Embed Size (px)
Citation preview

UNIVERSIDADE DE SÃO PAULO ESCOLA SUPERIOR DE AGRICULTURA "LUIZ DE QUEIROZ" DEPARTAMENTO DE AGROINDÚSTRIA, ALIMENTOS E NUTRIÇÃO
TECNOLOGIA DE OBTENÇÃO DA CERVEJA
Profª Marília Oetterer
2
AULA: TECNOLOGIA DE OBTENÇÃO DA CERVEJA
Profª Marília Oetterer.
1. Considerações gerais
A palavra "beer" provém do latim "bibere" que quer dizer beber.
Há 5000 anos, já existia a cerveja, conforme inscrições em ruinas da Mesopotamia, do
século 37 A.C. O Livro dos Mortos, do Antigo Egito, traz menções sobre a cerveja fabricada com
cevada. Também na China há registros de 4000 anos da "kiu", cerveja feita a base de cevada,
trigo, milho e arroz.
Na época medieval, os mosteiros de toda a Europa Central fabricavam a cerveja.
Os imigrantes, colonos primitivos ingleses e holandeses, trouxeram a tecnologia doméstica
de fabricação da cerveja para a América, preparando-a com milho e lúpulo.
Na América, a primeira cervejaria construida foi em 1544, na cidade do México.
Em 1632 a Companhia Holandesa das Indias Ocidentais registrava uma cervejaria na
cidade de Nova York. Em 1664, uma força à qualidade da bebida foi dada pelas leis do Duque de
York, exigindo o uso de malte e a presença de um mestre cervejeiro para a fabricação da cerveja.
Houve então a grande expansão do processo doméstico da cerveja para o industrial.
No Brasil, em 1900, já estava estabelecida a indústria cervejeira com 27 cervejarias
registradas. A Brahma foi fundada em 1904 e a Antarctica Paulista em 1891.
O sucesso da indústria cervejeira brasileira se deve à boa qualidade da bebida e ao clima
do país que permite um consumo uniforme durante o ano todo, com uma pequena queda de
apenas 10% nos meses mais frios.
Hoje, o Brasil exporta cerveja e é o 5º produtor mundial, com uma produção de cerca de 65
milhões de hectolitros por ano.
O maior produtor mundial são os Estados Unidos, seguido da Alemanha, China e Japão.
Além das marcas tradicionais, que disputam o mercado, a Brahma (55% da produção
nacional) e a Antarctica (35%), há outras marcas significativas como a Kaiser, a Cerma, a Cerpa, a
Schincariol, entre outras.
Quanto ao consumo, o brasileiro bebe cerca de 38 L/pessoa/ano. Na Alemanha, o
consumo é de cerca de 150 L/pessoa/ano e na Bélgica chega a 143 L/pessoa/ano.
3
2. Definição de cerveja
Segundo as Normas Técnicas Relativas a Alimentos e Bebidas, cerveja é o produto obtido
da fermentação alcoólica, pela Saccharomyces cerevisiae, de um mosto preparado com cevada
maltada, adicionado ou não de outros cereais não maltados, lúpulo e água.
As cervejas, segundo a legislação, são classificadas de acordo com o grau de fermentação
e o processo de preparação em:
a) de baixa fermentação: são as cervejas cuja fermentação se processa a temperaturas
inferiores a 4º C.
b) de alta fermentação: são as cervejas cuja fermentação se processa a temperaturas
superiores a 20º C.
c) chopp: são cervejas de baixa fermentação, não pasteurizadas e acondicionadas em
vasilhames adequados.
As cervejas sempre pertencem a dois grandes grupos : tipo Lager e tipo Ale.
As do tipo Lager são conhecidas com os nomes de Pilsen ou Pilsener, Dortmunder, Viena,
Munique (Munchen) e Bock. São as mais comuns em todo o mundo e é este tipo que se produz no
Brasil, pois são mais adequadas ao nosso clima. Elas se encaixam na definição do tipo a, de baixa
fermentação, um processo lento de fabricação. Estas cervejas têm sabor suave e composição
média de 3,58% de álcool em peso, 1,12% de açúcares expressos em maltose, pH 4,3 e 2,27
volumes de CO2 no produto após envasamento.
Assim, a Pilsen é de cor clara, sabor mediano a lúpulo; a Viena é de coloração ambar e
sabor mediano a lúpulo; já a Munique tem cor mais escura, é "encorpada", tem sabor adocicado de
malte e leve a lúpulo. A cerveja Bock é "pesada" com sabor adocicado de malte.
As cervejas "light" entraram no mercado brasileiro pelas mãos da Brahma (São Paulo) em
1982. Outras empresas menores também fabricam este tipo de cerveja para um público mais
seleto, como a Cerma Export (Maranhão) e a Serramalt (Rio Grande do Sul). São cervejas tipo
Lager, de baixa fermentação, porém com teor alcoólico de 2 %.
As cervejas do tipo Ale são conhecidas com os nomes de Porter e Stout. São as cervejas
do tipo b, de alta fermentação. As cervejas Ale tem cerca de 5 % de álcool e menos lúpulo que as
Lager; são adocicadas e designadas de Malzbier ou Stout.
O produto final, cerveja, é uma bebida não destilada, com teor alcoólico na faixa de 3% a
8%, que apresenta variações de sabor e de composição conforme a região onde é produzida; há
especificações para cerca de 187 "tipos" considerando as mais conhecidas mundialmente.
4
3. Matérias primas para fabricação de cerveja
Para fabricar uma cerveja necessita-se de basicamente: malte (enzimas), complementos
do malte (amido), levedura, lúpulo e água.
3.1 Malte É a cevada germinada. Pode ser preparado com outros cereais como o milho, o arroz e o
trigo, entre outros.
Para se proceder à maltagem que é a operação que envolve a germinação e posterior
secagem do grão, a cevada é colocada sob maceração em água até alcançar cerca de 45% de
umidade; a germinação deve ser feita em condições controladas de temperatura, umidade e
aeração e depois seca-se até cerca de 10% de umidade a temperaturas próximas de 70º C.
O malte também é matéria prima para a fabricação do whisky e a principal razão do seu
uso para qualquer processo de obtenção de bebidas é o seu alto poder diastásico, ou seja a alta
atividade enzimática ou alta atividade da invertase do grão.
As enzimas presentes são α-amilase, β-amilase, maltase e proteases. A α-amilase aparece
em teores de 30 a 60 unidades de dextrinas e o poder diastásico chega a 250%, quando na
cevada é de cerca de 50%. Estas enzimas transformam o amido, presente no próprio malte e
originalmente na cevada, em açúcares para a ação das leveduras e produção de álcool.
5
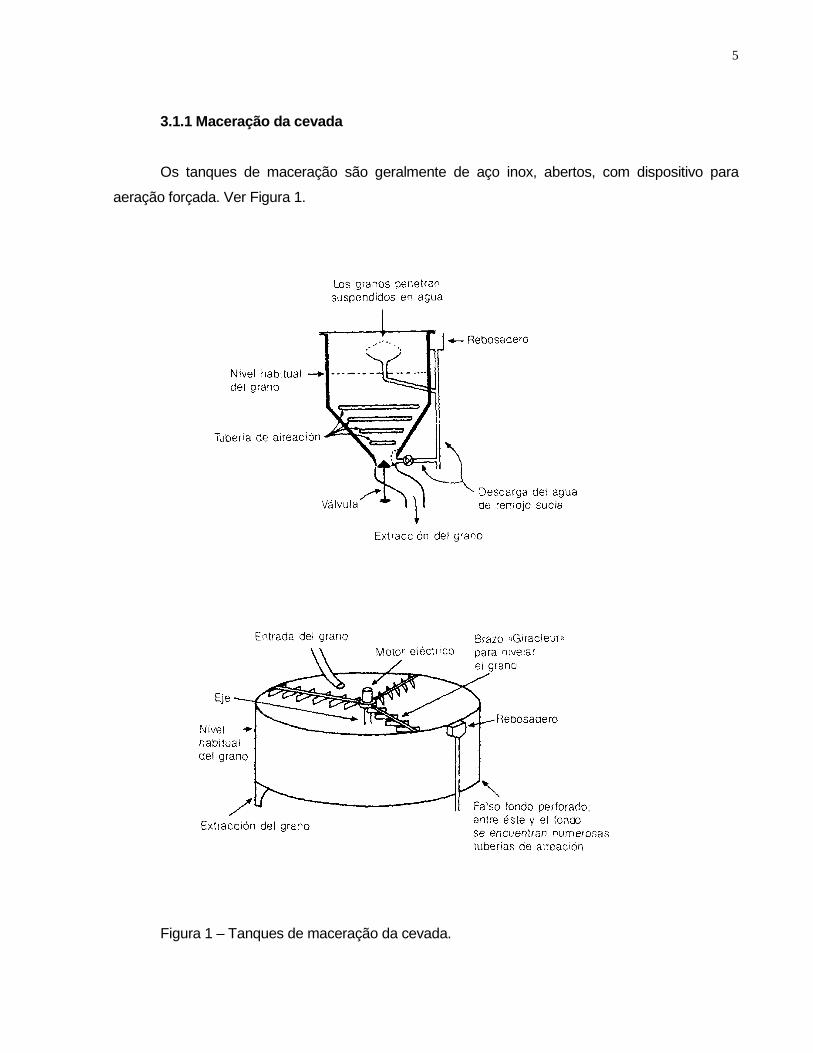
3.1.1 Maceração da cevada
Os tanques de maceração são geralmente de aço inox, abertos, com dispositivo para
aeração forçada. Ver Figura 1.
