Embed Size (px)
Citation preview
Threadlocking and
sealing
Insulatingcoating
TufLok®/Nytemp®Nyseal®Nystay®Nyplas®
precote/3M Nycote®
Technical publication
No.60
… technologies for a reliable hold

Fastening technology from KerbKonus is in successful application ina wide variety of different industrial sectors around the world.
State-of-the-art production facilities provide our customers withthe assurance of quality and reliable delivery, and sophisticatedfastening solutions for every conceivable field of application areimplemented by our own Research and Development Department.
Close cooperation and exchange of experience and expertise on aninternational level ensure that our company stays at the cuttingedge of technological development.
With independent branches and agencies operating in a number ofcountries around the world, we are a truly reliable partner when itcomes to secure fastening technology you can rely on.
Alongside its renowned threaded inserts, the name KerbKonus alsostands for comprehensive products and services in the field of con-necting technology. KerbKonus offers its services as a reliable con-tract coater to prepare threads for a wide range of different requi-rements:
• Thread locking• Thread sealing• Insulating plastic coating
Threaded inserts from KerbKonus have been thoroughly tried andtested over the years and used in a wide variety of applications tocreate connections you can rely on. Depending on the method ofanchoring in the material, KerbKonus offers a variety of differentthreaded insert versions:
• Self-tapping threaded inserts for metal, wood and plastics,• Threaded inserts for cold embedding• Threaded inserts for hot or ultrasound embedding• Threaded inserts for screwing into an internal thread• Threaded inserts for riveting
For the reliable, cost-effective connection of thin mouldings andparts made of aluminium and magnesium, KerbKonus offers the:
• Tuk-Rivet, the complete punched rivet system for thin mouldings
If you have a specific problem related to the field of fasteningtechnology – with its rich fund of expertise and comprehensiveproduct range, KerbKonus has the solution for you.
Technical details on KerbKonus products are also provided on ourhomepage: www.kerbkonus.com
... our products and services
Kerb-Konus-Vertriebs-GmbHWernher-von-Braun-Straße 7Industriegebiet Nord
D-92224 Amberg
Phone +49 9621 679-0Fax +49 9621 679444e-mail [email protected]
internet www.kerbkonus.com

From M3 Film-forming 360°- Low Works standard Page 20 to 23dispersion coating 924 to 929Colour:turquoise, white
Screws: Up to 120°C, short 360°- Medium Works standard Page 6 and 7M1 to M68 term up to 150°C, coating coating 900/945
nylon spot coating,Nuts: Colour: BlueM5 to M12
Screws: Up to 200°C, plastic 360°- Medium Works standard Page 8 and 9M1 to M68 spot coating coating 900/945
Colour: OrangeNuts:M5 to M12
M5 to M16 Insulating No Low Works standard Page 24 to 27 coating 911/912/913
From M3 Short term up to 360°- Low Works standard Page 16 to 19150°C coating 924 to 929(with 3M 2510),plastic adhesive in microcapsulesColour: Blue, white,orange
Thread coating ...
TufLok® „der blaue Fleck“® (the blue patch)
Nytemp®
Nycote®
Thread coating from KerbKonus …
Tested quality and reliability Page 2 and 3Coatings in application and on the test stand Page 4 and 5
Dimen
sions
Seal
ing
met
hod
Scre
w-in
torq
ue
Spec
ifica
tions
Fiel
d of
app
licat
ion
Furthe
r
desc
riptio
n
3M 2353/3M 2510
precote 5 • 3M 4291
®
®
Nyseal®
M3 to M10 Colour: Green or 360°- Unchanged Works standard Page 10 and 11ISO 4 to ISO 10 transparent plastic 903 2
Nystay®
Screws, bolts from Colour: Green, Works standard Page 12 and 13Ø 1 mm fixing, 903 4pins from Ø 3 mm Polyolefin foam
Nyplas®
screws Colour: Black 360°- Unchanged Works standard Page 14 and 15from M3 PVC/Plastisol- coating 903 3
coating
precote 30/80/83/85
From M3 Up to 170°C (with 360°- Low Works standard Page 16 to 19precote 80/83), coating 924/926/927plastic adhesive inmicrocapsulesColour: Yellow, red,turquoise, white
2
At our parent plant in Amberg, we pro-duce threaded inserts using efficientproduction methods. A team of quali-fied and highly motivated staff guaran-tees a consistent, high standard of pro-duction.
The number of products manufacturedover the company’s history reachesinto the billions. State-of-the-art auto-mation lines manufacture around theclock in a precise and high standard ofquality. The efficient and low-cost pro-duction of large-scale product series isone of the strengths on which we havebased our success.
But our high-volume production outputin no way compromises flexibility. Weare able to quickly and efficiently pro-duce even small batches of non-stan-dard items.
Our well assorted inventory permitsthe reliable, prompt delivery of stan-dard products, keeping your productionrunning to schedule at all times andhelping to minimize your warehousingcosts.
We are particularly proud of a cost- to-performance ratio which ensures satis-fied customers the world over. This hasmade KerbKonus a reputable andrespected partner to industry in theglobal marketplace.
Quality is a top priority issue atKerbKonus. Quality consciousness is acontinuous thread running throughevery aspect of the company's workand all its products and services. Qua-lity is lived and breathed at KerbKonus.
All the most important certificationsand approvals are always kept consis-tently up to date, and our company isaudited regularly for compliance withthe most important international stan-dards.
What really counts:tested quality.
Quality SystemDQS Certificate in accordance withDIN EN ISO 9001:2000 Reg. no. 001743 QMISO/TS 16949:2002 Reg. no. 001743 TS2/78

… technologies for a reliable hold
3
KerbKonus has enjoyed an excellentreputation as a surface treatmentcompany over a period of many years.
Thread coating is something we viewas a comprehensive service. Subjectareas such as reliable delivery datesand flexibility mean more toKerbKonus than mere watchwords;they form the basis for maximumcustomer satisfaction.
We carry out surface treatment at anumber of locations (two of them inGermany), meaning that we arealways within reaching distance forour customers. Short distances andproduction flexibility guarantee ourcustomers the degree of delivery relia-bility they need to succeed.
Our flexibility is evidenced particularlyby our ability to respond quickly tocustomer requests. We take charge ofthe entire logistical organization. Andwhen the situation so requires, we actquickly and reliably to maintain thedelivery capability of our customers –no matter how tight the bottleneck.
Our many years of experience as asupplier to the automotive industryhave clearly highlighted the need forall-embracing solutions to connectionproblems which cut across conventio-nal thematic boundaries.
With its know-how and its compre-hensive range of products and servi-ces, KerbKonus is a truly dependablepartner when it comes to „fasteningtechnology you can rely on“.
A secure connectionfor our customers …
4
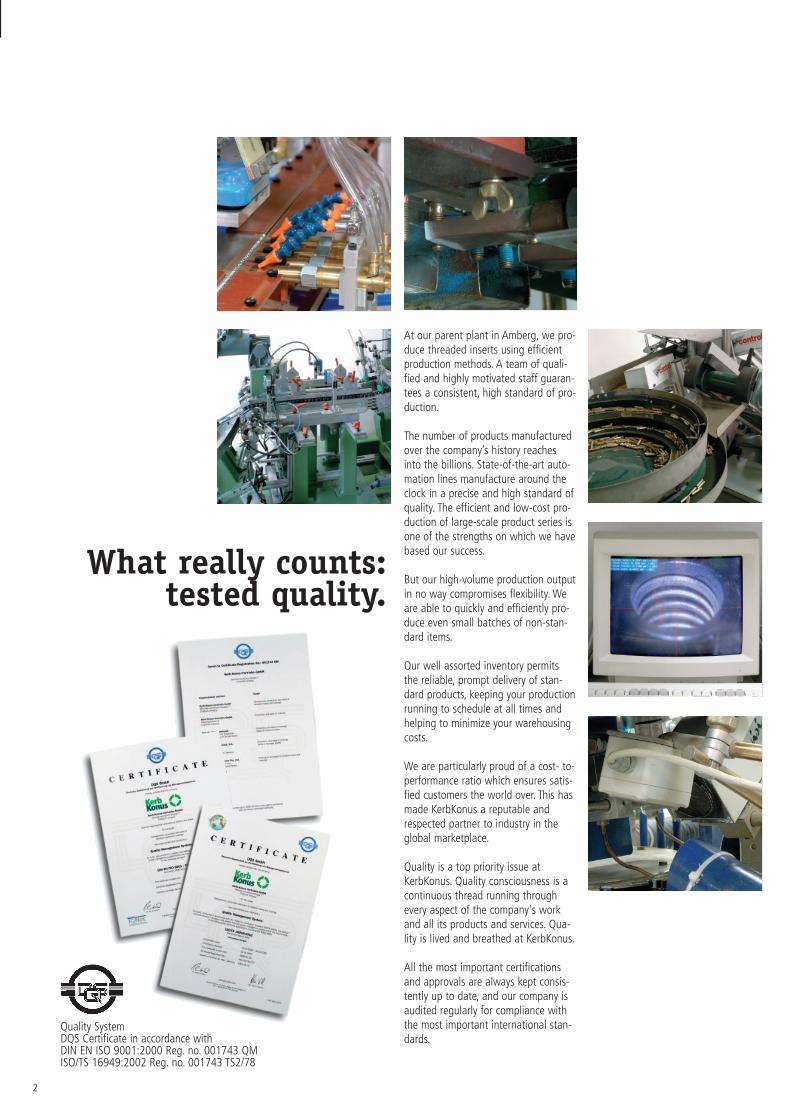
Coatings in application …
• Security against working loose or unscrewing
• Provision of a fluid or gas-tight seal
• Use in materials of any optional strength or surface hardness
• No damage to surfaces as is possi-ble with many washer elements orwith toothed-head screws
• No notching effect under the head,eliminating the risk of permanentfractures in thin-walled mouldings
• No metering problems of the typeencountered with fluid screw locking media
• No components becoming stuck onassembly belts
Product characteristics
Thread coating types Tuf-Lok, Nytemp,Nyseal, precote, 3M and Nycote havebeen proven in practical applicationthe world over.
KerbKonus offers a contract surfacetreatment service using these coatingmethods on supplied screws and nuts.
TufLok® – „der blaue Fleck“®
(the blue patch) or as an all-round coating
A reliable economic system for lockingand sealing screw connections. A high-ly elastic, wear-resistant blue nyloncoating is applied to part of the threadon screws and other threaded compo-nents.
The TufLok spot creates a high frictio-nal engagement during the installationprocess, firmly pressing together theflanks between the screw and nutthread.At the same time, it fills the axialbacklash between the screw and nutthread, creating a connection whichprevents the screw from working looseunder dynamic loads.
Nytemp®
High-temperature screw locking andsealing system for use at continuoustemperature stress of up to 200°C(higher temperature stress also possi-ble for short periods).
Due to the high coating temperature,this product can only be used onbright or phosphated threaded compo-nents. Short term corrosion protectionmay be applied subsequently.
„der blaue Fleck“ (the blue patch) is a Trademark of Kerb-Konus-Vertriebs-GmbH
Nyseal®
Nyseal is a new concept, involving theapplication of elastic seals on screwsand other threaded components priorto application, either directly under thehead, flange or on the thread run-out.This eliminates the need for the use ofmanually applied washers, seals or O-rings.
Nycote®
Nycote is a patent-protected coatingmethod involving the application ofinsulating (non-conductive) Teflonpowder on the heated threaded com-ponent.
