Embed Size (px)
Citation preview

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 1/65
Car lo Capr ile
ISTITUZIONI 01AERONAUTICAElementi dl Tecnologia Generale

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 2/65
3
ISTITUZ!ONI D1 AERONAUTICA
APPUNTl SULLE LEZ10NI DI TECNOLOGIA
Le lezioni di tecnologia svolte durante U Corso di 1stituzioni di
Aeronautica sonointese a presentare alcumdegh aspetti piu signifi-
cativi delle tacnologte aer-onauttche, cost da indirizzare l'interesse
degli studenti verso iproblemi connessi con 1arealizza;t:ionedelle mac-
chinevolanti .. 'Esse nonhannoquindi Ia pretesa ill trattare esaur-tente-
mente gli argomenti at quah sr riferiscono, rna.solo dt introdurre 0chi~
rire a.lcunenoz.ionie concetti indispensabili per tiningegnere aeronau-
tico, che potranno eventua1mentecostituire una base per un successivo
approfondimentodella materia. In particolare gli argomenti illustrati
:durante le lezioni sonoquelli riportati all'indice.
Gli appunti che seguonovannoconsiderati comeuna guidaaUo stu-
dio degli argomenti relativi, e noncomeuntesto; essi vanno quindiinte-
g r a t i d a I I e l e z i o n i s v o l t e , e d a u na r ic e rc a e r im ed it az io ne p er so na le
sulla base di fonti che verranno indicate durante il corso.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 3/65
5
1. CARATTERISTICHE MECCANICHE E PROVE TECNOLOGICHE
. .
Per poter iniziare 10 studio dei materiali e necessarte premettere alcun!
concerti elementari suI loro comportamento.
1.1 - Stato di sforzo.
Ogni pezzo costituente una costruzione, e in particolare un velivolo, viene .
sottoposto, durante 11 suo impiego, a della forze 0eariehi. La applicazione
di questi carichi determina nel pezzo uno stato di sforzo, associa~o ad uno
state di deformazione.
La Scienza delle costruzioni tnsegna a determinare punto per !I"tntonel
pezzo 11valore degli sforzi, cioe delle forze per unita di 5uperficte ehe tvi
agiseono.
Tali sforz! sono fondamentalmente di due tipi:
- normali, 0~ssiali t indica ti
con ilsimbolo S
- tangenziali, 0di taglio f indi-
eati con ilsimbolo 'r
I a elx dyJ
, , , , , . 1 - _
~
ad hanno Ie dimensioni dt wla
forza divisa per una lunghezza
al quadrate. Con 1eunits. di
misura del sistema teenice pra-
tieo gU sforzi si esprim~mo qum-
<Ii in Kgmm -2 per tutti imateriali"
.impiegati nelle eostruzioni aero-
nautiche, ad eccezione dellegno, per ilquale 5i esprtmono solitamente in
-2Kgcm

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 4/65
6
1 seguenti esampi , relativi a casi sempltci , chiariscono il stgniftcato di
sfor-zo aastale e tangenziale.
...
t
7
--";'1, I
, I
I
mentre quella dovuta ad uno sforzo di tagUo st chiama acor'r'imento , e st indica
con t .11 legame tra gli sforzi e le deformazioni da questi provocate si esprime
normalmente per mezzo della legge della elasrictta 0di Hooke. secondo la
quale gl i sforzi sono proporzionali alla deformazioni j tale legge e valida
per" soltanto entro certi limiti.
In.r-ealta i1Iegame sforzi- deformazioni e caratteristico del mat~rtale e del
suo state e non sempr-e e indipendente daUa direzione dello sforzo; tale lega-
me e determinabile soltanto attraverso prove sper'tmentalt .
In pratica, iii un mater-tale at determina un diagramma sforzo assia-
le-defonnazione (G'-e) , dal quale si deducono Ie informazioni necessarie sul-
le sue cur-atterf.s tiche di resistenza e di deformabilitA.
Tale diagramma si ottiene con la 'pr-ove di trazione, ed e del tipo schema-
tizzato.
Noto 10 atato di sforzo in ogni punto del pezzo , per sapere con che materia-
le e pili oppor-tune realizzarlo e per prevedere come si deformera sotto l'azio-
ne dei cartcht pr-evratt , bisogna conosc.ere il comportamento dei divers! mate-
riali a nostra disposizione quando vengono sollecitati. E se vogliamo costrut-
re ilpezzo dobbiamo sapere quali sono Ie poastbfli.ta di lavorare questi mate-
riali per ottenerne la forma desiderata.
Vediamo quindi Le caratteristiche piu comimi dei materiali impiegati nelle
costruzioni aer'onautiche , ponendoci dal punta di vista del loro impiego.
11 tratto corrispondente all 'inter -
vallo G.'<'Gp ( G dt proporzionalitA) e
rettilineo con buena approssimazione:
la SUd pendenza e una caratteristica
fondamentale del materiale J e 51 chta-
ma modulo df elastic.ita 0 di Youns:1.2 - L ega me sIor z i - d.efo rma z toni.
Ogni materiale, soggetto a sforzi;. stdeforma.E '"G"
eLa deformazione provocata da uno sforzo assiale si chiama allungamento
e si indica di solito con ilsimbolo £ •
Al6= e
Se si scrive E '" F .L si vede
-r~

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 5/65
8 9
Il passaggio dal campo di elasrtctta a quello di ple.sttcrta e accorapagnato
da un "ginocchio" piu 0meno mar-care nella curve G-E ; in corr-tspondenzu
di tale brusco cambtamento nella pendenza della curva 51 ha il fenomeno det-
to "snervamento" , ( < I l l ' )
ehe E coincide can G quando .A L D L:
"in altre parole sl p~odire che E e·la
101'zaper ~tA dl sezione necessaria per ottene.re unallungamento d~ll00%,
pari doe alla lunghezza iniziale del pezzo di sezione A.sottoposto a trazioRe;
questa, natur-almente , se 11 comportamento del materiale s1mantiene elastica
come per alcunt materiali (per esempl0 la gemma) avviene.
Per ivalori dt G inferiori a C7p 11materia Ie si comporta in modo elasticc ,
cioe: gli 5forz'1 sono proporzionali aUe deformazioni, e Ia deformazione si
annuUa quando s1annulla la soltecttaatone ,
11c~t>O del diagrrumna eorrispondente a questoIntervalto di.G si cluama
campo di elasUcita, Talvolta ildtagramma ~ tale da non permetter-e dt indi-
viduare con sicurezza 11valore di G o , . ; in tal case illimite del campo di e14-
sticita. e subordinato a certe convenzioni che rtguardano la tecmca di misura-
At h e/flU.•
La..deformaztone in campo plastico viene sfruttata essenzialmente per Ie .
lavora~ioniplastiehe a freddo.
La figura seguerite riporta aleuni diagrammi tipici per diversi materfalt ,
del quaU st putt avere un'idea dell'ordine di grandezza delle sol.lecftaztoni
e deformazioni in giccc ,
ztone ,
-II campo elastic.o ha fondamentale importanza per quanto riguarda la resisten-
za del materiale, per-che nella quasi totatfltta dei cast ilprogetto di un elemen-:
to di struttura viene fatto in modo che gli sforzi ad eS50 relativi non superino
mat Ia G di prcpcr-ztonaltta ,
Per ~P<5 < 6 ' 1 < 11materiale subisce invece delle deformazioni permanenti
doe, rimosso flcar+co , 1adeformazione non si annulla , ma ilpezzo rimane
permanentemente deformato , e inoltre, come risulta chiaro dal graftco , Ie
deformaz1oni non sono pill proporzionaU aUe sollecrtazfoni ,
11rapporto iii! in questo campo (pendenza loc~.le del diagramma) 'varia
da punto a punto; poic~e tale variazione ·non~ grande t si puo in prima ap-
prcsstmeztone sehematizzare 11diagramma con un tratto retti!ineo, la cui
pendenza ha un signif~cato analogo al modulo di elasticitB.; poich~ tale pen-
denza e notevolmente mmor-e , st vede che in questo campo la rigidezza del
materiale e piu ptccola ,
,l~ c_ampocorrtspondente all'intervallo Ep ..:S< e R , si chiama campo di pla-
sticita i in generaIe, tanto piu esteso e itcampo di plastidta, tanto pHCe
possibile deformare plasticamente itmatertale senza provocare rotture; vi-
ceversa, quando la deforrnaztcne di rottura e abbastanza vicina a quella cor-
rispondente a EO p. J ilmateria Ie si dice fragile,
0,OS
La seguente Figura permette inveee un confronto immediato fra i moduli
elastici di alcuni materiali piu impiegati in aeronautica.
(t) In r-ealta , ilpas saggro dal campo elastico a quello plastico avviene
proprio in corrispondenza dell" sner'vamento i per questa .ragione e
per motivt di prattctta nella rnisur-a, ci si riferisee solitamente -al Ia
6' di snervamento (6s) e non a quella di pr-opor-zonah ta.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 6/65
2 { . . 0 -; - .~ _. : _7
./ -
i),/.", f.
,r "! - , > · L , _ - _ : r : .?"-! : r _ . . .i..:!~_'
0,002
10 11
1.3 - Caratteristiche dei materiali.
Per carattet'istiche dt unmateriale st intendonoiparametri che ne definiscono
itcomportamento. Si possonosuddividere tali caratteristiche in:
a - Caratteristiche fisiche.
Peso specifieo
Temperatura di 'iUsione
Conductbrltta termica.
Dilatazione termiea
Calore specifico
Conductbtlrta elettriea
Proprieta magnetiche
b - Caratteristiche meccaniche
Sforzo di rcttuea per trazione
Sforzo di snervamentoper trazioneAllungamentoa rottura
Strt:done a rottura
Sforzo dir-otturaper compressione
Sforzo di sner-vamentoper compr-estone
Modulodi elasttctta longitudinale
r,
E
Diagrammasforzi-deformazioni per tr-aztonee compressione.
Sforzo di rottura per taglio
Sforzo di snervamentc per taglio
Modulodi eIasttcfta tangenziale
Durezza
Resistenza alla pressione specifrca
Resistenza a flessione.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 7/65
1213
c - Caratteristiche tecnologichePur considerando la convenzionalita delle prove rneccaniche occor-
re notare che esse sana codificate nell1uso generale e che sana
entrate nella pratica della misura delle principali proprieta mec
caniche nella quale si concretano i procedimenti di collaudo, di
individuazione e di selezione.
Tut·te Lc prove meccaniche si possono classificare in base alIa
legge con cui vengono applicati i carichi di prova in funzione del
tempo:
- Prove di tipo statico (il carico cresce in misura relativamente
lenta; la p:cova del carico a rottura viene eseguita in un
tempo dell'ordine di un minuto)
- Prove d'urto (il carico di rottura viene raggiunto in frazioni
di secondo)
- Prove a carico insistente Cil carico rirnane costante nel tempo)
- Prove a fatica (si hanno variazioni di sforzo ripetute con una
frequenza che pu~ raggiungere i 300 Hz).
Lavorabilita per deformazione plastica a caldo
Lavorabilita per deformazione plastica a freddo
Lavorabilita aIle ~acchine utensili
SaJdabilita
Suscettibilita ai trattamenti termiciSUscettibilita ai trattamenti superficiali
Comportamento alIa fatica
Comportamento alIa corrosione
Comportamento nei confronti della temperatura
Le caratteristiche sopra indicate, benche gia numerose, non trad~
cono in modo completo il comportamento del materiale; particolari
esigenze di impiego possono richiedere la conoscenza di altre pr~
prieta: per esempio proprieta ottiche, trasparenza ai raggi radar,
sensibilita al bombardarnento di particelle veloci, ecc ..
Al eontrario, in rnolti easi bastera l'esarne di un numero assai
pili limitato di parametri.
Bisogna infine ricordare che, nella seelta di un materiale van-
no attentamente considerati altri fattori, molto importanti anche
se di diversa natura, come il costo, la disponibilita, etc.
La determinazione e 1a verifica delle caratteristiche di un mate-
riale si effettuano per mezzo di prove. Queste prove, tutte di na
tura sperimentale, sono diverse per ognuna delle caratteristiche
da individuare, e quindi assai numerose.
Le prove meccaniehe sono quasi sempre operazioni di carattere di-
struttivo, eseguite su provette (porzione di ma+er i.eLe convenien-
temente dimensionata e sagomata rieavata da un saggio pr-eLevato
dalla partita di materiale in esarne) e che permettono di valutareil comportamento di un dato materiale in condizioni di sollecita-
zioni normalizzate.
Le prove meccaniche bene assolvono al compito di verificare in s~
de di collaudo preventivo la conformita, Ituniforrnita e 1a costa~
za qua.litativa delle forniture, rna, nel campo della progettazione,
servono solo a dare un orientamento per il calcolo del proporzio-
namento dei vari pezzi in relazione agli sforzi in esercizio.
A titolo di esempio sono brevemente descritte nel seguito alcune
prove particolarmente diffuse.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 8/65
5i usano le prime in tUttii cast in cui e possibile ricavarle, Ie seconde per
nastri, lamiere, etc.
La nnitura delle provette deve essere abbastanza accur-ata per evttare
l'eIfetto di rigature proIonde, mtagh , etc.; Ie estremita possono avere forma
dtver sa secondo ilsistema di ammorsamento dt cui dispone la macchina'.
5ulla.provetta si se~ano due punti equidi-stanti daUa mezzeria che tndivt-
duano il cosi detto "tratto utile" doe queUointeressato da una distribuzione
uniforme degli sIorzi nella. asaione; spesso il tratto utile viene po i tr acciato
c on a lcu ni se gni e qu idi st ant i.
14
1.4 - P rov a dt tr-azione.
Ha 10 scope di determinare ilcomportamento del materiale quando e sottopo-
sto ad un carico di tr-aztone applicato in modolentamente crescente nel tempo.
La prova consiste nel "ttr-ar-e" dei pezzi di materiale opportunamente sago-
mati (provette), generalmente ftnche interviene la rottura.
La macchina per mezzodella quale 51 eseguono la prove puo essere di diver-
si tipi; uno fra ipiu diffusi e queUo sottodescritto.
Si hanno due traverse, una fissa e una mobile, aUe qualt vengono vincolate
Ie estremita della provetta, per mezzodi morse 0 opportuni sistemi di aggan-
ctanentc ,
ll"carico di trazione viene applicato aUa provetta sollevando 1 1 1 . traversa mo-
bile, generalmente per mezzo di unpistone mosso da olio in pressione; ilva-
lore della pressione, e quindi del car-leo applicato, st puo leggere, per mezzo
di unmanometro, suun quadrante, e puo esser'e anche registrato per mezzo di
.unapenna, il cui spostamento e comandato dal manometro stesso.
La penna scrive suun rullo la cui rotazione e collegata aIlo spostamento del-
la traversa mobile, costcche traccia un diiisramma dei carichi applieati aUa
provetta stessa in funzione delle var-iaztoni .g.iIunghez aartale dia.gramma~
ccmcide , per Ie ragioni che vedremo, eon ildiagramma G~e del mater'i.ale ,
ma serve comunque a dare una idea immediata del suo comportamento.
Le provette.
15
Diagrammi eariehi - Variazioni di lunghezza.
11 carico di ttazione applicato alle esrr-emita della provetta st distribuisce
quasi uniformemente nella sezione della pr-cvetta , ad una distanza dalle estre-
mitll.dell'ordine di grandezza delle dimensioni trasversali.
Quindi le provette devonoessere sufficientemente lunghe per-che un n-ano
della loro lunghezza sill. interessato da una distribuzione unifo~medegh sforzi.
Comunquetale distribuzione risente della forma della provetta; d i qui 1 1 1 .
necesst ta , per-che i risultati ottenuti siano confrontabili fra di lot>.0 di unifi-,
care le forme e le dimensioni delle provette.
Tali dimensioni sono riportate dalla tabella UNI 55~. Comunquesi hanno
fondamentalmente provette ~i due tipt:a sezione cilindriea e a sezione rettan-
golar-e ,
j
Ccnatder-tamo undiagramma tipico per un acctato , schematizzato a destra,
ottenuto con una prova eseguita con
le .modalitAsopra descritte. p
5upeJ;'atotl cartce di elasttctta ,
it diagramma dei carichi presenta PR
unginocchio piu0menomarcato t
cut cortisponde, come '5i e detto ,
10 snervamento. Aumentandoil
carico, si giunge ad un valore P •max
dal quale st nLcava i1valore della G
massima di r-otruz-a dividendolo per

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 9/65
16 17
la sezione ~ della provetta.
L 'allungamento del tratto utile della pr-ovetta 9i ottiene misurando Ia di-
stanza fra i punti che segnano ilrratto uttle , dopoIa rottur-a, accostando i
due monconi della pr-ovatta ; la differenza tr-a questa lunghezza (LI) e il
valore del tratto utile prima della prova (LO) divisa p~r La di:\ la deFormg
zione
PROVE DI DUREZZA
La durezza di un materiale viene definita come la resistenza che
esso offre alIa penetrazione di un corpo pili duro di forma prest~
bilita (penetratore) sotto un carico determinato e applicato pro-
gressivamente. II valore indice della durezza viene dedotto per
quasi tutte Ie prove dalla"misuI'azione della dimensione dell1im-
pr-orrt a permanente prodotta dal pene tr-ator-e, Questo vaLor-a e ina!
tre, entro certi limiti, legato alIa resistenza a trazione del rna
teriale.
Si tratta genel:'almente di una prova di facile esecu~ione e che
non comporta la distruzione del pezza sul quale si esegue. Per-
cio la prova di durezza ha gpandi"ssima diffusione e viene impieg~
ta soprattutto per il controllo del materiale che abbia subito un
trattamento termico, e per i cantrolli d'accettazione.
Le varie prove di durezza sono definite da Dorme di unificazione.
Se si moltiplica per 100 questo valore si ha l'allungamento percentuale.
In realtA ilvalore di G , durante la prova,non coincide can il r-apper-to P i A - I ! ) ·
Infatti , a causa delle sollecitazioni Indctte dalla traztone nel piano nor-male
all'asse della pravetta, avviene una strizione, ovvero una contrazione della
sezione. "~ale strizione' 51 fa piu mar-cata ~andO si e pros simi al car-teo Pmax.;
COSt che si dovrebbe scrivere G max, dove At e l'area dellamax
AlProva Brinell (UNI 560 ed. 1961 concordante con EURONORM 3-55)
sezione contr atta ,
Pe r ragtoni di pr attctta si e convenuto peol ."odi prendere come
re P fA' come detto sopr a ,max co
G ilvale-max
La prova di dupezza Brinell misura 1a resistenza che il materiale
da esaminare offre alIa penetrazione di una sfera di acciaio a di
metallo duro di diametro prestabilito (di norma 5 0 10 mm), pres-
sata can un carico pure prestabilito (3000 Kg) sulla superficie
del pezzo in prova.
II numero 0 indice che esprime 1a dupezza si ottiene dividendo il
carico applicato P per la superficie della calotta sferica della
impronta.
Perche i·risultati delle prove eseguite con diverse modalita e su
materiali diversi pisultino confrontabili tra 101'0, e necessario
porre Ie seguenti limitazioni, suggerite in parte dalle teorie
della similitudine, in parte da indagini sperimentali
Determinazione di E.
La determinazione pili precisa del modulo di elastictta E si fa per mezzo dt
strumenti che misurano l'allungamento su una base prefissata (estenstrnerrt) ,
Tali strumenri possono essere meccamct , ottici 0elettrici j in ogni caso
st rilevano. in campo elastica, delle coppie di valori P e quindi (J, E e
quindi 5 i r i5 al e al valore di
1) II rapporto tra il diametro de1l'impronta e quello D della sfe
ra deve essel:'ecornpreSD tra 0,25 e 0,50
2) il rapporto P/D2 deve avere un certo va10re per i diversi mate
" I" 1" " PI 2 30 1 2~a ~: per g ~ acc~a~ D ~ , per e leghe leggere P/D =
= 10
3) 10 spessore del pezzo su cui si esegue la prova non deve essere
inferiope a 10 " volte la profondita dell'impronta.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 10/65
La macchina pe~ p~ave di durezza di tipo Rockwell perrnettedi le£
gere direttarnentesu una scala il va+ore dell'indice di durezza,
i1 quale si basa sulla profondita di penet~azione di un penetrat2
re o
Questa possibilita, unita al fatto che Ie rnodalitadi esecuzione
della prova sono assai sernplicie che Ie irnprontelasciate dal p~
net~ato~e sono rnaltopiccole e tali da poter esset'etolle~ate an-
che su pezzi finiti di lavo~azione meccanica, fa sl che la prova
Rockwell sia una delle pilldiffuse fra Ie p~ove di durezza.
In t'ealtal'indice di durezza Rockwell e legato non alIa penet~a-
zione totale rnaviene dedotta facendo penetrare in due tempi suc-
cessivi un penetratore costituito da una sfera di acciaio ·(du~ez-
za Rockwell B = HRB) oppure da un cono di diamante a punta a~~o-
tondata (durezza Rockwell C = HRC), sotto due carichi diversi
(iniziale e totale) sullo st~ato supe~ficiale del pezza da p~ova-
HR HR B HRC HRC HRB HR B
18 19
MATERIALE ACCIAI
ricotto bonificato
LEGHE LEGGERE
r-ee misurando I'accr-ecLmerrt r-Lmanerrt"e" della profondita di
penetrazione di detto penet~ato~e: l'unita di misura di "e" e ugu~
Ie a 0,002 m r n .
Da questo acct'escimentosi risale direttarnentea1 nurnerodi Rockwell
suI quadrante dell'apparecchio.
Questa pt'ovasi fa partico1a~rnente per:
Vala~i indicativi dell'indice di durezza B~inell pe~ i dive~si rna
teI·iallsono dati nella seguente tabella:
cernentato ricotto bonificato
100-200 200-500 500-800 30-50 50-150
Ad esernpiotutte Ie du~ezze massime to11erate pe~ i materiali ri-
cotti sono generalmente fissate da prove Brinell.
Tra la resistenza a t~azione e la du~ezza Brinell esiste (pe~ gli
acciai). una ~elazione che puo essePe esp~essa con una fo~rnula:
1) ottene~ letture il piu possibile indipendenti dalle condizioni
locali del pezzo
2) ottenere lettu~e menD influenzate dalle deformazioni del pezzo
3) ~ende~e piu rapida e piu ~emplice l'esecuzione della prova a
causa della rnino~eaccu~atezza necessaria nella applicazione
del ca~ico di p~ova.
R = 0,34 HB La prova di durezza con la scala C viene eseguita gene~almente su
acciai ternp~ati0cementati. La durezza con la scala B su acciai
meno du~i. 0 su pezzi di dimensioni piccole in cui non e possibi-
Ie la prova B~inell.
La tabella seguente most~a l'ordine di grandezza dei valori di HR
per dive~si materiali:
valida fino a 350 HB •
Questo p.ermettedi. r-Lcavar-e in modo semplice e rapido il valore
app~ossimato della resistenza a trazione.
La sfe~a di acciaio e impiegata fino ad HB = 450. La sfe~a di ca~
bu~o di tungsteno viene irnpiegataper HB = 470 - 745
Prova Rockwell (UNI 562 ed. 1961 concordante con URONORM 4-55) ~icotto bonificato cementato
LEGHE LEGGER)::
~icotto bonificato
J'1ATERIALE ACCIAI
4-0-100 30-50 50-70 20-50 50-80
Ta·bellec~mparative delle var-Ledur-eze e della r-asi.senza al.La
trazione sono state unificate e sono riportate nella tabella UNI-
SIDER 5.
Prova Vickers (UNI 1955 ed 1961 concordante con EURONORM 5-55)
11 metodo Vickers estende il campo di misu~a del metodo Brinell a
~ateriali di qualsiasi du~ezza ed impiega un penetrato~e di dia-
mante a fo~rnadi piramide retta a base quadrata con un ben defin!
to angolo al ve~tice. che viene pressato contro la superficie del
pezzo da prova~e can un ca~ico p~estabilito. Dall~ misurazione del

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 11/65
20 21
R 0,34 HV valida per tutto il campo di variazio
ne deila HV.
e purezza del materiale sono messe in evidenza con la provetta di
resilienza.
La resilienza e collegata inoltre con la temperatura a cui si Ese
gue la prova.
Per gli aeeiai esiste una temperatura di transizione al di sopra
della quale si hanna fratture tenaei e al di sotto si hanno frat-
ture di aspetto fragile prodotte per decoesione. La temperaturadi transizione e un fattore molto importante per definire la ten-
denza alIa fragilita di un acciaio.
Le provette usate per la prova di resilienza sono di varia forma
ed ogni nazione ha preferenza per un tipo: provetta Charpy, Mesna
ger, ASTM (intaglio a V), DVM DIM 50115.
La CECA con EURONORM 7-55 e la UNI l1431-60 hanno adottato la pro-
va di resi1ienza con i1 metodo Charpy, che consiste nel rompere,
alIa temperatura di 20°C circa, in un sol colpo con una mazza a
caduta pendolare una provetta poggiante su due sostegni e misura-
re l'energia assorbita nella rottura in base all'altezza a cui
risale il pendolo. La provetta ha sezione quadrat a 10 x 10 mm, i~
taglio a U profondo 5 mm nella sua meta. II valore di resilienza
e espresso in Kgm/cm2 e si distingue con il simbolo KCU.
In Italia veniva usata anche la provetta Mesnager che ha l'inta-
glio di 2 mm ed era indicata con il simbolo K. II rapporto tra i
due valori di resilienza KCU/K e circa 0,7. Ora la UNI 3212 che
regolava la prova Mesnager non e piu valida a partire dal 1970 ..
Le prove di resilienza a temperature minori di quella ambiente e
per temperature fino a _lOODC sono regolate dalla UNI 4714-69. II
provino viene messo in apparecchiature refrigeranti a camera opp~
re insoluzioni, miscele 0 liquidi refrigeranti e deve easere so!
toposto alla prova e risultare rotto entr~ 5" dalla estrazione
del mezzo raffreddante. Le provette impiegate sono i1 tipo Charpy
o quella con intaglio a V.
la diagonale dell'impronta ottenuta, fatta can un microscopio fa-
cente parte della macchina, si risale al numero di durezza Vickers
e quindi, per i casi in cui e praticamente utile, con Ie tabelle
di conversione, al carico di rottura. Tra la resistenza a trazio-
ne e prova di durezza Vickers esiste (per gli acciai), una rela-
zione approssimata di proporzionalita:
Le durezze Vickers possono essere effettuate su pezzi finiti di
lavorazione meccanica a causa dell'impronta piceolissima che vie-
ne lasciata can questo metodo sulle superfici. E' eosl possibile
misurare la durezza in punti del materiale molto vicini fra lora
(per esempio per vedere comecvaria la durezza sulla sezione di un
pezzo temperato 0 eementato), 0 per misurare la durezza di uno
strato Sliperficiale indurito (durezza superficiale).
Le durezze degli strati ni-trurati sono espresse generalmente da
numeri Vickers.
PROVE DI ROTTURA PER URTO
Le prove d'urto misurano la resilienza ovvero la resistenza al-
l'urto dei materiali, aleuni dei quali pur resistendo ad alti sfor
zi statiei presentano una insoddisfacente resistenza a sforzi i-
stantanei; da qui la necessita del progettista di scegliere mate-
riali che aIle proprieta tensili uniscano la capacita di deforrna-
zione senza rottura, assorbendo l'energia d'urto sotto forma di
energia di deformazione.
La resilienza e definita dal rapporto tra il lavoro assorbito dalla provetta intagliata per rompersi, sotto un carico istantaneo,
e la sezione trasversale della provetta in.corrispondenza dell'ur
to. Essa viene espressa in Kgm/cm2.
II valore della resilienza e perc legato alle dimensioni della pr£
vetta, alia forma e all'esecuzione dell'intaglio sulla provetta e
da scarse indicazioni come elemento di caleolo per la progettazi£
ne. La resilienza serve piuttosto a mettere in evidenza anomalie
strutturali del materiale. Sensibilita aIle rotture per fragilita
vedi figura alIa pag. seguente

