Embed Size (px)
Citation preview
© 2
S 9. PRÉPARATION DE LA PRODUCTION
S 9.2. ORGANISATION DU PROCESSUS
S 9.2.1. Définition des tâches associées aux étapes du processus
• Concept de famille de pièces.• Concept d’entités d’usinage.• Fabrication :
- procédés d'usinage : critères techniques et économiques ;- référentiels géométriques d'installation de produit :
• critères fonctionnels : cotation, spécification,• critères techniques : stabilité, accessibilité, état du produit...• critères économiques : minimisation du nombre de reprises ;
- nature des opérations : critères techniques et économiques(association maximale de surfaces, nature des outillages,
accessibilité...).
S 9.2.2. CRITÈRES DE DÉFINITION DE LA CHRONOLOGIE DES ÉTAPES DUPROCESSUS
• Contraintes d'antériorité et de successivité de transformation d'ordrefonctionnel et technique.
• Contraintes structurelles : nature des moyens de production, structure dusystème de production.
Activité 3 : Réalisation en autonomie de tout ou partie d’une fabrication
Élaboration d’un processus d’usinage pour une ou plusieurs phases spécifiées.Élaboration d’un programme à partir d’une FAO et simulation du programme d’usinage.
© 3
Véritable alliance entre la trottinette et le skate-board le Trotskate est un moyen de se déplacernouveau et écologique.La Société Troskate et fils conçoit et commercialise des trottinettes et des skate-board depuisplus de 40 ans .Elle sous-traite la fabrication des composants à des entreprises de productique locales.
L’entreprise sous-traitante qui a en charge la fabrication du bloc de liaison doit étudier puis réali-ser la pièce en optimisant son processus de fabrication.
On vous propose de mener une partie de cette étude.
© 4
Toute pièce mécanique évolue d’un état initial, correspondant à la pièce brute, vers un état final,représentatif du dessin de définition.La valeur ajoutée représente l'ensemble des opérations (usinages, traitement, etc.) à effectuer.
La gamme de fabrication est un document d’archives dans lequel sont consignées, de ma-nière chronologique et globale, les différentes phases de la transformation d’un produit.
Une phase représente l'ensemble des opérations effectuées à un même poste de travail
Une opération met en œuvre un seul des moyens dont est doté ce poste de travail
La variété des modes d'obtention des bruts et la diversité des regroupements et enchaînementsd'opérations sont tels que le processus de fabrication envisageable pour un même produit est loind'être unique.
Il vous est proposé ici d’apprendre à mettre en œuvre des méthodes permettant de rationaliser lachronologie des opérations d’usinage d’une pièce, et ainsi d’assurer la compatibilité des moyenschoisis avec la qualité désirée du produit.
© 5
1 ère partie: ( 3h )
À partir du dessin de définition de la pièce ( DT 1) et du repérage des surfaces ( DT2 ) vous allezréaliser une étude visant à déterminer la chronologie des phases et des opérations d’usinage dubloc de liaison.
2ème partie: ( 4h )
À l’aide de l’étude que vous avez précédemment réalisé il vous est demandé:
D’effectuer la FAO du bloc de liaison, D’éditer les documents de fabrication, Réaliser la simulation de l’usinage avec NCSIMUL.
© 6
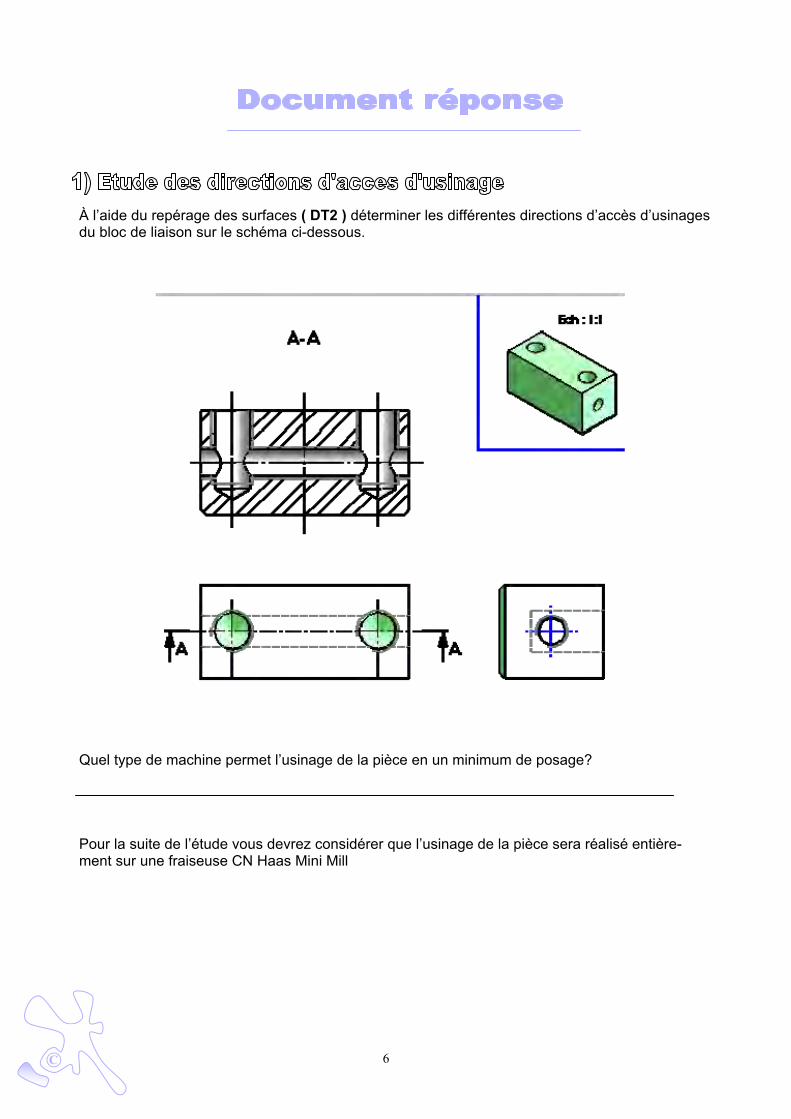
À l’aide du repérage des surfaces ( DT2 ) déterminer les différentes directions d’accès d’usinages du bloc de liaison sur le schéma ci-dessous.
Quel type de machine permet l’usinage de la pièce en un minimum de posage?
