Embed Size (px)
Citation preview
© 1
S 9. PRÉPARATION DE LA PRODUCTION
S 9.2. ORGANISATION DU PROCESSUS
S 9.2.1. Définition des tâches associées aux étapes du processus
• Concept de famille de pièces.• Concept d’entités d’usinage.• Fabrication :
- procédés d'usinage : critères techniques et économiques ; - référentiels géométriques d'installation de produit :
• critères fonctionnels : cotation, spécification,• critères techniques : stabilité, accessibilité, état du produit...• critères économiques : minimisation du nombre de reprises ;
- nature des opérations : critères techniques et économiques (association maximale de surfaces, nature des outillages,
accessibilité...).
S 9.2.2. CRITÈRES DE DÉFINITION DE LA CHRONOLOGIE DES ÉTAPES DU PROCESSUS
• Contraintes d'antériorité et de successivité de transformation d'ordre fonctionnel et technique.
• Contraintes structurelles : nature des moyens de production, structure du système de production.
© 2
Activité 3 : Réalisation en autonomie de tout ou partie d’une fabrication
Élaboration d’un processus d’usinage pour une ou plusieurs phases spécifiées. Élaboration d’un programme à partir d’une FAO et simulation du programme d’usinage.
Toute pièce mécanique évolue d’un état initial, correspondant à la pièce brute, vers un état final, représentatif du dessin de définition. La valeur ajoutée représente l'ensemble des opérations (usinages, traitement, etc.) à effectuer.
• La gamme de fabrication est un document d’archives dans lequel sont consignées, de ma-nière chronologique et globale, les différentes phases de la transformation d’un produit.
• Une phase représente l'ensemble des opérations effectuées à un même poste de travail
• Une opération met en œuvre un seul des moyens dont est doté ce poste de travail
La variété des modes d'obtention des bruts et la diversité des regroupements et enchaînements d'opérations sont tels que le processus de fabrication envisageable pour un même produit est loin d'être unique.
Il vous est proposé ici d’apprendre à mettre en œuvre des méthodes permettant de rationaliser la chronologie des opérations d’usinage d’une pièce, et ainsi d’assurer la compatibilité des moyens choisis avec la qualité désirée du produit.
© 3
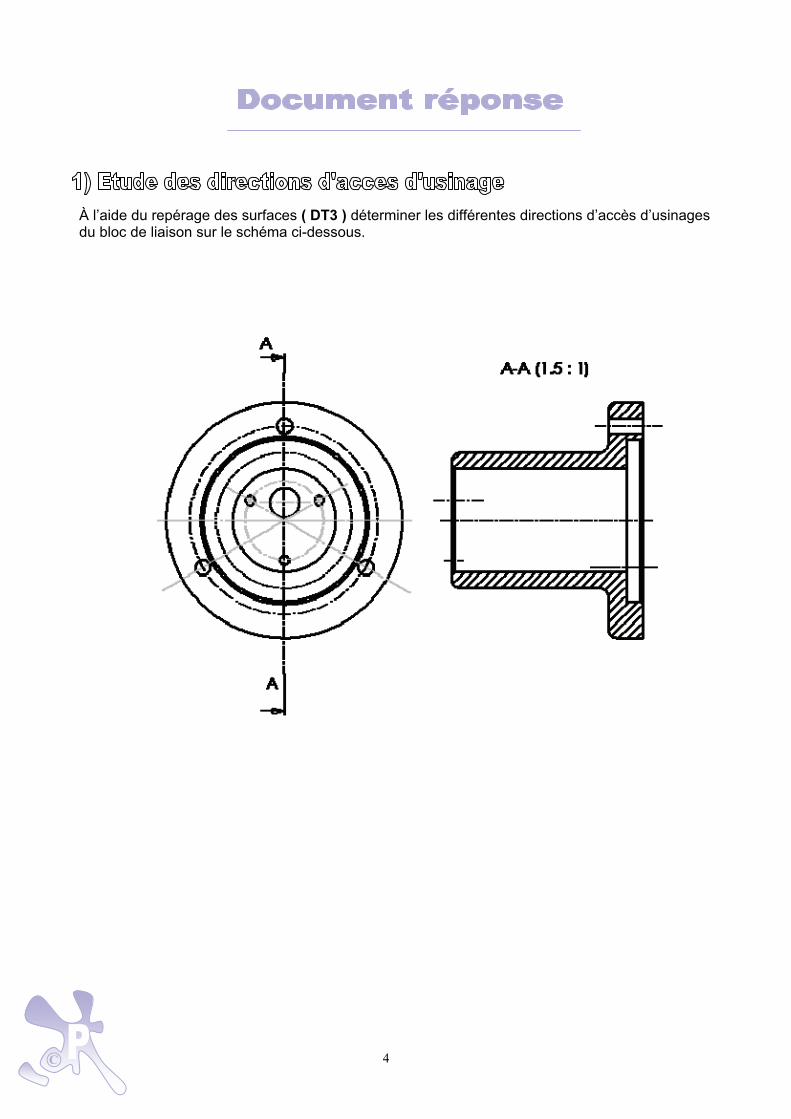
À l’aide du repérage des surfaces ( DT3 ) déterminer les différentes directions d’accès d’usinages du bloc de liaison sur le schéma ci-dessous.