Result: A protective layer which pre-vents unwanted deposits from primers,paints and other surfaces during theelectrodeposition process.
precote/3M®
The principle goes by the name ofmicroencapsulation: Minute fluid drop-lets trapped in a thin-walled capsule.This method allows fluid adhesivelocking systems to be „packaged“ inpowder form.
The powder-form microcapsules areworked into a reactive binder systemand applied in this form to the threadsurfaces. The threaded components arecoated by mechanical droplet wettingusing special coating plants.
During installation of the threadedcomponents, the microcapsules breakopen, releasing the fluid adhesivelocking medium, which dries quickly.
A screw connection is created whichnot only has sealing properties but isalso secured against vibration and lossof pre-stress.
5
On the test stand …
A company’s success depends primari-ly on its productivity and innovativedrive as well as on the quality of itsservices.
A high standard of quality is funda-mental to any company’s long-termsuccess in the marketplace.
Quality improvement and enhancedproductivity are not self-contradictory.Quite the contrary: Where an efficient,functioning Quality System is in place,they serve to complement each other.
For this reason, KerbKonus has inves-ted heavily also in developing and ex-panding a system of internal produc-tion surveillance in its thread coatingproducing division.
Since as long ago as June 16, 1994,our company has been certified to DINISO 9001, passing the repeat and sur-veillance audits with flying colours.
Certification to QS-9000/VDA 6.1 wassuccessfully completed in February1999.
Threaded inserts from KerbKonus aremanufactured in large piece numbers.Human lives and safety can oftendepend upon these tiny components,for instance in the case of airbag retaining fasteners.
Because we bear this heavy responsi-bility, our products are tested andmonitored in line with the most strin-gent directives. In the case of particu-larly critical applications, each andevery part is exhaustively tested onstate-of-the-art test equipment beforeit is delivered to you.
… technologies for a reliable hold

6
TufLok®/Nytemp®for self-lockingexternal threads
TufLok® – „der blaue Fleck“® (theblue patch) has proven highly success-ful in practical applications around theglobe: In the automotive engineeringindustry, in heavy-duty machinery, fit-tings and appliance construction, inhydraulic systems, electrical and preci-sion mechanics and in optical applica-tions.
The TufLok spot is also suitable for usewherever other systems are unable tomeet requirements for technical oreconomic reasons:• For extremely small screws –
from M 0,8• For screws made of hard materials• For screws whose cross-section must
not be weakened• For threaded bolts
TufLok screws are mounted either me-chanically or manually using conven-tional tools.The TufLok screw enhances productivi-ty due to its capacity for fully automa-tic feed and installation. The femalethread does not need to be free of oilor grease, so allowing torque levels tobe decreased.
• TufLok®: Temperature resistantfrom -56° to +120°C. Followingprior practical testing, applicationsup to +150°C are possible.
• Nytemp®: For high-temperaturescrew locking for continuous ther-mal stress of up to 200°C (higherthermal stress also possible for shortperiods).
• TufLok®: Does not dry out, shrinkor decompose, has a practically unli-mited storage life. Resistant to alco-hol, oil, petrol and most thinners.
The TufLok coating is also suitable foruse in the food industry.
• Excellent locking effect compared toother methods; even if screws arenot correctly tightened.
• Vibration-resistant in every screw-inposition. This makes the TufLok screwideally suited as an adjusting screw.
• Fluid and gas-tight seal. The nylonlayer presses firmly into the flanks ofthe thread, so preventing the ingressof media. All-round coating isrecommended for these applications.
• Replaces positive locking elementswhich are often forgotten and lostduring assembly. The blue TufLok dotis an integral part of the screw andcannot be lost.
• Multiple use. The highly elastic blueTufLok spot always endeavours toregain its original shape. Its system-typical spray edge area safeguardsthe contact surface from shearingoff.
• No drying time whatsoever required– immediately capable of withstan-ding stress. No problems also whentightening the TufLok screw duringfinal installation.
• Suitable for all metallic materials,also for threaded components madeof stainless steels, light alloys andbrass, as well as for almost all sur-face-treated parts.
Coating takes place in accordancewith works standard 900.1.
It is also possible for galvanizedscrews to be chromated after TufLokcoating; The concentration of nitricacid for activation of the zinc coatmay not exceed five percent,it should always be kept as low aspossible.
Optimum results are achieved with aclean, smooth and chip-free nut threadin the medium tolerance category. Wegenerally recommend countersinkingthe female thread.
The TufLok system can be usedwithout problems in running produc-tion series without any need for toolmodification.
Most special requirements relating tothe position of the coating and the de-gree of torque can be accommodated.
Coating
InstallationProduct features
Field of application
Testing
Testing generally takes place in accor-dance with WN 900.1.
Other test methods must always bespecified, and can include:
• DIN 267, part 28• DIN 267, part 15• Customer test specimen with torque
specification
®
The 3-D-brands DE 395 07 392and EU 000 694 026 – a screwwith a blue patch – are Trade-marks of Kerb-Konus-Vertriebs-GmbH
„der blaue Fleck“ (the blue patch) is a Trademark of Kerb-Konus-Vertriebs-GmbH
7Kerb-Konus-Vertriebs-GmbH • P.O.Box 16 63 • D-92206 Amberg • Phone +49 9621 679-0 • Fax +49 9621 679444
Thread coating with nylonClamping coating
in accordance with DIN 267, Part 28
TufLok®/Nytemp®Works Standard 900.1
DB patent
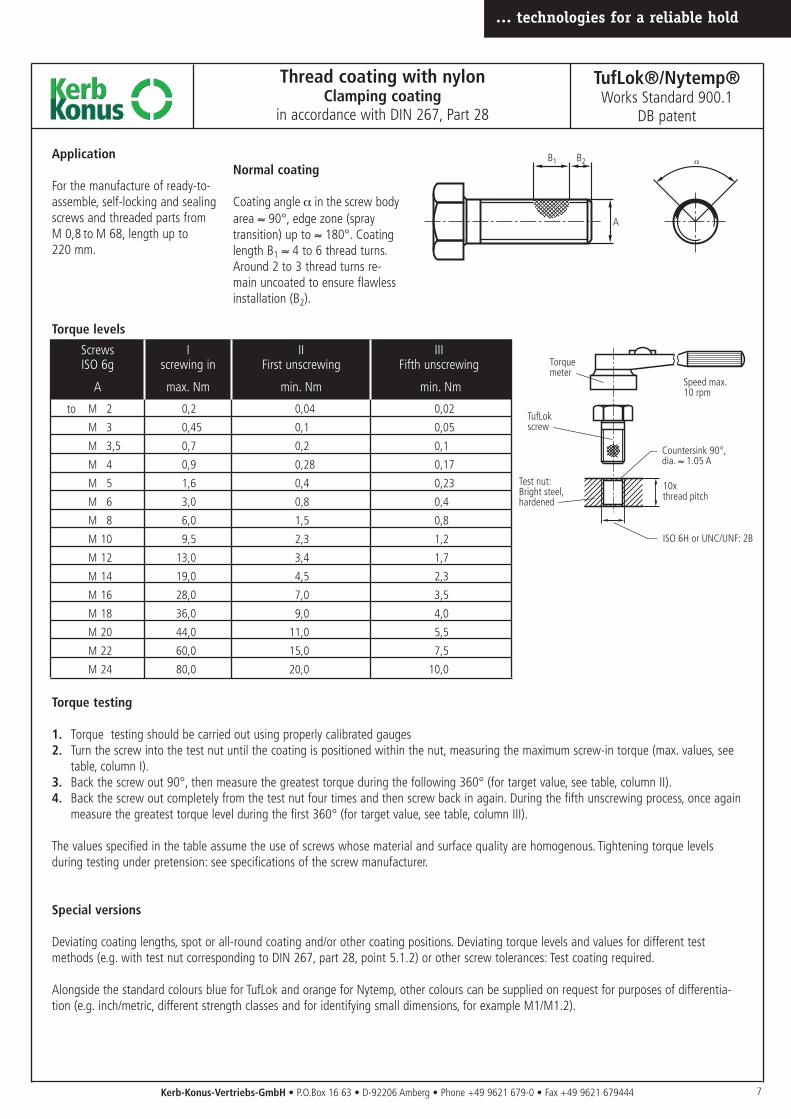
Application
For the manufacture of ready-to-assemble, self-locking and sealingscrews and threaded parts from M 0,8 to M 68, length up to 220 mm.
Normal coating
Coating angle α in the screw body
area ≈ 90°, edge zone (spraytransition) up to ≈ 180°. Coatinglength B1 ≈ 4 to 6 thread turns.Around 2 to 3 thread turns re-main uncoated to ensure flawlessinstallation (B2).
B1 B2
A
α
Torquemeter
TufLokscrew
Test nut:Bright steel,hardened
Speed max.10 rpm
Countersink 90°,dia. ≈ 1.05 A
10xthread pitch
ISO 6H or UNC/UNF: 2B
Torque levels
Screws ISO 6g
0,2
0,45
0,7
0,9
1,6
3,0
6,0
9,5
13,0
19,0
28,0
36,0
44,0
60,0
80,0
0,04
0,1
0,2
0,28
0,4
0,8
1,5
2,3
3,4
4,5
7,0
9,0
11,0
15,0
20,0
0,02
0,05
0,1
0,17
0,23
0,4
0,8
1,2
1,7
2,3
3,5
4,0
5,5
7,5
10,0
I screwing in
IIFirst unscrewing
IIIFifth unscrewing
max. NmA min. Nm min. Nm
Torque testing
1. Torque testing should be carried out using properly calibrated gauges2. Turn the screw into the test nut until the coating is positioned within the nut, measuring the maximum screw-in torque (max. values, see
table, column I).3. Back the screw out 90°, then measure the greatest torque during the following 360° (for target value, see table, column II).4. Back the screw out completely from the test nut four times and then screw back in again. During the fifth unscrewing process, once again
measure the greatest torque level during the first 360° (for target value, see table, column III).
The values specified in the table assume the use of screws whose material and surface quality are homogenous. Tightening torque levelsduring testing under pretension: see specifications of the screw manufacturer.
Special versions
Deviating coating lengths, spot or all-round coating and/or other coating positions. Deviating torque levels and values for different testmethods (e.g. with test nut corresponding to DIN 267, part 28, point 5.1.2) or other screw tolerances: Test coating required.
Alongside the standard colours blue for TufLok and orange for Nytemp, other colours can be supplied on request for purposes of differentia-tion (e.g. inch/metric, different strength classes and for identifying small dimensions, for example M1/M1.2).
to M 2
M 3
M 3,5
M 4
M 5
M 6
M 8
M 10
M 12
M 14
M 16
M 18
M 20
M 22
M 24
… technologies for a reliable hold
8
TufLok®/Nytemp®for self lockinginternal threads
Self-locking internal threads are coa-ted with a highly elastic nylon layer,
TufLok® –„der blaue Fleck“® (theblue patch).
When screwing on the internal thread,this blue TufLok spot brings about ahigh level of surface pressure againstthe flanks of the mating thread.
The nylon layer also fills out the axialbacklash between the threads of thescrew and nut, producing a vibration-proof connection which prevents thethread from working loose underdynamic stress, but can be released atany time.
Self-locking TufLok internal threadshave proven highly successful throug-hout every branch of industry, forexample in automotive engineering,and in all types of constructions andappliances – particularly where thereis a danger of parts working loosefrom machines or vehicles in opera-tion.
