Embed Size (px)
Citation preview
INGENIERIA EN MATERIALES.
TRATAMIENTOS TÉRMICOS.
PROFESOR.
MIGUEL ANGEL LÓPEZ NAVARRETE.
SOLIS CASILLAS CINTHYA.GARZA ROJAS MIRIAM ALEJANDRA.
13 OCTUBRE 2006.
DUREZA.
La dureza es la propiedad que tienen los materiales para resistir la penetración o las ralladuras, esta propiedad es diferente para cada tipo de material, existen materiales bastante blandos y otros muy duros.
1
Los ensayos de dureza se le conocen a los métodos de determinación de la misma propiedad de los materiales, los mencionados a continuación:
Dureza Rockwell: este método se identifica por el uso de indentadores de bola de acero endurecido o puntas de diamante (brale).Este metodo se rige por escalas que van desde la A a la Z. y cada una tiene diferente aplicación, por ejemplo la C se utiliza par aceros templados, cementados, nitrurados, etc.
Dureza brinell. Este método utiliza diferentes bolas de acero endurecido y para cada material las cargas son diferentes, para calcular la dureza se utiliza la formula, HB = 2P/πD(D-√(D2-d2)).
Dureza vickers. En este método el penetrador es una pirámide de diamante de base cuadrada, cuyo Angulo en el vértice es de 136°. Formula: HV = 2P sen68°/d2.
Dureza Knoop: el penetrador es de forma de pirámide rómbica con relación entre diagonales de 1,7, sus ángulos son: 130° y 170°30”, se emplea solo en laboratorios para medir durezas a láminas muy delgadas, incluso depósitos electrolíticos.
PULIDO
El pulido medio.Tiene como fin liberar al material de superficies rugosas y sin poros, también quita las
ralladuras que son el resultado del corte del material.
En el desbaste del material se utilizan lijas de diferente graduación junto con agua, el agua se aplica para evitar que la lija se llene de material, el propósito es para dejar una superficie, muy cercana a espejo.
Pulido.En el pulido se usa un pedazo de tela llamado paño el cual se le aplica alúmina disuelta en
agua.
En el pulido debe hacerse sin mucha presión, tomando en cuenta que la fuerza aplicada debe ser uniforme, a contra luz el material se estará observando, y no beben visualizarse rayas.
MICROSCOPIO METALOGRAFICO
En el microscopio las muestras se colocan de forma que no tengan movimiento, las dimensiones de la muestra son muy importante ya que el microscopio tiene un espacio determinado entre las lentes y la base
Una muestra metalografía es poco opaca a la luz, la misma debe ser iluminada por luz reflejada. El haz de luz es horizontal de alguna fuente de luz es reflejado, por medio de un vidrio plano hacia abajo a través del objetivo del microscopio sobre la superficie de la muestra. Un poco de esta luz incidente es reflejada desde la muestra se amplificará al pasar a través del sistema inferior de lentes, él objetivo; y continuará hacia arriba través del reflector de vidrió plano; luego, una vez más lo amplificara el sistema superior de lentes, el ocular. El poder de amplificación inicial
2
del objetivo y del ocular está generalmente grabado en la base de la lente. Cuando se utiliza una combinación particular de objetivo y ocular y la longitud adecuada de tubo, la amplificación total es igual al producto de las amplificaciones del objetivo y del ocular. El haz de electrones tiene asociada una longitud de onda aproximadamente 1000000 veces menor que la longitud de onda de la luz visible, incrementando considerablemente el poder de resolución.
Acero 4140
Material con designación bajo las normas de identificación ASTM. Tienen las aplicaciones principales en partes de maquinarias como: flecha, engranes, guías, platinas, pernos, tuercas, cuñas y utillajes.
CONDICIONES INICIALES.
Los elementos que componen este material son: 0, 40% C, 0,27% Si, 0,9% Mn, 1,0%Cr y 0,2% Mo y 97,23% Fe. Tiene una cantidad de fase ferrita de 52% y 48% de perlita.
El proveedor nos entrego el material con una dureza brinel de 217 (96 HRB).
Los elementos aleantes se hacen presentes así:
MOLIBDENO-el radio del molibdeno es mayor que el de hierro, por lo tanto la disolución del mismo provoca un crecimiento de retícula, entonces la propiedades cambian mas duros, menos fluentes, menos elongación, menos dúctil, en la austenita desciende la temperatura de inicio de formación de la martensita creando carburos, con esto tenemos que en las velocidades de enfriamientos se tiene la posibilidad de obtener martensita mas fácilmente. EL SILICIO tiene la propiedad de solubilizarse en ferrita haciendo un grano mas grande y limitando la solubilidad de carbono en ferrita, entonces así tenemos la opción de incrustar otros elementos para tener condiciones diferentes en la estructura, el recocido el silicio es esencial ya que hace que el material se vuelva mas elástico y sin perder propiedades de ductilidad, como esta presente en forma de oxido trabaja como capa inmune para la corrosión pero no en la totalidad del material. CROMO- en el acero aleado se presenta con el fin de darle propiedades de templabilidad, esto es con el fin de que el material adopte propiedades mecánicas más resistentes a los esfuerzos, fricciones, degradaciones. Es un elemento endurecedor de ferrita. CARBONO-con respecto al carbono tenemos una proporción de 0,4% en Fe, por lo tanto no se espera mucha dureza al ser templado, pero si una existencia de martensita en matriz ferrifica. MANGANESO- tiene como finalidad darle una estabilidad en el templado al acero, esto se refiere a que el acero no pierda propiedades al calentarlo hasta austerita, conservando los carburos.
3
OTROS DATOS:En el laboratorio la dureza obtenida fue de 96 HRB .
Recocido
El recocido total es el proceso mediante el cual la estructura distorsionada de la red trabajada en frío retorna a una cuyo estado se halle libre de tensiones por medio de la aplicación de calor. Se efectúa totalmente en el estado sólido y generalmente se le sigue un enfriamiento lento en el horno. El proceso de recocido puede dividirse en tres etapas: recuperación , recristalización y crecimiento de grano.
Recuperación
El principal efecto de recuperación es el alivio de esfuerzos internos debidos al trabajo en frío. Conforme la temperatura aumenta, hay un rápido retroceso de los átomos desplazados elásticamente, lo cual alivia la mayor parte de l tensión interna. La conductividad eléctrica también aumenta en forma apreciable durante esta etapa.
Recristalización
Conforme se alcanza la temperatura superior del intervalo de recuperación, aparecen nuevos cristales en la microestructura, los cuales tienen la misma composición y estructura reticular que los granos originales no deformados y no están alargados. Los nuevos cristales suelen aparecer en los límites de grano y los planos de deslizamiento. El agrupamiento de átomos del que se forman los nuevos granos se llama núcleo. La recristalización tiene lugar mediante una combinación de nucleación de granos libres de deformación y el crecimiento de estos núcleos para abarcar todo el material trabajado en frío.
Hay un período de incubación durante el cual se desarrolla suficiente energía para iniciar el proceso, esto con el fin de permitir que los núcleos libres de deformación alcancen un tamaño microscópico visible.
La solidificación del líquido se inicia cuando un grupo de átomos alcanza un tamaño crítico para formar un agrupamiento estable. Los embriones son agrupamientos menores que el tamaño crítico, se redisolverían o desaparecerían pero como no hay una forma simple para reconstruir la estructura distorsionada, poblada de dislocaciones, el embrión de recristalización no puede redisolverse. Por tanto estos embriones esperan ganar energía adicional para poder atraer más átomos a su estructura reticular. El período de incubación corresponde al crecimiento irreversible de los embriones. Los planos de deslizamiento y límites de grano son puntos localizados de alta energía.
Considere algunos átomos, en los límites de granos o planos de deslizamiento, han sido impulsados hacia arriba en una colina de energía hasta un valor de E1 mayor a la energía interna de los átomos de la red no deformada. La energía necesaria para vencer la rigidez de la red distorsionada es igual a E2. Los átomos no pueden alcanzar la energía del cristal libre de tensión por la misma trayectoria por la que subieron a la colina; en vez de ello debe llegar a la cima, de la cual pueden bajar rodando fácilmente. La diferencia de energía E2-E1, se proporciona con calor. Cuando se alcanza la temperatura a la que estas áreas localizadas adquieren un contenido de
4
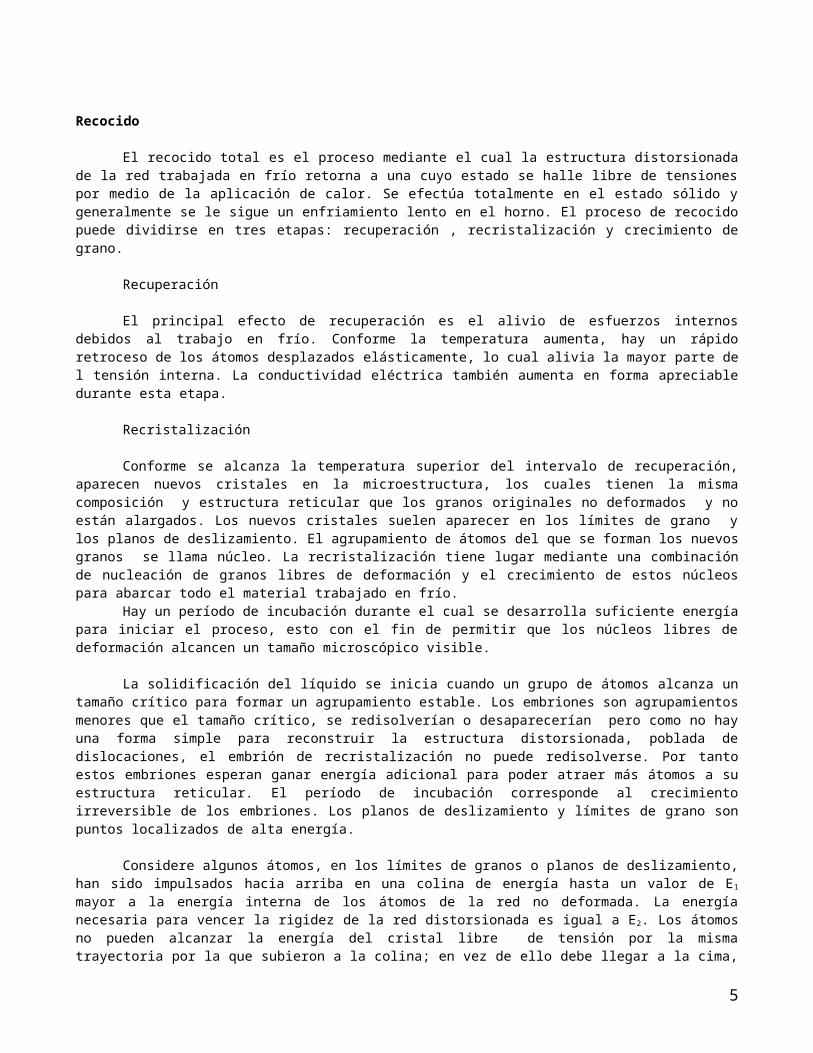
energía igual a E2, ceden parte de su energía como calor de recristalización y forman núcleos de nuevos granos, libres de tensión. Parte de este calor de recristalización lo absorben átomos vecinos, de modo que adquieren suficiente energía para vencer la rigidez de la red distorsionada y ser atraídos en la estructura reticular de los granos libres de tensión, iniciando el crecimiento de grano. El número y contenido de energía de estos puntos de alta energía depende de la intensidad de la deformación previa, cuyo número será mayor mientras más aumente la deformación.
