Embed Size (px)
Citation preview

Previous Issue: New Next Planned Update: 10 April 2012 Page 1 of 19 Primary contact: Dias, Olavo Cosmio on 966-3-8747982
Copyright©Saudi Aramco 2007. All rights reserved.
Best Practice
SABP-A-013 11 April 2007
Corrosion Control in Amine Units
Document Responsibility: Materials & Corrosion Control Standards Committee
Saudi Aramco DeskTop Standards Table of Contents 1 Scope and Purpose....................................... 2 2 Conflicts and Deviations................................ 2 3 References.................................................... 2 4 Definitions and Abbreviations........................ 3 5 Process Considerations................................ 3 5.1 Process Description.............................. 3 5.2 Process Flow Diagram........................... 4 5.3 Corrosive Species.................................. 5 6 Damage Types.............................................. 6 6.1 Damage Mechanisms............................ 6 6.2 Damage Locations................................ 8 7 Corrosion Control Options........................... 10 7.1 Design Aspects.................................... 10 7.2 Materials Selection............................... 11 7.3 Coatings............................................... 12 7.4 Chemical Inhibition............................... 12 7.5 Process Variables................................ 12 8 Corrosion Monitoring................................... 16 8.1 Techniques.......................................... 16 8.2 Locations.............................................. 16 8.3 Inspection............................................ 17 8.4 Stream Analysis................................... 18

Document Responsibility: Materials & Corrosion Control SABP-A-013 Issue Date: 11 April 2007 Next Planned Update: 10 April 2012 Corrosion Control in Amine Units
Page 2 of 19
1 Scope and Purpose
This SABP provides guidelines that will improve the integrity of amine units through a fundamental understanding of the damage mechanisms, process parameters, inspection techniques, corrosion monitoring, analytical needs and corrosion control options.
It is based on current industry experiences and recent integrity assessments of amine plants of gas plants and refineries in Saudi Aramco by an inter-departmental and multidisciplinary team of experts. It is meant for internal use only.
2 Conflicts and Deviations
If there is a conflict between this Best Practice and other standards and specifications, please contact the Coordinator of ME&CCD/CSD.
3 References
Saudi Aramco Engineering Procedures and Standards
SAEP-1135 On-Stream Inspection Administration
SAES–A-301 Materials Resistant to Sulfide Stress Corrosion Cracking
SAES-H-001 Coating Selection & Application Requirements for Industrial Plants and Equipment
SAES-L-132 Material Selection for Piping Systems
SAES-W-010 Welding Requirements for Pressure Vessels
SAES-W-011 Welding Requirements for On-Plot Piping
Industry Codes and Standards
API RP 570 Inspection, Repair, Alteration and Rerating of In-Service Piping Systems
API RP 571 Damage Mechanisms Affecting Fixed Equipment in the Refining Industry
API RP 580 Risk Based Inspection
API PUB 581 Risk-Based Inspection Base Resource Document
API RP 945 Avoiding Environmental Cracking in Amine Units
Publications
Managing Corrosion Challenges in Amine Treating Units at Gas Plants – M. A. Saleem and F. A. Al-Odah, 10th Middle East Corrosion Conference, 2004.

Document Responsibility: Materials & Corrosion Control SABP-A-013 Issue Date: 11 April 2007 Next Planned Update: 10 April 2012 Corrosion Control in Amine Units
Page 3 of 19
Solvent Quality Guidelines - CCR Technologies Bulletin - 2004
Corrosion Control in Amine Treating Units - D. Owen, 9MECC (February 2001) & ICorr/NACE Conference, Edinburgh, Sept. 2001
Contamination and Purification of Alkaline Gas Treating Solutions –J. G. McCullough and R. B. Nielsen, CORROSION 96.
Amine Plant Troubleshooting and Optimization – R. G. F. Abry and R. S. DuPart, Hydrocarbon Processing, April 1995.
Corrosion in DGA Gas Treating Plants – M. K. Seubert and G. D. Wallace, CORROSION 85
Amine Appearance Signals Condition of the System, N. P. Libermann, Oil and Gas Journal, May 1980
Corrosion Control – DGA Sweetening Plants – Texaco Chemical Co-1980s
4 Definitions and Abbreviations
API American Petroleum Institute ASME American Society of Mechanical Engineers CO2 Carbon Dioxide CS Carbon Steel DEA Diethanolamine DGA Diglycolamine H2S Hydrogen Sulfide HSAS Heat Stable Amine Salts mpy Mils per Year MEA Monoethanolamine MDEA Methyldiethanolamine OSI On Stream Inspection PFD Process Flow Diagram SCC Stress Corrosion Cracking SS Stainless Steel TML Thickness Measurement Location UT Ultrasonic Testing
5 Process Considerations
5.1 Process Description
The primary function of amine units is to remove hydrogen sulfide (H2S), carbon dioxide (CO2) and mercaptans from hydrocarbon process streams

