-
T.C.
ERCİYES ÜNİVERSİTESİ
MÜHENDİSLİK FAKÜLTESİ
MALZEME BİLİMİ ve MÜHENDİSLİĞİ BÖLÜMÜ
MALZEME ÜRETİM ve KARAKTERİZASYON
LABORATUARI-II
DENEY FÖYLERİ
2019-2020 Bahar Yarıyılı
(1-5 No’lu Deneyler)
KAYSERİ-2020
-
2
İçindekiler Deney No _1
............................................................................................................................................3
KİMYASAL TEHLİKELER VE LABORATUVAR GÜVENLİĞİ
...................................................3
Deney No _2
..........................................................................................................................................21
ZETA POTANSİYELİ ANALİZİ
......................................................................................................22
Deney No _3
..........................................................................................................................................27
DALDIRMALI KAPLAMA SPIN KAPLAMA ve ELİPSOMETRE İLE İNCE FİLM
ÜRETİMİ ve
KARAKTERİZASYONU
..................................................................................................................28
Deney No _4
..........................................................................................................................................37
RAMAN SPEKTROSKOPİSİ VE NUMUNE KARAKTERİZASYONU
.......................................38
Deney No _5
..........................................................................................................................................47
METAL KALIBA DÖKÜM ve KARAKTERİZASYON
.................................................................48
DENEY GRUPLARI VE TARİHLERİ
Deney No Deney No
_1
Deney No
_2
Deney No
_3
Deney No
_4
Deney No
_5
TARİH 21.02.2020 28.02.2020 6.03.2020 13.03.2020 20.03.2020
GRUPLAR TÜM
GRUPLAR
1. Grup 2. Grup 3. Grup 4. Grup
2. Grup 3. Grup 4. Grup 1. Grup
3. Grup 4. Grup 1. Grup 2. Grup
4. Grup 1. Grup 2. Grup 3. Grup
-
3
DENEY NO: 1
KİMYASAL TEHLİKELER VE LABORATUVAR GÜVENLİĞİ
ARŞ. GÖR. DR. SAMİ PEKDEMİR
➢ LABORATUVAR MALZEMELERİ
➢ LABORATUVARDA UYULMASI GEREKEN KURALLAR
➢ KİMYASAL TEHLİKELER VE BU TEHLİKELERE KARŞI ALINMASI
GEREKEN
ÖNLEMLER
➢ UYARI İŞARETLERİ TANITIMI TEHLİKE SINIFLARI VE SEMBOLLERİ
➢ KİMYASALLAR ÜZERİNDEKİ ETİKETLER VE ANLAMLARI
➢ GÜVENLİK BİLGİ FORMU
-
4
LABORATUVAR MALZEMELERİ:
-
5
-
6
LABORATUVAR ÇALIŞMA VE GÜVENLİK KURALLARI
-
7
1. Laboratuara geç gelinmemelidir. Gelmeden önce yapılacak
deneyle ilgili bilgi alınmalı ve
deneyin amacı ile yapılışı mutlaka öğrenilmelidir.
2. Tüm öğrenciler laboratuar çalışmaları sırasında mutlaka önlük
ve eldiven giymekzorundadır.
4. Laboratuarda sandalet ve ayak parmaklarını açıkta bırakan
ayakkabılarla çalışılmasına
izin verilmez.
5. Laboratuarda araştırma görevlisi yada sorumlu olmadan
çalışılmaz.
6. Saçları omuz seviyesinden uzun olan öğrenciler saçlarını
arkada toplamalıdırlar.
7. İzin verilmeyen deneyler yapılamaz.
8. Laboratuarda yemek yemek ve bir şeyler içmek kesinlikle
yasaktır.
9. Herkes yangın söndürücüleri ve ilk yardım dolaplarının
yerlerini bilmelidir.
10. Acil durum çıkışlarının yerlerinin bilinmesi
gerekmektedir.
11. Tüm yaralanmalar (kesik, yanık vb.) hemen araştırma
görevlisine bildirilmelidir.
12. Laboratuar periyodu bitiminde cam eşyalar temiz ve kuru
bırakılmalıdır. Masaların
üzerini temizlenip gaz ve suyun kapalı olduğundan emin
olunmalıdır.
13. Şişeden madde almadan önce etiket iki (2) kez
okunmalıdır.
14. Reaktif şişeleri yerinden alınmaz. Sıvı madde alınması
gerekiyorsa temiz test tüpü
veya beher, katı madde alınması gerekiyorsa tartım kağıdı
kullanılır.
15. Gereken miktar kadar reaktif alınmalıdır. Fazla miktarlar
daha verimli reaksiyon
vermez. Tam tersine kontrol altına alınamayan tepkimeler
verebilir.
16. Şişe kapakları ortaya bırakılmaz. Araştırma görevlisinin
göstereceği yere
bırakılmalıdır.
17. Fazla alınmış reaktifler kesinlikle şişesine geri
dökülmemelidir.
18. Reaktif şişelerine kesinlikle pipet sokulmamalıdır. Bunun
yerine madde önce behere
alınır ve oradan kullanılır.
19. Suda çözünen kimyasallar yada organik atıklar, uygun atık
bidonuna dökülmelidir.
20. Kırık camlar cam kutusunda toplanır.
21. Kibrit, turnusol kağıdı ve benzeri atıklar lavaboya
atılmaz.
22. Yanıcı sıvılar (organik çözücüler) asla açık alev yanında
kullanılmamalıdır
23. Test tüpleri ısıtılırken ağzı herhangi bir kişiye dönük
olmamalıdır. Bazı
kimyasallarkaynamaya başladığında şiddetlice fışkırabilir.
24. Sıcak malzemeler el ile tutulmaz. Sıcak malzemelerle
çalışırken asla plastik eldiven
-
8
kullanılmamalıdır. Cam malzeme yadakroze ısıtıldıktan sonra
soğumaya bırakılır
yada tahta maşa ile tutulur.
25. Cam malzemelere tıpa takmadan önce mutlaka su veya vazelin
ile kayganlaştırılması
gereklidir. Eli korumak için bez kullanılmalı ve cam eşya,
takılan yerine yakın bir
yerden kavranılmalıdır.
26. Çözelti hazırlanırken kimyasal maddelerin Güvenlik Bilgi
Formları’na bakarak
belirtilen güvenlik önlemleri alınmalıdır. Çözeltiler ihtiyaca
uygun miktarlarda
hazırlanmalıdır.
27. Hazırlanan çözeltiler, hazırlanış tarihi, örnek sahibi,
çözelti/örnek özellikleri bilgilerini
içerecek şekilde mutlaka etiketlenmelidir.
28. Eğer asit seyreltmek gerekiyorsa, asit suyun üzerine yavaşça
dökülür, su asidin
üzerine kesinlikle dökülmez.
29. Cilde herhangi bir kimyasal döküldüğünde hemen bol su ile
uzun süre yıkanmalıdır.
Hemen araştırma görevlisine haber verilmelidir.
30. Kimyasalların tadına kesinlikle bakılmaz.
31. Gaz dumanını kesinlikle solunmamalıdır. Eğer gazın kokusunu
tanımlamak
gerekiyorsa gazın bulunduğu bölge üzerine el hafifçe yelpaze
yapılarak az miktar
gazın burna gelmesi sağlanır.
32. Eğer göze kimyasal kaçarsa en az 15 dakika boyunca göz
banyosunda bol su ile
yıkanmalıdır. Hemen araştırma görevlisine haber
verilmelidir.
33. Herhangi bir alevlenme anında hemen ısı kaynağı kapatılır ve
ilgili kişilere haber
verilir. Eğer alev kontrol dışına çıkmış ise laboratuar hemen
terk edilir ve yangın
düğmesine basılır.
34. Giysiler alev almış ise yangın battaniyesi yada duş
kullanılmalıdır. Eğer battaniye
yada duş yoksa, kişiyi yanmakta olan kısım temas edecek şekilde
yerde yuvarlamalı ve
yangın söndürücü kullanılmalıdır.
35. Cıva buharı görülemez fakat zehirleyicidir. Termometre
kırıldığında sıvı cıva yayılır.
Böyle bir durumda hemen araştırma görevlisine haber verilir.
36. Basit yanıklarda yanık bölge 5-10 dakika su altında
tutulmalıdır.
37. Tüm uyarı işaretleri öğrenilmelidir.
38. Laboratuarda lens kullanmayınız. Kimyasal buharlar lens
içinde hapsolabilir ve göze
zarar verebilir.
-
9
LABORATUVAR KAZALARI VE İLKYARDIM
Laboratuvar çalışmalarında insan sağlığına zararlı kimyasal
maddelerle çalışılır. Çalışan
kişinin sağlığı açısından bu maddelerin tanınması ile bu
maddelerle temas halinde oluşabilecek
zararlı etkilerin önceden bilinmesi ve olası kazaların önlenmesi
mümkündür. Kaza anında neler
yapılacağı mutlaka laboratuvarlarda yazılı olarak
bulundurulmalı, kazaya uğrayan kişi bir
sağlık kuruluşuna götürülmelidir. Burada bu kimyasalların bir
listesi
verilmiştir.
Alkali ve Asitlerin Yutulması Halinde İlk Yardım
Asetik asit, hidroklorik asit, fosforik asit ve sülfürik asit
yutulduğu kişi baygınsa ağızdan hiç
bir şey verilmemelidir. Eğer ayıksa ağız bol çeşme suyu ile
çalkalanmalıdır. Eğer bu mümkün
değilse olabildiğince fazla su verilmeli, en yakın sağlık
kuruluşuna nakli sağlanmalıdır.
Hidroklorik asit yutulmasında da kusmaya izin verilmemeli, bol
su verilmelidir. Yaralı
yüzükoyun uzatılmalı, hareket ettirilmemelidir. Kromik asit ve
dikromatların yutulmasında
acilen sodyum bikarbonat çözeltisi verilmeli, yara sıcak
tutulmalı ve bir sağlık kuruluşuna haber
verilmelidir. Alkalilerin yutulması durumunda ise limon suyu
veya sirke karıştırılmış bolca su
verilmeli hemen bir sağlık kuruluşuna gidilmelidir
-
10
Klorlu Bileşenlere Maruz Kalınması Durumunda İlk Yardım
Amonyum klorür, demir klorürün deri ile temasında iyice
yıkanmalı, yutulmasında ise
kusturulmalı ve bol miktarda su verilmelidir. En yakın sağlık
kuruluşunda sağlık yardımı
alınmalıdır. Antimon klorür, nikel klorür, kalay klorür,
kadmiyum klorür'ün deri ile temasında
iyice yıkanmalı ve lanolin merhem sürülmelidir. Yutulması
halinde ise bol su verilmeli ve
sağlık kuruluşuna başvurulmalıdır.
Nitratlara Maruz Kalınması Durumunda İlk Yardım
Potasyum nitrat, civa nitratın, gümüş nitrat deri ile temasında
iyice yıkanmalı. Yutulması
durumunda hemen bolca suyla karıştırılmış sodyum bikarbonat
verilmelidir. Gümüş nitratın
deri ile temasında tuzlu su ile yıkanmalı ve tahriş olan yerlere
uygulanmalıdır. Yutulmasında
ise, bir bardak suya üç yemek kaşığı tuz ekleyip çözdükten sonra
bu karışım verilip kusturulmalı
ve sağlık kuruluşuna başvurulmalıdır.
Sülfatlara Maruz Kalınması Durumunda İlk Yardım
Alüminyum, amonyum, kobalt, bakır, magnezyum, nikel, potasyum,
sodyum, çinko, kadmiyum
sülfatın deri ile temasında iyice yıkanmalı, bunların
yutulmasında ise bolca su verilmeli ve bir
sağlık kuruluşuna başvurulmalıdır
Elektrik Şokunda İlk Yardım
Kazazede elektrikle yüklü olduğundan yaklaşmadan önce ana
kaynaktan akım kesilmeli veya
fiş prizden çıkarılmalıdır. Bu yapılamıyorsa lastik çizme ya da
eldivenle ya da kuru bir önlük
üzerine basarak kazazedeye yaklaşılmalıdır.