Temperatura de recristalización.-Es la temperatura aproximada a la que un material altamente trabajado en frío se recristaliza por completo en una hora. Los metales muy puros parecen tener bajas temperaturas de recristalización en comparación con los metales y aleaciones impuras. A mayor cantidad de deformación, menor la temperatura necesaria para iniciar el proceso de la recristalización, ya que habrá mayor distorsión y más energía interna disponible. Al aumentar el tiempo de recocido disminuye la temperatura de recristalización. El proceso de recristalización es sensible a cambios de temperatura más que a variaciones de tiempo a temperatura constante. Cuanto más fino sea el tamaño de grano inicial menor será la temperatura de recristalización.
Para que la recristalización sea posible se necesita cierta cantidad mínima de trabajo en frío generalmente el 2 al 8%.
Crecimiento de grano
Los granos grandes tienen menor energía libre que los pequeños. Conforme la temperatura aumenta, la rigidez de la red disminuye y la rapidez de crecimiento de grano es mayor
Tamaño de grano
La nucleación rápida y el lento crecimiento darán como resultado material de grano fino, y aquellos que favorecen la nucleación lenta y el crecimiento rápido darán como resultado material de grano grueso. Los factores que determinan el tamaño final de los granos recristalizados son:
A mayores grados de deformación, estará presente un mayor número de puntos altamente reforzados o de alta energía, dando lugar a una recristalización desde un mayor número de núcleos y, por último a un mayor número de granos, obteniendo continuamente un tamaño de grano menor.
5
Tiempo a la temperatura de recocido. Aumentar el tiempo a cualquier temperatura superior a la de recristalización favorece el crecimiento de grano e incrementa el tamaño final del grano.
Temperatura de recocido. Cuanto menor sea la temperatura por encima de la temperatura de recristalización, más fino será el tamaño de grano.
Tiempo de calentamiento. Cuanto menor sea el tiempo de calentamiento a la temperatura de recocido, más fino será el tamaño de grano. El calentamiento lento formará muy pocos núcleos, favoreciendo el crecimiento de grano y dando lugar a grano grueso.
Impurezas insolubles. Cuanto mayor sea la cantidad y más fina la distribución de impurezas insoluble, más fino será el tamaño final del grano. No solo aumentan la nucleación, sino que también actúan como barreras al crecimiento de los granos.
6
RECOCIDO LONGITUDINAL
Normalización
El propósito de la normalización es producir un acero más duro y más fuerte que el obtenido por recocido total, también puede utilizarse para mejorar la maquinabilidad, modificar y
7
refinar las estructuras dendríticas de piezas de fundición y refinar el grano y homogeneizar la microestructura para mejorar la respuesta en las operaciones de endurecimiento.
Hay menos tiempo para la formación de la constituyente proeutectoide; en consecuencia, habrá menos ferrita proeutectoide en los aceros normalizados hipoeutectoides. Aparte de influir la cantidad de constituyente proeutectoide que formará, la mayor rapidez de enfriamiento en la normalización también afectará la temperatura de la transformación de austenita y la fineza de la perlita. Mientras más rápido sea el enfriamiento menor será la temperatura de transformación de la austenita y más fina será la perlita.
La ferrita es muy suave en tanto que la cementita es muy dura. En el caso de perlita normalizada media, las placas de cementita más próximas entre sí tienden a endurecer la ferrita de modo que no cederá tan fácilmente, aumentando así la dureza.
La normalización produce una estructura de perlita más fina y más abundante que la obtenida por recocido, lo cual resulta en un acero más duro y más fuerte.
Templabilidad.
La dureza es la resistencia que opone el material a la penetración, y la templabilidad viene determinada por la profundidad y distribución de la dureza en el interior de las piezas.
Templabilidad.- La distancia desde la superficie hasta la capa con estructura semimartensítica compuesta de un 50 % de martensita y un 50% de troostita.
Tres factores principales afectan la templabilidad del acero: 1) la composición austenítica; 2) el tamaño de los granos de austenita, y 3) la cantidad, naturaleza y distribución de partículas no disueltas o insolubles en la austenita. La composición austenítica determinará la rapidez de descomposición, en el rango de los 540°C (alrededor de 1000°F). Cuanto más lenta sea la velocidad de descomposición, mayor será la sección que puede templarse en toda su extensión y, por lo tanto, mayor la templabilidad del acero. Siendo iguales las demás características, a mayor contenido de carbono corresponde mayor templabilidad. El tamaño de los granos de austenita tiene una importancia considerable en cualquier acero que haya de tratarse térmicamente, porque afecta a las propiedades del acero en un grado considerable. Cuando se calienta un acero justamente por encima de la temperatura crítica, se forman pequeños granos poliédricos de austenita. Con un incremento en la temperatura, hay un aumento del tamaño en los granos, hasta que, a temperaturas próximas al punto de fusión, aquéllos son muy grandes. La relación entre el tamaño del grano desarrollado y la temperatura de calentamiento variará de modo considerable entre los aceros a causa de las diferencias en la práctica seguida para la desoxidación. Mediante una desoxidación adecuada, se puede conseguir que los aceros sean de grano grueso a temperaturas comparativamente bajas, o bien que sean de grano fino en un intervalo amplio de temperaturas. Como la transformación de la austenita comienza por lo común en las fronteras de los granos, un acero de grano fino se transformará con mayor rapidez, que uno de grano grueso, porque este último tiene mucha menor superficie en torno de los granos que el de grano fino. Conservándose iguales todas las demás características, la austenita de grano grueso tendrá una templabilidad más alta que la de grano fino. Las pequeñas partículas que haya en la austenita actuarán corno núcleos para iniciar la transformación de manera semejante que las fronteras de los granos y, por lo tanto, la presencia de un gran número de partículas pequeñas (a veces de tamaño submicroscópico) resultará en una baja templabilidad.
Determinación del tamaño del grano austenítico. El tema del tamaño del grano de la austenita tiene un interés considerable por el hecho de que el tamaño de grano desarrollado durante el tratamiento térmico tiene gran efecto sobre las propiedades físicas del acero. En aceros de composición química similar, los que desarrollen el grano austenítico más fino tendrán una templabilidad más baja, pero tendrán en general mayor tenacidad, mostrarán menos tendencia a
8
agrietarse o alabearse durante el enfriado brusco, serán menos susceptibles a agrietarse por esmerilado, tendrán esfuerzos internos más bajos y retendrán menos austenita que los de grano grueso. Debido a estas razones, la mayor parte de los aceros aleados son de grano fino. Hay varios métodos para determinar las características del tamaño del grano de un acero, siendo el más comúnmente usado en las especificaciones de los aceros el ensayo de McQuaid-Ehn. En este ensayo, se carburiza durante 8 horas una muestra representativa a 925°C (1700°F) y se enfría lentamente. La superficie endurecida, con alto contenido de carbono, al enfriarse lentamente, rechazará la cementita hacia las fronteras de los granos de austenita y, por pulido y tratamiento con ácido, se verán claramente esos granos bajo un microscopio. Hay varias maneras de indicar el tamaño de los granos observados al microscopio, siendo la más usada, la de los índice de la ASTM. Los números se basan en la fórmula: número de granos por pulgada cuadrada a 100x =2N-1, en la cual N es el índice de tamaño del grano. La gama (rango) común en los aceros será de 1 a 128 granos por pulgada cuadrada a 100x y los números ASTM correspondientes serán del 1 al 8. Los aceros que tienen un tamaño de grano ASTM del 1 al 4 se consideran generalmente de grano grueso, y los del 5 al 8 son aceros de grano fino. Debe observarse que la prueba McQuaid-Ehn dará solamente el tamaño de grano desarrollado en los aceros al ser calentados a una cierta temperatura durante un lapso dado. Para determinar por completo las características de tamaño del grano de un acero deben hacerse ensayos dentro de un cierto intervalo (rango) de temperaturas, pero el de McQuaid-Ehn ha demostrado ser de gran ayuda tanto para los productores como para los consumidores de acero, puesto que no es costoso y se puede reproducir.
Los factores que hay que conocer para determinar la penetración de temple de un acero son: la dureza y distribución de la dureza en el interior de las piezas.
Diversos métodos para estudiar el comportamiento de los aceros en el temple:
1. Examen de las fracturasSuele utilizarse en los aceros de herramientas al carbono y carbono-vanadio u otros de baja aleación. Consiste en preparar una serie de barretas cilíndricas, entalladas, de 3/4 de pulgada (19,05 milímetros) de diámetro y 125 mm de longitud, que son templadas en agua a temperaturas de 790° 815°, 850° y 875°. Después se rompen por choque y se examinan las fracturas. Por la diferencia entre el grano de fractura, generalmente grosero en la parte central (sin templar), y fino el de la exterior (templado), se conoce fácilmente la profundidad de temple alcanzada en cada caso.
2. Curvas de dureza de redondos de diferentes diámetros templadosConsiste en determinar después del temple la dureza en el interior de redondos de acero. Se comienza preparando por forja o laminación una serie de barras de diversos diámetros, que después de un ligero torneado se dejan a medidas escalonadas, por ejemplo de 25, 50, 75, 100, 150 y 250 mm de diámetro. Luego se templan esos redondos y a continuación se cortan las barras y se determinan las durezas en la sección transversal., desde la periferia al centro. Con los resultados obtenidos se puede, finalmente, construir las curvas de dureza, llamadas generalmente curvas U que caracterizan a cada tipo de acero.
3. Ataque químico de las secciones templadasConsiste en observar las secciones transversales de barras de aceros, rotas después del temple y atacadas posteriormente con ácido. Se comienza entallando las barras, luego se templan y se rompen y se planean por rectificado las secciones transversales. A continuación se atacan esas secciones con ácido nítrico al 5 % (Nital-5), observándose que las partes que han quedado sin templar se colorean, y quedan en cambio blancas y son muy poco atacadas las templadas. Ejemplo de un acero cromo níquel.
9
4. Determinación de la zona con 50% de martensitaSe suelen emplear cuatro métodos principales:
a) El método metalográfico, el más utilizado para determinar con precisión las zonas con el 50% de martensita.
b) El método de fractura y ataque con ácido, para aceros en los que la transición de la zona dura a la zona blanda (50 a 55 HRC) es brusca. La zona del 50% martensita se halla en el límite de separación entre la zona de grano fino y grano grueso que corresponde en la secciones atacadas al límite entre la zona blanca y negra.
c) Haciendo una serie de durezas en una sección transversal del acero templado y observando luego donde se obtiene una dureza determinada que corresponde al 50% de martensita.
d) Consiste en buscar el punto de inflexión de las curvas de dureza de las secciones transversales, que suele corresponder con bastante aproximación a la zona 50% de martensita. Después del temple y revenido las mejores características mecánicas, el porcentaje de martensita debe ser un poco mayor y variable entre 50 y 90%, según el contenido de carbono en el acero.