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 12/65
22 23
~~it .. _
- ,> ' : : , : ~ ' - : : > , " . __.. . ,- '!"A4~a__PA_t t ~ ' ?_
- ':0;:~- d .e p t M d < > ? o
ture alte, ossidazioni dovute alltazione dei liquidi di lubrifica-
zione 0di raffreddamento.
8i puo indicare con il termine di fatica la tendenza del materiale
a rompersi sotto condizioni di ripetuti cieli di sollecitazione
al di sotto del limite di snervamento, Un ingegnere tedeseo la o~
servo per la prima volta nel 1829 allorehe ~bbe oeeasione di esa-
minare alcune rotture di eatene usate in miniera e che venivano
sollecitate a carichi molto inferiori a quel1i ealcolati per la
rottura a trazione, II problema della resistenza a fatica impegna
il progettista ovunque vi siano organi meccanici assogettati a
sforzi ripetuti sia in costruzioni mobili che in elementi di
strutture fisse.
Rotture per fatica si possono verificare su materiali, prescel ti
con criteri idonei sia per il tipo che per"i1 trattamento adotta-
to, allorche si e in presenza di una eoncentrazione di sforzi in
particolari zone esterne dovute ad errori di progettazione (for-
ma geometriea con cambiamento brusco di sezione, intagli non pro",:
porzionati, eee.), imperfette lavorazioni meccaniche (raccordi
non arrotondati, grado di finitura superficiale non idoneo), opp~
re si ha una localizzazione di sforzi Sll particolari zone interne
per materiali difettosi in seguito aIle quali si genera un punto
di innesco da cui si estende la fessurazione nel tempo fino alIa
rottura per schianto.
Nelle prove condotte per 10 studio di questo fenomeno si e osser-
vato ehe il pezzo sollecitato a fatica richiede un periodo di incuba-
zione, prima di presentare Itinneseo ehe, con il progredire del nu-
mere dei cieli, da luogo alIa rottura. La propagazione dell'inne-
sco avviene a velocita molto diverse da caso a caso e si sono ri-
scontrati casi in cui la fessura non si propaga: ne risulta che
i1 numero di cieli a rottura non necessariamente coincid~ col numere dei cieli necessario per la fessurazione.
Esprimendo con N i numeri dei cieli a rottura. sopportati da un
cer-to nume no di provini e con 8 10 sforza di una" determi-'" .- ~ .
nata intensita applieato, si puo rappresentare grafieamente la re
~azione S-N in un diagramma avente come ascisse i valori N in sea
la Lo gar-Ltmiea ed in ordinate 10 sforza S. La eurva eosti tui t a da
punti rappresentativi corrisponde a rotture provoeate in una se-
rie di provini ed e detta S-N 0burva di Woehler.
: ~ . .. , .f .' .~ I .. tl .. :~:&.;~e._.----.~ ~
P RO VE D r F AT IC A
Un organo meeeanieo assoggetato a solleeitazioni, anehe di bassa
entita, ripetute cielieamente per un numero di volte sufficienteme~
te elevato 5i rompe,
Siamo in presenza di un danneggiamenta progressivo del materiale,
termine ehe aiuta a eomprendere il fenomeno della fatica,
La rottura ehe ne deriva, chiamata rottura per fatica, ha un aspe!
to caratteristico: partendo da un determinato punto di innesco~
pneaerrta una zona con superfieie liseia non brillante dovu ta aLl.a
rottura f-inale per schd errto, Quest' ultima rottura si verifiea qua!!
do ia sollecitazione unitaria a cui e assogettato l'elemen"tO mee"
eanieo supera la resistenza statiea di quel tipo di materiale, in
seguito al diminuire della sezione del pezzo ed al corrispondenteaumento di detta sollecitazione unitaria.
Questa spiega come in esereizio organi meccaniei, assoggettati a
solleeitazioni ripetute un numero di volte sufficientemente eleva
to, possono rompersi anche con sallecitazioni il cui valore massi
rna n on superi il carico previsto di 5nervamento. La zona di rottu
ra progressiva si presenta ,,-per>i pezzi rotti in esercizio," ossida
ta a causa dell'azione di fattor>i esterni durante Ie condizioni di
lavoro: ossidazioni per riscaldamento 5e il pezzo lavora a temper>~

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 13/65
24 25
Ne gli a cci ai, gen era lme nte , la cu rva d i Wo ehl er e c os ti tu it a d a
due segmenti di retta raccordati da un gomito in corrispondenza
di 1 - 2 milioni di cicli. Osservando la curva 5i vede che il
t ra tt o o ri zzo nt al e, a pp ro 5s im at iva me nt e p ar al le lo a ll 'a ss e d el le
ascisse, determina il valore di sforzo al di sotto del quale non
si verificano rotture anche con un nume r -o i ll im i,t at o d ei c ic li . Qu ~
sta limite di fatica e c ar at te ri st ic a d e~ ma te ri al i fe r1 "o si .
Nella curva di Woelher per Ie leghe leggere si vede che i1 gomito
risulta menO netto di quello che si ha nei materiali ferrosi, e la
curva di S in funzione di N dopa il gomito non 5i mantiene pili or-
r-Lzaont a Le e per-c io non si puo par-I ar e d i, un vera e p ro pr io n um er o
c ri ti eo d i 1 "i pe ti zi on i d i s ol le ci ta zi on i.
D1 a 1tra parte si 'noti. che anche in queste leghe vi e dappruma un a
diseesa decisa della curva di Woehler fino a valori pros s imi a100 x 106 cicl i (val ore mol to mag gio re c he n ei ma ter ial i fe rro si) ,
p oi g li s fo rz i d i r ot tu ra d e cr -es c on op iit len tament e al c r-eso er-e d i N e
p oi l 'an dament o non e ben nota, soprattutto per Ie difficolta che
si han n o ad arrivare a numeri di ripetizioni dell'ordine di rnilia~
di. II parere degli 5perimentatori e discorde, in quanto alcuni a~
mettono che 5i raggiunga un limite di resistenza a fatica, mentre
a lt ri n on s i p ro nu nc ia no .
5
Cw-Js. <U W' o h f e l l -t~ i c . f 5 .
p en ~a: l>,ce~"":;
Ad ogni modo e interessante notare come ~n realta; superato il va
lore del gomito, il valore della sforza decresce di mo~to poco an
che aument and o no tevolment e il numerO di r ipe tizion i N. Ad esem-
pio, moltiplicando per 10 S si riduce di pochiper cento.
I no lt re n el la p ra ti ca 1 1e sp re ss io ne " nu me ro i l1 imi ta to d i r ip et izi ~
ni di sollecitazioni" non ha tanto il significato di numero gran-
de quanta si vuole e a1 limite tendente all'infinito, quanta il
significato di numerO tanto grande da non venire mai raggiunto
nella vita di un e1emento, perche intervengono altre cause (usura,
ec c , ) -a li mit arn e 1 a vita ste ssa .
Le prove a fatica consistono nel sottoporre una provetta, un ele-
menta di macchina, una struttura, a forze ciclicamente variabili
per un gran numero di volte sino alIa rottura. II campo pratico
di applicazione di dette prove contempla 1e forze che variano se
con do una ,leg ge sin uso ida le ca n, a mpie zza c ost ant e.
Si denomina cicIo un periodo (minimo intervallo di tempo entro cui
la sollecitazione si riproduce can la stessa caratteristica); du-
rata i1 numero di cicli sopportati sino a ro ttu ra; freq uen za i1
numero di cicli nell'unitA di tempo.
Le,prove possono essere effettuate: a flessione rotante, a trazi~
ne-icompr-e ss i.one , a flessione piana, a to r- sL on e , s ot to s fo rz i ' co m-
binati.
La prova a flessione rotante e la pili comunemente adottata.
L a m ac ch in a e sommariamente costituita da un mandrino nel quale e
fissata a sbalzo la provetta che ha applicato il carico alltestre
mita.
Le sollecitazioni possono essere applicate ad un elemento in rip~
so ad un elemento gia assogettato ad un precarico statico (caso
s
L- ------------------~
CuHoJa . r: U Woh~ tir;'c.a
r~ . f e _ ~ he &3SP; ( !
de i
p

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 14/65
26 2 7
Si possono avere quindi diversi tipi di cicli: alterno sirnmetri-
c o, a lte rno asi rnmetr ico , p uls ant e ond ula to, p uls ant e d all o ze ro. '
La tabella UN! 3964 che definisce e regola Ie prove a fatica a
t emp er at ur a a mbi en te r ip or ta I e s eg ue nt i d efi ni zi on i
Resistenza alla fatica F: ampiezza della sollecitazione che pr£
voca. in un determinato numero di cicli, la rottura del materia
Ie ave nte fo rma , dimens ion i e fini tur a su perfici ale defini te,
sot top ost e a det ermina te co ndi zio ni d i cari co.
A seconda del modo in cui sono condotte Ie prove di fatica, si ha:
- F! , = resistenza alIa fatica per flessione rotante
- Fp = r es is te nz a a lI a fa tic a pe r flessione piana
- F = r>esistenza alIa fatica per sollecitazione assiale (trazionea
-compr>essione)
do da ridurre Ie concentrazioni sforzo e di migliorare Ie condizi£
ri i sup erfi ali del l'e lement o, in con sid era zio ne c he la ma ggi or pa ~
te delle rotture di fatica trovano innesco in superficie.
Un alt ro fa tto r>e da t ener e pre sen te e che gli organi meccanici la
vorano pr>aticamente a flessione a a torsione ed il valore massimo
della sollecitazione si raggiunge alIa superficie del pezzo. Ac-
canto ai processi di indurim~nto superficiali p~r trattamento teE
mi co (n it ru ra zi on e, c em en ta zi on e, t emp ra ; t emp ra s up er fi cl al e)
vengono adottate operazioni di finitura sui pezzi quali la rulla-
tura e la pallinatura che hanno effetto indurente alla superficie
all0 scopo di aumentare la resistenza a fatica.
- Ft
= res ist enza al Ia fati ca p er tor sio ne
- L limite di fatica= massima ampiezza di so11ecitazione cui pra-
t ic ame nt e c or ri sp on de u na d ur at a i ll im it at a
- Rapporto di fatica K= rapporto tra la resistenza alIa fatica
sotto il cicIo alterno simrnetrico e il carico di rottura nella
pr o va a tr azi one sta tica .
I valori della resistenza e del limite di fatica possono essere
es pre ssi in s oll eci tazion i u nit ari e i n Kg/mrn2, 0 i n mo do adi men-
s ion ale C orn e r appo rto t ra 10 sfo rzo co nsi dera to e l a r esi ste nza
a t ra zi on e.
Per g~i acciai vengono dati dei valori indicativi medi espressi
c ome r app ort o di fat ica .
Tipo di acciaio R Rapporto di fatica K
Kg/nun2
Flessione Trazione Torsione
acciai dolci al C ~o 0.55 0.50 0.34
acciai a medio C ricotti 65 0.~7 0.42 0.27
a cc ia i i eg at i b on if ic at i 100 0.45 O.IW 0.26
acciai ad' alta resistenza 160 0.3 5 0.32 0.19
II modo migliore per aumentare la resistenza a fatica di un orga-
n o m ec ca ni co e generalm~nte quella di migliorare il disegno in mo

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 15/65
28 29
P RO PR IE TA ' D EI M AT ER IA LI u na sa lit a ri pid a.
La scelta di un materiale per realizzare un pezzo dipende essen-
zial me nte d a tre fa tto ri :
R es is te nz a a c or np re ss io ne
_ capacita di sopportare Ie sollecitazioni che nasceranno nelle
p ro ba bi li c on di zi on i d 'i mp ie go ;_ possibilita di essere realizzate secondo il processo di fabbri-
c az io n e p r es c el t o;
- c os to .
Un materiale che e in grado di sopportare senza rompersi grandi
c ar ic hi d i c qmp re ss io ne p os si ed e u nt el ev at a r es is te nza
a c o mp r es s io n e.
Un co mpo ne nte che ne ces sit a di que st o r equ isi to e l 'i nc ud in e d el -
l a p re ss a.
I primi due fattori dipendono essenzia1mente dal1e proprieta fisi
ch e 0mec ca nic he del mat eri ale e lec tefini zio ni s eg uen ti c hi ari -
r an no a lc un i a sp et ti .
Elasticita
t
b i i A t t ar.,,-..l.-_:_~-:'-"";:ii..ea...J~
E' 1a capacita del materiale di ritornare alIa sua forma iniziale
d op o u na d is to rs io ne 0d efo rma zio ne pr ovo cat a da un ca ric o e ste r-
no .
Duttilita Re si ste nza a tag li o
E' Itattitudine di un materiale a venir piegato 0 deformato in m£
do permanente. Le scocche dei veicoli sono un chiaro esempio di
c omp on en ti p ro do tt i c on u na fo rma tu ra p iu tt os to v el oc es fr ut ta nd o. .
l a d utt ili ta del le la mie re di ac cia io .
Molto spesso un elemento.e sottoposto ad un sistema di sforzo co
mequellosottoriportato; per reslstere a questo tipo di carico
senza rompersi il rnateriale deve posseder un elevato grado di re
s is te nz a a t ag li o.
R es is te nza a t ra zi on e F-:
A
La res ist enza a t razion e e lta tti tud in e d el mate ria le a re sis ter e
a Il e s ol le ci ta zi on i d i t ra zi on e s ta ti che 0 d in am ic he . Q ue st o e un
requisito indispensabile per tutti i cavi. catene e funi che sono
I
----.---~: ~--~------~-, F
~~'-7----------~?---~U
us ati p er sol levare ca ric hi. Ad es emp io. an che . la cat ena Tenacita
di una bicic1etta richiede una resistenza a trazione elevata per
sopportare gli elevati sforzi che si hanno quando si pedala per E : l 'at tit udi ne di s opp or tar e i mpr ovvis i urt i 0 co lpi se nza rompe£
si. La resistenza agli urti si valuta attraverso la resilienza 0
re sis ten za a fl ess ion e p er urt o ri levata su pr~vet te int agl iat e.
La testa del martello disegnata ( pa~. se.~.) e un buon esempio d i, cie.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 16/65
30
Malleabilita
E' l'attitudine del metallo di assumere la forma r~chiesta in sf
guito a colpi senza per questa rompersi. Se il rivetto della fi-
gura sopra deve avere la testa appi~ttita e necessario che es
sa sia di un m at e ri a le m al le a bi le .
Durezza
Attitudine del materiale a resistere all'abrasione e alIa penetr~
zione da parte di un altro corpo. E' un requisito che devono pos-
sedere tutti eli utensili da taglio. Bisogna ricordare che la du -
rezza e generalme~ accompagnata dalla fragilita. per cui tutti
gli ute nsi li va nn o mane ggi ati co n a tte nzion e.
31
P RO CE SS I D I L AV OR AZ IO NE
Sc opo ul ti mo di un a l avora zio ne mec can ica e quello di ottenere il
pezzo con le dati di resistenza richieste al minor costa possibi-
le o In ge ner ale . il pr oce sso di lavor azi one ad ot tat o e determinato
dal la se gu ent i t re pr opr iet a del mate ria le
Jt
- c o la bi l it a
plasticita
- d u tt il i ta
Lo schema sotto riportato mostra in forma molto concisa su quali
c ar at te ri st ic he s i ba sa no i v ar i p ro ce ss i d i l av or azi on e.
COLABILITA' .>
Fusione
Pressofusione
Saldatura
Brasatura
PLASTICITA'
F or g ia t ur a l :l m: :: li O
a ll a p re ss a
Laminazione a caldo \
"st:rusione y- ". r. l (
f. (~ •._1 " 't:1
v, ' ,_ • (~ ,, '
c I:? ~l_,;.i Ie
t>: I
= ! - : 1K
DUTTILITA'
Piegatura
Trafilatura
{I ')
'b 0-.-\j .J;
Imbuti tu ra '/
LaminazioneI~.,

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 17/65
3233
FUSION~ II numero di pezzi da produrre determina generalmente il metodo
di fusione da impiegare: in terra~ in forma permanente,. in conchi
glia.
11 sistema pili comune per costruire una forma e quello che utiliz
za come materiale la -terra da fonderia. Questa e una miscela par-
ticolarmente adatta per Ie sue caratteristiche di.refrattarieta,
cioe resiste aIle alte temperature senza vetrificare,
Consiste nel versare un materiale metallico allo stato liquido in
uno stampo,o forma,resistente aIle alte temperature. Raffreddando
si il materiale solidifica ed assume permanentemente la forma del
10 stampo dal quale il pezzo, 0 tlgetto", puo essere estratto apre!!
do la forma 0 demolendola.
Poiche tutti i materiali possono essere fusi, la fusione puo es-
sere applicatacome mezzo economico per produrre oggetti metalli-
ci d qualsiasi forma, anche la pilicomplessa.
Tuttavia la fusione si applica pilidiffusamente alIa fabbricazio-
ne di pezzi in ghisa, bronzo, ottone, leghe d'alluminio, di magn~
sio, di zinco e di nichel in quanto sono considerate Ie leghe pili
adatte al getto, perche dotate allo stato liquido di ottima cola-
bilita.
Per ottenere un getto si parte da un modello che e il fedele simu
lacro del pezzo voluto costruito con un materiale pili lavorabile/--
del metallo, come gesso, legno, cera rna c erte volte puo essere anche in metallo quando occorra riprodurlo diverse volte. 11 model-
10 deve consentire di costruire agevolmente intorno ad esso la
forma che e generalmente di terra refrattaria 0 terra da fonderia.
in modo che, estraendo il modello dalla forma, resti una cavita
che sia esattamente il negativo del modello. Se il pezzo e cavo,
la forma sara completata con untanima dello stesso materiale.
Poiche i metalli e Ie leghe raffreddandosi si contraggono, i model
Ii devono avere dimensioni maggiori dei pezzi che rappresentano
per compensare la contrazione 0 ritiro di ciascuna lega (1% per
Ie ghise, 1,5% per gli acciai e 2% per Ie leghe d'al1uminio).
Un altro inconveniente Causato dal raffreddamento e che esso non
avviene uniformemente; in generale risulta pili rapido in prossimi
ta della parte esterna che non nel euore del pezzo; cio comporta:
di coesione
cioe assume la forma voluta-attorno al mOdello e rimane cQmpatta
per resistere alIa pressione del metallo liquido dUrante la cola
ta o
di permeabili ta
a) una variazione della struttura del materiale nelle diverse paE
ti del pezzo con conseguente variazione delle caratteristiche
meccaniche;
b) possibilita di formazioni di "sacche" 0soffiature all'interno
del pezzo nonche l'inclusione di ossidi 0impurita;
c) il formarsi di tensioni interne che talvolta possono provocare
la rottura del pezzo stesso 0 la formazione di cricche.
. ~ ,Cloe permette 1 allontanamento dei gas che si producono durante
la fusione. Per'la formatura in terra si impiegano dei contenito-ri metal1ici detti "staffe".
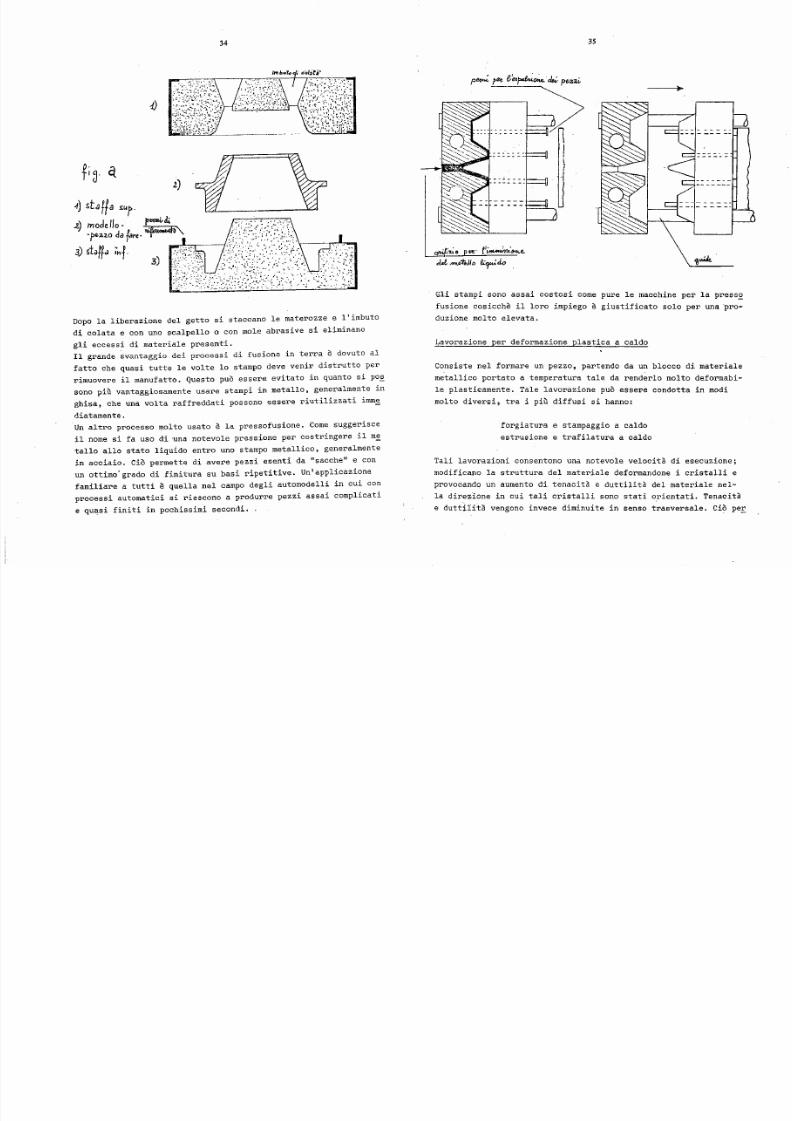
Per formare il pezzo si pone la mezza staffa inferiore BU u n pia-
no, la si riempie parzialmente di terra e si colloca il modello
nella opportuna posizione (fig. a). Quindi si comprime la terra
int~rn~ al modello fino al bordo superiore della mezza staffa in
feriore e si co sparge il piano di divisione con una polvere dis~a~
cante che permettera in seguito un'agevole divisione delle due
staffe.
Si sovrappone ora alIa mezza staffa superiore quella inferiore
che e mu~ita di perni che si infilano nei fori corrispondenti de!
Ia staffa superiore, la si riempie di terra avendo cura di forma-
re l'imbuto di colata e Ie materozze per Ie quali durante la colata sfuggira l'aria che riempie la staffa e per Ie quali rimonta
l'eccesso di metallo liquido che alimenta la contrazione del get-
to quando questo comineia a solidificare.
Se ora si solleva la mezza staffa superiore e facile estrarre il
modello e quindi ricomporre la forma riunendo Ie· due mezze staffe
che nel loro interno riproducono al negativo la forma del modello
eventualmente assicurandole tra lore per impedire che la pressio-
ne del metal10 liquido durante la colata Ie faccia alzare.
5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 18/65
34
Dopo la liberazione del getto si staccano Ie materozze e l'imbuto
di colata e con uno scalpello a con mole abrasive si eliminano
gli eccessi di materiale presenti.
II grande svantaggio dei processi di fusione in terra e dovuto al
fatto che quasi tutte Ie volte 10 5tampo deve venir distrutto per
rimuovere il manufatto. Questo puo essere evitato in quanta si po~
sonG pili vantaggiosamente usare stampi in metallo, generalmente in
ghisa. che una volta raffreddati possono essere riutilizzati imm~
diatamente.Un altro processo molta usato e l a p re ss ofus io ne . C ome s ugg er is ce
il nome si fa uso di 'una notevole pressione per c05tringere il m~
tallo allo stato liquldo entra uno stampo metallico, generalmente
in acciaio. Cia pe!'mette di avere pezzi esenti da "sacche" e con
u n o tti mo 'g ra do d i fin it ura s u ba si r ip eti ti ve. Un 'a pp li ca zi one
familiare a tutti e quella nel campo degli automodelli in cui con
processi automatici si !'iescono a produrre pezzi assai complicati
e quasi finiti in pochissimi secondi •.
35
Gli stampi sono assai costosi come pure le macchine per la press£
fusione cosicche il lora impiego e giustificato solo per una pro-
d uzio ne mo lt o e le va ta .
La vor azi one pe r de fo rr na zi on e pl as ti ca a ca ld o
Consiste nel formare un pezzo, partendo da un blocco di rnateriale
metallico portato a temperatura tale da renderlo molto deformabi-
Ie plasticamente. Tale lavorazione puo essere condotta in modi
m al ta d iv er si , tva i p il i d iffu si 5 i han no :
forgiatura e stampaggio a caldo
estrusione e trafilatura a caldo
Tali lavorazioni consentono una notevole velocita di esecuzione;
modificano la struttura del materiale deformandone i cristalli e
provo cando un aumento di tenacita e duttilita del materiale nel-
la direzlone in cui tali cristalli sono stati orientati. Tenacita
e duttilita vengono invece diminuite in senso trasversale. Cia pe£

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 19/65
36 37
Nella forgiatura libera il p~zzo e ottenuto vibrando numerosi col
pi impressi da una massa (maglio) animata da una certa energia ci
netLca , mentre nello s·tampaggio si ha una sola azione di compres-
sione da parte di una pressa. In quest'ultimo caso, inoltre, la
azione suI materiale non si esurisce in un istante, rna p rocede in
modo continuo in un tempo finito, anche se breve, provocando cos1
la deformazione anche delle fibre interne del materiale e non sol
tanto di quelIe esterne come nell'altro caso.
Una delle limitazioni all'applicazione in grande serie dello starn
paggio a caldo era, fino a qualche tempo fa, la necessita di pre-
vedere angoli d i, spoglia anch'~ notevoli (2°~5°): attualmente gra-
zie alIa migliore finitura e precisione degli stampi (0 matrici)
all'impiego di presse di enorme pot~nza e all'impiego di agenti
lubrificanti adatti,questo inconveniente e pr~ticamente eliminato,
potendosi specificare con tutta tranquillita angoli di spoglia di
0° .
Istruttivo a questa riguardo e il manuale ALCOA per gli stampaggi
di precisione.
L'unica limitazione esistente nella dimensione dei pezzi ottenibi
Ii risiede nella potenza ~ecessaria dellapressa; a titolo indica
tivo si puo dire che negli stampaggi di precisione occorre una
pressione di 30 tonnellate ogni pollice quadro: attualmente 5i im
piegano presse in grado di e5ercitare fino a 100.000 ton.
mette sfruttando opportunamente questa proprieta, di ottenere peE
zi pili resistenti di quelli ricavati per asportazione di truciolo.
Denominazione generica dell'operazione che sfrutta la plasticita
di un metallo, a c~ldo, p~r fargli assumere una forma voluta sot-
to pressioni d'urto 0graduali. Antidamente la forgiatura era co~
piuta manualmente colpendo con la mazza il massello incandescente
posto sull'incudine. In seguito si sono usati i magli, Ie presse,
Ie martellatrici.
La forgiatura e libera quando il massello non viene costretto en-
tro stampi: in questa caso la forma desiderata viene ottenuta sp£
stando il pezzo suI sostegno durante la lavorazione.
Nella forgiatura con stampi 0stampaggio, molto usata nella prod~
zione di serie in quanta permette di ottenere con notevole rapidi
ta pezzi uguali tra 101'0 e di elevate caratteristiche meccaniche.
il pezzo assume invece la forma delimitata dagli stampi.
Gli stampi sono costituiti, a seconda dell'operazione.da compiere.
da un blocco di acciaio 0di ghisa nel, quale sono ricavate Ie ca-
vita 01e sporgenze aventi superficie complementare a quella del-
la porzione del pezzo che deve essere lavorato.
Solitamente viene denominato contro-stampo 0 matrice 10 stampo
che viene ancorato alIa parte fissa della macchina operatrice.
0--',- I
I
Forgiatura e stampaggio a caldo