Figura 1 – Tanques de maceração da cevada.
6
O tempo de maceração é de 3 a 5 dias, com temperaturas de 10º a 20º C. O volume de
água é de 300 a 350 L/ 100 L de cevada, atingindo o conjunto, 2/3 do volume do tanque. A água
pode ser trocada quando a temperatura aumentar muito e é utilizada para fermentações
industriais, pois é rica em açúcares, substâncias nitrogenadas e sais minerais. Adição de SO2 ou
hipoclorito à agua promove a assepcia e facilita o entumescimento.
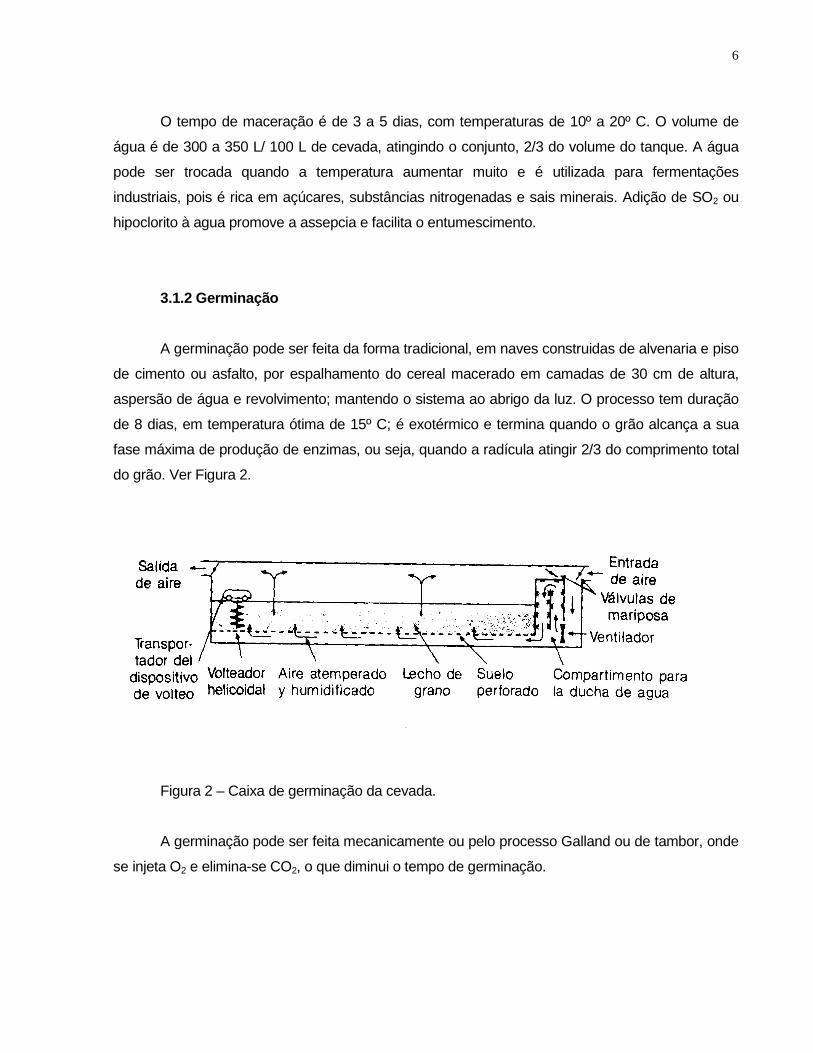
3.1.2 Germinação
A germinação pode ser feita da forma tradicional, em naves construidas de alvenaria e piso
de cimento ou asfalto, por espalhamento do cereal macerado em camadas de 30 cm de altura,
aspersão de água e revolvimento; mantendo o sistema ao abrigo da luz. O processo tem duração
de 8 dias, em temperatura ótima de 15º C; é exotérmico e termina quando o grão alcança a sua
fase máxima de produção de enzimas, ou seja, quando a radícula atingir 2/3 do comprimento total
do grão. Ver Figura 2.
Figura 2 – Caixa de germinação da cevada.
A germinação pode ser feita mecanicamente ou pelo processo Galland ou de tambor, onde
se injeta O2 e elimina-se CO2, o que diminui o tempo de germinação.
7
3.1.3 Secagem
A secagem é feita para paralisar a atividade biológica da germinação após ser atingido o
ótimo. Do malte verde ( 45% de umidade) obtém-se o malte seco, que tem de 9 a 14% de
umidade.
A secagem é feita em 2 fases, de início a temperaturas de 20 a 70º C, por 20 min. Na fase
final, o secador estará a 70º a 95ºC, por 2 a 3 min, para se obter o malte claro destinado à
fabricação de cervejas Lager, ou por 5 min., para malte escuro e fabricação das Ale.
O controle da umidade e da temperatura nas fases do aquecimento são importantes
porque há condições de desenvolvimento da reação de Maillard, o que caracterizará a cor do
malte obtido. Tostadores podem ser utilizados quando se pretende obter o malte "caramelo",
porém a atividade enzimática é reduzida.
Na Escócia, há a tradição de defumar-se o malte com a queima da turfa (restos vegetais
que se acamam em regiões frias) para se obter um sabor especial no whisky.
O malte pronto é estocado em silos de carga móvel que chegam a ter capacidade para 500
toneladas. Nos silos se faz o revolvimento das sementes para outras unidades, devido à
respiração das sementes, que forma CO2 e calor, podendo trincar a parede do silo, se não houver
manejo bem feito.
3.2 Complementos do malte
São as fontes de carboidratos principalmente o amido fornecedores dos açúcares
redutores fermentescíveis.
As enzimas do malte agem sobre o amido da cevada que lhe deu origem, porém precisam
de mais substrato para uma maior sacarificação; este vem dos complementos adicionados, que
podem entrar na proporção de até 50% da quantidade de malte.
Os sucedâneos do malte mais usados são o milho, o arroz, o trigo e a cevada não maltada.
No Brasil, o melhor, por condições de preço é a quirera de arroz.
As indústrias vêm adotando o xarope de maltose como fonte de açúcar fermentescível, que
tem a função de acelerar a mosturação e fornecer substrato para a ação das maltases.
8
3.3 Leveduras
As mais utilizadas são as do genero Saccharomyces cerevisiae e Saccharomyces uvarum .
A levedura pura e selecionada provém de meio de cultura sólido ou são células liofilizadas.
Essas leveduras têm que ter habilidade em produzir álcool, além de flocular e sedmentar, o que
permite a separação da cerveja obtida do inóculo.
A forma melhor e mais rápida de se multiplicar o fermento é a partir de uma fermentação
vigorosa, onde o mosto em fermentação é diluído em mosto estéril. O fermento deverá ter 106 a
108 células/ ml.
