMTD (2.75 g); (8) TMTD(3.25 g).
D. De et al. / European Polymer Journal 42 (2006) 917–927 923
milling time. From Fig. 6 it is also evident that asharp change in swelling ratio was observed between30 and 35 min milling time. This may be due tobreakage of the maximum crosslink bonds duringthis period of time. As the swelling ratio increasesthe degree of crosslinking decreases, as observed.The highest swelling ratio is obtained at 2.75 gTMTD, but in case of 3.25 g TMTD the change inthe swelling ratio is not significant.
Fig. 7 shows the Mooney viscosity of reclaimedrubber as a function of milling time at varied con-centrations of reclaiming agent. It shows that theMooney viscosity of reclaimed rubber decreaseswith increasing milling time. The lowest Mooneyviscosity was achieved at 40 min milling time andfor 2.75 g TMTD.
3.4. Cure behavior
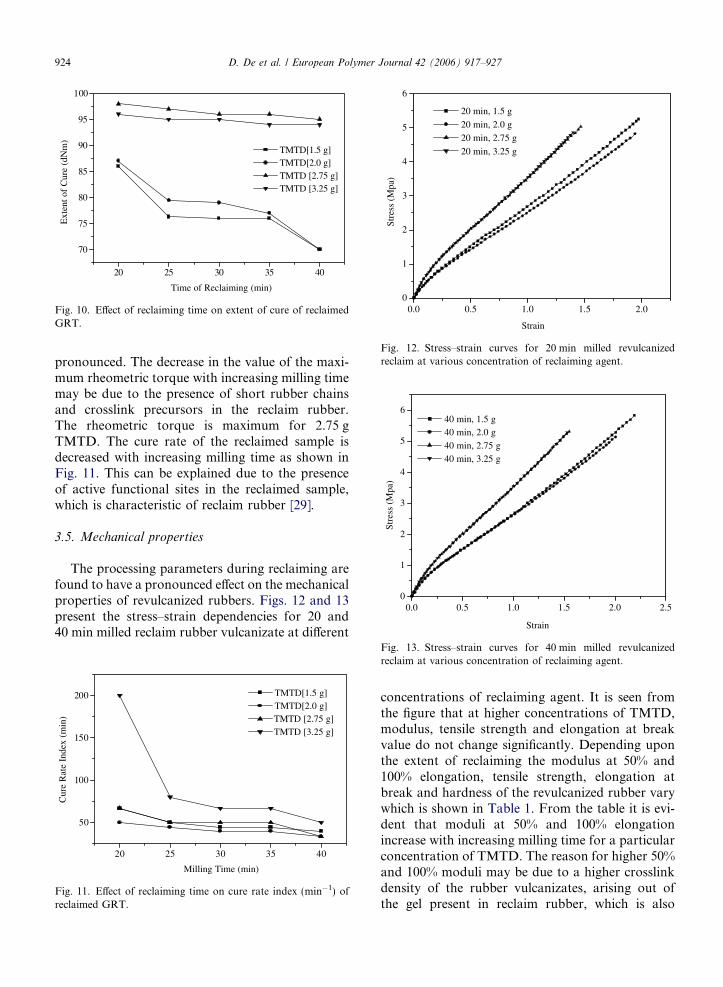
Figs. 8 and 9 show the cure behavior of reclaimedGRT obtained at various milling times and differentconcentrations of reclaiming agent at a cure temper-ature of 160 �C. It is seen that the torque attains amaximum at less than 20 min and then reaches a
constant level. Fig. 10 represents the maximumrheometric torque of compounded reclaim as afunction of milling time. It is observed that as thereclaiming time increases the maximum torquedecreases but at higher concentrations of TMTDsuch as 2.75 and 3.25 g the change is not very
20 25 30 35 40
70
75
80
85
90
95
100
TMTD[1.5 g]TMTD[2.0 g]TMTD [2.75 g]TMTD [3.25 g]
Ext
ent o
f C
ure
(dN
m)
Time of Reclaiming (min)
Fig. 10. Effect of reclaiming time on extent of cure of reclaimedGRT.
0.0 0.5 1.0 1.5 2.00
1
2
3
4
5
6
Stre
ss (
Mpa
)
Strain
20 min, 1.5 g
20 min, 2.0 g
20 min, 2.75 g
20 min, 3.25 g
Fig. 12. Stress–strain curves for 20 min milled revulcanizedreclaim at various concentration of reclaiming agent.