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 20/65
3 8
LAMINAZIONE A CALDO
39
ESTRUSIONE
Processo di lavorazione per il quale i materiali che presentano
un'opportuna plasticita sono forzati a passare a causa di adatta
compressione. attraverso uno 0pili orifizi opportunamente confor-
mati.
L'estrusione dei metalli viene effettuata secondo due diversi pr£
cedimenti: a caldo, utilizzando la plasticita del materia~e port~
to a conveniente temperatura, e a freddo can operazioni di defor-
mazione che hanno somiglianza con i trattarnenti di stampaggio.
Estrusione a caldo. II sistema pili diffuso e l'estrusione diretta
a caldo. Con questo sistemail massello riscaldato e introdotto
in una camera cilindrica e.quindi compresso per mezzo di un tamp£
ne pressatore su cui agisce un pisto~e azionato idraulicamente.
Ltestremita della camera opposta al pistone contiene una rnatrice
o filiera il cui orifizio e sagomato secondo la sezione desidera-
ta; Itapertura della matrice rappresenta il passaggio di minore.
resistenza per il massello sottoposto a pressione e il metallo ne
esce satta forma di barra. avente la stessa forma. in sezione.
dell'apertura della matrice. Utilizzando successivamente due serie
di matrici si possono ottenere estrusioni a gradini da un solo
massello (Stepped extrusion in Inglese).
La sezione piccola e estrusa per prima nella lunghezza desiderata;
la matrice piccola e poi sostituita can quella grande e s1 estrude
quindi la sez10ne maggiore e d1 seguito quella piccola (v. fig.).
La pressione e la velocita di estrusione variano sensibilmente a
seconda delle dimensioni e della forma della parte da estrudere
nonche delle caratteristiche meccaniche del metallo. ALcuni metal
Ii, come il magnesia e qualche lega di allum~nio, riehiedono ve-
locita dell'ordine del metro al minuto mentre altri metalli, comeIe leghe di rame, il piombo e l'acciaio, vengono estrusi can vela
cita superiori a 300 m/min. La velocita di estrusiane dipende an-
che dalla temperatura del materiale. Si tratta di un processo che
sviluppa,molto calore e, se la velocita e elevata, il calore non
si disperde; ne risulta quindi un aumento di temperatura che in
certi casi puo provocare seri inconvenienti alIa lavorazione.
Tutti gli acciai al carbonio e cosl pure diversi materiali non
ferrosi, come rame, ottone e leghe di al1uminio, possono eSsere
laminati a caldo. II processo consiste nel far passare il massel-
10 0 la lastra precedentemente riscaldata attraverso dUe ~~lindpi
controrotanti che hanno un gioco minore ~ello spessore della la~
stra e pari alia spes sore che si vuole ottenere. QUesta notevole
riduzione di spessore si ottiene sfruttando l'aumentata p~astici-
ta ~el materiale aIle a1te temperature. Come si puo vedere dalla
figura i1 metallo riscaldato passa attraverso i due rulli perden-
do spes sore rna aumentando di lunghezza.
Ad ogni passata i due rulli sono portati piu vicini per arrivare
alla spesBore desiderato. ~ella laminazione a caldo l'ossidazione
che si forma sulla superficie viene anch'essa schiacciata entro la
lamiera e cia per gli acciai e una cosa benefica in quanto la sua
presenza aumenta la sua resistenza alIa corrosione. {lon la l.C\m.in~
zione si posson9 ottenere facilmente sezioni complicate come
qu~1Ie riportate in figura.
L

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 21/65
40 41
bi !lefts alto
Durante llestrusione del massello i1 f1usso del metallo non e uni
forme. Per 11effetto rallentatore della faccia della matrice e pep
11 effetto dell 1attrito .sulle pareti del ci.Lndr-o , Le zone ester-ne
del massello resistono maggiormente alla deformazione e il flusso
di metallo e quindi rallentato rispetto al centro. Poiche il mas-
sello si accorcia, la diversa velocita di flus so nel centro e suI
Ie superfici esterne crea una cavita nel centro del massello stes
so. Se il pistone prosegue la sua cor-sa, appaiono dei di.fetti, al
centro della superficie estrusa, per cui una parte del massello
deve essere lasciata nel cilindro per venire scartata.
Per impedire che gli strati Buperficiali ossidati del massello
vengano estrusi. il diame~ro del tampone pressatore situato dava~
ti al pistone e leggermente inferiore a quello del cilindro, qui~di una sottile fascia del massello e estrusa perifericamente al
di fuori del1'estremita del cilindro, dal lato del pistone, e vie
ne quindi scartata.
Per ridurre. l'attrito e proteggere Ie superfici della matrice so-
no impiegati particolari lubrificanti. Per 1eghe non ferrase si
uti1izza normalmente la grafite mentre per 1'estrusione a caldo
de11'acciaio e del titanio i1 vetro si e dimostrato un lubrifican
te ottimo.
P ri ma fa se si estrude 1a sezione minore nella 1unghezza
desiderata" ~'\
Seoonds fase : rimossa 18 matrice minora 81 estrude ora 1a
s ez io ne m ag gi or e

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 22/65
42
Per estrudere parti tubolari ci si serve di un mandrino (punzone
coassiale interno) la cui sezione corrisponde a quella del foro
prodot'to. Se si usa un massello forato, il mandrino pua essere
fissato al tampone pressatore su una pressa per estrusione diret-
ta; trattandosi invece di un massello pieno, viene prima spinto
in avanti il mandrina che provvede alIa foratura e poi, arrestato
il mandrino, si fa'avanzare il pistone per l'estrusione finale.Un impianto per l'estrusione a caldo 'dei tubi e rappresentato
n el la p ag in a s eg ue nt e.
L ' e s tr u si on e i nd ir e t: ta ,"0 d i r .i ta rn o , e d erivata da st udi intesi
a superare alcune diffi colta inerent i al l'estrusione dirett a, co-
me l'attrito superficiale e la presenza di ossidi. Nel processo
i nd ir et to i l p is to ne e c av o, "l 'a pe rt ur a d el la m at ri ce e situata
n el t am po ne p re ss at or e e l 'e st re mi ta o pp os ta d el c il in dr o e chiu-
sa. Quando il pistone avanza, l'afflusso del metallo avviene can
moto di senso contrario .
Estrusione a caldo di un tubo. All'inizio dell'operazione gli or-
ga ni mobili della macchin a, il tampone, iI, pistone, il rispetti vopu nzone coassiale i nterno, vengono port ati in posizione contig ua
a l ma ss el lo c ome i nd ic at o d al lo s che ma s up er io re . S uc ce ss iva me nt e
il pistone viene allontanato dal tampone fino a raggiungere la
posizione indicata dallo schema centrale; a partire da questa i- )
stante ha inizio la corsa in avanti degli organi mobili durante
la quale il punzone fora il massello. Raggiunta la posizione indi
cata nello schema inferiore, il pistone, continuando la sua corsa,
estrude il tuba. La pressa ha due cilindri indipendenti a quello
del pistone cava e della matrice e risulta pertanto inverso a
quello che si verifica nell'estrusione diretta nella quale i due
mati sana concordanti in direzione e sensa. Questo processo non
ha avuto pera molta diffusione perche il pistone e relativamente
piti debole e per conseguenza la macchina presenta minore capac ita
di quella della macc hin~ a estrusio ne dir~tta. Affinche 110p eraziQ
ne non dia luago a inconvenienti e opportuno fare effluire il ma-
t er ia le p er if er ic ame nt e a l p is to ne a nzi che fa rg li en e p er co rr er e
l'interno. Una lavorazione di questo tipo e impiegata per la pro-
duzione di pic coli element i gener almente cavi (bossoli, astucc i).
43

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 23/65
Nel caso di corpi cavi la lunghezza ottenibile e al massimo sei
vol te il l oro d iamet ro.
II processo di estrusione a freddo e st ato s vil upp ato in G ermani a
verso il 1930, r na s i e diffu so s ola men te do pa l a s ec ond a: gu err a
mondiale. II s ucc ess o del l'e st rus ion e a fr edd o d ell 'ac ci aio si eavuto soltanto quando si e riusciti a trovare un lubrificante a-
datto ad ottenere una appropriata finitura superficiale: un rive-sti rne nto di fo sfa to app lic ato al Ia sup erfici e ass or be e ~r att ie-
ne il lubrificante impedendo che si abbia a verificare un grippa~
gio tra metallo e utensile. I vantaggi che presenta l'~strusione
a freddo sono: maggiore resistenza dovuta a un severo incrudimen-
to in ~uanto nell'estrusione a freddo Ie fibre d~l materiale non
veng ono in ter ret te c ome n el ca so d i lavora zi oni co n a sp ort azi one
di materiale rna s eguono l'andamento del profilo, garantendo in
t al modo al par ti col are e st rus o un a magg ior e re sis ten za a fatica
(ad es. negli spinotti per metori auto); buena finitura superfi-
c ial e, p re cis ion e di rn ens ion ale , s ens ibi le eco nomia p er il min or
nurnero di operazioni e per il limitate lavoro di macchina richie
st~.
44
Estrusione a fredde. Nel processo originale si utilizza un punzo -
ne (che lavora generalmente a elevate velecita azionato, ad esern-'
pio, da presse meccaniche a biella e manovella 0a g i no c ch ie r a,
il Quale comprime il grezzo da estrudere, posto in forma di dis che !
to nella cavita della matrice a fondo cieco; tra punzone e pareti
della matrice viene lasciato un gioco determinate dallo spessare
della parete del pezzo da otten~r~; quando il punzone entra incontatto col grezzo, il metallo scorre tra pun zone e matrice. Si
t ra tt a q ui nd i s os ta nzi al me nt e d i e st ru si on e i nd ir et ta a freddo
poiche ,10 scorrimento del material~ avviene con moto in senso in;-
verso a quello del punzone. La corsa del punzone viene regolata
me di an te r eg is tr az io ne d el la p re ss a'e d et er mi na 10 s pe ss or e d el
fond~llo. II Jlrocesso e p ar ti ca la rm en te a da tt o p er l a p ro du zi on .~
di parti tubolari con pareti sottili e fondo spesso. La variazio-
ne del diametro esterno del pezza e nulla e malto piccola, la lun
ghe zza del pezzo e in r~lazione alIa riduzione dello spes s ore inl
zia le del pezza .
effet tua re u n gra do di pen etr azio-e 11'est ru sio ne in ve rsa si p uo
ne (rapporto tra prefondita di
ne) fino al rapporto 8 : 1.
L 'e st ru si on e d ir et ta vi en e i mp ie ga ta n el la fa bbr ic azi on e'd i p ar ti
co lar i a sezion i p ien e, ca nic he 0con profilo iongitudinale a gr~
dini oppure di corpi cavi a pareti sottili can flange spesse e con
c avi ta a p il i d ia rn et ri c il in dr ic i, c on ic i 0 can cavita a sezione
. .
pe net razion e e dia me tra d el p unzo-
n o n c i rc o la re .
In questa caso il metallo viene forzato a flu ire nella stessa di-
rezione del punzone, l'estrusione diretta puo essere quindi effe!
tuata sia in un carpo, cilindr>ico massiccio quanta su corpa cava,
es . un bi cchier e o tte nut o p rec ede nt eme nte p er est rus ion e di ret ta
(a nc he a c al do ).
11 diametro del pezzo estruso e uguale a quello del foro di usci-
ta de lla rna tri ce . D ato che , a par i ta d i r-Ldu zi.o ne di are a, oc cor -
1'e min ore pr ess ion e n ell 'es tru sio ne d ire tta r isp ett a a qu ell a in-
ve rs a, c ol l' es tr us io ne d ir et ta s i p os so no o tt en er e a ll un ga me nt i
rnaggiori. ' Nel caso di corpi cilindrici pieni si puo arrivare ad
un rapporto di 2 ~ : 1 (rapporto tra lunghezza estruso ottenuto/dia
met ro i nizial e del p ezza da e str ude re) .
n~; \f7 7/:::; ; i I t : : : 2
U.
' · ; . - 'H · . " ; '/;:; .
_;;:: <~ - : >
( A )
45
( B )

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 24/65
Schemi d i a lc un i processi d i e s tr us io n e a freddo.,
( A ) Estruaione inversa stampo aperto
( B ) Eatruaione inversa stampo chiuso
( C Estrusione diretta stampo aperto
( D Eatrusione diretta stampo ·chiuso
46
( c )
47
TRAFILATUFA! 1 ': c ~ r.-' '.' ~ .,~., •.. !"
Opera la riduzione delle dimensioni della sezione trasversale di
bart'e, fili e tubi metallieipel:' defot'mazione plastica a ft'eddo
mediante stit'amenta sft'uttandone la duttilita.
La trafila. eiae l'utensile della macehina. e farmata da un bloc-
co di materiale estremamente r-esa.stente e duro nel quale e pr-arica+oun foro avente pr-ofiLo e dimensioni uguali a que LLe che si _vogliano
ottenere nella sezione del prodotta finito. La trafila presenta
un tratto eonico piuttoato pronuneiato nella zona di e~tl'ata del
materiale e uno di lunghezza e eonieita molto minori nella zona
di useita della stesso.
.'
( D ) .:
II materiale da trafilare viene forzato a passare attraverso il
foro. eset'eitando au di esso una trazione. Dunarrte l'operazione il
materiale viene eostantemente lubrificato. Generalmente per arri-
vat'e alIa sezione voluta occorrono pili trafilature. Poiche il ma-
teriale incrudiscediventando pili difficile da trafilare.la volta
successiva oecorre fare un trattamento di ricottura.
Questo e il processo con cui si ottengono fili di rame di diame-
tro qualsiasi partendo da materiale all0 state ricotto.
Come si puovedere dallo schema,pili trafile in serie operano qu~
ste riduzioni di sezione. I rulli vengono usati per aumentare la
velocita di trascinamento del filo in quanto esso riducendosi disezione si allunga.
Diciamo per inciso che una variante della trafilatura permette di
ottenere tubi di grande diametro senza saldatura.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 25/65
Nel campo del le costruzio ni aeron autiche questi proce dimenti veng~
no impiegati soprattutto per Ie leghe leggere, per ottenere dei
pezzi partendo da lamiere. Diciamo subito che se per otten~~Qil
pezza nella fo rma vol u ta son o n ecessarie pili la vorazioni plastiche
a f r> ed do , e opp. ortuno eseguir e tra una lavo razione e l'altra una
ricottura per ann ullare gli effet ti dell'i ncrudimento e riport are
il metallo a llo state precede nte.
Si impi egano p rincipalment e i metod i di lami nazione a f'r-eddo pi~ _ _
gatura . cal andratura, rullatu ra. formatur >a a mano, alIa pressa e
p er s ti ra me nt o.
L A " , lin III'.~) 1 ) 0
9I)PS'Rl'le;f ep,;HlIlIJ :f
Di"f'N.;Of'll 41'tV~Ti
RtJIiOL{ ~A"' ;EN7i
~uP E I l Fi e;e- I " ,O V A ; T A
AR~II";l'Ii,(~ ~flc:tI.H~.t'
48 49
L AV ORA ZI ONI P ER D EF OR MA ZI ONE P LAS TI CA A F RE DD O La mi na zi on e a fr ed do
si basano tutte sulla possibilita di deformare permanentemente. a
. fr ed do u n m .a te ri al e s en za p ro vo ca re r ot tu re i n a Lc un bl \l nt QC l_~Jp e~
za: si sfrutta quindi la riserva di plasticita del materiale. Da
cia risulta evidente che non tutti i materiali si prestana bene a
questa tipo di Iavorazione, rna solo quelli che hanno una discreta
o buona "riserva di plast icita".
Con queste lavoraziani aumenta il valore dello sforza di snervarnen- .
to e. di rottura rna c ontemporaneamente si hauDa diminuizione del
c amp o p la st ic o: q ue st a e ffe tt o e d et to i nc ru di me nt a. C ve di f ig 1! .: ra ).
Abbiamo gia visto che il processo di laminazione a caldo e adotta
to quanda si debbanb laminare lastre di sezione piuttosto notevo-
Le , WeI caso Lnveo e' in cui si desidet'i una buona finitura superf.!
ciale od una superficie lucida si ricorre alIa laminazione a i't'ed
do. La lastra viene laminata da prima a caldo fin quasi alIa spe~sore voluto e po i d ec ap pa ta p er r imu ove t'e I e s ca gl ie . La -l as tr a
vie ne poi fatta passar e attravet 'so due cilindr i contr orotanti so-
spinti a loro volta da due cilindri maggiori; can questa disposi-
ziane si possono avere pressioni maggiori e distribuite in modo
piu unifot'me senza causare pericolo di inflessione per i cilindri
minori.
La l aminazione a fre ddo e usata anche per placcare Ie lastre
di lamiera con un faglio di alluminio put'o. In questo caso l'a
z io ne d i l am in az io ne e praticamente quel~ di incollare l'allu
minio.
~\
\
L . u, i" 'l I t' l 1 9( ;1 1 "-Do
'UPEIlF;,j~ «vlt.,
5P;<lOr.; IIIUCITO~DII'fj
8vo....1 . : I . r , ; sum." " L ~ ~ ; lO A % ;~

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 26/65
50
Piegatura
Rappresenta forse Ia forma piu elementare di lavorazione plastica dei
mater-iah , e certamente la piu dtffusa ,
Se si sottopone un solido prismatico appoggiato agli estremi ad un cari-
co centrale I in cor-rt spondenza dei bordi interno ed esterno si sviluppano so_!.
lecitazioni dt compres·sione e tr-aztone tali da provocare , quando S1 supera il
limite di snervamento del materiale, una deformazione permanente. Ilminimo
raggio dt piegatura e quello dettato dal·raggiungimento locale del limite dt ri-
serva plas ttca ,
[-t--lI , fI I
I I
I
I
51
A parit8. dt angelo di piegatura, itvalore di tale r-aggro dipende dallo spe~
sore della lamiera ncnche daIla natura e dallo stato del materia Ie :
Perche un.pezzo pi.egato risulti praticamente impiegabile la piegatura de-
ve esssr-e stata tale da lasciare a1 mater-tale una certa riserva plasttca , eto
compor-ta talvo lta la neceasrta di trattamenti termici preceden!i e successivi
alla operazione di piegatur a . Cto vale in generale per tutti itipi di lavorazio-
ne per defor-maaione plastica a freddo.
Imbutitura
E' l'operazione tecno 10gica che perme tte dt ottenel'e, par-tendo da lamiere
piane,superfici non svrluppabi.h ,
1mbutitura al tornio e una delle Iavor'aztorn .~lastiche piu antiche e con-
stste nell'obbligare un foglio metallico, tagliato a disco. a sposare esattamen-
te ilcontonno superficiale di una forma, mentre entrambe ruotano solidcamente
sul lo stesso aase .
La figura mostr-a schematicamente ilmodo di procedere delle eper-aztoni
nonche Ie forme usuali di alcuni attrezzi per tornire _ in Iastr-a ,
Le leghe leggere possono esser e tornite in lastra tra 0.5 e 2,5 nun sen-
za difftcol ta e fino a 10 rn.m partendo da mater-tala alIo stato ricotto, con uten-
sili mossi meccanicamente.
Le legh~eggere tendono B. " impastare l'utensile'!per questa 5i impiega-
no utensili di aceiaio duro, bruniti e opportunamente lubrificati. Le lamiere
di acetate si lavorano senza difftcolta per spessori compresi tra 0,2 e 1,5mm,
iI
.!
0 y
09
<>
~ D
5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 27/65
52
Questo trpo di lavorazinne, peraliro molto·semplice~conducea pezzi di spesso-
-renonproprio costante e a unnotevole sfrido dt materiale. E' possibile ot--:
tenere uneffetto combinateai larninazionee formatura ( £ hlOtOrnitur~)p~r~
tendoda dischi abbastanza spessi ,
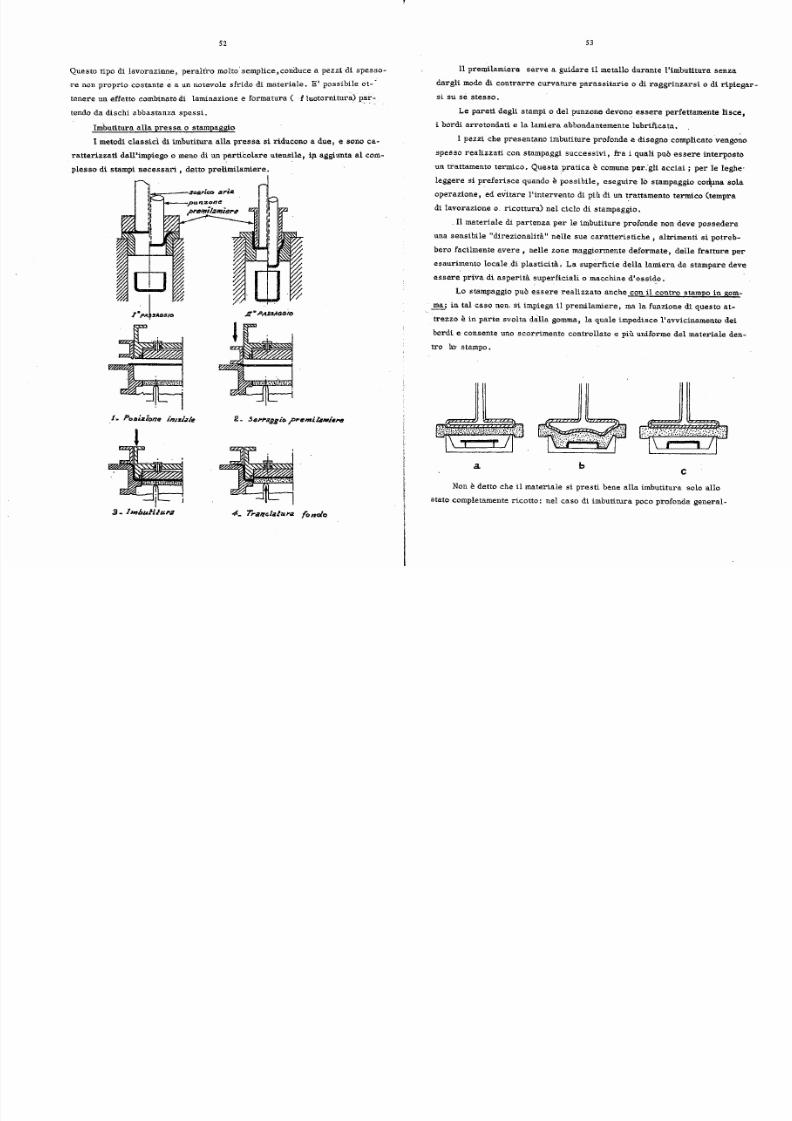
Imbutitura aUa pressa 0 stampaggio
1metodi classtet di 1mbutituraaHa pressa si riducono a due, e sonoca-
ratterizzati da.U'impiego0menodi unparticolare utensfle , iJl aggiunta 801com-
please di stampinecessari , detto prelimilamiere.
I
53
11premilamiera serve a guidare ilmetalIodurante l'imbutitura senza
dargli mododi contrarre curvature parassitarie 0di raggrinzarsi 0di ripiegar-
si su se stesso.
Le pareti degli stampt 0del punzonedevonoessere perfettamente Usee" t
i bord! arrotondati e la lamiera abbondantementelubrifica.ta.
I pezzi che presentano irnbutiture profonde e disegno complicato·vengo~o
spesso realizzati con stampaggi successtvt , Ira i quaIi puo essere interl_)Osto
un tr'attarnento termtco, Questa pratica e comuneper_'gli acciai ; per le leghe·
leggere 51 preferisce quando e possibile J eseguire 10stampaggio co~ma sola
operazione, ed evitar-e l'intervento di piudi unt.rattamentotermico (tempna
di lavorazione o. ricottura) nal cielo di stampaggio•
.11materiale dt partenza per le tmbutttune profonde nondeve poaaadar-a
una sensibile "drreztonaltta" neUe sue caratteristiche , altrimenti si potreb-
bero facilmente avere , nelle zonemaggiormentedeforrnate, delle fratture per
esaurimento locale .dt plasttctta . La super-ficte della lamiera da stampare deve
esaer'e priva di asperita superficiali 0macchined'ossido.Lo atampaggtopuoessere realil.Zilto anche con il contro stampoin gom-
rna; in tal caso non.st impiega il premilamiere, rna Iafunzione di questo at-
trezzo e in parte svolta dana gemma, la quale impedisce l'avvicinamento det
bordi e consente uno scorrimento controllato e piuuniforme del mater-taleden-
tro 10 · atampo ,
a. bc
None detto che ilmateriale si pr.esti bene aUaimbutitura solo ana
stato completamentericotto: nel caso di imbutitura pocoprofonda general-

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 28/65
54 S 5
L'impiege del materia Ie nello state piu idonea permette di eliminare
in parte gli inconvenienti pili frequenti di questa tipo di lavorazione: raggrin-
zamenti e fratture,
~z:;:o d~ ....1
';"4u;',e
, . 1 ' . 1 , . , . , . . . . ",--1=..........
mente si ottengono i mtgltcr-i risultati partendo da uno state intermedio di
incrudimento,
Formatura su stampo per stiramento
E' un-particolare proces so di imbutitura che const ate nel costringere. . ~\
Bordatura
La formatura della lamiera 51 ottiene cos"tringendola a passare fra due
rulli opportunamente sagomati che inducono localmente la deformazione volu-
un fogHodt lamiera ad aderire ad uno stampo, esrcitando. contemporaneemen-.
te un'azione di avvolgimenta sul lo stampo e dt stiratura della lamiera per mez-
zodi pinze ehe agfsconc sui contorno del foglio,tao
Questa lavorazione viene generalmente eseguita fra rulli a sbalzo,sor-
retti da bracct la eui Iunghezxa e di solito ltmitata aqualche decina di cenn -
metri J a causa della necasstta dt una notevole rigidezza dei br-acct stessi.
2.3. Lavoraz;ione aUe macchine utensili
Consiste neU'ottenere Ie forme desiderate partendo da.un pezzo con di-
mensioni esuberanti rispetto al disegno 0 direttamente da semila.vorati e gtun-
gendo aile dimensioni volute mediante la aspor-taztone del materiale in accea-
50,
Questo metodo, ' particolarmente impiegato per pezzi d.t grandi dimen-
sioni, con spes sor-ie cur-vatur-erelativamente piccoli, e ca.ratterizzato da un
minore ritorno elastica e una maggiore omogenetta di caratteristiche nel pez-
zo formato , rispetto a110stampaggio,
Tale .asportazione vi.eneottenuta per fenditura., 0 come si dice di so-
lito, per aspor-taztona di truciolo.
Si avril.qumdt in ogni caso un utenst le di forma opportuna in mocorala-
ttvo rispetto al pezzoda lavorare, posto in mododa provocare localmente una.
fessurazione e quindi ildistaeco di una porzione piu omeno ptccola del mate-
riale da lavor-ar-e.
Le mcdauta per eseguire questa operaz;ione sonomoltissimeI e comporta-
no forme assai diverse staper Ie macchine sia per gli utensili.
Questo tipo di lavorazione e assai dissuso, nelle sue varie forme, ed.
offre lapossibilita di ottenere:
1 - pezzi comunquecomplieati
2 - pezzi di qualsiasi dtmanstone , damoltopiccoli a moltogrossi
1mbutitura.per esplosion;~
E' unmetodoabbastanaa moderno, che serve particolarmente per for-
mare pazz'i di dimensioni notevolt e spe.ssor'I relativamente grandi, Puo ri-
sultare l'unico mezzo praticamente impiegabile per Ia formatura di grossi
pezzi del tipo in figura. 1 risultllti quandosi sia esegutta una accurata mes-
sa a punto del sistema sonoottimi.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 29/65
56 57
3 - gradi di precisione e di finitura anche molto elevati. Se diamo uno sguardo all'utensile, come indicato dalla figura in
bas so, po ssi amo not ar e come i l tip o pi li sempli ce s ia a ss imi labil e
ad un cuneo tale dapoter esercitare un'a~ione di penetrazione
nel materiale da lavorare e distaeearne il truciolo. Questo, in
base alIa velocita di taglio 0al binomio pezzo-utensile. puo pr~
sentarsi:
In pratica la gran maggioranza dei pezzi meceanici neces8 ita, 01-
tr e che d ell e la vor azi on i pri mar ie e secondarie, di una 0 pili l a-
vo ra zi on i a Il e ma cc hi ne u te ns il i.
Tornitura - sp acc ato : c i08 si ro mp e du ran te l'ava nzarn ent o;
- reeiso si determina in esso una fessura che non arriva ad in
t ere ssa re la par te ester-na; e ancona undt;o rna intacca
to ;
si presenta come un nastro in cui la superficie che ha
s tr is ci at o s ul p ezza si, presenta lucida e levigata men
t re l 'a lt ra e v ar ia me nt e r ug os a.
L'impiego prineipale del tornio parallelo 8 quello di produrre s~
per~iei cilindriche esterne. Per poter far eio e " n ec es sa ri o e he ,
mentre il pezzo ruota attorno al proprio asse (moto di taglio),
un utensile appropriato 8 i muova lungo una retta parallela alIa
asse di rotazione del pezzo (modo d'avanzamento), come si puo ve-
de re d all a fi gu ra A.
8 e i l mo vi me nt o d el l'u te ns il e '8 in vee e pe rp end ieo la re all 'as se d el
pezzo si ottiene una superficie piana all'estremita della superf1
c ie c il in dr ic a, f ig ur a B.
Un movimento dell'utensile intermedio tra questi due da luogo ad
un a s up erfic ie co ni ea, fi gu ra C.
8 i possono ottenere filettature, fori qualora i1 lora asse coin-
cida con l'asse di rotazione del pezzo.
- f lu en te
A d efi ni re un u ten sil e c onc or ron o divers i e le men ti:
- f. traccia della faccia definita come la superficie attiva su
c ui s cc ir re i l t ru ci ol o d is ta ce at o;
- g. traeeia del "fianeo "definito come la superficie che evita 10
str is cia me nto co ntr o il pe zzo in la vor azion e;- a, an gol a d i sp ogl ia su pe rio re, fo rma to dal fi an co del l'ute nsi
Ie e da ll a par al lel a al movi me nto d'a van za men to ;
- ~, angolo di taglio, formato dal fianeo e dalla faccia dell'uten
sile;
~ R s-CE NT RE L INE CF IMJRK
e 0 . . L I NE . OF 1 0 " 1 01 > 1 O F TOOL
- y, a ng ol o d i s po gl ia i nf er io re .
p
®DRILLI I IG