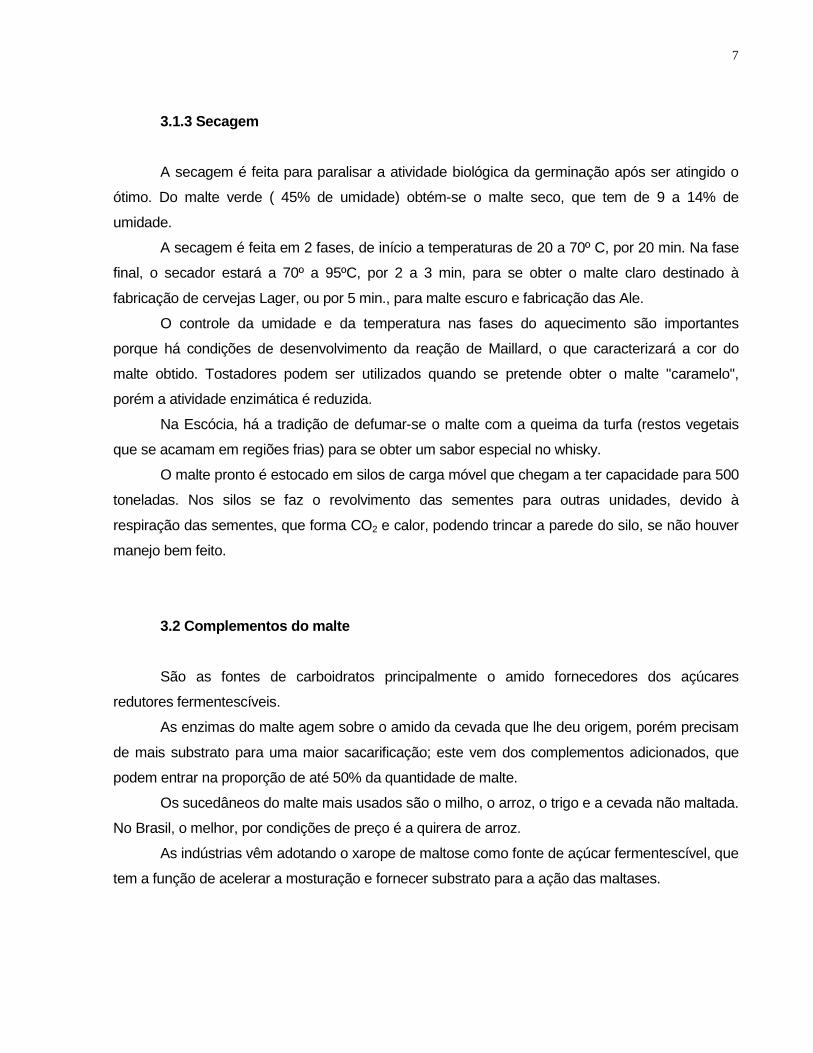
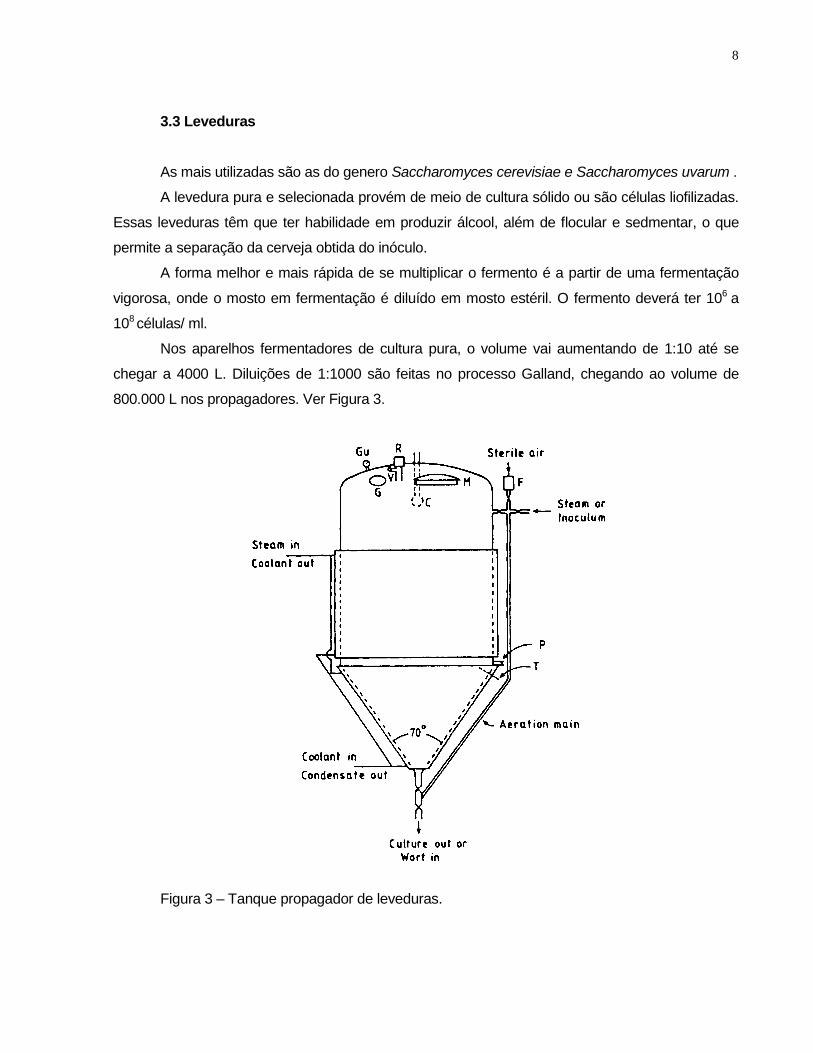
Nos aparelhos fermentadores de cultura pura, o volume vai aumentando de 1:10 até se
chegar a 4000 L. Diluições de 1:1000 são feitas no processo Galland, chegando ao volume de
800.000 L nos propagadores. Ver Figura 3.
Figura 3 – Tanque propagador de leveduras.
9
3.4 Lúpulo
É uma planta cultivada na Alemanha. Os cachos florais são colhidos da trepadeira e as
flores são secas e comercializadas na forma de pellets.
As flores contém a lupulina, que é um material resinoso, de sabor amargo, onde
predominam resinas, antocianinas, tanino e α-ácidos. O lúpulo tem dupla função, a aromática e a
que propicia o sabor amargo.
O lúpulo é adicionado na fase final de fervura do mosto.
3.5 Água
É fator importante na escolha do local para a cervejaria, pois o volume usado é da ordem
de 1000 L para cada 100 L de cerveja obtida. Deve ser potável, não alcalina, levemente dura, com
cerca de 500 mg/ml de sulfato de cálcio e corrigida quimicamente, se estiver fora dos padrões.
4. Processamento da cerveja
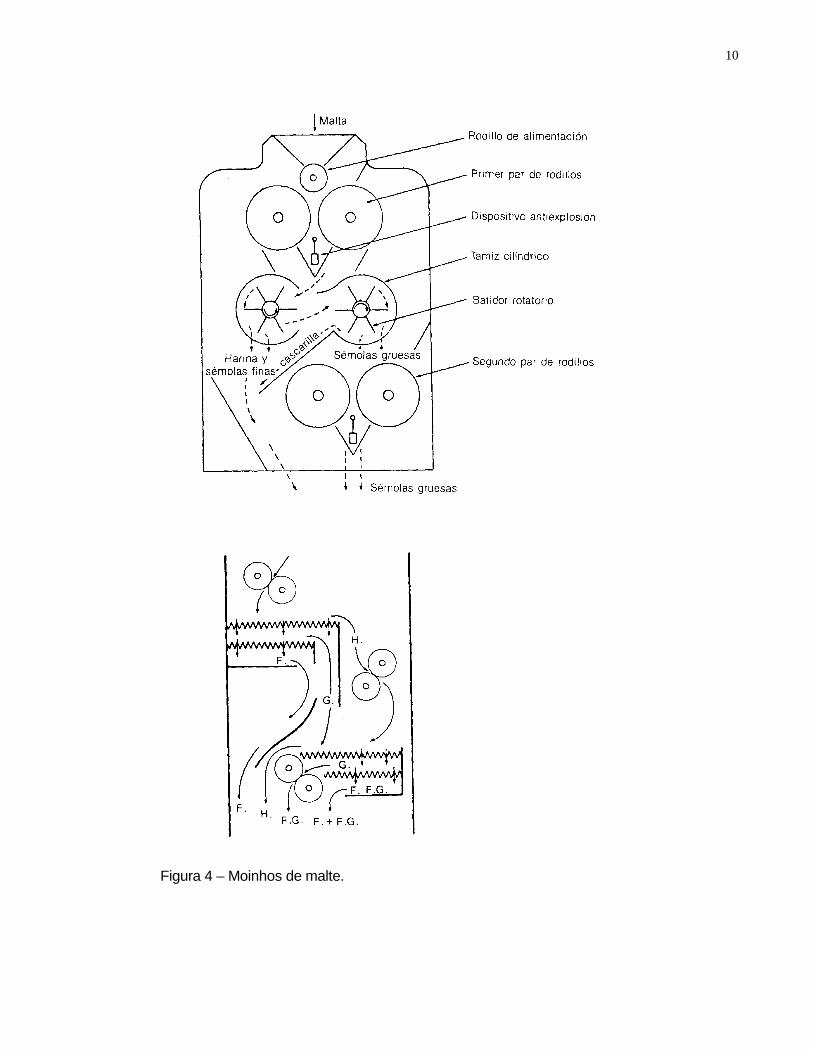
O processo, dentro da fábrica de cerveja, inicia-se com a moagem do malte.
O malte estocado nos silos, é moido por esmagamento entre rolos, em número de 2, 4 ou
6. O importante é que a moagem não seja muito severa para não prejudicar a fase de filtragem,
pois as cascas é que se constituem no filtro. Ver Figura 4.
10
Figura 4 – Moinhos de malte.
11
Também, a moagem, se muito grossa, não preencherá o seu objetivo, que é de facilitar a
hidrólise do amido pela maior superfície de contato.
Os complementos do malte devem ser moidos mais finamente.
A seguir, as matérias primas devem ser agrupadas e a sequência de operações será a
mosturação, fervura, fermentação e maturação.
4.1 Mosturação
É a fase de preparação do mosto.
Consiste em se misturar o malte moído, a água e os sucedâneos do malte, em dornas que
trabalham a temperaturas baixas de início, e vão aquecendo por etapas até 75ºC.
O objetivo é gomificar o amido para facilitar a hidrólise deste por parte das enzimas do
malte.
Os complementos do malte como o arroz ou o milho são cozidos à parte até formação de
goma e a seguir são adicionados às dornas devido à viscosidade.
Quando se deseja obter a cerveja escura, na fase de mosturação é que se incorpora o
caramelo.
Há 2 formas de se proceder à mosturação, que são a infusão e a decocção, esta a utilizada
para processos de baixa fermentação.
Alguns recursos devem ser utilizados para ir-se elevando gradativamente a temperatura,
como por exemplo, cozinhar 1/3 do mosto separadamente à ebulição e incorporá-lo ao restante.
Assim, esta porção eleva a temperatura do conjunto, já estando completamente gomificada, o que
facilita o trabalho das enzimas.
Procede-se a 3 fervuras e as temperaturas do mosto vão se alterando, com sucessivos
aquecimentos e resfriamentos, e as enzimas vão agindo.
Quando a massa estiver a 50ºC, estarão agindo as proteases, a 60ºC - 65ºC, ocorre a
sacarificação pela β-amilase e a 70ºC - 75ºC, a dextrinização do amido pela α-amilase.
O amido ao ser atacado pela α-amilase e β-amilase, quebrará as ligações α-1,4 com
produção de maltose, que será degradada a glicose pela ação da maltase.