0.0 0.5 1.0 1.5 2.0 2.50
1
2
3
4
5
6
Stre
ss (
Mpa
)
Strain
40 min, 1.5 g40 min, 2.0 g40 min, 2.75 g40 min, 3.25 g
924 D. De et al. / European Polymer Journal 42 (2006) 917–927
pronounced. The decrease in the value of the maxi-mum rheometric torque with increasing milling timemay be due to the presence of short rubber chainsand crosslink precursors in the reclaim rubber.The rheometric torque is maximum for 2.75 gTMTD. The cure rate of the reclaimed sample isdecreased with increasing milling time as shown inFig. 11. This can be explained due to the presenceof active functional sites in the reclaimed sample,which is characteristic of reclaim rubber [29].
3.5. Mechanical properties
The processing parameters during reclaiming arefound to have a pronounced effect on the mechanicalproperties of revulcanized rubbers. Figs. 12 and 13present the stress–strain dependencies for 20 and40 min milled reclaim rubber vulcanizate at different
20 25 30 35 40
50
100
150
200 TMTD[1.5 g]TMTD[2.0 g]TMTD [2.75 g]TMTD [3.25 g]
Cur
e R
ate
Inde
x (m
in)
Milling Time (min)
Fig. 11. Effect of reclaiming time on cure rate index (min�1) ofreclaimed GRT.
Fig. 13. Stress–strain curves for 40 min milled revulcanizedreclaim at various concentration of reclaiming agent.
concentrations of reclaiming agent. It is seen fromthe figure that at higher concentrations of TMTD,modulus, tensile strength and elongation at breakvalue do not change significantly. Depending uponthe extent of reclaiming the modulus at 50% and100% elongation, tensile strength, elongation atbreak and hardness of the revulcanized rubber varywhich is shown in Table 1. From the table it is evi-dent that moduli at 50% and 100% elongationincrease with increasing milling time for a particularconcentration of TMTD. The reason for higher 50%and 100% moduli may be due to a higher crosslinkdensity of the rubber vulcanizates, arising out ofthe gel present in reclaim rubber, which is also
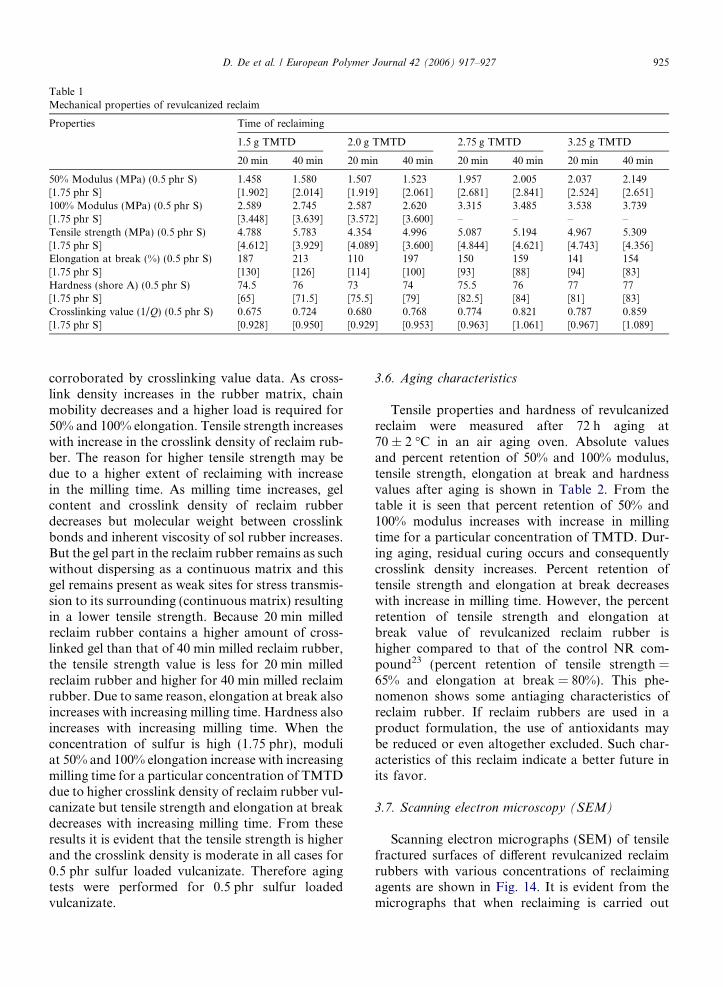
Table 1Mechanical properties of revulcanized reclaim
Properties Time of reclaiming
1.5 g TMTD 2.0 g TMTD 2.75 g TMTD 3.25 g TMTD
20 min 40 min 20 min 40 min 20 min 40 min 20 min 40 min
50% Modulus (MPa) (0.5 phr S) 1.458 1.580 1.507 1.523 1.957 2.005 2.037 2.149[1.75 phr S] [1.902] [2.014] [1.919] [2.061] [2.681] [2.841] [2.524] [2.651]100% Modulus (MPa) (0.5 phr S) 2.589 2.745 2.587 2.620 3.315 3.485 3.538 3.739[1.75 phr S] [3.448] [3.639] [3.572] [3.600] – – – –Tensile strength (MPa) (0.5 phr S) 4.788 5.783 4.354 4.996 5.087 5.194 4.967 5.309[1.75 phr S] [4.612] [3.929] [4.089] [3.600] [4.844] [4.621] [4.743] [4.356]Elongation at break (%) (0.5 phr S) 187 213 110 197 150 159 141 154[1.75 phr S] [130] [126] [114] [100] [93] [88] [94] [83]Hardness (shore A) (0.5 phr S) 74.5 76 73 74 75.5 76 77 77[1.75 phr S] [65] [71.5] [75.5] [79] [82.5] [84] [81] [83]Crosslinking value (1/Q) (0.5 phr S) 0.675 0.724 0.680 0.768 0.774 0.821 0.787 0.859[1.75 phr S] [0.928] [0.950] [0.929] [0.953] [0.963] [1.061] [0.967] [1.089]