Elektrik cereyanı ile temas kesildikten sonra temiz havada suni
teneffüs yaptırılmalı ve en yakın
hastaneye götürülmelidir.
Yangın
Yangın laboratuarlarda en çok rastlanan kazaların başında
gelir.
1. Organik maddelerin çoğunun çıplak alevden etkilenerek
yanacağı unutulmamalı.
2. Her deney kendine özgü bir dikkat ve titizlik içinde
yürütülmeli.
3. Aseton, dietileter, etil alkol ve benzen gibi yanıcı
çözücülerle çalışılıyorsa yakın bölgede alev
bulundurulmamalı. Bu gibi çözücüleri ısıtırken, özellikle su
banyosu veya elektrikli ısıtıcı
kullanılmalı. Bu çözücülerin uzaklaştırılması buharlaştırma ile
değil damıtılarak yapılmalıdır.
-
11
Yangın çıktığında yapılması gerekenler şunlardır:
1. Gaz muslukları kapatılmalı ve çevredeki bütün yanıcı maddeler
uzaklaştırılmalı.
2. Yangın söndürmek için hiçbir zaman su kullanılmamalı.
3. Yangın çıktığında kullanılması gereken ilk söndürücü
karbondioksitli yangın söndürme
tüpleridir. Bu tüpler üstteki vananın gevşetilmesi ile çalışır.
Karbondioksit çıkış borusunun ağaç
kısmı tutularak çıkan gaz yanan cisme gönderilir. Bu yangın
söndürücüler her kullanımdan
sonra mutlaka doldurularak eski yerlerine konmalı.
4. Yangın yukarıdaki işlemlerle kontrol edilemiyorsa acilen
itfaiyeye haber verilmeli.
Laboratuarlarda oluşabilecek yanıklara aşağıdaki müdahaleler
yapılmalıdır:
1. Alev veya sıcak bir cisme dokunma ile olan yanıklar önce
alkol ile yıkanıp daha sonra vazelin
veya yanık merhemi sürülerek üstü açık bırakılmalı.
2. Asitlerin teması ile olan yanıklar önce bol su ile daha sonra
doymuş sodyum bikarbonat
çözeltisi ile ve tekrar su ile yıkanmalı. Yanığın vücutta olması
halinde yanık yere bir yanık
merhemi veya bol vazelin sürülür ya da %1‟lik sodyum karbonat
çözeltisine batırılmış bir sargı
bezi ile sarılır. Asit elbise üzerine dökülmüş ise önce %1‟lik
sodyum karbonat çözeltisi sonra
bol su ile yıkanmalı.
3. Alkalilerin teması ile olan yanıklar yanan yer önce bol su
ile daha sonra %1‟lik asetik asit
veya limon suyu ya da seyreltilmiş (%1‟lik) sitrik asit
çözeltisi ile yıkanarak mevcut baz
nötrleştirilmeli. Baz zararsız duruma getirildikten yanan yer
tekrar bol su ile yıkanmalı.
4. Bromun sebep olduğu yanıklar önce petrol eteri ile yıkanmalı,
sonra gliserinli pamuk ile
yanan yer iyice silinmelidir. Brom yanıkları için diğer bir
uygulama ise bromdan zarar görmüş
yerin önce bol su ve seyreltik amonyak çözeltisi veya %1‟lik
sodyum tiyosülfat çözeltisi ile
sonra tekrar bol su ile yıkayarak merhem sürülmesi şeklinde
yapılan bir uygulamadır.
5. Bu ilk yardımlardan sonra tıbbi müdahale yapılması gerektiği
unutulmamalıdır.
Ağzı açık tüp veya balon içinde kimyasal bir tepkime sürerken
üstten bakmamalı, tehlikeli
deneylerde mümkünse laboratuar gözlüğü kullanılmalıdır.
-
12
Göz yanıklarında ise tıbbi yardım şarttır. Bu yardım sağlanana
kadar yapılacak ilk
yardımlar şunlardır:
1. Asitlerin ve bromun göze sıçraması durumunda göz kapağı
açılarak göz bol su ile yıkanır ve
sonra %1‟lik sodyum bikarbonat çözeltisi ile göz banyosu
yapılır.
2. Alkalilerin göze sıçraması halinde ise yine aynı şekilde su
ile yıkandıktan sonra %1‟lik borik
asit çözeltisi ile göz banyosu yapılır.
3. Ağız yanıklarında, ağız bol su ile çalkalanıp yıkanmalı fakat
yutulmamalıdır.
4. Eğer kimyasal madde yutulmuş ise, bol su içilerek
seyreltilmesi sağlanmalı ve en kısa
zamanda tıbbi müdahale için hekime başvurulmalıdır.
Kesikler
Laboratuarda kesikler genellikle cam boru ve termometrelerin bir
mantara takılması ya da
çıkarılması sırasında meydana gelir. Bu gibi işlemlerde çok
dikkatli olunmalı ve cam boru ve
termometre, vazelin, gliserin veya sabunlu su ile yağlandıktan
sonra yapılması gereken işlem
yapılmalıdır.
Kesilen yerde önce eğer varsa içinden cam parçaları çıkarılmalı
sonra su veya hidrojen
peroksitli su ile yıkanarak sülfopiridin tozu veya bir
antiseptik ile sarılmalıdır. Kesik hafif ise
kanın birkaç saniye akmasına müsaade edilir. Fazla kan kaybı
görülen kesiklerde ise kanayan
yerin biraz yukarısı bir bez ile sarılarak kan durdurulmalı ve
hemen hekime başvurulmalıdır.
Zehirlenmeler
Zehirlenmelerin olmaması için zehirli gazlarla veya bunların
çıktığı tepkimelerle çalışırken
mutlaka çok iyi bir çeker ocak kullanılmalıdır. Buna rağmen
zehirlenme olmuşsa tıbbi yardım
zorunludur ve bu yardım sağlanıncaya kadar kazaya uğrayan kişi
açık havaya çıkarılarak bol
oksijen alması sağlanır. Solunumun durması halinde suni solunum
yapılır.
Ağız ve mideye asit, baz ve ağır metal tuz çözeltileri alınmış
ise, bu gibi durumlarda bol süt, su
ve yumurta akı içirilir ve kepek lapası verilir. Özellikle asit
yutulmuşsa magnezyum oksit veya
tebeşir tozu ile hazırlanmış bulamaç içirilir. Baz alınması
durumunda ise %1‟lik asetik asit veya
limon suyu ya da %1‟lik sitrik asit çözeltisi içirilir.
Kusturucu olarak %5‟lik sodyum klorür
çözeltisi veya bir çorba kaşığı çinko sülfatın bir bardak sudaki
çözeltisi kullanılır. Zehirli
kimyasal maddelerden bazıları; kurşun bileşikleri, arsenik
trioksit, siyanür asidi ve tuzları,
fosfor ve cıva bileşikleri, arsenikli ve fosforlu bileşikler,
karbonmonoksit, hidrojen sülfür,
benzen ve bazı türevleri.
-
13
TEHLİKE İKAZ VE İŞARETLERİ VE RİSK GÖSTERİMLERİ
F: Şiddetli alev alıcı (Flammable) Risk Faktörü: R11
Özelliği:Parlama noktası 21 °C’nin altında olan,hava ile
temas ettiklerinde kendiliğinden ısınan ve hava oksijeni
ile reaksiyona girerek alevlenebilen veya ateş kaynağı ile
kısa süre temas ettiğinde tutuşup yanmaya devam eden
madde ve karışımlarıdırlar.
Önlem: Çıplak ateşten, kıvılcımdan ve ısı kaynağından
uzak tutulmalıdır.
Örnek: Aseton, benzen, etilalkol, methanol, toluen
F+ : Çok şiddetli alev alıcı (Extremelyflammable) Risk
Faktörü: R12
Özelliği: Alevlenme noktası O °C’nin altında, kaynama
noktası maksimum 35 °C olan sıvılardır. Normal basınç ve
oda sıcaklığında havada yanıcı olan gaz ve gaz
karışımlarıdırÖnlem: Çıplak ateşten, kıvılcımdan ve ısı
kaynağından uzak tutulmalıdır.
Örnek: Dimetileter, dietileter, etilamin,pentan,propan.
O: Oksitleyici (Oxidizing) --- Risk Faktörü: R7-R9
Özelliği: Organik peroksitler, herhangi bir yanıcı madde ile
temas etmeseler bile patlayıcı özelliğ olan yükseltgen
maddelerdir. Diğer yükseltgenler ise, kendileri yanıcı
olmasalar bile, oksijen varlığında alev alabilirler.
Önlem: Yanıcı maddelerden uzak tutulmalıdır.
Örnek:Medikal oksijen (sıvı- gaz ), azot peroksit (narkoz
gazı)
-
14
E: Patlayıcı (Explosive) ------- Risk Faktörü: R1,R3
Özelliği: Isı, ışık gibi termik enerji ile veya vurma,
sürtme,
çarpma gibi mekanik enerji ile molekül yapıları bozulup çok
miktarda ısı, gaz ve yüksek basınç oluşturarak ekzotermik
tepkime veren madde ve karışımlarıdır.
Önlem:Ateşten uzak tutulmalıdır.
Örnek:Etil nitrat, etilnitrit, pikrik asit,trinitrobenzen,
trinitrotoluen, trinitrogliserin.
E
T: Toksik (Toxic), T+: Çok Toksik (VeryToxic)
Risk Faktörü: (R23-R25) (R26-R28)
Özelliği: Solunduğunda, yutulduğunda ve deriye temas ettiği
durumlarda sağlığa zarar verebilir, hatta öldürücü olabilir.
Önlem: İnsan vücuduyla temas engellenmeli, aksi halde tıbbi
yardıma başvurulmalıdır.
Örnek Toksik: Amonyak, diaminobenzen,fenol, klor,
Çok Toksik: Azot dioksit,brom,dimetilsülfat,fosgen,
hidrojenflorür,Hidrojen sülfür, potasyum siyanür.
T-T+
Xn: Zararlı Madde ---------- Risk Faktörü: R34-R35
Özelliği: Solunduğunda, yutulduğunda ve deriye temas ettiği
durumlarda sağlığa zarar verebilir.
Önlem: İnsan vücuduyla temas engellenmeli, aksi halde tıbbi
yardıma başvurulmalıdır.
Örnek:Toluen, diklormetan, kloroform,okzalik asit, glikol,
siklohekzanol, benzaldehid, benzil alkol,aminofenol,
mangandioksit, iyot, potasyumflorür.
.
Xi: Tahriş Edici Madde -------- Risk Faktörü: R36-R38
Özelliği: Aşındırıcı olmamasına rağmen deriyle ani, uzun
süreli veya tekrarlı teması iltihaplara yol açabilir.
Önlem: İnsan vücuduyla temas engellenmelidir.
Örnek: Zayıf organik asitler, asit anhidritler, bazlar,
alkoller,
aminler, asit ve baz çözeltileri.
.
-
15
C: Aşındırıcı (Corrosive) -------- Risk Faktörü: R34-R35
Özelliği:Deri ile temas ettiğinde derinin aşınmasına ve
tahrip
olmasına neden olan; göz, akciğer, mide gibi organik
dokulara
zarar veren; metalleri ve bazı yapı malzemelerini aşındıran
maddelerdir.
Önlem: Gözleri, deriyi ve kıyafetleri korumak için özel
önlemler alınmalıdır. Buharları solunmamalı, aksi halde
tıbbi
yardıma başvurulmalıdır.
Örnek: Amonyak çözeltisi,hidroflorik asit, asetik asit
.
N: Çevre İçin Tehlikeli (Dangerous for Environment)
Özelliği: Çevreye yayıldığında insan, hayvan, bitki, su,
toprak
ve hava gibi çevre elemanlarından birine veya birkaçına veya
tümüne birden kısa süreli ya da uzun süreli tehlikeli olan
ve
zarar veren maddelerdir
Önlem: Risk göz önüne alınarak bu tür maddelerin toprakla
veya çevreyle teması engellenmelidir.