As dextrinas com ligações α-1,6 permanecerão sem degradar e propiciarão o "corpo" à
cerveja, além de colaborarem no sabor e aroma da cerveja.
O ponto fundamental da mosturação é a degradação do amido, que se hidrolisa a açúcares
fermentescíveis como maltose, glicose e maltotrioses, além de formar dextrinas.
O amido hidrolisado se liquefaz.
12
Na mosturação é importante a ação das enzimas proteolíticas. Os aminoácidos produzidos
pelas enzimas proteolíticas devem estar presentes para servirem de nutrientes às leveduras, na
fase de fermentação. As proteinas não degradadas também são necessárias para proporcionar
boa qualidade e estabilidade à espuma da cerveja.
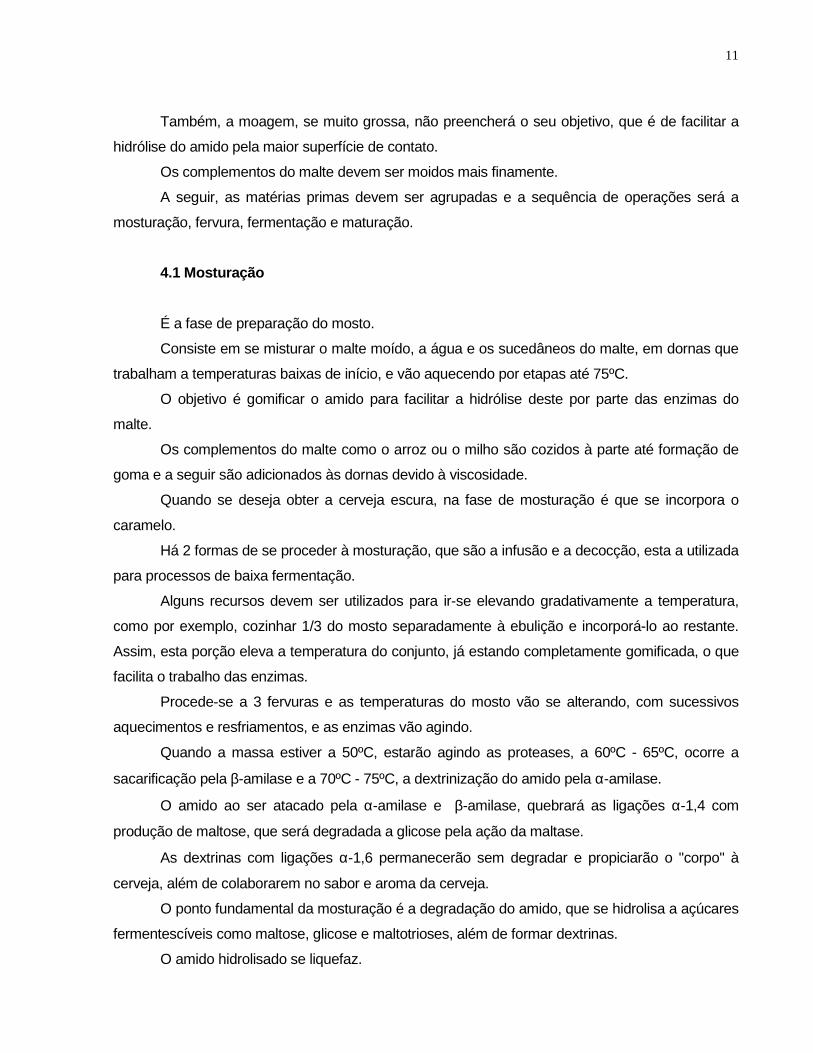
Ao final da mosturação, quando as enzimas já estão inativas a 75ºC, procede-se à
clarificação ou filtração do mosto, por gravidade, através das cascas do malte que formam uma
cama no fundo da dorna. Após a drenagem, faz-se a aspersão de água a 75ºC, por várias vezes,
até o resíduo se apresentar com 1% de extratos solúveis. Ver Figura 5.
Figura 5 – Filtração do mosto ao final da mosturação.
13
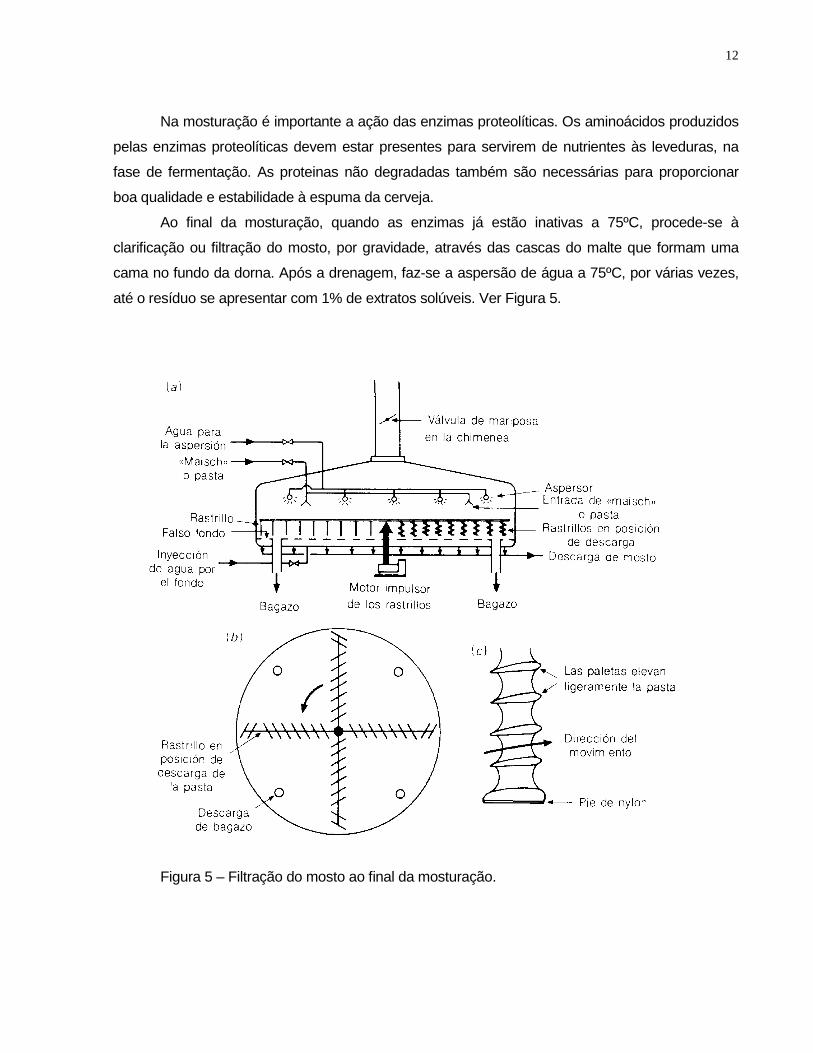
4.2 Fervura ou ebulição do mosto.
A operação anterior de mosturação e esta de fervura são designadas de brassagem na
cervejaria.
Nesta fase há precipitação de proteinas, resinas e taninos. Ver Figura 6.
Figura 6 – Caldeiras para ebulição do mosto.
Após a filtragem, o mosto é levado à fervura em dornas a 100ºC, durante 2 horas.
O objetivo principal é esterilizar o mosto, para receber a levedura.
Também ocorre a concentração deste, a aromatização e a caramelização de alguns
açúcares.
O lúpulo é adicionado, à base de 2 a 3 g/L ao final da fervura, uma vez que os óleos
essenciais responsáveis pelo aroma são voláteis e podem se perder na fervura.
O mosto é filtrado novamente e vai para o resfriamento em trocadores de calor; a
temperatura cai para 8ºC a 10ºC.
14
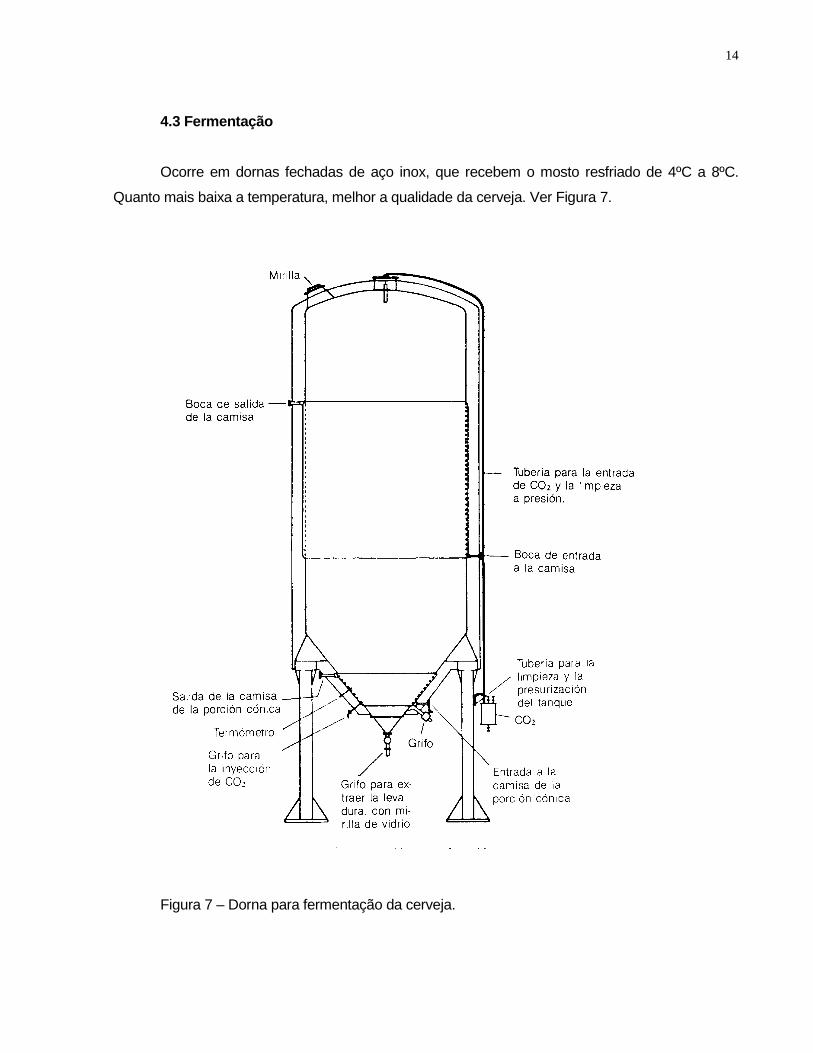
4.3 Fermentação
Ocorre em dornas fechadas de aço inox, que recebem o mosto resfriado de 4ºC a 8ºC.