Field of application
• The TufLok internal thread coatingbrings about a high degree of locking safety.
• The self-locking TufLok nut can bequickly and simply installed, eithermanually or using fully automaticscrewing devices. It is ideal for pre-cise setting work.
• In contrast to lock nuts with defor-med threads or toothing, theTufLoknut prevents any surface damage tothe workpiece, thread erosion, aswell as abrasion or damage to thescrew thread.
• Additional locking elements can bedispensed with, meaning cost sav-ings due to lower outlay for storage,scheduling and inventory manage-ment.
• The „built-in locking effect“ cannever be left out accidentally duringinstallation or be lost during repairs– meaning added security.
• The TufLok internal thread isreusable.
• TufLok®: Temperature resistantfrom -56°C to 150°C.
• Nytemp®: For higher continuousthermal stress of up to 200°C (higher stress levels possible forshort periods).
Product features
®
The 3-D-brand EU 002 616 746– a screw with a blue patch – is a Trademark of Kerb-Konus-Vertriebs-GmbH
„der blaue Fleck“ (the blue patch) is a Trademark of Kerb-Konus-Vertriebs-GmbH
9Kerb-Konus-Vertriebs-GmbH • P.O.Box 16 63 • D-92206 Amberg • Phone +49 9621 679-0 • Fax +49 9621 679444
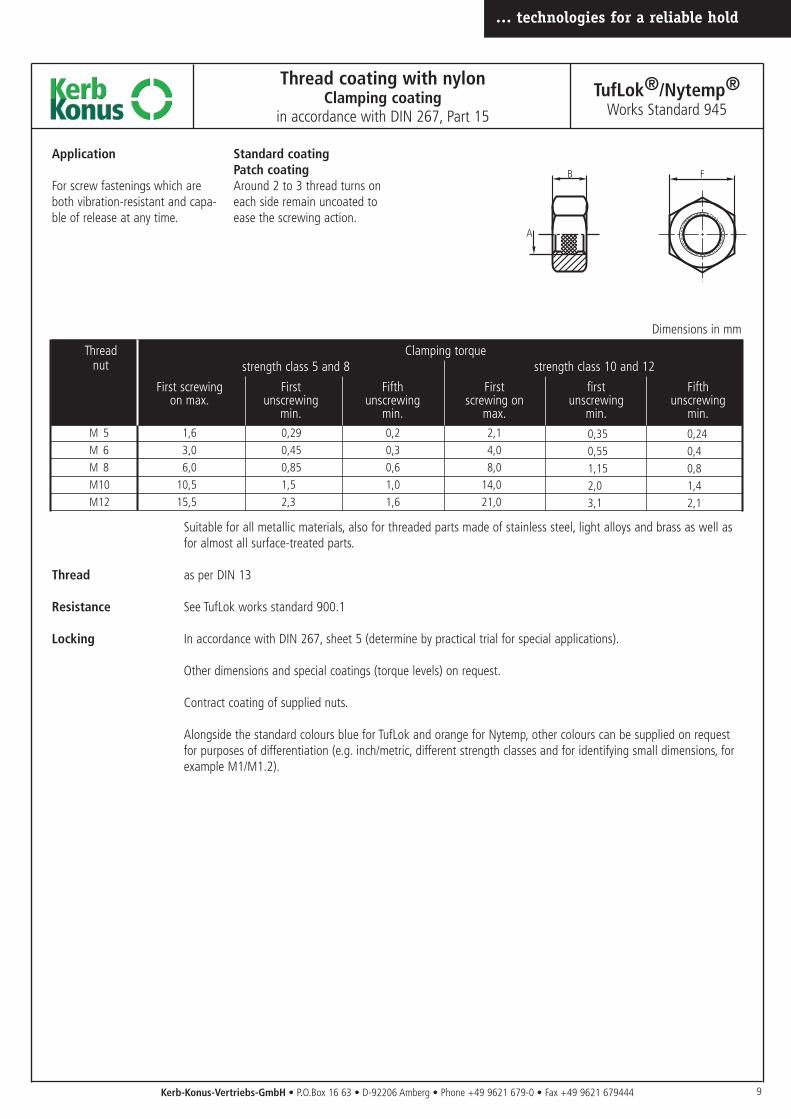
Thread coating with nylonClamping coating
in accordance with DIN 267, Part 15
TufLok®/Nytemp®
Works Standard 945
Application
For screw fastenings which areboth vibration-resistant and capa-ble of release at any time.
Standard coatingPatch coatingAround 2 to 3 thread turns oneach side remain uncoated toease the screwing action.
A
B F
Dimensions in mm
M 5
M 6
M 8
M10
M12
1,6
3,0
6,0
10,5
15,5
0,29
0,45
0,85
1,5
2,3
0,35
0,55
1,15
2,0
3,1
0,24
0,4
0,8
1,4
2,1
Threadnut
First screwingon max.
First unscrewing
min.
firstunscrewing
min.
2,1
4,0
8,0
14,0
21,0
Clamping torquestrength class 5 and 8 strength class 10 and 12
Firstscrewing on
max.
0,2
0,3
0,6
1,0
1,6
Fifthunscrewing
min.
Fifthunscrewing
min.
Suitable for all metallic materials, also for threaded parts made of stainless steel, light alloys and brass as well asfor almost all surface-treated parts.
Thread as per DIN 13
Resistance See TufLok works standard 900.1
Locking In accordance with DIN 267, sheet 5 (determine by practical trial for special applications).
Other dimensions and special coatings (torque levels) on request.
Contract coating of supplied nuts.
Alongside the standard colours blue for TufLok and orange for Nytemp, other colours can be supplied on requestfor purposes of differentiation (e.g. inch/metric, different strength classes and for identifying small dimensions, forexample M1/M1.2).
… technologies for a reliable hold
10
Nyseal® - under-headpre-coating for sealingheaded screws …
Nyseal® is a new concept permittingelastic seals to be applied under thehead, flange or at the thread run-outof screws or other threaded compo-nents – already prior to installation.
This eliminates the need to use manually mounted washers, seals orO-rings.
Nyseal is a green, optionally transpa-rent plastic coating which is melteddirectly onto the underneath of thescrew head. This achieves an excellentsealing effect against fluids and gases.At the same time, the coating acts asa buffer for sensitive surfaces of theworkpieces to be joined.
• Low-cost pre-coating
• Prevention of corrosion under thescrew head
• Excellent sealing properties
• No additional washers or seals needed
• Workplaces and assembly worksta-tions are kept clean
• No waste
Field of application
Product features
11Kerb-Konus-Vertriebs-GmbH • P.O.Box 16 63 • D-92206 Amberg • Phone +49 9621 679-0 • Fax +49 9621 679444
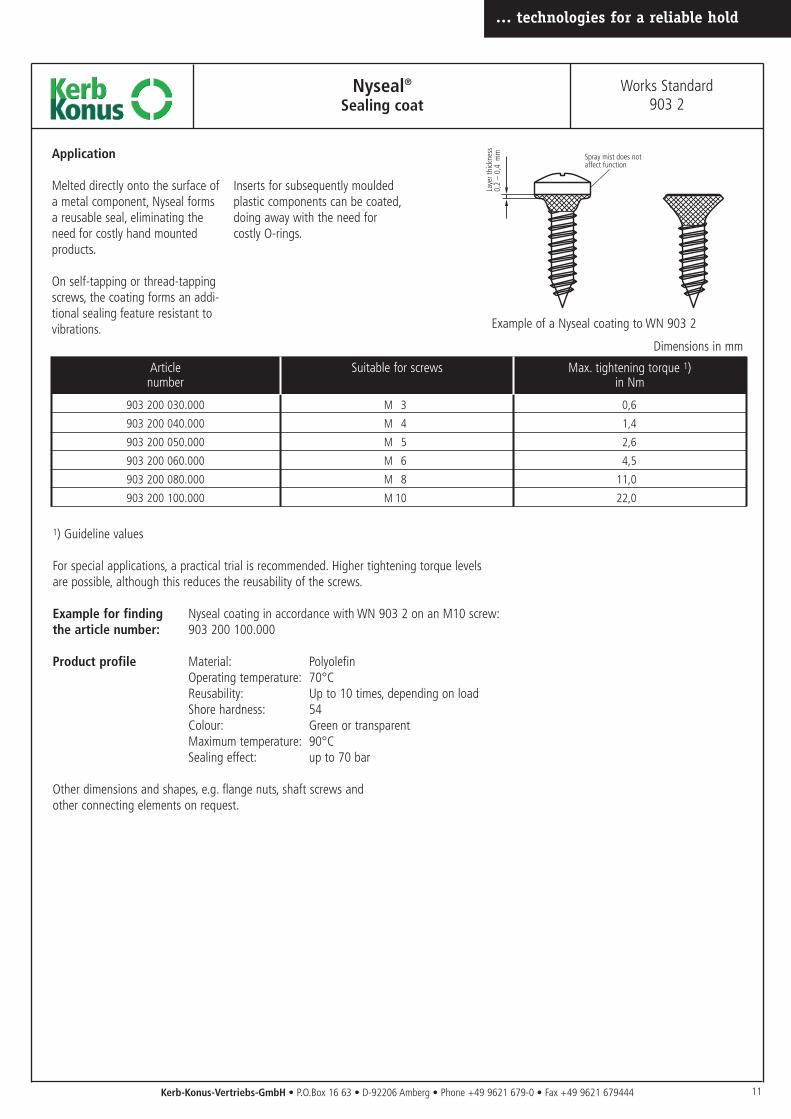
Nyseal®
Sealing coatWorks Standard
903 2
Laye
r th
ickn
ess
0,2
– 0
,4 m
m
Spray mist does notaffect function
Dimensions in mm
Articlenumber
903 200 030.000
903 200 040.000
903 200 050.000
903 200 060.000
903 200 080.000
903 200 100.000
M 3
M 4
M 5
M 6
M 8
M 10
0,6
1,4
2,6
4,5
11,0
22,0
Suitable for screws Max. tightening torque 1)in Nm
1) Guideline values
For special applications, a practical trial is recommended. Higher tightening torque levelsare possible, although this reduces the reusability of the screws.
Example for finding Nyseal coating in accordance with WN 903 2 on an M10 screw:the article number: 903 200 100.000
Product profile Material: PolyolefinOperating temperature: 70°CReusability: Up to 10 times, depending on loadShore hardness: 54Colour: Green or transparentMaximum temperature: 90°CSealing effect: up to 70 bar
Other dimensions and shapes, e.g. flange nuts, shaft screws andother connecting elements on request.
Application
Melted directly onto the surface ofa metal component, Nyseal formsa reusable seal, eliminating theneed for costly hand mountedproducts.
On self-tapping or thread-tappingscrews, the coating forms an addi-tional sealing feature resistant to vibrations.
Inserts for subsequently mouldedplastic components can be coated,doing away with the need forcostly O-rings.
Example of a Nyseal coating to WN 903 2
… technologies for a reliable hold
12
Nystay® - the precoating intended to keep fasteners „in their place“ during transportation and assembly …
Product features:
• holds fasteners in place duringtransport, assembly or installation
• non-toxic and environmentallyfriendly – plastic coating onpolyolefin basis
• no chemical hardening
• may be positioned at any optionallocation on the shank of a fastener
• shortens assembly times forend user
Nystay® is a plastic precoatingwhich is applied directly to the shankof fasteners in order to secure themduring transportation or assembly intheir relevant application/assemblygroup.