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 30/65
58
Per quanta riguarda l'angolo di spoglia superiore si puo notare
che quanto pili duttile e il ma taLl.o, tanto maggiore e quest' angolo,·
sebbene la ghisa grigia e l'ottane rappresentino delle eccezioni.
Materiale Ang. di spoglia sup. Lavorabilita
Ghisa grigia 0°-10° fragile
Ottone 0°-6° fragile
Acciaio dolce ISO-20° duttile
Rame 35°-40° molto duttile
Alluminio 35°-!J.Oo molto duttile
Perspex !J.oo-50o estremamente dut
tile
Si puo apprezzare maggiormente l'importanza di quest'angolo face~
do riferimento alIa figura precedente. Il pezzo per ruotare attoE
no al proprio asse ha bisogno di un momento. Questo e prodotto da
un motore elettrico ed e necessario per vincere il momento 0Ppo-
sto creato dalla forza necessaria al taglio e che agisce quasi
perpendicolarmente alIa faccia dell'utensile, per la sua distanza
dall'asse di rotazione. Si vede allora come luogo la linea a-b vi
sia uno sforzo di taglio e come la lunghezza di questa linea di-
penda direttamente dall'angolo di spoglia.
59
L'effetto di un valore di angola di spoglia negativo S~ puo ve-
der-e nella figura accanto: il piano di taglio si e sterrde quasi veE
ticalemente ed e necessaria una forza considerevole per tagliare
il metallo. Cio si riflette in un aumento della potenza richiesta
e delle probabilita di rottura dell'utensile e di distorsione del
pezzo per Ia grande forza in gioco.
Un valore dell'angolo di 8°-12 puo essere considerato valore media.Notare che ~n questa caso il piano di taglio diminuisce, per cui
diminuisce Ia potenza richiesta (fig. A)
A1I'aumentare dell'angolo di spoglia Ia lunghezza necessaria, _(fig.
B). Si puo diagraoonare l'andamento della potenza necessaria in fu~
zione del valore di angolo, ottenendo, per un certo tipo di materi~
Ie, un grafico del tipo sottoriportato, in cui esiste generalmente
un valore al di sotto del quale la diminuizione di potenza non epili cos1 marcata.
-.I---,. _ _ _ _ . _ _ _ _ . . : . ,
c:v.
30 · 40",-:»

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 31/65
60
Bisogna altresi notare ehe con grandi angoli di spoglia la punta
dell'utensile molto fragile e soggetta a rotture ed inoltre diminui
see la capac ita di disperdere il calore che si genera durante la r~
cissione. I valori pr-ecederrtemerrt riportati possono essere cons ide
rati un compromesso tra requisiti contrastanti: capac ita di taglio,
durata dell'utensile e finitura della superficie lavorata.
Un tornio parallelo si presenta generalmente come quello riportatoin figura. Vediamo di comprendere 10 'scopo di alcune parti.
Riferiamoci per un momento alIa figura B. II pezzo ruota attorno
ad un asse passante per il punto O. Questa linea e fissa, ovvero
se il pezzo e assicurato in modo appropriato non vi e cambiamento
nel centro di rotazione per cui Ie distanze Z e Z,- sono costanti.- .
Come mostra chiaramente la figura, se l'utensile segue un cammino
parallelo all'asse di rotazione, cosl che -I e distanze X e Y siano
costanti, la superficie ottenuta risultera veramente cilindrica.
II corretto movimento dell'utensile e ottenuto mediante l'uso di
guide pri~matiche e superfici d'appoggio ricavate direttarnente
nel banco. Questa e realizzato in ghisa poiche questo materiale
ha ottirne caratteristiche di assorbimento delle vibrazioni e per-
mette di avere superfici d'appoggio Can bassi coefficienti d'at-
61
fig. B
trito. La struttura del banco e generalmente di tipo chiuso per
ottenere una maggiore rigidezza flessionale e torsionale. La fi-
gura sotto mostra chiararnente corne l'utensile non sia solo assi
curato alIa slitta, rna costretto a seguire Ie guide.
;( :,".-~-"ii I

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 32/65
62
Le guide, come gia detto, sono ricavate direttamente dal banco, so
no a V rovesc iat a e i l pi li p ara lle le pos sibili a ll'ass e del t orn io,
mentre Ie superfici d'appoggio devono essere su un piano parallelo
all'asse. In tal modo il movimento del carrello e ana logo al movi
mento dell'utensile e Ie distanze x e y r ima ng on o c os ta nt i d ur an
te t utt o il movi men to.
II carrello, che puo essere mosso a mane mediante un volantino oE
p ur e c on c om an do a ut om at ic o, e provyisto di una slitta mobile tr~
sve rsa lme nte ris pet to ad e sso , a nch'es sa comand ata a ma no op ppu re
a ut om at ic am en te . S u q ue st 'u lt im a e p os ta u n' al tr a s li tt a c ir co la -
r eo gra dua ta,- gir evo le at tor no a un ass e ver tic ale e re gis tra bil e,
in modo da poter disporre l'utensile in posizione obliqua rispet-to al pezzo. Al di sopra della slitta circolare e posta infine la
s lit ta sup eri ore . mo bil e an ch'ess a s olo ma nua lme nte , i n di rezion e
parallela a quella del carrello. A questa slitta superiore e col-
legato il portautensile su cui viene fissato l'utensile, destina-
to ad asportare il truciolo dal pezzo in lavorazione.
Ritorniamo un attimo a riconsiderare la figura precedente. Da un
attento esame si capisce come la precisione della lavorazione di-
pe nda d all 'al lin eament o rel ati vo d ell e g uid e e de lle s upe rfi ci
63
d'appoggio ricavate suI banco e sotto il carrello.
Infatti un esame ci rivela che la distanza X del punta di taglio
dall'asse e con tro l la ta da ll'all ine ame nto de lla ~ui da a V inverti
to e dalle superfici di contatto. Se consideriamo inoltre il peso
del carrello e quanta gli sta sopra, e c hia ro il va ntag gio o ffe r-
to dalla sezione" delle guide in quanta promuove una migliore unio
ne tra Ie due parti impedenda qualsiasi movimento laterale.La superficie piana sul lato opposto e u sat a come su per fiq ie d 'aE
p ogg io per i l ba nco , a ssi cur and o l'invari abi lit a dell a di men sion e
Y mentre il carrello e in ~ovimento. Inoltre ie linee in grasset-
to sonG Ie sole di contatto tra i due elementi, essendovi un cer-
to gioca in tutti gli altri punti. Si sottolinea il fatto che la
guida a V in ver tit o s uI lat o de str o e u sa ta u ni ca rn en te p er g ui da re
l a c on t ro p un t a.
A ll 'e st re mi ta s in is tr a d el l' op er at or e e s itu ata la t est a motr ice
(che fornisce i1 movimento a tutti gli organi della macchina}.Nei
t orn i mode rni la te sta rno tri ce e del tipo monopuleggia ed e azio-
nata da un mot o re elettrico di alirnentazione posto nel basamento
a lato del bancale, sotto la testa, tramite innesto a frizione e
cambia ad.ingranaggi; alIa testa e col leg ato di ret tament e il r na~
d rin o c he e l'orga no ut ili zza tor e del la macc hin a. II cambio nei
torni moderni permette di realizzare anche sino a 3 2 diverse velo-
cita di rotazione. 11 mandrino, normalmente cavo in modo da perme!
tere la lavorazione di tubi e barre molto lunghe rna di limitate
dimensioni trasversali, trasmette al pezzo ad esso vinca lata il
ma to ro tat ori o di tag lio che, c ombina to con que llo d 'avanzame nto
de ll'ute nsi le, pr ova ca Va spo rta zio ne del tru cio lo d el p ezza.
Lunghe quanto il bancale e sostenute da esso, sonG disposte dalla
parte dell'operatore la vite conduttrice e la barra, che servono
a trasmettere il movimento mediante un cambio di velocita ad ingr~naggi, dalla testa motrice al carrello. La vite conduttrice e la
bar ra agi sco no i n al ter nat iva e non co nte mpo ran eament e, il dis pos i
tivo di in nes to de ll'una esc lud e in fat ti au tamati cament e Iti nne sto
d el l'a lt ra . L a ba rr a e usa ta nor mal men te i n t utte Ie o per azi oni
usuali di tornitura e camunica il mota al carrello mediante un op-
p or tu no r ot is mo c on ic o. tl a va nza me nt o m ed ia nt e vi te e us ato s olo
nel caso si debba procedere all~intaglio di viti, dato che in qu~

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 33/65
64
sto caso la precisione di avanzamento permessa dalla barra non sa
r e bb e s uf fi c ie n te .
S uI ba nc o e fissata, dal lato opposto della testa motrice in posi
zione regoiabile a seconda della lunghezza del pezzo, la contropu~
ta, che coopera a sostenere il pezzo in lavorazione, oppure, muni-
ta di appos· ita punta elicoidale, serve a praticare fori assiali
n el p ezz o 0 infine, con opportuno utensile, a praticare i fori dicentratura.
II pezzo da lavorare e fissato al mandrino in due diversi modi:
tr a pu nt a e co nt rop un ta 0a sbalzo. Con il primo·sistema, normal-
mente usato per pezzi lunghi, il pezzo, munito aIle due basi di
due piccoli fori con.IcI di centratura, viene posto tra una punta
fissata al mandrino e coassiale con esso e la contropunta, oppoE
tunamente avvicinata per sostenere il pezzo. La trasmissione del
moto del mandrino al pezzo e a ffi da ta a ll ora al Ia brid a. vi nco l~
ta al pezzo e trascinata in rotazione da un piolo infisso nel di
SCD (me na bri da ) fi ss ato al ma ndr in o. C on q ues to p iazzamen to I 'as -
se del pezzo lavorato sara coincidente con quello passante per i
ver ti ci del la pun ta e del la co nt rop unt a.
65
Al mandrino puo essere
applicato invece della punta e del disco un disco a mOI'setti, mu-
nito di quattro morsetti a vite, disposti in croce a 9 00, i q ual i
servono a fissare il pezzo al disco. I quattro morsetti sono indi
p end en ti e q uin di e po ss ibi le fis sar e p ezzi a ve nti u na sup er fic ie
d i base no n ci rc ola re.
Infine il pezzo (avente pero una base cir-
co la re od opp or tun ament e con fo rma ta) puo ~s s~re p iazza to med ian teil disco autocentrante a tI'e m orsetti disposti a 12 00 e non indi-
pendenti, rna mossi da un unico comando in modo da rinchiuders.i· a
i.
I
/
~
pinza. II pezzo si dice montato a sbalzo qualora, usando il disco
a q morsetti 0l'au toc en tra nte , es so n on si a so ste nu to all 'es tr e-
mi t a opposta al mandrino dal1a contropunta. Nel caso di pezzi lu~
ghi e sottili e previsto un sostegno intermedio tra punta e contro
punta, denominato lunetta, registrabile suI banco in modo da imp~

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 34/65
66
dire l'inflessione del pezza sotto la spinta dell1utensile. Mel
caso d i p ezzi can cavita cil indriche e possibil e il fissaggio del-
pezza su un cilindro d'acciaio (spina) di diametro circa uguale a
quel10 della cavita provvedendo poi al piazzamento della spina suI
tornio.
I torni paralleli sono state Ie prime macchine ad essere automati~":
zate: l'introduzio~e dei torni a torretta, detti a revolver, puoessere considerata come uno dei primi- passi in tal sensa. In essi
il portautensile e costituit o da una torr etta pris matica 0 base
esagonale od ottagonale, girevole attorno ad un asse verticale od
orizzontale, la quale presenta al pezza uno dopa l'altro, secondo
una sequenza prestabilita, i diversi utensili in modo da compiere
di seguito senza interruzione Ie varie 1avorazioni. Di recente
realizzazione sana i torni automatici a programma, muniti di un
dis positivo elettr ico c he 1egge una scheda opportunamente pe rfora-
ta e comanda direttamente gli spostamenti dell'utensile can il
grande vantaggio di poter effettuare 1a produzione in serie di lot
ti di pezzi diversi, mutando unicamente la scheda perforata nel
d is po si ti vo d i c oma nd o.
La capacita di un tornio para11elo sta ad indicare Ie dimensioni
massime del pezza che puo lavorare.
Le d imensioni sig nificative sono Ie segue nti.
A1tezza delle punte suI banco: e 1a distanza A
II doppio di questa dimensione indica i1 diametro massimo che puo
e ss er e l av or at o n or ma lm en te .
Lunghezza incavo; Questa sta ad indicare che il banco ha una sezio
ne mobile, davanti al mandrino, indicata da B. La rimozione di qu~
sta sezione permette di lavorare pezzi can diametri superiori a
q ue l li n or ma li .
Altezza delle punte s uI carrell o: e indicata da C. Ovviamente con
i l caprello in vicinanza del la tes ta l'alte zza ut ile diminuisce.
Lunghezza del banco: da la larghezza totale del banco ed e indicata
dalla lettera D.
Distanza tra Ie punte: e indicata da E e corrisponde alIa larghezza
massi rna consent ita per il pezzo fissat o tr a punta e contro punta.
67
Diametro foro del mandrino: corne gia detto si possono lavorare bar
re molto lunghe e con piccoli diametri facendole passa~e attraver-
so il foro del mandrino e serrandole con esso: questa dimensione
indica il diametro massimo della barra per cui e p os si bi 1e q ue st a
operazione
D IA M E1 ER O F
J - la . ._ E IN5PINDLE
1,-----,o
B
Fresanira
Sui tormtcilmcvirnentodi rotazione ~ conferito al pezzo; sulla fresa-
trice e invece conferito all'utensile. Lutensile si chiama fresa, ed e poli-
tagliente, doe porta numerose superfici tagltenn disposte su una superficie
cilindrica occmca 0 ptana.
5i possono ottenere per fresatura ptani comunqueorientati ira di loro
gole, scanalature, cave, etc.
La precisione ottenibile e delle stesso ordine di grandezza di quella del
tornto ,
Rettifica
Questa operazione t eseguita da una 0 piu mole, consente di ottenere i
piu alti gradi di fini.tur'a e di precisione Cordinedi grandezza qualche mic.ron).. .
La mola5i riveia inoltre l.'umcomezzo perlavorare materlali molto du-
ri 0superfici molto indurlte da particolari trattamenti (tempt-adi acciai ad
alta r'eststenaa , cementaatona, n1,[ruYcl'zionf1).
Mole sagomate 51 prestano bene alIa produzione anche di serle 'di pezzi
piccoli con tolleranze moltorlstrette.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 35/65
68
Superfinitura
Ha 10 scopo di ottener e una rugosita superficiale encore ridotta :i:'ispetq
to aHa r-etnftce , acccmpagnata , taivolta, da una precisione anc.hepiu spinta,
Viene eseguita a con moleparticolari <!i1grana finissima) 0 can tamponi abra-
sin di diversa natura ..
L av or a zi on i s pe c ia li
Olt re a Ile classiche lavorazioni d escritte , vengono impiegati in
misura sempre maggi ore altri mezzi , di appli cazione relat ivamen-
t e r ec en te , c or ne l a f re sa tu ra c hi mi c-a e d e le tt ro chi rn ic a, l 'e le t-
troerosione, la lavorazione con ultrasuoni etc. Si descrivono bre
vemente di seg uito d ue oi quest e lavorazi oni.
F r es at ur a c hi mi c a
Consiste nell'asportare il materiale in eccesso per mezzo di un
a tt ac co c hi mi co e se gu it o c on o pp or tu ni acidi; vi en a u sa ta s op ra t-tutto nella lavorazione di metalli leggeri. in genere leghe di a!
luminio. II pezzo da trattare viene sgrassato e ricoperto tranne
che nella parte da lavorare, con un rivestimento a base di neopr~
ne 0resine non attaccabili dagli acidi in cui viene>immerso e
che effet tuano l'aspor tazione p refissata . L1a tt re zz at ur a n ec es sa -
ria per questa tipo di lavorazione e c os to sa , r na n ot evo lme nt e ve £
satil e e con sente d i ottener e t empi di lavorazio ne note volmente
bassi e ottime precisioni. Impieghi tipici sono la riduzione del
10 spessore di pareti di getti e la fresatura di pannelli di rive-
stimento. Questo metodo ha il vantaggio di evitare qualsiasi perica
10 di defar mazione d ei p ezzi in q uanta non impiega alcun utensi le
meccanica.
L av or az io n e p er e l et tr oe r os ia ne
Permette lterosione elettriea di metalli conduttori anehe molto d~
ri mediante una sequenza di seariche elettriehe ad alta frequenza
(20.000 f 500.000Hz).
69
Esse vengono fatte scoccare tra il pezzo in lavorazio ne e l'elettr a
do fungente da utensile~ mantenuto a distanza ravvieinata dalla se
zione di lavoro (0,03 - · 0,3 nun). L'u tensile e c o st ru it a s o li ta rn e nt e
can ottone e ha forma complementare alla cavita ehe si vuole otte-
nere ne l pezzo. Le scari che avvengono in un bagno dtalio in circo-
lazione e il pezzQ non subisce alcun riscaldamento; la parte aspor-
t at a vi en e va po r- i. za t a s ot to i: zione de lle scar iehe. II consumo
dell'elettrodo e molto limit ato e tale tecnolog ia e usata nella la
vorazione di stampi per i vantaggi economici dovuti alIa completa
aut omazione e alIa maggior veloeita ris petto ai me tadi t~ad iziona-
li.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 36/65
70
3. MATERIALI Dl PlU' FREQUENTE IMPIEGO A.ERONATICO
Nella" Storia" del progetto di una struttura, 0di unpar'ttcolare ,' Ia
scelta del materiale riveste notevole importanza, per l'influenza che es-
sa ha sul disegno, sul coste e. sul comportamento durante l'impiego.
E' quindi necessario ccnoscere , per i materiali di piu frequente·im-
piego aeronautico, almento le principali·caratterystiche flsiche, meccaniche
e tecnologiche.
Tale conoscenza e indispensabile anche per l'impiego e Ia manutenato-
ne d{ strutture giB.realizzate.
Le notizie ehe seguono sono relativ~ aUe.caratteristiehe meccaniche .
e di lavorabilita, aHa suscettibilitA at trattementi tecruci , nonche afla forma
dei semilavorati pH i frequentemente reperibili in cemmercto e al coste degH
stessi; sana quindi notizie utili d~l punta di vista dell'impiego del materiale.
Per quanto riguarda la scelta ·delmaterlale va detto fin d'ora che essa
e determinata dalla particoiare situazione e da).particolarl compitidi ogni
pezzo, e non daUa sua robustezza, Ia quale e comunquefi.ssata a priori e nondipende in alcun mododal tipo di materiale con cui ilpezzo viene realizzato.
3.1 Cenni introduttivl sui trattamenti termici e sull'incrudimento
Un trattamento termico consiste nel sottoporre ilmateria le adun oppor-»
tunc cielo termico, mediante ilquale 5i modifica la struttura del materiale
ottenendo di conseguenza una variazione, spesso notevcle , delle sue carat-
teristiche meccaniche.
La struttura presente inunmateriale aUe temperature ordinarie dtpen-
de dalia precedente " storia ter-mica" ed e quindi spes soposiibile fissare in
:mrii io permanente a quasi parmanente in unmateriale iltipo di struttura desi-
derato puz-che 5ierei la storia adatta.
Le caratter+sttche aUequali si giunge dipendono sta dal valere dell:___
temperature; sta dalle modalrta con cui ilcicIo viene condotto: si hannocost
eicli termici ilcui scope e di ottenere un aumento dellecaratteristiche mecca-
~che di resiste~za; oppure una miglioredeformabilita, 0unaminore fragili-
ta, 0 una migJ.ioreresistenza aUa corrosione.
71
Nontutti irnateriali sono ugualmente suscettibili di cambiare le loro
caratteristiche per mezzo dei trattamenti jermtct., e 10 stesso ttpo di ctclc
termico puc condurre a risultati molto diversi se condctto su materiaU diversi.
5i ricordi comunq_ueche itrattamenti termici sono oggi parte indispen-
sabile di ogni ctclo di lavorazione , cost che ogni pezzo impegnativo f1nisce
per essere asaoggettato , durante Is sua produzione ; a piUdi un trattamentotermico e che la cattiva esecuzione di un tr-attamento termico conduce ad un
pezzo non acc ettabi.le, a1pari di un grosse erroz:e di lavorazione.
Itrattam.enti termici devono essere tenuti ben presenti in sede di pro-
getto e durante 1adetermina4ione del cielo di lavorazione del pezzo, sia per
Ie variazioni che det:erminano nelle caratteristiche del materiale, sia per Ie
deformazioni connesse alIa va.rt.aztone di temperatura; essi non si. possono
quindi inserire in qualsiasi momentodel cicIo di produzione, rna almomento
oppor tuno, Per esempio: la bonifiea di un acciaio ad alta resistenza compor-
ta notevoli difficoltb.nella successiva lavorazione aUemacchine utensili; sl
preferira quindi eseguiria a lavorazione ultimata. ad esclustone delle opera-zioni di rettifica.
Oppure1quando Ill. lunghezza di unpezzo sta grande rtspetto alle altre
dtmenatoni , Ia distorsioni conseguenti la tempra possono essere particolar-
mentenotevoli; bisogna allora prevedere la poastbfltta di correggerle; la
bonift ca sara qutndi seguita da untl!attamentodi distensione e poi dalla cor-
rezione .d:ei difetti.
Btsogner-ainfine ricordare che sui trattamenti termici di unpezzo ha
notevole influenza l'esecuzione di eventuali sa1dature.
Le de.formazioniplastrche a freddo, eseguite ctoe al di sotto della tem-tv
peratura di ricristallizzazione. hanno una sensibile influenza Bulle caratte-ristiche tensili del materiale: ilmetallo ehe ha subito tali deformazioni si
dice incrudito.
_l.'incrudimento di unmateriaie metallico porta comeconseguenza un
incremento di taiune caratteristiche meccantche ( IS R' 6'8
decremento di altre (alhmgamentc , resilienza).
H) e un

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 37/65
72
Per-che l'incrudimento sia omogeneonel mater-tale e quindi eomporti
per 10 stesso caratteristiche omogenee, Ia lavorazione plastica ehe 10 determi-
na deve eesere precedente aHa formatura del pezeo ,
L'incrudimento viene quindi ottenuto durante Ia preparazione del semi-
lavorato , ci-(?edurante la laminazione a la trafilatura; e sotto questo punto di
vista l'inerudimento e un fenomenoutile e provocato di propesito: I'tncrudt-
menta ehe il pezzo subrsce localmente durante Ia lavorazione plastica "secan-_
darla" e invece da considerarsi tndesfder-ato 0'quanto menoaccidentale ,
L'incrudimento avvtene a spese della riserva plasttca del materiale j
perdo ;lon puo esaere spinto cltre certi limiti, pena Ia rottura 0la eecesstve.
fragilita del materiale: ilgr~dodi incrudimento del semtlavcr'ato da cui st par.
te per ottenere ilpezzo finito va quindi determinato in base aUe successive
deformazioni plastiche che ilmateriale deveJsubire.
Un indice del grado di incrudimento e dato ad esempio daUa variazio-
nepercentuale dell'area della sezione subtta da un pezzo:
100
Ogm rlscaldamento del materiale al di sopra della temperatura tit rtcrt-
atalltaae.ztone comporta una diminuizione pill 0menogrande dell'effettQd~llo
incrudimento precedentemente subito, quindi 51 pub ottenere, mediante oppor_:__
tuna.ricottura, l'annullamento totale dell'incrudimento preesistente in un pezzo.
3.2 Aceiai ,
Sono leghe Fe - Ceo) neUe quali passono essere presenti in diverse per-
centuali altri elemenrt come: Ni, Crt Si, Molibdeno, Tungstena, Vanadio
eon 10 scope di conferire oltre che mig!iori caratteristiche meccaniche anche
diverse caratteristiche di resistenza aUa cor-roatone , all'usura, di saldebtlt-
ta e di suscetttbtltta ai trattamenti termie!.
(~) Per gli acctai comunementeimpiegati in campoaeronautico la per-centuale
dt C in lega varia tra O,15e 0,5.
73
Si trovano in commer-cto nelle forme pili svariate di semilavorato, ctoe
proftlati , trafilati., naatrt , lamiere, piastre, tubi, billette, ma~seHi, etc.,
con Ie piu diverse earatteristiche meccaniche incorrispondenza a tantissi-,
mi tipi di lega.
Anche il costa e moltovariabile secondo i-diversi tipi df leghe; da po-
che centinaia di lire fino a decine di migliaia per Kg.
La buona resistenza meccanica, l'alto valere del modulodi elasticita
e Ill. resistenza aUe alte temperature 10 rendono insostituibile, malgrado il
peso, per certi impieghi.
3.2.1 Caratteri stiche
IIvalore della resistenza presenta una gammamolto estesa: 5i hanno
valort di G " R che vanno da 60 a oltre 200 _Kg!mm2; unbuon acetate da co-
- -' 1 8 I 2truztcnr presenta comunqueunva ore super ior-e a 0 Kg mm
Uvalore del modulodi elasticita epr-es soche costante per tutti gli acctet r
Z£ ~21000 Kg/rom
Peso speciftco 7,8 Kgj dm3
Temperature di esercizio fino a 600 l- 700QC
La resistenza alIa corrosione puo essere ottima per certi tipi (acctai in~ssi-
dabtlt) e nonsoddisfacente per altri; vi e comunque Ia posstbth ta di eseguire
dei trattamenti superficiali di protezione contro Ia corr-cstone.,
Compor-ramento.alla fattca ben deftmto,
La des ig nazio ne con ve nzi on ale d egl i acc iai e s ta ta £a tt a d al l'U NI
adeguando~i a norme europee nella quali gli aeciai sono suddivisi
i n d ue gr upp i p rin cip al i.
Nel primo gruppo si comprendono gli aceiai designati in base aIle
loro caratteristiehe meceaniche e gli aceiai designati in base alII impiego, cioe quegli acciai n-ei q uali non ha importanza 1a com-=
p os iz io ne c hi mi ea , r na s ol o I e e ar at te ri st ie he me cc an ic he 0 deter-
m in at e p l' op ri et a c he n e e ar at te ri zza no l 'i mp ie go .
N~l secondo gruppo si comprendano gli aeeiai suddivisi in base al-
La lore eomposizione -Chimiea, eioe quegli aeeiai nei quali una pr~
s ta bi li ta c om po si zi ~, ~e e hi mi ea p er me tt e d i o t re ne r- e, d op o t ra tt a-
m en to t er mi co , d et er mi :n ~~ e_ ea ra tt er is ti ch e m ee ea ni ch e 0d i p re se E_

