Embed Size (px)
Citation preview

Tartalomjegyzék Bevezetés .................................................................................................................................... 2 1. Raktározási alapfogalmak ...................................................................................................... 3
1. 1. A raktározás tevékenység ............................................................................................... 3 1. 2. A raktározás folyamatai .................................................................................................. 4
1. 2. 1. A beszállítással kapcsolatos folyamatok ................................................................ 4 1. 2. 2. A kiszállítási folyamattípusok ................................................................................ 4 1. 2. 3. Tárolás, belső anyagmozgatás ................................................................................ 5
2. Raktárak automatizálhatóságának előfeltételei ..................................................................... 6 2. 1. Azonosítás, automatizált anyagkövetés .......................................................................... 6
2. 1. 1. Vonalkód rendszer .................................................................................................. 8 2. 1. 2. Rádiófrekvenciás azonosítás (RFID) ................................................................... 10 2. 1. 3. Magyar RFID fejlesztési eredmények .................................................................. 12
2. 2. Raktárirányítás .............................................................................................................. 14 2. 2. 1. A raktárirányítási rendszerek formái .................................................................... 15
3. A raktározás automatizálása ................................................................................................ 16 3. 1. A raktárautomatizálás lépései ....................................................................................... 16 3. 2. Raktári folyamatok automatizálása .............................................................................. 17
3. 2. 1. Automatizált kirakodás ........................................................................................ 19 3. 3. Automatizált raktárak ................................................................................................... 20
3. 3. 1. Raklapos és dobozos automata raktárak ............................................................... 22 3. 3. 2. Automatikus gyógyszertári raktározás ................................................................. 23 3. 3. 3. Automata liftes tárolókat kínál a System Logistics .............................................. 24 3. 3. 4. Automata raktár rendszer már a KKV szektor részére is ..................................... 24
Összefoglalás ............................................................................................................................ 26 Irodalom ................................................................................................................................... 27

2
Bevezetés Ma már minden területen fontos szempont a lehető legtöbb folyamat és tevékenység
automatizálása. Nincs ez máshogy a logisztikában sem. És itt sokkal többről van szó, mint néhány automata CNC eszterga, vagy a vezető nélküli targoncák alkalmazása.
Dolgozatom témájának épp ezért választottam a raktározási tevékenységek automatizálási lehetőségeinek vizsgálatát. Célom nem egy teljesen új terület megteremtése, hiszem már ma is léteznek különböző automatizálási szintű raktározási rendszerek. Munkám kezdetén a célkitűzés egy olyan átfogó kép készítése volt a témában, amely későbbi kutatómunkám kiindulópontja lehet.
A dolgozat első fejezetének célja a raktározás jelentőségének és alapfogalmainak bemutatása. Ezen belül helyet kap magának a raktározásnak a definíciója, céljainak, feladatainak és előnyeinek felsorolása. A raktározás három fő tevékenységi csoportja a raktározási tevékenység ismeretéből adódik: a beszállítással és kiszállítással kapcsolatos logisztikai folyamatok, valamint a raktáron belüli tevékenységek. Ezeket is bemutatom ebben a részben.
A raktárak automatizálása nem olyan egyszerű feladat, mint ahogy az elsőre hangzik. Egy automatizált raktár alapfeltétele, hogy az áruk pontos azonosítása és nyomonkövethetősége biztosított legyen. Ehhez szükség van vagy vonalkód, vagy a sokkal fejlettebb rádiófrekvenciás azonosítás alkalmazására. Ezek bemutatását tartalmazza a második fejezet. Egy magyar példa pedig illusztrálja a rendszer alkalmazását. Itt kap helyet továbbá egy rövid alfejezetben a raktárirányítási rendszerek fogalma. Mivel a dolgozat célja most egy áttekintés, így nagyobb mértékű részletezés helyett csak egy átfogó képet szeretnék mutatni e rendszerek fontosságáról.
A harmadik fejezet szakirodalmi és ipari példák elemzésével mutatja be a raktár-automatizálást. Először bemutatom a raktárautomatizálás lépéseit. Ezután következik néhány szakirodalomból vett, megvalósított rendszer bemutatása.

3
1. Raktározási alapfogalmak
1. 1. A raktározás tevékenység A raktározás a logisztika egyik fő területe. A raktárak stratégiai kapcsolatot jelentenek a
logisztikai láncban, mivel a készletezés a vállalati rendszer fontos része. Ennek következtében a raktár manapság már nem csupán egy tárolási hely, hanem központi szerepet tölt be a vállalati folyamatokban (ez „felfelé" gyárak ellátását, „lefelé" pedig megrendelések kézbesítését jelenti) és stratégiai szerepet játszik az ellátási lánc irányításában. [1,2]
A raktározási tevékenység megítélése sokszor negatív előjelű, valamiféle „szükséges rossz" tevékenységként közelítik.
Való igaz, hogy a raktározás - ezen belül a tárolás - nem illeszkedik eredendően a logisztika tevékenység folyamatjellegébe. Az anyagáramlási folyamat leállása nyilván a tőke-pénzáramlás folyamatára is azonos hatással van. lassítva befektetett tőkénk megtérülését. Az elmondottakból fakadóan belátható követelmény a raktározási ezen belül elsősorban a tárolási tevékenység időtartamának célszerű lerövidítése. [3]
Más közelítésben azonban a célirányos raktározási tevékenység több vonatkozásban is pozitív hatású lehet, mégpedig [3]:
− A gyártók közelében települt raktárak teszik lehetővé a folyamatrendszerű, az éppen időben elvű termelés megvalósítását, a gyártónál szükséges minimális mértékű raktározást, a termelés közvetlen környezetében megvalósuló készletezést.
− Más oldalról a raktárak gyűjtő funkcióját kihasználva nyílik mód például komissiózás révén a megrendelők sajátos igényeinek költséghatékonyabb és az elégedettséget szolgáló kielégítésére.
− A raktározási tevékenység képes kezelni az anyag (áru) áramlás eltérő intenzitású elemeit, időszakait.
A raktárakban végzett raktári készletgazdálkodás szerves része a logisztikai rendszernek, alapvető szerepet játszik a megfelelő kiszolgálási színvonal biztosításában. A raktározás teremti meg az alapanyagok, a félkész és késztermékek idő hasznosságát, más szóval a raktárak segítségével a termékek rendelkezésre állnak akkor és ott, ahol a kereslet jelentkezik. [4]
A raktár a következő alapvető feladatokat látja el: − Kereslet és kínálat közötti különbség áthidalása (rendelkezésre állás), − A rendelésnek megfelelő termékek összegyűjtése és szortírozása (komissiózás), − Az áru/termék minőségének megőrzése, − A szolgáltatási szféra hasznos eszköze (pl. több cég közös raktára). A logisztikai folyamatban a raktárak különféle alrendszerekhez kapcsolódhatnak, és ily
módon elhelyezkedésüket, illetve jellegüket sajátos funkciójuk határozza meg. Ennek alapján a főbb raktártípusok a következők: − Alapanyag-, alkatrész-, részegység-raktár: mely általában a termelő-, ill. szerelőüzem
bemeneti oldalán található, ezért a beszerzési logisztika részének is tekinthető, − Közbenső (félkész áru) raktár: mely egy termelési folyamat műveletei között áll, és
szorosan a termelési logisztikához tartozik, − Készáruraktár: a termelés vagy az összeszerelés befejezése után, mely létesülhet a
termelőüzem területén, de lehet teljesen önálló létesítmény is, Amennyiben előzőnek közvetlen kapcsolata van az értékesítés helyeivel, elosztóraktárnak
is tekinthetjük, ekkor az elosztási logisztika szerves része.