Field of application
Nystay® can be used for all fasteners– whether threaded or not.It facilitates preassembly, especially incase of automatic feeders and robotapplications. The range of applicationsis, of course, not restricted to screws,but encompasses all fasteners such asshafts, rivets, studs, pressed and turnedparts etc.
User benefits:
Screws coated with Nystay in thethread area can be pre-inserted intothe component. The coating fixes thescrew reliably in the borehole. The enduser will therefore receive asubassembly already preassembledwith screws, eliminating the need fortedious selection and insertion ofappropriate screws. At the same time,fastener stocks can so be reduced andsimplified. Operating and cycle timesduring final assembly can bedrastically shortened when using pre-assembled components.
13Kerb-Konus-Vertriebs-GmbH • P.O.Box 16 63 • D-92206 Amberg • Phone +49 9621 679-0 • Fax +49 9621 679444
… technologies for a reliable hold
3
4
5
6
8
10
903 400 030.000
903 400 040.000
903 400 050.000
903 400 060.000
903 400 080.000
903 400 100.000
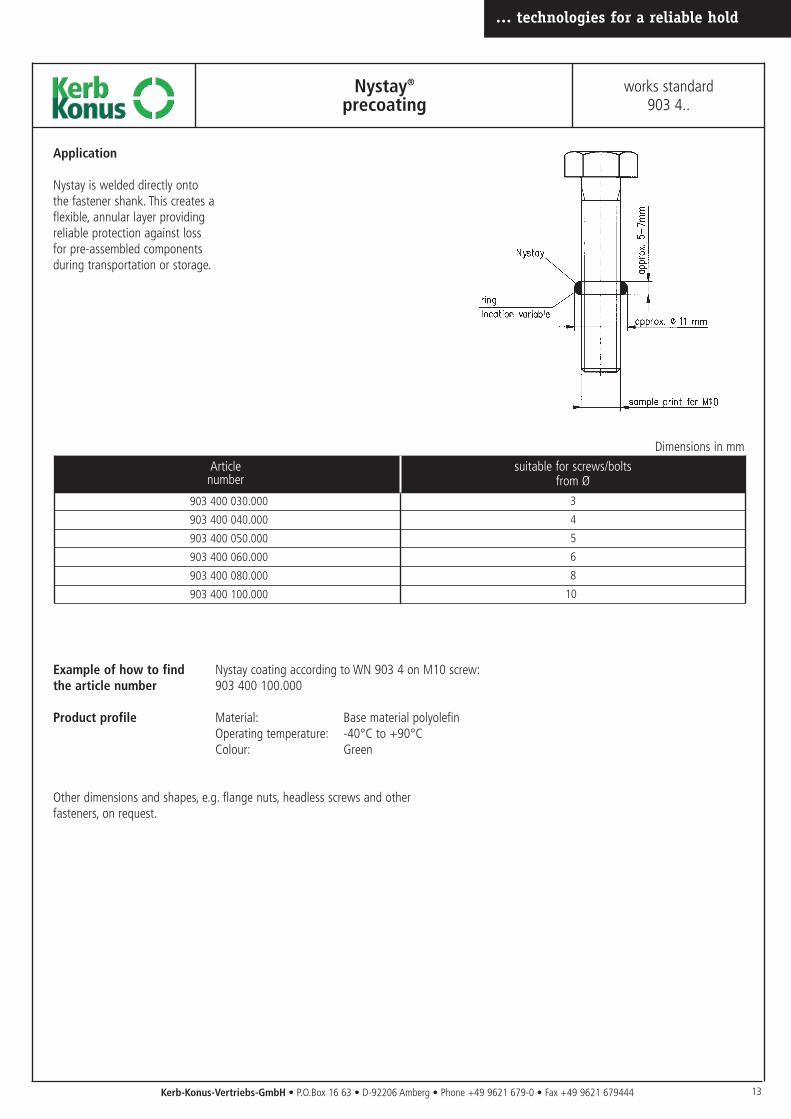
works standard903 4..
Nystay®
precoating
Application
Nystay is welded directly ontothe fastener shank. This creates aflexible, annular layer providingreliable protection against lossfor pre-assembled componentsduring transportation or storage.
Example of how to find Nystay coating according to WN 903 4 on M10 screw:the article number 903 400 100.000
Product profile Material: Base material polyolefinOperating temperature: -40°C to +90°CColour: Green
Other dimensions and shapes, e.g. flange nuts, headless screws and otherfasteners, on request.
Articlenumber
suitable for screws/boltsfrom Ø
Dimensions in mm
14
Nyplas® – the coating which seals
Product features:
• Sealing/Soundproofing immediatelyafter screw-fastening
• No need for O-rings, washers etc.• Reusable• Very good sealing properties• Long life.
No shrinkage or drying out.• Temperature application range:
-40ºC to +150ºC.
The following automotivespecifications are met:GM 6086M Type 3GM 1131M Type DFord ESN800688-S100Ford WSK M4G70CDaimler Chrysler MSCD43
Nyplas® is an innovative conceptwhich allows Plastisol/PVC sealingmaterial to be applied to screws andother thread elements directlyunderneath the head, flange or at thethread runout, using the precoatingmethod.
The use of washers, sealing rings etc.to be applied manually is no longerrequired.
Field of application
Nyplas® is a black PVC/Plastisolcoating which is applied directly to theunderneath of the screw head. Thisensures an excellent seal againstliquids and gases. At the same time,this coating acts as a buffer forsensitive surfaces of the workpieces tobe screw-fastened. Compared to ourNyseal coatings, much higher layerthicknesses are achieved using Nyplas.On principle, a practical test isrecommended before use inproduction, in order to determine therequired layer thicknesses.
15
M3
M4
M5
M6
M8
M10
903 300 030.000
903 300 040.000
903 300 050.000
903 300 060.000
903 300 080.000
903 300 100.000
work standard903 3
Nyplas® -Sealing coating
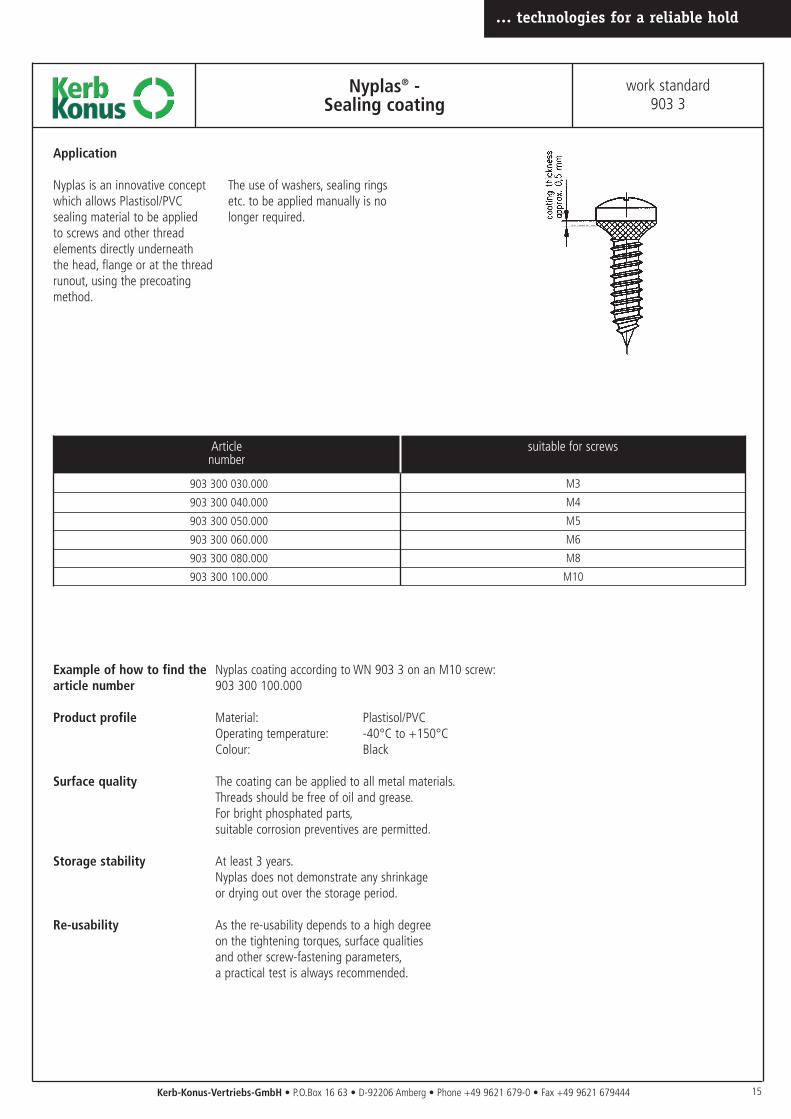
Application
Nyplas is an innovative conceptwhich allows Plastisol/PVCsealing material to be appliedto screws and other threadelements directly underneaththe head, flange or at the threadrunout, using the precoatingmethod.
The use of washers, sealing ringsetc. to be applied manually is nolonger required.
Example of how to find the Nyplas coating according to WN 903 3 on an M10 screw:article number 903 300 100.000
Product profile Material: Plastisol/PVCOperating temperature: -40°C to +150°CColour: Black
Surface quality The coating can be applied to all metal materials.Threads should be free of oil and grease.For bright phosphated parts,suitable corrosion preventives are permitted.
Storage stability At least 3 years.Nyplas does not demonstrate any shrinkageor drying out over the storage period.
Re-usability As the re-usability depends to a high degreeon the tightening torques, surface qualitiesand other screw-fastening parameters,a practical test is always recommended.
Articlenumber
suitable for screws
Kerb-Konus-Vertriebs-GmbH • P.O.Box 16 63 • D-92206 Amberg • Phone +49 9621 679-0 • Fax +49 9621 679444
… technologies for a reliable hold
16
precote 30/80/83/85•3M 2353/2510 locking coat forinternal threads …
Product featuresField of application:
• Extremely good thread lockingaction against dynamic stress andabsolutely reliable seal.
• High temperature resistance from -80°C to +170°C (with precote 80).
• The nut and locking element areinseparably joined, meaning that thelocking element can never get lostor be forgotten.
• Replaces conventional and in somecases unreliable mechanical lockingelements such as circlips, castellatednuts, plain washers, wire locking ele-ments, locking plates etc.
• Good resistance to chemicals suchas fuels, hydraulic oils, coolants etc.,corrosion-inhibiting.
• Economical due to large-series coa-ting and use of customary installa-tion tools.
• Saves costs for inventory manage-ment, storage and assembly of locking materials.
A variety of standard products areoffered to address different practicalrequirements.
precote 30:For thread sealing and medium-strength thread locking. Easy dismant-ling, no subsequent hardening.
precote 80:Universal screw locking system, high-strength, temperature resistant to170°C.
precote 83:Particularly fast drying variant of pre-cote 80.
precote 85:Universal screw locking system, highstrength with low thread friction value;temperature resistant to 170°C.
3M:Gluing and sealing function, insensi-tive to oil and grease, reliable, self-locking effect in response to vibrationforces transversely to the screw axis.