D. De et al. / European Polymer Journal 42 (2006) 917–927 925
corroborated by crosslinking value data. As cross-link density increases in the rubber matrix, chainmobility decreases and a higher load is required for50% and 100% elongation. Tensile strength increaseswith increase in the crosslink density of reclaim rub-ber. The reason for higher tensile strength may bedue to a higher extent of reclaiming with increasein the milling time. As milling time increases, gelcontent and crosslink density of reclaim rubberdecreases but molecular weight between crosslinkbonds and inherent viscosity of sol rubber increases.But the gel part in the reclaim rubber remains as suchwithout dispersing as a continuous matrix and thisgel remains present as weak sites for stress transmis-sion to its surrounding (continuous matrix) resultingin a lower tensile strength. Because 20 min milledreclaim rubber contains a higher amount of cross-linked gel than that of 40 min milled reclaim rubber,the tensile strength value is less for 20 min milledreclaim rubber and higher for 40 min milled reclaimrubber. Due to same reason, elongation at break alsoincreases with increasing milling time. Hardness alsoincreases with increasing milling time. When theconcentration of sulfur is high (1.75 phr), moduliat 50% and 100% elongation increase with increasingmilling time for a particular concentration of TMTDdue to higher crosslink density of reclaim rubber vul-canizate but tensile strength and elongation at breakdecreases with increasing milling time. From theseresults it is evident that the tensile strength is higherand the crosslink density is moderate in all cases for0.5 phr sulfur loaded vulcanizate. Therefore agingtests were performed for 0.5 phr sulfur loadedvulcanizate.
3.6. Aging characteristics
Tensile properties and hardness of revulcanizedreclaim were measured after 72 h aging at70 ± 2 �C in an air aging oven. Absolute valuesand percent retention of 50% and 100% modulus,tensile strength, elongation at break and hardnessvalues after aging is shown in Table 2. From thetable it is seen that percent retention of 50% and100% modulus increases with increase in millingtime for a particular concentration of TMTD. Dur-ing aging, residual curing occurs and consequentlycrosslink density increases. Percent retention oftensile strength and elongation at break decreaseswith increase in milling time. However, the percentretention of tensile strength and elongation atbreak value of revulcanized reclaim rubber ishigher compared to that of the control NR com-pound23 (percent retention of tensile strength =65% and elongation at break = 80%). This phe-nomenon shows some antiaging characteristics ofreclaim rubber. If reclaim rubbers are used in aproduct formulation, the use of antioxidants maybe reduced or even altogether excluded. Such char-acteristics of this reclaim indicate a better future inits favor.