© 4
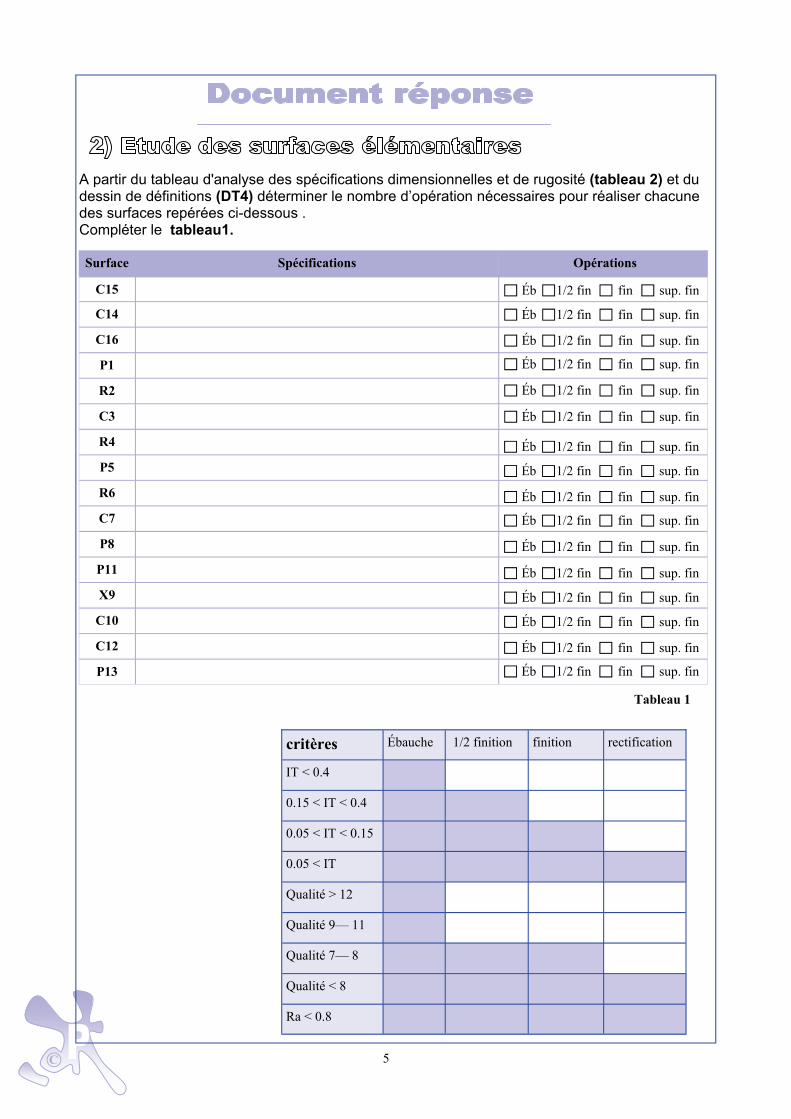
A partir du tableau d'analyse des spécifications dimensionnelles et de rugosité (tableau 2) et du dessin de définitions (DT4) déterminer le nombre d’opération nécessaires pour réaliser chacune des surfaces repérées ci-dessous . Compléter le tableau1.