Quanto mais baixa a temperatura, melhor a qualidade da cerveja. Ver Figura 7.
Figura 7 – Dorna para fermentação da cerveja.
15
O fermento preparado com uma concentração de células de 106 a 108 /mL, que equivale a
77 g de levedura (matéria seca) em 100 L de mosto, é adicionado inicialmente nas dornas abertas.
Após algumas horas começa a aparecer uma fina espuma branca; na fase mais tumultuosa
da fermentação, a temperatura atinge 15º C e a velocidade da fermentação é fundamental para a
boa qualidade do produto.
O mosto é então transferido para a dorna fechada, com serpentinas para resfriamento, do
tipo "out door", medindo 17 a 20 m de altura e 7 m de diametro.
O pH cai de 5,2 para 3,8, nas primeiras fases da fermentação e é favorável ao
desenvolvimento da levedura. Correção com ácido lático.
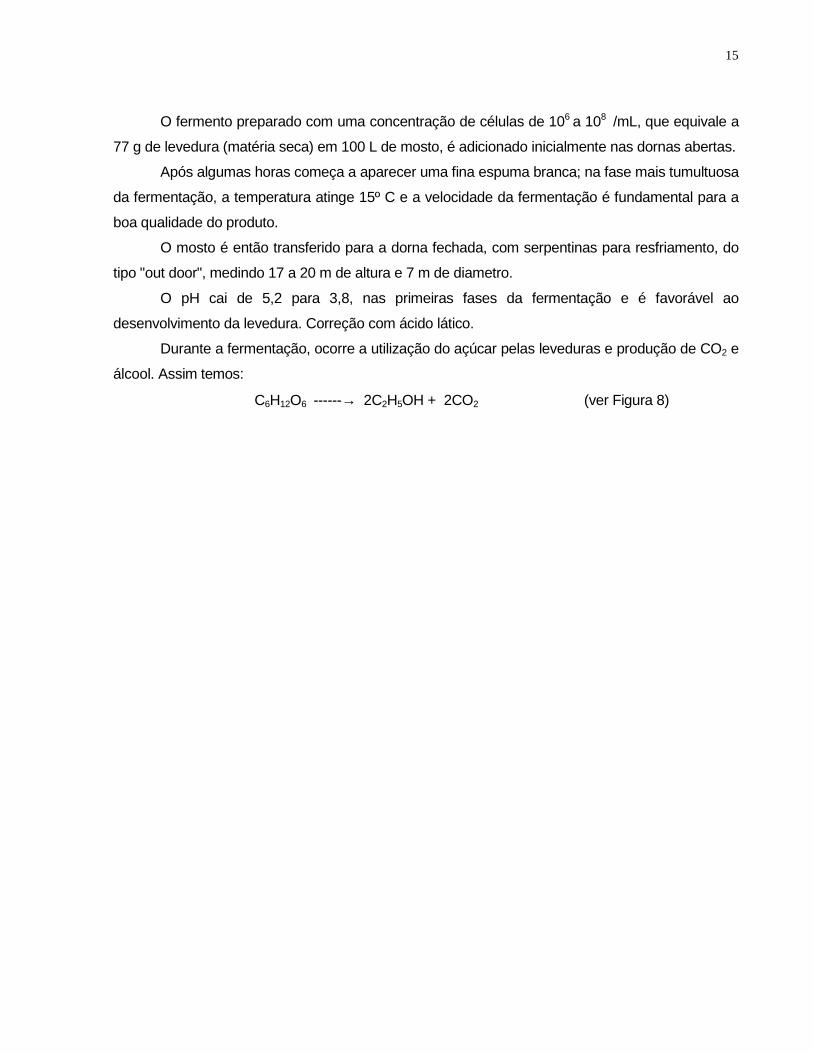
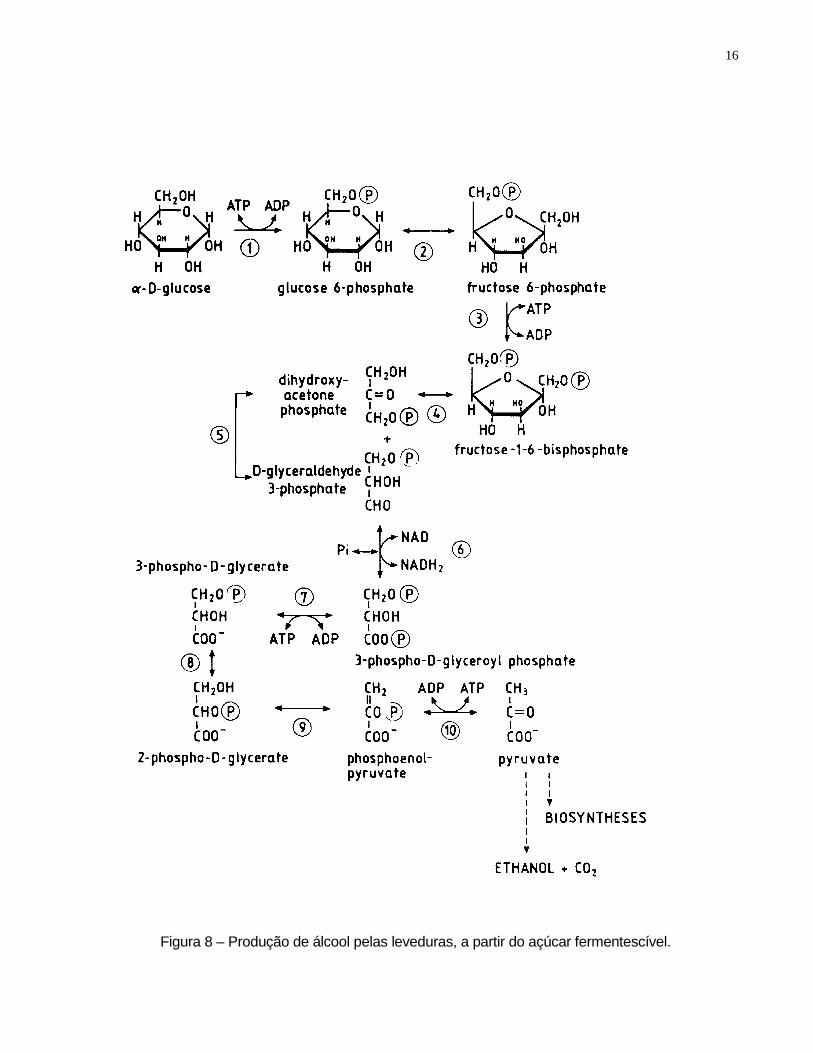
Durante a fermentação, ocorre a utilização do açúcar pelas leveduras e produção de CO2 e
álcool. Assim temos:
C6H12O6 ------→ 2C2H5OH + 2CO2 (ver Figura 8)
16
Figura 8 – Produção de álcool pelas leveduras, a partir do açúcar fermentescível.
17
O acompanhamento da fermentação pode ser feito através da medida dos sólidos em
solução, graus Brix. Dependendo da quantidade de sólidos no início, traduzidos pelos açúcares
fermentescíveis, tem-se uma quantidade maior ou menor de álcool na fase final da fermentação.
No final da fermentação, a temperatura cai de 6ºC para 2ºC; as leveduras floculam e
decantam.
Após 7 a 12 dias estará completada a fermentação, que é chamada de fermentação
principal.
Como produto, temos a chamada cerveja "verde".
O CO2 se mantém solubilizado dentro da cerveja porque está frio; o mosto vai sendo
manuseado e ele vai se desprendendo. O CO2 é lavado e reutilizado lequefeito para uso no
acabamento e engarrafamento da cerveja.
Pode-se recuperar as leveduras da parte mediana das dornas e incorporá-las à ração
animal como "single cell protein".
4.4 Maturação
Após a fermentação principal ocorrer, a cerveja verde, que ainda possui uma suspensão de
leveduras e uma parte de material fermentescível passa por uma fermentação secundária,
chamada maturação.
Na verdade, é um repouso prolongado a temperaturas frias, de 0ºC a 3ºC que contribui
para a clarificação da cerveja e melhoria do sabor.
Pode durar 40 dias (caso da Brahma Extra) ou mais tempo.