(Vibration testing in accordance withDIN 65151)
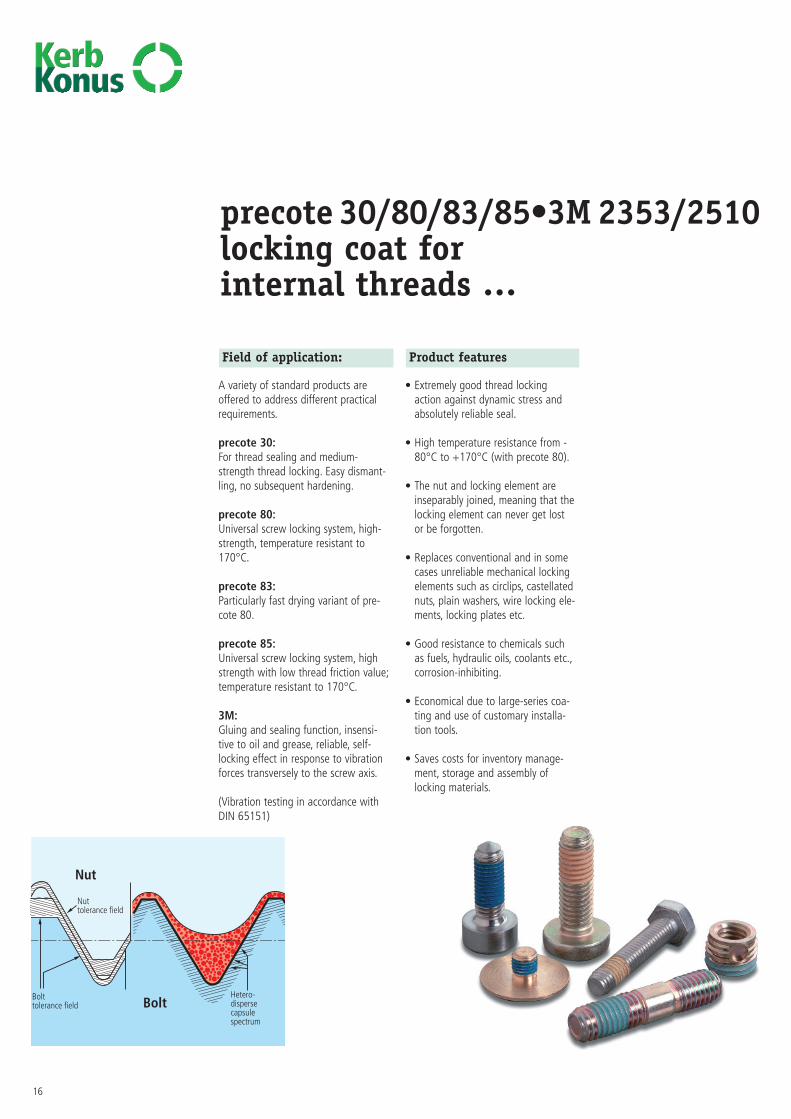
Nut
Bolttolerance field
Nuttolerance field
Hetero-dispersecapsulespectrum
Bolt
17
precote 30/80/83/853M 2353/2510
Works standard 926. to 929
External thread coatingwith plastic adhesive (microcapsules)
adhesive coating in line with DIN 267, part 27
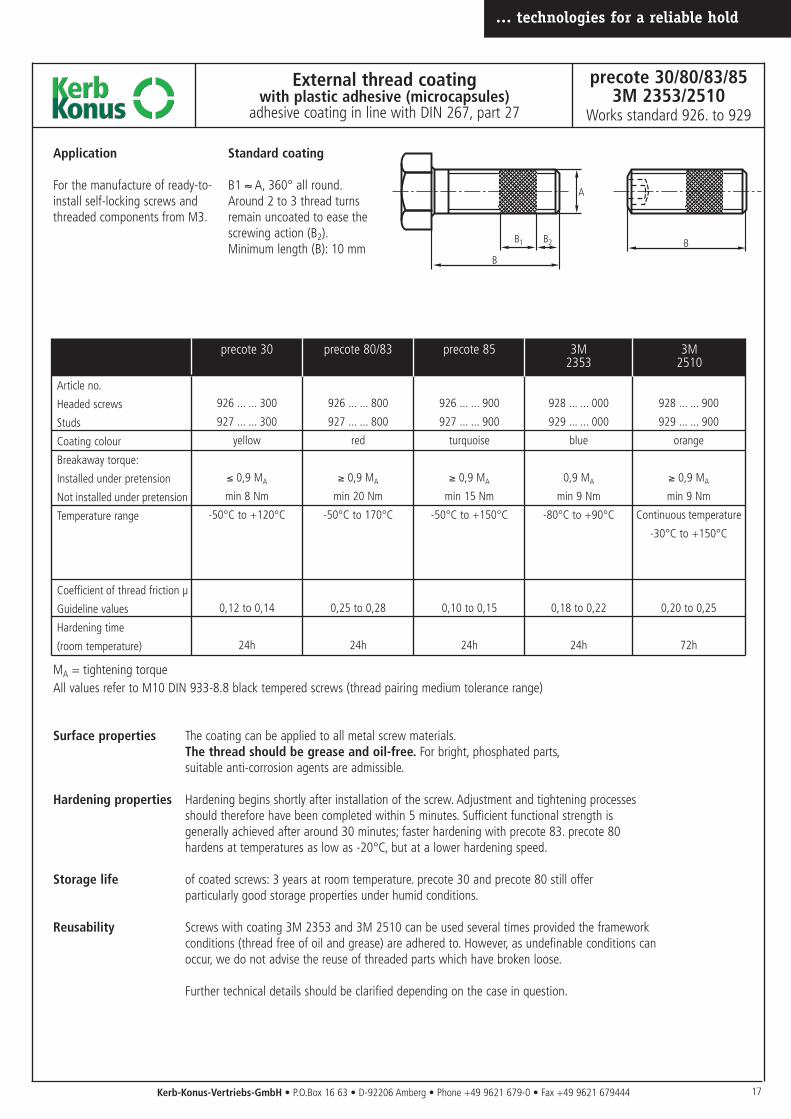
Application
For the manufacture of ready-to-install self-locking screws andthreaded components from M3.
Standard coating
B1 ≈ A, 360° all round.Around 2 to 3 thread turnsremain uncoated to ease thescrewing action (B2).Minimum length (B): 10 mm
MA = tightening torque
All values refer to M10 DIN 933-8.8 black tempered screws (thread pairing medium tolerance range)
Surface properties The coating can be applied to all metal screw materials.The thread should be grease and oil-free. For bright, phosphated parts,suitable anti-corrosion agents are admissible.
Hardening properties Hardening begins shortly after installation of the screw. Adjustment and tightening processesshould therefore have been completed within 5 minutes. Sufficient functional strength isgenerally achieved after around 30 minutes; faster hardening with precote 83. precote 80hardens at temperatures as low as -20°C, but at a lower hardening speed.
Storage life of coated screws: 3 years at room temperature. precote 30 and precote 80 still offerparticularly good storage properties under humid conditions.
Reusability Screws with coating 3M 2353 and 3M 2510 can be used several times provided the frameworkconditions (thread free of oil and grease) are adhered to. However, as undefinable conditions canoccur, we do not advise the reuse of threaded parts which have broken loose.
Further technical details should be clarified depending on the case in question.
926 ... ... 300
927 ... ... 300
yellow
≤ 0,9 MA
min 8 Nm
-50°C to +120°C
0,12 to 0,14
24h
926 ... ... 800
927 ... ... 800
red
≥ 0,9 MA
min 20 Nm
-50°C to 170°C
0,25 to 0,28
24h
precote 30 precote 80/83
Article no.
Headed screws
Studs
Coating colour
Breakaway torque:
Installed under pretension
Not installed under pretension
Temperature range
Coefficient of thread friction µ
Guideline values
Hardening time
(room temperature)
926 ... ... 900
927 ... ... 900
turquoise
≥ 0,9 MA
min 15 Nm
-50°C to +150°C
0,10 to 0,15
24h
precote 85
928 ... ... 000
929 ... ... 000
blue
0,9 MA
min 9 Nm
-80°C to +90°C
0,18 to 0,22
24h
3M2353
928 ... ... 900
929 ... ... 900
orange
≥ 0,9 MA
min 9 Nm
Continuous temperature
-30°C to +150°C
0,20 to 0,25
72h
3M2510
BB1 B2
A
B
Kerb-Konus-Vertriebs-GmbH • P.O.Box 16 63 • D-92206 Amberg • Phone +49 9621 679-0 • Fax +49 9621 679444
… technologies for a reliable hold
18
precote 30/80/83/85•3M 2353/2510locking coat forexternal threads …
• Extremely good thread lockingaction against dynamic stress andabsolutely reliable seal.
• High temperature resistance from -80°C to +150°C.
• The screw and locking element areinseparably joined, meaning that thelocking element can never get lostor be forgotten.
• Replaces conventional and in somecases unreliable mechanical lockingelements such as circlips, castellatednuts, plain washers, wire locking ele-ments, locking plates etc.
• Good resistance to chemicals suchas fuels, hydraulic oils, coolants etc.,corrosion-inhibiting.
• Economical due to large-series coating and use of customaryinstallation tools.
• Saves costs for inventory manage-ment, storage and assembly of locking materials.
Product features
A variety of standard products areoffered to address different practicalrequirements.
precote 30:For thread sealing and medium-strength thread locking. Easy dismant-ling, no subsequent hardening.
precote 80:Universal screw locking system, high-strength, temperature resistant to170°C.
precote 83:Particularly fast drying variant of pre-cote 80.
precote 85:Universal screw locking system, highstrength with low thread friction value;temperature resistant to 150°C.
3M:Gluing and sealing function, insensi-tive to oil and grease, reliable, self-locking effect in response to vibrationforces transversely to the screw axis.
(Vibration testing in accordance withDIN 65151)
Field of application:
19Kerb-Konus-Vertriebs-GmbH • P.O.Box 16 63 • D-92206 Amberg • Phone +49 9621 679-0 • Fax +49 9621 679444
… technologies for a reliable hold
precote 30/80/83/853M 2353/2510
Works standard 924. to 925.
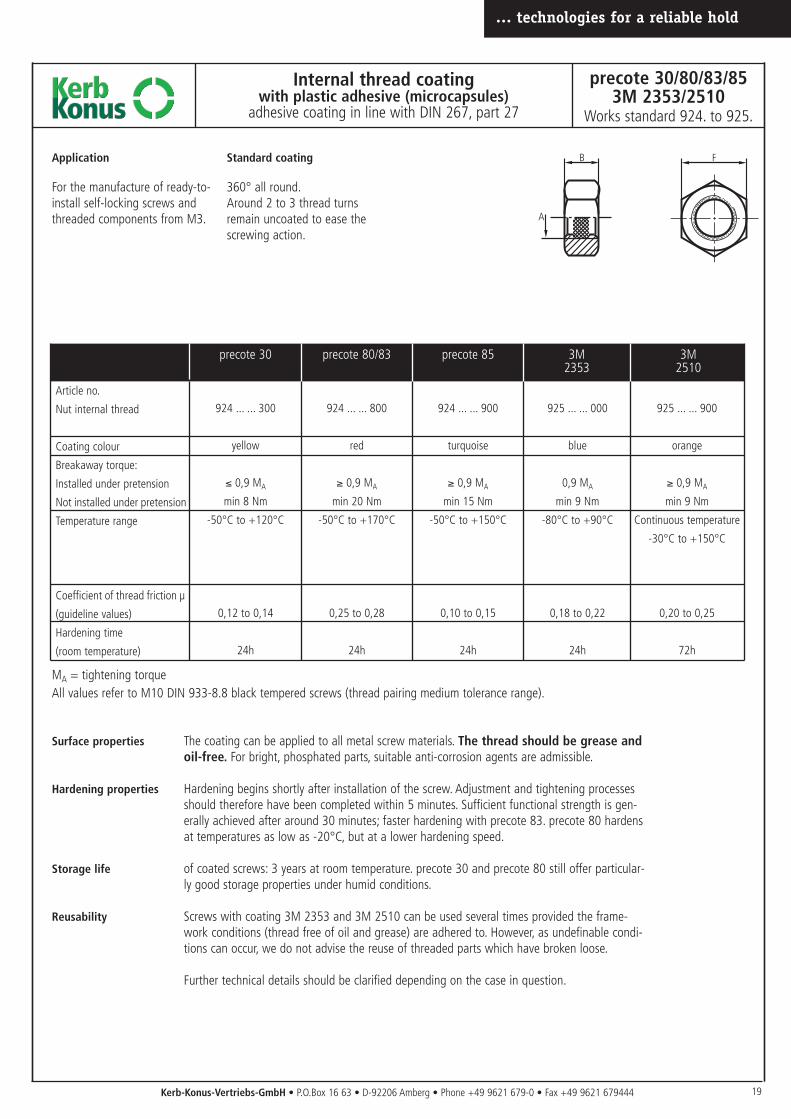
Internal thread coating with plastic adhesive (microcapsules)
adhesive coating in line with DIN 267, part 27
Application
For the manufacture of ready-to-install self-locking screws andthreaded components from M3.