10
11
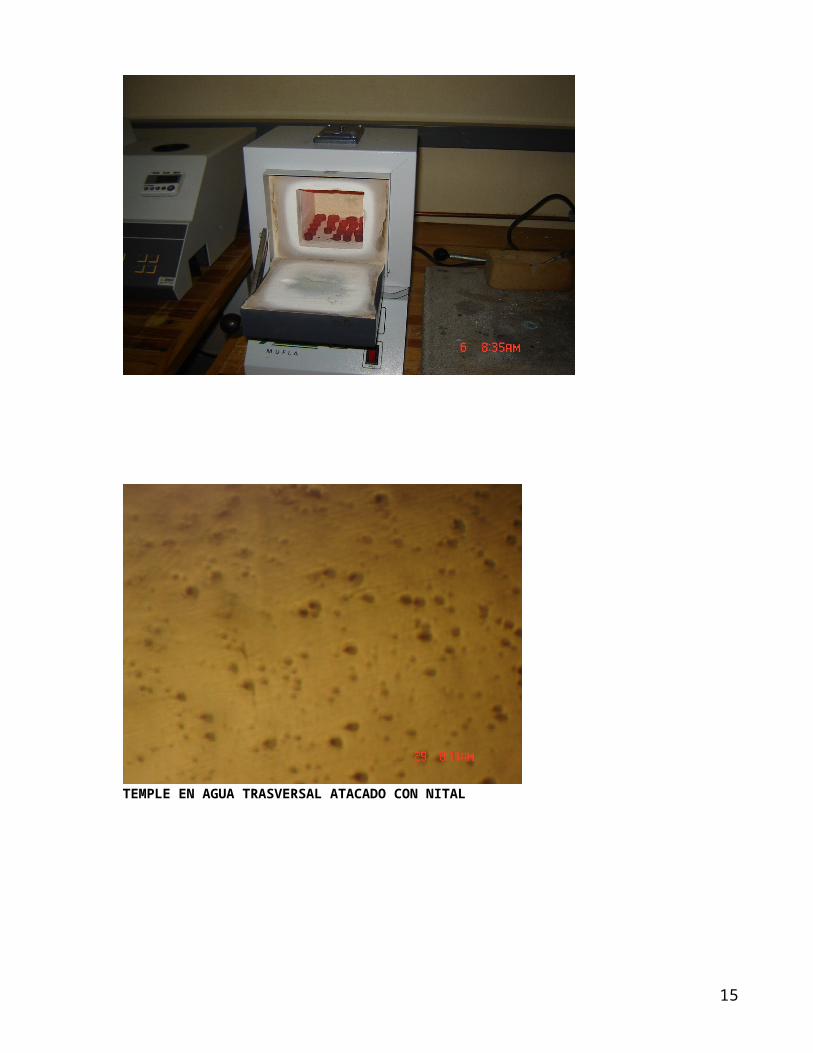
TEMPLE EN AGUA TRASVERSAL ATACADO CON NITAL
12
TEMPLE EN AGUATRASVERSAL ATACADO CON PICRAL
TEMPLE EN AGUALONGITUDINAL ATACADO CON PICRAL
13

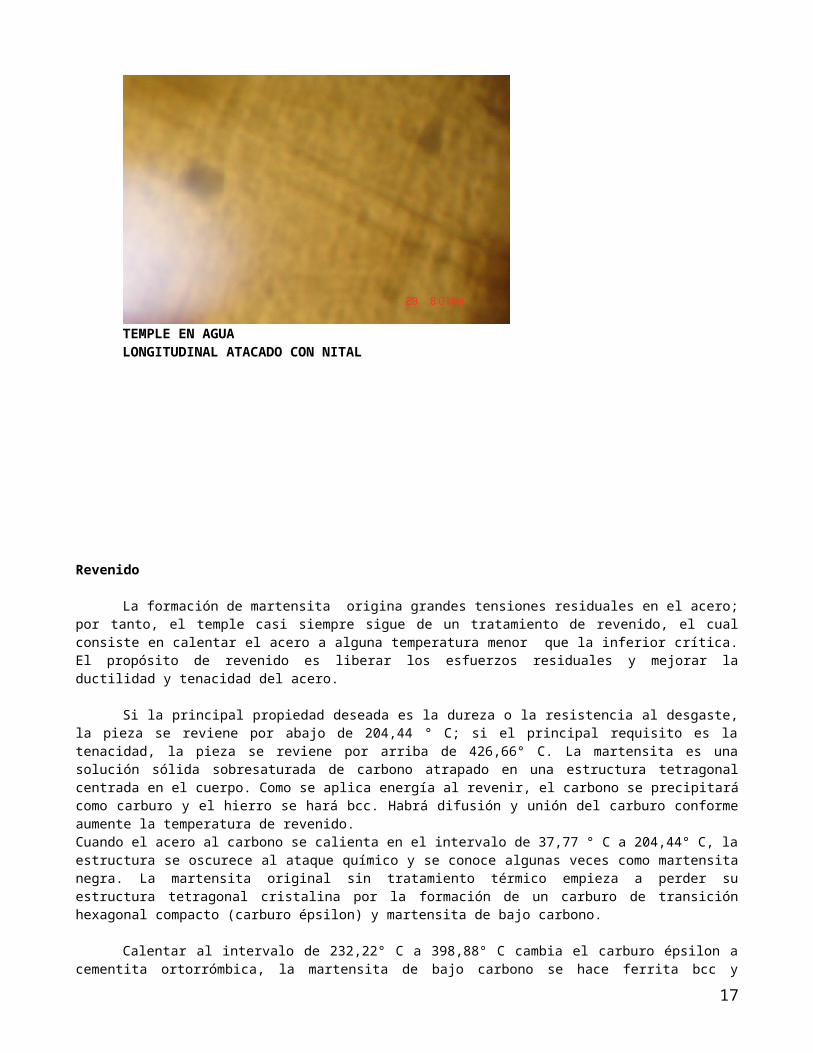
TEMPLE EN AGUALONGITUDINAL ATACADO CON NITAL
Revenido
La formación de martensita origina grandes tensiones residuales en el acero; por tanto, el temple casi siempre sigue de un tratamiento de revenido, el cual consiste en calentar el acero a alguna temperatura menor que la inferior crítica. El propósito de revenido es liberar los esfuerzos residuales y mejorar la ductilidad y tenacidad del acero.
Si la principal propiedad deseada es la dureza o la resistencia al desgaste, la pieza se reviene por abajo de 204,44 ° C; si el principal requisito es la tenacidad, la pieza se reviene por arriba de 426,66° C. La martensita es una solución sólida sobresaturada de carbono atrapado en una estructura tetragonal centrada en el cuerpo. Como se aplica energía al revenir, el carbono se precipitará como carburo y el hierro se hará bcc. Habrá difusión y unión del carburo conforme aumente la temperatura de revenido. Cuando el acero al carbono se calienta en el intervalo de 37,77 ° C a 204,44° C, la estructura se oscurece al ataque químico y se conoce algunas veces como martensita negra. La martensita original sin tratamiento térmico empieza a perder su estructura tetragonal cristalina por la formación de un carburo de transición hexagonal compacto (carburo épsilon) y martensita de bajo carbono.
Calentar al intervalo de 232,22° C a 398,88° C cambia el carburo épsilon a cementita ortorrómbica, la martensita de bajo carbono se hace ferrita bcc y cualquier austenita retenida se transforma a bainita inferior. Los carburos son demasiados pequeños para resolverlos mediante el microscopio óptico y la estructura completa es atacada con rapidez, adquiriendo la apariencia de una masa negra, inicialmente llamada trostita con dureza HRC 40 y 60.
El revenido en el intervalo de 398,88 ° C a 648,88° C continúa el crecimiento de las partículas de cementita. Esta unión de las partículas de carburo permite que se vea una mayor parte de la matriz ferrítica. En esta estructura, conocida como sorbita con dureza de HRC 20-40
14
El calentamiento en el intervalo de 648,88 ° C a 722,77 ° C produce grandes y globulares partículas de cementita. Esta estructura es muy blanda, tenaz y semejante a la esferoidizada de cementita.
Revenido es un proceso en el que interviene energía, tanto el tiempo como la temperatura son factores importantes. El mismo efecto se puede lograr si se emplea un tiempo menor a una temperatura mayor o un tiempo mayor a una temperatura menor.
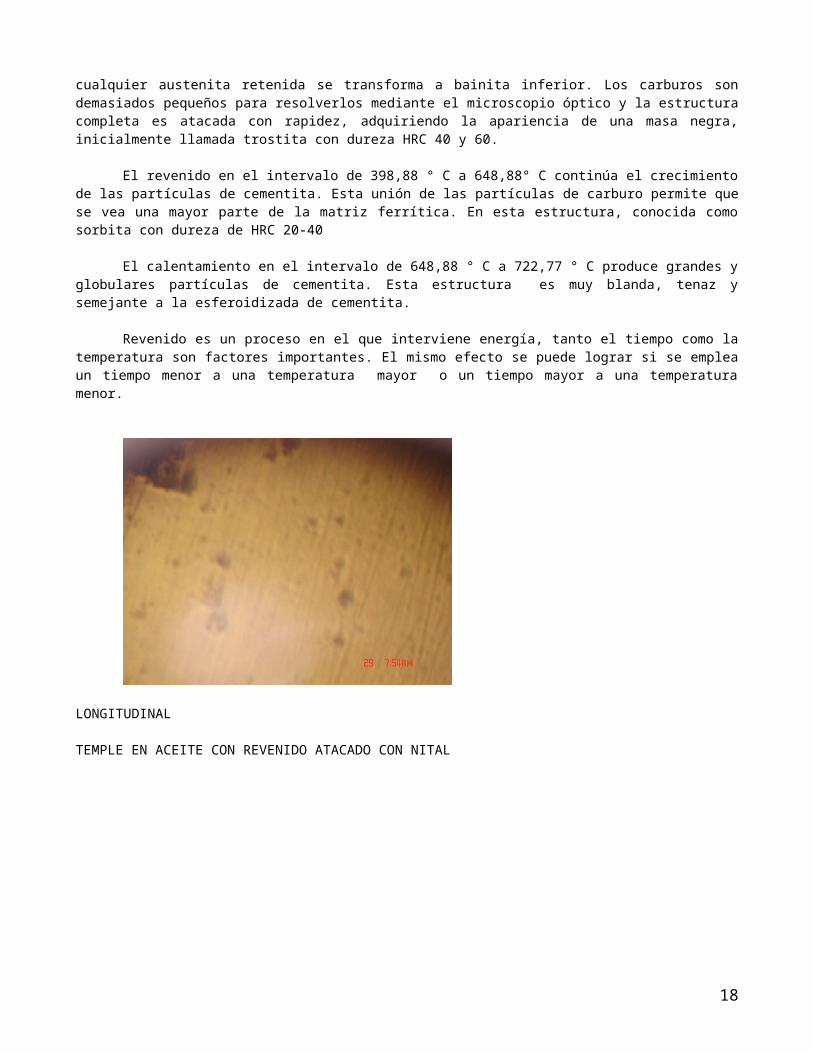
LONGITUDINAL
TEMPLE EN ACEITE CON REVENIDO ATACADO CON NITAL
LONGITUDINAL
TEMPLE EN ACEITE CON TREVENIDO ATACADO CON PICRAL
15

TRASVERSAL TEMPLE EN ACEITE CON REVENIDO ATACADO CON PICRAL
TRASVERSALTEMPLE EN ACEITE CON REVENIDO ATCADO CON NITAL
16
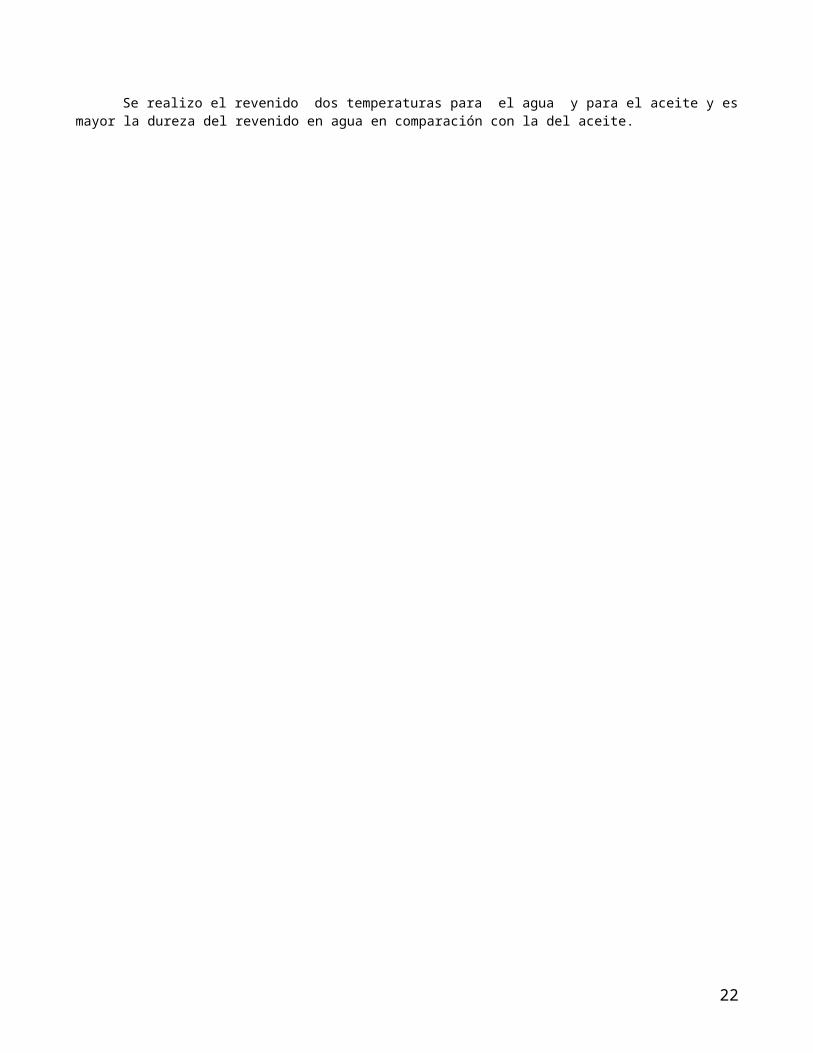
ACERO 4140 LOS ELEMENTOS QUE COMPONEN ESTE MATERIAL SON :0,40% C 0,27% Si 0,9% Mn 1,0 % Cr 0,2 % Mo y 97,23% Fe
DUREZAL
DUREZAT
TAMAÑO DE GRANO
OBSERVACIONES
CONDICIONES INICIALES
98 HRB 97 HRB # 6
RECOCIDO 94 H RB 95 HRB #7 DISMINUCION DE LA DUREZA, CAMBIO EN LA FASE FERRITICA.(FINA)
T=950 DURANTE MEDIA HORA
NORMALIZADO 64 HRC 64 HRC # 8 T# 7 L
ESTRUCTURA PERLITICA FINA Y ABUNDANTE(+ DURO )
T=950DURANTE MEDIA HORA
TEMPLE EN AGUA 39 HRC 39.5 HRC
# 8 ELEMENTOS DE ALEACION FACILITAN EL TEMPLE
T= 950 DURATE MEDIA HORA
TEMPLE EN ACEITE 94, 95, 93 HRB
92, 93,93HRB
#8 AUMENTA LA DUREZA Y RESISTENCIA
T= 950DURANTE MEDIA HORA
TEMPLE REVENIDO EN AGUA
36, 37,35 HRC
36.5 HRC # 8 LIBERA LAS TENSIONES DEL TEMPLE Y
T= 200DURANTE UNA HORA
TEMPLE REVENIDO EN ACEITE
94 HRB 95, 95, 94 HRB
# 8 AUMENTA LA TENACIDAD
T= 650 DURANTE MEDIA HORA
CONCLUSIONES:De acuerdo a la teoría, un acero 4140, responde a los tratamientos térmicos de recocido, normalizado, temple y revenido.Observando los resultados de la practica vemos que si hay una respuesta del acero a los tratamientos ,no como se espera en la teoria, esto puede ser por causa de factores como;Imperfecciones en las probetaso por los elementos que se encuentran en la aleación del acero.
En el recocido se obtuvo una estructura de granos grandes y un límite de grano delgado, las durezas son muy bajas, por lo cual su estructura es muy blanda, comparada con condiciones iniciales. Se liberaron las tensiones residuales que había entre los átomos.
17
El normalizado su estructura es muy fina, aumento la dureza con respecto a condiciones iniciales. Durante el enfriamiento se forman carburos en la estructura, lo cual la vuelve más dura.
Se realizó temple en agua y en aceite, en el primero vemos que la dureza es mayor que la segunda y todavía mayor que los tratamientos anteriores, ésta se debe a la cualidades de la estructura martensítica que se forma durante el enfriamiento .
Se realizo el revenido dos temperaturas para el agua y para el aceite y es mayor la dureza del revenido en agua en comparación con la del aceite.
CEMENTACIÓN
18
La mayor parte de las piezas que componen las máquinas y motores, se fabrican de forma» que sus propiedades mecánicas sean bastante uniformes en toda la masa. Sin embargo, en ciertos mecanismos es necesario que algunas piezas tengan superficies muy duras, resistentes al desgaste y a la penetración, y el núcleo central muy tenaz, para poder soportar los choques a que están sometidas. Los procedimientos más usados en la actualidad para conseguir estas características, gran dureza y mucha tenacidad, al parecer opuestas entre si, son los siguientes: la cementación, la cianuración, la carbonitruración, la nitruración, la sulfunización, el templé local, el depósito por soldadura de delgadas capas superficiales de aceros de elevado contenido en carbono y el cromado duro.