© 5
Tableau 1
Surface Spécifications Opérations
C15
C14
C16
P1
R2
C3
R4
P5
R6
C7
P8
P11
X9
C10
C12
P13
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
critères Ébauche 1/2 finition rectification
IT < 0.4
0.15 < IT < 0.4
0.05 < IT < 0.15
0.05 < IT
Qualité > 12
Qualité 9— 11
Qualité 7— 8
Qualité < 8
Ra < 0.8
finition
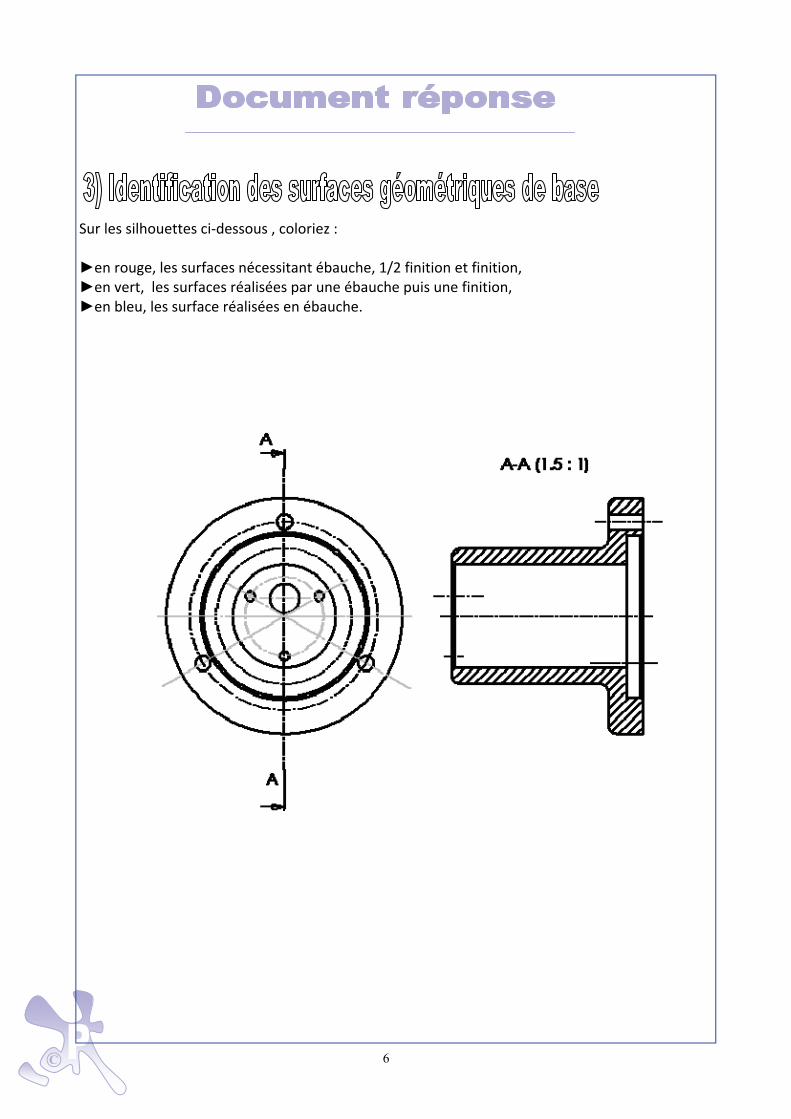
Sur les silhouettes ci‐dessous , coloriez :
► en rouge, les surfaces nécessitant ébauche, 1/2 finition et finition,► en vert, les surfaces réalisées par une ébauche puis une finition,► en bleu, les surface réalisées en ébauche.