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 38/65
74
t ar e u n c omp or ta me nt o a da tt o a ll 'i mp ie go .
Una suddivisione ulteriore divide gli acciai di questo gruppo in
acciai:
- non l ega ti, d est ina ti al tra tta men to te rmi co;
- non l ega ti, d est ina ti ad imp ieg hi pa rti cola ri;
_ debolmente legati e legati con percentuale di ogni elemento di
lega inferiore al 5%
legati con tenore di almena un ~lemento di lega maggiore 0 ugua-
le al 5%
La c las 8ifica zio ne de gli ac cia i i ntr odo tta d all e n orme UNI ris pon -
de ad esigenze generali ed e r iv ol ta e ss en zi al me nt e a d i nd ivi du ar e
le ca rat ter ist iche fi sic he e .chimi che di og nun o.
Nella pratica corrente esiste pero una ulteriore suddivisione, che
raggruppa gli acciai in relazione al loro irnpiego.
Esistono due grandi classi, gli acciai comuni e gli acciai specia-
Ii suddivise a loro volta in sottoclassi in relazione alle lora, .
proprieta principali, ed in cui solo i se con di, s ia al ca rbo nio
che legati, sono atti al trattamento termico nel senso piu genera-
I e e co mpl eto .
1 1 t ra tt ame nt o t er mi co e infatti il mezzo piu generale per far ri-
saltare Ie qualita degli acciai speciali otten~ndo i migliori 11i-
sul tat i dir isp ond ~nza aIl e ca ratt eri sti ch~ fisi che e te cn0 10g iche
richieste.
A cc ia i c om un i
Appartengono a questa categoria gli acciai distinti solo per Ie
l or o c ar at te ri st ic he fi si che . T ut ti q ue st i a cc ia i (g en er al me nt e
al solo carbonio, con tenore di carbonio oscillante da 0,1% a
0,3%) pre sen tan o ca rat ter ist iche mec can iche mo des te e son o faci ~
me nt e c or ro di bi li . A ll 'a um en ta re d el la % di carbonio presente a~
mentano Ie loro caratteristiche meccaniche; non sono adatti ad e8
sere sottoposti con risultati certi a trattamenti termici, in
qu ant a la - pe rce ntu ale di ca rbo nio no n e garantita e Ie loro cara!
te ris tic he s onO g ara nti te sol o all o sta to r ico tto a nor mal izzato .
Non s ono ma i u sat i ne ll'ind ust ria aer ona uti ca.
7S
A cc ia i s pe ci al i
Per gli acciai s.peciali non vi e u na p re ci sa s ud d. ivds i.one rnav en-
gon o p rat ica men te cla ssi fic ati in base aIl e lor o app lic azi 6ni .
A cc ia i d a c os tr uz io ne
Destinati a sopportare in opera sollecitazioni statiche e dinami-
c he sen za r ott ure e de for mazion i e ntr ~ d ete rmi nat i limiti .
A 101'0 volt a gii acc iai da co stru zio ne c omp ren don o
a cc ia i d a c em en ta zi on e:
In cui l'i ndu riment o s upe rfi cia le o tte nut o co n app rop ria to t rat t~
me nto c ons ent a effica ci re sis ten ze all 'us ura del la s upe rfi cie di
organi meccanici aeeompagnata da una buona tenacita del nucleo
idonea a sopportare sollecitazioni di fatica e di urto.
Hanno up tenore di carbonio inferiore a 0,20%.
- acciai da bonificaPresentano una percentuale di carbonio che puo arrivare fino a
0.65%. L ar ga rn en te i mp ie ga te n el la c os tr uz io n~ d i m ac ch in €P ', q ue s tL
acciai sana caratterizzati dal trattamento termico di tempra se-
guito da un rinvenimento a 6000 circa, che conferisce loro una
s tru ttur a do tat a d i s odd isface nti ca rat ter isti che d i d ure zza . te n~
eita e resistenza alla fatica, tali da renderli adatti a sopporta-
re le piu impegnative sollecitazioni statiche e dinamiche in orga-
n i m ec c an i ci .
- a cc ia i 98 n it ru ra zi on e
poss iamo chiamare ac cia i da nit rur azio ne qu ei pa rti col ari a cci ai
c ia b on if ic a c on o ar bo ni o 0,3 - 0,4%" ed elementi di lega quaJ,i J.l
Cr, Mo, A1, che dopo trattamento di bonifica vengono sottoposti ad
un processo di indurimento con azoto per ottenere e1evatissime
durezze superficiali. La formazione di uno strato nitrurato spes s o
0,1 m m richiede un tempo di 8~10 a re. Le du rezze ott enu te me dia n-
t e'l a nitr ura zio ne s ono ne tta men te su per ior i a que llD pr ese nti
negli· acciai cementati. si passa da valori di durezza di 700 Vickers
a valori di 1100 Vi cker s p er a cci ai bon ifi cat i e nit rur ati .

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 39/65
76
La lora resistenza alltusura viene ritenuta 10 volte superiore a
qu ell a offert a da gli a eei ai c ement ati te mpr ati .
- ac ci ai per te mpe ra sup er fic ial e
La ne ces sit a di ott ene re i nd uri men ti lo cal i sup erfici al i (pr ofo n-
dita di tempra 1- 2 mrn) su determinate zone di organi meccanici man
tenendo al massimo della tenacita Ie rimanenti parti del pezzo, ha
sviluppato lrirnpiego di un gruppo di acciai definito per tempra su
perficialE.
I I ris cal dar ne nto del la pa rte d a t emp rar e avvie ne in modo vio len to
c on l a f ia mr na o ss ia ce ti le ni ca 0ad induzione. II materiale da sot-
toporre a ta le tra tta me nto pu o e ss er. e a llo s ta to n ormali zza to 0
m eg l io b on if ic a to .
- acciai per molle
G li a cc ia i d a c os tr .u zi on e d es ti na 1J1 !! lI a fa bbr ic azi on e d i mo ll e a
bal est ra, ad el ica c ont en gon o il s ili ei o qua le el ement o c ar att er~
stico, che consente al trattamento termico di tempra seguita da un
r in ve ni me nt o a 4500 d i o tt ene re un l imi te el ast ico el eva to.
Al tre su ddi vis io ni de gli a cci ai s pec ial i son o
- a cci ai per cu sci ne tti da rot ola me nto
- acciai resistenti alIa scorrimento a caldo
- acciai per utensili
- ac cia i r es ist ent i al Ia c orr osi one
, Re s is t on o b en e ' a I le aL tr e t em pe ra tu re c on se rv an do o tt im e c ar at te ri
stiche fino a 5000 circa.
Sono leghe a base di ferro con presenza di almena i1 10,5% di~r£
mo. Possono inoltre dividersi in base alIa % d i n ic ke l p re se nt e.
La l or o r ee i st e nz a aL La c o rr o si o ne e a tt ri bu i t a a lI a p re s' en -z ad -i
u na p ell ico la pr ote tt iva est remame nte s ott ile di oss ido che--sd. fo:£.
r na s p on ta ne am en te s ul la s up er fi ei e d el l' ac ci ai o q ua nd o q UE !i 3 t, Q, ,- vi ~
ne esposto ad un mez~o liquido 0 gassoso eapace di fornire ossig~
n o a lI a s up er fi ci e d el l' ac ci ai o.
Un cenno a parte meritano gli acciai maraging eost-ituiti da una
leg a fe rrl !l -ni cke l con una pr es enza d i ear bon io inferi ore a 0,03 %.
Que st e l eghe, a d iffere nza de gli ac cia i tra dizion al i, p ur e sse nda
dur e, sa na d utt ili , defor mabili a fred do e la vor abi li a ll'ute nsi -
Ie .
77
Questi aceiai possono raggiungere valori della sforzo di rattura a
a :- tr azi on e d el l'o rd in e d i 2 00 -2 2 0 Kg /mr n2.
3.2.2. Lavor-abi h.ta
Gli acciai si prestano bene d tutti itipi di lavorazione descr-ttri
Fuci.natur-a e stampaggi,oa caldo 'perm ettonc di ottenere 10 " sbozxato" dt
pezzi anch.e di notevolidimensioni
scpratuttoquando
si voglia otrener-e un
orientamento preferenziale delle fibre, che garantisce migliori caratteri-
s tic he di r es is te nza n el la d ir ezi on e ' pr ivi le gi at a e s op ra tt ut to
un mi gli or co mpo rt ame nto al Ia fat ica .
La lavorazione aIle macchine utensili consente di ottenere pezzi
di qualsiasi dimensione e complicazione can gradi di tolleranza e
fi ni tu re mo lt o b uo ni (mi cr on ).
Gli acciai al carbonio si lavorano rneglio generalmente allo state
normalizzato. La rnigliore lavorabilita si ha con un tenore di car
bonia 0,3-0,4%. Oltre a questa tenore si deve procedere ad una ri
cottura.
G li a eci ai le gat i son o anc hre ss i l avora ti all o s tat e nor mal izzat o
me nt re que lli i nos sid abi li so no p ili fac ilment e l avo rabili al lo
state ricotto anche se con difficolta rispetto agli altri tipi di
aceiaia.
S a ld a bi l i t a
Et una caratteristica tanto importante che si suddividono talvol
ta gli acciaio in saldabili e non saldabili. Come saldatura si
intende un qualsiasi processo idoneo all'unione di parti rnetal-
liehe sotto l'azione del calore, can 0senZa aggiunta di altro
metallo, alia scopo di ottenere una continuita nei tratti di col-
l ega me nto dei pe zzi sal dat i.In realta gli acciai sono tutti pili0meno sa lda bil i. p er a lcu ni
di ess i, tu tt avi a, l a s ald at ura p uo e sse re e se gui ta pi li faci lme n-
te e con migliori risultati rispetto ad altri, i primi ehe vengo-
no chiamati normalmente.acciai saldabili. sono tali da non altera
re se nsi bi lme nte Ie lo ra c ara tte ris tic he i n seg uit o al Ia s al dat ura
Ovvero so no tali per cui lralta temperatura raggiunta nella sal-
datura non eomporta indurimento e fragilita. Fra gli acciai sal

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 40/65
78
dabili possiamo ancora distinguere quelli che dopo la saldatura
devono subire un trattamento termico da quelli che non ne necessi
tano (presentano un tenore di carbonio 0,25 ~ 0.3%).
3.2.4 T ra tt am en ti t er mi ci c on ve nz io na li
Sono que LLd, in cui il r-affz-eddamerrtro per gl i acciai • viene ef-
fe tt ua to i n mo do c on ti nu o.
RICOTTURA
Sot to la denominazione generiea di ricottu ra si comprendano tratta
me nt i t er >m ic i e se gu it i c on c ic li d ive rs i, ,c ar at te ri zza ti e ss en zi a!
mente da un riscaldamento a temperatura elevata (700° - 900°C a
seconda del tipo), da una permanenza prolungata a questa temperat~
ra e da un successivo lento raffreddamento in forno 0a ll 'a ri a p er
d et er mi na re n el la ma ss a me ta ll ic a I e ~r as fo rma zi on i s tr ut tu ra li
volute.
Tali trattamenti Bono eseguiti _con rnodalita differenti secon do gli
scopi ehe si desidera ottenere . La d enominazione "rico ttura" viene
perta nto sempre seguita da altre de nominazioni (co mpleta, di omog~
n ei zz azi on e, d i d is te ns io ne , d i g lo bu li zza zi on e, d i r ic ri st al li za -
zi on e) . c he c ar at te ri zza no i l p ar ti co la re t ra tt ame nt o, p re ci sa nd o-
ne 10 scopo e le modalita di esecuzione. Tra i molteplici scopi
d i q ue st o t ra tt ame nt o r ic or di amo :
- addo leimento del materiale, per rende rlo pili faeilmente lavora -
bile sia all'utensile che per deformazione plastiea;
-omogeneizzazion e, per rend ere unifor me la struttu ra internaj
- eliminazione pili 0 meno comple ta delle tensioni inte rne
- o tt en ime nt o d i u na d es id er at a mi cr os tr ut tu ra ;
- ot tenimento di determi nate proprie ta fisiehe;
- eliminazione pili 0 meno eompleta degli effetti di altri tratta-
m en t i t e rm ic i- .
NORMALIZZAZIONE
II trattamento di normalizzazione consiste in un riscaldamento a
temperatura elevata (8 50 - 900° C), in una permanenza a tale tempe--
ratura per un tempo sufliciente a realizzare la trasformazione com
79
plet a, ed infine in un raffredda mento a velocita opp ortunamente
bassa effettuata di regola in aria calma a massa. La narmalizzazio
ne viene effettuata supezzi lavarati a ealdo per annullare disuni
formita di struttura ed ingrossarnenti del grano, alla scopo di pr~
disporre l'acciaio ai trattamenti termici finali quali ad esempio
l a b on if ie a.
Nel caso degli aeeiai al carbonio la normalizzazione viene esegui-ta sul prodotto siderurgieo destinato alIa lavorazione me~eaniea,
poiche 10 stato normalizzato presenta, per-ta lune lavorazioni , e~
ratterist iche di l avorabilita pili soddis facenti che non 10 stato
ricotto.
TEMPRA
Sotto la denominazione di tempra si comprende un trattamento ter-
mico caratterizzat o da un ri scaldamento a temperatur a elevata
(8 50° - 950°C), una permanenza a tale temperatura per un tempo
suffieiente ad ottenere l'e quilibrio struttu rale. ed un successi-
vo raffre ddamento a velocita oppo rtunamente elevata. Le moda l ita
c ii r affr ed da me nt o (i n a cq ua . o li o 0aria), diversa sec ondo gl i
scopied i requisiti ehe si desidera ottenere, caratterizzano i
s in go li t ra tt ame nt i d i t emp ra .
Gli aceiai al earbonio a basso tenore (C < 0 .5 %) ve ng on o t emp ra ti
generalmente in acqua, gli aceiai legati in olio. Si hanno pera
aceiai lega ti che assumono la str uttura c aratteristiea consegue~
te alIa tempra anche se raffreddati in aria! detti acciai sono
detti autotempranti (es. 35 Ni Cr Mo 15).
II mezzo di tempra puo essere variato anche per uno stesso tipo
di acciaio; pezzi sottili o 'con variazioni di sezione eeeessi ve,
anche se di aceiai per tempra in aequa~ potranno essere temprati
i n o li o.
Gli olii per tempra normalmente impiegati devono avere carat
teristiche fisiehe ben definite; il punta di infiarnmabilita non
deve essere inferiore a 1700 - I so aC ; p er u n i do ne o r aff re dd ame n-
t6 il peso specifieD deve essere circa 0,9 Kg/dm3•
L'agitazione del pezzo~ per Ie dimensioni che 10 c on se nt on o, d ur an
te 10 spegnimento deve essere rigorosamente rispettata in modo da
garantire una sottrazio ne unifor me di calore ed accelerata.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 41/65
80
Pezzi, di forma mol to allungata 0 cilindrici cava vanno immersi
nel mezzo temprante verticalmente per garantire uniformita di raf-
freddamento ed evitare pericolose distorsioni. La superficie del
pezzo da temprare deve essere esente da difetti che possano agire
da innesco aIle rotture.
Lo scopo della tempra e essenzialmente quello di ottenere elevate
caratteristiche meccaniche conferendo al ~ateriale ed in particol~re ai comuni materiali ferrosi, una elevata durezza.
TEMPRA SUPERFICIALE
Quando occorre iimitare l'indurimento ad alcune zone del pezzo Sl
ricorre alIa tempra superficiale che si differenzia dalla comune
tempra per Ie sale modal ita di riscaldo. Tale riscaldo che si effe_!
tua al cannella 0 per induzione deve consentire il raggiungimento
della temperatura di tempra nella sola parte del pezza che occor-
re indurire.
Can il riscaldamento al cannello si ottengono indurimenti superfi-
ciali variabili da 1 ro m a 8 rom di spessore. Data la scarsa regala-
bilita dell'operazione e consigliabile impiegare la flammatura per
acciai con C < O,~%.
Nel riscaldamento ad induzione si fa usc di una particolare attrez
zatura che consiste essenzialmente in una bobina percorsa da corre~
te ad alta frequenza generante un campo magnetico. Mettend.:>il pe~
zo di acciaio entr~ questa bob i na 8i induce in esso una corrente
indotta che. per effetto Joule, riscalda rapidissimamente l'accia-
io.
La profondi ta di riscaldamento e f'unziorie inversa della frequenza,
con frequenza di 100,000 - 600.000 Hz si hanna riscaldamenti supeE
ficiali, mentre con frequenze molto piu basse (2.000 - 20,000 Hz)
si ha un riscaldamento fino al cuore.
81
RINVENlMENTO
II trattamento di rinvenimento consiste nel riscaldare lfacciaio,
alIa state temprato, ad una temperatura piu a meno elevata. segui-
to da un raffreddamento piu 0 menD rapido a temperatura a~biente.
II rinvenimento ha 10 scopo di modificare piu 0 menD profondamente
la struttura ottenuta dalla tempradiminuendone la resistenza. Ia
durezza, e .La fragili til..Negli acciai da bonifica il rinvenimento
viene effettuato ad una temperatura sUfficientemente ~levata per
conferire allfacciaio oltre ad una buona resistenza una soddisfa-
cente tenacita.
F i ' ; R sKg /mm2.
18
170
16
150
140
130
120
110
100
90
8 0
70
60
50
40
30
20
10
o400
. A "f~ ,~CU . K j !m l cm2
0eoe rt , med io d l
·R i n funzi one del la
0 temp. d i r in v.
(va lido tra 550 ·C
" ' - . ! ! . .e 6.50 ·ti,
10 D C . .. 2 ,5 k gl mm 2
r-; 1 k glm m 2 ... 4 DC
~<,
r-, . . . . .. . . . i ' . ,_
<, <,r-, "L
. . . . . . . . . . .L/ )<..
i",/' V
A~_.- , . , . ,
/ ./..;;- ~v
. . . . . . . /' /'-K- - _ ...."...~~
450 500
26
24
22
20
18
16
14
12
10
8
6
4
2
o550 600 650
T E M PE RAT URA 0 1 R 1 N VE N IM E N TO , .D C
Le caratterlstiche prese inesame sono:-:
R = resistenza alia trazione inKg/ mm"
Rs - = snervamento aliat~azione inKg/rnrn2
A . ~ . :allurigame~to% su 5 diametri .
f \ : : =. l'esilie~~ Mesnager in 'J(grn/crn2 .
K CU ~ resilienza Charpy in Kgrn/crn2•
- Carattcrlsrichemeceaniche rnedie dell'ac-- ci alo UNI 38NiCrMa4- in funzkme del la t empe - .ratura di rlnvenimento,
Temprada 850 D C in olio;e rinvenimento pet 2 ore,eseguiti su saggio 0 40mm. Proveua proporzic-nale corta ricavata al cen-tro del saggio.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 42/65
82
La temperatura di rinvenimento e fissata tenendo conto del comple~
so delle caratteristiche meccaniche che si prefigge di ottenere. -
Si possono indicare 3 grandi gruppi di temperatura.
- Rinvenimento intornoa 600°C per gli acciai da bonifica.
Rinvenimento int~rn~ a 450°C per il gruppo degli acciai per mol-
Ie in modo da ga~antire elevati limiti elastici.
- Rinvenimento di distensione inferiore a 300aC, generalrnente trai 1500 e 200°C, per gli acciai gementati temprati, per gli auto-
tempranti e per gli acciai da utensili al C e per lavorazioni a
freddo.
BONIFICA
II trattamento di bonifica e applicato agli acciai da costruzione
e consiste in una tempr-a seguita da rinvenimento. Lo scopo di qu~
sto trattamento e quello di conseguire un ~ompromesso tra resiste~
za , durezza e tenacita, adeguat() a.lle condizioni d'impiego del
materiale. Tutte Ie curve meccaniche dell'acciaio sono influenzate
dal rinvenimento: sottoponendo a temperatura crescenti di rinveni-
mento provini ternprati, si puo determinare per ciascuna caratteri-
stica una curva, denominata curva di rinvenimento che da l'andamen
to della caratteristica in funzione della temperatura di rinvenimen
to. La rappresentazione in un'unico diagramma delle curve relative
a piu caratteristiche permette una valutazione di insieme delle 10
ro variazioni.
Si vede dal diagramma come can l'aumento della temperatura di rin-
venimento si ha un aumento dell' allungamento e della resilienza ..---~
mentre si ha una diminuizione della resistenza alIa trazione arot
tura a snervamen·to.
DISTENSIONE
II trattament.o d i, distensione consLs+e in un riscCilclamento a bassa
temperatu:a (150° - 180°C), permanenza a tale temperatura per un
tempo conveniente e raffreddamento. in generale, lento.
Le scopo di questo trattamento e quello dividurre Ie tensioni in-..
terne del materiale generalmente gia cementate e temprato, senza
83
tuttavia degradarne in modo sensibile Ie caratteristiche di durez-
za.
Trattamenti di indurim~nto superficiale
Parlando della tempra abbiamo gia accennato alla possibilita di
poter temprare sUperficialmente un pezzo per conferirgli maggiordurezza. Vediamo era altri modi per poter far cio e piti precisame~
te quelli che vanno sotto il nome di processi termochimici di dif-
fusione con i quali si intendone quei trattamenti termici che modi
fieano la natura dell'acciai6 mediante diffusione di un elemente
di lega dalla superficie del pezzo verso l'interno.
CARBOCEMENTAZIONE
Con la deneminaziene di carbecementazione 0piti semplicemente cemen
1:azione si definisce il trattarnento termico durante il quale viene-
introdotto carbonio nella strata superficiale di un pezzo di accia
io mediante un processo qi diffusione.
La profondita della strato superficiale cementato puo variare da
qualche decimo di mm a oltre 4,5 rum a seconda delle dimensioni del
pezza e dei carichi specifici a cui verra sottoposto il pezzo in
esercizio.
L'intervallo di temperatura cui si opera e tra gli 8700 e 9300C.
Esistono tabelle e forrnule che consentono di prevedere la perma-
nenza a tale temperatura conveniente per un dato spessore richie
sto; generalmente ad una data t·emperatura 10 spessore della stra
to cementato aumenta con la radice quadrata del tempo di cementa
zione.
Puo avvenire che per esigenze costruttive alcuni particolari del-
l'organo meccanice non siano da.cementare: si ricorre al10ra alIa
cementazione selettiva: Ie parti che non·devone essere cementate
vengono protette 0. con la ramatura, can paste adesive 0 lasciando
un sovrametallo di 1,5/2 volte 10 spessore della strato cementato
pr.evisto, su quelle parti dove la cementazio.ne non e prevista.~
Dopa la cementaziene questo sovrametallo viene aspertato con la-
vorazione meccanica.
In relazione al mezzo cemen1:ante usate, la cementazione viene deno
minata salida. liauida 0 gassosa.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 43/65
84
Cement azi one con me zzi s oli di 0i n c as se tt a
II trattamento consiste nel riscaldare in forno i pezzi da cement~
re, posti in una cassetta metallica chiusa contenente una miscela
solida cementante costituita da carbone e altri materiali. Dopa la
pe rma nen za fiss ata 'le cas set te ven gon o raffre dda te in forn o 0 al -
l 'ar ia. La c eme nta zio ne in cas set ta e u na o pe ra zi on e p iu tt os to
grossolana: e diffic ile con tro lla re i 12/10 m m d i p rofond ita , r i.-
sulta costosa per il tempo necessario alIa preparazione della cari
ca e al lento riscaldo·.
E' tuttavia un procedimento largamente ancora usato quando non si
a bbi ano par tic olar i es ige nze di ac cur ate zza e p rec isi one .
mm3,5
/'
./V
~.c/~~ ~
V ~
~!"""
V...~
84o·C' ,I----
t/ '?~
.
'Y..
.",!::: 3,0Q
Z0
~ 2,5a::Do
2.0
1.5
1.0
0.5
oo 5 6 7 '8
DURATA (ore),
..- Profondlta totall di cernentazione ottenibili con la cementezione soli<i'l,ju funaione della durata (valori indlcativi).
2 3
85
C eme nt azi on e c on m ezz i l iq ui di
Nel trattamento di cementazione con mezzi liquidi i pezzi ve~gono
immersi in un bagno di sali fusi cornposti essenzialrnente da cianu
ri , cl oru ri e c arbona ti.
I vantaggi di questo tipo di cementazione rispetto a quella in cas-
s et ta s on G:
ra pido r isc ald o dei pezzi;
po ssibili ta d i e ffe ttu are il tra tta rne nto a t emp era tur e in fer io-
ri ;
p os si bi li ta d i c eme nt az io ne l oc al izz at a c on i mme rs io ne p ar zi al e
d el p ez zo ;
- po ssibili ta d i t emp era tur a di rett a.
Occ orr e pro ced ere in q ues to tip o di ce men tazione c on p art ico lar i
accorgirnenti: preriscaldo dei pezzi fino a 3 50° C prima di immer-
gerli nel bagno per evitare il brusco raffreddamento di questtul-
timo. Gli addetti devono 08 servare precise norme di sicurezza per
evitare i pericoli dalla velenosita dei sali impiegati •La cementazione in bagno di sali e gen era lrn ent e ad ott ata per la c~
rnentaz-ione di piccoli pezzi in numero abbastanza grande e per pro-
fon dit a li mita te e mol to p rec ise .
"
,, 'P'lC-" V
• V
· / -"~ '91a~
•7 V ~
·/ tI" 170· .J
• 1/ l . . . o ' "
• // V
> II . . . . ., JV . . . . .,D. V
"
e.
o.
• .e.e,
e.
" - Curve "profonditi i- tempo ~otrenute con cementazione in bagno disall aile temperature indicate.
e.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 44/65
86
C em en ta zi on e & as so s a
I cementi gassosi impiegati sono costituiti da gas di idrocarburi
oppure da gas di citta a base di CO2,
I v an ta gg i d el la c er ne nt azi on e g as so sa , l a p il i f re qu en te me nt e u sa ta
per pezzi di piccole dimensioni in produzioni di serie Bono:
- e c on o mi a di esercizio sia per i~ basso~osto dei gas impiegati
c he p er i l rid otto irn pie go d i ma nodo per a;
applicazioni a processi in forni continui a diversa sezione, in
cui si susseguono, al riscaldo in atmosfera, la cementazione, 1a
d iffusio ne e 1 a tempra immed iata ;
- p oss ibil ita di cont ro1 1are il p roce dime nto con gra nde p reci sion e
grazie al Ia reg ola zion e dell a t emp erat ura e de lla compos izio ne
dell'atmosfera.
mm
3,5
//
~/ /'l:l . . . . . ./" y'"'9~
V /. . . . .
"..JI SIllOo~
/-:V VV. . . . . . . . .
I~V~
V
,«~ 3,0
eg 2,5c..
2,0
1,5
1,0
0,5
oo 5 6 7 8
D U R A T A(ore)
_Profondira totali di cementazione otrenibili con iI metano, in funzione
della durara (valor! indicativi}, '
3 4
87
T emp ra d el l'a cc ia io d op o c eme nt azi on e
II pezzo cementato si presenta come se fosse costituito da due ti-
pi di acciaio: un acciaio esterno ed un acciaio a basso carbonio
n el la zo na i nt er na .
Lo strato cementato, avendo un tenore di carbonio alto richiede
u na te mpe ratu ra di 'ci rca 780°C mentre il euore riehiede una tempe-r atu ra di 8500-870°C.
II trattamento pili i doneo per conferire al pezzo eementato Ie mi-
g lio ri c arat teri sti che si a'al cen tro che alIa p eriferi a f o l a tem-
pra doppia. Con la tempra ad alta temperatura si ottiene una ri-
generazione completa del cuore mentre si surriscalda il bordo ce-
mentato. Con la Succ€ssiva tempra a temperatura pili b assa si affi
na 10 s trat o es tern o svi lup pand o la r nas sima d urezza men tre l'inte r
n o n on r is ul te ra c om pl et ar ne nt e t em pr at o.
Dopo la tempr'a viene effettuato il rinvenimento di distensione a
1500 - 180DC, allo scopo di eliminare la maggio!' parte delle ten-
s ion i e diminui re i1 peri col0 di cr icc he pa r'ti cola r'mente qua ndo
sul pezzo all' operazione di trattamento termico indurente, segue
l a fi ni tu ra d i r et ti fi ea .
NITRURAZIONE
L a nitrura~ione e u n'o pe ra zi on e d i i nd ur ime nt o s up er fi ci al e a na lo -
g a al Ia ce ment azi one; in q uest o caso l 'el emen to ass orbi to e l'azo-
to e la profondita dello strato indurito e li mita ta a pochi deci mi
d i m il l im et ro .
L a n or ma le t em pe ra tu ra d i n it ru ra zi on e e c or np re sa t ra i 5000 e i
5300C ed il riscaldamento puo essere ottenuto con normaliforni a
resistenze elettriche entr~ cui vengono sistemate Ie casse conte-
nenti il pezzo ed entro cui viene fatta circolare dell'arnmoniaca
gassosa. La durata del trattarnento varia dalle 5 aIle 90 ore.
I pezzi da sot topo rre a ni trur azi one devono ess ere pr eve ntivamen te
bon ifi cati , fin iti di l avo razi one mec cani ca ed even tua lmen te di st~
si; Ie superfici da nitrurare devono essere speculari. II trattame~
to di nitrurazione non provoca distorsioni od ossidazioni, i1 che
da luogo alIa possibilita di,utilizzare il pezzo nitrurato senza
u lt er io r' i o pe ra zi on i d i f in it ur ~ m ec ca ni ca .