Standard coating
360° all round.Around 2 to 3 thread turnsremain uncoated to ease thescrewing action.
MA = tightening torque
All values refer to M10 DIN 933-8.8 black tempered screws (thread pairing medium tolerance range).
Surface properties The coating can be applied to all metal screw materials. The thread should be grease andoil-free. For bright, phosphated parts, suitable anti-corrosion agents are admissible.
Hardening properties Hardening begins shortly after installation of the screw. Adjustment and tightening processesshould therefore have been completed within 5 minutes. Sufficient functional strength is gen-erally achieved after around 30 minutes; faster hardening with precote 83. precote 80 hardensat temperatures as low as -20°C, but at a lower hardening speed.
Storage life of coated screws: 3 years at room temperature. precote 30 and precote 80 still offer particular-ly good storage properties under humid conditions.
Reusability Screws with coating 3M 2353 and 3M 2510 can be used several times provided the frame-work conditions (thread free of oil and grease) are adhered to. However, as undefinable condi-tions can occur, we do not advise the reuse of threaded parts which have broken loose.
Further technical details should be clarified depending on the case in question.
924 ... ... 300
yellow
≤ 0,9 MA
min 8 Nm
-50°C to +120°C
0,12 to 0,14
24h
924 ... ... 800
red
≥ 0,9 MA
min 20 Nm
-50°C to +170°C
0,25 to 0,28
24h
precote 30 precote 80/83
Article no.
Nut internal thread
Coating colour
Breakaway torque:
Installed under pretension
Not installed under pretension
Temperature range
Coefficient of thread friction µ
(guideline values)
Hardening time
(room temperature)
924 ... ... 900
turquoise
≥ 0,9 MA
min 15 Nm
-50°C to +150°C
0,10 to 0,15
24h
precote 85
925 ... ... 000
blue
0,9 MA
min 9 Nm
-80°C to +90°C
0,18 to 0,22
24h
3M2353
925 ... ... 900
orange
≥ 0,9 MA
min 9 Nm
Continuous temperature
-30°C to +150°C
0,20 to 0,25
72h
3M2510
A
B F

20
precote 5 • 3M 4291 sealing coat forexternal threads …
These sealing agents, which are com-posed largely of mineral filling agentsand lubricants on a dispersion basis,are used for precoating processes inmany applications in the automotive,appliance and mechanical engineeringindustries for sealing screw unions.
The coatings, which are dried afterapplication, react neither with the coa-ted thread nor the mating thread: Thismakes later releasing and retighteningof the screw joint unproblematical.Furthermore, the base material of thethread is not restricted to metallicmaterials.
The dried surface is stable and non-sticky, meaning that longer storageperiods at room temperature prior tofinal use for installation are possiblewithout the need for any additionalprecautions.
The good resistance level of the layersto a large number of gases, aqueousand non-aqueous fluids as well ashigh pressure levels also at temperatu-res up to +180°C results in an extre-mely wide range of application forusers of this type of pre-coated threa-ded component.
Field of application
• Maximum sealing action againstgases and most aqueous and non-aqueous fluids.
• Depending on the material and con-figuration of the thread coupling,connections offer a reliable sealeven up to pressure levels as highas 50 bar.
• The threaded component and sea-ling element are inseparably connec-ted, excluding the possibility of cost-ly secondary installation operationsdue to forgotten or lost seals.
• Economical due to large-series coa-ting and capacity for the use ofautomatic installation equipment.
• Saves on inventory management,storage and installation of additionalsealing elements.
Product features
21Kerb-Konus-Vertriebs-GmbH • P.O.Box 16 63 • D-92206 Amberg • Phone +49 9621 679-0 • Fax +49 9621 679444
precote 53M 4291
Thread seal 926 - 929
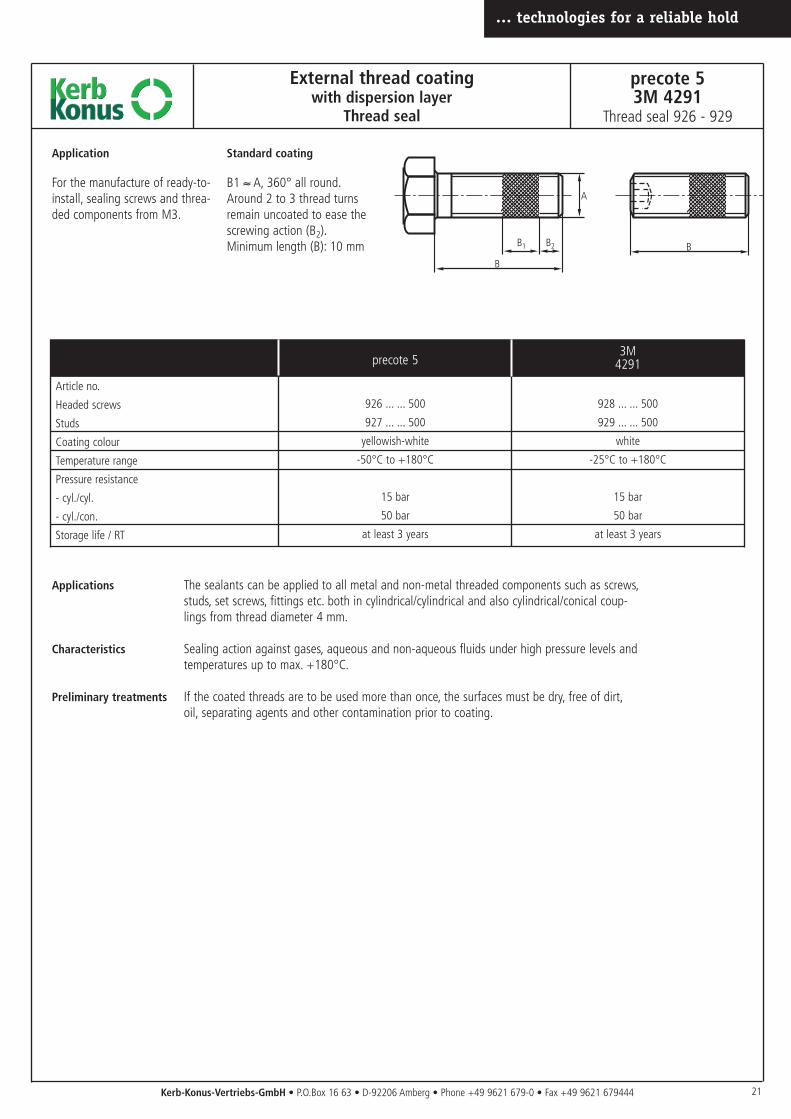
External thread coatingwith dispersion layer
Thread seal
Application
For the manufacture of ready-to-install, sealing screws and threa-ded components from M3.
Standard coating
B1 ≈ A, 360° all round.Around 2 to 3 thread turnsremain uncoated to ease thescrewing action (B2).Minimum length (B): 10 mm BB1 B2
A
B
Applications The sealants can be applied to all metal and non-metal threaded components such as screws,studs, set screws, fittings etc. both in cylindrical/cylindrical and also cylindrical/conical coup-lings from thread diameter 4 mm.
Characteristics Sealing action against gases, aqueous and non-aqueous fluids under high pressure levels andtemperatures up to max. +180°C.
Preliminary treatments If the coated threads are to be used more than once, the surfaces must be dry, free of dirt,oil, separating agents and other contamination prior to coating.
926 ... ... 500
927 ... ... 500
yellowish-white
-50°C to +180°C
15 bar
50 bar
at least 3 years
928 ... ... 500
929 ... ... 500
white
-25°C to +180°C
15 bar
50 bar
at least 3 years
precote 53M
4291
Article no.
Headed screws
Studs
Coating colour
Temperature range
Pressure resistance
- cyl./cyl.
- cyl./con.
Storage life / RT
… technologies for a reliable hold

22
precote 5 • 3M 4291 sealing coat forinternal threads …
Field of application Product features
These sealing agents, which are com-posed largely of mineral filling agentsand lubricants on a dispersion basis,are used for precoating processes inmany applications in the automotive,appliance and mechanical engineeringindustries for sealing screw unions.
The coatings, which are dried afterapplication, react neither with the coa-ted thread nor the mating thread: Thismakes later releasing and retighteningof the screw joint unproblematical.Furthermore, the base material of thethread is not restricted to metallicmaterials.
The dried surface is stable and non-sticky, meaning that longer storageperiods at room temperature prior tofinal use for installation are possiblewithout the need for any additionalprecautions.
The good resistance level of the layersto a large number of gases, aqueousand non-aqueous fluids as well ashigh pressure levels also at tempera-tures up to +180°C results in anextremely wide range of applicationfor users of this type of pre-coatedthreaded component.
• Maximum sealing action againstgases and most aqueous and non-aqueous fluids.
• Depending on the material and con-figuration of the thread coupling,connections offer a reliable sealeven up to pressure levels as high as50 bar.
• The threaded component and sea-ling element are inseparably connec-ted, excluding the possibility of cost-ly secondary installation operationsdue to forgotten or lost seals.
• Economical due to large-series coa-ting and capacity for the use ofautomatic installation equipment.
• Saves on inventory management,storage and installation of additionalsealing elements.