4
1. 2. A raktározás folyamatai Az időszakos nyugalmi állapot ellenére a raktározott áruk folytonos mozgása, a készletek
változása jellemző. Tágabban értelmezve a tárolási (nyugalmi) állapotot is egy készenlétben tartási folyamatnak tekinthetjük, amely fontos eleme az output oldali igények kielégítésének.
A raktározási folyamatoknak két csoportját célszerű megkülönböztetnünk, mégpedig [3]: − raktározási alapfolyamatok, amelyek közé a rakodási, belső anyagmozgatási, valamint
a tárolás tartozik; − raktári kiegészítő folyamatok lehetnek a sajátos raktározásokhoz kapcsolódóan; − az osztályozási (szortírozási), kiszerelési, csomagolási, címkézési és egységrakomány
képzési tevékenységek. A mozgatandó anyagok főbb csoportjai a mozgatás sajátosságainak szempontjából: − darabáruk, − ömlesztett anyagok, − folyadékok, − gázok. Dolgozatomban a feldolgozóiparban és a kereskedelemben leginkább jellemző darabáru
raktározási folyamatokat tárgyalom. A darabáru-raktárak fizikai működési folyamatai - az anyagáramlás irányával
összefüggésben - a következők: − a beszállítással, − a tárolással és, − a kiszállítással kapcsolatos részfolyamatok.
1. 2. 1. A beszállítással kapcsolatos folyamatok Az említett tevékenységek a következő főbb műveletekre bonthatók: − a szállítóeszközök kirakása, az áruk továbbítása az átvevőhelyre; − áruk átvétele, szükség szerint tárolási egységek képzése; − betárolás, ami a tárolási egységnek az átvevőhelyről a tárolótérbe, ott pedig a
tárolóhelyre juttatását jelenti. A beszállítási folyamattípusoknak három változatát szokásos megkülönböztetni aszerint,
hogy: − a szállítóeszközről közvetlenül vagy közvetve - átvevőhelyiség közbeiktatásával -
juttatják el a tárolótérbe; − a kirakott árukból képeznek-e tárolási egységeket (egységrakományokat); − az előbbiekhez kapcsolódóan milyen kézi vagy gépi emelő és anyagmozgató
eszközöket használnak.
1. 2. 2. A kiszállítási folyamattípusok Az említett folyamattípusok következő formáit különíthetjük el, miszerint: − a tárolótérből közvetlenül kerül az áru a szállítójárműre − az árut először a rakodóra vagy előkészítő területre juttatják − a tárolótérben először komíssiózást végeznek, majd az árukiadóbban kiszállítási
egységeket képeznek − a kiszállításra előkészített árú a rakodásig árukiadóban várakozik. A kiszállításnál használatos eszközök nyilván az előbbi folyamatokhoz igazodnak. A kiszállítással kapcsolatos részfolyamat műveletei: − kitárolás, az áruknak, tárolási egységeknek a tárolótérből a kiadóhelyre szállítása;

5
− komissiózás (többféle árunak a megrendelések szerinti összegyűjtése) a tároló vagy komissiózó térbe;
− az áru ellenőrzése, a kiszállítási egységek összeállítása, diszponálása; − a kiszállítási egységeknek szállítóeszközre rakodása.
1. 2. 3. Tárolás, belső anyagmozgatás A tárolás ideje alatt az áruk nyugalmi állapotban helyezkednek el, kivéve a dinamikus
tárolási rendszert. Az anyagmozgatási - belső szállítási - folyamat célszerű kialakítása a felsorolt
követelményeket támasztja: − a be- és kitárolási műveletek ne zavarják egymást, − a járműrakodás műveletei alkalmazkodjanak a belső szállítás műveletihez, − a közlekedő utak célszerűen legyenek meghatározva, − az anyagmozgató rendszer illeszkedjen a tárolási rendszerhez, − a belső anyagmozgatás lehetőleg ugyanolyan egységben történjék, mint a tárolás, − az anyagmozgatási feladat a lehető legkisebb teljesítménnyel kerüljön megoldásra. A raktárak külső és belső anyagmozgatási folyamatát ugyancsak a részletezett
követelmények figyelembevételével szükséges kialakítani. A raktározási folyamatban az anyagmozgatási, valamint a tárolási elemek további
tevékenységekkel egészülhetnek ki, mint például bontási, egységrakomány képzési, ellenőrzési. A kitárolási művelettel esetenként raktári komissiózási tevékenység párosulhat.

6
2. Raktárak automatizálhatóságának előfeltételei
2. 1. Azonosítás, automatizált anyagkövetés A termelő vállalatokban alkalmazott informatikai elemek esetében két szintről
beszélhetünk. Az alsóbb szint jelenti azon számítástechnikai eszközök sokaságát, melyeket logisztikai, vagy éppen termelő berendezéses vezérlésére használunk, míg egy magasabb szint jelenti azon számítógépes eszközöket, melyek vállalatirányítási célt szolgálnak, és olyan stratégiai döntések meghozatalát támogatják, mint például a készlet nagyság, termeléstervezés, melyek alapvető fontossággal bírnak a vállalat piaci szereplése, nyereségessége szempontjából. Ezek a rendszerek mit sem érnek megbízható, percre kész információk nélkül, melyeket az azonosítás technikai eszközei szolgáltatnak.
A korszerű raktárirányításnál alapvető követelmény az automatikus áruazonosítás/anyagkövetés.
Automatikus áruazonosítás alatt olyan eljárásokat és technológiákat értünk, amelyek lehetővé teszik, hogy emberi beavatkozás nélkül egy objektumról adatot nyerjünk, és azt további feldolgozásra alkalmas formára átalakítsuk.
Az identifikációs (automatikus azonosítási) rendszerek egyik legfontosabb alkalmazási területe az automatikus anyagkövetés anyagáramlási rendszerekben. Egy korszerű anyagkövetés elősegíti:
− a beszerzés, gyártás, értékesítés jellemzőinek (a késztermékbe beépülő anyag költsége, az átfutási idő, a keletkezett selejt, hulladék, készletek alakulása a tárolókon, raktárakban) pontosabb számszerűsíthetőségét,
− gyártásban levő anyagról valós, vagy közel valós időben pontos kép kialakítását, ezáltal: • optimálisabb anyagáramlási utak és anyagáramlási munka elérését, • ütemesebb be- és kiszállítások megvalósítását, • kisebb készletek kialakulását, • az átfutási idők lerövidülését, • a részköltség helyenkénti nyilvántarthatóság létrehozását.
Az anyagáramlás és az anyagkövetés színvonala között szoros kölcsönhatás van. Megfelelő színvonalú anyagkövetés nélkül korszerű anyagáramlás nem valósítható meg, illetve igényes anyagkövetés csak megfelelően kialakított anyagáramlással érhető el.
Az anyagkövetés bevezetésénél a rendszerkoncepció kidolgozása a lényeges, amely során: − fel kell tárni az anyagkövetés elvét és technikáját, − meg kell alkotni az anyag nyomkövetésének rendszertervét. Az anyagkövetési rendszernek kapcsolódnia kell a már meglévő, vagy bevezetésre
tervezett rendszerek mindegyikéhez, különösen: − a material menedzsment többi részéhez, − a minőségbiztosítási rendszerhez és − az anyagáramlási rendszer információs és irányítási rendszeréhez. Az anyagkövetés technikájának két változata lehetséges: − egy logisztikai rendszerben minden mozgatott vagy tárolt egységről minden
pillanatban pontos információnk (mikor, mi, mennyi, hol) van, − jellegzetes mérési pontokban regisztrálunk és csak azok közötti részrendszerek
összegzett állapotáról állnak rendelkezésre információk. Az első változat rendszerfelügyelő, irányító és valós időben vizualizáló hardver és
szoftver eszközökkel – különösen nagyobb rendszerek esetében – nagyon költségesen valósítható meg. A második változat kisebb költséggel kiépíthető, alacsonyabb

7
automatizáltságú rendszerek esetében is alkalmazható, ugyanakkor elégséges információt tudnak szolgáltatni a material menedzsment számára.
A jellegzetes mérési pontokban történő regisztráláson alapuló anyagkövetésnek is különböző automatizáltsági szintjei különböztethetőek meg:
− manuális (hagyományos bizonylat tartalmának vagy az az anyag felismerésének megfelelő információ ember által történő továbbítása),
− automatizált (az anyagra vagy az egységrakományra vagy a szállítóelemre helyezett információ hordozó automatikus olvasása),
− illetve az előzőek kombinálása egy rendszeren belül. A rendszerkoncepció kidolgozásának legfontosabb lépései: − az anyagáramlási rendszer alapos megismerése, − indokolt esetben a hatékony anyagkövetés bevezethetőségét támogató javaslatok
megtétele a rendszer módosítására, korszerűsítésére vonatkozóan, − mérési helyek rögzítése (feltétel a rendszerbe csak a külvilággal való kapcsolódási
pontokban érkezhet, illetve a rendszerből csak ott távozhat anyag), − információtartalom meghatározása, − információhordozó, információ szerzés módjának és eszközének, továbbá az átvitel
eszközeinek megválasztása, − a rendszerterv részleteinek kidolgozása.
Az információszerzés és továbbítás lehetséges változatainak képzésénél javasolt: − az információhordozó és beállító-kiértékelő egység kapcsolata alapján:
• az érintkezéses/érintéses és • az érintkezésmentes/érintésmentes megoldások,
− az információhordozó állapota alapján: • a fix információtartalom és • a változtatható információtartalom,
− működési mód alapján: • manuális • az elektromos, ezen belül az elektromágneses és • az optikai, ezen belül a vonalkódos
működési módok alkalmazásának vizsgálata. Az információtovábbítás lehetséges informatikai megoldásnál szóba jöhet: − manuális továbbítás, − a vezetékes átvitel, − az infravörös vagy rádiófrekvenciás átvitel és − a szatellit átvitel. Az információ hordozók, információ szerzés és információ átvitel lehetséges
változatainak néhány reprezentálását a szemlélteti. A teljes rendszerben értelmezett mérési helyek részletes áttanulmányozása a célszerűen
regisztrálandó információtartalom meghatározása és nagyvonalú költségbecslés után legáltalánosabban alkalmazható információhordozóul a vonalkód, információszerzés eszközéül mobil vonalkódolvasó, információtovábbítási technikaként rádiófrekvencia javasolható.
A javasolt anyagkövetési rendszer bevezetése: − gyorsítja az előforduló hiányosságok, zavarok, minőségi hibák megszüntetését, − javulást idéz elő a logisztikai rendszer különböző jellemzőiben (átfutási idő, készletek,
stb.).