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 45/65
88
Nitrurazione morbida
Questa trattamento ha 10 scopo di dare proprieta anti-usura e anti
-grippaggio aIle superfici di organi meccanici e viene effettuata
su pezzi alIa stato bonificato.
I pezzi dopo tempra e rinvenimento vengono iromersi in bagni di sa-
Ii fusi alIa temperatura di 500
0
e 580
a
C per durate fino a 3 ore.Si attiene uno strata superficiale sottilissimo (dell'ordine di
0,01 rom) resistente all'usura can soddisfacente proprieta antifri
zione e uno strato sottostante di ca. 0,3 rom (detto zona di diffu-
sione) di durezza minore rispetto allo strata superficiale.
3.2.6 Protezione centr-o la corrosione
Tale proteztcne pub essere realizzatR, principalmente con: ver'ntcta-
tuz-a passivazione con mezzi chimici, rivestirnenti metalltct , ocpportune com-
binazioni dt questi mazzt,
L~vernidatura prevede l'applicaz.ione successiva dt vernici con com-
piti diversi: anti corro·sione, isolanw,finitura.
La passivazione chtmica consiste di un attacco conmezzi chimiei ca-
pad di produrre unostrato superfidale moltosotttle (qualche micron) di
composti stabili non solubili (brunitura, parcherizzazione, fosfatazione).
I rivestimenti metalltct consistono nella deposizione ( galvanica 0mec-
camca) di uno strato pill0menosottile di metalli altamente resistenti aUa
corrosione (nickel, r'arne , zinco, creme);
Per gli acctat inossidabili e in generale sufficiente una leggera passr-
vazione.
3.2.7 Esempi di acctat comunementeimpiegati
Su unvelivolo vi e un gran numero di·pe~zisolitamente l'ealizzati in.
acctato ; ad esempio: attacchi di ali e impennaggi; spinotti, supporti, leve-
raggi, comandi; parti. di martinetti t pompe, motor+j etc:
Dtamoa titolo puramente indicativo, alcuni esempi di aceiai impiegati
per la costruzione di tali pezzi;
89
UNI25 CD4 acciaio molto ben saldabile, con caratteristiche meceaniche non
molto elevate. Particolarmente impiegato per la costruzione di alber-t-
nt , leveraggi, nranti. e comunqueper pezzi di piccola s~zione a for-
ma abbastanza regolare
26p. = 75 f- 85 Kg/mn
2Ss w = 55 Kg/mm .
UNl 32 CD4 acciaio saldabile di buone caratteristiche meccaniche; impiega-
to per tubi e lamiere di strutture saldate.
2G
R= 80 + 95 Kg/mm
2~II" 65 Kg/rom
UNl 38 NCD4 acetate da bonifica, per p.ezzicon sollecitazioni severe, anc.he
. di carattere dinamico
SR ~ 100 t 115 Kg/rnm2
UNI 19CN5 aedaio. da cementazione, impiegato per pernt, sptnottt , mgr-a-
naggi ed albert molto sollecitati
2G1 \ = 1 20 .. 1 55 Kg I mm
L EG H E L EG GE RE
Faeeiamo subito una distinziane delle leghe leggere eorrentemente
impiegate nelle eostruzioni aeronautiehe in leghe leggere a base
di magnesio (dette anche leghe extra-leggere) e leghe leggere a
base di alluminio.
Leghe leggere a base di magnesio
Hanno una camposizion.e che vafil'ad 1 4 10% .. a - dl alluminio. dallo
1 - 3 % di zineo, dallo 0,2 - 0,5% di manganese. Sono leggerissime
(peso specifieo di 1,8 - 2 kg/dm3) con un modulo di elastic ita
-I::-:: 4500 - 4600 kg/mm2
e con un carico di rottura = 15 - 30 kg/mm2•
Sona caratterizzate da un cattivo comportamento al1a fatica e d m
una cattiva resistenza alIa corrosione a menD che non vengano 0PpoE
tunamente protette.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 46/65
90
La caratteristica piu interessante di questo materiale e quindi la
leggerezza, cosi che in generale si ricorrera aIle leghe leggere'a
base di magnesio per pezzi di scarsa importanza strutturale.
Si dispone di due tipi di leghe leggere al magnesio: da fusione e
da lavorazione plastica.
Le prime hanno un notevole impiego perche la lora fondibilita e
buana anche 5e lafusione del magnesio presenta qualche difficol-ta a causa dell'ossidabilita del metallo fuso; occorre usare alcu-
ni accorgimenti indispensabili p~r prevenire il contatto del mate-
riale con l'aria.
Queste leghe si prestano molto bene per ottenere pezzi di forma
qualsiasi, anche molto complicata. con finiture e tolleranze sUlle,
dimensioni soddisfacenti; Ie loro caratteristiche di resistenza
inoltr~ risul tano compe'titive, se riferi te al peso specifieo rispe!
to aIle leghe a base di,alluminio da fusione.
Le leghe da lavorazione plastica presentano una resistenza a tra-
zione leggerrnente superiore e qu~lle da fusione, rnadecisamente
scarsa se paragonata a quella offerta dalle leghe leggere a base
di alluminio, Ie quali inoltre sana caratterizzate da un miglior
comportamento alIa fatica ed alIa corrosione e sono facilmente la-
vorabili a freddo.
Le leghe al magnesio da lavorazione plastica vanno lav,orate sempre
a caldo, cioe oltre i 220°C. Circa i trattamenti termici si appli-
ca una ricottura per i materiali laminati 0imbutiti, e la tempra
da 410°C dopa un lungo, preriscaldamento per i getti altamente leg~
ti, per migliorare Ie caratteristiche meccaniche. Si fa poi eventua!
mente seguire un invecchiamento artificiale Ca 175°C} per aumenta-
re la resistenza a scapito della duttilita.
Le leghe al magnesia presentano un'eccellente facilita di lavora-
zione aIle mac chine utensili, consentendo alte velocita di lavoro
con avanzamenti e profondita di taglio elevati; oceorre tuttavia
premunirsi contro iI'pericolo di incendio dei trucioli con I'usc
di lubrifieanti acquosi.
La saldatura e applicabile aIle leghe al magnesio e si effettua
con il p~ocedimento dell'arco elettrieo in atmosfera di argon, usan
do quale materiale d'apporto 10 stesso materiale base.
91
Condizione essenziale per una buona riuscita dell'operazione e l'aQ
curata preparazione delle superfici delle parti da congiungere.
L'uso di adesivi consente di ottenere collegamenti resistenti. La
chiodatura si realizza con ribattini di lega AI-Mg. Circa i trat-
tamenti superficiali si rileva ehe i pezzi di 1ega al magnesio de-
vono essere protetti anche se esposti soltanto all'aria; i1 metodo
pili semplice e quello di creare uno strata protettivo mediante un
trattamento chimieo di cromatura e nel caso si prevedano severe
condizioni d'impiego e consigliabile applicare una mana di verni-
ce o
Leghe leggere a base di alluminio
L'alluminio puro possiede ottime caratteristiche di leggerezza,<:
ma.iieabilita e plasticita. di alta conducibilita termica ed elet-
trica e di resistenza alIa corrosione. Possiede tuttavia searse
doti di resistenza meccanica e di durezza. Queste caratteristiche
meccaniche possono' essere migliorate con Ia laminazione a freddo,
rnaun aumento significativo si ottiene solo legando l'alluminio
con altri metalli.
Le leghe leggere a base di a11uminio sono in numero considerevole,
in quanto basta variare i1 tenore di un elemento per variare Ie
caratteristiche della 1ega stessa. Quindi per ogni lega bisogna
specificare Ie caratteristiche rneccaniche e il eomportamento nei
confronti della corrosione e della fatica. Si puo dire in linea
di massima che per tutte esiste una temperatura limite d'impiego
di circa 2,500C.(temperatura di funzionamento)
Una prima s~ddivi3ione di queste leghe puo essere fatta in 1eghe
da fonde .....a e leghe da' lavorazione plastica a f'r-edo ,
In campa aeronautico Ie leghe a base di alluminio per fonderia nonvengono quasi mai usate poiche le,loro caratteristich~ meccaniche
non si discostano molto da quelle presentate dalle leghe a base di
magnesio. Quest'ultime hanna ino1tre un miglior rapporto resisten
za/peso.
Uliimamente vi e pero un certo risveglio di interesse per Ie leghe
di questo tipo, in quanto 8i sono sperimentate alcune camposizioni
tali da presentare caratteristiche meccaniche quasi pari a que lIe
da lavorazione plastica. II loro impiego e aneora molta limitato

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 47/65
92
In quanta mancano dati completi suI comportamento a fatica e alIa
tenso corrosione.
Le leghe da lavorazione plastica si suddividono a loro volta in:
- leghe leggere a base di Alluminio da incrudimento
- leghe leggere a base di Alluminio da bonifica.
Le prime sono susc·ettibili di migliorareLe
loro caratteristiehe pr~valentemente per me zzo dell' inerudimento.Queste leghe sana earatteri~
zate generalmente da una disereta saldabilita e da una buona resi-
stenza alIa cot'rosione. rna possie·dono dati meecaniche. anche allo
stato inerudito, relativamente modeste. Per questa ragione il lora
impiego in campo aeronautico e limitato in confronto a quello de~
Ie leghe di bonifica. Ad esempio l'Alluman, una lega appartenente
a questo gruppo, 11a leseguenti earatteristiche:
:::23 kg/rnm2
"L 9% HB2
:::70 Kg/rnm2
crF
= 11 kg/nun
crF
e il valore di rottura a 105 cicli per una provetta non inta-
gliata sottoposta a flessione rotante.
Leghe leggere da bonifica
Cosi chiamate perche dope un opportuno trattamento termico acqui-
stano elevate doti di resistenza. Attualmente Ie pili impiegate
sono quelle appartenenti alla serie 2000 {componenti AI-Cu (-Mg-Si))
e alIa serie 7000 (eomponer.ti AI-Zn-Mg-Cu). Di questi gruppi quel-
Ie di uso corrente ~ono 1a 7075, 2024, e 2014 che nei vari stati
finali coprono quasi i;utti i bisogni, 'rrovano applicazione anche i
tipi 7lf75 e 2124 che sono 1eghe derivate dalle precedent.i rna ver-sioni pili pure, ment~e stanno facendo la loro comparsa Ie leghe
di nueva gener-azione 7050 e 2048 che presentano un insieme d i, pro-
prieta non ritrovabili nelle leghe tradizionali.
Ci si pot:rebbe chiedere pE"rche nonostante l'elevato numero di tipi
di leghe' presenti 8'.1]. mercato ci si sia ridotti ad impiegarne solo
un numero ristretto. La spiegazione e semplicemente.nel fatto che so
10 poehe leghe offrono un insieme di caratteristiche accettabili
da parte del progettistaJ
ed ognuna risponde ad un suo specifieo
93
campo d'applicazione. Ad esempio., per il rivestimento delle eabine
pressurizzate e per il vent1'e della struttura alare, due zone par-
ticolarmente critiche in quanta esistono in ogni vola dei cicli
di sollecitazioni variabili per cui e sempre possibile l'insorge-
1'edi fenomeni di fatica, il materiale standard negli aerei civi1i
e diventata 1a lega 2024 allo stato T3. La sua composizione e
Al-4, SCu-l, 5Mg. Per il 1'ivestimento do1'sa1e e per gli aerei militari ehe generalmente non hanna problemi di pressurizzazion~ tran-
ne che nell Iabitacolo , si usa la lega 7075-T6 (Al-5, 2Zn-2, 5Mn-L,
5Cu-a, 3C1'). La ragione di questa divisione dei"compiti"h,a una sua
spiegazione. II materiale 7075-T5 ha una 1'esistenza meccanica allIin
circa doppia 1'ispetto alIa lega 2024-T3, per cui il suo impiego, a
parita di resistenza, vorrebbe dire pesi decisamente minori, con con
seguenti intuibili risparmi suI peso strutturale del velivolo.
Tenendo presente cia, 1a Fokker a11'inizio della produzione del mo
della F 27 scelse la Iega 7075-T6 per tutta l'ala, in base al suo
favorevole rapporto resistenza/peso. Dopo circa 20 esemplari gia
assemblati, durante Ie prove a fatica si scopri che questo mate1'i~
Ie e1'a incline alIa tensocorrosione. per cui fu necessa1'io ritor-
nare al 2024. (per 10 menD nelle parti sollecitate a trazione)
La tensoco1'rosione e un difetto che si manifesta solitamente dopo
alcuni anni d'impiego. Spesso Ie sue origini sono nei
processi di lavorazione, quando Ie diffe1'enze di temperatura cau-
sate da un ineguale raffreddamento nelle varie parti del pezza
danno origine a sforzi, in quanto Ie parti pili fredde 8i contragg2
no maggiormente che non 1e parti piu calde. Le minus cole ed inviai
bili fratture che avvengono si alla1'gano gradatamente nel tempo,
venendo a ridurre drasticamente la resistenza del pezzo. Questi in-
convenienti furono sperimentati anche dalla BAC dur-arrt 10
sviluppo del Canberra. Si arrivo, ~n seguito alIa necessita di di-
sponz-e di un materiale che pr-eserrtas se difetti mi.norti alIa lega
2014-T5 (Al-4. Cu-O, BSi~O, 5Mg) che ha un comportamento a tense
ca1'rosione decisamente superiore a quello della 7075-T6.
Con l'invecchiamen-
to'essa assume una 1'esistenza a trazione che e a meta strada tra
1a 2024-T3 e .la 7075-T6. Una forma modificata della 2024, conosciu
ta come 2024-T851. ha buone caratteristiche di resistenza aIle tern

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 48/65
94
perature elevate, ed e stata impiegata suI velivolo FIll.
Si comprende, dopo questo excursus, ~he ii progettista di un veli-
yolo la cui struttura deve rispondere ai requisiti di fail-safe i~
pieghera un rnateriale che aIle elevate caratter>istiche meccaniche
statiche affianchi una bassa v~locita di propagazione"della crepa,
in modo che,eventuali lesioni locali non si propaghino troppo velS
cemente, mettendo in pericolo l'integrita.strutturale del velivolQ.
Tutti i semilavorati vengono ottenuti partendo da lingotti di se-
zione circolare 0pseudo-rettangolare prodotti con il metodo della
colata :tnacqua, attraverso successiv~ trasformaz-ioni plastiche a
caldo. Ie quali possono rappresentare l'intero cicIo di trasforma-
zione del materiale 0costituire una' fase intermedia della lavora-
zione. precedente cioe ad una succ~ssiva trasformazione condotta a
temperatura ambiente. Nel caso di forgiati, questi vengono ricava-
ti da lingotti oppure da barre estruse; gli stampati pertanto pos-
sono essere realizzati con un unico processo 0con due distinti e
successivi processi di lavorazione a freddo.
Nel ciclo di lavorazion~ plastica p~r Ie leghe d~ tra,ttamento tep-
mico. come quelle menzionate, segue un processo di tempra e succe~"
sivo invecchiamento (proc~sso che va sotto il nome dibonifica de!
Ie leghe leggere), naturale 0artificiale. le cui modalita variano
in funzione della Lega , del tipo di semilavorato e dei requisiti fi-
nali richiesti.
I processi di lavorazlone a caldo e a temperatura ambiente sono in
genere preceduti da trattamenti termici il cui scopo principale e
quello di conferire al materiale un grado di plastic ita sufficien-
te per realizzare la lavorazione prevista
Un ciclo tecnologico completo di tipo tradizionale per leleghe
della serie 2000 e 7000 si reaiizza secondo Ie seguenti tappe fon-
damentali:
- colata in acqua del lingotto;
- trattarnento di omogeneizzazione per solubilizzare'tutti i compo-
nenti della lega;
- preriscaldamento alIa lavorazione plastica;
- lavorazione plastica a caldo alla Quale puo seguire un trattame~
to finale di tempra e invecchiamento, oppur-e
95
a} una lavorazione plastica a temperatura ambiente pr>eceduta da una
eventuale ricottura~ se la lavorazione\lie mol to spinta es_;:;o3,iene
realizzata in piil sta'di can ricotture intermedie; (0 telT!p.~:r~n
termedie di lavorazione)
b) tr.attamentofinale di tempra e inVeCQhiamento..
Poiche noi consideriamo Ie caratteristiche dei materiali dal punto
di vista dell'utilizzatore, ci occuperemo solo degli ultimi due pu~
ti, ovvero prenderemo in considerazione il materiale a partire dal
10 stato di semilavorato.
II trattamento di tempra consiste nelriscaldare il materiale fino
ad una temperatura nell'intorno dei 5000C e mantenervelo finche
tutti i componenti secondari della lega non si siano solubilizzati
in quelli primari. Un brusco raffreddamento successivo rende "qua-
si stabilin
alle temperature ordinarie Ie soluzioni solide cosl ot
tenute. Tale raffreddamento deve essere molto rapido: si esegue
tuffando i pezzi in acqua 0, meglio, ,introducendoli in una camera, "
di nebulizzazione. La struttura presente nel materiale immediata~
mente dopa la tempra e tale da conferire alla lega maggiori dati
di lavorabilita e soprattutto deformabilita a freddo: il materia-
Ie risulta cioe molto plastico e dotato di caratteristiche meccani
che basse. Di questo stato di buona lavorabilita si approfitta
quindi per eseguire quelle lavorazioni che non sarebbero possibili
alIa stato bonificato.
La stabilita della struttura ottenuta can la tempra e pero precaria
perche Ie soluzioni solide tendono a separare parte dei componenti,
cosl do po un certo periodo di tempo si perviene a una struttura ca
ratterizzata da una resistenza notevolmente maggiore e una defor-
mabilita notevolmente minore di quella conseguente la tempra. Tale
fenomeno si chiama invecchiamento naturale perche interviene in rno
do spontaneo; ed e un fenomeno progressivo perche l'aumento dellecaratteristiche tensili avviene"in modo graduale.
La velocita dell'invecchiamento naturale e variabilissima per i di
versi tipi di lega: alcuni risultano invecchiati in modo completo
dopa un10ra mentre per altri la velocita d'invecchiamento e prati-
camente trascurabile.
L'invecchiamento puo eSSere molto ritardato se il pezzo temprato
viene mantenuto a bassa temperatura (-50 t -lOOe). Viceversa la
velocita d'invecchiamento puo es~ere aumentata facendo avvenire~

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 49/65
96
~_l processo in forni con temperature di 12 00 - 160°C: in tal modo
8 i ha u n i nye cc hi ame nt o a rt ifi ci al e.
L'invecchiamento artifici ale e molto impiegato perche richiede g~
neralmente un tempo molto minore per la sua esecuzione e perche
p er me tt e, e nt ro c er ti l imi ti , d i i nfl ui re s ul le c ar at te ri st ic he
m ec ca ni ch e f in al i. r no lt re il mo do c on c ui a vvi en e l 'i nve cc hi ame ~
t o ha t al vo lt a i mp or ta nza d et er mi na nt e p el ;'l a ve si st en za a lT a:=r -rosione (e in particolar modo alIa tensocorrosione) e alla fatica.
Per Ie leghe della serie 2000 di tipo AI-Cu e AI-Cu-Mg un incrudi-
mento intermedio tra tempra e invecchiamento arti ficiale influisce
p os it iva me nt e s ul l'a ume nt o d el la r es is te nza me cc an ic a; n el le l eg he
AI-Cu-M g-Si tale' effetto e trascurabile mentre risul ta negati vo
per Ie leghe della serie 7000.
Quando il pezzo si ottiene solo mediante lavorazioni per asporta-
zione di truciolo, si parte da un semilavorato gia allo stato boni
ficato; la lavorazione non presehta difficolta: si raccomandano p~
1"0 velocita di taglio elevate e quindi macchine utensili rigide e
sufficientemente potenti e utensili appropriati (in acciaio rapido
.0 vidia). Quando invece il pezzo viene ottenuto con operazioni di
deformazione plastica a freddo, puo essere necessario eseguire un
t ra tt ame nt o d i t emp ra 0 di ricottura fra lavorazioni plastiche sue
cessive: si tenga peri) presente che per Ie leghe di alluminioe 0.2·
port uno l imitare al minor numero possibile il numero complessivo
d i t ra tt ame nt i t er mi ci .
Ricordiamo nuovamente che la scelta delle condizioni dt temperat~
ra e tempo d1invecchiamento, come pure del grado d'incrudimento d2
po tempra, che determinano una gamma assai ampia di strutture, e
fatta tenendo conto ovviamente del complesso di proprieta che si
vogliono ottenere Bul prodotto finito.
Le tras formazioni a caIdo· e Boprattutto quelle a freddo comporta-·
rio u no stato di indurimento per incrudimento del materiale che
puo ostacolare una successiva ulteriore lavorazione. II tratta
mento di ricottura permette di restituire ad un metallo deformato
p la st ic ame nt e l e s ue p o s s. i. b. Li .t di d efo rma bi li ta ; e ss o vi en e e ffe t
tuato a temperature variabili e per tempi tali da consent ire Ie
p re vi st e t ra sf or ma zi on i s tr ut tu ra li .
I trattamenti di ricottura per Ie leghe dei gruppi 2000 e 7000 ven
gono effettuati in un intervallo molto ampio di temperature, in
97
funzione sia della stato strutturale di partenza che della strutt~
ra, e quindi del grado di addolcimento, che si des idera>ottenere.
Per entrambi i gruppi Ie temperature pili frequentemente· usate in
pratica sono comprese fra i 3500 e i 4300C con successivo raffred-
damento.
Per quanto concerne Ie lavorazioni meccaniche, Ie leghe leggere si
prestano ottimamente aIle lavorazioni con asportazione di truciolo,come gia detto, tranne che alIa rettifica, in quanto 11 materiale
e troppo tenero ed impasta Ie mole; pera l'inconveniente non e
grave poiche Ie consuete operazioni permettono di ottenere gradi di
fi ni tu ra d ec is ame nt e e le va ti . .
Queste leghe vanno protette per migliorare la resistenza a conno s.Lo
ne: si puo ricorrere ad una ossidazione anodica, la quale, oltre ad
una migliore resistenza all'ossidazione, crea una maggiore durezza
superfici ale; o ppure ric orrere alIa passivazione in bagni chimici
(0 e le tt ro chi mi ci ); i no lt r~ u na ve rn ic ia tu ra a um~n ta l a r es is te nza
alIa corrosione (vernice passivante, verniceisolante e vernice a
finire). Con un,Processo di laminazione a fr~ddo si puo ricoprire
la lamiera con uno strato di Al puro. che, ricordiamo, ha un'ele-va ta r es is te nza a lI a c or ro si on e.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 50/65
o+'+'o
() ()
() ,,-I
III ~
Eo
I~ ~
III +'.,-1 III
f i. 0o .--l
~ ' ; ; l
Q)
J::o',-1
N III.,-1 .--l
00 <1 l
~ 'go 0u J::
HP; (IJ
b ~
.--l
N
.--l
.--l
e--N
r--.N
~NoN
bO: a : :I;:l
CJIrl
-c
00r-l
00.--l
oJ)
N
m CX l
n rl
o 0 o
;:l '.-1U (J)
'r-!;:l E-lU >
<0
(Y rl 0
to 0 0
Ii) co
~0
~rloN
en.--lN
N
::ICJI
.--l
~
98
o
Ii)
.--l
Ii)
.--l
;:l; ::I CJ
CJU
<0 N
rl 0
<0 LO
U N
LOr - - -or--
Ii)
.--l
(T)
(Y
bO::l .::;::
CJ
H HJ: : UNN
N N
.--l 0 rl
<000
oIi)or- -
r - - -(T)
;:l
U HU
.--ln .OJ)
(o (o
.--l
oor--
(o
(o
c-rl
<0m
00
o
o
bO H::;::
00 rl
(o 0
~U"J~U"J
(TJ
N
HCJ
rl
o
(T) co
Ii) 0
<0
LO
~LO
. < 1 l
.-i
rl III
III J: :III
<1 l III +N J:: II= l 0 Q)
IlJ '.-I,.-i
+' III IIIIII 0 H
.~t ~Q) 0 Q)
A :: ( ) bO
(I)
J: :o'rlN
IIIJ: :bO·rl
00
IlJQ
J:: HIII (IJ
b ::.::;
HP; (J)
b ::.::;
00
00
.--l
;:l
U HU
LO(o N
o 0
bO '.-1: :;:: (IJ
o <0
.-i 0
.--l
coo<0
::IU
I
'rl(IJ
rbO
; : ; : :r
.-i
~
en.--l
o
(T
<0o<0
'.-1(IJ
IbO
; : ; : :I
.--l
<t :
99o rllJ:: IIIo III
00
III IIIo +'p. J: :
~o rl() '.-I·rl ()
H ro+' 4-1+'Q)
rl(I)
oo i:Q
Hro
oQJ 00
~ ~ ~( ) .- -l .. .. ,
J: : 0 (I)
r o ( )•.-1 0
III + .--l
+' H rlm III III(I) P. '1J; ::I
J:: Q)
~ 8 ~Q) (j)
III (lj rl
III +Q) +' QJ
<P rl
+' .--l
o III
Hp. o+'
Q) +H (j)QJ p.(I) 00
00 ,'rlQ) H
~ Q)
Q) .-i
bO '.-1H ..Qo III(I) '1J
(lj
§til00
Q) rl
r: : H
or::enQ)
00
o+'(I)
Q)
;:l
0
or: :Q)
Sor: :Q)
'H
IlJ
+(lj
oo:: >oHc,
Q)
5+
o ....,....,
(I) HQJ
; ::I.Q)
O'+(lj
'.-1 +'1J H
o<P P.t'l '.-1r: : HQJ
OJ ()
QJ +,H (lj
p. +til
or: : 0
o J::() 000 ' (I)
g Jl:I
oU
QJ
~1/1
1/1Q)
or::o[I)
OJ 0o r: :p. ()
E
gJ
[I)