La cementación, que es el más antiguo de todos esos procedimientos de endurecimiento superficial, consiste en aumentar el contenido en carbono en la superficie de las piezas de acero, rodeándolas con un medio carburante, y manteniendo todo el conjunto, durante un cierto tiempo a elevada temperatura. Luego se templan las piezas y quedan con gran dureza superficial.Se pueden emplear cementantes sólidos, líquidos y gaseosos, oscilando la duración de la cementación de 6 a 10 horas cuando se utilizan cementantes sólidos, de 1 a 6 horas cuando se trata de sales o cementantes líquidos y de 1 hora a varios días utilizando cementantes gaseosos.Se emplean aceros aleados y sin aleación, de bajo contenido en carbono, generalmente de 0,08 a 0,25% de C y excepcionalmente algunas veces se cementan también aceros hasta de 0,40 % de C.
La operación se realiza generalmente a temperaturas comprendidas entre 850° y 1000°, siendo las temperaturas próximas a 900° las más utilizadas.En el proceso de cimentación de puede distinguir dos etapas distintas: 1.- absorción del carbono por el caro, y 2.- mejoramiento de característica por medio de tratamientos adecuados.La cantidad y distribución del carbono absorbido por las piezas depende: 1.- de la composición del acero sometido a la cementación. 2.- De la naturaleza de la sustancia cementante, y 3.- De la temperatura y I de la duración de la cementación..
Una pieza después de cementada se puede considerar compuesta por dos zonas principales de composición química diferente; el alma o núcleo central y la periferia o capa cementada, existiendo entre ellas otra tercera zona de transición de menor importancia.Por quedar después de la cementación, la capa exterior con un alto contenido en carbono y el corazón con la composición inicial, es posible obtener luego gran dureza en la periferia y alta tenacidad en el núcleo. Pero, como sólo con la cementación, las piezas no adquieren esas propiedades, es necesario darles después unos tratamientos térmicos adecuados. Después de la cementación, la periferia a pesar de tener un elevado contenido en carbono, está todavía relativamente blanda y el núcleo central, aun siendo de muy bajo contenido en carbono, puede ser frágil por tener la estructura muy grosera, por haber permanecido el acero durante mucho tiempo a alta temperatura.
Como la periferia y el núcleo central de las piezas cementadas son de distinta composición, necesitarán diferentes tratamientos, pero como ambas son inseparables, esos tratamientos deberán ser de tal naturaleza, que actúen favorablemente sobre las dos partes, o que si favorecen a, una, sean lo menos desfavorables para la otra.
Capa cementada
Se da el nombre de capa cementada a la zona que después de la cementación queda con un contenido de carbono superior a la del acero y recibe el nombre de capa dura la zona superficial
19
que después del último tratamiento queda con una dureza superior a 58-60 Rockwell-C., y que suele corresponder a la zona cuyo porcentaje de carbono es superior a 0,50-0.80% de C.Aunque de unos casos a otros hay bastantes diferencias, se puede considerar que en la mayoría de las piezas cementadas el espesor de la capa dura varia de la cuarta parte a la mitad (0,25 a 0,5) de la profundidad de la capa cementada.
A veces en lugar de hacer referencia a la profundidad de la capa cementada se señala según preferencias la capa con carbono superior a 0,3 o 0,5% de carbono (fig. 335). Esto se hace porque en ocasiones ese espesor es casi aproximadamente el de la capa dura.Conviene tener en cuenta todo esto al estudiar espesores de capa cementada, capa dura, etc.Los espesores de las capas cementadas que normalmente se emplean en las piezas de máquinas y motores, se pueden clasificar en tres grupos:1.° Capas delgadas con menos de 0,50 mm de espesor de cementación. Estas profundidades de cementación se utilizan para pequeñas piezas de acero al carbono, endurecidas generalmente con sales de cianuro y templadas directamente desde la temperatura de cementación. Estas piezas deben de utilizarse siempre sin rectificado posterior.2.° Capas medias de 0,50 a 1,50 mm. Estos espesores son los más corrientes par a la mayoría de las piezas que se utilizan en la fabricación de maquinas y motores. Se puede emplear cementantes sólidos, líquidos o gaseosos, son aceros al carbón, débilmente aleados o de alta aleación.3.° capas de gran espesor, superior a 1,50 mm. Son obtenidas, generalmente, por cementación con materias sólidas y con cementantes gaseosos y algunas veces, aunque mas raramente, con cementantes líquidos. Las chapas de blindaje, que suelen fabricarse con capas cementadas de 3 a 4 mm son cementadas con gases.
Cualquiera que sea el proceso que se emplee, conviene que el contenido en carbono de la capa cementada no pase de 1 % y debe procurarse que la parte periférica de la pieza después de rectificada, quede aproximadamente con 0,8 a 0,9 % de carbono, con lo que se obtienen en el temple durezas de 62 a 65 Rockwell-C. Siempre conviene obtener durezas superiores a 60 Rockwell-C, que es aproximadamente el límite de dureza en que la lima ya no marca al acero.Cuando el contenido en carbono de la zona periférica es superior composición eutectoide de 0,90% de carbono, suelen aparecer redes de cementita (fig. 322) o de carburo que pueden hacer frágil a la capa cementada y con tendencia a descascarillarse. En estos casos conviene dar a las piezas después de la cementación un recocido de difusión a 800°-900° en una atmósfera o baño apropiado para disminuir el porcentaje de carbono de la periferia. Con este tratamiento se uniformiza bastante el contenido en carbono y se evitan posibles desconchamíentos en las piezas cementadas.
