Embed Size (px)
Citation preview

24 TUNNELLING JOURNAL
State of the art segments:
SINCE BAZALGETTE’S revolutionary sewernetwork was built in the 1800s London’spopulation has quadrupled. The system nowoperates at double its designed capacity andstruggles to cope if as little as 2mm of rainfalloccurs. This means that every year around 39million tonnes of untreated sewage isdischarged, via 57 combined sewer overflows(CSOs), into the Lee and Thames rivers. Theseoverflows have a substantial impact on riverecology and pose a significant health risk tothose living and working on the rivers.
Tideway and the Lee TunnelIn order to combat the problem, the US$1bn(£635M) Lee Tunnel is the first of two majortunnel projects being undertaken by clientThames Water as part of the Thames Tidewayscheme, which also includes the US$5.9bn(£3.6bn) Thames Tunnel. Once completed, in2014, the Lee Tunnel will divert CSOs awayfrom London’s largest outfall at Abbey Mills, inStratford, and convey them to the upgradedBeckton Sewage Works for treatment. This willeliminate 40% of the current overflows intothe Thames via its tributary the River Lee.
Morgan Sindall/VINCI Construction GrandsProjets/Bachy Soletanche (MVB) Joint Venturewas awarded the US$652M (£400M) design-build contract for the tunnel and its four
associated large diameter shafts in January2010. Come early next year, the JV will launchan 8.8m diameter Herrenknecht Mixshieldfrom the 82m deep Beckton Drive Shaft on a6.8km westward drive to a reception shaftlocated at the Abbey Mills pumping station.
Design-build proposals for the project werebased on a preliminary design completed byAecom and specifications drawn up on behalfof Thames Water by Tideway’s ProgrammeManager, the CH2M Hill-Halcrow partnership.
Running at depths of up to 75m, within theUpper Chalk aquifer, the Lee Tunnel will beLondon’s deepest to date and a principlechallenge on the project will be dealing withanticipated water pressures of up to 8 bar.Taking into account the loadings, pressure andlong-term durability requirements that will beplaced on the tunnel during its life, one of theUK’s most state-of-the-art precast segmentallinings has been specified for the project.
Designed by MVB’s engineer, MorganSindall Underground Professional Services(UnPS), the 1.7m wide, 350mm thick, sevensegment + key universal tapered ring iscurrently under production at Morgan Sindall’spermanent precast factory, at Ridham Dock, inKent. A number of emerging technologies –such as steel fibre reinforcement, cast-in EPDMgaskets, 3D laser checking of cast segments
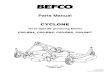
Precast segmentmanufacture forLondon’s deepest evertunnel, ThamesWater’s 6.8km long,7.8m diameter, LeeTunnel sewer project,is now up to fullspeed. Amanda Foleyrecently visitedMorgan Sindall’sproduction facility, atRidham Dock, in Kent,to find out more aboutthis state-of-the-arttunnel lining
VMT’s 3-D lasertracker system isused to check segments arewithin tolerance
Lining the Lee Tunnel
TJ_0411_Lee_024_030.qxd:Feature 21/4/11 23:28 Page 24

TUNNELLING JOURNAL 25
for quality control and a unique maturitymonitoring system – have all been broughttogether for the first time during segmentfabrication for this project. Although thefactory’s two year long, 32,500 segment,manufacturing run has only just got up to fullspeed, the results are promising and set totake the production of precast tunnel liningsanother step forward in the UK.
Casting excellenceFor the well-established Ridham Precast factory– which has been has been turning out high-
quality tunnel lining segments since it opened10-years ago – one of the most unique thingsabout the Lee segment design is the adoptionof cast-in gaskets. “It’s a big step in the rightdirection as far as we’re concerned,” says MickTown, Manager of Ridham Precast. “It gives usa far better quality fit of gasket.”
Having gone from a bit of glue and a bit ofhope, to securely anchored gaskets that sitperfectly square at the corners, the superiorquality of the overall unit is visually apparent.The elimination of gluing also reduces labourand removes solvents from the factory, whichimproves the working environment. “The glueisn’t a major health hazard, but there’s alwaysthat lingering smell in the factory, which isn’tgood, and it’s a dirty job as well,” says Town.