3.7. Scanning electron microscopy (SEM)
Scanning electron micrographs (SEM) of tensilefractured surfaces of different revulcanized reclaimrubbers with various concentrations of reclaimingagents are shown in Fig. 14. It is evident from themicrographs that when reclaiming is carried out
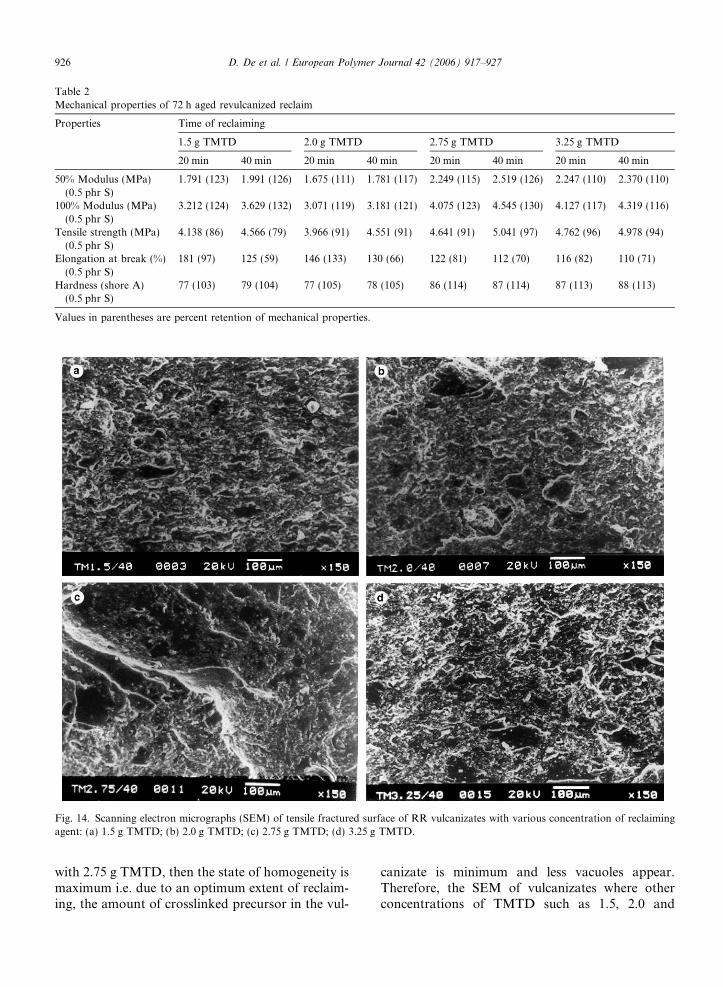
Table 2Mechanical properties of 72 h aged revulcanized reclaim
Properties Time of reclaiming
1.5 g TMTD 2.0 g TMTD 2.75 g TMTD 3.25 g TMTD
20 min 40 min 20 min 40 min 20 min 40 min 20 min 40 min
50% Modulus (MPa)(0.5 phr S)
1.791 (123) 1.991 (126) 1.675 (111) 1.781 (117) 2.249 (115) 2.519 (126) 2.247 (110) 2.370 (110)
100% Modulus (MPa)(0.5 phr S)
3.212 (124) 3.629 (132) 3.071 (119) 3.181 (121) 4.075 (123) 4.545 (130) 4.127 (117) 4.319 (116)
Tensile strength (MPa)(0.5 phr S)
4.138 (86) 4.566 (79) 3.966 (91) 4.551 (91) 4.641 (91) 5.041 (97) 4.762 (96) 4.978 (94)
Elongation at break (%)(0.5 phr S)
181 (97) 125 (59) 146 (133) 130 (66) 122 (81) 112 (70) 116 (82) 110 (71)
Hardness (shore A)(0.5 phr S)
77 (103) 79 (104) 77 (105) 78 (105) 86 (114) 87 (114) 87 (113) 88 (113)
Values in parentheses are percent retention of mechanical properties.
Fig. 14. Scanning electron micrographs (SEM) of tensile fractured surface of RR vulcanizates with various concentration of reclaimingagent: (a) 1.5 g TMTD; (b) 2.0 g TMTD; (c) 2.75 g TMTD; (d) 3.25 g TMTD.