Cementación con materias sólidas
Se utilizan diversas materias para suministrar el carbono que va a absorber el acero durante la cementación. Las más empleadas suelen ser de carbón vegetal, el negro animal, huesos calcinados, cuero, coke, etc., mezclados con carbonatos de bario, calcio y sodio.El carbón sólo, no se emplea porque con él no se suelen conseguirse concentraciones de carbono en la periferia del acero, superiores a 0,9% de C. Mezclándolo en cambio con carbonatos alcalinos o alcalino-térreos. Se alcanza hasta 1,20% de carbono.
Durante muchos años, uno de los cementantes más utilizados fue la mezcla Carón preparada con 60% de carbón vegetal y 40% de carbonato bárico. El carbón se tritura en trozos de 3 a 6 mm de diámetro luego se mezcla con el carbonato bárico en polvo. Recientemente se ha comprobado que se puede disminuir el contenido de carbonato bárico. Obteniéndose muy buenos resultados con porcentajes de 10 a 15%, sin que pierda efecto sensible la acción carburante de la mezcla; bajando en cambio de 8%, el rendimiento disminuye ya notablemente. Se puede añadir también un 20 % de coke como diluyente, porque aumenta la velocidad de penetración del calor a través
20
del compuesto carburante, permite obtener rápidamente temperaturas uniformes en el interior de las cajas y disminuye el coste de la mezcla. Como activadores también se suelen emplear el carbonato cálcico y el carbonato sódico. Es importante que el carbón esté bien Seco, porque pequeñas trazas de humedad, pueden dar lugar a descarburaciones locales y luego a puntos blandos en las piezas después del último temple.
Durante mucho tiempo se creyó que la cementación de los aceros extra-dulces se verificaba; al penetrar el carbono del cementante sólido a través dé la superficie del acero y difundirse luego hacia el interior.
Pero se ha comprobado que la transferencia del carbono al acero, se verifica siempre por medio de los gases que se desprenden al calentarse las mezclas cementantes a alta temperatura, siendo en estos procesos el óxido de carbono el principal agente carburante. Si se coloca un trozo de acero rodeado de materias carburantes y se calienta a 925° en el vacío, de forma que no haya gases a su alrededor, el acero no absorbe carbono. Para que la cementación se verifique, ha de ponerse el carbono en contacto con la superficie del acero caliente en un estado adecuado para que se verifique la absorción. El éxito de la cementación, depende en gran parte de la aptitud del medio carburante para suministrar y rodear la superficie del acero con carbono, en un estado que se puede llamar activo, de tal naturaleza que su absorción por el acero se efectúe rápidamente. La experiencia ha demostrado que el carbono naciente que se forma en el interior de las cajas de cementación al descomponerse el óxido de carbono, se encuentra en un estado muy favorable para que se produzca la cementación.
El proceso de cementación por el carbón vegetal, coke, etc., se explica en la siguiente forma: El carbón a elevada temperatura, en contacto con el oxigeno del aire que hay siempre en el interior de las cajas, entre los huecos que deja la materia cementante, da óxido de carbono (CO) según la siguiente reacción:2 C + O2 = 2 COLuego el óxido de carbono formado se descompone a elevada temperatura en carbono naciente y dióxido de carbono.2 CO = C + CO2
En algunos procesos (en especial cementación gaseosa) también se realiza la cementación por la acción del metano que se descompone en hidrógeno y carbono naciente de acuerdo con la siguiente reacción:CH4 = C + 2 H2
En todos los casos el carbono naciente, que se forma es el que produce la cementación. Al estar en contacto con el hierro a alta temperatura se combinan •C + 3 Fe = C Fe3
Formándose carburo de hierro o cementita, y luego al difundirse el carbono o el carburo de hierro hacia el interior de las piezas es cuando puede decirse que se produce verdaderamente la cementación.
En todos los casos, para que se verifique con facilidad la absorción del carbono, es necesario que el acero se encuentre en estado austenítico, con el hierro en forma de hierro gamma, condición que se cumple utilizando las temperaturas normales de cementación. En esas condiciones, de 850° a 950° el acero puede absorber hasta 1,40% de carbono aproximadamente, pudiéndose llegar hasta 1,7% de C a 1.145°. Cuando el hierro se encuentra en estado alfa a temperaturas más bajas, la capacidad de absorción del carbono es, en cambio, muy limitada. A 720°, por ejemplo, el hierro alfa sólo puede disolver 0,035% de carbono, aproximadamente.
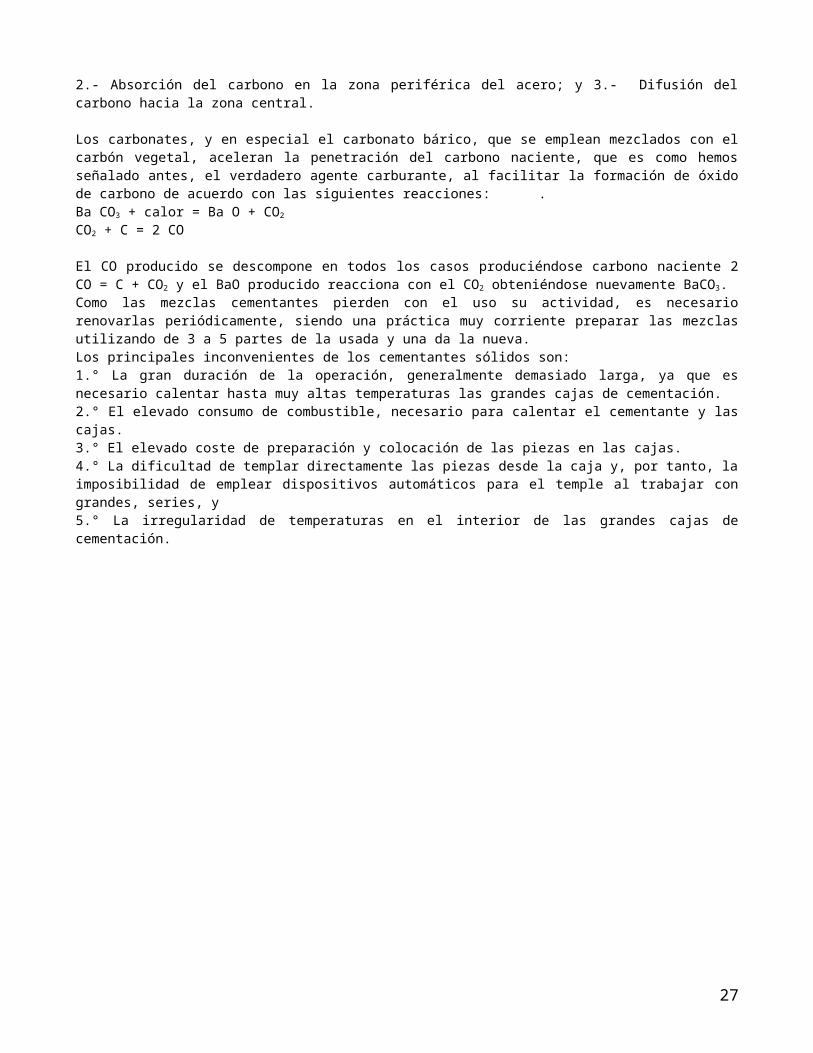
El carbono, después de haber pasado al acero, queda disuelto en el hierro gamma y de acuerdo con las leyes de difusión, al existir en la periferia una concentración más elevada que en el interior, penetra hacia el corazón. En el proceso de cementación se señalan, por tanto, tres fases diferentes: 1.- Producción de carbono naciente en las proximidades de la superficie de acero. 2.- Absorción del carbono en la zona periférica del acero; y 3.- Difusión del carbono hacia la zona central.
21
Los carbonates, y en especial el carbonato bárico, que se emplean mezclados con el carbón vegetal, aceleran la penetración del carbono naciente, que es como hemos señalado antes, el verdadero agente carburante, al facilitar la formación de óxido de carbono de acuerdo con las siguientes reacciones: .Ba CO3 + calor = Ba O + CO2 CO2 + C = 2 CO
El CO producido se descompone en todos los casos produciéndose carbono naciente 2 CO = C + CO2 y el BaO producido reacciona con el CO2 obteniéndose nuevamente BaCO3.Como las mezclas cementantes pierden con el uso su actividad, es necesario renovarlas periódicamente, siendo una práctica muy corriente preparar las mezclas utilizando de 3 a 5 partes de la usada y una da la nueva.Los principales inconvenientes de los cementantes sólidos son:1.° La gran duración de la operación, generalmente demasiado larga, ya que es necesario calentar hasta muy altas temperaturas las grandes cajas de cementación.2.° El elevado consumo de combustible, necesario para calentar el cementante y las cajas.3.° El elevado coste de preparación y colocación de las piezas en las cajas.4.° La dificultad de templar directamente las piezas desde la caja y, por tanto, la imposibilidad de emplear dispositivos automáticos para el temple al trabajar con grandes, series, y5.° La irregularidad de temperaturas en el interior de las grandes cajas de cementación.
PIEZAS CEMENTADAS SOMETIDAS A TEMPLE
22
23
INGENIERIA EN MATERIALES.
TRATAMIENTOS TÉRMICOS.
ING.
MIGUEL ANGEL LÓPEZ NAVARRETE.
ALUMNOS:
GARZA ROJAS MIRIAM ALEJANDRASOLIS CASILLAS CINTHYA
18 DE NOVIEMBRE DEL 2006.
24
SEGUNDO PARCIAL
TRATAMIENTOS ISOTÉRMICOS
Como consecuencia de los estudios derivados de la curva de la «S», se ha incrementado mucho el uso de los baños calientes (plomo y sales fundidas) para el tratamiento dé piezas y herramientas, debido principalmente a los siguientes motivos:1.° El conocimiento de las valiosas propiedades del nuevo constituyente «bainita», cuya presencia es interesante en gran número de piezas y perfiles.2.° La gran reducción de grietas y deformaciones que se consigue al emplear baños de sales para el enfriamiento del acero desde la temperatura de temple. Estos defectos se presentan con más frecuencia cuando se templa el acero en agua o en aceite, porque entonces, la periferia de las piezas se enfría rápidamente cuando todavía el centro está muy caliente y al verificarse las transformaciones estructurales, antes en la periferia que en el centro, se crean grandes tensiones entre esas zonas, que luego pueden originar deformaciones, grietas y roturas. Enfriando en cambio en baño caliente, se evitan estos percances, porque se consigue que antes de iniciársela transformación de la austenita se igualen las temperaturas del centro y de la periferia, y luego se pueden verificar las transformaciones en las diferentes partes de las piezas casi a la vez.3.° Porque cuando se utilizan en estos tratamientos, sales de composición adecuada, se llega a evitar en ocasiones la oxidación superficial del acero.1." Por la posibilidad de ablandar ciertos aceros en mucho menos tiempo que el necesario para conseguir los mismos resultados con los recocidos de regeneración.
Ventajas del enfriamiento en baños de sales.