Pour la suite de l’étude vous devrez considérer que l’usinage de la pièce sera réalisé entière-ment sur une fraiseuse CN Haas Mini Mill
© 7
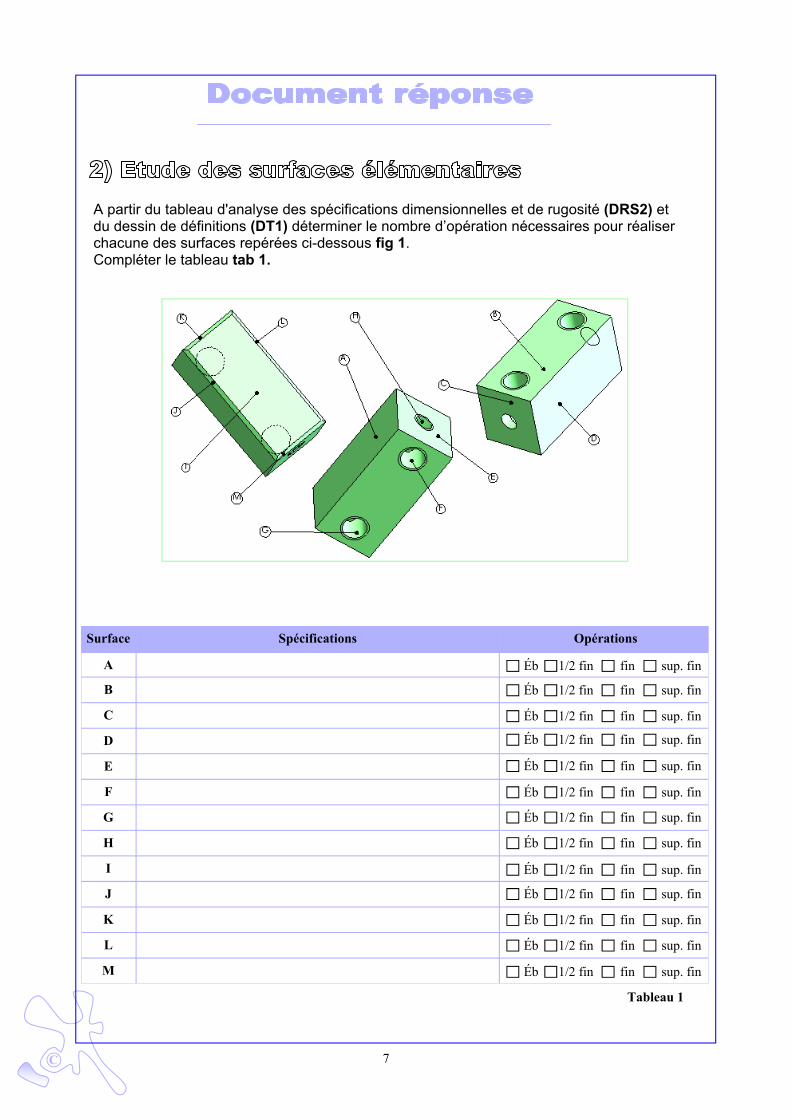
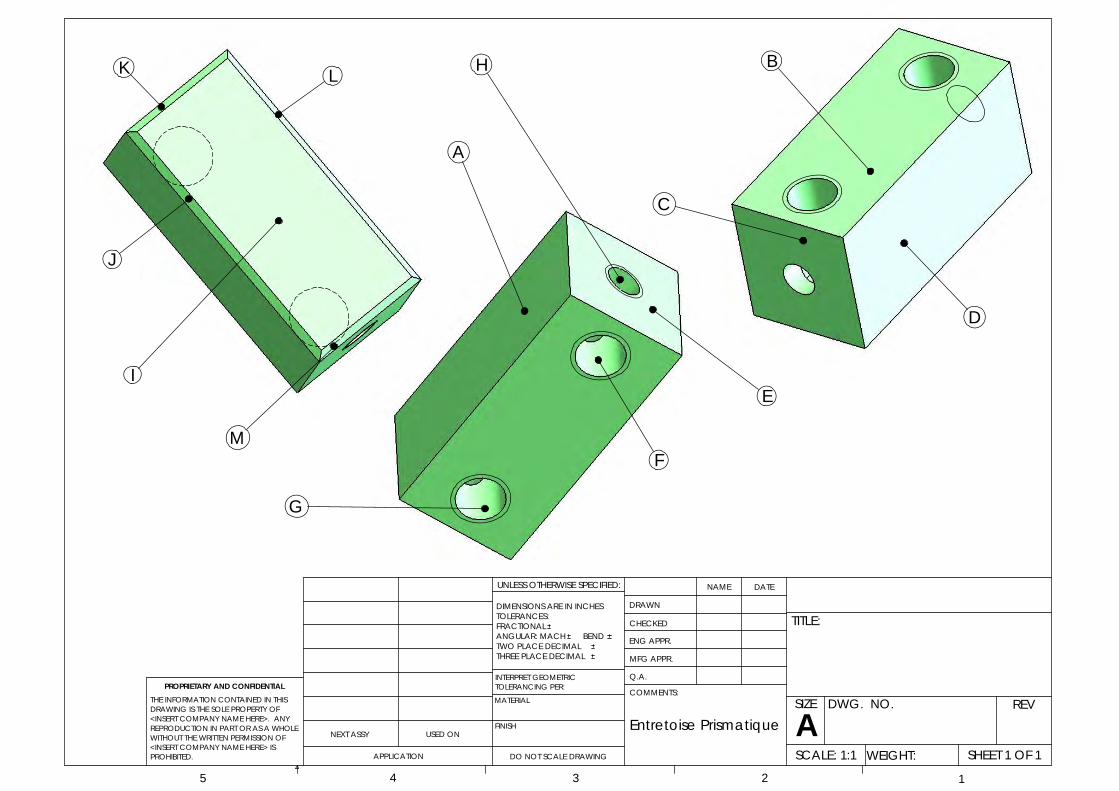
A partir du tableau d'analyse des spécifications dimensionnelles et de rugosité (DRS2) et du dessin de définitions (DT1) déterminer le nombre d’opération nécessaires pour réaliser chacune des surfaces repérées ci-dessous fig 1. Compléter le tableau tab 1.
Surface Spécifications Opérations
A
B
C
D
E
F
G
H
I
J
K
L
M
Tableau 1
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
© 8
Surf
ace
N
om d
e la
surf
ace
Surf
ace
Nom
de
la su
rfac
e
A
I
B
J
C
K
D
L
E
M
F G
H
Cod
e de
la
surf
ace
Cod
e de
la
surf
ace
Tab
leau
2
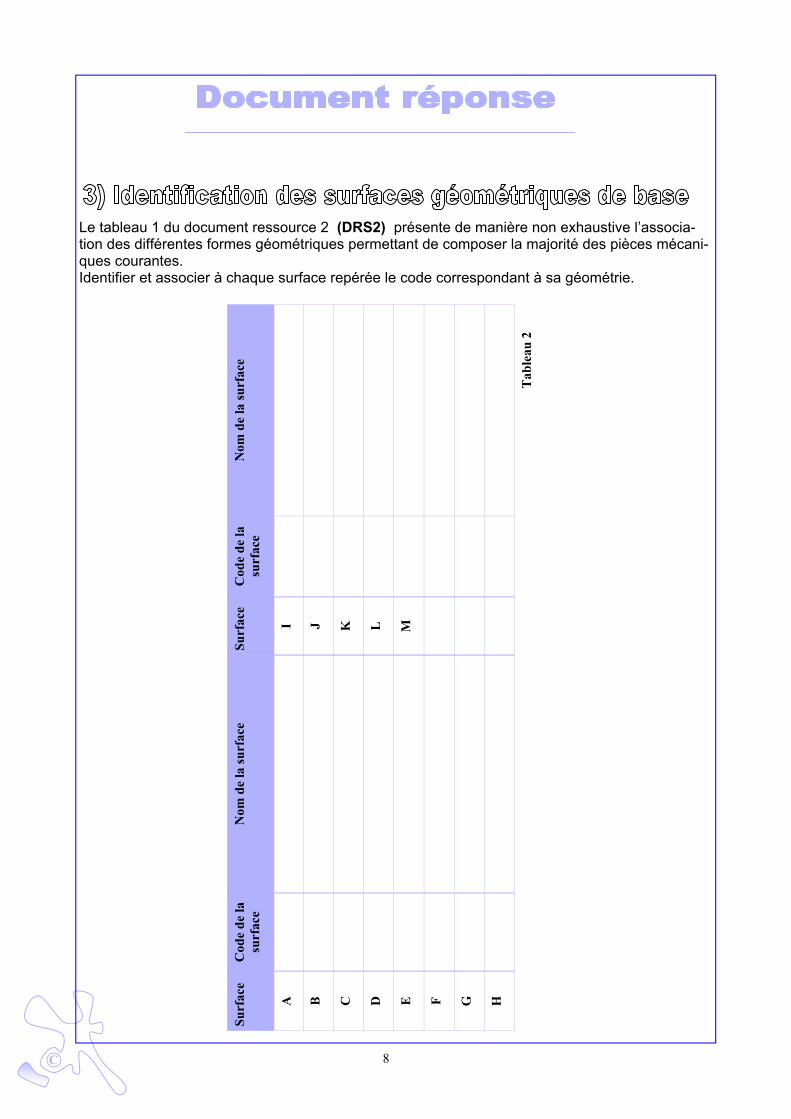