© 6
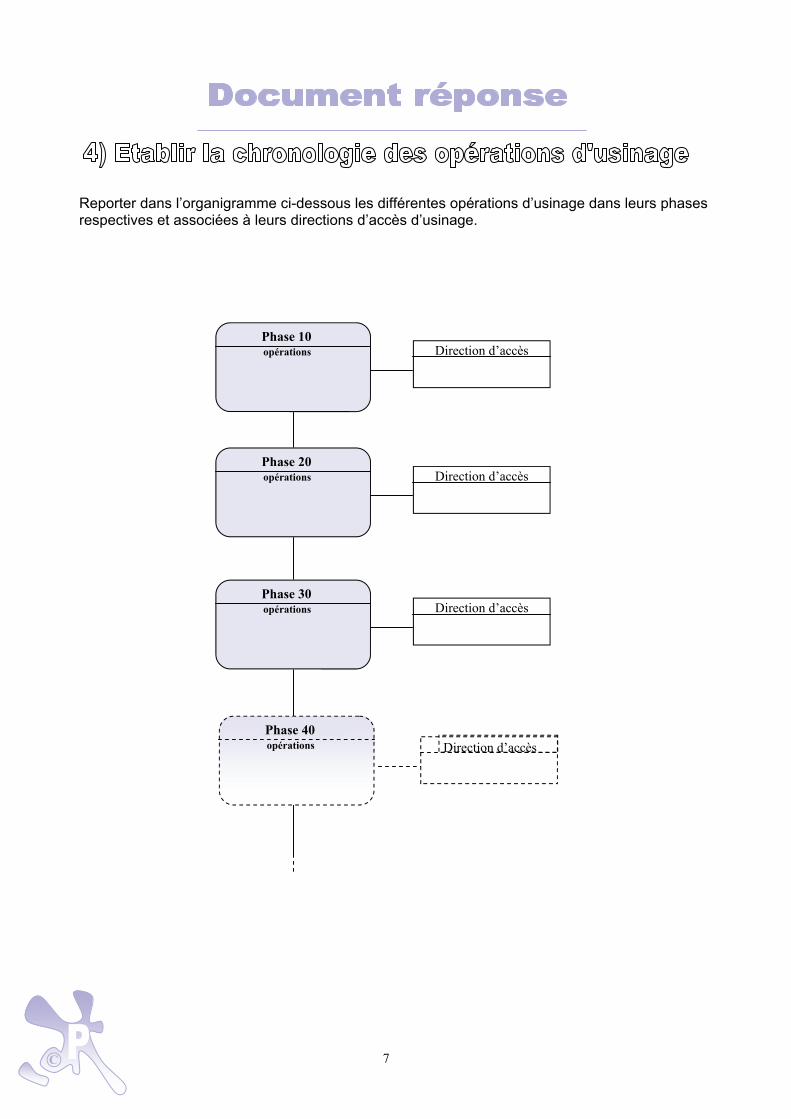
Reporter dans l’organigramme ci-dessous les différentes opérations d’usinage dans leurs phases respectives et associées à leurs directions d’accès d’usinage.
Phase 10 opérations
Phase 20 opérations
Phase 30 opérations
Direction d’accès
Direction d’accès
Direction d’accès
Phase 40 opérations Direction d’accès
© 7