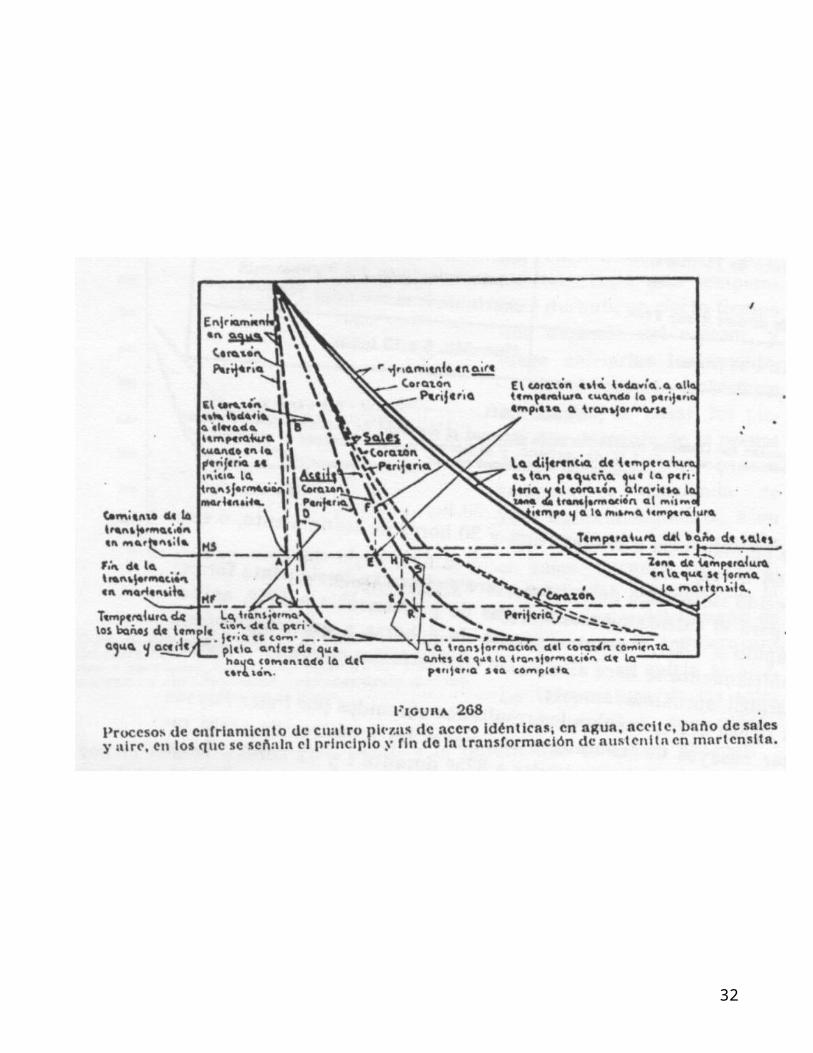
La influencia que el método de enfriamiento ejerce un la aparición de grietas y deformaciones, se comprenderá bastante claramente observando la figura 268.En ella se representa gráficamente el proceso de enfriamiento de la periferia y del centro de cuatro piezas iguales templadas en agua, aceite, en baño de sales y al aire. Se trata de piezas fabricadas con un acero aleado que, al ser enfriado desde alta temperatura en cualquiera de los cuatro medios de enfriamiento citados, siempre queda templado, porque las velocidades de enfriamiento que se obtienen en los cuatro casos, son mayores que la crítica de temple, y por tanto, en todos ellos se obtiene martensita después del enfriamiento. En la figura 268 las líneas M S
y MF señalan el principio y fin de la transformación de la austenita en martensita. Gracias a esas líneas, sabemos los momentos en que se inicia y se termina la transformación martensítica en el corazón y en la periferia de las piezas.
25
26
Se observa que, cuanto más enérgico es el medio de enfriamiento, resulta mayor la diferencia de temperatura entre la periferia y el centro, y como consecuencia, mayores son las tensiones internas que se crean en el acero, las cuales originan grietas y roturas.En el temple en agua, cuando la curva de enfriamiento de la superficie llega al punto A de la línea MS, donde se inicia la transformación de la austenita en martensita, la diferencia de temperatura con el punto B de la línea de enfriamiento del centro, es muy grande.Se observa también que cuando en la pieza templada en agua se ha transformado totalmente la austenita de la periferia (punto C), no se ha iniciado todavía la transformación de la austenita de la zona central (punto D), o sea, que hay en el corazón una gran masa de acero en estado austenítico, rodeado por una capa de martensita dura y frágil. Esto es muy peligroso, porque al transformarse luego la austenita del corazón de la pieza en martensita, hay un aumento de volumen, que tiende a romper la capa periférica y origina tensiones en la capa martensítica exterior muy dura, que puede llegar a romperse o agrietarse.En las curvas de enfriamiento en aceite, se ve que la velocidad es más lenta, y que cuando se inicia la transformación, punto E, la diferencia de temperatura entre la periferia y el centro, E-F, es más pequeña que la A-B correspondiente al agua, habiéndose efectuado una gran parte de la transformación y expansión del centro antes de que toda la masa del acero de la periferia alcance la temperatura correspondiente al punto R y se transforme en martensita dura y frágil. En el temple en aceite hay menos tensiones porque parte de la transformación de la periferia y el centro se hacen a la vez, y es pequeño el porcentaje de acero de la zona central que se dilata en el temple después de que la zona periférica está templada y dura.En el enfriamiento al aire, la diferencia es menor; todas las partes se transforman casi al mismo tiempo y hay un mínimo de tensiones residuales con menor peligro de grietas y deformaciones.El enfriamiento en baño de sales a una temperatura ligeramente superior a la crítica Ms, donde se mantiene al acero un cierto tiempo y luego se enfría al aire, es el más beneficioso. Se consigue de esta forma que igualen las temperaturas de la periferia y del centro antes de que la austenita se transforme en otros constituyentes, y luego, al enfriarse al aire, la transformación de la periferia y el centro se verifica casi al mismo tiempo. Como la diferencia de temperatura entre ambas zonas es pequeña y casi nula, serán despreciables las tensiones y las deformaciones que se crean y el peligro de grietas desaparece también casi por completo.
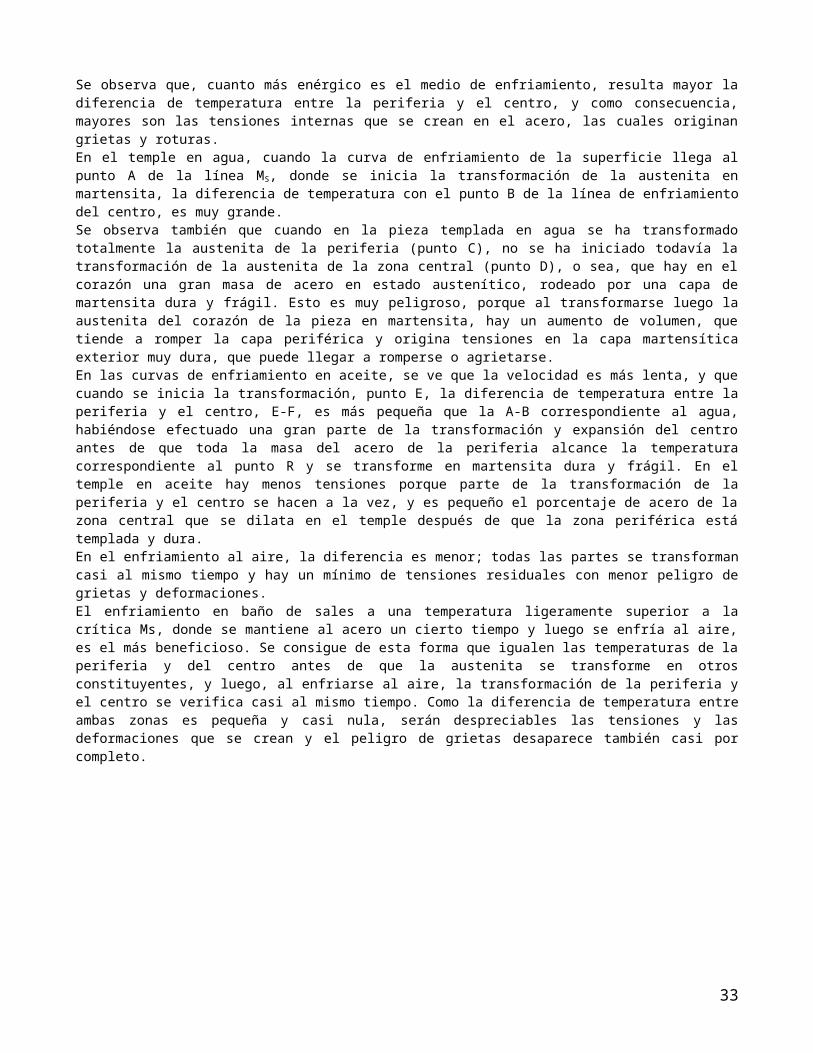
Austempering.Este tratamiento tuvo en Estados Unidos desde los primeros años de su utilización una aceptación extraordinaria, sobre todo al utilizarse para la fabricación de pequeñas piezas o herramientas de acero al carbono o de baja aleación, que debían de quedar con durezas de 40 a 55 Rockwell-C.Las piezas sometidas a este tratamiento quedan con estructuras bainíticas, que tienen una tenacidad mucho más elevada que la que corresponde a piezas idénticas, en las que se ha conseguido la misma dureza por temple y revenido. Además, al verificarse la transformación de la
27
austenita isotérmicamente y no existir la etapa martensítica, el peligro de grietas y deformaciones desaparece.
La posibilidad de hacer el tratamiento automáticamente, en instalaciones especialmente proyectadas para ello, ha permitida utilizarlo en gran escala, obteniéndose muy buenos resultados en aceros de 0,50% a 1,20% de carbono.En cambio, las experiencias realizadas con aceros <le construcción al carbono y aleados de 0,20 a 0,10% de carbono, no son tan satisfactorias. Algunas veces los resultados son mejores que los obtenidos con el temple y revenido, y otras veces inferiores. Es difícil dar reglas generales sobre las ventajas e inconvenientes del método con esta clase de aceros, porque los resultados son bastante irregulares y varían mucho tic unos casos a otros.