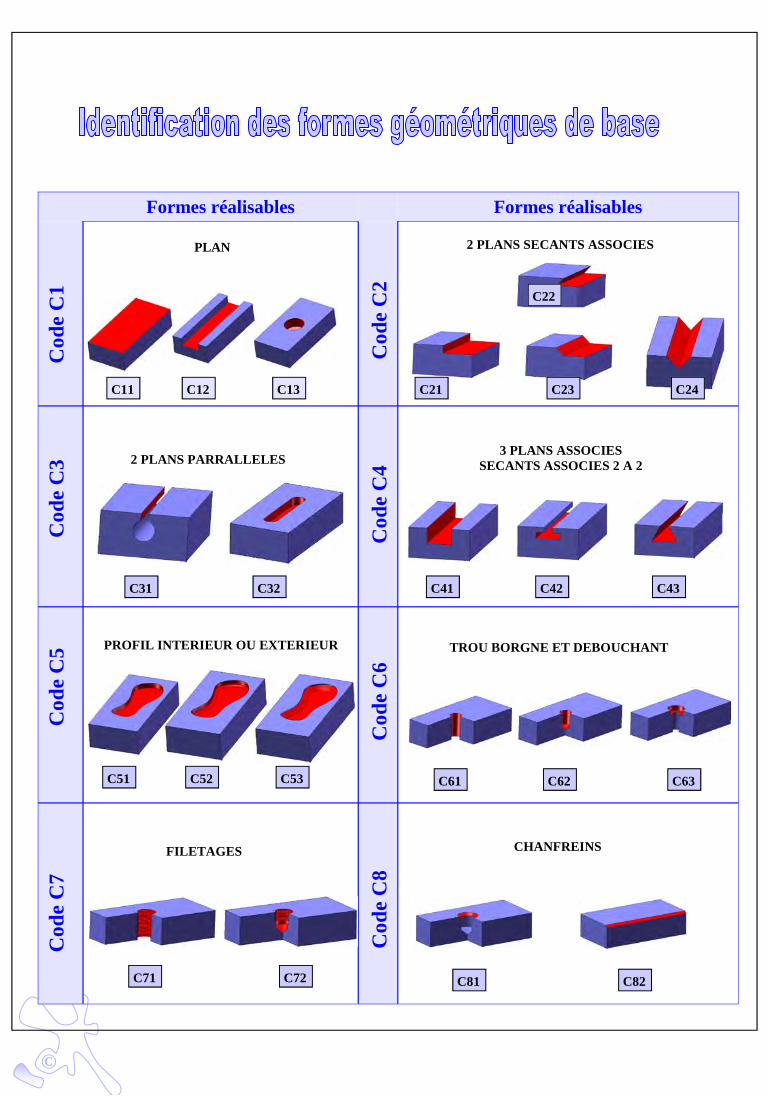
Le tableau 1 du document ressource 2 (DRS2) présente de manière non exhaustive l’associa-tion des différentes formes géométriques permettant de composer la majorité des pièces mécani-ques courantes. Identifier et associer à chaque surface repérée le code correspondant à sa géométrie.
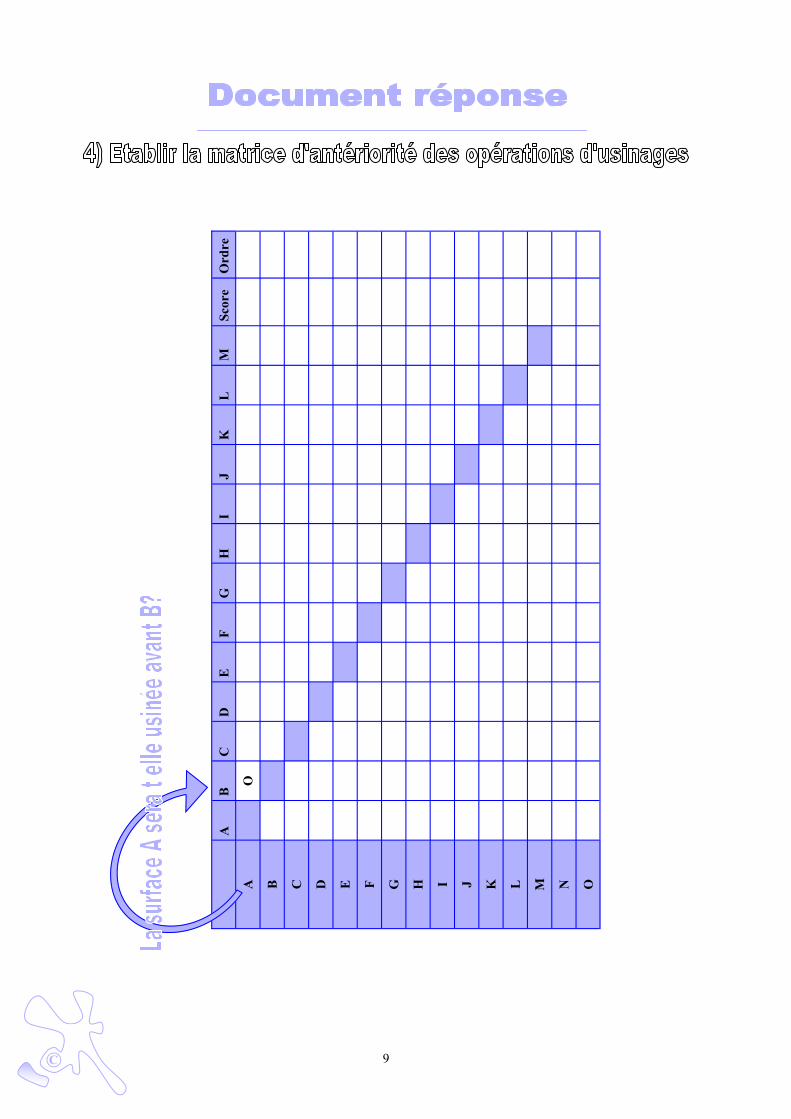
© 9
A
B
C
D
E
F G
H
I
J K
L
M
Sc
ore
O
rdre
A
O
B
C
D
E F G
H I J K
L
M
N
O
© 10
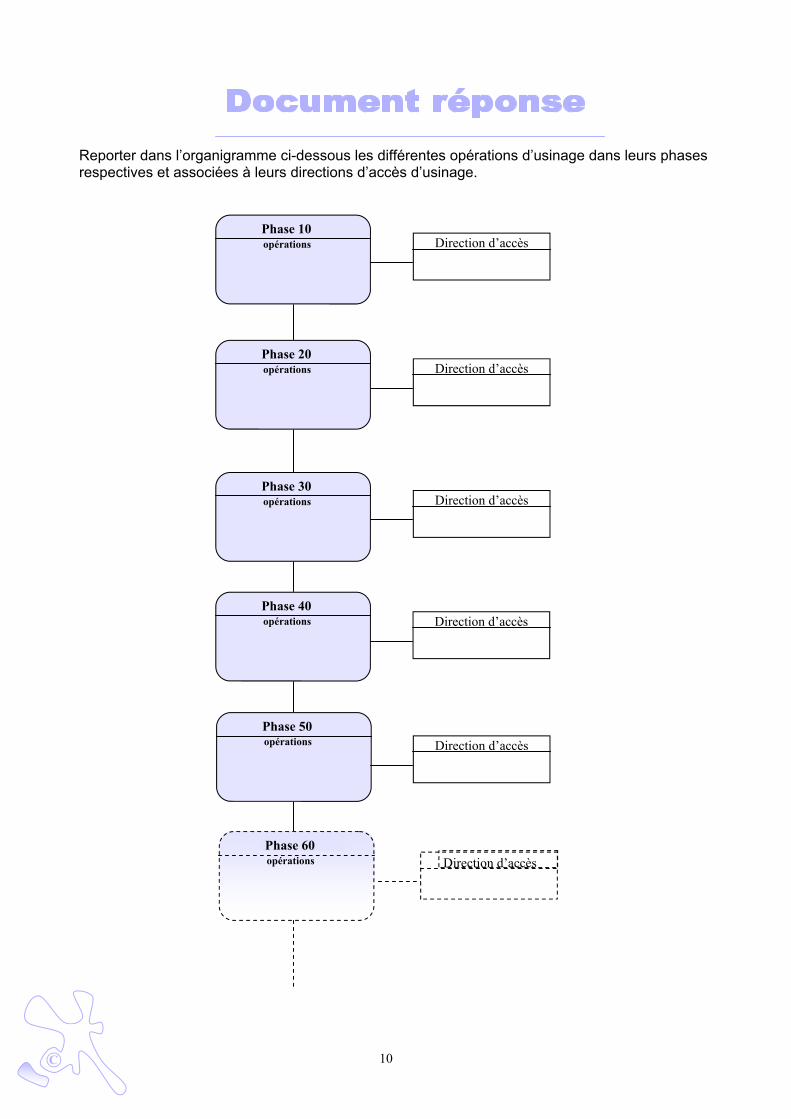
Phase 10 opérations
Phase 20 opérations
Phase 30 opérations
Phase 40 opérations
Phase 50 opérations
Reporter dans l’organigramme ci-dessous les différentes opérations d’usinage dans leurs phases respectives et associées à leurs directions d’accès d’usinage.