Document Responsibility: Materials & Corrosion Control SABP-A-013 Issue Date: 11 April 2007 Next Planned Update: 10 April 2012 Corrosion Control in Amine Units
Page 4 of 19
through absorption. In refineries, sour gases can come from a variety of sources such as crude units, hydrotreaters, fluid catalytic cracking units and hydrocrackers. Sour gas is also generated in the GOSPs, gas wells and gas plants.
Different types of amine solvents are currently being used – gas plants use DGA and MDEA while refineries use DGA, MEA, MDEA and DEA. The new projects are looking at reformulated amines. A brief description follows:
Amine Type Description
Typical Limit, wt%
Type Degradation Thermal Reclaiming
MEA Monoethanolamine 20 Primary Easy Yes DEA Diethanolamine 30 Secondary Somewhat No*
MDEA Methyldiethanolamine 50 Tertiary Less prone No* DGA Diglycolamine 50 Primary Easy Yes
* MDEA & DEA could be reclaimed by the difficult and expensive route of vacuum distillation, ion exchange or electrodialysis.
5.2 Process Flow Diagram
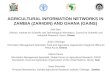
The figure below shows a typical process flow diagram for an amine gas treating unit. The feed gas enters the Absorber or Contactor through a distributor at the bottom of the vessel. Gas plants generally have a feed gas filter upstream of the absorber to remove particulates. The lean amine enters the top and removes the acid gases through absorption and becomes rich. The rich amine flows to the Flash Drum (not in all plants) to remove light, entrained and condensed hydrocarbons. In many units, this solution then goes to the rich/lean cross exchangers and then to the top of the Stripper or Regenerator. Here, the pressure reduction, heat and steam help to strip the acid gases. The acid gases go to the overhead condensers and the reflux accumulator and finally to sulfur recovery. The lean amine from the bottom of the stripper is cooled via lean amine coolers prior to entering the absorber.
Reboilers are used to maintain the stripper temperature. Side stream filters are used in lean amine to continuously remove scale, solids, hydrocarbon and other impurities. Also, side stream reclaimers help remove degradation products in DGA and MEA units only.
Absorber columns generally operate at temperatures from ambient to 190ºF. Pressures can range from 100 psi to > 1000 psi and hence the plants are categorized as low, medium and high pressure units. Regenerator bottoms temperatures are between 240-280°F and pressures are generally < 20 psi.

Document Responsibility: Materials & Corrosion Control SABP-A-013 Issue Date: 11 April 2007 Next Planned Update: 10 April 2012 Corrosion Control in Amine Units
Page 5 of 19
Sour GasK.O. Drum
H2S toSulfur Plant
360F
Rich AmineFlash Drum
AmineCooler
Amine Reclaimer
Sweet GasK.O. Drum
Sweet Gasto Fuel
AmineRegenerator/Stripper
105F
14 psi
Rich/LeanExchanger
RegeneratorOverhead Cond.
205F
RegeneratorRefluxDrum
270F
18 psi
190FAmine Reboilers
Pressures, psi
75 psi steam
Filters
AmineAbsorber/Contactor
Flash Gas
190F
Low (low hundreds),Medium (mid hundreds)
High (thousands)
Sour Gas
5.3 Corrosive Species
Most corrosion in loaded amine systems is acidic in nature. A discussion of the different corrosive species follows:

Document Responsibility: Materials & Corrosion Control SABP-A-013 Issue Date: 11 April 2007 Next Planned Update: 10 April 2012 Corrosion Control in Amine Units
Page 6 of 19
H2S - reacts with iron to form a scale that can be protective against corrosion in the absence of contaminants and if the velocities/turbulence are not too high. It is corrosive in the presence of water.
CO2 - dissolves in the amine solution to form carbonic acid which reacts with iron to form an iron carbonate scale which is not so protective.
Oxygen - reacts with amine solutions to form formic, oxalic, acetic and other organic acids. Higher levels can form iron oxides and iron hydroxides. The main sources are amine unit feeds, sumps, storage tanks and make up water.
Acids - react with amines and other bases to form Heat Stable Amine Salts (HSAS). They include organic acids of formate, acetate, propionate, butyrate, glycolate and oxalate as well as inorganic acids of chlorides, sulphate, phosphate, nitrate and thiosulphate. Acids can also lead to wet acid corrosion in the stripper overhead.
Ammonium Bisulfide - generally forms and accumulates in the stripper overhead reflux circuit if the ammonia levels are too high leading to erosion-corrosion.
Chlorides – experience has shown that > 500 ppm chloride levels in the amine solution can cause stress corrosion cracking of stainless steels.
6 Damage Types
The high pH aqueous amine solution creates a relatively non-corrosive environment for carbon steel. Corrosion is attributed to the dissociation of the absorbed gases or releasing of the unabsorbed gases in the amine solution. The most severe corrosion found is acidic in nature caused by localized areas of depressed pH. The accumulation of acids combined with high gas concentrations, high temperatures and velocities/turbulence increases corrosion activity. Corrosion is most common in the hot areas of the unit, the reboiler, regenerator column, regenerator overhead and hot amine piping and exchangers. Older plants that have been trouble-free for years can suffer rapid corrosion due to changes in operating parameters. Typical damage types and locations are discussed below:
6.1 Damage Mechanisms
6.1.1 Velocity and Turbulence
Severe localized erosion-corrosion, by removal of the protective iron sulfide scale, can occur due to high flow velocities and turbulence. This affects piping, inlets to exchangers, reboilers as well as pumps and letdown valves.

Document Responsibility: Materials & Corrosion Control SABP-A-013 Issue Date: 11 April 2007 Next Planned Update: 10 April 2012 Corrosion Control in Amine Units
Page 7 of 19
6.1.2 Rich Amine Flashing
Flashing is caused by temperature increases or pressure reductions that upset the acid gas-amine equilibrium. It produces a vapor phase containing little amine to prevent a low pH at the point of recondensation. The areas of highest corrosion potential are the reboilers, hot rich/lean amine piping, rich/lean exchangers and the stripper.
6.1.3 Environmental Cracking
Wet H2S Cracking (Carbon Steel): This occurs when carbon steel is exposed to a minimum of 50 ppm H2S and liquid water such as in the stripper overhead circuit. It can manifest itself in three forms - Hydrogen Induced Cracking (HIC) with blisters or blister cracks oriented parallel to the plate surface, Stress Oriented Hydrogen Induced Cracking (SOHIC) with blisters/cracks linked in the through thickness direction by transgranular cracks and Sulfide Stress Cracking(SCC) that occurs due to high microstructural hardness. Hydrogen blisters and cracking have been found in the bottom of amine absorbers.
Amine SCC (Carbon Steel): Generally occurs in non-stress relieved carbon steel. It occurs in places of high hardness and/or where there are high concentrations of stresses. Experience shows it occurring predominantly in lean amine solutions in refineries while in natural gas plants it occurs primarily in rich amine solutions. Cracking in MEA happens at lower temperatures than DEA or MDEA. Equipment in many older units were stress relieved based on temperatures. The current practice is to stress relieve all MEA, MDEA and DEA equipment irrespective of temperatures. For DGA, SAES-W-010 requires stress relief above 138oC.
Chloride SCC (Austenitic Stainless Steels: This can occur in reboiler tubes, rich-lean exchangers and the reclaimers if chloride levels exceed 500 ppm in the amine solution and if U-bends are not stress relieved or fully annealed.
Polythionic Acid SCC (Austenitic Stainless Steels): The combination of stress, oxygen and sulfide scales during shutdowns can lead to SCC of sensitized (due to the welding process) stainless steels. This requires the use of low carbon (L) grades of stainless steels.