Örnek: Arsenik(III) oksit, brom, civa(II) nitrat, gümüş
nitrat,
iyot, kadmiyum nitrat, kurşun (II) asetat
Radyoaktif Maddeler (Gösterim harfi yoktur)
Özelliği: Atom çekirdeklerinin kararsızlığı nedeniyle
dahakararlı hale geçmek için kendiliğinden bozunarak α, β-
, γ,
β+
gibi çeşitli ışınlar yayan maddelerdir.
Örnek: Radon, radyum, polonyum, plutonyum, uranyum,
toryum.
-
16
-
17
ETİKETLER
-
18
-
19
GÜVENLİK BİLGİ FORMU (MaterialSafety Data Sheet, MSDS)
Laboratuarda kullanılan kimyasal maddelerle ilgili bilgiye çabuk
erişim sağlamak amacı ile
Güvenlik Bilgi Formları kullanılır. Her kullanıcıya açık olan
Güvenlik Bilgi Formları (MSDS:
MaterialSafety Data Sheet) laboratuar sorumlusundan veya
internetten temin edilebilir.
Üretici firmalar ürünleri için bu formları üretmek ve dağıtmakla
yükümlüdür. Tüm kimyasal
madde kataloglarında madde ile ilgili güvenlik bilgi formu
bulunmaktadır. Herhangi bir
kimyasal madde ile çalışmaya başlamadan önce MSDS mutlaka gözden
geçirilmeli ve uygun
koruyucular kullanılmalıdır.
Güvenlik Bilgi Formları her kimyasal madde için aşağıda verilen
bilgileri içerir.
• Kimyasal Madde veya karışımın adı ve içeriği
• Zararlı Madde içeriği
• Fiziksel ve kimyasal özellikleri
• Yangın ve patlama bilgileri
• Sağlığa zararlılık bilgileri
• İlkyardım bilgileri
• Depolama bilgileri
• Reaktivite ve stabilite bilgileri
• Dökülme veya sızma olması ile ilgili bilgileri
• Ekolojik ve toksikolojik özellikler
• Özel tedbirleri
• Özel korunma bilgileri
• Taşıma bilgileri
• Uzaklaştırma bilgileri
• Yönetmelikler ile ilgili bilgiler
• Diğer bilgiler
Güvenlik Bilgi Formu Risk Faktörleri Gösterim Örnekleri:
-
20
-
21
DENEY NO: 2
ZETA POTANSİYELİ ANALİZİ
ARŞ. GÖR. DR. LEMİYE ATABEK SAVAŞ
-
22
Zeta potansiyeli analizi çözelti içerisindeki kolloidal
parçacıkların yüzey yükünü belirlemek
için kullanılan bir tekniktir. Kolloidlerin kararlılığı sahip
oldukları yüzeysel elektriksel yüke
bağlıdır. Tanecik yüküne bağlı olarak taneciğin yakın çevresi
tanecik ile zıt yüklü iyonları
içeren tabaka ile çevrilir. Bu tabakaya stern tabakası denir.
Parçacıkların yüzeyinden
uzaklaştıkça elektriksel çekim azaldığından zıt yüklü iyonların
arasına, aynı yüklü iyonlarda
karışabilir ve tanecikten belli bir mesafe sonra elektriksel
potansiyel sıfırlanır. Bu mesafe
izoelektrik nokta olarak adlandırılır. Stern tabakasının
bitişinden izoelektrik noktaya kadar olan
mesafeye de dağınık tabaka veya difüze tabaka denir. Taneciğin
yüzeyine yakın olan ve
tanecikle birlikte hareket eden bir sınır düzlemi vardır bu
düzleme de kayma düzlemi denir.
Kayma düzlemi yüzeyindeki elektriksel potansiyel ile izoelektrik
nokta arasındaki potansiyel
farkına da zeta potansiyeli denir.
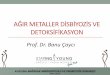
Şekil 1. Kolloidal parçacıkların etrafındaki elektriksel çift
tabaka.
Kolloid çevresindeki çift tabakanın kalınlığı elektriksel çekim
kuvvetleri ve difüzyona bağlı
olarak değişir. Zıt yüklü iyonların derişimi taneciğe yakın
yerlerde yüksektir, tanecikten uzakla
ştıkça çekim kuvvetinin azalmasında dolayı zıt yüklü iyonların
derişimi azalır, aynı yüklü
iyonlara da rastlanır. Yüksek iyonik güce sahip sularda
taneciğin etrafındaki elektriksel çift
tabaka net olarak sıkıştırılabilir. Böylece tanecik daha küçük
bir hacim işgal eder. Aynı yüke
sahip benzer kolloidal tanecikler birbirine yaklaştığında,
elektriksel çift tabakaları etkileşim
haline geçer. Sahip oldukları benzer yükler yaklaştıkça itme
kuvvetinin etkisinde kalır. Bununla
birlikte tanecikler, moleküller arası çekim kuvveti olan Van der
waals kuvvetleri ile de birbirini
-
23
çekmeye başlar. Bütün moleküller ve kolloidler yükleri ve
bileşimleri dikkate alınmaksızın bir
çekim kuvvetine sahiptir. Bu çekim kuvvetinin büyüklüğü;
taneciğin yoğunluğunun ve
bileşiminin bir fonksiyonudur. Sulu fazın bileşiminden
bağımsızdır. Van der waals kuvvetleri
tanecik yüzeyinden uzaklaştıkça azalır.
Şekil 2’de; iki partikül arasındaki mesafenin bunların arasında
etkili olan net kuvvete etkisi
gösterilmiştir. Kolloidler su içinde Brownian hareketle hareket
ederler. Aynı yüklü iki kolloid
bir arada olduklarında birbirlerini itmek isterler. Çekme
kuvveti ise Van der Waals kuvvetleri
ile Brownian hareketlerinden doğan kinetik enerjiden dolayı
ortaya çıkar.
Şekil 2. Bağ kuvvetleri ve enerjileri.
Tanecikler birbirine yaklaştığında artan itme kuvvetine
karşılık, enerji engelini aşacak kadar
yeterince yakınlaştığında van der waals kuvvetleri etkin duruma
geçer. Böylece partiküller bir
arada kalabilirler. Kolloidleri kararsızlaştırmak ve bir araya
getirmek için var olan enerji
engelini aşabilecek kinetik enerjinin sağlanması veya enerji
bariyerinin düşürülmesi gerekir.
Enerji engelini yenemeyen kolloidler birleşemezler. Bu nedenle
çeşitli yöntemlerle engeli
azaltmak uygun olabilir. Kolloidlerin enerji engelini aşarak
yumaklaştırılması için dört temel
mekanizma vardır.
Bunlar;
1-Kaynama,
2-Dondurma,
-
24
3-Elektrolitlerin ilavesi ve
4-Ters yüklü kolloid ilavesi ile elektrik yükünün nötralize
edilmesi ile çökeltme.
Kolloidal taneler üzerindeki elektrik yükünün varlığı
elektroosmosis ve elektroforesiz
olaylarıyla gösterilmektedir. Elektroforesis, uygulanan bir
elektrik alanının etkisiyle, yüklü
kolloidal tanelerin hareketidir. Tane yükü, sıvı fazdaki yük ile
dengelendiği için kolloidal
karışımların net bir elektrik yükü olmadığı kabul
edilmektedir.
Sıvı çözelti içerisinde bulunan katı parçacıkların veya
mineralin ölçülebilen yüzey potansiyeli
olan zeta potansiyelinin birimi milivolt (mV) veya volttur. Zeta
potansiyel değeri pozitif ve
negatif değerli (bu yüzeyin elektriksel yükünü gösterir) veya
sıfır olabilir. Zeta potansiyel
değeri çözeltinin pH’sına, ortamdaki iyonlara (elektrolitlere)
ve çözeltinin cinsine, iyon
konsantrasyonuna bağlıdır. Yüzeye iyonların adsorplanması zeta
potansiyeli ile doğrudan
ilgilidir. Bu nedenle zeta potansiyel verileri adsopsiyon
mekanizmalarını anlamamıza ve
açıklamamıza yardımcı olmaktadır.
Zeta Potansiyeli Ölçüm Yöntemleri
Zeta potansiyelini ölçmede kullanılan dört temel yöntem
vardır.
Bunlar;
i. Elektroforesiz yöntemi,
ii. Elektroozmosiz yöntemi,
iii. Akım potansiyeli yöntemi,
iv. Sedimantasyon (çökeltme) potansiyeli yöntemleridir.
Parçacık Boyutu Dağılımı Ölçme Deneyi: Örnek üzerine kırmızı ve
mavi lazer ışığı gönderilir.
Örnekten yansıyan ve kırılan lazer ışığı dedektörler ile
incelenir. Saçılan ışığın açısı ve şiddeti
örneğin parçacık boyut dağılımını belirler (Şekil 3). Parçacık
içerisinden geçen lazer ışığının
saçılma açısı parçacık boyutuna bağlıdır. Parçacık boyutu
düştükçe saçılma açısı logaritmik
olarak artar. Büyük parçacıkların saçılma açıları düşük, saçılan
lazer ışığının şiddeti yükselir.
Küçük parçacıklarda ise saçılma açısı yüksek, saçılan lazer
ışığının şiddeti düşüktür.
-
25
Şekil 3. a) Lazer saçınım boyut analiz cihazının çalışma
teorisi,
b) Değişik boyutlardaki parçacıklardan farklı açılarda
saçılan
ışık enerjisi
Zeta Potansiyel Ölçme Deneyi: Zeta potansiyel ölçümü Doppler
prensibi kullanılarak elektrik
alanı uygulanan parçacıkların hızının ölçümü esasına dayanır
(Henry Formulü) (Şekil 4). Zeta
potansiyel parçacığın içinde bulunduğu sıvının pH değeri ile
değişir. Değişimin sıfır eksenini
kestiği pH değeri izoelektrik nokta olarak adlandırılır (Bkz.
Şekil 6).
Şekil 4. Bir parçacıktaki zeta potesiyeli belirlemek için
belirli bir elektrik alan uygulanır ve parçacığın hızı (v)
Doppler prensibi uygulanarak bulunur. f1: referans lazer
ışınının frekası, f2: hareket eden parçacıktan saçılan
lazer ışınının frekansı.
-
26
Zetasizer ve Mastersizer cihazlarında kullanılan örnek küvetleri
Şekil 5’te gösterilmiştir.
Şekil 5. a) Zeta potansiyel ölçüm küveti b) Parçacık boyutu
ölçüm küveti
Kolloidlerin zeta potansiyeli, sistemin pH’sını izoelektrik
noktaya ayarlayarak azaltılabilir.
İzoelektirik noktada birincil yük sıfırdır ve zeta potansiyelini
oluşturmak üzere çift tabaka
mevcut değildir. Zeta potansiyelini azaltmanın bir yolu da
kolloidlerle zıt yüklü iyon veya
kolloidlerin eklenmesidir. Böylece kayma düzlemindeki yük (zeta
potansiyeli) düşer. Bu zıt
yüklü iyonların çoğalması nedeni ile yumaklaşma olur. İyonlarla
yumaklaşma da eklenen
iyonun değerliği önemlidir.
Şekil 6. Zeta potensiyelin pH ile değişim grafiği.
Hidrofilik kolloidler için zeta potansiyelini azaltmaya ilave
olarak, taneciği çevreleyen bağlı
suyunda uzaklaştırılması gerekir. Bu amaçla yoğun tuz ilave
edilir. Bu tuzların en önemlileri
SO42- , Cl-, NO3
- , I- anyonlarını içerenlerdir. Suya çok duyarlı olan bu
anyonlar kolloidlerdeki
bağlı suyu alırlar.
-
27
DENEY NO: 3
DALDIRMALI KAPLAMA SPIN KAPLAMA ve ELİPSOMETRE İLE
İNCE FİLM ÜRETİMİ ve KARAKTERİZASYONU
ARŞ. GÖR. DR. NURİ BURAK KİREMİTLER
-
28
Döndürme ile kaplama yöntemi (Spin coating)
Sert bir tabaka veya az eğimli taban üzerine ince film üretmek
için kullanılan bir işlemdir. Bu
işlem için kullanılan taban daha küçük bir boyuta indirilir.