“There’s also the fact you don’t have to re-work the gaskets,” says Ridham’s EngineeringManager, Dave Hicks. “With glued gasketsyou always run the risk that the glue willdelaminate if they’re stored for a long time.Then you have to re-work them before theycan go out. With cast-in gaskets that issue iseliminated completely, which is a big plus.”
The idea of cast-in tunnel gaskets has beenaround for some time, but was brought on byseal specialist Phoenix Dichtungstechnik (nowknown as PDT). “We saw what they had donewith Ceresola moulds in Moscow,” says Town.
“It was only a very short tunnel, but it lookedlike a great idea. So we got PDT talking to CBEour regular mould supplier and between themthey devised the system here, which is great.”
“The interesting thing is, when I was inSwitzerland running the CUC training school,we did a course in segment production andwe demonstrated with a Ceresola mould, aPhoenix cast-in gasket and steel fibre self-compacting concrete,” says Charles Allen, aconsultant working alongside ProgrammeManagement partner CH2MHill. “That was 10years ago and it’s taken that long for cast-ingaskets to take off. This will be the longesttunnel in the world to use the system.”
There isn’t a great deal in cost differencebetween the two systems, as cast-in gasketsare slightly more expensive than traditional
gaskets, but this is offset against reducedlabour costs. “It’s the quality of the unit whichis the major difference though,” says Town.“So far it’s looking very, very, promising.”
Ridham is using 40 CBE moulds, on one ofits two fully PLC-automated carousels, toproduce an average of 60 segments (or 7.5rings) per day for the Lee Tunnel, which is themaximum physically possible on a single shift.Following mould cleaning and placement ofinserts, the custom PDT gaskets are push fittedinto the mould’s gasket slots and given a finalquality check prior to concrete pouring. Grade
PRECAST LININGS
The START (STrength Assessment in RealTime) maturity monitoring system
Lee’s segments employ 30kg/m3 of Dramixsteel fibre reinforcement
A quality control check to ensure a proper fit of the PDTgasket in the CBE mould priorto concrete pouring
TJ_0411_Lee_024_030.qxd:Feature 21/4/11 23:28 Page 25

PRECAST LININGS
TUNNELLING JOURNAL 27
C50/60 concrete, with granite aggregates and30kg/m3 of Dramix steel fibre, is volumetricallypoured into the moulds and hand finishedprior to being placed in the curing tunnel.
The segments are de-moulded after aboutfive hours curing, at a minimum strength of11MPa, therefore an early concern was thatthe gaskets would get pulled out of the youngconcrete whilst opening the moulds.
However, PDT and CBE got together andexamined the retention force required for thegasket. “It’s a bit of a trade off,” explainsHicks, “the gasket has to fit in easily, as we’reworking so quickly, but it also has to withstandpouring, vibration and stripping from themould.” Trials paid off however and this hasn’tbeen an issue at all. “It is a little more difficultto clean the mould than it would be if you hada normal gasket groove, because it’s more of acompact shape,” says Town. “But the benefitsfar outweigh that as far as we’re concerned.”
Superior durabilityLee will be the largest diameter tunnel in theUK to use steel fibre reinforcement to date,but this is nothing new for Ridham Precast.They have been working with fibres for over10 years, since the factory was first set up toproduce segments for Heathrow’s Terminal 5tunnels. The benefits of using steel fibres aresignificant, resulting in reduced manufacturingcosts, improved durability and crack resistance,and less damage during handling. “When itcomes to cost, durability and handling, fibreswin hands-down,” says Town. Fibres alsorepresent a significant reduction in the overallamount of steel used on the project.Traditional rebar reinforced segments willtypically incorporate anywhere between 80kgto 120kg of steel rebar, whereas an equivalentsteel fibre segment is likely to contain 30kg to35kg of steel. There is also labour to consider.“We need at least two or three men on the
production line if we’re fitting cages and thenthere’s an additional QC process,” says Hicks.“With steel fibres you just fill the hopper andyou’re done for the day.”