Document Responsibility: Materials & Corrosion Control SABP-A-013 Issue Date: 11 April 2007 Next Planned Update: 10 April 2012 Corrosion Control in Amine Units
Page 8 of 19
6.1.4 Stripper Overhead Corrosion
This is caused by carbon dioxide, hydrogen sulfide, ammonium bisulfide and other acids dissolved in the condensing steam. There are two types of corrosion that can occur here. The first is wet acid corrosion caused by CO2 or H2S combining with condensed water. A low concentration of amine in the overhead keeps the pH from dropping too low. A slipstream of lean amine is sometimes used to keep 500 ppm amine residual in the reflux water.
The second is erosion-corrosion that occurs when large amounts of ammonia results in the formation of high ammonium bisulfide concentrations in the reflux circuit. Purging or blowdown is frequently used to reduce concentrations below 2 wt % ammonium bisulfide.
The main source of ammonia is hydrotreaters in refineries. If water wash is not adequate upstream of amine absorber, ammonia is absorbed in amine and travels up to top of amine stripper. The other source of ammonia is degradation of amine due to excessive thermal heating, leading to ammonia formation.
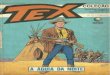
6.2 Damage Locations
The figure below provides the different damage mechanisms and their locations.

Document Responsibility: Materials & Corrosion Control SABP-A-013 Issue Date: 11 April 2007 Next Planned Update: 10 April 2012 Corrosion Control in Amine Units
Page 9 of 19

Document Responsibility: Materials & Corrosion Control SABP-A-013 Issue Date: 11 April 2007 Next Planned Update: 10 April 2012 Corrosion Control in Amine Units
Page 10 of 19
7 Corrosion Control Options
7.1 Design Aspects
Velocities
There are a number of guidelines provided by industry to prevent erosion-corrosion of carbon steel used in amine units. These are as follows:
• API RP571 suggests 3-6 fps for rich amine and < 20 fps for lean amine solutions;
• API PUB581 suggests < 5 fps for rich amine and < 20 fps for lean amine solutions;
• API RP945 suggests < 6 fps for rich amine and more specifically < 5 fps for DGA service.
Plants need to utilize their own OSI data to set limits. There is generally a lower velocity limit to prevent sludge build-up and underdeposit corrosion.
The recommended guidelines are as follows:
• Rich amine - 3-6 ft/s or per OSI readings; • Lean amine - 3-10 ft/s or per OSI readings; • In case velocities cannot be reduced, 316L SS may be used in highly
turbulent areas. • Another option is to internally overlay or clad with 316L stainless steel or
use coatings (see Section 7.3 for coating selection).
Turbulence
There are several areas that are susceptible to potential acid gas flashing and erosion-corrosion. These include the contactor and flash drum control valves and downstream piping. General industry practice has been to hardface the valve outlets and to use stainless steels. Avoiding dissimilar metal couples and matching the weld/base metal chemistries will help minimize the risk of galvanic and preferential weld corrosion.
Tube end erosion-corrosion of heat exchanger tubes can be reduced by inserting stainless steel or ceramic ferrules.
High turbulence areas can also be designed out (an example is the use of long radius elbows for bends). Properly sized gaskets can prevent intrusion into pipe annulus and subsequent turbulence.
Fretting corrosion is a problem for reclaimers due to vibration. Having a proper design of the reclaimer can reduce the susceptibility to this problem.

Document Responsibility: Materials & Corrosion Control SABP-A-013 Issue Date: 11 April 2007 Next Planned Update: 10 April 2012 Corrosion Control in Amine Units
Page 11 of 19
7.2 Materials Selection
Carbon steel is the most prevalent material used in amine units. However, with the increased capacity and contaminants, stainless steels are increasingly being specified. The choice of alloys depends on the type of acid gases (CO2 or H2S), type of amine, turbulence, flow velocity and temperature. HIC resistant material is used where applicable.
For austenitic stainless steels, there is always a potential for chloride stress corrosion cracking. Generally, a maximum limit of 500 ppm chloride in the amine is used and exchanger tubes are fully immersed in liquid to prevent concentration effects and pitting. To further minimize SCC, exchanger U-bends are solution annealed and no mechanical straightening is permitted after the stress-relief treatment.
Specific locations where alloys can be employed are discussed below:
Reclaimer, Reboiler and Lean/Rich Exchanger Tube Cracking
The preferred tube metallurgy is 316L SS due to potential for pitting and high chloride concentrations. There have been 304 SS tube failures when dry boil out occurs and chlorides concentrate.
Lean Solution Coolers and Stripper Reboiler Tube Erosion
These exchangers can suffer from tube end thinning as a result of erosion corrosion. 316L stainless steel or ceramic tube inserts have been beneficial.
Control Valve Erosion-Corrosion:
The following control valves can suffer from acid gas flashing and erosion/corrosion attack – contactor bottom valve to the flash drum, pressure letdown valve to the stripper, and the flow control valve from the side cooler to the contactor. Recent industry practice has been to use Stellite hardfaced 316 SS valves and to use 316L SS for the affected downstream piping.
Lean Amine Pump and Discharge Piping Erosion:
Amine circulating pumps (especially impellers) and discharge piping are at risk for erosion/corrosion. 316L SS is used if corrosion rates are unacceptable.
Stripper overhead piping
Use HIC resistance material carbon steel to prevent wet H2S damages such as blistering, HIC, and SOHIC.