Döndürme işlemi ile film kaplama
4 safhaya ayrılabilir. Bu safhalar: kaplama, döndürme,
döndürmeyi sonlandırma ve
buharlaştırma safhalarından oluşur.
Kaplama safhasında, yüzey üzerine bir miktar sıvı dökülür.
İkinci safha olan döndürmede ise,
sıvı merkezcil kuvvet nedeni ile radyal bir şekilde taşıyıcı
yüzeyin dışına doğru akar. Döndürme
sonunda, fazla olan sıvı taşıyıcı yüzeyinden taşarak yüzeyi terk
eder. Film kalınlığının azalması
ile yüzeyden taşan sıvının miktarı azalır. Bu olayın nedeni
filmin incelmesi ile akışkanlığa karşı
olan direncin büyümesi olarak açıklanabilir. Aynı zamanda uçucu
olmayan madde
konsantrasyonundaki artış, akışkanlığa karşı direncin artmasına
sebep olur. Buharlaşma safhası
filmlerin incelmesindeki son ve en önemli safhadır.
Şekil 2. Döndürme Kaplama Tekniğinin Şematik Gösterimi
Biriktirme aşamasında, dönecek yüzeye sabitenmiş olan taşıyıcı
üzerine sol damlatılır.
Başlangıçta durmakta olan taşıyıcı döndürülür. Taşıyıcı, mümkün
olan en kısa sürede istenilen
dönme hızına ulaşmalıdır. Çünkü dönme hızının sabit olması, film
kalınlığının düzgün olmasını
etkileyecektir. Dönme sırasına, taşıyıcı üzerine damlatılmış sol
merkezkaç kuvvetinin etkisi ile
taşıyıcının tüm yüzeyine yayılır. Eğer sol fazla miktarda
damlatılmışsa, fazlalık sol taşıyıcı
üzerinden savrulur. Dönme esnasında, filmin kalınlığı azalır.
Dönme sonunda, filmin kalınlığı
taşıyıcının her yüzeyinde aynı olur. Döndürme kaplama metodunun
avantajı, durdurma
aşamasında sıvı filmin kalınlığının düzgün olması ve sonuna
kadar bu eğilimde kalmasıdır. Bu
-
29
dışa doğru olan merkezcil kuvvet ile, içe doğru olan
viskozitenin neden olduğu sürtünme
kuvvetinin birbirini dengelemesinden olmaktadır. Ardından
buharlaşma aşaması gelir.
Çözeltinin dağıtılmasında dinamik ve statik olarak iki yaygın
yöntem vardır. Statik dağıtım,
çözelti damlasını altlığın merkezine veya merkezine yakın
bölgeye damlatılmasıdır. Altlığın
boyutlarına ve çözelti viskozitesine bağlı olarak gerekli
çözelti miktarı 1-10 mikron arasında
değişir. Yüksek viskozitelerde veya büyük altlıklarda yüksek
dönme hızlarında altlığın yüzeyini
tamamen kaplaması için daha fazla çözelti damlatılması gerekir.
Dinamik dağıtım ise altlık
düşük hızlarda dönerken çözeltinin damlatılmasıdır. Bu proseste
yaklaşık 500 dev/dak dönüş
hızları kullanılır. Bu hızlar sıvının tüm altlık boyunca
dağılmasını ve daha az çözelti
kullanılmasını sağlar. Altlık veya çözelti zayıf ıslatma
özelliğine sahip olduğunda bir avantaj
sağlar ve filmde boşluk oluşmasını engeller. Sonra yapılacak
işlem istenilen kalınlıkla film
üretmek için yüksek hızda çözeltiyi altlık üzerine dağıtmaktır.
Bu adım için yine çözeltinin
niteliklerine bağlı olarak tipik dönme hızı 1500–6000 dev/dak
arasındadır. Bu adım on saniye
ile birkaç dakika arasında sürebilir. Döndürme hız kombinasyonu
ve zaman bu adımda film
kalınlığını tanımlamak için seçilecek niteliklerdir. Genel
olarak, yüksek dönme hızı ve uzun
döndürme daha ince film oluşmasını sağlar. Başka bir adım olan
yüksek hızda kurutma işlemi
sonra uygulanır ve bu adımda fazla bir incelme olmaz. Bu kalın
filmler için avantajlı olabilir.
Uzun kurutma süresi, kullanmadan önce filmin fiziksel
istikrarını artırmak için gereklidir.
Kurutma adımında sorun olmasa bile kullanma esnasında döndürme
kabından çıkarırken
maddeyi bir tarafa dökme gibi sorunlar olabilir.
Döndürme kaplama metodunun avantajları;
• Taşıyıcının boyutu ne olursa olsun, kaplama için diğer
metodlara göre daha az sıvı
kullanılır.
• Hızlı bir metod olup, zamandan tasarruf sağlar.
• Çok-katlı uygulamalar için idealdir.
• Ticari donanımlarının bütün türleri mevcuttur.
Döndürme kaplama metodunun dezavantajları;
• Yalnızca dairesel taşıyıcılar için uygun bir metoddur.
• Temiz tutulması ve büyük taşıyıcıların homojen kaplanması
zordur.
• Yalnızca Newtoniyen sıvılar için uygundur.
-
30
Uygulamaları
• Entegre devrelerde
• Optik aynalarda
• Manyetik disklerde veri depolamak için
• Güneş pillerinde
• Dedektörlerde
• Sensörlerde
• Nano boyuttaki cihazlarda (kuantum noktalar, karbon
nanotüpler)
• DVD ve CD Rom yapımında
• Mikro devre yapımında silikon devre yapısını foto direnç ile
kaplamada
• Mikrodevrelerde polimer gibi yalıtkan tabaka kaplamada
• Düzlem ekran kaplamalarda
• Gaz sensörlerinde
• LED imalatında
• Yarı metal dielektrik uygulamalarda
• Organik LED diyotlarda
Daldırma ile kaplama yöntemi (Dip coating)
Bu metot genelde saydam tabakalar üretmek için kullanılır.
Daldırarak kaplama metodu,
hazırlanan çözelti içine kullanılan altlık malzemesinin belirli
bir hızla daldırılıp ve yine aynı
hızla geri çekilmesi esasına dayanır. Daldırma ile kaplama
metodu beş aşamada gerçekleşir. Bu
safhalar: daldırma, yukarı çekme, kaplama, süzülme ve buharlaşma
şeklindedir. Bu işlem
sonucunda film oluşturulur.
Daldırma aşamasında taban sabit bir hızla solün içine
daldırılır, yukarı çekme aşamasında ise,
daldırıldığı hızla beklenmeden yukarı çekilir. Üçüncü safha olan
kaplamada ise, taşıyıcının sol
ile temasa giren kısımları kaplanmış olur. Bu aşamada yer çekimi
kuvveti, sol ile taban
arasındaki taşıyıcı kuvveti ile yüzey gerilim kuvvetleri
etkilidir. Daldırma sonunda, fazla olan
sol damlacıkları taban kenarlarından süzülerek yüzeyi terk
ederken süzülme işlemi ile yüzeyi
terk edemeyen sol damlacıkları buharlaşarak uçar. Tüm bu
aşamaların ardından taban üzerinde
kalan sol tavlama işlemi sonucunda film haline
dönüşmektedir.
-
31
Daldırarak kaplamanın bir avantajı, her şekilde ve boyutta
tabanların kaplanmasının mümkün
olmasıdır. Bu işlem ile düzgün ve kontrol edilebilen bir
kalınlık elde edilebilir. Bunun sonucu
olarak da film kalınlığı, yüzey boyunca homojen bir özellik
göstermesidir.
Filmin kalınlığı aşağı ve yukarı hareket eden tabakaları ayıran
ana akıntının şiddetine bağlıdır.
Film oluşumu yönlerinden başlıca kuvvetler şöyle sıralanabilir;
yukarı hareket eden taşıyıcının
sıvı ile oluşturduğu sürtünme kuvveti, yerçekimi kuvveti,
taşıyıcıya tutunmaya çalışan solun
yüzey gerilimi, kaplama alanına ulaşan solün eylemsizlik momenti
ve ayırıcı ya da birleştirici
basınç. Kaplama kalınlığı aşağıdaki denklemle verilmiştir.
Bu denklemde;
t: kaplama kalınlığı η: sıvının viskozitesi v: alt tabakanın
hızı g: yerçekimi kuvveti
c: oran sabiti ρ: yoğunluk
Şekil 3. Daldırma ile kaplama yönteminin şematik gösterimi
Avantajları
• Ön ve arka yüzün aynı anda kaplanmasına imkan tanır.
• Neredeyse her türden materyalin kaplanmasını sağlar.
• Madde boşa harcanmaz.
Dezavantajları
-
32
• Tüm parçalar sıvı altında kalabilir olmalıdır. Aksi halde
maskeleme gerekebilir.
ELİPSOMETRE İLE KALINLIK ÖLÇÜMÜ
Elipsometre Nedir
Dairesel kutuplanmış ışığın elde edilmesiyle başlayan teknolojik
gelişmeler, ışık kırılması ile
ilgili 19, yy’da Fresnel tarafından geliştirilen formüllerle
ilerleyerek elipsometrenin hayata
geçirilmesinde rol almıştır. Bu gelişmelerin sonucu olarak,
1960lı yıllarda, yüzey
fizikokimyasının özelliklerinin bilinmesiyle silikon
teknolojisinin gelişmesi sağlanmış, daha
küçük elektronik sistemlerin oluşturulması için yol
açılmıştır.
Elipsometre, ışığın bir malzemeden geçmesi veya yansıması
sırasında kutuplanmasında oluşan
değişikliği ölçer. Kutuplanmadaki değişim genlik oranı Ψ ve faz
değişimi Δ ile ifade edilir.
Eklde edilen veriler her bir malzemenin optik özelliklerine ve
ölçülen filmin kalınlığına
bağlıdır. Bu syede elipsometre film kalınlığı tayininde ve
malzemelerin optik sabitlerinin
belirlenmesinde kullanılabilmektedir. Ayrıca elipsometre
malzemelerin bileşiminin,
kristalleşme seviyesinin, düzgünsüzlüğünün ve katkılama oranının
belirlenmesinde de
kullanılabilir.
Işık ve Kutupluluk
Işık uzayda yol alan bir elektromanyetik dalga olarak
tanımlanabilir. Yani uzayda salınan
manyeti ve elektrik alanların birleşimi olarak düşünülebilir.
Ancak elipsometre için sadece
elektrik alanının salınımının incelenmesi yeterlidir. Bir
elektromanyetik dalganın elektrik
alannı yönü daima ilerleme yönüne dik yöndedir. Bu sayede z
yönünde ilerleyen bir
elektromanyetik dalga x ve y bileşenleri cinsinden
tanımlanabilir.
Elektrik alanınn x ve y bileşenleri ve fazı tamamane rastgele
olan ışığa kutuplanmış ışık denir.
Kutplanmış ışığı doğrusal, dairesel ve eliptik kutuplanmış ışık
olarak üç ana grupta
inceleyebiliriz. Elektrik alanının x ve y bileşenleri aynı fazda
olan ışık doğrusal kutuplanmış
ışıktır kutuplanmamış ışık doğrusal kutuplayıcı yardımıyla,
belirli bir doğrultuda kuruplanmış
ışığın soğrulmasıyla doğrusal kutuplanmış ışığa
dönüştürülür:
-
33
Kutuplanma Çeşitleri
Doğrusal Kutuplanmış Işık
➢ Eğer elektrik alanı ve elektrik alanı bileşeni manyetik alan x
ve y yönünde aynı
büyüklükte ve fazlar birbirine simetrikse bu tür ışık doğrusal
kutuplanmış ışıktır.
Dairesel Kutuplanmış Işık
➢ Eğer elektrik alan ve elektrik alanı bileşeni manyetik alan x
ve y yönünde aynı
büyüklükte ve aralarında 90 derece faz farkı varsa bu tür ışık
dairesel kutuplanmış
ışıktır.