Direction d’accès
Direction d’accès
Direction d’accès
Direction d’accès
Direction d’accès
Phase 60 opérations Direction d’accès
© 11
Machine Phase Surface ébauche 1/2 Finition Finition Sup Finition
Outils
© 12
Machine Phase Surface ébauche 1/2 Finition Finition Sup Finition
Outils
© 13
Conservez votre étude des antériorités d’usinage afin de réaliser la Fao ainsi que les documents de fabrication associés dans la deuxième partie du TP

Ce dossier contient:
► DT1: Dessin de définition
►DT2: Repérage des surfaces
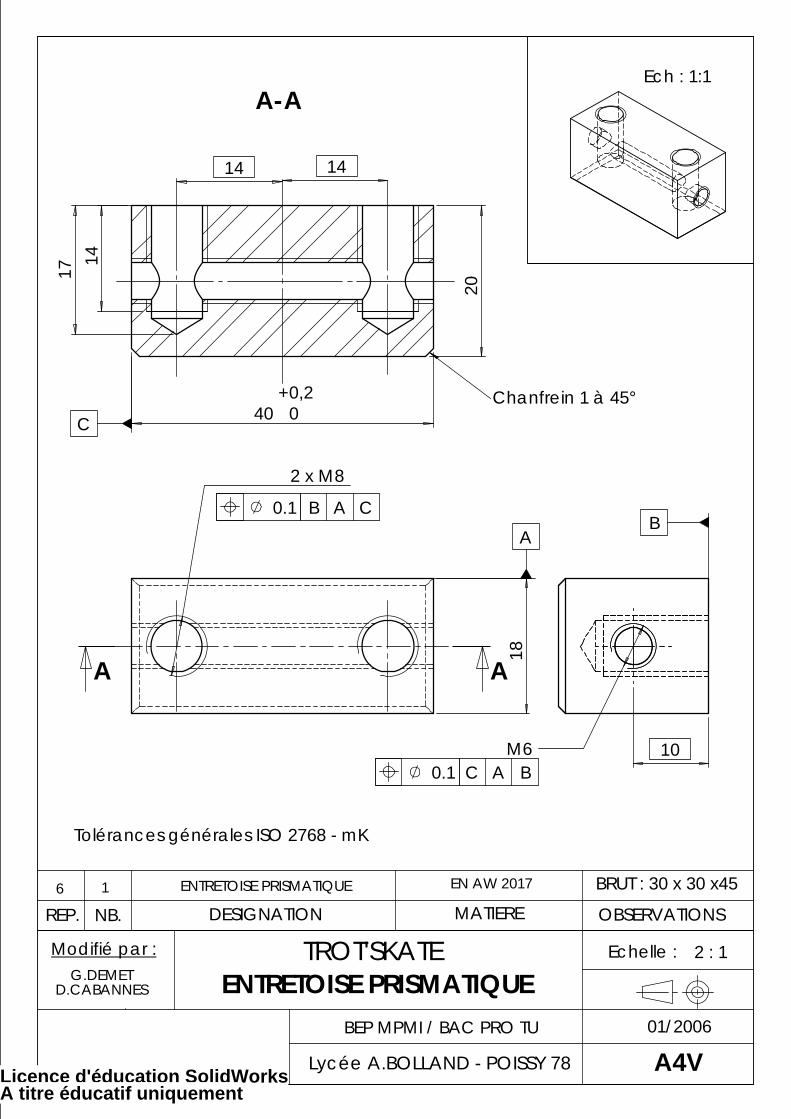
14 14
0.1 B A C
Ech : 1:1
B
0.1 C A B 10 M6
1
TROT'SKATE
Lycée A.BOLLAND - POISSY 78
Echelle : 2 : 1
A4V
REP. NB. DESIGNATION MATIERE OBSERVATIONS6
Modifié par :
D.CABANNES
01/2006BEP MPMI / BAC PRO TU
ENTRETOISE PRISMATIQUE
ENTRETOISE PRISMATIQUE
G.DEMET
EN AW 2017 BRUT : 30 x 30 x45
Tolérances générales ISO 2768 - mK
A18
2 x M8
A A
Chanfrein 1 à 45°
A-A
C
17
40 0+0,2
14
20
Licence d'éducation SolidWorks A titre éducatif uniquement
I
J
K L
M
A
E
F
G
H
5 4 3 2
DO NOT SCALE DRAWING
Entretoise Prismatique
SHEET 1 OF 1
UNLESS OTHERWISE SPECIFIED:
SCALE: 1:1 WEIGHT:
REVDWG. NO.
ASIZE
TITLE:
NAME DATE
COMMENTS:
Q.A.
MFG APPR.
ENG APPR.
CHECKED
PROHIBITED.