Há precipitação de leveduras e proteinas.
Os ésteres formados, como o acetato de etila e o acetato de amila é que caracterizam a
cerveja "madura".
As células restantes vão ao fundo; o amargor do lúpulo se atenua e o sabor da cerveja se
estabelece.
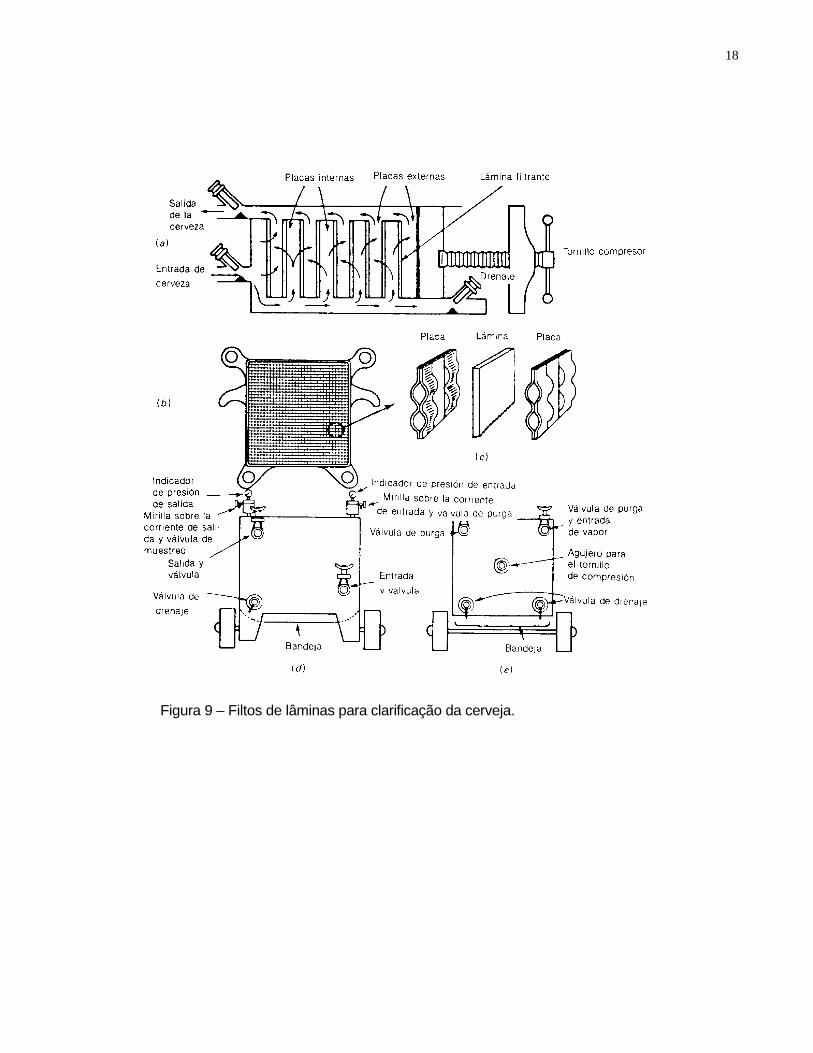
A seguir são feitas a clarificação, a carbonatação e a filtragem, como operações de
acabamento da cerveja.
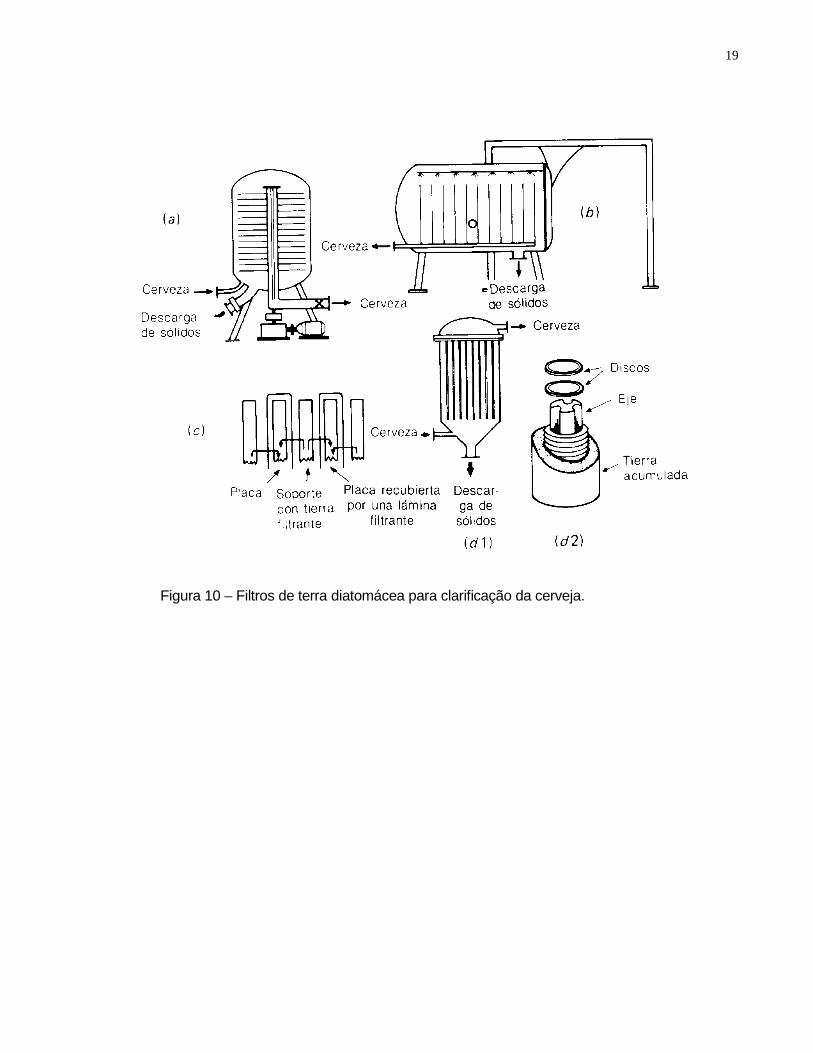
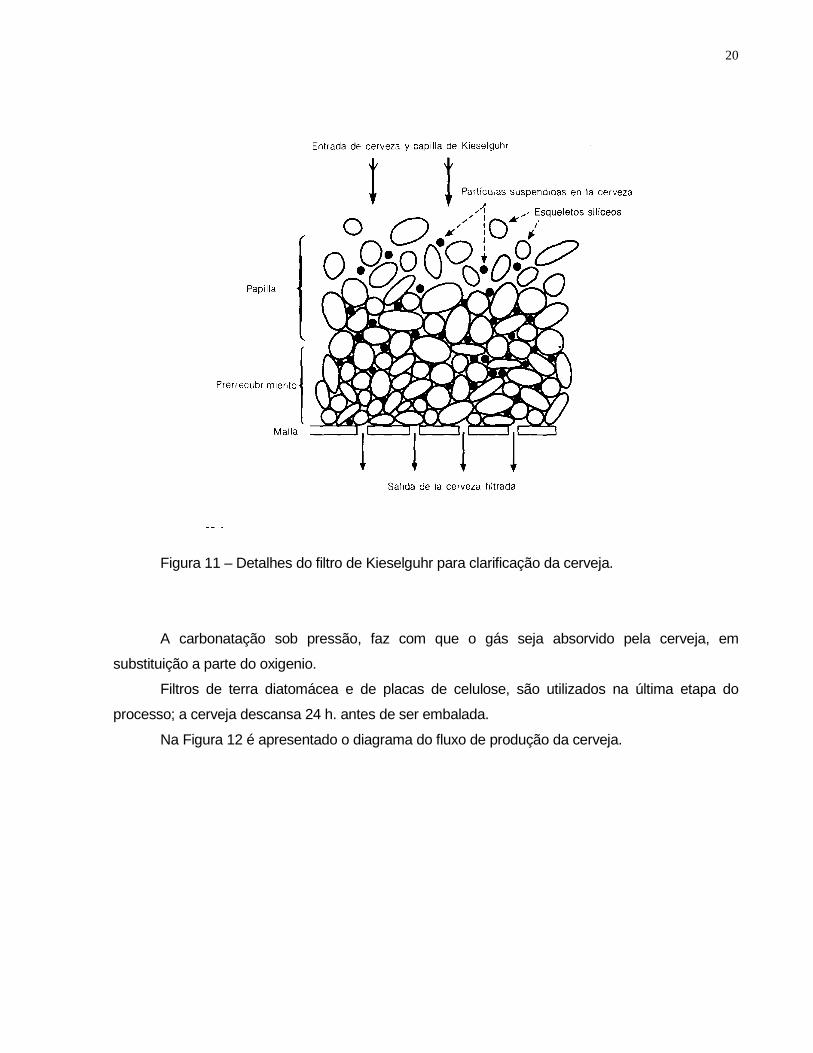
A clarificação utiliza tipos variados de filtros. Ver Figuras 9, 10 e 11.
18
Figura 9 – Filtos de lâminas para clarificação da cerveja.
19
Figura 10 – Filtros de terra diatomácea para clarificação da cerveja.
20
Figura 11 – Detalhes do filtro de Kieselguhr para clarificação da cerveja.
A carbonatação sob pressão, faz com que o gás seja absorvido pela cerveja, em
substituição a parte do oxigenio.