23Kerb-Konus-Vertriebs-GmbH • P.O.Box 16 63 • D-92206 Amberg • Phone +49 9621 679-0 • Fax +49 9621 679444
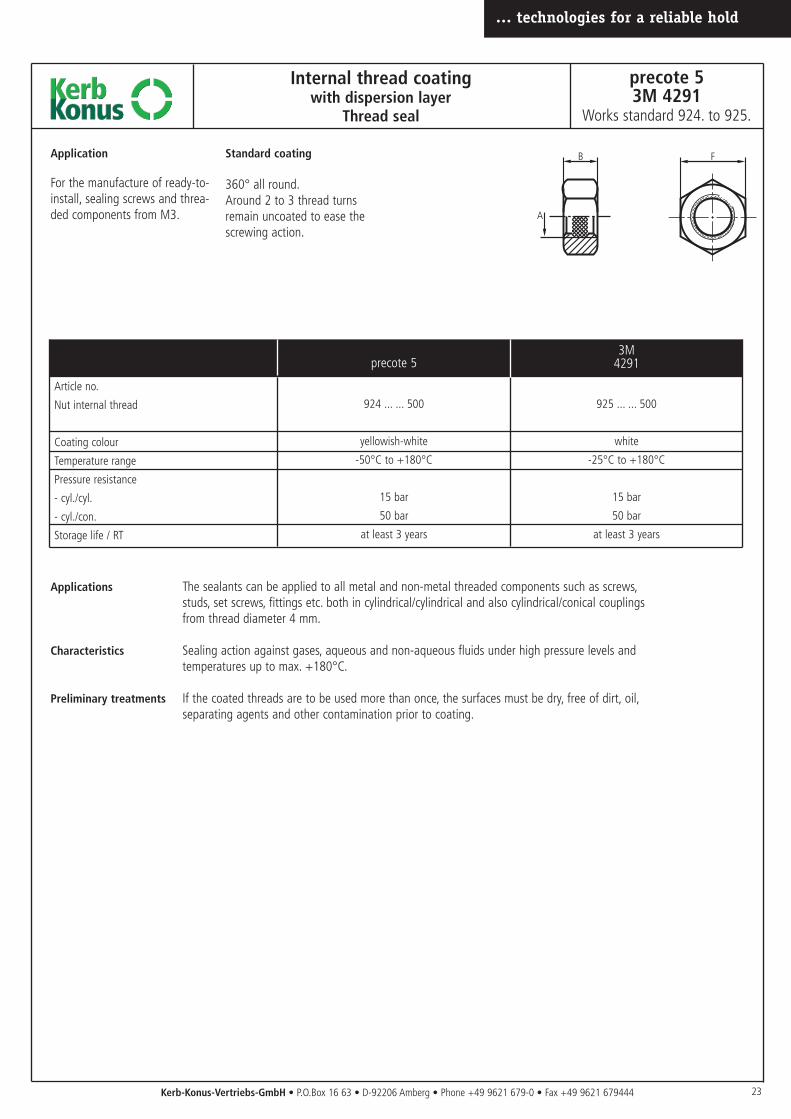
Internal thread coatingwith dispersion layer
Thread seal
precote 53M 4291
Works standard 924. to 925.
Application
For the manufacture of ready-to-install, sealing screws and threa-ded components from M3.
Standard coating
360° all round.Around 2 to 3 thread turnsremain uncoated to ease thescrewing action.
A
B F
Applications The sealants can be applied to all metal and non-metal threaded components such as screws,studs, set screws, fittings etc. both in cylindrical/cylindrical and also cylindrical/conical couplingsfrom thread diameter 4 mm.
Characteristics Sealing action against gases, aqueous and non-aqueous fluids under high pressure levels andtemperatures up to max. +180°C.
Preliminary treatments If the coated threads are to be used more than once, the surfaces must be dry, free of dirt, oil,separating agents and other contamination prior to coating.
924 ... ... 500
yellowish-white
-50°C to +180°C
15 bar
50 bar
at least 3 years
925 ... ... 500
white
-25°C to +180°C
15 bar
50 bar
at least 3 years
precote 53M
4291
Article no.
Nut internal thread
Coating colour
Temperature range
Pressure resistance
- cyl./cyl.
- cyl./con.
Storage life / RT
… technologies for a reliable hold
24
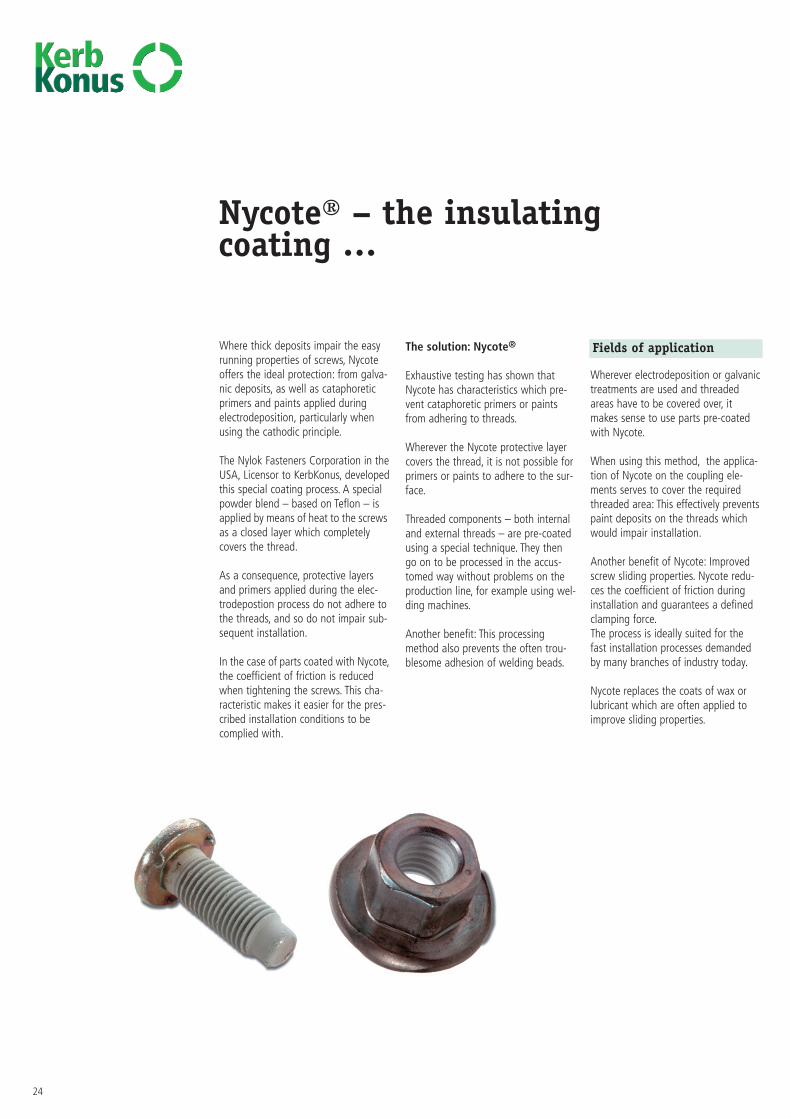
Nycote® – the insulatingcoating …
Fields of applicationWhere thick deposits impair the easyrunning properties of screws, Nycoteoffers the ideal protection: from galva-nic deposits, as well as cataphoreticprimers and paints applied duringelectrodeposition, particularly whenusing the cathodic principle.
The Nylok Fasteners Corporation in theUSA, Licensor to KerbKonus, developedthis special coating process. A specialpowder blend – based on Teflon – isapplied by means of heat to the screwsas a closed layer which completelycovers the thread.
As a consequence, protective layersand primers applied during the elec-trodepostion process do not adhere tothe threads, and so do not impair sub-sequent installation.
In the case of parts coated with Nycote,the coefficient of friction is reducedwhen tightening the screws. This cha-racteristic makes it easier for the pres-cribed installation conditions to becomplied with.
The solution: Nycote®
Exhaustive testing has shown thatNycote has characteristics which pre-vent cataphoretic primers or paintsfrom adhering to threads.
Wherever the Nycote protective layercovers the thread, it is not possible forprimers or paints to adhere to the sur-face.
Threaded components – both internaland external threads – are pre-coatedusing a special technique. They thengo on to be processed in the accus-tomed way without problems on theproduction line, for example using wel-ding machines.
Another benefit: This processingmethod also prevents the often trou-blesome adhesion of welding beads.
Wherever electrodeposition or galvanictreatments are used and threadedareas have to be covered over, itmakes sense to use parts pre-coatedwith Nycote.
When using this method, the applica-tion of Nycote on the coupling ele-ments serves to cover the requiredthreaded area: This effectively preventspaint deposits on the threads whichwould impair installation.
Another benefit of Nycote: Improvedscrew sliding properties. Nycote redu-ces the coefficient of friction duringinstallation and guarantees a definedclamping force.The process is ideally suited for thefast installation processes demandedby many branches of industry today.
Nycote replaces the coats of wax orlubricant which are often applied toimprove sliding properties.

25
Benefits of applying an insulating coat …
• Nycote reduces the coefficient offriction, so allowing weld nuts andbolts to be more quickly installedand eliminating the need for subse-quent oiling or greasing.
• The special sliding properties of Ny-cote reduce the „chattering“ noiseproduced by the screwing process,thus preventing the unpleasant highfrequencies created when screwingmetal on metal.
• Nycote is made of Teflon, and istherefore completely unharmful bothto health and to the environment.
• Nycote protects against unwanteddeposits during electrodeposition,priming and coating.
• Nycote has an insulating effect.
• Nycote prevents paint depositsduring painting operations. Duringsubsequent installation of the threa-ded components, the coating is de-signed to rub off and so ensure aconductive screw connection.
• Nycote reduces variance in the coef-ficient of friction, in order to main-tain the correct pretension forceduring installation.
• Nycote prevents the often trouble-some adhesion of welding beadsduring the welding process both onthe surface of welded bolts and alsoin the internal thread of weldednuts. Laborious and costly reworkingoperations are no longer required.
How the Nycote coating works
Nycote is a patent-protected coatingmethod involving the application ofinsulating (non-conductive) Teflonpowder on a heated threaded compo-nent. This forms a protective layeragainst unwanted deposits of primers,paints and other surfaces during elec-trodeposition.
The Nycote thread coating is the low-cost alternative to most customarycoverings. It generates a certain lubri-cation effect at the threads, reducesunwanted noises created during instal-lation and prevents welding splashesfrom adhering to the surface.
When installing the threaded compo-nent, the Nycote layer is rubbed offthe supporting thread flanks, creatingbright, metallic contact surfaces foroutstanding electrical conductivity anddefined screw connection strength.
The abraded material is pressed intothe cavities of the thread coupling,particularly in the root area of the nutthread and at the crest of the screwthread.
Due to a chemical process, Nycotedoes not adhere to the thread surfacesof the fastening element.
During coating, the Teflon powder ismelted into the pores and cracks inthe surface, so creating a mechanicalbond: Strong enough to hold the coa-ting on the surface of the threadedelement and weak enough to guaran-tee its abrasion during the installationprocess.
The benefits at a glance Application in the automotiveengineering industry
All car manufacturers offer long war-ranty periods today as a purchaseincentive. Good corrosion resistance isof instrumental importance here,which the automotive industry hasaddressed by developing new primersand paints.
These new primers present a numberof problems. During electrodeposition,the pre-assembled body in white withall the necessary fastening elementspasses through an immersion tankcontaining the primer, which adheresto each component by means of acataphoretic process, including thefastening elements of any existingthreads.
This coating is difficult to remove, andthis process often involves costlyreworking. However, clean threads areessential to correct and troublefreeassembly.