INTERPRET GEOMETRIC
DRAWN
TWO PLACE DECIMAL
NEXT ASSY
THREE PLACE DECIMAL
FINISH
PROPRIETARY AND CONFIDENTIAL
USED ON
MATERIAL
APPLICATION
BEND
TOLERANCING PER:
DIMENSIONS ARE IN INCHESTOLERANCES:FRACTIONALANGULAR: MACH
THE INFORMATION CONTAINED IN THISDRAWING IS THE SOLE PROPERTY OF<INSERT COMPANY NAME HERE>. ANY REPRODUCTION IN PART OR AS A WHOLEWITHOUT THE WRITTEN PERMISSION OF<INSERT COMPANY NAME HERE> IS
1
B
C
D

Ce dossier contient:
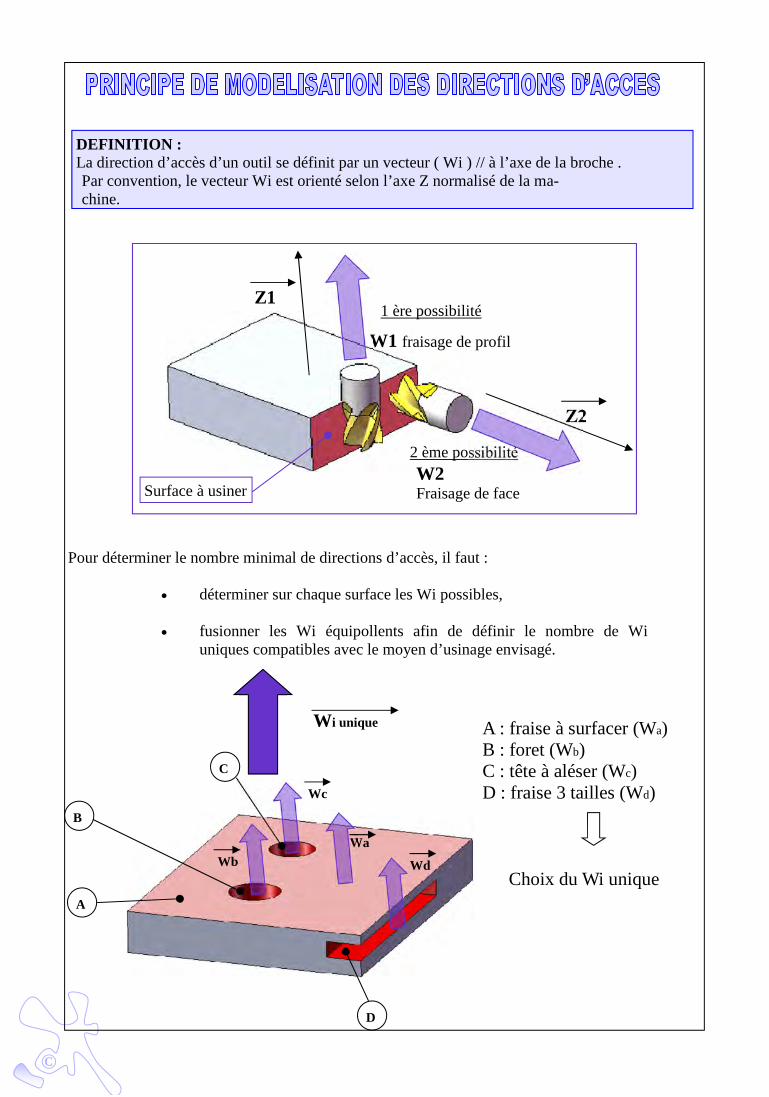
► DRS1: Directions d'acces d’usinage
►DRS2: Identification des formes géométriques de base
©
DEFINITION :La direction d’accès d’un outil se définit par un vecteur ( Wi ) // à l’axe de la broche .Par convention, le vecteur Wi est orienté selon l’axe Z normalisé de la ma-chine.
W1 fraisage de profil
W2Fraisage de face
Z1
Z2
Surface à usiner
1 ère possibilité
2 ème possibilité
Pour déterminer le nombre minimal de directions d’accès, il faut :
déterminer sur chaque surface les Wi possibles,
fusionner les Wi équipollents afin de définir le nombre de Wiuniques compatibles avec le moyen d’usinage envisagé.
A
B
C
D
WbWa
Wc
Wd
Wi unique A : fraise à surfacer (Wa)B : foret (Wb)C : tête à aléser (Wc)D : fraise 3 tailles (Wd)
Choix du Wi unique
©
Formes réalisables Formes réalisables
Cod
e C
1
C11 C12 C13
C22
C23 C24C21
C31 C32 C41 C42 C43
C51 C52 C53 C61 C62 C63
C71 C72 C81 C82
Cod
e C
3C
ode
C5
Cod
e C
7
Cod
e C
2C
ode
C4
Cod
e C
6C
ode
C8
2 PLANS SECANTS ASSOCIESPLAN
2 PLANS PARRALLELES3 PLANS ASSOCIES
SECANTS ASSOCIES 2 A 2
PROFIL INTERIEUR OU EXTERIEUR TROU BORGNE ET DEBOUCHANT
FILETAGES CHANFREINS
©
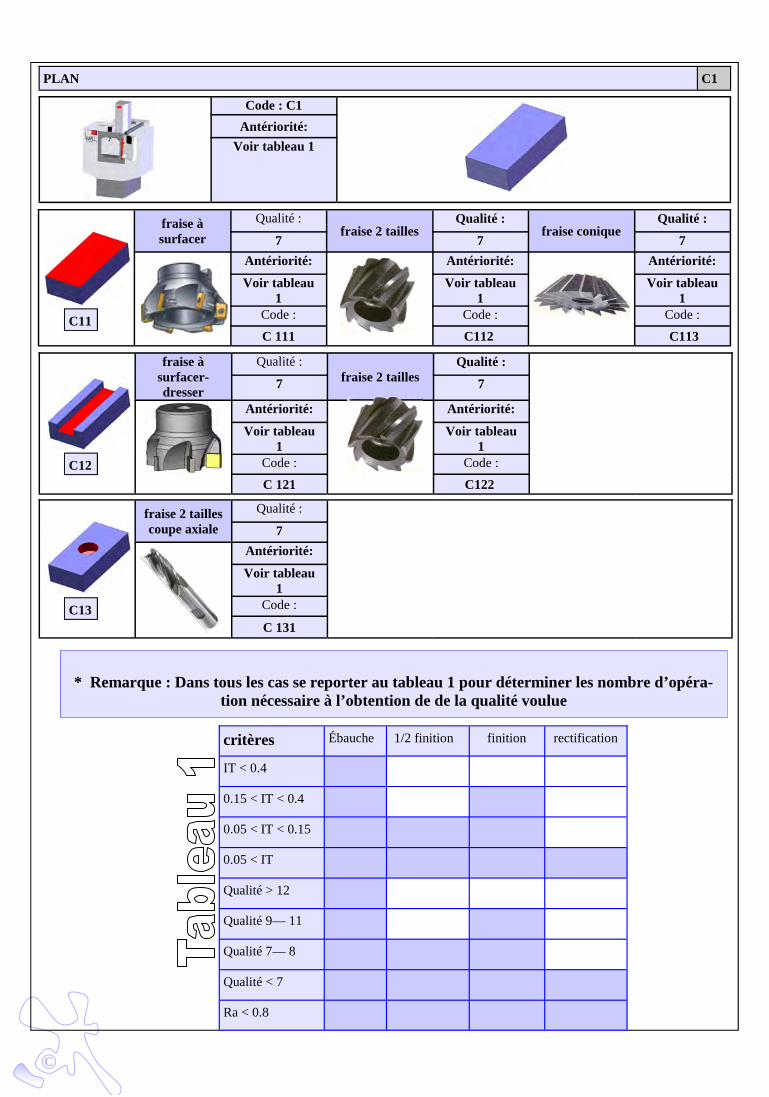
fraise àsurfacer
Qualité :fraise 2 tailles
Qualité :fraise conique
Qualité :
7 7 7
Antériorité: Antériorité: Antériorité:
Voir tableau1
Voir tableau1
Voir tableau1
Code : Code : Code :
C 111 C112 C113
Code : C1
Antériorité:
Voir tableau 1
PLAN C1
C11
fraise àsurfacer-dresser
Qualité :fraise 2 tailles
Qualité :
7 7
Antériorité: Antériorité:
Voir tableau1
Voir tableau1
Code : Code :
C 121 C122
C12
fraise 2 taillescoupe axiale
Qualité :
7
Antériorité:
Voir tableau1
Code :
C 131C13
* Remarque : Dans tous les cas se reporter au tableau 1 pour déterminer les nombre d’opéra-tion nécessaire à l’obtention de de la qualité voulue
critères Ébauche 1/2 finition rectification
IT < 0.4
0.15 < IT < 0.4
0.05 < IT < 0.15
0.05 < IT
Qualité > 12
Qualité 9— 11
Qualité 7— 8
Qualité < 7
Ra < 0.8
finition
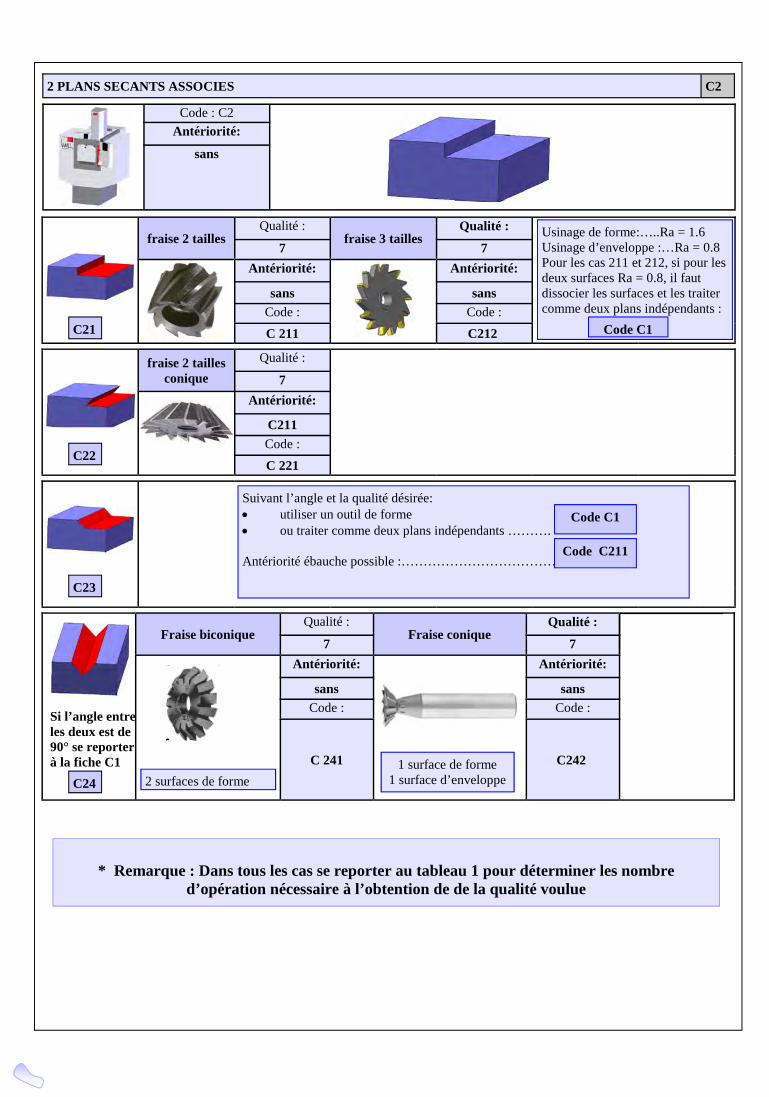
fraise 2 taillesQualité :
fraise 3 taillesQualité :
7 7
Antériorité: Antériorité:
sans sansCode : Code :
C 211 C212
Code : C2
Antériorité:
sans
2 PLANS SECANTS ASSOCIES C2
fraise 2 taillesconique
Qualité :
7
Antériorité:
C211Code :
C 221C22
C23
Fraise biconiqueQualité :
Fraise coniqueQualité :
7 7
Antériorité: Antériorité:
sans sansCode : Code :
C 241 C242
C24
C21
Suivant l’angle et la qualité désirée: utiliser un outil de forme ou traiter comme deux plans indépendants ……….
Antériorité ébauche possible :……………………………….
Code C1
Code C211
Si l’angle entreles deux est de90° se reporterà la fiche C1
Usinage de forme:…..Ra = 1.6Usinage d’enveloppe :…Ra = 0.8Pour les cas 211 et 212, si pour lesdeux surfaces Ra = 0.8, il fautdissocier les surfaces et les traitercomme deux plans indépendants :
Code C1
2 surfaces de forme1 surface de forme
1 surface d’enveloppe
* Remarque : Dans tous les cas se reporter au tableau 1 pour déterminer les nombred’opération nécessaire à l’obtention de de la qualité voulue
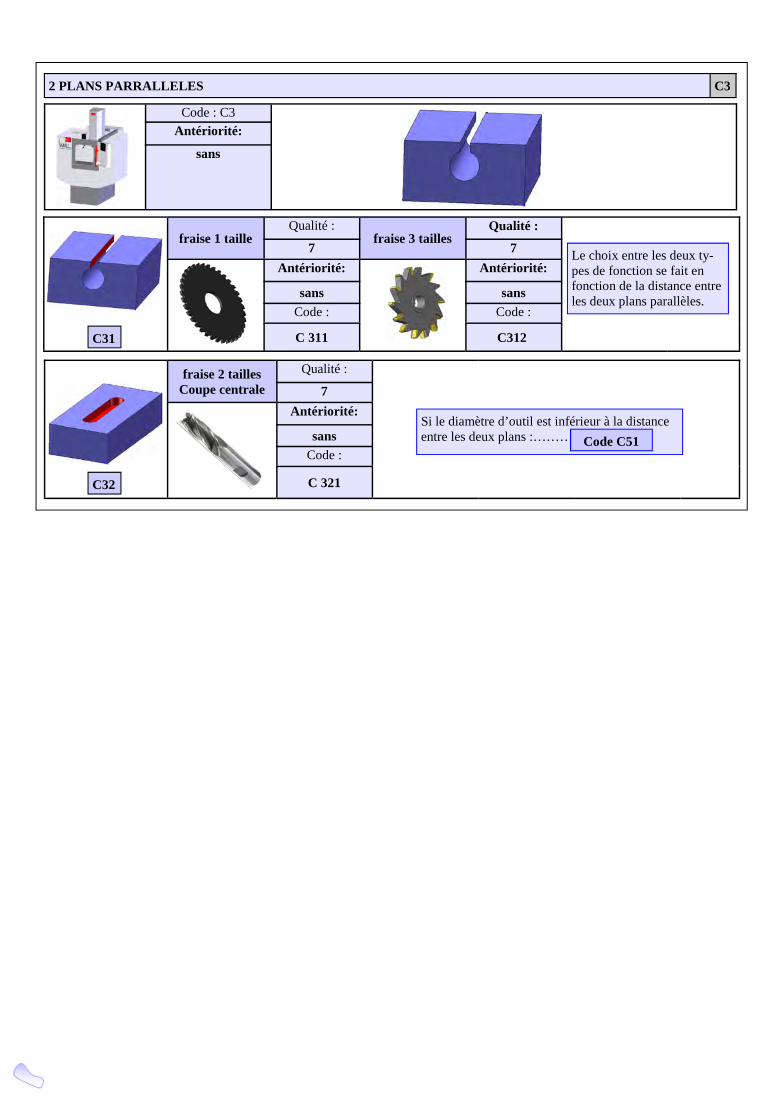
fraise 1 tailleQualité :
fraise 3 taillesQualité :
7 7
Antériorité: Antériorité:
sans sansCode : Code :
C 311 C312
Code : C3
Antériorité:
sans
2 PLANS PARRALLELES C3
C31
fraise 2 taillesCoupe centrale
Qualité :
7
Antériorité:
sansCode :
C 321C32
Si le diamètre d’outil est inférieur à la distanceentre les deux plans :………. Code C51
Le choix entre les deux ty-pes de fonction se fait enfonction de la distance entreles deux plans parallèles.