8
Az anyagkövetési rendszer hardver és szoftver elemei (információs hordozók, írók, olvasók, stb.) részét képezhetik más – számítógépes irányítási, logisztikai kontrolling, monitoring, minőségbiztosítási, stb. – rendszereknek is.
Egy termékkövető rendszerben regisztrálni, ill. értékelni célszerű például a következőket. − Hol van a termék jelenleg? − Mennyi ideje tartózkodik ott? − Mikor szállították be-ki? − Hol volt a termék év, hónap, nap, óra, perc? − Mennyi ideig tartózkodott az alapanyag, az alkatrész, a késztermék a raktárban? Egy automatikus anyagkövető rendszere alapfelépítését, nagyvonalúan a 19. ábra
szemlélteti. A vázolt fejlesztésekkel a kézi információ bevitel jelentős csökkenésével lényegesen
csökken az élőmunka igénye, a tévesztés lehetősége, gyorsítható az anyagáramlás, csökkenthető az átfutási idő és a készletek nagysága. Számos információ szolgáltatható a beszerzési és értékesítési menedzsmentnek, a termelésben lévő készletek csökkentésével területek szabadíthatóak fel a termelés számára.
2. 1. 1. Vonalkód rendszer Az áruazonosítás legelterjedtebb eszköze a nemzetközileg szabványosított vonalkód
rendszer (GSI). A kódrendszer használata jellemző az egész ellátási láncra és nem csak a raktáron belüli azonosítást szolgálja.
Az alábbi főbb vonalkód típusok terjedtek el ipari használatra: − 8 számjegyes, − 13 számjegyes. A 13 számjegyes kódolást EAN-13 kódnak nevezik, míg a 8 számjegyest EAN-8-nak.
(EAN = Europáische Artikel Nummerierung, európai árucikkszámozás). Nemcsak a számjegyek számát tekintve lehet eltérés, hanem a kódoláshoz használt táblázat alapján is készülhet vonalkód, sőt betűket, írásjeleket is lehet kódolni.
A vonalkód tényleges jelentése az EAN-13-nál: − Az első három számjegy (a különálló, és még kettő) a terméket gyártó országot jelöli.
Ez Magyarország esetében 599. − A következő 4 vagy 5 számjegy a gyártó kódja. − A maradék 5 vagy 6 számjegy a termék kódja. Gyűjtőcsomagolások jelölésére leginkább az EAN-128-as rendszert alkalmazzák A
kódszámrendszer az elosztási láncban a legsokoldalúbban használható információhordozó. A számozás lényege: minden információ két- vagy többjegyű AI-val (Application
Identifier = adattartalom azonosító) kezdődik, amely leolvasáskor lehetővé teszi az ezt követő információ tartalmának felismerését.
Az egységrakományok esetében az EAN-128 rendszert kell használni.
a) b)

9
c)
1. ábra Vonalkódok a) EAN-8 b)EAN-13 c) EAN-128
A vonalkód technika egyik továbbfejlődési iránya a nagyobb mennyiségű információk tárolására alkalmas 2D kódok megjelenése. Az említett továbbfejlesztést indokolta például a küldő és fogadó fél közötti kommunikáció jelentős bővülése, valamint az, hogy az információk tárolása és továbbítása célszerűen össze kell, hogy kapcsolódjon a különböző objektumokkal. így jöttek létre az úgynevezett hordozható adatfájlok (PDF).
A vonalkód címkék előállítása, nyomtatása és olvasása különböző technikai megoldásokkal történhet. Az vonalkódnyomtató lehet egyszerű asztali kivitelű, de ipari alkalmazásokra nagyobb méretű nagyteljesítményű nyomtatókat használnak. (2. ábra)
a) b)
2. ábra Vonalkódnyomtatók
a) Zebra TLP2844-Z thermal-transfer kisteljesítményű vonalkód nyomtató
b) Zebra 110XiIII plus nagyteljesítményű ipari címkenyomtató
a) b)
3. ábra Vonalkód olvasók: a) Symbol LS2208 (kézi használatra)
b) Datalogic Magellan 1100i (beléptető)

10
A vonalkód olvasó típusai [3]: − fényceruza, amely az alkalmazott fényforrás szerint lézer vagy LED, amely látható
vagy infravörös fényt bocsát ki; − CCD olvasó, amely a legjobb megoldást jelenti a teljes vonalkód felület
megvilágítására; − lézerolvasók; − kézi olvasók; − fix telepítésű olvasók, − résolvasók, − vonalkód olvasós adatgyűjtők.
2. 1. 2. Rádiófrekvenciás azonosítás (RFID) A vonalkód technika mellett leggyakrabban használt azonosítási eljárás, amelyben a
továbbított információk az azonosításon kívül hordozhatják adott objektum jellemzőit és azokat az utasításokat, amelyek segítségével a különböző eszközök működtetése befolyásolható (rugalmas gyártócella vezérlése, robot irányításához szükséges utasítások). [3]
A rendszer részei: − adathordozó, − olvasó (vevő) egység, − adatátviteli egység, − adatbeviteli, programozó egység. Az adó-vevőből álló rendszer az alkalmazott rádiófrekvenciás jelek alapján a következők
szerint csoportosítható: − alacsony frekvenciatartományú rendszerek, amelyek kis és közepes hatótávolságúak,
valamint alacsony átviteli sebességűek (raktárirányításban, gépkocsik lopás elleni védelmében használhatók);
− közepes frekvenciatartományú rendszerek, amelyek például az ellenőrzött hozzáférést szolgálják;
− magas frekvenciatartományú rendszer, amelyek esetében leggyakoribb a mozgó járművek monitorozása.
A kapacitásuk tekintetében igen széles tartományú eszközök ismeretesek a kereskedelemben használatos elektronikus árufigyelő eszközöktől a nagyteljesítményű hordozható adatállományokig.
Az alkalmazás előtérbe kerül nyilván olyan helyeken is, ahol a vonalkód nem megoldható vagy költséges.
Az RFID rendszerek három nagy csoportba sorolhatók: aktív és passzív, valamint félpasszív. A két rendszer az adathordozókban (címke) tér el egymástól.
Az aktív rendszerekben a címkének saját áramforrása van, így folyamatosan bocsátják ki a bennük tárolt biteket az éterbe. Nagyobb jeladási távolságot (akár 30 méternél is nagyobb lehet) tesznek lehetővé és több információ tárolására alkalmasak. Ezek a címkék alkalmasak független megfigyelés és ellenőrzés elvégzésére. Az aktív címkéknek van a legnagyobb sávszélességük.
A félpasszív RFID tartalmaz beépített áramforrást, ami az integrált áramkört folyamatosan ellátja. Csak az adásra optimalizált antenna szükséges. Működése megbízhatóbb a passzív típusénál. A passzív címkék nem rendelkeznek saját áramforrással. Az olvasó egység közelébe érve az antenna hullámai gerjesztenek bennük egy feszültséget, melynek hatására sugározzák ki a bennük tárolt biteket, mivel a passzív címke nem rendelkezik saját teleppel, így fizikai mérete lényegesen kisebb, mint az aktívé. Ilyen címkéket ragasztanak "lopásgátlóként" egyes árukra. (4. ábra) A passzív RFID előnye, hogy hosszú élettartamú, ami

11
egyrészt annak is köszönhető, hogy nincs energiaforrása (ami lemerülne). Kis mérete miatt nagyon sok helyen használható. Gyártása olcsó. Hátránya, hogy kisebb távolságról olvasható, mint az aktív, (általában 60-90 centiméter). Hátrányként mondható el az is, hogy hosszú ideig olvashatóak: a termék esetleges eladása után is (például a bolti terméken rajta felejtett címke becsipoghat az másik boltba is). Olyan érzékelők és egyéb eszközök, amelyeknek villamos energiára van szükségük nem használhatóak a passzív címkékben. [5]
a) b) c)
4. ábra a) aktív b) félpasszív c) passzív RFID címke
Író/olvasó egységek: − Az antennán keresztül lehet a címkével kommunikációs kapcsolatot teremteni, vagyis
írni/olvasni. − A passzív és az aktív rendszerek antennái nem egyeznek egymással. − Az adatátviteli sebesség a címke és az antenna között megközelítően 3000 bytes/sec. − Az antennák mérete széles spektrumon mozog, amely befolyásolja a hatótávolságát. − Az antennák nagy része képes több címkét egyidejűleg kezelni, és több címke közül
egyet (sorszám vagy egyéb azonosító alapján) írni, miközben a többi címkében tárolt információ nem változik vagy sérül.
a) b)
5. ábra RFID olvasók a) DL910 nagy hatótávolságú RFID UHF passzív RFID olvasó
b) 2.45 GHz-es aktív RFID WiFi olvasó
Kommunikáció-kezelőegységek: − Az EMS (Escort Memory System) fejlesztői felismerték, hogy az ipari szegmensben
nem elegendő a PC-s felületen biztosítható kommunikáció. − Az ipari vezérléstechnikában használt összes busz rendszerhez kifejlesztették az
interfész modulokat (Aszinkron soros modul, DeviceNet modul, InterBus-S modul, ProfiBus modul, Modbus Modul, Remote I/O, ModulControlNet modul).