The Lee Tunnel’s segments were designedutilising UnPS's extensive experience in steelfibre reinforced concrete linings (reaching backto the Heathrow Baggage Tunnel in 1994),however due to the lack of design codes forsteel fibre reinforcement, the design wasvalidated by full scale physical modelling at theBuilding Research Establishment, in Watford.
Although not a major risk, fires have beenknown to occur in tunnels under construction.Therefore, in addition to 30kg/m3 of Dramixsteel fibres, Lee’s segments also incorporate1kg/m3 of Adfil polypropylene fibres tomitigate against spalling in case of fire.
Systematic checkingAnother first for the UK is the requirementthat Lee’s segments be checked daily using a3D laser tracker system. “The VMT systemwas a major investment for us,” says Hicks.“But we can see the benefits.” Up until now,Ridham has always manually checked itsmoulds by micrometer, now instead they arechecking segments using the laser tracker.“Because you’re checking the end product,rather than what’s producing the end product,it’s a much better QC approach in my view,”says Hicks.
With a trapezoidal tapered segment, forexample, it is virtually impossible to manuallycheck the tolerance of a segment, as there areno straight reference faces to work from.“You’re starting with nothing. But a 3Dsystem doesn’t care, it’s got a 3D model, itknows what the shape the segment should beand it compares what it sees against themodel and tells you whether its good or not,”says Hicks.
Checking segments also means productionisn’t affected as it was before. “If a segment isbeginning to go out of tolerance, there aretrigger levels built into the laser trackersystem’s software,” says Allen. “As soon asthose trigger levels are reached, you pull themould off the line and reset it – or re-engineerit if necessary – then check it again and put itback on the line. So it’s far less disruptive.“
“With everything being done off-line, wecan also check a lot more regularly, so the riskto us as a manufacturer is lot less,” explainsHicks. “If one segment is out of tolerance,everything has to be quarantined and re-checked back to the last known in-tolerancesegment. Previously we were checking mouldsevery 100 uses, which meant 100 segmentswould have to be quarantined. Now we arechecking daily, our quarantine exposure riskhas almost been halved, to 60 segments.”
The learning curve for the laser trackersystem has been relatively short and Ridhampartly puts this down to the training receivedfrom VMT. “The laser tracker checking is a lotquicker to use than we thought it was goingto be, significantly quicker than manualchecking,” says Hicks. The level of precisionskill required is also less. “I don’t want todumb down what the guys are doing now,because there’s a lot of computermanipulation required to operate the lasertracker system, but the skill needed formanual measuring is gone,” explains Hicks.“We’ve produced 50 rings now and, althoughwe certainly haven’t laser checked everysegment, the guys are very capable now.”
Prior to shipping, the Lee moulds were laser
The Lee Tunnel’s segment moulds are opened followingfive hours in the curing tunnel. Early concerns that thesegment’s cast-in gaskets would be pulled from the youngconcrete, rather than mould, have proved unfounded
TJ_0411_Lee_024_030.qxd:Feature 21/4/11 23:28 Page 27

PRECAST LININGS
30 TUNNELLING JOURNAL
tracker checked by the manufacturer,normally these moulds would have beenchecked again manually when they arrived atthe factory. “This time we used the lasertracker to check the moulds, which actuallyhighlighted some anomalies we wouldn’thave seen otherwise,” says Hicks. “Some ofthe moulds had acquired a very slight twist,which is almost impossible to see if you’rechecking mechanically, but very easy to seewhen you’re checking with a 3D model. Sowe had to shim the corners of the moulds tomake sure we were taking the torsion out. Itwouldn’t have been a major issue for the ringbuild, but it would have meant the ringswouldn’t have been perfectly straight. Nowwe can assure they are.”
Quality proceduresEvery segment that is produced at RidhamPrecast is assigned a unique referenceidentification code by the factory’s automatedcontrol system. This code can be used toidentify all the specific components containedwithin each segment, as well as detailedinformation on vibration and curing.
“The fact that it’s a stuck on label with abarcode is just an easy way of automating thescanning process,” says Hicks. “Everything islinked back to our main production database,along with all the references and informationheld about each segment, which gives uscomplete traceability.” This also means thatonce the segments are in the tunnel, thesame barcode can be scanned at the point ofinstallation and used to build a 3D model ofwhere every segment is, which is what isbeing planned on Lee. “It’s not expensive torun and it’s a good system,” says Town.