Eliptik Kutuplanmış Işık
-
34
➢ Elektrik alanının x ve y bileşenlerinin ve faz farkının
büyüklüğü rastgele bir değere
sahip olan ışık eliptik kutuplanmış ışıktır.
Işığın Maddeyle Etkileşimi
-
35
Kutuplanmanın Analizi
Elipsometre Nasıl Çalışır
Işık kaynağından gelen kutuplanmamış ışıki kutuplayıcı
yardımıyla doğrusal kutuplanmış ışık
demetine dönüştürülür. Oluşan ışık demetinin elektrik alanı iki
düzlemdeki s ve p vektör
bileşenlerine ayrılabilir. P düzlemi gelen geçen ışın
demetlerini içerir, s düzlemi ise bu düzleme
diktir. Doğrusal kutuplanmış ışık kompansatör ile dairesel
kutuplu ışığa çevrilir. Örnek
-
36
yüzeyinden yansıyan ışık demetinin elektrik alanı aynı şekilde
p-düzlemi ile s-düzlemi
bileşenlerine ayrılır. Yansıyan ışık tipik olarak eliptik
kutuplanmıştır. Bu nedenle ölçüm
düzeneğimizin adı elipsometredir. Kutuplanmış yansıyan ışık
kutupluluk durumu için analiz
edilir. Kutuplandaki ölçülen değişim malzemenin özelliklerini
ortaya çıkarmakta kullanılır.
Deney Aşaması
Elipsometre deneyimiz laboratuvarımızda bulunan Gaertner LSE
elipsometresi ile
yapılacaktır.
➢ Öncelikle cihazın kendisi ve elemanları tanıtılacak ve
anlatılacak anlatılacak, ölçüm
almak için tabla ayarları gösterilecektir
➢ Daha sonra referans silisyum waferından referans kalınlık
ölçümü alınacaktır
➢ Daha sonra silisyum wafer üzerinde daha önceden oluşmuş
polimer monolayer bir
katmanın kalınlık miktarı ölçülecektir.
-
37
DENEY NO: 4
RAMAN SPEKTROSKOPİSİ VE NUMUNE
KARAKTERİZASYONU
ARŞ. GÖR. DR. SAMİ PEKDEMİR
-
38
Deney adı: Raman spektroskopisi ve Numune karakterizasyonu
Deney Amacı: Raman spektroskopisi hakkındaki Temel kavramların
öğrenilmesi
ve belli numuneler üzerimde karakterizasyon uygulaması
yapılması
Genel Bilgiler
1928’de Hintli fizikçi C.V. Raman, belirli moleküllerce saçılan
ışının ufak bir
kesrinin görünür alandaki dalga boyunun, gelen ışığın dalga
boyundan farklı
olduğunu ve buna ilaveten dalga boylarındaki kaymaların,
saçılmadan sorumlu
moleküllerin kimyasal yapısına bağlı olduğunu buldu.
Bu buluşundan ve olguyu sistematik incelemesinden dolayı 1931
Nobel Fizik
Ödülü’nü aldı.
Raman Spektroskopisi: Molekül ile etkileşerek elastik olmayan
bir saçılmaya
uğrayan ışığın enerjisinde oluşan fazlalık veya azlık, ışıkla
etkileşen molekülün
titreşim enerji düzeyleri arasındaki fark kadardır. Saçılan
ışığın λ’da oluşan farka
Raman kayması denir.
Çalışma İlkesi: Bir numunenin Görünür bölge(400-700nm) veya
yakın-IR
(kızılötesi) monokromatik ışından oluşan güçlü bir lazer
kaynağıyla
ışınlanmasıyla saçılan ışının belirli bir açıdan ölçümüne
dayanır. Moleküllerin
şiddetli bir monokromatik ışın demeti ile etkileşmesi sırasında
ışık absorpsiyonu
olayı gerçekleşmiyorsa ışık saçılması olayı meydana gelir. Işık
saçılması sırasında
saçılan ışığın büyük bir kısmının enerjisi madde ile etkileşen
ışığın enerjisine eşit
olur ve bu tür elastik saçılma olayına Rayleigh saçılması denir.
Elastik saçılma
olayının yanı sıra saçılan ışığın çok az bir kısmı elastik
olmayan saçılma olayı ise
Raman saçılması adını alır.
Işın madde etkileşimi sonucu molekülün enerji düzeyi artarsa
saçılan ışımalar
stokes hatları olarak adlandırılır. Şiddetli monokromatik ışın
ile etkileşen
moleküller ışığı absorplamıyorlarsa ışık saçılmasına (yön
değiştirme) neden
olurlar. Işık saçılmasına neden olan parçacık çapları ışımanın
dalgaboyuna (λ) eşit
veya daha büyük ise buna Tyndall Saçılması denir. Görünür bölge
ışıması ile
kolloidal veya bulanık çözeltilerdeki saçılma bu türdendir.
Saçılmaya neden olan
parçacık çapları ışımanın dalgaboyundan (λ) küçük ise buna
Rayleigh Saçılması
-
39
denir. Örneğin; çözünmüş molekül veya çok atomlu iyonlardan
ışımanın
saçılması. Bu türde λsaçılma=λkullanılan’dır.
Raman saçılması: Rayleigh saçılmasında;
λsaçılma ≠ λkullanılan ise buna denir. dalgaboyunları (λ)
arasındaki bu fark
moleküllerin titreşim enerji düzeyleri arasındaki farka eşittir.
Dalga boylarındaki
değişme Raman kayması olarak adlandırılır. Etkileşmeden sonra
molekülün
titreşim enerjisi artıyorsa (uyarılıyorsa) bu tür saçılan
ışımalara STOKES hatları
denir. Tersi oluşuyorsa Raman kaymalarına, ANTİ STOKES
hatları
denir.
Şekilde Raman saçılması olayının ortaya çıkışının molekülün
titreşim enerji
düzeyleri ile ilişkisi görülmektedir. hυo enerjili ve molekülün
absorplamadığı bir
-
40
foton molekül ile etkileştiğinde saçılmadan önce çok az sayıda
foton enerjilerinin
bir kısmını moleküllere aktarır veya moleküllerden çok az sayıda
fotona bir miktar
enerji aktarılır. Bu enerji aktarımı olayı sonucu moleküller
fotonla etkileştikten
sonra farklı titreşim enerji düzeylerinde bulunurlar.
Gönderilen fotonun enerjisinin bir kısmı moleküle aktarılıyorsa
Stokes,
molekülden bir miktar enerji fotona aktarılıyorsa Anti-Stokes
hatları oluşur.
Bir molekülün Raman saçılması yapması için etkileşme sırasında
geçici bir dipol
momentin oluşması (polarlanma) gerekir. IR (kızılötesi) inaktif
olan maddeler
Raman aktif olabilirler. Bu iki yöntem kullanılarak molekül
yapısı daha iyi
aydınlatılabilir.
Moleküllerin infrared fotonunu absorplayabilmesi, yani molekülün
bu fotonla
rezonansa girebilmesi için molekül titreşirken dipol momentinde
periyodik ve
fotonun frekansına eşit frekanslı bir değişmenin olması
gereklidir.
Bir molekülün bir fotonla Raman türü saçılma etkileşmesine
girebilmesi için
molekülün titreşimi sırasında etkileştiği fotonun elektrik alanı
tarafından
periyodik ve fotonun frekansına eşit frekanslı olarak
polarlanabilmesi yani
periyodik ve geçici bir dipol momentinin oluşması gereklidir.
Raman hatlarının
şiddeti, titreşen molekülün fotonla etkileşirken oluşan
polarlanabilme değişim
hızının karesi ile orantılıdır. Yandaki şekilde doğrusal CO2
molekülünün simetrik
ve asimetrik gerilme titreşimleri sırasında molekülün dipol
momentinde (µ) ve
polarlanabilmesinde (α) oluşan değişmeler görülmektedir.
Normal Raman piklerinin şiddeti:
-
41
Normal bir Raman pikinin şiddeti veya gücü, molekülün
polarizlenebilirliğine,
kaynağın şiddetine, aktif grubun derişimine ve bir dizi diğer
faktöre karmaşık
şekilde bağlıdır.
Raman çizgilerinin şiddetleri genelde aktif türlerin derişimleri
ile doğru
orantılıdır.
Molekül ile etkileşen fotonun enerjisi, molekülün absorplayacağı
foton
enerjisinden daha az olduğu durumda oluşan Raman hatlarının
şiddetleri çok
azdır. Eğer molekülün saçacağı ışığın enerjisi molekülün
absorplayacağı fotonun
enerji değerine çok yakın ise, saçılan ışığın şiddetinde büyük
bir artış olur. Bunun
temel nedeni, saçılan ışığın şiddetinin saçılan ışığın
frekansının dördüncü kuvveti
ile orantılı olarak artmasıdır. Bu yönteme rezonans Raman
spektroskopisi (RRS)
denir.
Normal Raman spektroskopisi ile ancak saf sıvı ve katılar ile
çok derişik (0,10 M)
çözeltilerden sinyal alınabilirken, rezonans Raman
spektroskopisi ile 10-6 M gibi
çok seyreltik çözeltilerle bile Raman kaymaları ölçülebilir.
Yöntemde
gerçekleştiren bu duyarlık artışına ek olarak, bu tür bir
uygulamada yöntemin
seçimliliği de artar, çünkü rezonans Raman spektrumunda sadece
ışığı
absorplayan kromofor grubun rol aldığı titreşimlere ait
bantların şiddeti artar.
Böylece, çok karmaşık bir yapıya sahip moleküllerin sadece
kromoforlarla ilgili
kaymaları gözlenir ve bunların Raman spektrumları daha basit bir
biçimde elde
edilir. Rezonans Raman spektroskopisi, floresans özelliği olan
moleküller için
uygun bir yöntem değildir. Floresans ışıması, Raman saçılmasına
göre çok
daha şiddetli olduğundan Raman hatları ile örtüşür ve ölçümü
güçleştirir.
Floresans özelliğine sahip moleküllere Raman spektroskopisinin
uygulanabilmesi
için Stokes hatları yerine anti-Stokes hatlarının ölçülmesi
gerekir, çünkü bir
moleküle ait anti-Stokes hattı o molekülün floresans bandından
daha büyük
frekanslardadır ve bunlar birbirleri ile örtüşmez.
Anti-Stokes hatları normal yoldan ölçüldüğü zaman, çok zayıf
hatlar oldukları
için genellikle kullanılmazlar. Öte yandan, coherent (uyumlu)
anti-Stokes Raman
spektroskopisi (CARS) adı verilen bir yöntemle anti-Stokes
hatlarının şiddetleri
arttırılabilir. Bu yöntemde örneğe şiddetli iki lazer ışıması
birden gönderilir.
Bunlardan birisinin yaydığı ışının frekansı sabit olup
ikincisinin frekansı
değiştirilebilmektedir
-
42
Raman spektroskopisinde kullanılan alet floresans
spektroskopisinde kullanılana
çok benzer. Bunların aralarındaki en önemli fark ışık
kaynağıdır. Raman
spektroskopisinde ışık kaynağı olarak genellikle lazerler
kullanılmaktadır.
Raman spektrofotometre 3 ana bileşenden oluşur. Bir (ışın) lazer
kaynağı, bir
numune aydınlatma sistemi ve uygun bir spektrometre. Raman
saçılma sinyali
Rayleigh saçılma sinyalinden zayıf olduğundan spektrometrenin
iyi olması
gerekir.
-
43
Işık Kaynakları olarak lazer kullanılır.
Lazer (L.A.S.E.R.), zorlanmış emisyon ile ışık çoğaltılması
anlamına gelen "Light
Amplification by Stimulated Emission of Radiation" sözcüklerinin
baş
harflerinden türetilmiş bir kısaltmadır. UyarıImış enerji
düzeyinde bulunan bir
atom veya molekül kendiliğinden bir ışık emisyonu yapabileceği
gibi, uyarılma
enerjisine eşit enerjili bir fotonla etkileşerek de ışık
emisyonuna zorlanabilir.