Filtros de terra diatomácea e de placas de celulose, são utilizados na última etapa do
processo; a cerveja descansa 24 h. antes de ser embalada.
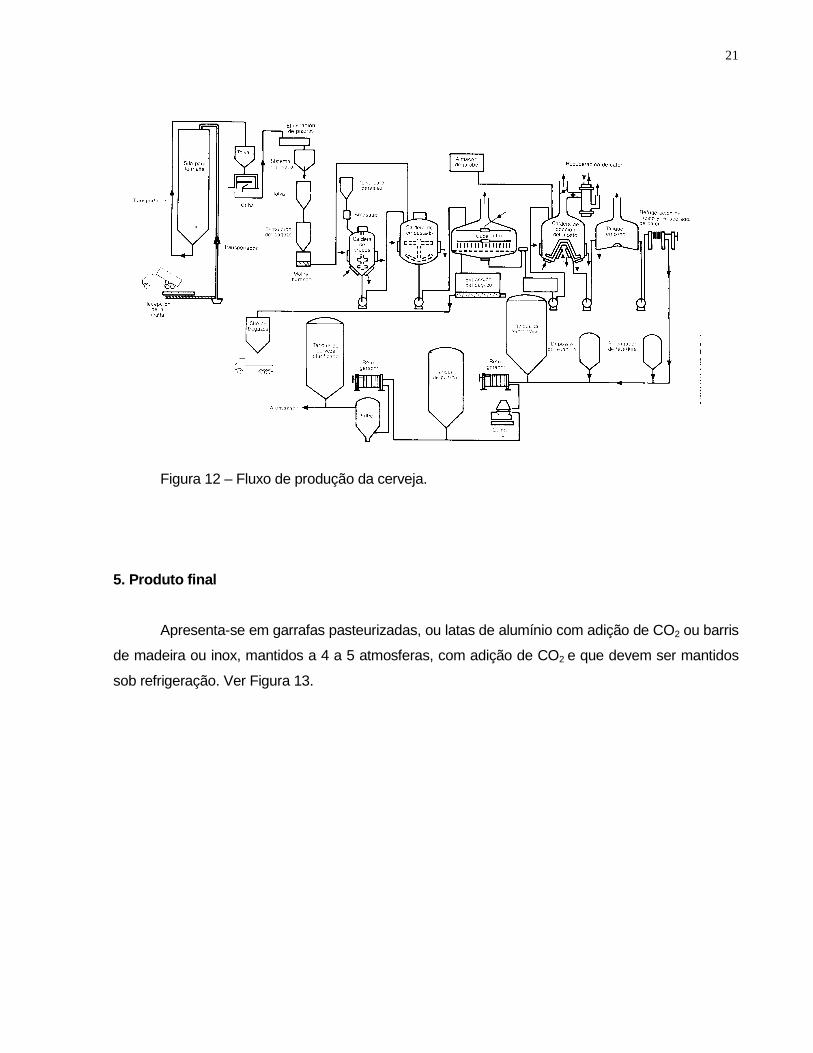
Na Figura 12 é apresentado o diagrama do fluxo de produção da cerveja.
21
Figura 12 – Fluxo de produção da cerveja.
5. Produto final
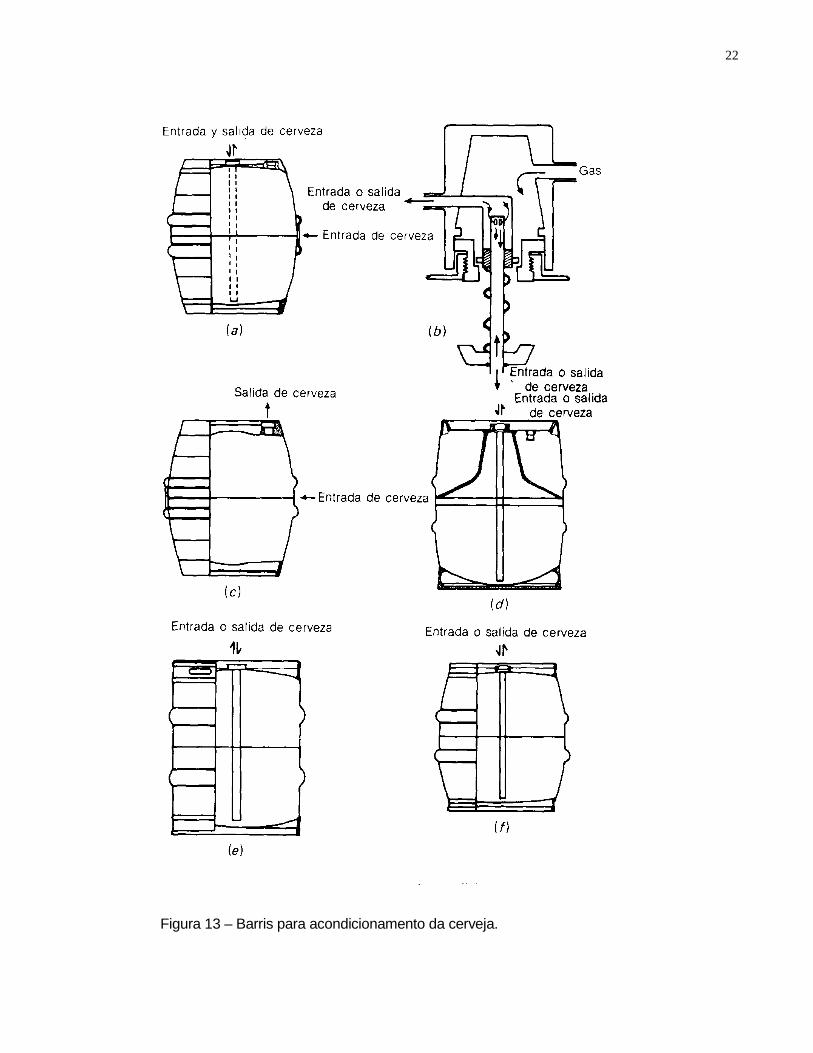
Apresenta-se em garrafas pasteurizadas, ou latas de alumínio com adição de CO2 ou barris
de madeira ou inox, mantidos a 4 a 5 atmosferas, com adição de CO2 e que devem ser mantidos
sob refrigeração. Ver Figura 13.
22
Figura 13 – Barris para acondicionamento da cerveja.
23
A adição de CO2 é feita no fundo da garrafa, antes de se colocar a cerveja; a seguir é feito
o enchimento e as garrafas entram no túnel pasteurizador, durante 25 a 27 min.; neste a faixa de
60 a 62ºC é mantida por 7 min e ao final a garrafa estará a 30º C.
Para se produzir 100 L de cerveja a 3,7 G.L., são necessários cerca de 14 kg de cevada
maltada, 5 kg de complementos do malte, 1000 L de água, 0,16 kg de lúpulo e 3 kg do CO2.
O laboratório de controle de qualidade de uma cervejaria é fundamental, analisa as
matérias primas, os produtos em processo e a bebida e suas características.
No mosto são analisados: gravidade específica, pH, acidez total, açúcares redutores,
aminoácidos livres, proteína, amido, cor e viscosidade.
Na cerveja em processo são analisados: gravidade específica, grau de fermentação, pH,
acidez total, açúcar fermentescível, aminoácidos livres, proteína, cor, oxigênio dissolvido e
bactérias contaminantes.
Na cerveja finalizada são analisados: teor alcoólico, gravidade específica, extrato original,
extrato final, grau de fermentação, estabiblidade de espuma, oxigênio dissolvido, proteínas, amido,
iso α ácidos, pH, diacetil, SO2, Cobre, Sódio, Oxalato de Cálcio, flavour, estabilidade do flavour,
CO2, clareza, bactérias contaminantes.
Os aromas e flavours desejáveis são no malte os produtos voláteis de Maillard como o
maltol e dimetil-sulfide. No lúpulo, as iso-humulonas, óleos essenciais e produtos de oxidação
como o linalol. No produto fermentado, o etanol, ésteres como o etil acetato e ácidos orgânicos
como o ácido acético.
24
6. Referências Bibliográficas
A ÁGUA na cervejaria: tipos de tratamento e métodos de amadurecimento. Tecnologia de Alimentos e Bebidas. v.2, n.7, p.28-30, 1966.
A CERVEJA através dos tempos: que efeito tem a cerveja sobre o corpo e a mente. Os israelitas
fabricam cerveja, Os monges e a cerveja. A cerveja chega a America. O Engarrafador, v.2,
n.16, p.12-15, 1967.
A CERVEJA que voce toma é assim... Revista Brasileira de Bebidas e Alimentos. v.6, n.68,
p.8-10. 1973.
A CERVEJA. Tecnologia de Alimentos e Bebidas. v.2, n.5, p.36, 38, 40, maio 1966.
A CERVEJA. Tecnologia de Alimentos e Bebidas. São Paulo. v.2, n.5, p.36-40, 1966.
AKIYAMA, N. Kirin’s latest modern brewery in kobe. MBAA Technical Quartely, v.35, n.3, p.121-
128, 1998.
ANNES, B.J. & BAMFORTH, C.W. Dimethyl sulphide-a review. The sources of dimethyl sulphide
in beer... Journal Institute Brewing. v.88, n.4, p.244-252, Aug. 1982.
BATHGATE, G.N. The determination of fermentable extract in brewing worts. Journal Institute Brewing. v.87, n.5, p.301-302, 1981.