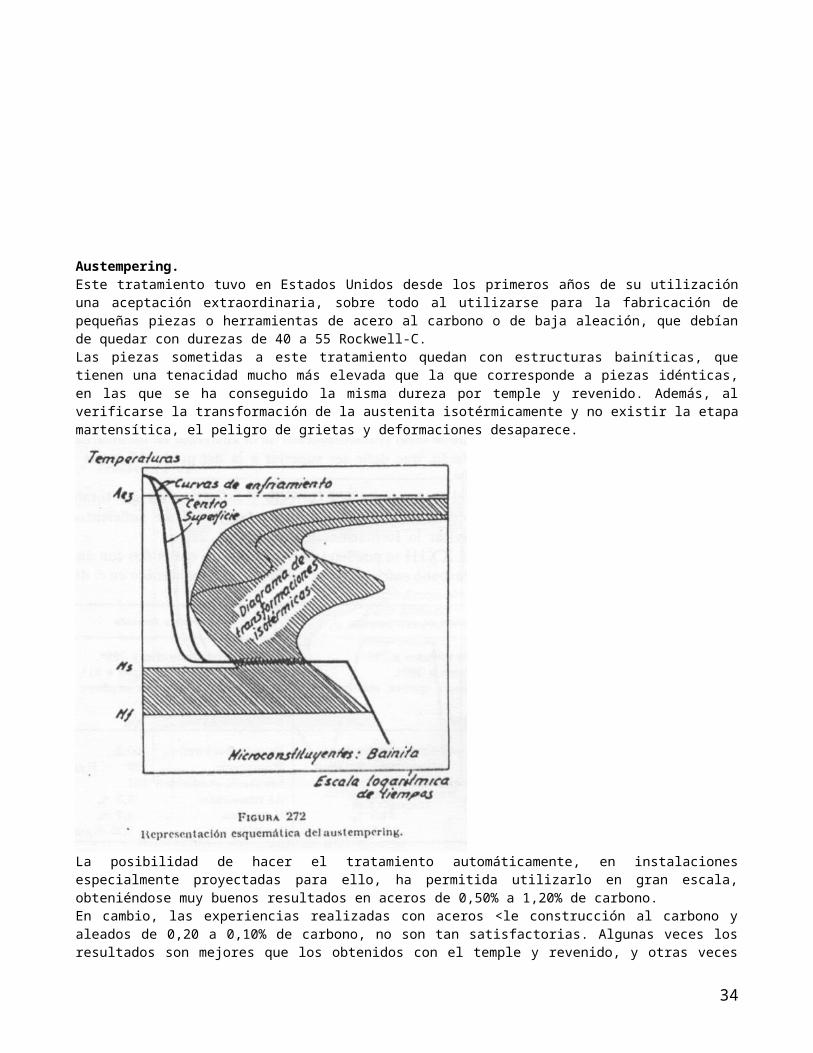
El austempering consiste en calentar el acero a una temperatura ligeramente superior a la crítica y enfriarlo luego en un baño caliente, que es mantenido a temperatura constante, durante un tiempo suficiente para que se verifique la total transformación de la austenita en bainita. La temperatura del baño, que debe ser superior a la del punto Ms suele variar de 250° a 55.Para que el tratamiento sea correcto y la estructura sea totalmente bainítica, el enfriamiento en la primera fase debe ser suficientemente rápido para evitar la formación de perlita (fig. 272).En la tabla XX11I se pueden ver los resultados obtenidos con un acero de 0,74 % de carbono enfriado en un baño a 300° y mantenido en el durante quince minutos en comparación con los resultados obtenidos con el mismo acero templado directamente y luego revenido. En la figura 273 se observa que cuando la dureza es de 50 Rockwell-C, la tenacidad, de ese acero tratado isotérmicamente, es notablemente superior a la obtenida con el tratamiento normal de temple y revenido.
28

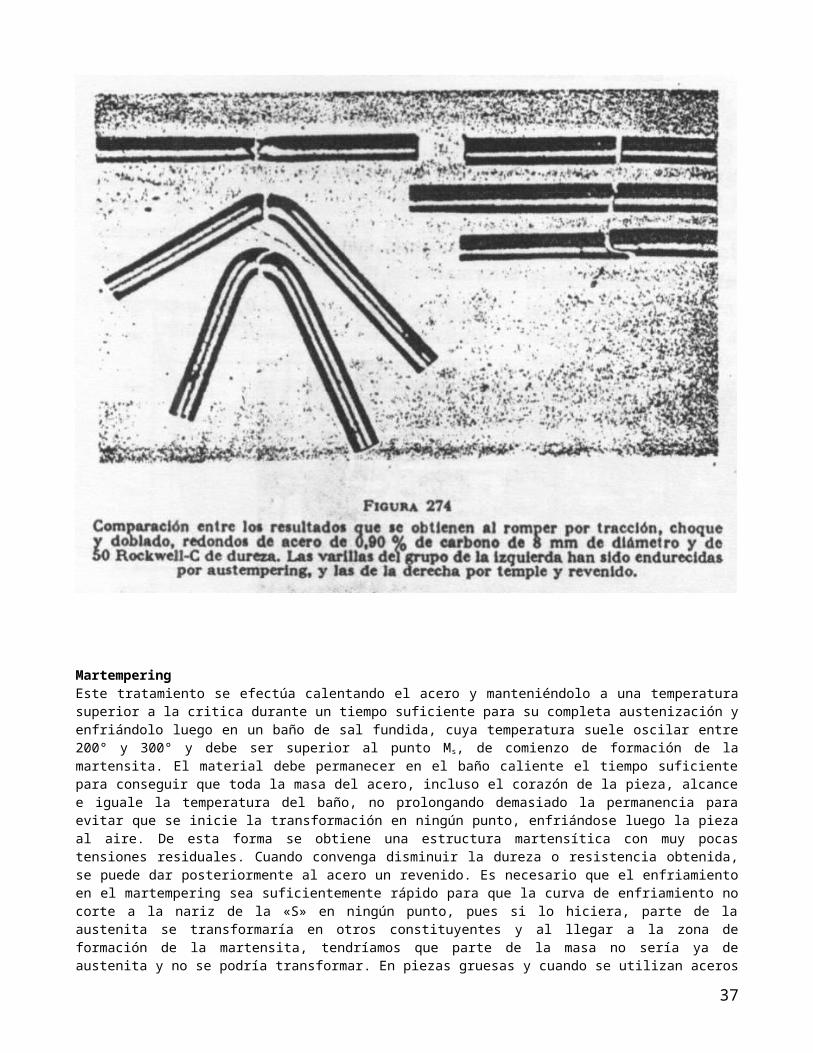
Como el acero tratado de esta forma no está sujeto a las severas tensiones internas propias de las transformaciones martensíticas, no sólo está libre de las pequeñas grietas microscópicas que nacen en los temples ordinarios, sino que posee también otras notables cualidades. En la figura 274 se puede ver lo que sucede al romper tres redondos de 8 mm de acero de 0,90 % de carbono que después del austempering han quedado con una dureza de 50 Rockwell-C. Por tracción se obtiene una estricción notable para el grado de dureza del acero; por choque dobla antes de romper y tiene bastante tenacidad, y en el ensayo de plegado dobla 160° antes de romper, mientras que un acero templado de la misma dureza se rompe en los tres ensayos como el cristal.La aplicación de este tratamiento para piezas pequeñas, no requiere además instalaciones costosas, ya que se pueden calentar hasta la temperatura de austenización en cualquier clase de hornos y después se pasan a un baño de metal o sales fundidas, a temperatura adecuada manteniéndolas en él, el tiempo necesario para que se consiga la estructura deseada.La limitación de este tratamiento estriba, en que algunas veces no se consigue la velocidad de enfriamiento necesaria, para evitar la transformación de la austenita en la zona de la nariz de la «S», correspondiente a la formación de estructuras perlíticas o sorbíticas blandas, bien porque el acero tiene una velocidad critica bastante elevada, o porque las piezas son demasiado gruesas.
La utilización de este tratamiento es también posible aun tratándose de piezas grandes con el empleo de aceros aleados y empleando métodos mecánicos para agitar el baño, que favorecen el rápido enfriamiento de las piezas.Recientemente se ha comenzado a utilizar una variante de este proceso para tratar grandes piezas. El acero, después de ser calentado a la temperatura de austenización, ligeramente superior a la critica, se enfría rápidamente en un baño cuya temperatura es inferior a MK, con lo que se consigue salvar la nariz de la «S» aunque se transforma algo de austenita en martensita, y luego se pasa inmediatamente la pieza a un baño cuya temperatura es la precisa para que se efectúe isotérmicamente la transformación bainítica del resto de la masa, que se encuentra todavía en estado austenítico, y así aunque una parte del material se ha transformado en martensita, la mayor parte recibe el tratamiento isotérmico, a pesar de su gran tamaño, sin que aparezcan estructuras perlíticas blandas.
29
MartemperingEste tratamiento se efectúa calentando el acero y manteniéndolo a una temperatura superior a la critica durante un tiempo suficiente para su completa austenización y enfriándolo luego en un baño de sal fundida, cuya temperatura suele oscilar entre 200° y 300° y debe ser superior al punto Ms, de comienzo de formación de la martensita. El material debe permanecer en el baño caliente el tiempo suficiente para conseguir que toda la masa del acero, incluso el corazón de la pieza, alcance e iguale la temperatura del baño, no prolongando demasiado la permanencia para evitar que se inicie la transformación en ningún punto, enfriándose luego la pieza al aire. De esta forma se obtiene una estructura martensítica con muy pocas tensiones residuales. Cuando convenga disminuir la dureza o resistencia obtenida, se puede dar posteriormente al acero un revenido. Es necesario que el enfriamiento en el martempering sea suficientemente rápido para que la curva de enfriamiento no corte a la nariz de la «S» en ningún punto, pues si lo hiciera, parte de la austenita se transformaría en otros constituyentes y al llegar a la zona de formación de la martensita, tendríamos que parte de la masa no sería ya de austenita y no se podría transformar. En piezas gruesas y cuando se utilizan aceros al carbono o de baja -aleación, esta condición suele ser difícil de cumplir y por eso este tratamiento, lo mismo que el de austempering, es de aplicación limitada. Para conseguir la máxima velocidad de enfriamiento en los baños de sales, se utilizan agitadores mecánicos como el que se ve en la figura 276 (horno de la izquierda) que consiste en un motor con eje largo en cuyo extremo van motiladas unas aspas que agitan el baño.
30
Es muy importante que la temperatura del baño sea próxima y superior a Ms, pues si fuera inferior, parte de la austenita de la periferia se transformaría en martensita antes que el resto de la austenita del centro, y el proceso seria imperfecto.Para efectuar el martempering de piezas de un acero determinado, se debe conocer previamente la curva de la «S» de enfriamiento continuo del acero, y especialmente, la posición de su nariz o narices, la temperatura correspondiente al punto Ms y el tiempo necesario para que se inicie la transformación a una temperatura ligeramente superior a la correspondiente al punto Ms, que corresponda a la que se va a utilizar en el baño de sales.La situación del punto Ms varía bastante en algunos casos con la temperatura de austenización. Como se puede observar en la tabla XXIV, que se refiere a un acero de 1,10% de carbono y 1,80% de cromo, al elevarse la temperatura de austenización, desciendo la temperatura correspondiente al punto Ms.
A continuación citamos varios ejemplos en los que es muy recomendable el martempering, detallando al mismo tiempo las ventajas que en cada caso se obtienen con este tratamiento.l.° Para la fabricación de los engranajes del mecanismo diferencial de automóviles, se utilizaba en un taller el procedimiento clásico de cementación con temple en aceite. Las piezas eran fabricadas con acero cromo-molibdeno de: C -0,10%; Cr - 1,05% y Mo -0,20%. Eran cementadas a 900° y después templadas primero a 800° y luego a 780°, enfriando en ambos casos en aceite, utilizando además un utillaje especial para evitar las deformaciones. Sin embargo, éstas se producían en un 75 % de las piezas, apareciendo variaciones de 0,2 a 0,6 mm, que hacían necesario el enderezado muy costoso y que inutilizaba bastantes piezas por agrietamiento.Empleando en cambio baños de sales calientes a 200° en lugar de aceite para el enfriamiento, se han obtenido resultados muy notables. Las deformaciones medias no pasan de 0,1 mm, el enderezado ha sido suprimido, se han reducido los excesos para el rectificado y se obtienen durezas de 63 a 65 Rockwell-C, iguales o ligeramente superiores a las obtenidas en el temple en aceite.2.° En la fabricación de troqueles de forma complicada con partes delgadas y de gran longitud, fabricados con acero cromo-manganeso, se presentaban deformaciones importantes, que llegaban a ser en bastantes casos superiores a lo permitido. Empleando baños de sales para el enfriamiento se resolvió el problema, pues las deformaciones eran casi inapreciables.Ensayando diferentes medios de enfriamiento con durezas casi similares, se obtuvieron las siguientes deformaciones medias:Agua salada. . . … … = 0,3 mm Aceite a 20° . . . . = 0,06 mm. Aceite a 100° . . . . = 0,05 mm. Baño de sales a 200° = 0,015 mm.