Şekilde, uyarılmış molekülün yapabileceği bu iki tür emisyon
olayı
görülmektedir.
Kendiliğinden emisyon Zorlanmış emisyon
Üç molekül uyarılmış altı molekül temel haldedir. Gelen 3 foton
absorplanınca 3
uyarılmış molekül oluşurken, 2 molekül de iki foton yayarak
temel hale döner.
Yani emisyon absorpsiyondan küçük olur. İkincisinde ise
emisyon
absorpsiyondan büyük olur.
-
44
Zorlanmış emisyon olayında yayılan ışığın şiddeti (I), sistemi
emisyona zorlayan
ışık şiddetine göre (Io) daha fazladır (I > Io). Ayrıca
zorlanmış emisyon sonucu
yayılan fotonlar, sistemi emisyona zorlayan fotonlarla aynı
fazda ve aynı yöndedir
(koherent ışıma). Lazer ışıması, uyarılmış duruma getirilen
sistemin
kendiliğinden yaydığı ışınları kullanarak emisyona zorlanması
ile ortaya çıkar.
Lazerde ışığın yükseltilmesi için , uyarılmış emisyon ile oluşan
foton sayısının,
absorpsiyon sonucu tüketilen foton sayısından büyük olması
gerekir. Bu şart
uyarılmış durumda bulunan tanecik sayısının, düşük enerjili
seviyede
bulunanlardan daha büyük sayıda olması halinde
sağlanacaktır.
Katıhal lazerler
• yakut kristali ( esas olarak Al2O3 ten oluşmuştur, %0,05
oranında Cr(III)
içerir)
• Nd:YAG lazeri kullanılır( Itriyum ve Alüminyum lal taşı
(garnet) ana
kristalinde Neodiyum iyonları içerir.)
Gaz lazerler
-
45
• He/Ne, Ar+ veya Kr+ iyon lazerler, CO2 veya N2 ortamlı
lazerler, eksimer
lazerler (He, F ile Ar veya Xe gazlarından birinin karışımı ile
elde edilir.)
• Boyar madde lazerler
• Yarı iletken Diyod lazerler
Numune ışınlama sistemi
•Numunenin hazırlanması oldukça kolaydır. Cam malzeme
kullanılabilir. Lazer
kaynağı numunenin küçük bir alanına kolayca odaklanabilir.
•Sıvı ve katı numuneler az miktarda bile kolayca analiz edilir.
Sulu çözeltiler de
Raman spektroskopisiyle analiz edilebilir.
• Monokromatör olarak optik ağ kullanılır.
•Dedektör olarak, Fotoçoğaltıcı tüp veya CCD(Yük-eşleşmiş
dedektör) dedektör
kullanılır.
Uygulamalar:
Raman spektrumundan organik ve inorganik maddelerin bağları
hakkında kalitatif
ve kantitatif bilgilerin yanı sıra madde veya malzeme yapısını
meydana getiren
ilgili fonksiyonel gruplar hakkında da bilgi edinilebilmektedir.
Raman
Spektroskopisi, numune hazırlamaya gerek olmayan numunenin
sadece küçük bir
kısmının ölçüm için yeterli olduğu ve numuneye zarara vermeyen
bir yöntemdir.
-
46
Nitel analiz yapılır. Değerlendirmeler IR’e benzerdir.
Raman spektroskopisi yöntemi ile katı sıvı ve gaz örnekler
incelenebilir. Katı ve
sıvı örnekler bir kapiler cam veya kuvartz tüpte tutularak
spektrumu çekilir. Lazer
ışıması ile temasta olan örnek bozunmuyorsa oluşan yerel
sıcaklık artışlarını
önlemek için örneğin döndürülmesi veya bir pompadan gönderilen
bir sıvı ile
soğutulması gerekebilir.
Moleküllerin yapısında bulunan -C=C-: -C C-, -N=N-. -S-S-,
-C-O-C- türü
titreşimler ile halkalı bileşiklerde gözlenen halka
daralması-halka genişlemesi
titreşimi oldukça şiddetli Raman hatlarının gözlenmesine yol
açar. Böylece
infrared spektrumunda şiddeti az olan bu bantlar Raman yöntemi
ile rahatça
ölçülebilir.
İnfrared spektroskopisinde kullanılan CS2, CCI4, CHCl3 gibi
organik çözücüler
Raman spektroskopisinde de kullanılabilir. Ancak bu çözücülerin
kendi Raman
kaymaları değerlerinin bilinmesi gereklidir. İnfrared
spektroskopisinde çözücü
olarak kullanılamayan su, Raman spektroskopisinde sık
kullanılır. Su
moleküllerinin neden olduğu Raman hatları oldukça zayıftır.
Suyun bu yöntemde
kullanılabilen bir çözücü olması, birçok biyokimyasal ve
farmasotik maddenin
nitel analizinde infrared yönteminin aksine büyük bir kolaylık
sağlar.
-
47
DENEY NO: 5
METAL KALIBA DÖKÜM ve KARAKTERİZASYON
ARŞ. GÖR. NUSRET ÇELİK
-
48
1. Deneyin Adı: Metal Kalıba Döküm ve Karakterizasyon
2. Amacı: Döküm yolu ile şekillendirilmenin öğrenilmesi.
3. Teorik Bilgi: Döküm işleminde, katı bir malzeme uygun bir
sıcaklığa ısıtılarak ergitilir
ve istenen kimyasal bilesimi elde etmek için çeşitli işlemlere
tabi tutulur. Genellikle metal olan
ergimiş bu malzeme daha sonra bir boşluğa dökülür. Dökülen metal
bu boşluğun seklini alarak
katılaşır. Bu boşluk imal edilmek istenen parçanın sekline ve
kaba ölçüsüne sahip bir boşluk
olabilir. Kalıp denilen bu boşluğu, ergitilebilen herhangi bir
metalle doldurup içinde
katılaşmasını sağlayarak basit veya karmaşık şekiller imal
edilebilir. Böylece arzu edilen
çalışma şartlarına uygun, en iyi özellik ve görünümle her türlü
parçalar elde edilebilir. Döküm
işlemiyle parçaların iç ve dış şekillerini aynı anda elde etmek
mümkündür. Diğer imalat
yöntemleriyle yapılması çok zor ve pahalı olan çok büyük ve
karmaşık parçalar uygun döküm
teknikleri kullanılarak ekonomik şekilde üretilebilir.
Metal malzemeler arasında en çok dökümü yapılanlar; demir,
çelik, alüminyum, pirinç, bronz,
magnezyum ve bazı çinko alaşımlarıdır. Döküm parametrelerinin
uygun bir şekilde kontrolü ile
tamamen üniform özellikte parçalar elde edilebilir. Yukarıda
sayılan malzemelerden demir,
düşük büzülmesi, iyi akıcılığı, mukavemeti, rijitliği ve kolay
kontrolü nedeniyle döküm için en
uygun malzemedir.
Şekil 1. Metal kalıba döküm.
Dövme gibi diğer şekillendirme işlemleri ile mukayese
edildiğinde, dökümün en büyük
dezavantajı düşük süneklik ve mukavemetinin yanında dökülen
malzemede boşluklar bulunma
ihtimalidir. Dökümle imal edilen parçalar çok çeşitlilik arz
eder. Bir fermuar dişi gibi boyutları
birkaç milimetre ve birkaç gram ağırlıktaki parçalardan 10 metre
veya daha fazla boyutlu ve
300 ton ağırlığa kadar çok büyük gemi pervanesi gibi parçalar
rahatlıkla dökülebilir. Karmaşık
-
49
şekilli, içi bos veya boşluklu kesite sahip parçalar, düzensiz
egri yüzeye sahip parçalar (ince sac
metalden yapılanlar hariç), çok büyük ve islenmesi zor olan
metalden yapılacak parçaların belli
avantajlar ve belli kolaylıklarla dökülmesi işlemin önemli
avantajlarındandır. Bu belli
avantajlar nedeniyle döküm, imalat yöntemlerinin en
önemlilerinden biridir. Dökümün
Amerika Birleşik Devletlerinde 4500 şirket bazında en büyük
altıncı endüstri olduğu
bilinmektedir.
Bugün mevcut döküm yöntemlerinin biri veya birkaçı vasıtasıyla
hemen hemen her şeyi
dökmek mümkündür. Makina gövde ve iskeletleri, yapı ve makina
elemanları, motor blokları,
krank milleri, pistonlar ve diğer bazı otomotiv elemanları, boru
ve vanalar, demiryolu
elemanları, heykel ve süs eşyası gibi cisimler dökümle
üretilebilen parçalara tipik örnekler
teşkil ederler.
Dökümde Göz Önünde Bulundurulması Gereken Faktörler
Döküm yönteminin başarısı ve kaliteli parça üretmek için belli
temel konuların iyi anlaşılması
ve kontrolü gereklidir. Bunların en önemlisi metallerin
katılaşma mekanizmasıdır. Diğer
önemli asamalar ise kalıp hazırlama, ergitme ve dökme, temizleme
ve kalite kontrolüdür. Diğer
imalat proseslerinde olduğu gibi dizayncı, döküm yöntemini iyi
anlar ve dizayn edeceği parçaya
en uygun yöntemi seçerse en iyi neticeyi elde ederek ekonomi
sağlayabilir. Bütün döküm
yöntemlerinde altı temel faktör mevcuttur. Bunlar aşağıdaki gibi
sıralanabilir:
1 -Metal katılaşırken büzülmesine müsaade edecek, arzu edilen
sekil ve boyuta sahip bir kalıp
boşluğu yapılmalıdır. Bitirilmiş parçada bulunması gereken her
hangi bir detay kalıpta mevcut
olmalıdır. Yani kalıp iyi şekillendirilebilme özelliğine ve
ergimiş metalden önemli derecede
etkilenmeyecek şekilde refrakter özelliğe sahip olmalıdır. Ya
her bir döküm için yeni bir kalıp
hazırlanır veya “sürekli kalıp” olarak isimlendirilen ve çok
sayıda döküm için kullanılmaya
dayanıklı olan bir malzemeden kalıp yapılır. Hassas ve ekonomik
parçalar üretebilmek için
metal veya grafitten yapılan sürekli kalıplarla tek kullanımlı
kalıpları yapmak için önemli gayret
sarf etmek gerekmektedir.
2 -Dökülecek metali ergitmek için sadece uygun sıcaklık değil
aynı zamanda kaliteli ve düşük
maliyetli ergitme sağlayacak uygun bir vasıta mevcut
olmalıdır.
3 -Ergimiş metal, kalıptaki sıcak metalin reaksiyonu ile meydana
gelen veya dökümden önce
kalıpta bulunan bütün hava veya gazları dışarı atacak ve kalıbı
tamamen dolduracak şekilde
kalıba gönderilmelidir. Kaliteli bir döktüm hava boşlukları gibi
hatalardan uzak ve tok
olmalıdır.
-
50
4 -Metal katılaştıktan sonra soğuma ile meydana gelen büzülmeye
kalıbın aşırı şekilde karsı
koymaması için düzenlemeler yapılmalıdır. Aksi takdirde parçada
çatlamalar meydana
gelebilir. Ayrıca parçanın dizaynı sırasında katılaşma şartları
ve kendini çekme (büzülme),
çatlak, iç boşluk veya süreksizlik oluşma şartları dikkate
alınmalıdır.
5 -Döküm parça kalıptan kolayca çıkarılabilmelidir. Her dökümden
sonra bozulan kum
kalıplarda bu konuda ciddi bir zorluk yoktur. Fakat sürekli
kalıpların kullanıldığı belli
proseslerde kalıptan çıkarma önemli problemlerdendir.
6 -Boşluğa, sıcak metali dökme nedeniyle parça kalıptan
çıkarıldıktan sonra yüzeye yapışmış
veya metal tarafından kalıptan koparılmış gereksiz malzemeleri
temizlemek için yüzey
temizleme işlemine ihtiyaç duyulabilir. Döküm endüstrisindeki
gelişmelerin çoğu ekonomi ve
bu altı konu üzerinde yoğunlaşmaktadır.