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 51/65
100 101
. . c : , . c ;
0 00 r-. L) 00 rl 0 rl 0 <'. 0 en 0 0 0
0 rl'*'
I (oJ I (Y) o» 0 ~ dl' N N N N
rl - e r-l £- rI <rl rl
0 0o, f;lo
0 0
'0 ' t :I
1 ' - 1 co C>, . . , .
~ H ~ U ~ rl rl I:: i-I r-l rl 00 0
0 00 U I '" I N N 0 rn CIl N (Y) rl N
0 t:J ~ <D ro 0 b ~0 (Y) ro 0(Q
(Y
III III 0o
Ir a 1(1] ..-\+- ' .;I- m + H
<V H L) 0 .;- £- £-QI i-I 0 d- O rl III..-\ . , : : ; U I I· .;- I N N 'M p:; til (Y) .'" N N ()
H t:J : : . < : en U ~Q )4
Po .;I- =T.-\
0 0 -oH Hp_ , p_ , 00
~0
III rc JIII
0
III § Hu;t
N ;:J N
N 0 +- ' en en 0 + 0 0 N N 0 L) L) 0 (Y) <VQ) N rc J 0 (Y) N III L) <D QI <D £- <D m ID r--
H rl H rl rl rl H r-l rl fj §;:J QI QlQ 0. 0. 0
e e 0
Ql Q l rl
.p .f-'
QIrd
OJ . .-\ .-\ -c+' 0 '0 N '0 +~ N 0 M rl rl .--I rl N . : : : : OJ N C) L) N (I III
<V rl Q ' I> I 0 N rl I 0 rl rl rl rl QI ~ dl' rl N N rl rl rl H..-\ < t! 0 0 ~ 0..,-1 < C II
'§ rl ,.-\ .-1 0 . - 1 .D IH
+ +' .~00
I1 l0 rl rl rl
E-I ~ H.: :
E- < J: : H e- ill N 0 U ill ro U) 0 00 H CD .;I- .-1 0 H rl 0(JJ C/J I '0 d- ID I -o e- to <D co m m tIJ rl (I N d- N ro 0
I1 l t:J ~ 0 mrc J \:) )4
<D rc J (Y) III' 1 1 : 1 'CI '0
1 1 1 1
+' ~ ! : : ! +' rl
C II U) 0 to 0ill rl
,,-j H t>- O N 0 ID U ro <0'"
L) co ' . -1 H <D co U U) £-. U) <V
H p:; til I (II <D e- I ill 00 to- t- t- en H p:; C/J (Y) =T C) .;l- N C) ~P. t:J ;,.; 0 (JJ N 00 Po t:J ~ O M
0 t- U0 H
H
'"III H III
p_ ,p_ ,
0 0 0
~ ~0
rc J 0 . - 1
' . -1 '.-1 co'" Q)
+'<V H .;I- co H <D to- r- : 0 1 - co U) ID
C III E -< H rc J H E - < E - < .: H E -< E -< E -<0 :> ~ :> ~ 0 -......_., -..___.; III.,-j
.,-j : : c :N ::I o-j .;I- m .,-j L) 0 .--I
N ~ <0 .--I C)
III N H rl (I H r- U) 0 III U) L) <0 ID
'"0 0 0 0 0 0 0 0 J: : ~ .;I- 0 0 N
bO N r-l N N rl e- e- t-OO U) U) <0 <D N
.,-j oj oj'0-1 C II00 ·
00 e- e- Q)H
III ;:J
Cl '.-1 '.-10 Cl

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 52/65
102
TITANIO E SUE LEGHE
Allo stato puro'si presenta con earatteristiche meccaniche medio-
cri:
E = 10500 kg/mm2
y = 4,5 kg/dm3
e tali caratteristiche non migliorano sensibilmente ne con l'incru
dimento ne con i trattamenti termici, cosicche il suo impiego al
posta delle leghe d'alluminio non sarebbe conveniente se non per
Ie deformazioni minori che si hanno a parita di carico. L'ottenere
titanio pure e un'impresa estremamente difficile in quanto a1l'al-
ta temperatura di fusione (16800e) il titanio manifesta una spicc~
ta attitudine ad ossidarsi superficialmente per cui bisogna opera-
re in ambiente di gas nobili (argon).
Questa attitudine, che gli permette di avere un'ottima resistenza
alIa corrosione in ambiente acido e corrosivo, e stata sfruttata
dall'industria chimica per avere impianti con maggior dUrata e mi-
nori costi di manutenzione anche se inizialmente bisogna far fron-
te ad una spesa maggiore per il materiale.
In campo aeronautico il titanio e usato in forma di leghe in cui so
no presenti in percentuale variabile AI, Mo, Va, Le leghe sana di
tre tipi, suddivise in base aIle alterazioni che i materiali di Ie
ga apportano al titanio e che in ultima analisi si riflettono nelle
caratteristiche meccaniche.
Le leghe definite "alfa" presentano una resistenza a trazione par~
gonabile a quella delle migliori leghe dall'alluminio (80 kg/mm2),
sono ragionevolmente duttili a temp~ratura ambiente e possono ess~
re saldate rna non sottoposte a trattamento termico. Tipico esempiodi queste leghe e i1 tipo Ti-5Al-2, 5Sn.
Le leghe "alfa-beta" sono·considerate da tl'attamento tel'mico e la
lora durezza varia consid~revolrnent~. Quelle temprabili in acqua
possono venir saldate, Ie altl'e no. Esempio e la lega Ti-~ AI-3
Mo-IVa.
Le leghe "beta" sono quelIe che pl'esentano Ie pi n elevate caratte-
ristiche rneccaniche (fino a 120 kg/mm2) e rispondono bene ai trat-
tamenti te'Y'mi0.;.Ton ~aldi3hjljt'A iii n",,,(J,,, e~~en7,alm"'nT'" (J",lla comno
103
sizione e la duttilita e migliore che quella delle leghe "alfa-be
ta".
Ne e un esempio il tipo Ti-I3Va-IICr-2Al.
Per l'insieme di alta resistenza meccanica, basso peso specifieo,
ottima resistenza alIa corrosione le leghe al titanio stanno TrOyan
do un campo di applicazione sempre pili vasto. In campo' aeronautico
il loro impiego si sta estendendo perche la lora resistenza aIle al
te temperature (hanno un ottimo comportamento fino a SOQoe) permet
te di usarle convenientemente al posto dell'acciaio in quelle par~i
a notevoli temperature: quindi su velivoli da Mach 3 - (.e per le
parti in vicinanza dell'ugello di scarico del motore. Nell'indu-
stria motoristica si e fetto ampio uso delle suddette leghe per la
realizzazione di palette e di altri particolari critici.
La lavorazione plastica a freddo del titanio non e facilmente ese
guibile rnentre la deformabilita a caldo risulta molto buona, pur ri-
cordando che il riscaldamento e la lavorazione stessa vanne fatti
con opportuni accorgimenti (atmosfera di gas nobili e preriscalda
menta degli attrezzi) a causa dell'aggressivita chirniea sopra men-
zionata.
La difficolta nella lavorazione aIle macchine utensili e pari a
quella che si incontra nella lavorazione degli acciai inossidabili
una volta che ci si sia assicurati che il pezzo e ancorato solidamen
te per prevenire distorsioni indesiderate durante la lavorazione
stessa. In generale l'attrezzatura deve ess~re pili rigida di quella
richiesta dagli acciai in quanto il minor modulo elastico favorisce
deformazioni rnaggiori.
Si devono altres~ usare utensili molto resistenti che vanno riaffi
lati frequentemente; 'sL devono usare angoli di taglio ottirnali con
velocita di alimentazione elevate per prevenire l'incollaggio del
truciolo all'utensile, fatto questo che provoca la rottura di que-
st'ultirno. Bisogna fare in modo che il liquido di refrigerazione,
che va sernpre usato, cada nelle immediate vicinanze del punto di
contatto dell'utensile con il materiale.
.,
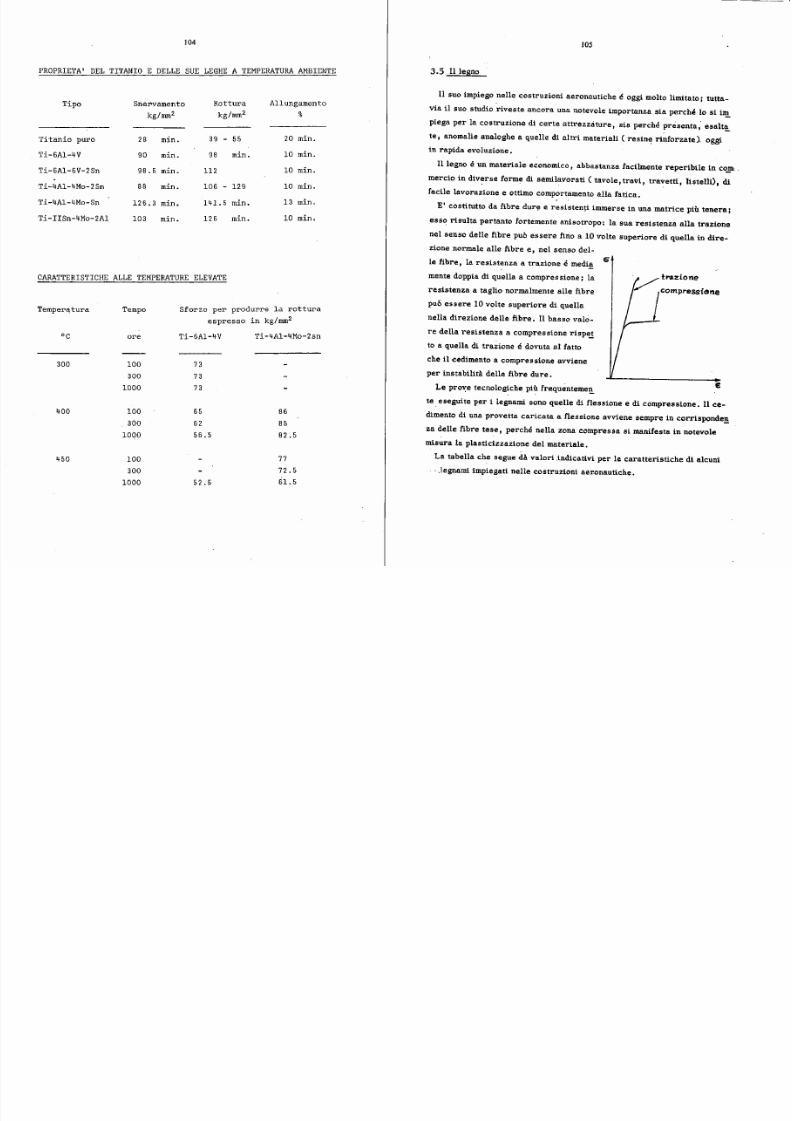
5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 53/65
104
PROPRIETA' DEL TITANIO E DELLE SUE LEGHE A TEMPERATURA AMBIENTE
Tipo
T it an io p ur o
Ti-6AI-4V
Ti-6Al-6V-2Sn
Ti-4Al-4Mo-2Sn
Ti-4AI-4Mo-Sn
Ti-IISn-4Mo-2Al
Snervamento Rottura Al1ungamento
kg/rnm2 kg/mm2. %
2 8 min. 39 55 20 min.
90 min. 98 min. 10 min.
9 8. 6 mi n. 11 2 10 min.
8 8 min. 10 6 12 9 10 min.
126.3 min. 14-1. 5 min. 13 min.
103 min. 12 6 min. 10 min.
C AR AT TE RI ST IC HE A LL E T EM PE RA TUR E E LE VA TE
Tempera,tura
300
40 0
45 0
Tempo Sforzo p er produrr e la r ottura
e sp re ss o i n k g/mm2 .
or e Ti-6Al-4V Ti-4Al-4Mo-2sn
100
300
1000
73
73
73
100
300
1000
65
62
56.5
8 6
85
8 2 . 5
100
300
1000
77
72.5
61. 552.5
105
3.5 Illegno
11suo impiego nelle ccstruzicnt aeronautiche e oggi molto limitato; tutta-
via ilsuo studio riveste ancora una notevole importanza sia perche 10 si i~
ptaga per la costruzione di certe attr'eazatur-e , sia perche presenta ; esaltl!_.
te, anomalie analoghe a quelle di altrt materiali ( resin~ rmfor-zate), oggi
in rapida evoluzione.
Il legno e unmateriale economtco, abbastanza facilmente reperibile in co..!,ll:
mercio in div~rse forme di semil~vorati. (tavole,traVi., travetn , listelli). di
facile lavorazione e ottimo comportamento alia fattca ,
E' costituito da fibre dur-ee resistentt immerse in una matrice pin teneraj
esso risulta pertanto fortemente anisotr-opor la sua resistenza aUa trazione
nel senso delle fibre puo essere fino a 10 volte superiore di quella in dire-
zione normale alle fibre e, nel senso del-
la fibre, la resistenza a trazione e medi!!_
mente doppia di quella a compresslone; la
resistenza a taglto normalmente alle fibre
puo essere 10 volte superiore dt quella
nella direzione delle fibre. nbasso valo-
re della resistenza a compressione rispt:!
to a quella di tr'azione e dovuta al fatto
che ilcedimento a compressione avviene
per instabilitA delle fibre dure.
Le pro,,:,etecnologiche pill frequentemeI!.
te eseguite per i legnami sono queUe di flessione e di compressione. 11ce-
E
dimento di una provetta caricata a flessione avviene sempre in corrisponde!!_
za delle fibre tese, perche nella zona compreasa st manifesta in notevole
misura 1aplasttctxzaztcne del materiale.
La tabella che segue dAvalori .tndtcarivt per le caratteristiche di alcuni
.. .legnami impiegati nelle costruzloni· aer.onautiche.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 54/65
106
I I aUe fibre _L aUe fibre
Tipo di Iegno GRt -r E (f2 2· 2
kg/dm3
kg/em kg/em kg/em
noce 950 90 130.000 0 , 5 9
betulla 1400 120 165.000 0,54
abete douglas 1050 · 73 127.000 0,49
spruc.e 850 55 90.000 0,40
tiglio 1000 45 170.000 0,33
1 semilavorati ricavatida essenze nostrane (pioppo , faggio , abete, no-
ee, betulla) sono sempre di nusura relativamente piccola (tavo'le fino a 4 m)
mentre quelli rtcavau da essenze esotiche (spruce, douglas Jnoce di massouia,
etc.) sono reperibili con misure maggiori (tavcle fino a 12m); 11materiale
deve comunque essere stagionato fino ad ottenere un'uniiditA percentuale , re-
Iattvamente stabile, del 15% circa.
I difetti che hanno limitato sempre piu l'impiego del legno sono princi-
palmente:
- notevole indeterminazione delle propr-ieta
w notevole sensibilitA alIe condtztont ambientali e deterioiabilita. per effetto
delle stesse
_ non si presta aUa lavorazione dLserie .per-che non e possibile abbassare
notevoimente icoati dt produzione e realizzare serie dt pezzi con toHeran-
ze .ristrette
_ la scel ta del materiale conduce a grossi sfridi (talvolta si e costretti a
scartare fino al 7fJ'1oel materiale di partenza).
3.5.1 Lavorazione
11legno puo essere facilmente lavorato per asportazione di truciolo,
ma non pUcfssere deformato plasticamente: ammette solo curvature, non·
troppo forti,· in campo elastico.
10 7
Una delle operazioni fondamentali nella tecno logta del legno e l'incol-
laggio j esso va eseguito di massima BUsuper-fret parallele alle"_fibre, e Ia-
vor'a bene a taglio J male a trazione.
In genere per le c.ostruzioni aeronautiche st impiegano colle a freddo
che , una volta esstcate.aono fragili; per-cio 10 strato di colla deve risultare
sottile t ilche si ottiene solitamente eser-ci tando una presBione sui pezzi da
collegare mediante dei morsetti t quando vi sia accesstbtltta da entrambe le
par n , 0mediante chiodi provvrsort da estrarre ad incollaggio avvenuto.
:f
'
~7- 1 = 1 1~--.--J
I"a;:.zolelio di compensalo
Potche l'incollaggio si compor-ta male agH sforzi di trazione vanno
impiegati particolari accorgimenti per le -giunzioui " di testa" .
Quando non sia possibile mettere i coprigiunti, Ia giunzione puo es-
sere latta con uno srnus so ~
Mediamente si puo tenere a ~ 10 b
Per incollaggi "normali" di testa si possono impiegare dei fazzoletti dt com-
pensato 0 degh angolini 0 entrambi gli accorgimenti.
La facilita. con cui il Iegno si incolla permette di ovviare in parte aUa
spiccata anisotropia e disomogenei ta di questo materiale. 5i pos scno CDSi'
impiegare, anztche dei pezzi masstcct , dei pezzi lsmetlatt , ottenuti incolIan-
do fra di lor-o tavole sotrtn , assai ptu esaminabili.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 55/65
108
Per esempio le eliche ·di ' legno si ricavano da bloccht di lamellato,
it che permette , oltre tutto, el i riaurre ,Ied,tfficoltAdi bilanciamento.
Con lamellati 51 possono tnoltre ccserutee pezzi con curvarure forti,
perche gli sforzi di trazione e compressione dovuti alla piegatura sono quel-
Ii relativi allo spessore di ogm lamella. Can una lamellatura lh due dr-
rezioni si possono ottenere anchepezzt a doppia curvatura ,
Per mezzo dell'incollaggio st fabbricano ipannelli di compensato in":
collando un certo numero di strati (dispari) con le fibre orientate a 900
l'uno
rispetto all' aItro. In tal modonei sensi delle fibre si hanna valori presso-
che uguali di6Rt
( 600 t 700 Kg em-2) e eRC400 Kg/ cm
2)mentre a 45° si
h 6 ...Ii "" -211 t- C = ,400 Kg em
Illegno anche se stagtonato risente l'effetto degli agenti atmosfertct
eva quindi protetto mediante vernictature capac! di isolarlo dall'ambiente.
5.6Materie plastiche e materiali cOIJlPositi
Trovano sempre maggtoreimpiego in campo aeronautico imat....1ali
plastid 0resine. Le resine possono distinguersi in due famiglie secondo
itlora comportamento con Ia temperatura : resine termoplastiche e resine
termoindurenti (termostabtlt)',
Tutte le resine poastedono caratteristiche di resistenza piuttosto
modeste ( G R fino a 10 Ks/mm2, E-20 .. 400 Kg/mm~ allungamenti
anc:hemoho elevatt ( Ll.£. R fino a 200"") e basso p~so spectftcc (1,1 • 1,3
Ks/dmJ.>. L'impiego delle resin~ pure e cosf limitato ana realizzaztone di
parti nonstrutturali, come ad esempio rivestimenti isolanti (elettrici, ac.usti-
ci~ terinici), protezio.ni di installazioni radar, arredamenti, parti traspa-
renti e coUanti.
Com:~collanti 51 impiegano sopratutto resine termostabili e li tipo epcs-
109
stdicc t che permettono di eseguire anche gtunztcnt intermetaUiche con buone
earatteristiche di resistenza a tagli~ ( fino a 2 • 3 Ks/mm2) sopratl1tto se
la polimerizzazione si fa avvenme in presenza di temperatura (100 io 160ac)
: 2e pressione (0,2 • 2 Kg/ em)
3.6.1 Resine termoplas ticheUna appltcazione notevole delle resine termoplasttche e cost~tuita dai
tettucctj.tr-esparenn per 'iinestrini, cupole d'elicottero etc. Si utilizzano per
questo scopo resine dt tipo acrilico, che asetcueenc propriet! otttche dt tra-
sparenza vieine a queUe del vetro con una fragitHa. assai minore. Quean
materiali si trovano in commercio generalmente in fogU; quean semilavorati
vengono formati a caldo t e it successtvc raffreddamento blocca la forma rea-
Itzzate, ( l'esposizione a temperature superiori agU'SO • 100 DC 1i rende pero
nuovamente deformabilO.
La formatura puc,avventr-e semplicel'lleViteadagiando a lastra, 'risc'alda~
ta, sopra uno stampo: in questa modoperb e diffieile ottener-e buone proprie-
ta.ottiche, in parte per Ie imperfezioni derivanti dal contatto con 10 stampo
e sopratutto perche nelle zone interessate dalle curvature piu forti interven-
gononotevoli scorrimenti plasttci , ostacolati aUa superficie dt contatto dal-
L'attrtto con 10 5tampa• Tali scorrimenU non uniformi conducono ad un effetto
di distorsione dei raggi luminost , Un nctavo le miglioramento si ottiene aspt-
rando la lastra riscaldata fino a sposare 10 stampa,Cformatura per aspirazio-
ne 0 sotto vuctc),
I rfsultatt migliori st ottengone pero mediante "soffiatura". La lastra
viene vincolata in tal caso ad un telaio piano e si insuffl+ria in mododa otte-
nere la formatura del pezzo senza alcun contatto con 10 stampo, Certamente