12
− Az Allen-Bradley SLC 500 PLC családhoz kifejlesztett CM 1746 modul, amellyel roppant könnyű az RFID rendszert összekapcsolni a vezérlő rendszerrel.
RF tartományok: − Mérési tartomány: 1 m-től - 10 m-ig − Tartományok:
o 125- 134 kHz (autólópásgátló), o 13,56 MHz, o 433 MHz (autópályán URH sáv), o 2,45 GHz(10m WLAN).
Az RFID-technológia logisztikai alkalmazásai: − Miközben a csomagok egy raklapon áthaladnak az antenna előtt az összes csomag
azonosításra kerül. − A rendszer alkalmas kisebb csomagok, levelek azonosítására is, ezt az alkalmazást
postai területen először az Olasz posta vette használatba. Ezek a rendszerek alkalmasak a küldemények/küldemény csoportok teljes logisztikai nyomon követésére is.
− A személyazonosítás, belépési jogosultság, eltöltött munkaidő, beléptetés, és egyéb biztonsági, szabadidős, szórakoztató ipari célok.
− Gyártás nyomon követése: a gyártósorokon mérhetőek a ciklusidők. Gyors, pontos adatátvitelt igényelnek.
Az egyszer használatos eldobható címkéktől az integrálható címkékig, széles spektrum jellemzi a címkék memóriakapacitását is. A felhasználói igények függvényében léteznek csak írható és írható/olvasható címkék is, a memóriaállomány címezhető és többször írható/olvasható.
2009-ben a Bristol Egyetemkutatói megalkották a Hitachi 0,05x0,05 mm-es, amely jelenleg a legkisebb RFID chip, 2000 byte-nyi adat tárolására alkalmas. [5]
a) b)
6. ábra A Hitachi 0,05x0,05 mm-es RFID chipje a) egy emberi hajszálhoz, illetve b) emberi ujjhoz viszonyítva
2. 1. 3. Magyar RFID fejlesztési eredmények A jövő technológiájának nevezett RFID logisztikai hasznosításával már hosszabb ideje
kísérleteznek szoftverfejlesztők, de eddig még széles körben alkalmazott és nagy biztonsággal működő rendszereket nem sikerült alkotniuk.
Az Answare Kft. az elmúlt három esztendőben különös figyelmet szentelt az RFID technológiának, és jelentős eredményeket ért el több területen, többek között logisztikai alkalmazások vonatkozásában is.
A kutatás alapvetően három irányba indult: a mindennapi gazdasági életben használható rádiós, adatbányászati és biztonsági megoldásokat keresnek. Az elmúlt három esztendő

13
munkájának eredményeként egymással összefüggő rendszereket fejlesztettek ki: helymeghatározási rendszer, adatbányászati modulok, az adatgeneráló egység, az RFID-őrszem, valamint a korlátozott erőforrásokra tervezett szavazó és árverező rendszerek születtek. A fejlesztések során olyan alapproblémák megoldását is keresték, mint például a fémes környezetben történő leolvasás problémája. Ismert, hogy ez utóbbi jelentősen befolyásolja a leolvasás hatékonyságát. A Kft. kutatómunkája feltárja a fémfelületre helyezett RFID-címkék olvashatatlanságának okát, valamint rádiós méréseik eredményeit felhasználva megoldásokat ad az itt tapasztalható negatív hatások kiküszöbölésére. A projekt során kifejlesztett helymeghatározó rendszer Wi-Fi alapú eszközök segítségével olyan rádiófrekvenciás algoritmusokkal dolgozik, amelyek igen széles körben alkalmazhatók. Így logisztikai központokban, autógyárakban vagy más olyan helyen, ahol lényeges a járművek, termékek vagy alkatrészek pontos helyzetének ismerete, egészen pontosan követhető azok mozgása. A technológia alkalmazásával akár online útbaigazítás is adható a bevásárlólistával rendelkező vevők számára, amelynek segítségével a lehető leggyorsabban intézhetik vásárlásaikat. Fontos, hogy a helymeghatározó csomag pontosságban felveszi a versenyt a piacon lévő termékekkel, viszont kedvezőbb áron tudják szállítani az eszközt.
A termékhez kapcsolhatók azok a projekt során kifejlesztett adatbányászati modulok, amelyek segítségével a technológiát használó cégek további versenyelőnyre tehetnek szert. A szoftver ugyanis alkalmas arra, hogy egy meghatározott térben – például egy áruház eladóterében – mozgó ügyfelek útját kövesse, s az így nyert adatok alapján tipikus viselkedésmintákat alakítson ki a megfigyelést ellenőrző személy. Ezen adatok segítségével pedig az eladótérnek a vásárlói szokásokhoz történő alakításával növelhető annak hatékonysága.
Az adatbányászati modul teszteléséhez a cég kifejlesztett egy olyan adatgeneráló modult is, amely tetszőleges RFID-tér modellezésére is alkalmas. Ez az eszköz tökéletesen alkalmas a bármely új, RFID-rendszer tervezését megelőző számítások végzésére. A kifejlesztett adatbányászati modulok alapvetően négyféle feladat megoldására alkalmasak. Először is egyfajta monitoring funkció végzésére képesek, amikor a környezet változásával kapcsolatos riasztásokat generálnak. Másodszor: a vásárlói kosarak, illetve vásárlási események elemzésével segít bizonyos termékek hiányára vonatkozó következtetések levonásában. Harmadszor: segítségével csoportosíthatók az ügyfelek a vásárlótérben való aktivitásuk – útvonal, vásárolt termékek – alapján. Végül a modul segítségével az ügyfelek teljes körű nyomkövetési adatainak elemzésével megkereshetők a legjellemzőbb viselkedésminták.
Ennek az adatgeneráló modulnak megalkotásával a cég már nem csupán azt mondhatja el magáról, hogy az egyes modulok prototípusaival rendelkezik, de azt is, hogy azok hozzá vannak hangolva, igazítva az adott probléma sajátos adataihoz, az adatok eloszlásához. Ez pedig jelen helyzetben, amikor az RFID alapú nyomkövetési megoldások feletti alkalmazások piaca még fejletlen, jelentős piaci előnyt jelent.
Az RFID-rendszerek egyik legnagyobb bizonytalansági tényezője, illetve biztonsági problémája a jogosulatlan leolvasások megakadályozása. Ennek a problémának egyik alacsony költséggel megvalósítható megoldása az úgynevezett RFID őrszem címke. Ez az eszköz egy olyan aktív címke, amely képes azonosítani a jogosult leolvasásokat, s így azokat nem akadályozza. Ezzel szemben minden általa nem azonosítható megkeresést zavar, azaz a jogosulatlan leolvasási kísérleteket megakadályozza. Logisztikai megoldásoknál azért különösen hatékony ennek az eszköznek a használata, mert akár egy nagyobb terület esetén is elég néhány őrcímke alkalmazása, a rajta kívül alkalmazott összes többi címke lehet alacsony költségű passzív címke. Jó példa erre az a szállítmányozó vállalat, amely minden kamionját ellátja egy RFID-őrszemmel, melyek kizárólag az adott vállalat raktáraiban elhelyezett olvasókat tekintik jogosultnak. Így a vállalat az RFID-val támogatott ellátási lánc minden