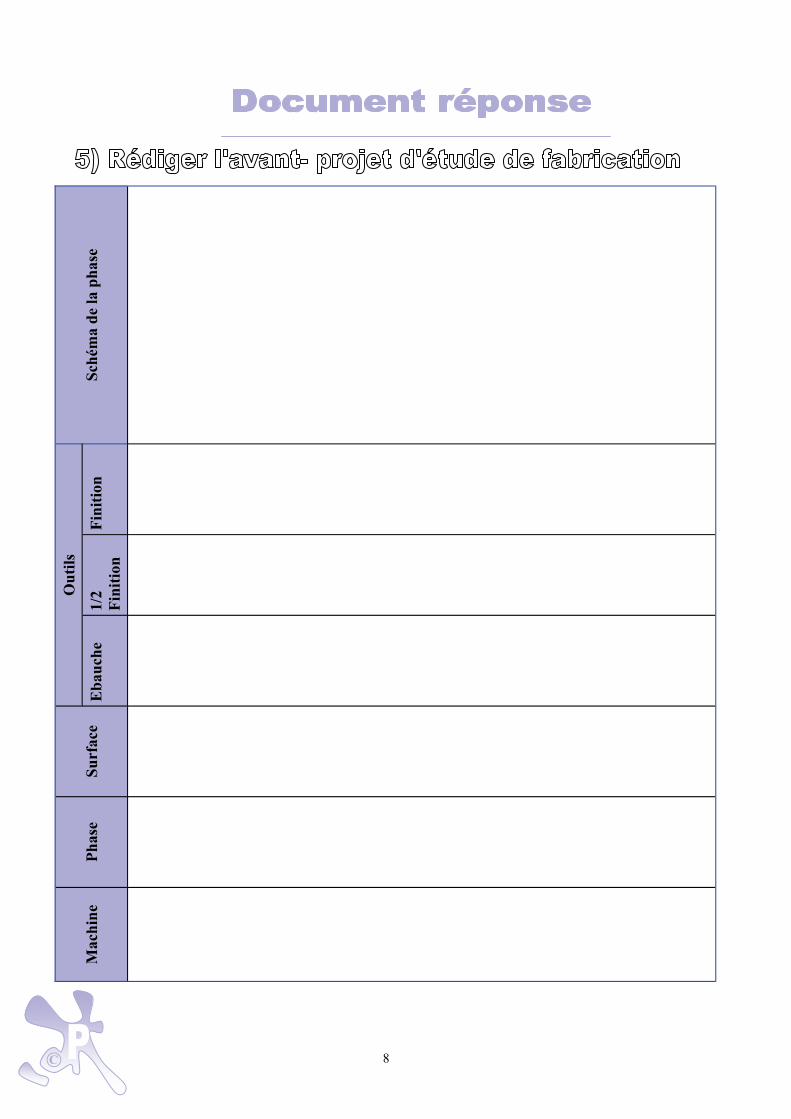
Mac
hine
Ph
ase
Su
rfac
e
Out
ils
Sché
ma
de la
pha
se
Eba
uche
1/
2
Fini
tion
Fini
tion
© 8
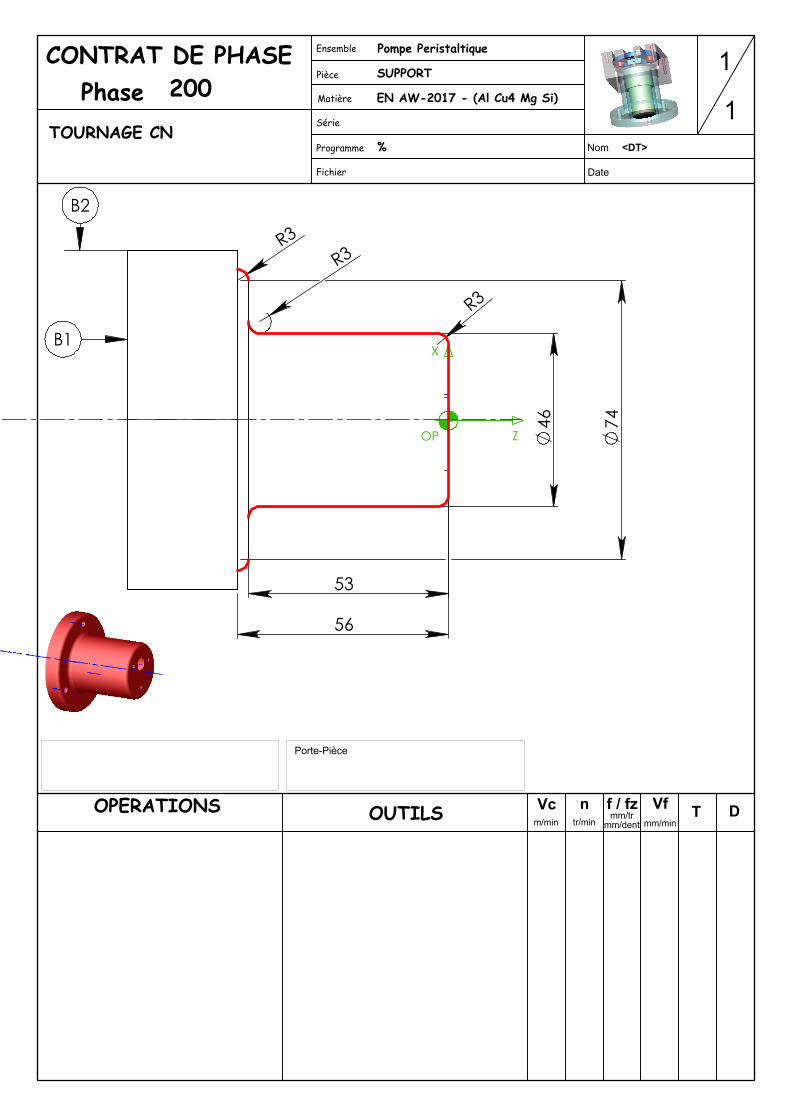
53
56
R3R3
R3
46 74
B1
B2
OP Z
X
Ensemble
Pièce
Matière
Série
Programme
Fichier
Nom
Date
CONTRAT DE PHASEPhase
Pompe Peristaltique
SUPPORT
EN AW-2017 - (Al Cu4 Mg Si)
% <DT>
1
1200
OPERATIONS OUTILS Vc n f / fz Vf T Dtr/min