©
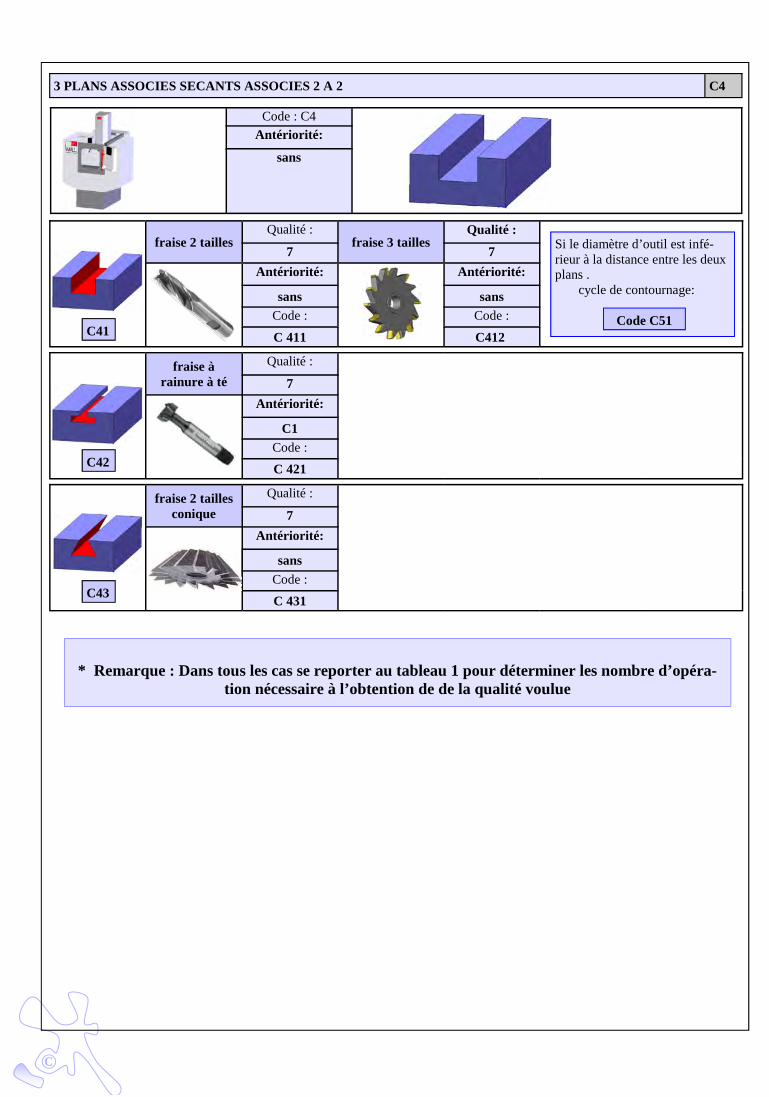
fraise 2 taillesQualité :
fraise 3 taillesQualité :
7 7
Antériorité: Antériorité:
sans sansCode : Code :
C 411 C412
Code : C4
Antériorité:
sans
3 PLANS ASSOCIES SECANTS ASSOCIES 2 A 2 C4
C41
fraise àrainure à té
Qualité :
7
Antériorité:
C1Code :
C 421C42
C43
fraise 2 taillesconique
Qualité :
7
Antériorité:
sansCode :
C 431
Si le diamètre d’outil est infé-rieur à la distance entre les deuxplans .
cycle de contournage:
Code C51
* Remarque : Dans tous les cas se reporter au tableau 1 pour déterminer les nombre d’opéra-tion nécessaire à l’obtention de de la qualité voulue
©
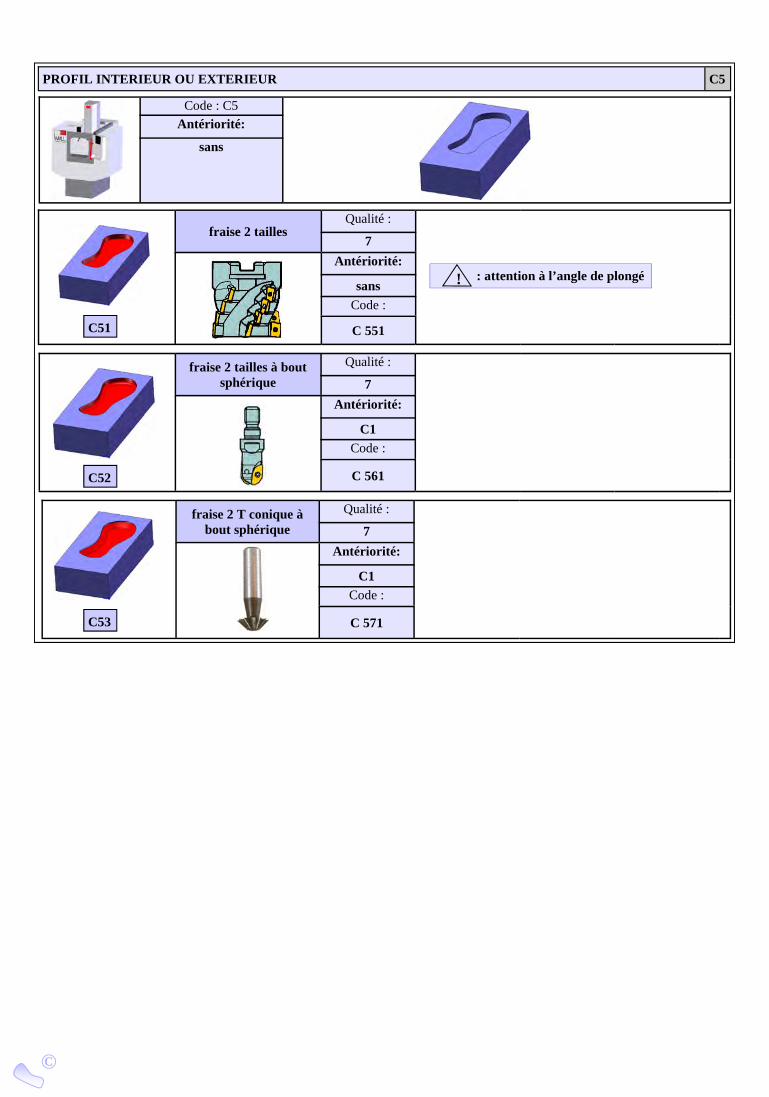
fraise 2 taillesQualité :
7
Antériorité:
sansCode :
C 551
Code : C5
Antériorité:
sans
PROFIL INTERIEUR OU EXTERIEUR C5
C51
fraise 2 tailles à boutsphérique
Qualité :
7
Antériorité:
C1Code :
C 561C52
fraise 2 T conique àbout sphérique
Qualité :
7
Antériorité:
C1Code :
C 571C53
: attention à l’angle de plongé!
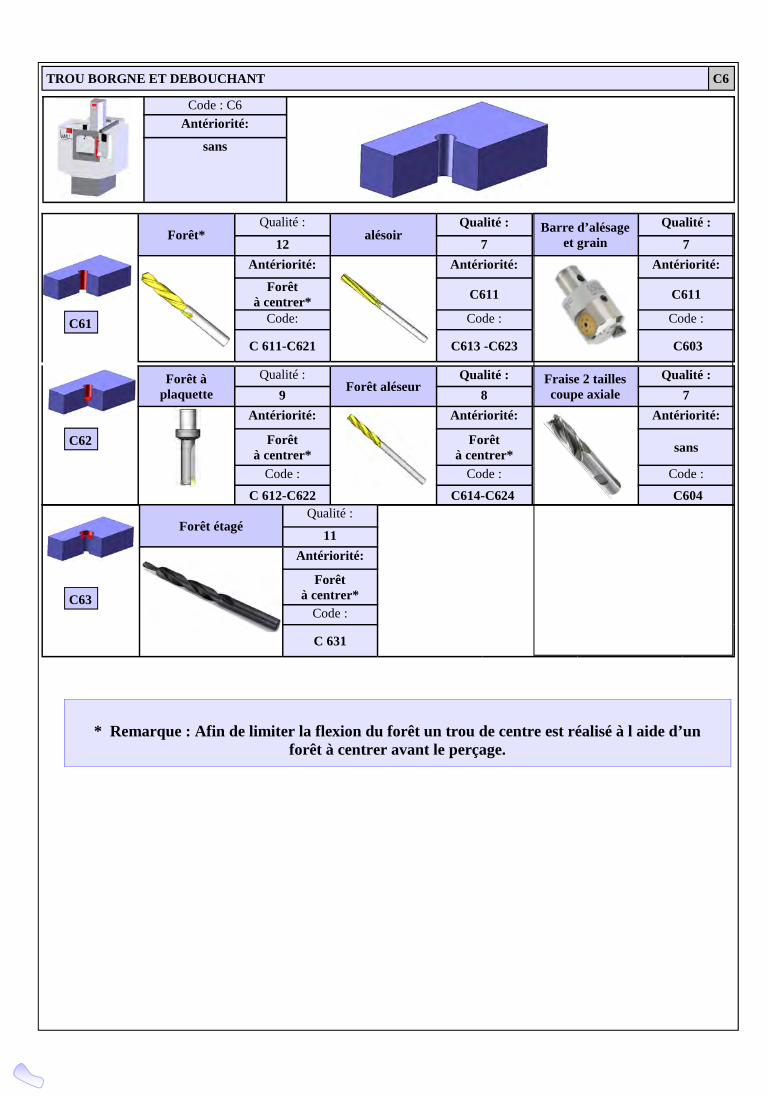
Code : C6
Antériorité:
sans
TROU BORGNE ET DEBOUCHANT C6
C61
C62
Forêt*Qualité :
alésoirQualité : Barre d’alésage
et grain
Qualité :
12 7 7
Antériorité: Antériorité: Antériorité:
Forêtà centrer*
C611 C611
Code: Code : Code :
C 611-C621 C613 -C623 C603
Forêt àplaquette
Qualité :Forêt aléseur
Qualité : Fraise 2 taillescoupe axiale
Qualité :
9 8 7
Antériorité: Antériorité: Antériorité:
Forêtà centrer*
Forêtà centrer*
sans
Code : Code : Code :
C 612-C622 C614-C624 C604
Forêt étagéQualité :
11
Antériorité:
Forêtà centrer*
Code :
C 631
C63
* Remarque : Afin de limiter la flexion du forêt un trou de centre est réalisé à l aide d’unforêt à centrer avant le perçage.