Metallerin Katılaşması
Sıvı metal bir kalıba boşaltıldığı ve soğumasına müsaade
edildiğinde karmaşık birçok olaylar
meydana gelir. Katılaşmayı etkileyen önemli faktörler; metalin
çeşidi (saf veya alaşımlı
olması),termal özellikleri (özgül ısı ve ısıl iletkenliği), sıvı
metalin yüzey alanı ve hacmi
arasındaki geometrik ilişki, kalıbın şekli ve malzemesi olarak
sıralanabilir.
1. Saf Metaller: Saf metaller net bir şekilde ergime veya
katılaşma sıcaklıklarına sahip
olduklarından katılaşma sabit bir sıcaklıkta meydana gelir
(Şekil 2). Sıvı metalin sıcaklığı
katılaşma noktasına düştüğü zaman gizli ısısı nedeniyle sabit
kalır. Bu çevrimin sonunda
katılaşma tamamlanır ve katılaşan metal soğumaya başlar.
Şekil 2. Saf metallerin soğuma eğrisi.
-
51
Kalıp - sıvı metal arayüzeyindeki tipik bir sıcaklık dağılımı
Şekil 3’de gösterilmiştir. Isı, sıvı
metalden çevreye kalıp duvarını kat ederek geçer. Çevre-kalıp ve
kalıp-metal arayüzeylerindeki
sıcaklık bir başka ara tabaka ve temas süreksizliği nedeniyle
düşer.
Eğrinin şekli kalıp malzemesinin termal özelliklerine bağlıdır.
Saf bir dökme metalin tane
yapısı Şekil 4 (a)’da görülmektedir. Kalıp duvarlarında soğuma
nedeniyle ince ve eş eksenli
tanelerden bir film meydana gelir. Soğuma devam ettiği için
sütun şeklinde taneler oluşur
(dentritler). Bu taneler kalıp cidarından başlayarak kütle
merkezine doğru yönlenmiş
olduklarından kolon şeklindedirler. Böylece gelişen tercihli
yönlenmeleri ile farklı
doğrultularda yönelmiş taneler birbirini bloke ederler (Şek.5).
Meydana gelen tanelerin
büyüklük ve dağılımı, yön ve ısı geçiş hızına bağlıdır. Isı
geçişinin tane büyüklüğü üzerinde
kuvvetli bir etkiye sahip olduğu ve ısı geçişinin azalması ile
katılaşan malzemenin tane
boyutunun büyüdüğü deneylerle tespit edilmiştir.
Şekil 3. Dökülen metallerin Katılaşması sırasında kalıp
cidarı
ve sıvı metal ara yüzeyinde sıcaklık dağılımı.
-
52
Şekil 4 - Kalıba dökülmüş metallerin değişik içyapı şekilleri
(şematik)
a)Saf metaller, b) Katı çözelti alaşımlar (katı çözelti,bir veya
daha fazla kimyasal element
ihtiva eden tek bir homojen kristal fazıdır), c) Katılaşan
kütlede sıcaklık farklılıkların olması nedeniyle
veya tanelerin homojenizasyonunu sağlamak için bir katalizör
kullanarak elde edilen yapı
Şekil 5. Soğuk kalıp yüzeyinde tercihli yapının gelişmesi.
2. Alaşımlar: Saf metallerin aksine alaşımlar bir sıcaklık
aralığında katılaşır (Şekil 6).
Sıcaklık, likidüs (ergime) hattının altına düştüğü zaman
katılaşma başlar ve solidüs (katılaşma)
hattına ulaştığında tamamlanır. Bu sıcaklık aralığında alaşımlar
mantarlaşma veya pasta
durumundadır. Alaşımın bileşimi ve durumu Şekil 7’da Bakır-Nikel
alaşımı için verilen bir faz
diyagramı ile gösterilmiştir. Burada bir katı çözelti olarak
katılaşmış alaşım (Cu), ana metal
(Ni) içinde tamamen çözünmüş ve her tane aynı bileşime
sahiptir.
-
53
Şekil 6. Bir alaşımın kalıp cidarında (soğuk yüzeyde )
katılaşması ve katılaşan metalde
soğuma eğrisi.
Şekil 3 (b) eş eksenli taneli bir bölge ile tipik bir katı
çözeltili alaşımının döküm yapısını
göstermektedir. Bir katalizör ilavesi ile bu bölge baştanbaşa
genişletilebilir (Şekil 3 c). Bu
uyarma (katalizör etkisi) kalıp duvarından merkeze doğru gelişen
alışılagelmiş tane oluşumu
yerine tanelerin düzensiz çekirdeklenmesine sebep olur.
Şekil 7. Çok yavaş soğutma ile elde edilen Nikel - Bakır alaşım
sistemi için faz diyagramı. Katı çözelti bakır ve
nikel ihtiva eden tek bir homojen kristal fazdır. Dikkat
edilirse saf nikel ve saf bakırdan her biri bir
katılaşma sıcaklığına sahiptir.
-
54
Düzensiz çekirdeklenme oluşturmanın başka bir metodu da kalıp
içindeki sıcaklık farkını
elimine etmek veya azaltmaktır. Şekil 8(a)’da görüldüğü gibi
dentritler üç boyutlu dal ve kollar
şeklinde oluştuğundan birbirini kilitlerler.
Şekil 8. (a) Dökme demirin katılaşma modeli. Parçalar 178 mm’lik
karedir. Dikkat edilirse dentritlerin 11’ inci
dakikada birbirine ulaştıkları görülür. Fakat döküm hala tamamen
mantar şeklindedir. Bu parçanın
tamamen katılaşması için iki saat gereklidir.
(b) Karbonlu çeliklerin kum ve metal kalıplarda katılaşması.
Alaşım çok yavaş soğutulduğu zaman her bir dentrit üniform bir
şekilde gelişirken, hızlı
soğutma ile merkezdekilerden farklı yüzey bileşimine sahip
fitilli dentritler oluşur (Şekil 7).
-
55
Elde edilebilen dentritik yapıların değişimi Şekil 8 (b)’de
gösterilmiştir. Burada zaman,
soğutma hızı ve alaşım cinsinin etkisi gözlenebilir. Kum kalıba
dökülmüş ve farklı karbon ihtiva
eden çeliklerden en düşük karbonlu çelik markalı bir yüzey
oluşumu ile katılaşırken (kısa
katılaşma süresi) yüksek karbonlu olanı katılaşma sırasında
geniş mantarlaşma bölgeleri
gösterir (uzun katılaşma süresi).
Katılaşma Zamanı
Bir yumurtanın haşlanması katılaşmanın zamanla gelişimi hakkında
güzel bir örnek teşkil eder.
Sıcak veya kaynayan bir su içine bırakılan çiğ bir yumurta belli
bir zaman sonra (mesela 1
dakika) alınır ve kırılarak bakılırsa, yumurtanın ortasındaki
sarı kısmın henüz sıvı olduğu ancak
beyaz kısmın kısmen katılaştığı görülebilir. (rafadan diye
isimlendirilir). Eğer yumurtayı iki
dakika sonra alsaydık sıvı kısmının bir öncekine göre daha
azaldığını ve katılaşan beyaz
tabakanın arttığını görürdük. Yumurtanın tamamen pişmesi yani
katılaşması için belli bir
süreye ihtiyaç olduğu (mesela 3-4 dakika) bilinen bir gerçektir.
Bu zamanın belirlenmesinde en
etken faktör suyun sıcaklığı ve yumurtanın hacmidir. Eğer ılık
bir suda (30-40oC) gibi
yumurtanın tamamen pişmesi beklenirse, kaynayan sudakine göre
daha uzun zamanın gerekli
olduğu anlaşılır. Buda gösterir ki su ne kadar sıcaksa yumurta o
kadar erken pişer. Metallerin
katılaşması da yukarıdaki olaya benzerdir. Ancak burada sıvı bir
metali katılaştırmak için
yumurtadaki gibi ısıtmak değil, soğutmak gerekir. Belli bir
hacim ve şekildeki sıvı metalin
tamamen katılaşması için yine belli bir süreye ihtiyaç vardır.
Yumurtanın pişmesindeki gibi
katılaşma cidarlardan başlar ve merkeze doğru ilerler. Tamamen
katılaşma için gerekli süre ise,
metalin içinde bulunduğu hacmin yüzey alanı ile direk ilgilidir.
Bu alan ne kadar büyük ise,
katılaşma süresi de o oranda azalır. Aynen yumurtanın
pişmesindeki gibi ortamın sıcaklığı da
metalin katılaşmasına etki eden önemli faktörlerden biridir.
Katılaşmanın ilk safhasında kalıp cidarlarında ince bir kabuk
veya tabaka oluşur. Bu tabakanın
kalınlığı zamanla sıvı metalin merkezine doğru artar. Düz kalıp
cidarlarında, katı tabakanın
kalınlığındaki bu artış zamanın kareköküyle orantılıdır. Hacim
arttıkça soğuma hızı düşer.
Tamamen katılaşma için geçen süre genel bir formülle şöyle ifade
edilebilir.
Katılaşma zamanı = C ( Hacim / Yüzey alanı ) 2 ( 1 )
-
56
Burada C, kalıp malzemesi ve sıcaklığa bağlı bir sabittir. Bu
sabit Chvorinov sabiti olarak bilinir
ve değişik geometriler için iyi netice verdiği tespit edilmiştir
(N. Chvorinov’a atfen, 1938). Bu
temel eşitliğin açıklanması ile bir küpün aynı hacimli bir
küreden daha hızlı katılaştığı
görülebilir. Kalıp geometrisi ve zamanın katılaşmaya etkisi
Şekil 9’da gösterilmiştir. Burada
mevcut sıvı metal katılaşmış bölgeden uzaktadır. Dikkat edilirse
katılaşmış tabaka dış bölgelere
göre (B ile gösterilmiştir) iç kısımlarda daha incedir (A).
Bunun sebebi iç kısımlarda soğuma
hızının dış kısımlara nazaran daha yavaş olmasıdır.
Şekil 9. Çelik dökümde katılaşmış tabaka. Arta kalan ergimiş
metal belirtilen sürelerde boşaltılır. A’daki
katılaşmış tabaka dış köşedekinden (B) daha incedir. İçi boş süs
ve dekoratif parçalar da benzer
prosesle dökülür (boşaltma döküm ) ve yukarıdaki şekilde
gösterilen katılaşma modeline sahiptir.
Örnek problem 1
Aynı hacimli fakat farklı geometrik şekle sahip üç ayrı parça
göz önüne alalım. Bunlar küp,
küre ve yüksekliği çapına eşit bir silindir olsun. Hangi parça
en hızlı ve hangisi en yavaş
katılaşır?
Çözüm:
(1) nolu eşitliğe göre hacimler eşit olduğundan;
Katılaşma zamanı = 1 / (yüzey alanı) 2 = 1 / S 2
Hacim birim kabul edilerek yüzey alanları aşağıdaki şekilde
hesaplanır.
Küre: V = (4/3) π r3, buradan r = ((3/4) π)1 / 3
A= 4 πr2=4 π ( 3/4 π)2 / 3 =4.84
-
57
Küp: V=a3, buradan a=1
A= 6 a = 6
Silindir: V= π r2 h = 2 πr 3, buradan r= ( 1 / 2π) 1 / 3
A=2 π r2 + 2 π r h = 6 π r2=5.54
Böylece katılaşma zamanı, t:
t küre = 0.043 C
t küp = 0.028 C
t Silindir= 0.033 C olur.
Buradan küp şekilli parçanın en hızlı, kürenin ise en yavaş
katılaştığı anlaşılır.
Katılaşmayı yönlendirme
Dökülen parçanın hatasız elde edilmesine yardımcı olmak üzere,
katılaşma sırasında bazı
kısımların birbirine göre katılaşma önceliği iyi
belirlenmelidir. Bu ise yönlü katılaşma ile
sağlanır. Yönlü katılaşmayı Şekil 10 üzerinde açıklayalım.