Document Responsibility: Materials & Corrosion Control SABP-A-013 Issue Date: 11 April 2007 Next Planned Update: 10 April 2012 Corrosion Control in Amine Units
Page 12 of 19
Potential Upgrade Locations (If other control measures fail):
Corrosion in the bottom sections of the Contactor, Flash Drum, Feed Gas Drum and Stripper Reflux Drum – use CS clad with 316L SS.
7.3 Coatings
Saudi Aramco has been a pioneer in the use of coatings in amine plants. Recent testing showed that the three coat system of APCS-2A/2C is not chemically resistance to high concentration of amines. An intensive coating testing program to develop high temperature coatings that can resist high concentration of DGA solutions up to 150°C was conducted. Only Belzona 1591 and Durapol UHT coatings were found to be the chemically resistant. Both have shown good promise in gas plant applications.
Listed below are recommended coatings for different services:
Feed Gas Drum and Filters - Thick film, single coat system such as Chemiflak, Polyglass VEF or Interline 955.
Rich Amine Flash Drum, Contactor bottom and Amine Sump - thick film, chemical resistance coatings such as: Durapol UHT or Belzona 1591.
Stripper Reflux Drum: Since the amine concentration is low (<2%), APCS-2A/2C is the most economical option. Some plants also supplement this with cathodic protection due to the presence of a large liquid phase.
7.4 Chemical Inhibition
Corrosion inhibitors employed are of two basic types - organic filming amines and passivating. Filming amines help form more protective iron sulfide scales as well as act as dispersants to remove existing deposits. They are generally added into the stripper overhead with a slip stream of the reflux.
The passivation type inhibitors utilize oxygen scavengers, antioxidants or metal passivators to promote the formation of magnetite scale (Fe3O4). Potential problems are spalling at low temperatures and lack of protection of stainless steels. Oxidative inhibitors are not used with MDEA due to increased corrosion. In general, experience with these inhibitors has not been favorable.
7.5 Process Variables
The key primary process corrosion variables are temperature, amine concentration & circulation rate and acid gas loading. The secondary variables are heat stable salts, contaminants and excessive stripping.

Document Responsibility: Materials & Corrosion Control SABP-A-013 Issue Date: 11 April 2007 Next Planned Update: 10 April 2012 Corrosion Control in Amine Units
Page 13 of 19
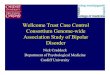
There is a strong interdependence of the primary variables on corrosion. As an example, the relationship between acid gas loading, solution concentration and circulation rates to control corrosion are shown below for a DGA gas plant.
Guideline for Amine Circulation Rate @ 90% of Equilibrium Acid Gas Load
6500
7000
7500
8000
8500
9000
9500
10000
10500
11000
11500
350 360 370 380 390 400 410 420 430 440 450 460 470 480 490 500 510 520 530 540 550
Gas Rate (MMSCFD)
DG
A C
ircul
atio
n R
ate
(GPM
) @ 1
40 o F
14.5% acid gas14.0% acid gas13.5% acid gas13.0% acid gas
Guidelines for Amine Circulation Rate at 90% of Equilibrium Acid Gas Loading and DGA solution strength of 48 wt%.
Temperature
Carbon steel corrosion increases significantly above 250ºF in amine systems and is a function of impurities and degradation products. The highest temperature is generally found in the regenerator bottoms and reboilers. Also, above 220°F, there is acid gas flashing and severe localized corrosion of carbon steel in rich amine solutions. In reclaimers, temperatures above 300ºF for MEA and 360F for DGA will result in amine degradation and corrosion even in stainless steels.
Amine concentration & Circulation Rate
The optimal combination of amine concentration, circulation rate and acid gas loading is used to minimize corrosion. The solution strength is the sum of the free amine concentration and the amine tied up as heat stable salts, using the titration method. Note that it is the free amine only which is active and participates in absorption reaction. Above a certain limit, serious corrosion can occur since higher concentrations require increased regeneration temperatures. Typical maximum limits for different amines are as follows in weight percent:

Document Responsibility: Materials & Corrosion Control SABP-A-013 Issue Date: 11 April 2007 Next Planned Update: 10 April 2012 Corrosion Control in Amine Units
Page 14 of 19
MEA – 20%, DEA- 30%, MDEA- 50% and DGA – 50%
Increased circulation rates lead to higher velocities and local pressure changes that result in erosion corrosion and acid gas flashing in the system. Corrosion inhibitors sometimes have helped here.
Acid Gas Loading
Acid gas loading is expressed as moles of acid per mole amine and is related to the acid gas feed rate and circulation rates that are built into the plant design. Sizing a plant too small or operating above design capacity can lead to serious corrosion problems. If more acid gases are dissolved in the amine solution than can react with amines, very corrosive amine compounds are formed.
Normally, the plant uses the calculated acid gas pick-up ratio for control that excludes the acid gas in lean amine and thermal degradation products. Hence, the calculated rich amine acid gas loading will be lower. Actual amine samples are preferred for acid gas loading determination.
The limits are generally set by equilibrium conditions but are ultimately dictated by corrosion aspects. Typical limits are as follows:
Loadings
(mole/mole) MEA DEA MDEA DGA
Rich 0.35 0.4 0.45 0.4 Lean 0.1 0.07 0.01 0.07
Heat Stable Amine Salts
The most common symptoms of degradation of gas treating solutions are heat stable amine salts (HSAS). Acids which are sufficiently stronger than H2S and CO2 react with amine forming HSAS. These are thermally irreversible reactions. The acid anions include acetic, formic, propionic, oxalic, cyanides and thiosulfate.
HSAS reduces the capacity of the solution to absorb acid. They also increase corrosion to some extent especially in the hot lean solution by increasing the conductivity, lowering the pH and complexing with iron ions.
Normal amine solution make-up, thermal reclamation (only for DGA & MEA) or intentional purging can control HSAS but poses a disposal problem. For other amines, severe problems require vacuum distillation, ion exchange or electrodialysis. Some plants also employ neutralization in-situ using sodium hydroxide or carbonate but this has to be done carefully to avoid excesses that can damage the protective iron sulfide scale and resultant high solids.

Document Responsibility: Materials & Corrosion Control SABP-A-013 Issue Date: 11 April 2007 Next Planned Update: 10 April 2012 Corrosion Control in Amine Units
Page 15 of 19
Contaminants:
Contaminants found in amine systems can be grouped into four categories which are discussed below:
Insoluble Contaminants – include charcoal from the amine filters, heavy hydrocarbons from the feed gas, corrosion products, and catalyst carryover. They generally cause fouling and foaming. Moderate amounts are removed by mechanical and charcoal filtration of a 5 to 10% sidestream. Hydrocarbon mist in the feed gas is removed by aerosol filters upstream of the amine unit. If foaming still occurs, antifoams are added. For severe upsets, the unit may need mechanical cleaning.
Make-up Water Contaminants – When impure water is used, contaminants such as sodium, potassium, calcium, magnesium, chloride, sulfate increase the low conductivity of the lean amine which becomes corrosive. Chlorides can cause cracking of stainless steels. Removal is accomplished by thermal reclaiming (MEA & DGA), blowing down or the use of ion exchange/electrodialysis (DEA, MDEA). Use of demineralized water or condensate is preferred.
Feed Gas Contaminants – This includes oxygen, carbonyl sulfide and ammonia. Oxygen oxidizes hydrogen sulfide and amines to form heat-stable thiosulfate and carboxylic acids which require similar treatments to water contaminants for removal. Carbonyl sulfide reaction products are removed in DGA reclaimers and are reversible in DEA but not MEA. MDEA is not degraded by carbonyl sulfide. Ammonia leads to ammonium bisulfide accumulation in the stripper overhead necessitating purging or upstream removal (utilizing water wash). To control oxygen ingress, consider nitrogen blanketing the storage tanks & amine sumps.
Derived Contaminants – These are solid corrosion products, oxygen products (elemental sulfur, polysulfides, and carboxylic acids) and CO2 products such as HEED (Hydroxyethyenediamine) with MEA, THEED (TrisHEED) with DEA, Urea with DGA and Carbamate with MDEA. All these products can lead to degradation or reduced capacity for gas absorption of the amine solutions if not reclaimed or controlled.
Excessive Stripping:
If the lean amine loading is too low due to over stripping, the hydrogen sulfide content in the lean amine solution gets too low (generally < 300ppmv) to keep the protective iron sulfide film intact. This type of attack is more prevalent in high CO2/H2S locations such as the reboiler bottoms and in MDEA units.