mm/trmm/dent mm/minm/min
Porte-Pièce
TOURNAGE CN
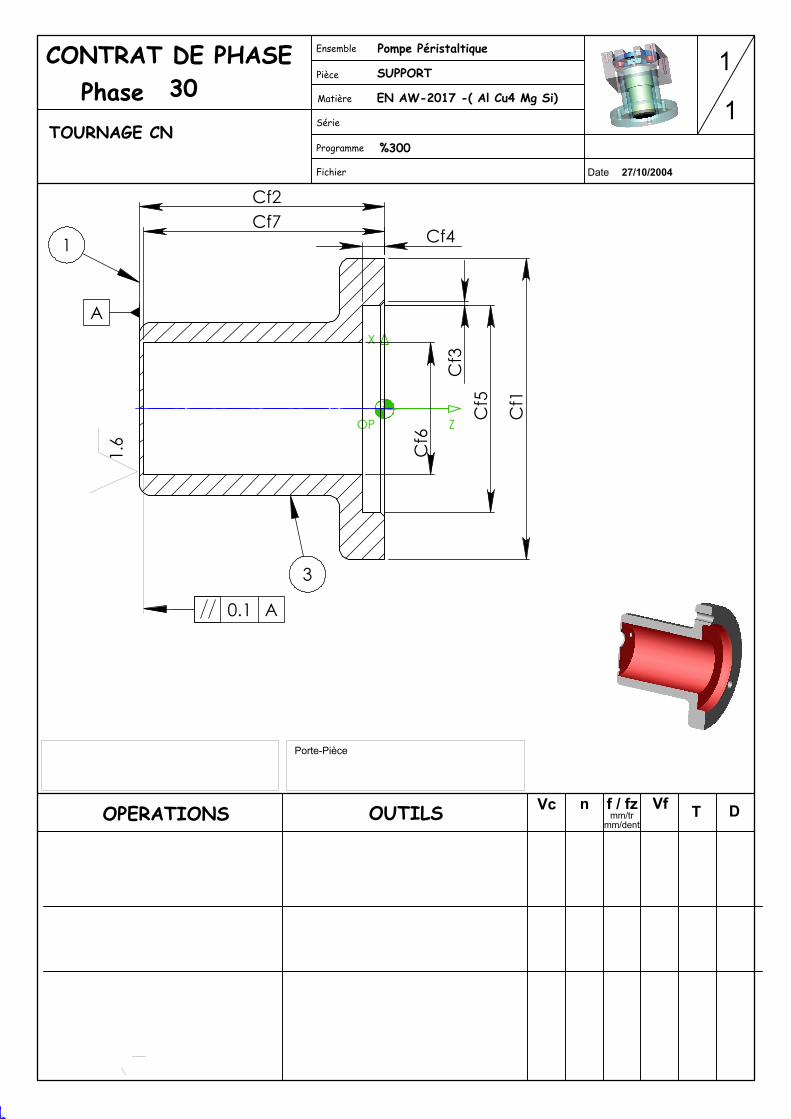
Cf3
Cf5
Cf1
Cf6
Cf4Cf7Cf2
1.6
3
1
0.1 A
A
OP Z
X
Ensemble
Pièce
Matière
Série
Programme
Fichier Date
CONTRAT DE PHASEPhase
TOURNAGE CN
Pompe Péristaltique
SUPPORT
EN AW-2017 -( Al Cu4 Mg Si)
%300
27/10/2004
1
130
OPERATIONS OUTILS Vc n f / fz Vf T Dmm/trmm/dent
Porte-Pièce