Şekil 10. Yönlü katılaşmada öncelik bölgeleri
Şekilde görüldüğü gibi, parçanın boşluksuz katılaşması için
besleyici tarafından beslenmesi,
yani geçiş kısmında besleme için bir sıvı hattı daima bulunması
gerekir. Buna göre ilk olarak
parçanın tamamen katılaşması ve sonrasında sırası ile geçiş
kısmı ile besleyicinin katılaşması
gerekmektedir. Her bir kısmın katılaşma zamanlarını dizersek
Zb > Zg >Zp sırası sağlanmalıdır.
Bu dizilimin gerçekleşip gerçekleşmeyeceğini anlamak üzere
katılaşma modülü
hesaplanmalıdır. Mesela, Şekil 11’da görülen örneklerden yola
çıkarak katılaşma modülü
-
58
350
350 Plaka Küre
Ø135
V= 1.3 dm3
S= 5.75 dm2
Z= 15 dak.
V= 1.3 dm3
S= 26 dm2
Z= 0.6 dak.
µ= V/s şeklinde hesaplanır.
Burada V: hacim, s: ısı kaçan yüzey alanı ve µ: katılaşma
modülüdür. Aynı hacim ve ağırlığa
sahip bu iki parçadan hangisinin önce soğuyacağı tamamen yüzey
alanları ile ilgilidir ve en
büyük ısı kaçan yüzey alanına sahip olan plakanın daha önce
soğuyacağı kolayca bulunabilir.
Şekil 11. Aynı hacim ve ağırlığa sahip küre ve plaka şeklindeki
parçaların katılaşma modüllerinin
karşılaştırılması.
Buradan da anlaşılacağı üzere ısı kaçan yüzey alanı bakımından
daha geniş yüzeye sahip
bulunan plaka aynı hacim ve ağırlıklı küreye göre çok daha hızlı
soğuyacaktır.
Şekil 12. Alt ve üst yüzeyden başlayarak katılaşan cidar
kalınlığı.
Yukarıdaki plakanın alt ve üst yüzeyinden aynı miktarda soğuduğu
varsayılırsa, zamanın bir
fonksiyonu olarak katılaşan cidar kalınlığı (x) her iki yüzeyden
başlayarak artacak ve belli bir
süre sonra plaka kalınlığı, yukarıdaki şekilde görüldüğü gibi
e’ye eşit olacaktır (Şekil 12). Bu
halde plaka tamamen katılaşmış durumdadır. O halde plakalar için
katılaşma modülü e / 2
şeklinde yani plaka kalınlığının yarısı alınır.
Katılaşma kalınlığı (x)’i zamanın bir fonksiyonu şeklinde
yazarsak, plakalar için katılaşma
kalınlığı:
x= k (Z)1/2 şeklinde olur.
-
59
Burada k, kalıp ve dökülen malzeme cinsiyle sıcaklığa bağlı bir
sabittir. Bu katsayı kuma
dökülen çelik malzemeler için 0.686 alınır.
Yukarıdaki bağıntıdan Z = (x/k)2 (1/k)2.(e/2)2 şeklinde yazılır.
1/k = c ve e/2 = Mp denirse
Z=c.(e/2)2 ve plakanın tamamen katılaşması için geçen zaman:
Z=c.Mp şeklinde yazılır.
Besleyici ve parça arasındaki geçiş bölgesi gibi iki tarafı
dökülen çevrilmiş yani soğumanın
parça ve besleyici sınırlı olduğu ara yüzeyler için katılaşma
modülü değişik şekilde hesaplanır.
Şekil 13. Ara bölgenin katılaşma modülü hesabı.
Şekil 13’de görülen ara bölgenin katılaşma modülü
hesaplanırsa
V = a.b .1
S = 2(a+b) x 1
M = elde edilir. Buradan da görüldüğü gibi ara yüzeyde katılaşma
modülü
M= şeklindedir.
a
b
1 cm
-
60
Şekil 14. Geçiş kısmının katılaşma modülü hesabı
Şekil 14’deki plaka için geçiş kısmının (taralı kesit) modülü
hesaplayalım. Ancak bilinmesi
gereken başka bir hususu burada öncelikle söylemek gerekir.
Parça, geçiş ve besleyici modülleri arasında da Mp < Mg <
Mb şeklinde bir katılaşma önceliği
vardır. Buna göre pratikte Mp:Mg:Mb ; 1:1.1:1.2 şeklinde
alınır.
Bu hatırlatmadan sonra yukarıdaki plakanın katılaşma modülü:
Mp=5/2=2.5 cm’dir. Pratik değerlere göre Mg ise 2.5x1.1 = 2.75
cm olmalıdır. Mg’nin 2.75 cm
olabilmesi için şekildeki kesit kenar uzunluklarının çok çok
büyümesi gerekeceği Mg = kesit
alanı/kesit çevresi bağıntısı kullanıldığında görülür.
Bu ise geçiş kısmının temas yüzeyinin oldukça kalın olmasını
gerektirir. Oysa besleyicinin
parçadan kesilmesi gerekir ve bu durum büyük işçilik ve malzeme
israfına sebep olur. Maliyet
artacağından bu gibi durumlarda geçiş kısmının kesitini küçük
tutabilmek için geçiş kısmı, ısı
iletimi düşük malzemeden, Şekil 15’te görüldüğü gibi ayırma
maçaları kullanılarak izole edilir
ve parçadan daha geç soğuması sağlanır. Böylece kesme kolaylığı
da sağlanmış olacaktır.
x
Besleyici
Parça
50
-
61
Şekil 15. Ayırma maçası
Bazen bu çözüm yeterli olmayabilir. Böyle durumlarda ayırma
maçası kullanma yanında,
parçanın herhangi bir yolla erken soğuması teşvik edilmelidir
(Örnek: İç ve dış soğutucular
kullanarak).
Döküm Prosesleri
Mühendislikte ve özellikle makina yapımında kullanılan
malzemelerin döküm prosesiyle
şekillendirilmesi için çeşitli yöntemler kullanılır. Yöntem
seçimi parçanın kaliteli ve en
ekonomik şekilde imalini sağlayacak şekilde yapılmalıdır. Burada
parçanın şekli ve boyutu
önemli bir faktördür. Dizayn sırasında döküm yöntemi bilinmeli
ve o yöntemin özellikleri
mutlaka dikkate alınmalıdır. Dökümde önemli bir husus parçanın
son şekil ve ölçüsünde veya
ona yakın şekilde imal edilebilmesidir. Çok değişik şekilli
parçalar birçok farklı metal veya
alaşımdan dökülebilir.
Döküm yöntemini çeşitli kriterlere göre sınıflandırmak mümkün
olmakla birlikte şu ana
başlıklar altında toplamak uygun olacaktır.
A - Metalin kalıba gönderiliş tarzına göre
1 - Sıvı metalin yer çekimi etkisiyle döküldüğü yöntemler
2- Basınçlı döküm yöntemleri
B - Döküm kalıbının durumuna göre
1 - Bozulan kalıplara döküm
2 - Sabit kalıplara döküm
C - Sürekli döküm yöntemi
D - Özel döküm yöntemleri
-
62
Bozulabilen kalıplar çeşitli bağlayıcılarla birlikte kum gibi
malzemelerden yapılır. Parça, kalıp
bozularak çıkarılır. Yaş kum kalıplar, kabuk kalıp, silikatla
(cam suyu) bağlanmış ve karbon
dioksitle sertleştirilmiş kalıplar, alçı ve seramik kalıplar bu
kalıplar arasında sayılabilir.
Ayrıca kalıplama için model kullanılıp kullanılmamasına göre de
sınıflama yapmak
mümkündür. Fakat burada yaygın döküm yöntemleri yukarıda sayılan
grupların birkaçına
birden dahil olabildikleri için uygulamada anıldıkları şekilde
sıralanacaklardır.
1- Sürekli döküm
2- Kum kalıba döküm
3- Kabuk kalıba döküm
4- Sürekli kalıba döküm
5- Metal kalıba döküm
6- Savurma döküm
7- Alçı kalıba döküm
8- Hassas (Investment) döküm
9- Özel döküm yöntemleri
Burada sayılan döküm yöntemlerinden kuma döküm, dökülen parça
tonajı bakımından en
büyük orana sahiptir. Fakat son yıllarda sürekli kalıp, kabuk
kalıp ve hassas döküm
yöntemlerinin kullanımı hızla artmaktadır.
4. Deneyin Yapılışı: Deneyde (%88.01-%11.99) bilesime sahip
Al-Si alaşımı kullanılacak
olup metal kalıba döküm işlemi gerçekleştirilecektir.
Al-Si denge diyagramına (Sekil 16) göre bu alasım ötektik
bilesime sahiptir ve ergime sıcaklığı
yaklaşık 620 °C civarındadır. Ergitilecek alasım pota içerisine
yerleştirilir ve fırında bu
sıcaklığa ısıtılarak ergitilir. Alüminyum alaşımlarında gaz
gidermede kullanılan çeşitli
yöntemler mevcuttur. Dökümhane uygulamalarında en çok kullanılan
yöntem hekzakloretan
(C2Cl6) tabletlerinin kullanımıdır. Bu tabletler ergimiş
alüminyum içerisinde çözünerek AlCl3
gazını oluşturur. AlCl3 gaz taneciklerinin ergimiş alüminyum
içerisinde yükselirken
alüminyum içerisindeki hidrojen gazını toplar ve bunları metal
yüzeyinde serbest hale geçirir.
-
63
Şekil 16. Al-Si denge diyagramı
Döküm İşlemi: Dökülmek istenen parçanın bir plaka üzerine
yerleştirilmiş modeli alt ve üst
derece arasına yerleştirilerek derecelerin arasında vidalar
sıkılır ve modelin sabitlenmesi
sağlanır. Besleyici, yolluk ve çıkıcılar model üzerine
yerleştirildikten sonra üst derece kum ile
doldurularak sıkıştırılır. Dereceler ters çevrilerek alt
derecede benzer şekilde kum ile
doldurularak sıkıştırılır. Daha sonra besleyiciler kum kalıp
içerisinden çıkarılır, derecelerin
vidaları sökülerek model plakasından ayrılır ve dökümün
yapılacağı kalıp boşluğu elde edilmiş
olur. Döküm işlemine geçmeden önce kalıp boşluğu içerisine kömür
tozu serpilir. Bu kömür
tozu döküm sırasında yanarak kum ve ergimiş metal arasında bir
film tabakası oluşturur. Bu
tabaka kalıp kumunun metal üzerine yapışmasını önleyecektir. Bu
işlemlerden sonra dereceler
tekrar kapatılarak kalıp döküme hazır hale getirilir. Diğer
taraftan pota içerisinde ergitilen
alasım fırından çıkarılarak üzerine bir miktar gaz giderici
konulur ve sıvı metal bir grafit çubuk
ile karıştırılır. Oluşan cüruf bir kasık ile metal yüzeyinden
toplanarak döküm işlemine geçilir.
Deneyin sonunda hatasız bir döküm elde etmek için su noktalara
dikkat edilmelidir:
a) Alt ve üst dereceler iyice sıkılarak döküm sırasında mala
yüzeyinden metal sızmasına izin
verilmemelidir,
b) Döküm işlemi bir kerede ve kesintisiz olarak tamamlanmalıdır.
Aksi halde önce dökülen
kısım daha önce katılaşacağından döküm parçada katmer denilen
hataya sebep olacaktır.
-
64
c) Potaya gaz giderici ilavesi yapıldıktan sonra iyi bir
karıştırma sağlanmalıdır. Ergimiş metal
içerisindeki gaz tamamıyla giderilmediği takdirde dökümde
gözenekler ve boşluklar
oluşacaktır.
Döküm işlemi tamamlandıktan sonra kalıp soğumaya bırakılır.
Kalıbın soğuması
tamamlandıktan sonra döküm parça kalıptan çıkarılarak yolluk ve
besleyici uzantıları kesilir.
Yüzeye gereken hassasiyet taslama ile