… technologies for a reliable hold
26
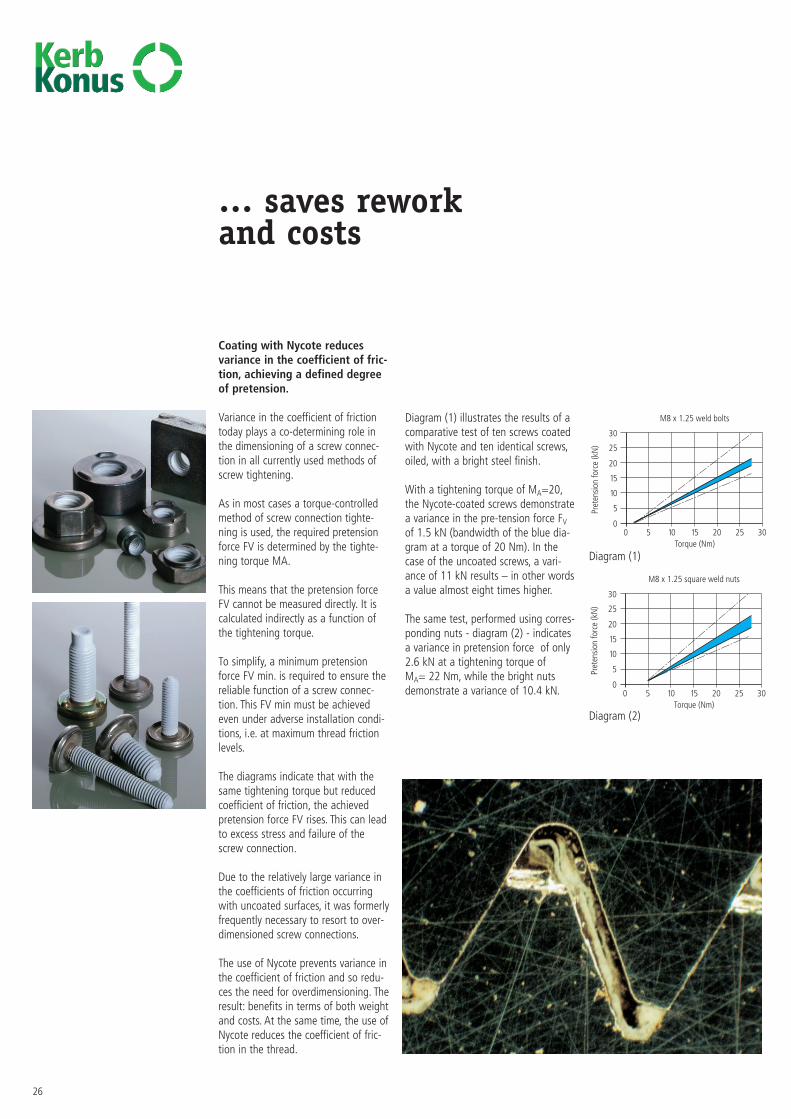
Coating with Nycote reducesvariance in the coefficient of fric-tion, achieving a defined degreeof pretension.
Variance in the coefficient of frictiontoday plays a co-determining role inthe dimensioning of a screw connec-tion in all currently used methods ofscrew tightening.
As in most cases a torque-controlledmethod of screw connection tighte-ning is used, the required pretensionforce FV is determined by the tighte-ning torque MA.
This means that the pretension forceFV cannot be measured directly. It iscalculated indirectly as a function ofthe tightening torque.
To simplify, a minimum pretensionforce FV min. is required to ensure thereliable function of a screw connec-tion. This FV min must be achievedeven under adverse installation condi-tions, i.e. at maximum thread frictionlevels.
The diagrams indicate that with thesame tightening torque but reducedcoefficient of friction, the achievedpretension force FV rises. This can leadto excess stress and failure of thescrew connection.
Due to the relatively large variance inthe coefficients of friction occurringwith uncoated surfaces, it was formerlyfrequently necessary to resort to over-dimensioned screw connections.
The use of Nycote prevents variance inthe coefficient of friction and so redu-ces the need for overdimensioning. Theresult: benefits in terms of both weightand costs. At the same time, the use ofNycote reduces the coefficient of fric-tion in the thread.
M8 x 1.25 weld bolts
Torque (Nm)
0 5 10 15 20 25 300
5
10
15
20
25
30
Pret
ensi
on f
orce
(kN
)
M8 x 1.25 square weld nuts
Torque (Nm)
0 5 10 15 20 25 300
5
10
15
20
25
30Pr
eten
sion
for
ce (
kN)
Diagram (1) illustrates the results of acomparative test of ten screws coatedwith Nycote and ten identical screws,oiled, with a bright steel finish.
With a tightening torque of MA=20,the Nycote-coated screws demonstratea variance in the pre-tension force FV
of 1.5 kN (bandwidth of the blue dia-gram at a torque of 20 Nm). In thecase of the uncoated screws, a vari-ance of 11 kN results – in other wordsa value almost eight times higher.
The same test, performed using corres-ponding nuts - diagram (2) - indicatesa variance in pretension force of only2.6 kN at a tightening torque of MA= 22 Nm, while the bright nutsdemonstrate a variance of 10.4 kN.
Diagram (1)
Diagram (2)
… saves reworkand costs
Kerb-Konus-Vertriebs-GmbH • P.O.Box 16 63 • D-92206 Amberg • Phone +49 9621 679-0 • Fax +49 9621 679444 27
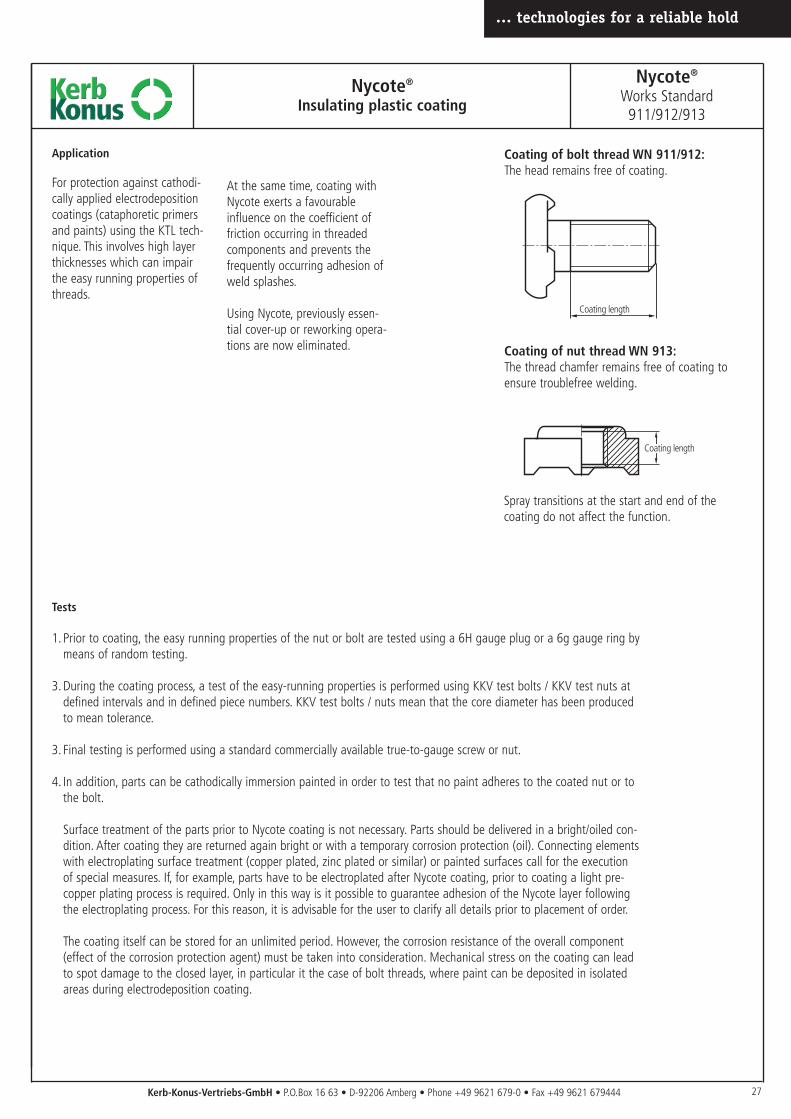
Nycote®
Insulating plastic coating
Nycote®
Works Standard911/912/913
Application
For protection against cathodi-cally applied electrodepositioncoatings (cataphoretic primersand paints) using the KTL tech-nique. This involves high layerthicknesses which can impairthe easy running properties ofthreads.
At the same time, coating withNycote exerts a favourableinfluence on the coefficient offriction occurring in threadedcomponents and prevents thefrequently occurring adhesion ofweld splashes.
Using Nycote, previously essen-tial cover-up or reworking opera-tions are now eliminated.
Coating length
Coating length
Tests
1. Prior to coating, the easy running properties of the nut or bolt are tested using a 6H gauge plug or a 6g gauge ring bymeans of random testing.
3. During the coating process, a test of the easy-running properties is performed using KKV test bolts / KKV test nuts atdefined intervals and in defined piece numbers. KKV test bolts / nuts mean that the core diameter has been producedto mean tolerance.
3. Final testing is performed using a standard commercially available true-to-gauge screw or nut.
4. In addition, parts can be cathodically immersion painted in order to test that no paint adheres to the coated nut or tothe bolt.
Surface treatment of the parts prior to Nycote coating is not necessary. Parts should be delivered in a bright/oiled con-dition. After coating they are returned again bright or with a temporary corrosion protection (oil). Connecting elementswith electroplating surface treatment (copper plated, zinc plated or similar) or painted surfaces call for the executionof special measures. If, for example, parts have to be electroplated after Nycote coating, prior to coating a light pre-copper plating process is required. Only in this way is it possible to guarantee adhesion of the Nycote layer followingthe electroplating process. For this reason, it is advisable for the user to clarify all details prior to placement of order.
The coating itself can be stored for an unlimited period. However, the corrosion resistance of the overall component(effect of the corrosion protection agent) must be taken into consideration. Mechanical stress on the coating can leadto spot damage to the closed layer, in particular it the case of bolt threads, where paint can be deposited in isolatedareas during electrodeposition coating.
Coating of bolt thread WN 911/912:The head remains free of coating.
Coating of nut thread WN 913:The thread chamfer remains free of coating toensure troublefree welding.
Spray transitions at the start and end of thecoating do not affect the function.
… technologies for a reliable hold
... in Germany
... and around the world.
Amberg Headquarters Production and Sales Hadamar
Kerb-Konus-Vertriebs-GmbHWernher-von-Braun-Straße 7D-92224 Amberg
Kerb-Konus-Vertriebs-GmbHPostfach 16 63D-92206 Amberg
Phone ++49 9621 679-0Fax ++49 9621 679444e-mail [email protected]
internet www.kerbkonus.com
Kerb-Konus Kerb-Konus UKFasteners Pvt. Ltd. Telford/ShropshireKolhapur/Indien England
KKV Corp. Kerb Konus Espanola S. A.Osaka/Japan Alcorcon/Madrid
Spanien
KKV AG KKV BelgiumSattel/Schweiz Gooik/Belgien
Precision Fasteners Inc. SofrafixFlanders, New Jersey/USA Savigny-le-Temple
Frankreich
Kerb-Konus Italia s.r.l.Mulazzano, Italy
Other foreign agents in a wide number of countries.Addresses on request or under www.kerbkonus.com
KerbKonus –Close to its customers.Around the world. Acrossevery sector of industry.
… technologies for a reliable hold
First and foremost, for you customer proximity means a rapid response toyour requirements and the fast, efficient realization of the right fasteningsolution for you.
For us, customer proximity is far more than just another watchword – it isan important strategic instrument. Our technical sales consultants are avai-lable locally to talk to you around the world, ready to offer sound advicewhen it comes to the reliable, economical application of modern fasteningtechnology. Advisory activities are coordinated through the headquarters inAmberg. Why not simply call us to arrange an appointment?
This
pub
licat
ion
is n
ot s
ubje
ct t
o th
e up
datin
g se
rvic
e /
Pub
licat
ion
no.6
0.07
.04