14
előnyét élvezheti úgy, hogy senki más nem tudja leolvasni a szállított árukon elhelyezett címkéket.
A cég által kifejlesztett újabb szoftverek azok a szavazási és árverezési rendszerek, amelyek harmadik fél igénybevétele nélkül képesek megbízhatóan működni az RFID-re jellemző, szegényes erőforrásokkal rendelkező környezetben is. Ebben az esetben a korlátozott erőforrásokat a címkékbe épített igen korlátos memória, illetve számítási kapacitás jelenti.
Az árverező rendszer ilyen környezetben is számos olyan biztonsági követelményt teljesít, mint például az anonimitás, a tökéletes titkosság vagy az érvénytelen licitek kizárása. A szavazó és árverező rendszereket WLAN interfésszel rendelkező mobiltelefonon tesztelték, és az eredményeket olyan előremutatónak ítélték, hogy mindkét rendszerre szabadalmi beadványt nyújtottak be. A cég utóbbi két-három évben végzett fejlesztőmunkája jelentős előrelépést hozott a felsorolt összes RFID alkalmazási területen. [6]
2. 2. Raktárirányítás Minden raktár előre meghatározott feladat ellátására létesül. Azt a követelményrendszert,
amely meghatározza a raktár működését. raktározási technológiának nevezzük. A raktározási technológia mindig egyedi, ugyanis nem létezik két tökéletesen egyforma feladatrendszer. A raktár tervezése során a raktározási technológia mindig megelőzi a tervezés folyamatát, és a raktárban meglévő technikai eszközöket is a raktározási technológiának megfelelően kell kiválasztani.
A raktározási technológia a következőket foglalja magában: − Áruválaszték, − Tárolási jellemzők, − Készlet, − Forgalom, − Tárolási mód, − Áruáramlási rendszer, − Információáramlási rendszer, − Munkafolyamatok, − Eszközszükséglet, − Munkaerő-szükséglet, − Külső kapcsolatok. A raktárirányításban az eszköz- és emberi tényezők játsszák a főszerepet, ami egyúttal az
anyag-, információ- és élőmunka-áramlás integrált kezelését igényli. A raktárirányítás személyzetének kiválasztásakor a logisztika „értékteremtő funkciója" érvényesül abban is, hogy az ide beállított dolgozóknak olyan logisztikai szemlélettel kell rendelkezniük, hogy rendszeresen ismerjék a legújabb raktározási szoftver és hardver elemeket és módszereket, beleértve a termékazonosítást és informatikát. Ugyanakkor nem feledkeznek el sem a vállalt határidők és a minőségirányítás maximális betartásáról, sem a vevői elégedettség visszajelzéseiről.
Az átfogó raktárirányítás feladata a fenti ábrán látható folyamatok követése, melyet korszerű termék- és eszközazonosítási rendszer (pl. EAN-vonalkód) nélkül lehetetlen megvalósítani. Az irányításhoz kell kapcsolódnia a kontrollingnak is. Ez a részleg - a korszerű értelmezés szerint - nem csak ellenőrzi, hanem a teljes raktári rendszer tervezett és megvalósított folyamatait, jelenségeit és eseményeit követi és széleskörűen értékeli. Az informatika, mely a raktárirányítás szerves része nem csak a nyilvántartás-kezelés és az ügyfélkiszolgálás minősége miatt fontos, hanem az említett és egymással kölcsönhatásban lévő anyagi, pénzügyi és élőmunka-folyamatok követése miatt is.

15
2. 2. 1. A raktárirányítási rendszerek formái Napjaink raktárirányítási gyakorlatában a következő rendszereket különböztethettük meg
[3]: − Raktárirányítás papíralapú információhordozóval, amikor az utasítások kiadása,
valamint a visszaigazolás is papíron rögzített információkkal történik. Ennek a rendszernek főbb jellemzői a többszöri manuális tevékenység és az ebből származó nagy hibalehetőség. Hátránya továbbá, hogy nem valósítható meg az áru- és információáramlás egyidejűségének követelménye.
− Automatikus raktárirányitásról beszélünk, amikor az irányítási és végrehajtási szint - emberi közreműködés nélkül - közvetlen kapcsolatban van. Az áru- és információáramlási folyamat teljesen integrált. A rendszer csak sajátos esetekben alkalmazható és megvalósítása is költséges.
− Raktárírányítás helyi terminállal, kijelzővel, amikor a kiinduló információk vezetékes vagy vezeték nélküli kapcsolattal érkeznek a végrehajtás helyén lévő terminálokhoz vagy kijelzőkhöz. Az utasítások vizuálisan olvashatók és az említett kommunikációs csatornán juttathatók vissza a végrehajtásra vonatkozó információk is. A rendszer előnye a valós idejű adatkezelés, azonban csak részfeladatok végrehajtására specializált.
− Raktárirányítás vonalkódos tranzakciókkal, amelyeknél a vonalkód információhordozó szerepét kihasználva történik a különböző tranzakciók irányítása és a visszacsatolások kezelése. Az irányítás előnye, hogy kiterjedhet a teljes raktári folyamatokra és alkalmas heterogén tárolási módok egységes kezelésére is. A rendszer tulajdonképpen kombinált, mert a kapcsolat az irányítási és végrehajtási szint között rádiófrekvenciás. Az áru- cs információáramlás integrációja teljes körű.
− A teljes körű számítógépes raktárirányítási rendszer, amely fölött általában egy vállalatirányítási szint helyezkedik el, melyen belül a raktározás csak egy részrendszert képez.

16
3. A raktározás automatizálása A nagy befogadóképességű, nagy forgalmú raktárakban megoldandó feladatok
sokrétűsége egyre sürgetőbbé teszi a belső folyamatok számítógépre alkalmazott automatizálását. Különösen kívánatos az automatizálás a jól szervezett elosztási, logisztikai folyamatokba kapcsolódó vagy automatizált termelési rendszereket kiszolgáló raktárak esetében.
Az automatizálás célja, hogy a raktározás részfolyamatai egymással jól összehangolva, optimális idő- és térkihasználással, minimális munkaerő ráfordítással, az input- és output-igények legmesszebbmenő figyelembevételével lehessen megoldani. [7]
Az automatizálás raktári folyamatok egy-egy részére vagy egészére kiterjedhet; eszerint megkülönböztetünk részleges vagy teljes automatizálást.
A részleges automatizálás esetén az információ és az áru mozgási folyamatának csak egy része automatizált, másik része gépesített. Például magasraktárak esetében a felrakógépek gépi, az árugyűjtő- és elosztó rendszerek emberi irányítása.
Teljes automatizálás esetén az áru a betárolás során egy ellenőrző és egy regisztráló helyen áthaladva, emberi beavatkozás nélkül kerül valamelyik tárolóhelyre, és ennek kódját – az árura vonatkozó egyéb szükséges adatokkal együtt – a rendszer rögzíti. A kitárolás egy későbbi időpontban hasonló körülmények között megy végbe. A teljesen automatizált rendszer tehát egy ciklusba fogja össze az azonosítás, a betárolás és tárolás, illetve a kitárolás, az ellenőrzés, valamint a készletnyilvántartás műveleteit. A teljesen automatizált raktár – a készletgazdálkodási politikának megfelelően – a készleteket automatikusan alakítja, és megoldja a nyilvántartás és az adatfeldolgozás minden feladatát.
Az automatizálás előnyei a gépi készletgazdálkodás nyújtotta lehetőségekben, a folyamatok állandó követésében (rögzítésében), az optimális tárolótér- és gépkihasználás lehetővé tételében, a gépesített irányítás miatt a hibalehetőségek kiküszöbölésében és a jelentős munkaerő-megtakarításban mutatkozik meg. Az automatizálás által megkívánt hardver eszközök lehetővé teszik, hogy közvetlen kapcsolat alakuljon ki a raktározást megelőző (pl. termelés) és követő (pl. felhasználás) részfolyamataival.
3. 1. A raktárautomatizálás lépései Az automatizálás megtervezése meghatározott fázisokra bontható. Első lépésben
alapadatokat kell gyűjteni a jelenlegi, automatizálandó folyamatokról, ezeket megfelelően elemezni és a kívánt időintervallumot hozzárendelni, hiszen a megoldást lehet rövid vagy hosszú távra tervezni. – Az anyagáramlási folyamatok elemzése mellet nagyon fontos a termékek forgási sebességének ismerete egy automatizálási megoldás értékelésekor.
Az adatok elemzése az alap azon paraméterek és hatékonysági mutatók kidolgozásánál, amelyek a végső döntés meghozatalához szükségesek. Az irányszámok ismeretében általában több megoldás lehetséges, melyek mindegyikét célszerű modellezni, hogy az optimális költség/hatékonyság arányt ki lehessen választani. – Itt a teljesen automatizált megoldástól a félautomatizált folyamatokig, illetve még a manuális folyamatok megfelelő szoftverrel történő hatékonyabbá tétele is a szóba jöhető megoldások között szerepel. Egyszerű feladatokat is lehet optimalizálni megfelelő IT háttérrel. A végső döntés meghozatalához néha 2 évre is szükség van, amíg a különböző megoldások közül eldöntik melyik a legmegfelelőbb.
A döntés meghozatala után kerül sor a kiválasztott koncepció részletes, jelentős mérnöki szaktudást igénylő kidolgozására, amely közel 3 hónapos, apró részletekbe menő tervezési folyamat.
Az automatizálás nagyon megbízható és nagyobb volument lehet vele kezelni, de sarkalatos kérdés a rugalmasság, ha a későbbiekben a kialakított rendszert meg kell változtatni. Ma nagy az igény a félautomatizált rendszerek bevezetésére azokon a raktári