926 D. De et al. / European Polymer Journal 42 (2006) 917–927
with 2.75 g TMTD, then the state of homogeneity ismaximum i.e. due to an optimum extent of reclaim-ing, the amount of crosslinked precursor in the vul-
canizate is minimum and less vacuoles appear.Therefore, the SEM of vulcanizates where otherconcentrations of TMTD such as 1.5, 2.0 and

D. De et al. / European Polymer Journal 42 (2006) 917–927 927
3.25 g are used exhibit less homogeneous surfacesthan that obtained from 2.75 g TMTD containingvulcanizates.
4. Conclusion
Ground rubber tire (GRT) is reclaimed mechan-ically in presence of a multifunctional reclaimingagent, TMTD. The devulcanized rubbers are revul-canized without addition of extra TMTD and thecuring behavior and mechanical properties beforeand after aging were evaluated. The results of thisinvestigation have revealed a definite influence ofthe concentration of the reclaiming agent and mill-ing conditions on gel content, crosslink density,inherent viscosity of sol, molecular weight betweencrosslink bonds and Mooney viscosity of thereclaim rubber. Lower gel fraction and Mooneyviscosity of reclaim rubber as well as higher inher-ent viscosity of sol after reclaiming will increasethe quality of reclaim rubber. It is observed thatthe aging performances of revulcanized reclaimare better than the control NR compound.
Acknowledgements
One of the authors, Debapriya De thankfullyacknowledge the financial support by the Depart-ment of Science and Technology (DST), New Delhi,India, for carrying out the present research work.The authors are grateful to Birla Tyres, Baloasore,India for testing the Mooney viscosity of the rubbersamples.
References
[1] Warner WC. Rubber Chem Technol 1994;67:559.[2] Phadke AA, Bhattacharya AK, Chakraborty SK, De SK.
Rubber Chem Technol 1983;56:726.[3] Braton NR. Waste Age 1972;May–June:61.[4] Braton NR, Koutsky JA. Chem Eng News 1974;52(6):21.[5] Harshaft AA. Environ Sci Technol 1972;6:412.[6] Phadke AA, De SK. Conserv Recyl 1986;9:271.[7] Fix SR. Elastomerics 1980;112(6):38.[8] Tukachinsky A, Schworm D, Isayev AI. Rubber Chem
Technol 1996;69:92.[9] Levin VU, Kim SH, Isayev AI, Massey J, Meerwall EV.
Rubber Chem Technol 1996;69:104.[10] Loffler M, Straube G, Straube E. Biohydrometall Technol
Proc Int Biohydrometall Symp 1993;2:673.[11] Tsuchii A, Takeda K. Appl Environ Microbiol 1990;56:269.[12] Tsuchii A, Takeda K, Tokiwa Y. Biodegradation 1997;7:405.[13] Adhikari B, De D, Maiti S. Prog Polym Sci 2000;25:909.[14] Knorr K. Kautschuk Gummi Kunststoffe 1994;47:54.[15] Schnecko H. Kautschuk Gummi Kunststoffe 1994;47:885.[16] Oliveira L, Carlos L. Chem Abstr 1987;106, P34401d.[17] Okamoto H, Inagaki S, Onauchi Y, Furukawa J. Nippon
Gomu Kyokaishi 1979;52(12):774.[18] Anderson E. Jr. US Patent 1985;4, 544, 675.[19] Kohler R, O�Neill J. Rubber World 1977;216(2):32.[20] Sekhar BC. European Patent Application 1995;EP 0690091
AL.[21] De D, Adhikari B, Maiti S. J Polym Mater 1997;14:333.[22] De D, Maiti S, Adhikari B. J Appl Polym Sci 1999;73(14):
2951.[23] De D, Maiti S, Adhikari B. J Appl Polym Sci 2000;75:1493.[24] De D, Maiti S, Adhikari B. Kautschuk Gummi Kunststoffe
2000;53(6):346.[25] De D, Ghosh AK, Maiti S, Adhikari B. Polym Recycl
1999;4(3):151.[26] Flory PJ, Renher Jr J. J Chem Phys 1943;11:521.[27] Parks CR, Brown RJ. Rubber Chem Technol 1976;49:233.[28] Bevilacqua EM. Rubber Chem Technol 1959;32:721.[29] Makarov VM, Drozdovski VF. Reprocessing of tires and
rubber wastes. NY: Ellis Howard; 1991 [chapter 2].