Document Responsibility: Materials & Corrosion Control SABP-A-013 Issue Date: 11 April 2007 Next Planned Update: 10 April 2012 Corrosion Control in Amine Units
Page 16 of 19
8 Corrosion Monitoring
8.1 Techniques
Coupons:
Retractable coupons can give reliable data under turbulent and laminar flow conditions. Typical locations for installing coupons are in the high temperature locations such as the reboiler feed line, lean/rich amine piping and stripper overhead circuit. If corrosion is observed, coupons can also be used in the outlets of the amine stripper, amine sump, feed gas drum, lean amine cooler and the stripper reflux pump.
Generally, corrosion coupons are removed on a 6-12 month frequency or sooner if high corrosion rates are observed either from past coupon/probe data or the OSI analysis. Coupon data needs to be supplemented by inspection to confirm the results.
Probes:
Probes offer the advantage of continuous data collection without the need for frequent replacements. However, if there is pitting or turbulence such as in the reboiler outlet line, the thin probe element used can fail by fatigue. Typical locations for probes are rich amine piping from the absorber, the stripper lean amine piping and the reflux/reboiler piping. Corrosion coupons can also be installed at these locations for validation of probe readings and as a back-up.
Non-intrusive:
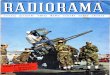
Recently non-intrusive corrosion monitoring technology has improved and become more reliable to monitor corrosion in systems where intrusive techniques cannot be used such as in high velocity locations, or high pressure locations. Most of these technologies are currently under evaluation by Saudi Aramco and are shown in the figure below.
8.2 Locations
The figure below shows the recommended locations and monitoring techniques.

Document Responsibility: Materials & Corrosion Control SABP-A-013 Issue Date: 11 April 2007 Next Planned Update: 10 April 2012 Corrosion Control in Amine Units
Page 17 of 19
Offgas Sour Gas
K.O. Drum
H2S toSulfur Plant
Rich AmineFlash Drum
AmineCooler
AmineAbsorber
Sweet GasK.O. Drum
Sweet Gasto Fuel
4 6
46
810
4 6
8 10
AmineRegenerator
RegeneratorRefluxDrum
RegeneratorReboiler
Steam
Rich/LeanExchanger
RegeneratorOverhead Cond.
Cond.
4 6
6 7 8 104
Corrosion Monitoring Technique 1 Coupon 2 LPR 3 ER Probe 4 Micro-Cor 5 Ceion 6 SmartCET 7 Hydrogen Probe 8 FSM 9 Fox Tek
10 ClampOn 11 Electrochemical Noise 12 Multi-Array Sensor (MAS)
8.3 Inspection
Equipment
Visual inspection, random ultrasonic thickness (UT) and wet fluorescent magnetic particle testing (WFMPT) are commonly used to check for localized corrosion and environmental cracking. Vulnerable equipment include the contactor bottom, stripper bottom, flash drum, feed gas filter separator, lean cooler, reclaimers and reboilers. Other areas of concern are pump impellers in lean/rich amine and reflux services.
Baseline readings need to cover four quadrants per API 570, para.5.5.2. Ensure that the TMLs cover the full length of the equipment such as top head, nozzles, shell (top, mid & bottom) and the bottom heads per SAEP 1135 and API 570.