17
területeken, ahol a kézi munkaerőt célszerű kiváltani. Ilyen például a mélyhűtött raktári munkafolyamat. De sok esetben meglévő raktár modernizálása keretében alakítanak ki félautomatizált rendszereket.
A fizikai rendszer megtervezése után lehet kialakítani a megfelelő IT hátteret. Célravezető, ha minden eredetileg elgondolt megoldást először munkahelyenként modelleznek (például a betárolási műveletet a forgási sebesség és a betárolási zóna függvényében), hiszen minden terméket nem lehet a rendszerbe illeszteni (gyakorlati példák azt mutatják, hogy a termékek 80%-a kezelhető automatizált rendszerben). A forgási sebesség a meghatározó kérdés egy automatizált raktári rendszer kialakításánál. De fontos az is, hogy melyik elv – árut az emberhez, vagy embert az áruhoz – érvényesül a raktárban. Az optimális komissiózási útvonal ezen tényezők alapján határozható meg. Azonban bármely elv is érvényesül, minden esetben jól alkalmazhatók a raktár-automatizálási technológiák
Az automata gépek alkalmazása és típusa attól függően kerülhet megtervezésre, hogy kézi méretű termékek, kisebb egységek, illetve teljes paletták mozgatása-e a feladat. A kisebb dobozos termékeknél jól alkalmazható a páternoszter elvű állványrendszer, a pickomat, a mini-load elven működő, illetve a caroussel típusú rendszerek. Az egész raklapok tárolásához siló rendszerű állványok, és shuttle szerkezetű raktárak a legmegfelelőbbek. A raktárakban alkalmazott komissiózási technikák is ehhez igazodva alakíthatók ki. Lehet komissiózó robotokat, illetve automatát alkalmazni, amely az árut az emberhez elv szerint működik, de ezek akkor költséghatékonyak, ha munkahelyenként nagy kiszedési sebesség (pl.: 1200-1800 kiszedési sor/óra) a cél. Manuális folyamatoknál többféle technika lehetséges a legegyszerűbb papíralapútól, a kézi, mobil terminálokon keresztül a fejlettebb hang-, illetve fényvezérelt technikákig.
De miért is érdemes változtatni a komissiózási rendszeren? Költség-, illetve helyoptimalizálás szempontjából nem mindegy, hogy milyen technikát alkalmaznak a raktárban. Egy megfelelően működtetett, a manuális papíralapú technikánál fejlettebb komissiózási rendszer a termékek biztonságát (lopás ellen), a komissiózás minőségét (kiszedési pontosság) jelentősen növelheti, és természetesen a kiszedésre fordított idő is nagyságrendekkel rövidül, valamint az emberi erőforrás területén is jelentős megtakarítások érhetők el.
A hagyományos papíralapú komissiózásnál a kiszedésre fordított idő 20-30%-át a feladat átvétele teszi ki, 30%-át a tényleges sorok közötti mozgás, a komissiózási feladat elvégzése pedig mintegy 40%-ot jelent. A kiszedési költségek alakulását az automatizáltság foka határozza meg. A folyosók elhelyezkedése is befolyásolja a komissiózási munka hatékonyságát: például egy kiszedő folyosónál 250 sor/óra valósítható meg, addig egy U-alakban elrendezett komissiózó helyen 800 sor/óra hatékonyságot lehet elérni. Ergonómiai szempontból is fontos tényező a termékek könnyű elérhetősége, amely jelentős hatással van a raktári dolgozó teljesítményére. Tehát a helyes ergonómiai kialakítás is a hatékonyságnövelés része egy automatizált raktár esetében. [8]
3. 2. Raktári folyamatok automatizálása A raktárak automatizálható részfolyamatai általában: − árufogadás − tárolótérre való betárolás − tárolótérről való kitárolás − árugyűjtés és rendszerezés Ha az automatizáció nem terjed ki a részfolyamatok mindegyikére, akkor részlegesen
automatizált raktárról beszélünk. Ekkor az utasítások egy részét kézzel kell betáplálni a rendszerbe. Az anyag mozgását követő információáramlás ebben az esetben is lehet gépesített

18
vagy automatizált. Ha az automatizálás a teljes belső folyamatra kiterjed, akkor a raktár teljesen automatizált.
Az árufogadási részfolyamatok automatizálásához az egységrakományokat az érzékelő berendezések számára érthető, az áru fontosabb adatait tartalmazó jelzésekkel kell ellátni. A jelzésekkel ellátott egységrakományt az elosztó rendszer automatikája érzékeli, helyzetét, jellemzőit rögzíti, és az előírt értékkel való összehasonlítás alapján í kívánt állványsor elé juttatja.
A tárolótérre való be- és kitárolás részfolyamatainak automatizálásához a tárolótéri anyagmozgató gépek (emelőtargoncák, felrakógépek) gépesített (analóg vagy digitális) vezérlése szükséges.
Az árugyűjtés és rendezés az árufogadás műveleteinek fordított sorrendben végbemenő műveletsora Különbség akkor adódik, ha nem ugyanabban az egységben szállítják ki az árut a raktárból, mint amilyen egységben beszállították, illetve tároltak. Az árugyűjtés és rendezés folyamatának teljes automatizálására - ha a tárolt egységeket meg kell bontani - csak akkor kerülhet sor, ha a megfelelően képzett egységrakományokat és komissiózó robotokat alkalmaznak.
A teljes belső folyamat automatizálása esetében az anyag- és az információáramlás szerves egységet alkot, a számítógép végzi az adatfeldolgozást, valamennyi anyagmozgató gép és berendezés irányítását.
Az adatfeldolgozás keretében a készletnyilvántartás, a rendelés-nyilvántartás, a rendelésfeldolgozás, a számlakészítés, a forgalmi statisztika, az utánrendelési utasítás kiadása, a kiszolgálási feladatok és az egyéb adminisztratív műveletek számítógépes végrehajtására kerül sor.
Az anyagmozgató gépek és berendezések programszerű vezérlése (a mozgási folyamat szabályozása) során a számítógép meghatározza az áru szállítási útvonalát, és ennek megfelelően irányítja a gyűjtő- és elosztórendszer, valamint a tárolótéri anyagmozgató gépek mozgási folyamatát.
A számítógéppel vezérelt teljesen automatizált raktár a raktározási technika jelenlegi legfejlettebb formáját jelenti. Létesítése költséges, ezért elsősorban automatizált termelési, valamint jól szervezett elosztási, logisztikai folyamatokhoz kapcsolódó raktárak tervezésekor vehető számításba.
A raktári folyamatok automatizálása műszaki megoldásának különböző változatai ismertek.
A targoncás anyagmozgató rendszerek részleges automatizálása pl. akövetkezők szerint valósítható meg.
1. A raktárirányító központba olyan számítógép telepítése, amely az adminisztratív, a készletezési, igazgatási stb. feladatok elvégzése mellett a targoncák, a tároló- és előkészítőhelyek munkájának irányításába is bekapcsolható, különböző optimalizálási stratégiák fogadására és azok szerinti folyamatvezérlésre is alkalmas.
2. Közvetlen információ-átvitel lehetőségének megteremtése az irányítóhely és a munkahelyek között. Targoncák esetében ez vezeték nélküli (rádiófrekvenciás vagy infravörös) átviteli technikával valósítható meg
3. A targoncára utasítások vételére alkalmas display, visszajelzésre alkalmas terminál, illetve fedélzeti számítógép felszerelése. A terminál illetve a fedélzeti számítógép technikailag további elemekkel (pl elektronikus mérleggel, vonalkód-olvasóval) is kiegészíthető.
A részlegesen automatizált targoncás anyagmozgató rendszerben továbbra is szükség van targoncavezetőre.
A teljesen automatizált targoncás anyagmozgató rendszer az automatikus útvonalvezetési technika, valamint az útvonal topológia alapján az automatikus targoncavezérlési módszer

19
beépítésével (vezető nélküli targoncás anyagmozgató rendszer) különbözik a részlegesen automatizált rendszertől. Gyakorlatilag az automatizált targoncás anyagmozgató rendszer ebben az esetben úgy tekinthető, mint egy korszerű „raktári gép", amely egy tetszőlegesen kijelölt átadó (rakodó) hely és az állványok közötti szállítási, valamint a végpontokon felmerülő rakodási feladatokat automatikusan oldja meg.
A felrakógépes anyagmozgató rendszer automatizálása a targoncás anyagmozgató rendszerhez hasonló hardver-kiépítést kíván. A sínpályán mozgó felrakógépek haladómozgásának irányítása azonban egyszerűbb műszaki eszközökkel megoldható.
Az automatizált gyártórendszereket, munkahelyeket kiszolgáló alapanyag raktárak anyagmozgatási folyamata is viszonylag egyszerűbb műszaki megoldásokkal automatizálható felrakógépek alkalmazása esetén.
A raktári RST folyamatok automatizálásában egyre nagyobb szerepet játszanak az ipari robotok. (Lényegében vezető nélküli targoncás anyagmozgató rendszer és automatizált üzemű felrakógépes anyagmozgató rendszer is raktári anyagmozgatási célra kifejlesztett, sajátos robot-rendszernek tekinthető.)
Az ipari robotok alkalmazása elsősorban akkor vehető számításba, ha rakodólapos egységrakományokat tároló raktárakban komissiózást is kell végezni. Ebben az esetben 5-25 kg tömegű egységek (dobozok, ládák, alkatrészek) megfogására alkalmas ipari robotok felrakógépekre vagy vezető nélküli targoncára szerelhetőek, ezáltal mobillá tehetők.
A rendszert vezérlő számítógép memóriájába a komissiózó raktárrész valamennyi rekeszhelyének koordinátáit és a rekeszben tárolt csomagolási egységek adatait be kell táplálni, majd a komissiózási utasítást e koordináták szerint megadni.
3. 2. 1. Automatizált kirakodás A raktári folyamatok közül a szállítóeszközök kirakodása talán az egyik legnehezebben
automatizálható folyamat. Ennek fő oka a szállítójárművek változatosságában keresendő. A különböző gépjárművek és egyéb szállítójárművek (vasúti, légi, vízi) egységes fogadása nem oldható meg egyszerűen.
Természetesen egy olyan átvevőhelyen, ahol csak megadott típusú, méretű és kirakodási lehetőségű szállítóeszközöket fogadnak, az a feladat rögtön leegyszerűsödik.
Nagyon jó példa erre a rotterdami, a hamburgi vagy az antwerpeni kikötőben lévő automatikus kirakodási rendszer.
7. ábra Rotterdam