Ridham uses Radio Frequency Identification(RFID) for tracking pallets around its carousel.“So we know what pallet is where and whatmould is on there, what concrete is requiredand various other data,” explains Hicks.
There has been talk on other projectsaround the world of using RFID for traceabilitywithin segments. However, Hicks explains thistechnology is incompatible with steel fibre
reinforced concrete. This is due to the factthat RFID needs a non-metallic path betweenthe transmitter and the receiver, so if youhave steel fibres in or around an RFID tag theyact like a Faraday cage and the radio signalcan’t get through. “If you can’t communicatewith the tag, then it’s just a bit of plastic,”says Hicks. “I don’t think people havephysically thought through how they’re goingto do it. Even using a rebar cage you wouldneed a minimum 50mm standoff, otherwisethe steel is going to affect the signal.”
By contrast, Ridham’s barcode systemprovides simple, well-understood, robusttechnology. “Even iPhones have got abarcode scanner application, so you couldoperate the system with a phone if youwanted to,” says Hicks.
Maturity Monitoring SystemThe START (STrength Assessment in RealTime) maturity monitoring system, developedby OtB Concrete, is being used for the firsttime in precast segment production on thisproject. “By casting thermocouples intosegments, the time/temperature profile thatthe concrete is receiving can be monitoredand recorded by the system,” explains Hicks.From this accurate strength gain predictionscan be made, which will be used for de-
moulding control, to make sure the segmentsare up to strength prior to de-moulding. “It’sin the very early stages, as we’ve only juststarted using it, but the theory is all verygood,” says Town.
There are a number of benefits to theSTART system. First of all, the project has aspecified maximum curing temperature of60˚C, “so we have to show that we’re notexceeding that,” says Hicks. “We’re alsolooking to achieve a minimum in-situ strengthof 11MPa before we can de-mould safely. Ifwe can achieve that minimum strength whenthe weather is warmer by putting less energyinto our curing tunnel that saves us money.”
Historically, this has been done based onexperience, rather than science. “If it’s 20˚Coutside, then we know we can reduce thecuring tunnel temperature by 5˚C,” explainsHicks. “If it goes up to 25˚C we might be ableto knock a couple more degrees off. So we’rehoping that this system will give us a real timeanalysis of our curing process and allow us toadjust our curing temperatures accordingly ona more frequent basis.”
Hopefully, in the long-term this will providesignificant savings in energy, particularly in thesummer months, producing a moresustainable product via reduced CO2emissions.. “Over the last few years, we’vebeen actively looking at how we can reduceour energy usage – looking at admixtures andlots of other things – this is another way ofemploying technology to reduce costs. It’sonly when you ramp up to full productionthat this comes into it’s own and we have tohave enough data to be sure what we’repredicting is what we’re getting. But thepotential is very good,” says Hicks.
It is difficult to know what the savings forRidham might be at present, but with theprice of diesel in the UK being what it is andlikely to go up even further, fuel cost isbecoming an increasingly important issue forthe factory. “Energy use is a very significantoverhead within our production and a largepercentage of that is the diesel required togenerate steam for the curing tunnel,” saysHicks. “It’s also not a linear relationship. Arelatively small change in temperature in thecuring tunnel results in something between asquare and a cube relationship to the amountof diesel we’re using. So if we change thetemperature by 2%, we can make 5-8%savings in fuel. So the potential is large.”
The system won’t affect curing times assuch, but then production quantities are notlimited by time anyway. “We physically can’treally move segments around our carouselany quicker than we are at present,” saysTown. This is obvious as soon as you walk intothe factory, where Ridham’s production teamare working flat out, particularly on thefinishing stations, just to get the segmentscompleted in 10-minute cycles. “They’ll get itdown to about 8 minutes in the next fewweeks, but that’s the limit,” says Town.
Above: PDT’sgaskets are apush fit into thegasket recess ofthe CBE moulds
Left: The yardat the RidhamPrecast facilitybegins to fill upwith stacks ofrings for theLee Tunnel
TJ_0411_Lee_024_030.qxd:Feature 21/4/11 23:28 Page 30