Document Responsibility: Materials & Corrosion Control SABP-A-013 Issue Date: 11 April 2007 Next Planned Update: 10 April 2012 Corrosion Control in Amine Units
Page 18 of 19
For the Lean/Rich Exchanger, Lean Solution Cooler, Overhead Condensers, Stripper Reboilers and Side Coolers, inspect tube inside diameters by using borescope, UT or advanced NDT techniques. For carbon steel tubes, consider MFL (Magnetic Flux Leakage), LOTIS (Laser Optic Testing Inspection System) and IRIS (Internal Rotary Inspection System) inspections while eddy current testing can be used for stainless steel tube inspections.
Piping
Various techniques such as random ultrasonic thickness (UT), UT shear wave (UTSW) of welds and radiography (RT) are used to detect metal loss, weld preferential corrosion and fine cracking. The most vulnerable areas are piping from the stripper to the lean amine cooler, regenerator to the reclaimer and stripper to the reboilers and reflux drum. Due to the highly localized nature of attack, the following is recommended if scattered low readings are found in the circuit:
• Re-verify the readings showing the low thickness measurements.
• If still low, inspect using UT grid scanning, RT survey or P-scan as applicable to establish the corrosion rate and profile. Note that high temperature UT mapping or a T & I may be required if temperatures are > 140F.
• Re-calculate the remaining life and apply SAEP-1135 to establish future inspection frequency and extent.
8.4 Stream Analysis
Amine analysis is a vital part of the amine monitoring system Amine solution analyses can also be used to monitor corrosion but should not be relied upon exclusively. Generally certain analyses are performed on a routine basis for process reasons. However, it is necessary to perform additional analysis from a corrosion standpoint. The table below provides a summary of the analysis type, frequencies and the preferred methodology.

Document Responsibility: Materials & Corrosion Control SABP-A-013 Issue Date: 11 April 2007 Next Planned Update: 10 April 2012 Corrosion Control in Amine Units
Page 19 of 19
Variable Location Period Limit Methodology
Amine strength Lean Amine Rich Amine
Daily 2 times /week
MEA – 20 wt% DGA – 50 wt% DEA – 30 wt% MDEA–50 wt%
Acid-Base Titration
Color/Appearance Lean Amine Rich Amine
Daily 2 time /week
Pale yellow/Light Amber
Visual
pH Lean Amine Daily 9.5 minimum pH meter Foaming Lean Amine Daily < 60 mm height
< 30 sec break time
Foaming Tendency
H2S , Mole/mole
Lean Amine Rich amine
Daily 1 time/week
- Potentiometer
CO2, ppmw Lean amine Rich amine
1 time/week 1 time/week
- Purging, then Acid-Base Titration
Oxygen content Makeup water
1 time/week < 5ppb Oxygen sensor
HSAS Lean amine Rich amine Reclaimer
1 time/month <2.5wt%as amine
Capillary Electrophoresis/Wet Chemistry /Ion Exchange
Total Suspended Solids
Rich amine Lean amine
1 time/month 1 time/month
Rich<150 ppmw Lean <70 ppmw
Millipore Filter
Total Dissolved Solids
Rich amine Lean amine
1 time/month 1 time/month
Rich <900 Lean<1100 ppmw
Evaporation/Conductivity meter
Iron Rich Amine Stripper Ovhd. water
1 time/month 1 time/month
< 10 ppmw < 1 ppmw
Colorimeter/ICP
Chloride Lean amine 1 time/month < 500 ppmw Dionex/Mettler
Special samples from rich amine, lean amine, reclaimer and reflux drum may be taken whenever there is a problem (sludge, blockage, fouling, foaming, increased flow rate).
At least once a year, samples should be sent to the amine vendor for Finger Print Analysis (detailed analysis) that includes standard parameters (described in table above), physical properties (color, specific gravity, viscosity), HSAS, anion analysis, cation analysis, metals analysis (Mn, Ni, Cr, Na, Cl), degradation products, ATB (Actual Total Base), TB (Total Base), RFB (Regenerable Free Base), soluble and free iron, iron solubility test and particle size distribution. The vendor report should include any corrective measures.
Revision Summary 11 April 2007 New Saudi Aramco Basic Practice.




















![[013] ass 013 [1880]](https://img.pdfslide.net/doc/110x75/5695d38c1a28ab9b029e54d8/013-ass-013-1880.jpg)