20
8. ábra Hamburg
9. ábra Antwerpen
A fenti képekből is jól láthatóak a rakodás automatizálásának feltételei: − egységesített rakodási egységek (például kontérnerek, raklapok) − a kirakodó eszközök áruhoz való hozzáférésének biztosítása − természetesen nem szabad kihagyni a pontos azonosíthatóságot és nyomon
követhetőséget
3. 3. Automatizált raktárak Az első automatizált raktárakat a 70-es évek elején alakították ki Nyugat-Európában, a
gyógyszeripar területén. Az információs technológia és a számítástechnikai eszközök rohamos fejlődésével vált lehetővé az automatizálás széles körben történő elterjedése. A raktári munkafolyamatok automatizálása iránti igény a 90-es években vett nagyobb lendületet Európa-szerte.
Ma már egyre nagyobb az igény a mostoha munkafeltételek kiváltását célzó hűtött raktárak anyagmozgatási folyamatainak automatizálására is, valamint az olyan disztribúciós központokban, ahol nagy mennyiségeket kell kezelni, és a komissiózási időt csökkenteni. A logisztikai központok automatizálásánál alapvető feladat meghatározni azt az arányt, hogy mely területek automatizálása szükséges, és mely területeken maradhat a manuális munkafolyamat. Egy adott koncepcióhoz kell a legmegfelelőbb megoldást kidolgozni.
Vannak olyan beruházások, ahol a hagyományos, szűkfolyosós raktári munkát egy megfelelő szoftvermegoldással sokkal hatékonyabbá lehet tenni.
A manuális munkafolyamatok mellet lehet automatizálni olyan munkafázisokat, ahol a termékek lehetővé teszik az automatizálást. Nem minden termék alkalmas erre, így egy raktáron belül az automatizált és a manuális folyamatok megfelelő kombinálása, azok részarányának kidolgozása a siker záloga. [8]
Az automatikus tárolás (automated storage and retrieval system –ASRS vagy AS/RS) olyan folyamatokat foglal magában, amelyek során az áruk automatikus elhelyezése és

21
kivétele is megvalósul az adott tároló helyen. Tipikus alkalmazási területei az olyan raktárak, ahol:
− nagy mennyiségeket kell ki és betárolni, − a helyszűke miatt fontos a raktár jó kihasználtsága (kevés legyen a nem raktározásra
használt terület) − nincs értékhozzáadás ebben a lépésben − nagyon fontos a pontosság, mert nagy károkat okozhat a tárolt áru esetleges sérülése. Az automatizált raktáraknak számos előnye van: − helymegtakarítás − nagyobb termelékenység − kevesebb élőmunka felhasználás − nagyobb pontosság − csökkentett készletszintek.
10. ábra AS/RS rendszerű raktár [9]
Ideális a LEAN gyártás, fenntarthatóság, a Six-Sigma elv, a Kanban, a JIT és más értéknövelő módszerek és folyamatok szempontjából. [10]
A hagyományos ital/ételautomata a leggyakoribb és legközismertebb AS/RS rendszer.
11. ábra Hagyományos ital/ételautomaták

22
12. ábra Automatizált 4 folyosós miniload raktár
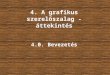
3. 3. 1. Raklapos és dobozos automata raktárak A Logi-Store Raktártechnikai vállalat automata Mecalux raktárrendszerének két változata
is van: a raklapos és a dobozos. A felrakógépekneknél szükséges igen keskeny folyosóknak köszönhetően a rendelkezésre
álló alapterületen több rakatférőhely érhető el, mint a hagyományos raktárak esetében. A hagyományos targoncákkal működő raktárakhoz képest háromszor gyorsabb
rakatkezelés érhető el, és a kialakított állványzat magasságának jószerivel csak a helyi építési szabályok jelentenek határt.
A rakatok elhelyezése lehet szimpla vagy dupla mély elrendezésben. A rendszer rendelkezik saját nyilvántartó szoftverrel, de illeszthető a már meglévő
nyilvántartási rendszerhez is kívánság szerint. Ideális, gyors megoldás, ahol az "árut a felhasználóhoz" elvet valósítja meg.
13. ábra Raklapos automata raktár
A Miniload dobozos automatizált raktárakat nagy mennyiségű, többnyire egyforma méretű doboz automatikus ki és betárolására, raktározására fejlesztették ki. A dobozok be és kitárolása egy vagy több külső munkaállomásról történik. A görgős pálya továbbítja a dobozt a felrakógéphez, ami elviszi és betárolja a dobozt a megfelelő lokációra. A rendszer rendelkezik saját nyilvántartó szoftverrel, de illeszthető a már meglévő nyilvántartási rendszerhez is kívánság szerint.
Ideális, gyors megoldás, ahol az "árut a felhasználóhoz" elvet kívánják megvalósítani. Kialakítható szimpla és dupla mély dobozhelyekkel egyaránt. A tapasztalatok alapján kifejlesztettek egy adott mérethatárokon belül egyszerűen tervezhető és kivitelezhető standard rendszert In-a box néven. [11]

23
14. ábra Dobozos automatizált raktár
3. 3. 2. Automatikus gyógyszertári raktározás Az Apostore Patikarobot (az árusító Praktikum Bútor szerint) megkímélhet a megterhelő
rutinmunkáktól úgy, hogy ebből mindenkinek haszna származik: nő a patika forgalma és a nyeresége, a betegek pedig elégedetten távoznak. [12]
A bevételezés történhet fél-, vagy teljesen automatikusan. Mindkét esetben a gyógyszeren lévő vonalkód képezi az azonosítás alapját. Az automatikus betárolás során a gyógyszerek ömlesztve kerülnek a gépbe és a vonalkód beolvasása is teljesen automatikusan zajlik.
Nem kell megválnia a jól megszokott készletnyilvántartó rendszertől, a gép saját szoftvere kommunikál a meglévő rendszerével: a patikarobotba betárolt árucikk automatikusan megjelenik a készletben, mindeközben a gépből kiadottat automatikusan leírja a készletből.
A berendezés az expediálás során figyelembe veszi a lejárati dátumokat: először a régebbi beszerzésűeket adja ki, majd ezt követően a frissebbeket.
Az üzemszünetek idején, amikor is nincs sem kiadás, sem bevételezés, a berendezés saját tároló kapacitását optimalizálja. Azaz a polckiosztásoknak megfelelően áthelyezi a gyógyszereket, ezáltal mintegy „tömöríti” a tárolt készletet.
A gépek képesek a bennük lévő polcok portalanítására, tisztítására. Erre alkalmanként is adhatunk utasítást, vagy előre beprogramozott ütemezés szerint is végeztethetjük.
A patikarobot a tára asztalnál kiadott utasítástól számított 8-14 mp alatt kiadja a kívánt gyógyszert. Ráadásul a gép, sok esetben egyidejűleg több doboz gyógyszert is képes kiadni.
A vonalkódos azonosításnak és a többszöri ellenőrző funkciónak köszönhetően a robot alkalmazásával megnő a gyógyszerbiztonság. A bevételezéssel tárolt tételek mindegyikéről archivált digitális fényképfelvétel készül, majd az árucikket kiadás előtt még egyszer automatikusan ellenőrzi.
A távfelügyeletnek köszönhetően a gép informatikai rendszerének frissítése folyamatos és automatikus.
Nem szükséges a fiókokban, vagy polcokon a gyógyszereket keresni, ezt az időt is a betegre lehet fordítani, minőségi konzultációt lehet folytatni. A beszélgetés nem szakad meg, a beteg úgy érzi, jobban, személyesebben foglalkoznak vele. Ez automatikusan szorosabb vevőkapcsolatot teremt, és bizonyíthatóan magasabb forgalmat eredményez. A megkérdezett gyógyszertáraknál a forgalomnövekedés 10- 30% közötti volt.
A gyógyszer tárolására a patika teljes belmagassága kihasználható. Míg a hagyományos tároló bútorok esetén alkalmazkodni szükséges az ergonómiai kötöttségekhez, robot használata esetén csak a gyártási, technológiai korlátok szabnak határt. A tároló felületnek kialakított üvegpolcok többféle kiosztása, a különböző méretű dobozokhoz igazodik. A polcok teljes mélységükben kihasználtak, mivel azokon a robotkar, egymás mellé ill. mögé helyezi a különböző méretű dobozokat.