©
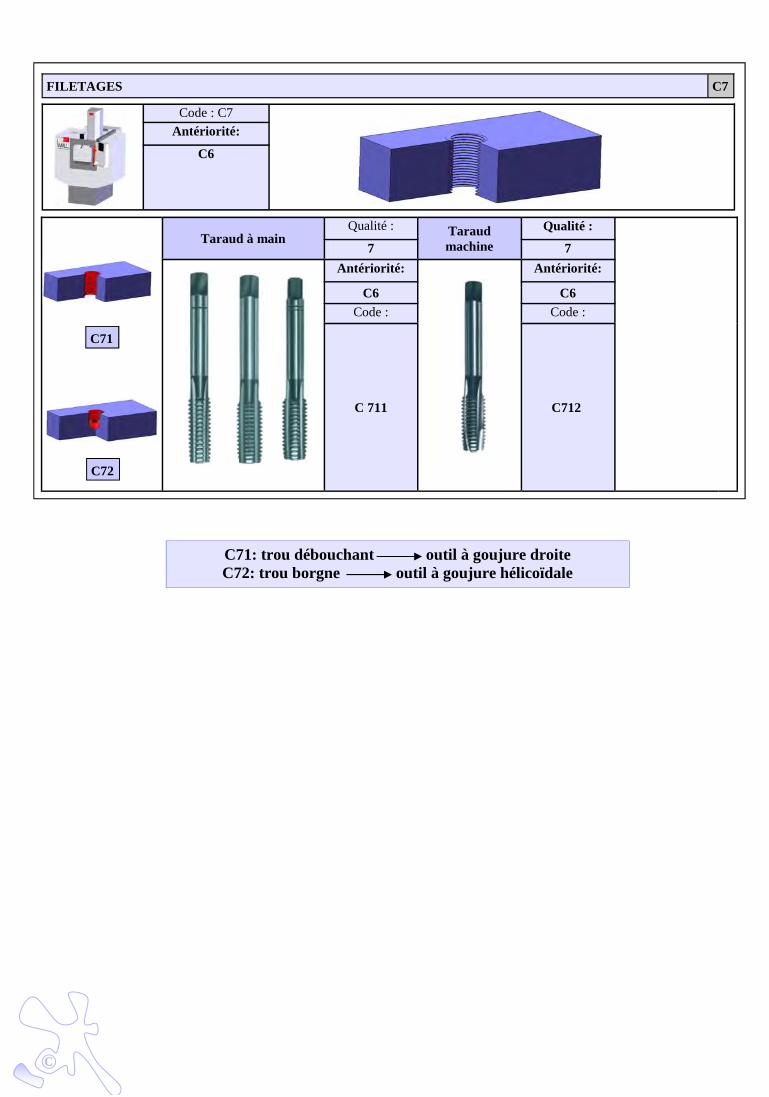
Taraud à mainQualité : Taraud
machine
Qualité :
7 7
Antériorité: Antériorité:
C6 C6Code : Code :
C 711 C712
Code : C7
Antériorité:
C6
FILETAGES C7
C71
C72
C71: trou débouchant outil à goujure droiteC72: trou borgne outil à goujure hélicoïdale
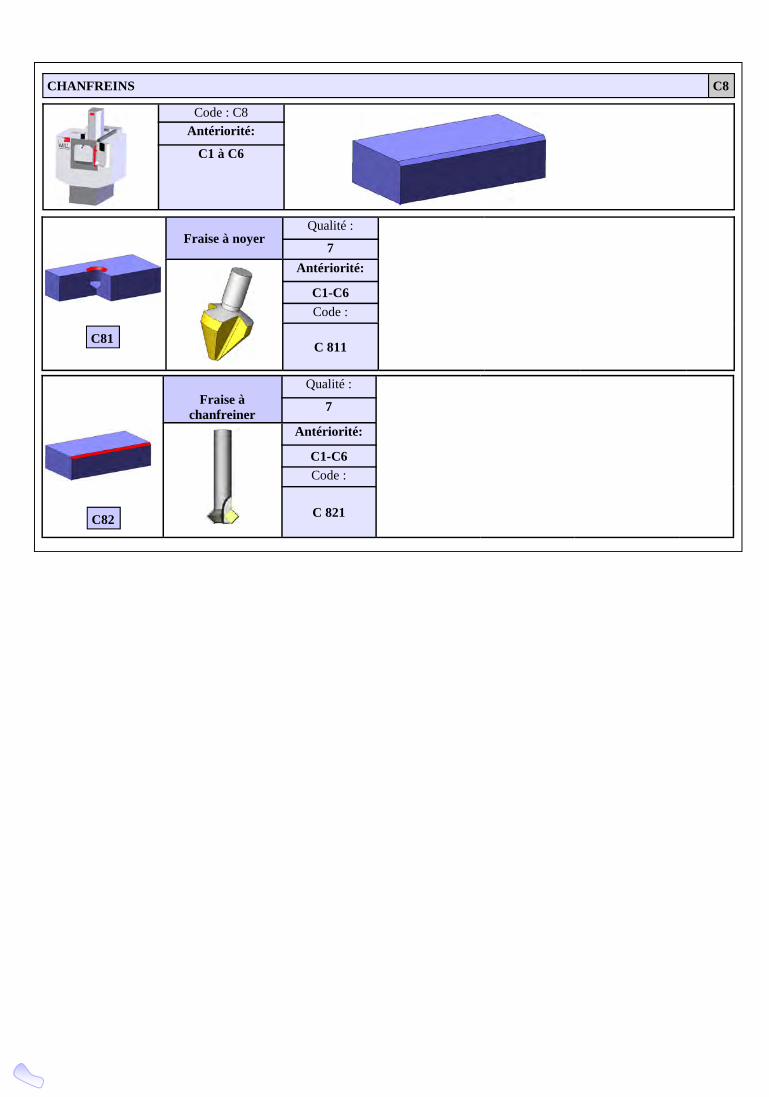
Fraise à noyerQualité :
7
Antériorité:
C1-C6Code :
C 811
Code : C8
Antériorité:
C1 à C6
CHANFREINS C8
C81
Fraise àchanfreiner
Qualité :
7
Antériorité:
C1-C6Code :
C 821C82