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 56/65
l I D
Is formaottenuta e unp6 menoprecisa di queUache si potrebbe ottenere per
aspirazione, rna per forme abbastanza semplici e variando opportunamente la
forma del telaio si riesce a influire abbastanza bene sulla formatura della
bolla.
3.6.2 Resine rinforzate
Per impieghi stTutturali e necessario disporre di cararterrsuche di
resistenza , e sopratutto di unmoduloelastieo , decisamente
superiori a quelli delle resine pure.
51 sono sviluppati a tale seopo dei materiali compositi costituiti da
una matrice di resina (normalmente termostabile: di tipo poliestere, epossi-
dica 0fenoltca) rinforz:ata con fibre di un~teriale assai piu reststente.
II tipo di rmfor-zoattualmantepiu impiegatoe costltuito da fibre dt
vetro. Tali fibre sonc organizzatein mododiverso secondo le esigenze del-
l'elemento'da rea.lizzare (fili, tessuto, materassini etc).
Malgrado la resistenza dt queste fibre sia diHer·Semoltoelevata
( c; R fino a 200 Kis/rnm2,E "" 7000 Kg/rum~ la presenza deUamatrice
riduce le caratteristiche praticamente ottenibili per ilcompositoa valori
assai piu modesti ( 6" R fino a 50 ~60 Kg/mOl2t E fino a 2000 • 2500
Kg/mm2)• Tali caratteristiche sonoancora interessanti d~l.toilbasso peso
specifieo (1.5 • 1t8 Kg/dm3:>inparticolare risulta ottima la 6R' rnail
valore di E e basso e costitu.isce una del maggiori limiti nell'impiego di
questo matertale ,
L a temperatura di eser-ctzto nondeve eccedere ~alori di 100 • 150°C
per-cheoItre tali limiti st produce una diminu.zfcne sensihUe delle caratte-
ristiche meccaniche e unnotevole decadimento delle stesse nel tempo.
Particolare attenzione richiede ildisegno per Ia parti di un e{~mento
interessate da forze concentrate, comeadesempio ivincult di tipo discreto.
Si possono adottare in tal caso diversi accorgimenti comead esempio
l'inserzione di alemantt metalltct , panttcolaee cura nella disposizione delle
fibre di r-tnfor-zoIngr-ossamento locale del pezzo etc.
Unnotevole vantaggio delle r.esine rinforzate e costituito daUa fact-
lita cop.cui si possono realizzare ottimi incollaggi.
11 1
1
~ i R ]
~!~)I
3.6.3 Materiali compositt
Sono attualmente in fase di sperimentazione e messa a punto tecnologie
che permettono l'irnpiego di resine e materiali metalliCi rinforzati con elemen-
ti (fili, fibre 0monocr-Isalh) particolarmente re~istenti ( berillio, carbonio,
boro, aIlumtntoetc.).
Tali materiali gill r'eaIi.z zatt a livello sperimentale ~promettono car-atta-
ristiche di resistenza elevate ( 6 R oltre 100 Kg/mm~ E oltre 10000Kg/mm.2)
con unpeso specifieo tnferiore a 3Kg/dm3.
Altri ti.pidi materiale compositesonoinvece gia. largamente impiegati
da tempo; esempi tipici sonoi pannelli a-sandwich con le piu diverse combi-
nazioni di materiali e di forma per le guance e l'elemento interm~dlo.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 57/65
112
COLLEGAMENTI
I tipi di giunzione piu diffusi sono: saldatura. bullonatura, chio
d at u ra , i n co l la g gi o .
SALDATURA
P~rmette di realizzare fra due pezzi metallici una giunzione perma
n ent B di tip o con tin uo, 0discontinuo.
La giunzione saldata realizza in genere una maggiore resistenza del
c oll ega men to, a'p ari ag gra vio di p eso, r isp ett o ad una gi unzi one
d i t ip o d is cr et o.
La saldatura au due pezzi si realizza mediante l'intervento del ca
l or e, d el la p re ss io ne 0di entrambi questi agenti, con 0senza
l 'a gg iu nt a d i me ta ll o d 'a pp or to .
I lembi 0 Ie superfici da saldare vengono generalmente portate al-
10 sta to d i fus ion e 0 d i a cc en tu at o r ammo ll ime nt o m ed ia nt e a pp or to
di' calore, e possono venir compresse ira loro cosi da constringer-Ie a costituire, nella zona di giunzione, un tutto uniforme e con-
t in uo d ot at o d i c ar at te ri st ic he o mo ge ne e.
Quando vi sia materiale d'apporto, questo viene portato allo stato
di fusione e depositato, a guisa di ponte, nei giunti da unire 0
nei fori da riempire. i cui lembi sonG pure allo stato Iiquido;
ces san do l 'azion e d el cal ore , Ie zone liqu ide sol idi fic ano sal dan -
do fra loro Ie parti da congiungere.
Co mun que s i op eri , il ri sca lda men to nec ess ari o a fo nd e re l oca lme n-
te ipezzi e il raffreddamento succ~ssivo costituiscono un tratta-
mento termico per il materiale, cosl che la saldatura comporta in
mi su ra p ii l0m en o n ot evo l~ u na va ri az io ne d el le c ar at te ri st ie he
mecc ani ehe de l ma ter ial e in c orr isp ond enza de lla gi unzion e, ol trea d eve ntu ali te nsi oni i nte rne e dis tor sio ni; qua ndo qu est i fe nome-
ni si presentino in misura sens L bd.Le e quindi bene eseguire, a sal
d at ur a a vve nu ta , u n t ra tt ame nt o t er mi co d i n or ma li zz azi on e.
I tipi di saldatura piil frequentemente usata sono: al cannella
(oss iae eti len ica ), ad ar co, e let tri ca per r esi ste nza e pe r s cin ti~
l io , a fa sc io d i e le tt ro ni , s al do br as at ur a.
113
Per alcuni di tali tipi di saldature vi ~ la possibiliti che nel
cor don e di sa lda tur a s i p rod uca no di sco nti nuit ~ 0 incl~sioni di os
sido, cosl che per Ie saldature pili impegnative si devono eseguire
a cc ur at e i sp ezi on i e c on tr ol li .
In teoria tutti i materiali metallici studiati in questa corso so-
no saldabiIi: in realta solo una parte di essi si presta alIa sal-
dat ura se nza che gl i i nco nve nie nti sop ra de tti as sumano ri levanzatale da costringere, eon 10 scopo di evitarli 0m in im iz za rl i. a l-
I 'i mp ie go d i a tt re zz at ur e 0t ee ni che e ec es si va me nt e e os to se : q ue -
s ti so no i mat eri ali : u til men te sa lda bil i.
Un vantaggio offerto dalle saldature di tipo continuo e quello di
pot er rea lizzar e d ei coll ega men ti a ten uta sta gna.
4.1.1. Saldatura ossiacet11enica.
Viene impiegata praticamente solo per gli acctet ..
11calore viene sOmministrato per mezzodi una fiammasul becco di un can-
nello al quale affhnscone,ossigeno e acetilene.
I lemhi vengonoportati a fusione e st uniscono tra di Ioro, con0senza appor-
todi metallo, secondo i cast ,
11tempodt riscaldamento e sempre abbastanza lungo, 'ccst che 18.zona inte-
ressata dal riscaldamento e quindi dal conseguente trattamento termico e se~pre. . . . . . .' ,
rela.:hvamente grande.' La potenza.del cannello deve essere proporzionata aUe
dispersioni di calore nei pezzi da saldare: in pratica 10spes sore utilmente sal-
dabile non supera i5-6mm. e ilrapporto fra. gli spessori dei pezzi daealdar-s
nondeve es~ere troppo elevator in tal CaSOinfattt ilpezzo di maggiore capacita
termica, che presenta dispers10ni di calor-emaggiore non st fonde in modosuffi-
ciente e siottiene una "saldatura incollata" non efficiente e pertcolosa.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 58/65
114
La pr'arica ha suggerito alcuni acccr-gtmenttper ottenere, caso per caso,
imigliori rtsulrart , Per esernpio:
- le gtunaioni , fra lamter-e, del ripob, sono preferibili a queUe del tipo a
a
a.
=--__,I:p---b
- saldature di testa fra tubi, si eseguono prefertbilmente con unmanieotto;
quando I'uso del manicotto non sia possibile, si puc.eseguire una giunzione
a "bisello" ..
r----....:::-:i 7-----4 -I' f if lUttNttJ I
J. I'
" ., I- II...II
~ . 't ¥ tt :? !# 1 lI~------= ~ -- - - = -- = -- = 1 -
- per inserire unapiastra all'estremita. di un tubo (rarmmalt) st.pub tagliare
il tubo e rastremare eventualmente 1apiastra cost che almenoper un tratto
gU.spessori siano confrontabili.
115
-,per unpezzo costituito da fogIt"di acetate che debbono lavorare anche a
flesstone vanno evitate saldature intermedie di testa.
5i puo ricorrere 0 all'impiego misto di saldatura e chiodatura 0 a feritoie
da saldare sui bordi.
A
A B $Ii!Z
A~
Saldatura elettrica
Si avvale dell'energia elettrica quale fonte di calore e si distin
gue in due grandi categorie (saldature ad areo e a resistenza) e
altre menD diffuse.
Saldatura ad arco
E' i1 sis~ema di saldatura oggi maggiormente impiegato in tutte le
app1icazioni industriali; esso sfrutta l'elevatissimo calore dello
area elettrieo che scocea tra un elettrodo ed il materiale da sal
dare per portare allo sta to liq.uido il metallo d Iappor-t;oe i lembi
del materiale da saldare.
11 sistema richiede l'intervento di vari fattori, quali: tipo della
corrente di saldatura, procedimenti di saldatura, macehine genera-
trici della corrente di saldatura e tipi degli elettrodi.
La corrente elettrica puc essere continua 0 a1ternata, a sec.onda
del sistema di saldatura adottato e delle caratteristiche dell'e~
lettrodo.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 59/65
11 6
I metodi di saldatura ad area possono ,essere distinti in saldatura
con elettrodo refrattario non fusibil~ con elettrodo metallico fu~
sibile. Nella saldatura ad arco con ~lettrodo r~frattario. l'elet-
trodo non partecipa alIa fusione e non costituisc~ mate~iale d'ap-
porto; esso e solo un polo dell'arco.
L'elettrodo refrattario puo essere costituito da una barretta di
carbone amorfo 0 grafite, supportata da apposito sostegno rnanualeo pinza.
II metallo d'apporto viene portato satta forma di fila metallico
nella zona da saldare. in modo analogo a quanta 5i fa nella salda-
tura autogena. La protezione del metailo d'apporto viene ottenuta
per mezzo di fondenti solidi 0mediante una corrente di gas iner-
te iniettata attorno all'arco.
II sistema con elettrodo di carbone trova attualmente scarsa applf
cazione. in quanto l'elettrodo ha il difetto di consumarsi per co~
bustione sia pure lentamente (corrornpendo anche il metailo deposi-
tato)e pereio viene attualmente sostituito con un elettrodo di
tungsteno. La saldatura con ~lettrodo refrattario di tungsteno e
nota come TIG (Tungsteno Inert Gas), in quanto nella zona si fa
circolare gas inerte. In una variante di quest'ultimo sistema di
saldatura I'arco viene fatto seoceare fra Ie estremita di due fili
di Tungsteno avvieinat~ fra di lora can uno stretto an~olo di incli
nazione e soffiato da una corrente di idrogeno ehe glifa assurnere
la forma di fiamrna e protegge nella stesso tempo il ~etallo fuso e
i1 cordone di saldatura. Ricordiamo che il sistema TIG e quello us~
to per la saldatura di metalli che tendono ad ossidarsi facilmente
(es. i1 Titanio).
La saldatura ad area con elettrodo metallico fusibile e il procedf- -
mento pia generalmente adottato. L'elettrodo fusibile costituisce
un polo del circuito elettrico essendo l'altro polo costituito dal
materiale base da saldare. L'elettrodo costituito da filo metalli
co in barrette, a continuo in babine a seconda del sistemaJ
fonde
in modo continuo nell'areo eontemporaneamente a una porzione dei
lembi da saldare del materiale base formando un pezzetto di metal--
lofuso. che, dopo solidificazione, viene a formare il cordone di
saldatura.
Quale elettrodo si potrebbe impiegare del semp1ice filo nudo. rna
si e rieonosciuto indispensabile proteggere il metallo allo stato
117
fuso dalle contaminazioni atmosferiche. cio che si ottiene rive-
stendo gli elettrodi con adatte sostanze solide 0proteggendo la
zona di saldatura con gas inerti.
La maggior parte delle saldature ad arca viene ancora effettuata. -
impiegando gli elettrodi rieaperti 0rivestiti che sono costitui-
ti da b~rrette di metalla can la st~s8a composizione-ehimica del
metallo da saldare. II rivestimento del filo isola elettrioamenteItelettrodo da accidentali e pericolosi contatti con i materia Ii
metallici adiacenti durante la saldatura e assicura la stabilita
e la eontinuita dell'arco 'di saldatura. Fisicamente il rivestime~
to. fondendo in leggero ritardo nei confronti dell'anima metalli-
ca, protegge l'arco dal diretto contatto dell'atmosfera e forma
una scoria fusa ehe prategge il cordone di saldatura da un raf-
freddamento troppo rapido e contribuisce a canferirgli buone carat
teristiche meecaniche.
Nel procedimento di saldatura a filo metallico fusibile e can pr£
tezione di gas inerte nota cort il nome di MIG (M~tallic Inert Gas)
non si usa aloun flusso e il cordone di saldatura e nudo e non e
ricoperto di scoria. In esso una corrente di gas inerte circonda
completamente l'arco e la zona di saldatura evitandone il contat-
to can l'atmosfera. I gas impiegati per la protezione sono~ene-
ralmente l'argo, l'elio, erogati in una quantita variabile da 0,53
a 3m aIl10ra dall'ugello della torcia ehe circonda il filo.
La.saldatura elettrica ad areo e malto impiegata per Ie seguenti
ragioni:
- l'innalzamento di temperatura e Iocalizzato, eosl che viene no-
tevolmente ridotta la difficolta di saldare fra loro pezzi di
spessore diverso;
- per 10 steS50 motivo sana minori Ie distorsioni e Ie tensioni
interne conseguenti la saldatura;- i cambiamenti nella struttura e nelle caratteristiche meccaniche
sono piu loealizzate rispetto alIa saldatura ossiacetilenica;
- si esegue facilmente sotto vuoto 0in ambiente di gas neutro 0
nObile, cosl da eliminare gli inconveni~nti dell'assidazione.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 60/65
l i B
S AL DA TU RA ELE TT RI CA P ER R ES IS TE NZ A
E' un procedirnento di saldatura autogena senza materiale d'apporto.
l1el quale i1 calore necessario per portare localmente Ie superfici-
da saLdar-e a temperatura di prefusione e fo r-ni.t;oper> effetto Joule.
cioe per la resistenza elettr>ica al passaggio di corrente attraver-
so la zona da saldare.Si impiegano tensioni bassissime (~ - 8V generalmente) con inten-
sita di corrente variabili in relazione al tipo di metallo da con-
giungere e al tempo di saldatura, dette intensita possono superare
anche i 100,000 A.
Questo tipo di saldatura si puo applicare. con le dovute limitazi~
ni, a tutti i metalli compresi quelli difficilmente saldabili: in
generale si salda tanto meglio un materiale quanto piu alta e la
sua resistenza elettrica e pili bassa la sua conducibilita termica,
i1 rame, ad esempio, e molto diffici1mente saldabi1e con questa me
todo. II calore totale gener~to nella zona si saldatura e negli
elettrodi e espresso in chilo calori-e dalla formula:
nella quale I e l'intensita di corrente in ampere, R e la somma
delle resistenze elettriche di con tat t o fra Ie superfici da sal-
dare misurata fra gli elettrodi, T e il tempo di passaggio della
corrente espressa in secondi e J 1tequivalente meccanico della ca-
loria = 4,18 - 103J.
Le saldature a resistenza si distinguono in:
Saldature a punti
Viene eseguita per sovrapposlzlone di due lamiere sottili compres-
se fra due elettrodi di rame raffreddati ad acqua, contrapposti e
formanti i due poli del circuito. 8i ottiene una giunzione di tipo
"discreto", analoga alia chiodatura, la quale offre quindi un cat-
tivo comportamento alla fatica.
La giunzione risulta relativamente pesante per la necessita di so-
119
vrapporre Ie lamiere; dtaltra parte l'alterazione del materiale e
estr-emamerrt localizzata e I'op~razione, quando ", Lb '1 .e POSSl 1e, rlsul
ta rapida e di semplice· esecuzione; non e necessario un successivo
trattamento termico.
La necessita di serrore Ie lamiere fra Ie pinze e il valore elevato
della corrente in gioco, che comporta l'impiego di cavi di grosso
diametro, costituiscono grosse limitazioni all'impiego di impianti
portatili, soprattutto per la saldatura delle leghe leggere.
Una variante di questo metodo e la saldatura a rulli. Si puo consi
derare sempre una saldatura a punti n~lla qual~ la spaziatura fra
un punta e l'altro anziche per sollevamento degli elett~odi e tra-
slazione del giunto, e realizzata p~r rotazione di dischi lungo il
giunto da eseguire.
Ll'Lett,.odirrtiffredd.zU)
La corrente viene invi.ata ad l'ntervallJ.· ., mentre 1dischi ruotano
sui,pezzi rimanendo sempre in pressione. Con intervalli sufficlen-
temente piccoli e velocita di rotazione dei dischi abbastanza bas
se. i punti di saldatura possono toccarsi 0 risultare parzialmente
sovrapposti, cosi da dar luogo a una linea continua di punti di sal
datura atta ad assicurare la Tenuta stagna del giunto.
La messa a punto della macchina p~r le saldature a punti e sempre
.una operazione piuttosto delicata soprattutto per quanto riguarda
l'erogazione della corrente.
11 controllo della qual ita dei punti di saldatura si esegue, in
questa fase, mediante prove di strappamento su provini saldati. Du
rante la saldatura vera e propria si possono poi registrare l'and~
mento della corrente e della compressione fra gli elettrodi, il che
permette di eseguire sia un controllo immediato ch~ a posteriori.

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 61/65
120
Saldatura di testa
Bi compi~ su tutta Ia superficie affacciata dei pezii da unire. I
due pezzi vengono serrati con forti pressioni in due morse costi-
ttiite in materiale buon conduttore d'elettricita in quanto esse. .
costituiscono i due elettrodi. Una fissa e l'altra mobile.
Quest' ultima morsa viene fatta avanaar-e ver-so la prima fino
a po;tare a contatto Ie due facce·deip~zzi da saldare e quindi e-
s~rcitando su di esse una certa pressione.
Nel .caso della saldatura a resistenza pura il passaggio della cor-
rente provoca un forte riscaldamento fra Ie superfici grazie alIa
resistenza di contatto. Quando queste hanno raggiunto Ia tempera-
tura di forgiatura e incominciano a diventare pastose si applica
un forte aumento di pressione e si ricalca la zona in contatto f~
cendo avanzare la morsa mobile e togliendo alIa ste sso tempo la cor-
rente. Si ottiene c051 un giunto saldato.leggermente rigonfiato.
Nel caso della saldatura a scintillio Ie due superfici da saldare
vengono avvicinate rnanon cornp~ess~, stabilendone il contatto solo
attraverso Ie asperita delle superfici. Can il passaggio della caErente i punti di contatto sono portati a fusione·e Ie goccioline
metalliche esplodono e sono proiettate all'esterno. Si formano co-
sl fra Ie superfici affacciate tanti piccoli archi elettrici che
si propagano a tutta l'ampiezza delle superfici ricoprendole di un
vela di metallo liquido. Raggiunta la temperatura suffieiente su
tutta la sUperficie, si applica una forte e brusca pressione fra i
pezzi mentre si toglie la corrente; in tal modo il velo liquido e
tutte Ie impurezze vengono scacciate all'esterno e si realizza la
unione saldata per ricristallizazione.·
Diamo alcuni cenni su due nuovi metodi di saldatura che stanno tro
vando impiego nell' industria aeronautica.
I.sAL"Pf 'lT" IlR
. ' P E R 3 : iNT iL~ jO·
I e -
121
: Saldatura mediante bombardamento elettronico.
Si ottiene il calore di fusione dirigendo nella posizione del giuQ
to da saldare un fascio di elettroni a grande velocita.
L'urto di questi sulle superfici da saldare non libera completame~
te la lora energia cinetica, rnaquesta viene pili0 me no spinta in
profondita trasformandosi in calore e provocando la fusione locale.
Cio vale per qualsiasi metallo, lega ° combinazione di metalli an-
che ceramici. II sistema viene attualmente adottato nel caso dei
material.i fortemente reattivi e difficilm~nte saldabili e in part.!
colare per l'approntamento degli elementi combustibili uranio-zir
conio, cilindrici. a placche e a pacchetto, dei reattori nucleari.
Nell'industria aeonautica e stato utilizzato per realizzare il casso
ne centrale con Ie cerniere del PANAVIA Tornado. usufruendo del'im
pianto della di tta americana Grumman che a sua volta aveva usato 10
stesso procedimento per realizzare la parte analoga del suo F 14
Tomcat.
Sc\lema dl prjncipio 'deU..sald~tur.l col cannone elet-trnnleo.
Saldatura a laser
Un'recente sistema di saldatura per fusione si vale di raggi di lu
ce monocromatica e coerente detti "laser". Si sfrutta l'alta densi
t a di energia di questi raggi ( e 105 volte pili intenso dell'areo
elettric6 al tungsteno in gas argon ) proiettata sulla zona da

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 62/65
122
s al da re ;. es er ci ta nd o. co nt em po ra ne am en te u na p re ss io ne a ss ia le p re -
determinata. a mezzo di una molla.
Si trovano attualmente in commercio apparecchi di questo tipo ada!
ti all' esecuz ione di m ic ro sa ld at ur e d i p re ci si one s u m in ut er ie ,
p ar ti d i s em ic on du tt or i. ece.
Saldobrasatura.
E' un metodo abbastanza diffuse, sopratutto per accoppiamenti eilindrici
crecht ,
I pel:zi da unire t realizzati con
una tolleranza piuttosto str-etta ,
vengono messi in for-no, e per-tau
ad una temperatura (450 - + - 600 -ci
tale che In pasta di br-asatura , di-
spostaad anel.lo come illfigura 0
sulla superficie di accoppiamento
secondo ildisegno del pezzo , flui -
difichi e bagni per capill.ar-ita
tutta Ia superficie di accoppiamento.
Con ilraffreddamento succe sstvo
si ottiene una buona gtunzione , con
caratteristiche intermedie fra In
saldatur-a e l 'tnccl.laggtc ,
II tipo di pasta da impiegare,solitamente costituita da argento, rame, stagno
piu agentt fluidifi.canti, varia a seconda del materiale da brasare.
12 3
4.2 - L e chiodo. ture .
La chiodatura e tuttora i1mez.zo piu impiegato per Ie giunzioni di (dementi
strutturali in lega Ieggera dato cheJa saldatur-a e l'inc,oUaggio risultano di
non conveniente imptegoneUa maggior parte dei cast ,
1hiodi di lega leggera vengono messi in opera. a freddo e l'aderenza
che assicurano fra Ie lamiere e piccola rispetto a quella ottenibile con chtodt
d"accfaic , ribattuti a caldo; le teste formate a fl'eddo presentano una scars a
r-eststenza a110 str-appamento • Quindi la resistenza della chiodatura Ira lemie-
re di lega leggera e es~enzialmente costttui ta daUa resistenza a taglio dei
chicdi , mentre nefle chiodature su acciaio, l'attrito fra le Iamier-ee 18.prima
fonte di resistenza.
La foratura per l'alloggiamento dei chrodt deve essere esepita qutndi con la
maggiore precisione pos sfbtle , compattbt lmenre con le necessitii di inserire
ichiodi senza diff'icol ta ,
Per-etc Sli elementi da unire vengono spesso forati contemporaneamente e
alesati prima di introdurre il chtodo ,
I chiodi impiegati sono essenzialmente di due tipi:
ribattini a sezione ptena , per iquali e necessaria. una vera e propria
ribattitura meccantca , che esige Ia acceastbflrta da entrambe
la parti aIla chiodatura.
rivetti a. sezione tubolar-e , che possono essere messi in opera anche
quando vi sia acces etbtltta da una sola parte.
II coste d~un chtodo in opera e notevole (mediam~nte 100 -> - 150 lire).

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 63/65
124
a) Ribattini.
L'operazione. di chiodatur-a consiste. e.sse.nzialmente,in tal casc , delle se~
guenn fasi successive: foratura, sbavatura, inserzione del chiodo , avvici-
namento-deglt elementi da untr-e, ribattitura.
d
La aderenza delle parti prima della ribattitura, e necessaria per evitare
malformazioni durante Ia ribattitura.
La ribattitura della controtesta si esegue normalmente in modoindire.tto,
ctoe agendo suIla testa con un martello pneumatico e for-mandol~ controtesta
con una massa all'estremita. del gambo.
I chtodi possono essere coati tui ti di un. materiale abbastanza deformabile
a freddo e di medie carattertstiche meccaniche (ribattini dt pronto impiego);
oppure dt materiale can piu elevate car-atteraati.che, che pero esige la boni,-
fica: aflor-a ilchtodo si pone in opera aIlo state temperato e poi invecchia
naturalmente neI giro di qualcha ora.
L'opeeazdone di ribattitrrra esige che gli spessori delle lamiere siano con-
frontabili tra di 101'0, al fine dt evitare imbozza:menti locali; comunque pill
sottili sono 1elamiere da collegare fra 101'0, pill difficile e la messa in opera
del chtodo e pill vicini tra 101'0 devono essere gU speesor-i,
Le teste dei chtodi che spargono dalle lamiere, in certe zone del velivolo,
possono disturbare notevolmente il flU5S0 aerodinamico. 5i impiegano in tal
125
c a s o ribattini a testa . s v a s a t a r in tal caso e perc necessario poter alloggiare
la testa del chiodo nella lamiera. Quando 10 spes sore della lamiera 10 consen-
te , c io si ottiene semplrcemente con una fresatura conica all'imbocco de,I foro.
Quando invece 10 spes sore della lamrer-a e troppo esiguo, l'alloggiamento
viene procurato tmbutendo Ia lamiera sottile e fresando quella spessa, 0tmbu-
tendo entrambe le lamiere se cio e necessario; in tal case bisogna porre par-
ticolare attenzione nella ribattitura.
Iribattini sono i chiodi che danno maggior affidamento, se la loro massa in
opera e eseguibile inmodo corretto.
b) Rivetti.
Quando la ribattitura sia impossibile 0molto diffico ltosa , e opportuno
ricorrere all'impiego di rivetti. Essi sf mettono In opera accedendo da un
solo lato della chiodatur a .
La formatura della controtesta viene effettuata da una spina che allarga Ia
parte estrema del gambo e, in minor misura; quella in corrispondenza ~ella
l am i ez-a ,
a

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 64/65
127
Nei rivetti tipo :(a}f la spina viene estr-atta completamente e ilrivetto risulta
Le colle usate si dividano in due tipi a secanda della temperatu-
ra a cui vanna paste in opera:
cavo.- colle a freddo: composte da ~na colla base e da un cataliz~ato_
re che vanna spalmati separatamente sUlle due parti da incollare
H an na c ar at te ri st ic he m ec ca ni che c omp le ss iv ame nt e mi no ri d el le
co lle che seguono ;
- colle a caldo: che vanna messe in opera ad una certa temperaturae con l'impiego di una certa pressione esercitata tra i due pez-
zi da congiungere. Si ottiene in tal modo la pOlimerizzazione
de lla colla ovvero la t rasformazione irreversibile del· le moleco-
I e d el c ol la nt e.
Nei rivetti tipo (b), la spina presenta un intaglio per rottura prestabilita,
COS1 che u na p ar t e di essa resta _a riempire il foro; quesri rtvetti si compor-
tano un poco .meglio a taglio; non 5i pub comunque fare molto affidamento sul-
la tenuta ana spina, sopnatutto in caso di vibr-aztonl ,
La messa in opera dei rivetti e comunque di tale prattetta da consigliarne
l'impiego quando le caratteristiche della giunztone 10 per'mettano ,
c) Ribattini esplo sivt,
Un altrometoda per esegutr-e chiodature accessibilida un solo lato e queUo
di usare ribattiniesplosivi , La ptccola ca-
rica incapsulata all'estremita. del gambo st
fa esplodere di solito con un punzone scal-
dato: 5i ottiene cosi una discr eta controte-
sta; resta eoltramente 1'inconvenientedi no n
P~r ottenere l'applicaziane contemporanea del cal o re e della pres-
siane richiesta si puo far ricorso a due macchine diverse: od usa-
re un'autoclav e 0 una pressa con Ie piastre riscaldate. La pressa
ha il vantaggio di fornire una pressione uniforme per un tempo mi-
nore ed e eminen temente ad atta per l'i ncollagg io di supe rfici p ia-
ne. Si potrebbero lisare stampi e controstampi per incollare lamie-
re a sernplice e a doppia curvatura. rna i n questo caso diventa mol-
to pili difficile poter distribuire la pressione in modo uniforme
n el la z on a i nt er es sa ta .
L' autrool.ave ha 1 0 avarrtagg L o di richiede re un temp o per il c i.cLo
di lavoro molto maggiore rna e m ol to p il i f le ss ib il e n el l'i mp ie go r i
s pe tt o a lI a p re ss a.
La scelta tra i due metodi spes so non viene dettata da altri fatto
ri che non siano l'esperienza e la preferenza per uno dei due.
In entrambi i casi, comunque, calore e pressione sana applicati
simultaneamente.
Per il riscaldamento si puo usare direttamente del vapore 0 ricor-
rere ad un riscaldamento elet trico (lampa de 0resistenze).
Ne ll 'a ut oc la ve i l c omp le ss o d a i nc ol la re e g en er al me nt e c op er to d a
un telo flessibile, e si pompa fuari l'aria presente tra questa e
il comples so. La pres sione atmo sferica app licata e p oi r i nf or za ta
d al v ap or e 0 d al la p re ss io ne c he s i c re a a rt ifi ci al me nt e.
Sa per il riscaldamento si ricorre a1 vapore si ottiene un cicIo
di lavorazione ancora pili lungo, in quantol'autoclave, a mena che
non sia termicamente isolata, si riscalda anch'essa comportando un
r af fr ed da me nt o m en a r ap id o.
-poter- garantire la perfetta eder-enz.a degli elementi da collegare.
INCOLLAGGIO
L'incollaggio tra metallo e metallo offre un certo numero di vanta~
gi ri spetto ai c onsueti colleg amenti effettuati con chi odi 0 salda
ture:
l a g i un zi on e e c on ti nu a'c omp or ta nd o q ui nd i u na mi no re c on ce nt ra -
zi on e d eg li s fo rzi ;
- r id uz io n e di peso;
- aumento della resistenza a fatica;
- maggior res istenza a lIa propaga zione di cric che;
- una str uttura chiusa o ttenuta per incol laggio a ssicura l 'ermeti-
cita della medesima ed un aumento di rigidezza rispetto ad una
ottenuta per saldatura a punti 0 c o n c hi od a tu ra .

5/7/2018 TecnologiaGenerale_Caprile - slidepdf.com
http://slidepdf.com/reader/full/tecnologiageneralecaprile 65/65
128
Per ottenere una corretta giunzione bisogna seguire scrupolosamen-
te i consigli tecnici suggeriti dal fabbricante della colla. In li
nea di massima Ie operazioni da eseguire per ottenere un corretto
incollaggio sono:
1) Sgrassaggio delle superfici. Per i pezzi in lega di alluminio
occorre ·far seguire un trattamento di "pliccaggio" imrnergendo i
pe zzi, In un bagno cr-omo-cso Lfor-Lco, po i;lavarli e sgrassarli.
Per gli acciai basta 10 sgrassaggio se sono stati lavorati da
poco oppur-e 5i puc r-Lcor-ner-e ad una sabbiatura per asportare
gli eventuali oS5idi.
2) Applicazione della colla. Iprimi col1anti erano essenzialmente
formati da due componenti: uno liquido che veniva 5palmato sul-
Ie parti da incollare e un componente solido da cospargere
sulla zona bagnata dopa qualche minuto. Ovviamente la conserva-
zione dei due componenti presentava dei problemi non indifferen
ti. 8i e passati oggi ad impiegare una pellicola che incorpora
direttamente i due componenti; cio permette una maggior faci-
lita d'impiego e di l"aggiungel"e una maggior resistenza.
3) Giunzione dei pezzi. Viene effettuata a caldo COn pressioni delItordine dei 5 kg/cm2 ~d ad una temperatura variabile a seconda
della colla tra i 1400 e i lS00C e per un tempo piu 0menD lun
go.
Le giunzioni ottenute con' queste colle a caldo hanno dimostrato
un'ottimo comportamento _in un ampio interval10 di ~emperatura
(-40° a +800C) dimostrandosi insensibili alIa presenza di umidi
ta e alIa maggior parte dei solventi.
Ad esempio per il Concorde ne sono state sviluppate parecchie che
vispondessero a particolari esigenze. Una di queste. prodotta sot
to il nome di REDOX 322 dalla ditta Ciba-Geigy, e capace
di Bopportare Ie prolungate espoBizioni aIle alte temperature. 8i
presenta sotto forma di pe11icola sottile ed ha una grande resi-
stenza alIa deformazione per scorrimento a caldo. Pero la messa in
opera richiede una temperatura di 175°C (±50) e pressioni dtapp1i-
cazione delltordine dei 4 kg/cm2• ha una resistenza a taglio di222
2,4 kg/mrn a -55°C, 3 kg/rnm a 13SoC e 1,5 kg/rnrn a 216°C.





