24
A patikarobot alkalmazása lehetővé teszi, hogy a patika officina területét megnövelje, valamint az egyéb termékek nagyobb mennyiségben történő elhelyezését, a beteg által jól látható helyen.
Ahogyan nincs két egyforma gyógyszertár, úgy nincs két egyforma kiépítésű patikarobot sem. A technikai mérethatárokon belül, a komissiózó automatához tartozó tároló konténer tetszőleges méretben rendelhető.
Mivel a robot alkalmazásával a raktározási és kiadási munkamozzanatok túlnyomó része kiváltható, így a munkaerő máshová csoportosítható.
15. ábra Patikarobot
3. 3. 3. Automata liftes tárolókat kínál a System Logistics Magyarországon és Romániában mintegy 60, Európa- és világszerte kereken 200 darab
dinamikus raktárrendszer illetve automata raktározási és anyaggazdálkodási rendszer telepítése kötődik a Trans Euro Logistic (TELOG) Kft. nevéhez. A sukorói székhelyű társaság, elnyerve a System Logistics S.p.A. regionális képviseletét. [13]
A System Logistics S.p.A. négy évtizede szerepel a nagy logisztikai és raktártechnikai cégek sorában. Megbízóik számára teljes raktározási megoldásokat kínálnak a tervezéstől a kivitelezésig. Többek között állványok, üzemberendezések, automatizált tároló, illetve raktározó rendszerek és különböző ipari raktárkezelő szoftverek szerepelnek ajánlataik között. Ezek egyike a System Modula automata liftes tároló.
A Modula egy tálcás rendszerű automata liftes tároló, nagy tárolási sűrűséggel, hogy az ipari környezetben rendelkezésre álló helyet a lehető legnagyobb mértékben hasznosítsák. Külső kirakodási és berakodási lehetőséget teremt, amelyet egy könnyen kezelhető ipari raktárkezelő szoftver segítségével tudnak kézben tartani. A felhasználói interfészt színes grafikai környezetben fejlesztették ki, és a munkát végzők számára rendkívül könnyen elsajátítható a használata, ezért nincs szükség külön tanulásra a hétköznapi használathoz. Az automata liftes tárolók telepítése miatt nem kellett a meglévő épületen változtatni, átalakítani. Sőt megfelelt az épületben működtetett elektromos hálózat is.
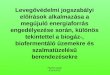
3. 3. 4. Automata raktár rendszer már a KKV szektor részére is Ma már egy kisméretű automata raktárrendszer ára 100-250 millió Ft körül mozog.
Mindezzel szemben a saját fejlesztésű szoftverrel, csak német alkatrészekkel, hazai előállítással a LOGTRON Kft. automata raktára már 30 millió forintért ( kb. 1.500 – 3.000 láda tárhely) elérhető. [14]
A LOGTRON egy olyan komplett rendszert ad a vevőnek, ill. globális szinten a viszonteladónak/rendszerintegrátoroknak, ami egy automata raktár valamennyi részét lefedi és részei tökéletesen illeszkednek egymáshoz. Soronként akár 50 m hosszú, 12 m magas és több ezer tárhelyes, igény szerinti méretezésű egységládás automata raktárról van szó.

25
Az említett rendszer és méretei nem jelenti azt, hogy csak kis vállalatok tárolhatnak ilyen jellegű raktárakban. Több automata raktársor is összehangolható, így akár egy több 10.000 tárhelyes rendszert létre lehet hozni. Ebben az esetben a folyamatok az igényeknek megfelelően lesznek kialakítva. A rendszer a gyártási és szerelési folyamatokat is maximálisan támogatja, így akár komplex szerelősorok is megtakaríthatók.
16. ábra A LOGTRON automata raktár prototípusa
A vizualizáció manapság egyre nagyobb szerepet kap, ami a versenytársaknál egyrészt elég kezdetleges és „egyszerű”, másrészt meg nagyon borsos felára van, ahhoz képest, hogy csak vizualizáció. Nem ritka, hogy versenytársak több tízezer eurót elkérnek egy vizualizáció modulért, ezzel szemben a LOGTRON X-plorer vizualizációja része az alaprendszernek, valósidejű és 3D-s, ami azt jelenti, hogy üzem közben 1:1-ben visszaadja a berendezés valamennyi mozgását és pozícióját, gyorsulásokkal, sebességekkel és lassulásokkal. 3D-ben történik – többek között - a raktár paraméterezése, a régiók és cellák menedzselése, valamint hiba/üzemzavar esetén az elhárítás, menedzselés, ill. a diagnosztika is.
17. ábra A LOGTRON X-plorer grafikus megjelenítője

26
Összefoglalás TDK dolgozatomban a raktározás automatizálhatóságával foglalkoztam. Úgy gondolom,
hogy a mai modern gazdaságban elvárás egy termelő vállalattal szemben, hogy folyamatait a szükséges és lehetséges legnagyobb szinten automatizálja. Nagyon fontos a rendszerszemléletű gondolkodás: nem az egyes műveleteket kell automatizálni, hanem az egyes műveletek között is kapcsolatot kell teremteni, növelve az automatizálás szintjét és összetettségét.
Dolgozatom első részébe általános betekintést nyújtok a raktározás fogalmába, folyamataiba, rendszerébe, s a logisztikában elfoglalt helyére. Nagyon fontos hangsúlyozni, hogy bár a raktározás során nem változik meg az anyag fizikailag, de egy jól tervezett raktár nagyon sok hasznot hozhat a vállalatnak. A JIT elvű gyártásban szinte alapelvárás, hogy az adott raktáron lévő anyaghoz időben és jó minőségben jussunk hozzá.
Ám az automatizált raktár egy igen komplex rendszer, amely megköveteli bizonyos alapfeltételek meglétét. Ilyen feltétel a pontos azonosítás, nyomonkövetés illetve a megfelelő raktárirányítási rendszer. Ezeket mutatja be a második fejezet. Azt lehet gondolni, hogy ez csak a multiknál kifizetődő, pedig kisebb vállalatok is sokat nyerhetnek rajta, ha megteremtik e feltételeket, amelyek az automatizálás első lépéseit jelentik.
A harmadik fejezet foglalkozik a ténylegesen a raktár-automatizálással. Nagyon fontos, hogy egy ilyen raktár kialakítását pontos és precíz tervezés előzzön meg, melynek lépéseire kitérek ebben a fejezetben. A fejezet további részében magyar és külföldi példákat mutatok be automatizált raktárrendszerekre. A példák között megtalálható nagy külföldi hajókikötők automatikus kirakodásának bemutatása éppúgy, mint kisvállalkozások számára kifejlesztett automata raktározási rendszerek leírása.
Hozzá kell tenni, hogy az automatizálás nem mindenhol és mindig kifizetődő. Nem biztos, hogy adott vállalatnál szükséges az egész raktározási rendszer teljes automatizálása. Már egy-egy folyamat, vagy raktárrész átalakítása is meghozhatja a kívánt eredményt. Ezért fontos a körültekintő tervezés a folyamatok elemzésétől kezdve a lehetséges változatok közüli választáson át egészen a megvalósításig.

27
Irodalom [1] Dr. Cselényi József – Dr. Illés Béla: Logisztikai rendszerek I., Miskolci Egyetem Kiadó,
2009. [2] Dr. Kovács Zoltán – Pató Gáborné Szűcs Beáta: Logisztikai tevékenységek, Nemzeti
Szakképzési és Felnőttképzési Intézet, Budapest, 2008., ISBN 978 96 3746 990-9 [3] Dr. Körmendi Lajos - Dr. Pucsek József: A logisztika elmélete és gyakorlata, SALDO
Pénzügyi Tanácsadó és Informatikai Zrt., ISBN 978 963 638 275 9, 2008. [4] Bolya Árpád – Szabó Csaba: Logisztikus leszek, Management Kiadó, 2005., ISBN 963
86219 8 2 [5] http://www.techcyn.com/ [6] RFID, a jövő technológiája, Supply Chain Monitor 2008. július-augusztus [7] dr. Perzenszki József: Logisztika I. (Bevezető fejezetek), Tizenhatodik kiadás, BME Mérnöktovábbképző Intézet, Budapest, 2006., ISBN 963 431 796 0 [8] Automatizálás adott koncepcióhoz, Supply Chain Monitor 2008. július-augusztus [9] http://www.fotosearch.hu [10] http://en.wikipedia.org [11]http://www.lsraktartechnika.hu [12] http://patikarobot.hu/patikarobot.html [13] Automata liftes tárolókat kínál a System Logistics, Transpack, 2010. április, Horizont
Média Kft. [14] Automata raktár rendszer már a KKV szektor részére is, Transpack, 2011. január-február,
Horizont Média Kft. "A TDK dolgozat a TÁMOP-4.2.1.B-10/2/KONV-2010-0001 jelű projekt részeként
az Európai Unió támogatásával, az Európai Szociális Alap társfinanszírozásával készült el."