BAZARD, D.; LIPUDS, G.; MOLL, M. Determination des glucides, de l’ethanol et du glycerol dans
le môut et la biere chromatographile liquide a haute performance (CLHP). Industries Alimentaires Agricoles, v.98, n.11, p.1033-1038, nov. 1981.
BRASIL. Leis, Decretos, etc. Decreto Nº55871, de 5 de Março de 1965. Diário Oficial da União,
Brasília, p.231-232.
BRODERICK, H.M. El cervecero en la pratica. 2ªed. s.c.p., Lima, 1977, 550p.
25
BUCKEE, G.K. & BARRETT, J. Effect of wort-evaporation on flavor and other beer qualities.
Journal Institute Brewing. v.88, n.5, p.329-331, 1982.
BUCKEE, G.K.; MALCOLM, P.T.; PEPPARD, T.L. Evolution of volatile compounds during
wortboiling. Journal Institute Brewing. v.88, n.3, p.175-181, 1982.
CEREDA, M.P. Cervejas IN: AQUARONE, E.; LIMA, U. de A. ; BORZANI, W. Alimentos e bebidas produzidos por fermentação. São Paulo. Edgarg Blücher, 1983. p.44-78.
(Biotecnologia, 5).
CEREDA, M.P. et al. Caracteristicas fisicoquímicas e sensoriais de cervejas fabricadas com fécula
de mandioca como complemento do malte. Boletim do Centro de Pesquisas e Processamento de Alimentos. Curitiba, v.7, n.2, p.91-103, jul.-dez. 1989.
DEBOURG, A. The developments of brewery fermentations – the impact of new technologies.
Cerevisia and Biotechnology, v.18, n.3, p.25-31, 1993.
DELCOUR, J.A. et al. The reactions between polyphenols and aldehydes and the influence of
acetaldehyde on haze formation in beer. Journal Institute Brewing. v.88, n.4, p.234-243,
Aug. 1982.
DISLICH, R. Os separadores centrifugos na fabricação de cerveja. Alimentos & Tecnologia. São
Paulo. v.1, n.5, p.38-39, 1985.
DREYER, T.; BIEDERMANN, K.; OTTESEN, M. Yeast proteinase in beer. Carlsberg Research Communications, v.48, n.3, p.249-253, 1983.
ENEVOLDSEN, B.S. Demonstration of melibiase in non-pasteurized lager beers and studies on
the heat stability of the enzyme. Carlsberg Research Communications, v.46, n.1-2, p.37-42.
1981.
EUROPEAN BREWERY CONVENTION. 19th International Congress. London, 5-10 June 1983.
Summaries of papers. Journal Institute Brewing. v.89, n.3, p.135-144, 1983.
26
FELGENTRAEGER, W. Economia de energia em salas de cozimento e plantas de refrigeração.
Engarrafador Moderno. São Paulo, v.5, n.38, p.73-82, mar.-abr. 1995.
FERRO, M.D.V. comp. Bibliografia da cerveja. (31 ítens). Informativo Bibliográfico ESALQ. n.141, p.19-22, set.-out. 1981.
GJERMANSEN, C. & SIGSGAARD, P. Construction of a hybrid brewing strain of Saccharomyces
carlsbergensis by malting of meiotic segregants. Carlsberg Research Communications,
v.46, n.1-2, p.1-11, 1981.
GODFREDSEN, S.E. & OTTESEN, M. Maturation of beer with x-acetolactate decarboxylase. Carlsberg Research Communications, v.47, n.2, p.93-102, 1982.
GODFREDSEN, S.E. et al. Occurrence of acetolactate decarboxylases among lactic acid bacteria
and their utilization for maturation of beer Applied Microbiology Biotechnology, v.20, n.1,
p.23-28, 1984.
GOERTH, K.: RADOLA, B.J. A simple method for testing beer filtrability. Journal Institute Brewing. v.87, n.3, p.160-162, 1981.
GUMP, B. H.; PRUETT, D.J. Beer and wine production: analysis, characterization and
technological advances; papers. Washington: American Chemical Society. 1993. 275p.
HAMDY, M. Taster's guide to beers of the world. Industrial Fermentation Discipline FS-800.
Athens, University of Georgia. s.d. 12p.
HARDWICK, W.A. Beer. In: REED, G. Biotechnology - a comprehensive treatise in 8 volumes.
Winsconsin, v.5. p: 165-229, 1983.
HOUGH, J.S. Biotecnologia de la cerveja y de la malta. Zaragoza: Editorial Acribia. 1990,
194p.
http://www.bier.de
27
KANO, Y. et al. Structural changes in starch molecules during the germination of barley.
Agricultural Biological Chemistry. v.45, n.9, p.1969-1975, 1981.
LEA, A.G.H.; PIGGOTT, J.R. Fermented beverege production. London: Blackie Academic
Professional, 1995, 428p.
LEFORT, P. A arte caseira de fazer vinhos, licores e cervejas; tradução... São Paulo: Global.
1987. 126p.
LIMA, U. de A. Instruções acerca da fabricação da cerveja. Revista de Tecnologia e Bebidas,
v.16, n.1. p.44-45, jan.1964.
LIMA, U. de A. Um pouco de história em torno da cerveja. Revista de Tecnologia e Bebidas,
v.15, n.3, p.59-60, 1963.
MACDONALD, J. et al. Current approaches to brewery fermentations. Progress in Industrial Microbiology. Survey, v.19, p.47-198, 1984.
MARTIN, P.A. Calculation of calorific value of beer. Journal Institute Brewing. v.88, n.5, p.320-
21, 1982.
MENEZES, S. A primeira cerveja premium. Alimentos e Tecnologia. São Paulo, v.6, n.29, p.44-
45, 1990.
MODOS de obter la estabilidad otima de la cerveza. Engarrafador Moderno, p. 1-3, maio 1973.
NEVES, A.L.R.A. Viabilidade técnico-econômica e análise de risco da implantação de
microcervejarias no Brasil. Viçosa, 1996. 82p. Tese (Mestrado - Universidade Federal de
Viçosa).
NOIRFALISE, A.; FOUASSIN, A.; COLLINGE, A. Estude analytique compares de biere du
commerce (resultats preliminaires). Revue Fermentation Industries Alimentaires. v.36, n.3,
p.83-89, 1981.
28
O EFEITO do malte na estabilidade da cerveja. Revista de Tecnologia e Bebidas, v.18, n.6,
p.36-37, 1966.
OPERTI, M.S.; PANEK, A.D. Trehalose phosphate and trehalose metabolism in brewer’s yeast.
Ciência e Cultura. v.20, n.4, p.747-57, dez. 1968.
POO, M.E.; MILLAN, N. Efecto de la concentraction dietaria de la levedura (Saccharomyces
carlsbergensis) recuperada de la cerveza en pollos acho warren. Archivos Latinoamericanos de Nutricion. Guatemala. v.40, n.1, p.95-106, mar. 1990.
PRIEST, F.G. The classification and nomenclature of brewing bacteria: a review. Journal Institute Brewing. v.87, n.5, p.279-281, 1981.
PRIEST, F.G.; CAMPBELL, I. ed. Brewing Microbiology. 2ed. London: Chapman & Hall. 1996,
306p.
RASMUSSEN, J. N. Automated analysis of foam stability. Carlsberg Research Communications, v.46, n.1-2, p.25-36, 1981.
REINOLD, M.R. Os diferentes sistemas de fermentação em cervejarias. Engarrafador Moderno,
São Paulo, v.5, n.37, p.37-9, jan.-fev. 1995.
RUSSELL, I.; STEWART, G.G. Contribuition of yeast immobilization technology to flavor
development in fermented beverages. Food Technology. Chicago, v.46, n.11, p.146-50,
1992.
SAAVEDRA, I. Algunas orientações de la investigacion tecnica en cerveceria. Revista de Agroquímica e Tecnologia Alimentos. Valencia, v.12, n.1, p.176-184, marzo, 1962.
SAAVEDRA, I. Avances en las tecnicas de malteado. Revista de Agroquímica e Tecnologia Alimentos. Valencia, v.7, n.1, p.38-41, enero-marzo, 1967.
SAAVEDRA, I. Tecnicas de produccion de cerveza por fermentacion acelerada. Revista de Agroquímica Tecnologia Alimentos. Valencia, v.8, n.1, p.33-36, enero-marzo, 1968.
29
SHREVE, R.N.; BRINK Jr., J.A. Indústria de processos químicos. Rio de Janeiro: Guanabara
Dois, 1980. cap.31, p.469-486: Indústrias de fermentação
TANQUES gigantes ao ar livre de forma esférico-cônica: uma nova realização para a fermentação
e repouso da cerveja. Engarrafador Moderno, março 1978. p.38, 40.
VANNI, J.S. Industria cervejeira apoia malte nacional. Engarrafador Moderno, p.34, 36, abril
1977.
VARNAM, A.H.; SUTHERLAND, J.P. Beverages technology Chemistry and microbiology.
London: Chapman &Hall. 1p994, 464p.
VERACHTERT, H. Gueuze: une biere belge bien speciale. Revue Fermentation Industries Alimentaires. v.37, n.5, p.165-7, 1982.
YOSHIKA, K. & HASHIMOTO, N. Ester formation by alcohol acetyltranferase from brewers’yeast.
Agricultural Biological Chemistry, v.45, n.10, p.2183-2190, 1981.