Estas cifras revelan la gran ventaja que ofrece el enfriamiento en baño de sales sobre los otros medios de enfriamiento.3.° En la fabricación de cojinetes de bolas se han obtenido también excelentes resultados empleando este tratamiento. La producción americana de rodamientos para aparatos giroscópicos, pudo ser aumentada durante la última guerra, gracias en gran parte, a las mejoras conseguidas al sustituir los antiguos tratamientos por el martempering.Con el martempering desaparecieron prácticamente las piezas rechazada.; por defecto de tratamiento que antes llegaba con frecuencia al 10%, se redujo el costo de la operación y del control, y también el de limpieza y rectificado de las piezas. Además, y esto es lo más importante, las piezas no sufrían casi deformaciones y quedaban prácticamente sin tensiones residuales.
El proceso seguido para el tratamiento de esta clase de piezas fabricadas con un acero de C = 1,03%; Mn = 0,45% y Cr = 1,47 % es el siguiente:Se comienza calentando las piezas a 850° en un baño de sales hasta conseguir el estado austenítico completo, luego se pasan a otro baño de sales a 260°, donde se mantienen un cierto tiempo hasta que igualen las temperaturas de la periferia y del centro, dejándolas enfriar finalmente al aire. En espesores inferiores a 15 mm se obtienen durezas de 63 a 66 Rockwell-C. Después se da a las piezas un revenido en baño de sales a 180°, para quitar tensiones, bajando las durezas a 62 y 64 Rockwell-C. En la figura 277 se puede ver el diagrama isotérmico de un acero para cojinetes de bolas y el esquema del. «Martempering».
31
La comprobación de que los anillos quedan libres de tensiones residuales, se hace cortando transversalmente los anillos con un disco de esmeril. Si los anillos tienen tensiones internas residuales, actúan como muelles y se deforman. Las diferencias de medida son fáciles de medir y serán un índice de las tensiones que tenían las piezas.Otra de las ventajas que se aprecia al dar este tratamiento a los anillos para cojinetes de bolas y rodillos, es que la variación de medidas después del temple, es muy pequeña. En la tabla XXV se dan las deformaciones que aparecieron en diferentes piezas de cojinetes tratados por el antiguo y por el nuevo procedimiento. •4.° Un tratamiento que tiene algunas analogías con el martempering, se ha venido empleando en la fabricación de limas desde hace muchos años. Si las herramientas se templan en agua suelen quedar algo torcidas y su enderezado en este estado es imposible, pues antes de conseguir modificar su forma se rompen como el cristal. Un método muy clásico y antiguo empleado por la mayoría de fabricantes para conseguir que las limas queden duras y bien derechas es el siguiente:
Se calientan las limas a 780° en baño de plomo o en horno de mufla y desde allí se enfrían rápidamente en agua, donde se mantienen solamente unos segundos, al cabo de los cuales se sacan al aire y cuando todavía están calientes se enderezan rápidamente a mano, se enfrían finalmente al aire o en agua y quedan como hemos dicho antes; duras y derechas.Con la ayuda de la curva de la «S» se explica fácilmente el mecanismo de este proceso, que no se habla comprendido hasta hace muy poco tiempo.
El primer enfriamiento rápido en agua es necesario para salvar la nariz de la curva de la «S». Luego si al cabo de poco tiempo cuando el acero tiene todavía unos 350° se saca la lima al aire, no se le ha dado tiempo para que descienda la temperatura hasta la temperatura M, de formación de martensita y el acero se encuentra en estado austenítico blando y dúctil que admite fuertes deformaciones, pudiendo efectuarse el enderezado. Por consiguiente, aun enfriando al aire, la austenita se transforma en martensita y las limas quedan con durezas de 63 a 66 Rockwell-C.
Patenting.Este tratamiento se suele utilizar en la industria de trefilería para la fabricación de alambres de alta resistencia. Unas veces se emplea como tratamiento intermedio, para destruir el efecto del estirado y conseguir estructuras muy finas de tipo sorbítico, troostítico o bainítico muy convenientes para los trabajos de trefilería, pues tienen gran tenacidad y una excelente aptitud para el estirado, y otras veces se emplea como operación final para que el alambre de acero quede con una resistencia muy elevada.El patenting es especialmente interesante en el caso de aceros de alto contenido en carbono (0,50 % a 0,70 % de C), que en general son muy difíciles de estirar. Este problema no se suele presentar en cambio en los aceros de menos de 0,30 % de carbono, porque la ferrita, que es en ellos el constituyente predominante de su estructura, es muy plástica y se deforma con gran facilidad.En la microestructura de los aceros de alto contenido en carbono que han de ser estirados en frío, es muy perjudicial la presencia de cementita libre o de perlita laminar, porque ofrecen una gran resistencia a la deformación. La plasticidad del acero depende del espesor de las láminas que componen la perlita y de su orientación con respecto al eje del alambre. Las bandas de perlita perpendiculares a la dirección del laminado, son las que ofrecen más resistencia al estirado, mientras que las que se encuentran paralelas a esa dirección no ejercen una influencia tan perjudicial.El proceso que se sigue en el tratamiento de estos aceros consiste en calentarlos por encima de la temperatura crítica Ac32, hasta conseguir el estado austenítico completo y enfriarlos luego con relativa rapidez, según el espesor del alambre y los resultados que se quieren obtener, al aire, en baño de sales o en plomo fundido.Para la fabricación de alambres de alta resistencia, generalmente conocidos con el nombre de cuerda de piano, se emplean aceros de: C=0,50 a 0,70 % y Mn = 0,90 a 1,20 %, y se parte de rollos de alambre laminados en caliente de 40 a 60 Kg de peso, y de 4 a 10 mm de espesor. Para
32
eliminar el óxido superficial que siempre tienen los materiales laminados, se decapan y luego se lavan con agua y se recubren con cal, para neutralizar el ácido y facilitar la lubrificación durante el estirado. Por trefilados sucesivos, se reduce la sección del alambre, y cuando el material ha adquirido ya bastante acritud y es difícil de estirar, sufre el tratamiento. Algunas veces también se da el tratamiento antes de comenzar el estirado.Entonces se hace pasar el alambre a través de un horno en el que se mantiene automáticamente una temperatura de 800° a 1.000° (según la composición) siempre superior al punto Ac32. La temperatura y la duración de la pasada a través del horno, deben ser siempre suficientes para conseguir el estado austenítico completo. Si la temperatura es alta, la duración de la pasada puede ser menor y si la temperatura es baja la duración debe ser mayor.Hay que vigilar la temperatura del baño de enfriamiento para obtener estructuras finas con un mínimo de cementita libre en las uniones de los granos. Estas estructuras facilitarán la deformación y el estirado del acero en cualquier dirección y tendrán la máxima tenacidad, con el máximo alargamiento. Las figuras 279 y 280 muestran dos estructuras sorbíticas obtenidas por patenting en aire y en plomo. Se aprecia claramente la diferencia entre la finura de las láminas producidas por los dos medios de enfriamiento, siendo las propiedades del acero tratado en plomo, superiores a las del acero tratado al aire.
Tratamiento subcero.Incluimos este tratamiento en este capítulo porque su desarrollo y adaptación se ha efectuado casi paralelamente a los tratamientos isotérmicos y las investigaciones realizadas sobre esta técnica son una ampliación de los trabajos realizados sobre algunas curvas de la «S», que presentan sus zonas martensíticas a muy bajas temperaturas. Desde los primeros momentos de su utilización, hacia el año 1942, existió cierta desorientación sobre su utilidad, ya que mientras algunos metalurgistas lo consideraban como un gran éxito, señalando que al tratar de esa forma ciertos aceros de utillaje, se conseguía aumentar la vida de las herramientas en un 100%, otros investigadores afirmaban que empleándolo no se mejoraba sensiblemente su rendimiento.Este tratamiento se aplica en los aceros que después del temple normal en agua o aceite, conservan todavía en su estructura una cierta cantidad de austenita residual sin transformar, cuyo porcentaje varía con la composición, temperatura de austenización, medio de enfriamiento, tamaño de la pieza, etc. En el temple de los diversos aceros, el porcentaje de austenita residual suele variar entre los siguientes límites:Hasta hace poco tiempo la transformación de esta austenita residual se verificaba siempre en el revenido, consiguiéndose además con este tratamiento un aumento de dureza. En los aceros de alta aleación se verifica esta transformación al ser calentado el acero templado, a temperaturas variables de 400" a 650° y al ser luego enfriado al aire.Con el tratamiento subcero se consigue también transformar la austenita residual en martensita, y desde hace algunos años se viene utilizando este proceso para los aceros rápidos, indeformables, de cementación, etc.A continuación estudiaremos con ayuda de la curva de la «S» de un acero rápido 18-4-1, las características principales de este tratamiento. Observando la figura 281 se comprende que en el acero 18-4-1, la transformación de la austenita no es completa después del temple en aceite o aire, cuando el medio de enfriamiento se halla a la temperatura ambiente. En cambio, si el enfriamiento se continuara hasta una temperatura muy baja, la transformación de la austenita progresa y es más completa a medida que desciende la temperatura del medio de enfriamiento. En la figura 281 se ve que a la temperatura ambiente se ha transformado sólo el 80% de austenita, quedando por tanto todavía un 20% sin transformar. Al disminuir la temperatura hasta 100° bajo cero, se consigue transformar un 92%, quedando un 8% de austenita residual. Enfriando los aceros a temperaturas más bajas que la del ambiente, se ve que en general se consigue la transformación de ciertas cantidades de austenita que no se transforman en los temples ordinarios.Si en el temple del acero se interrumpe el enfriamiento, durante un cierto tiempo a la temperatura ambiente, la austenita retenida que queda, se vuelve extraordinariamente refractaria a ser transformada en un posterior enfriamiento por debajo de cero grados. Así por ejemplo, si se mantiene al acero un cierto tiempo a la temperatura ambiente, y luego se continúa el enfriamiento, la cantidad de austenita que al final queda sin transformar es mayor que si el enfriamiento hasta la temperatura subcero hubiera sido continuo. Ensayando un acero de 1% C,
33
se puede ver, según se señala en la figura 282, que en el enfriamiento continuo se puede llegar a conseguir en la estructura un 98,5% de martensita. En cambio, si en el proceso de enfriamiento se estabiliza momentáneamente la temperatura del acero a 20° no se alcanza ese grado de transformación. A la temperatura ambiente la austenita se transforma lentamente, aumentando el porcentaje de martensita desde 88% a 89% al cabo de una hora, a 90,5% a las diez horas y 91% a las cincuenta horas.Si se continua luego del enfriamiento después de ese estacionamiento, hay un cierto intervalo en el que no hay modificaciones de estructura, iniciándose nuevamente la transformación de la austenita en la zona de 40° a 80° bajo cero y consiguiéndose al fin a 160° bajo cero, para estacionamientos del acero a 20° de 1, 10 y 50 horas, 92, 92,5 y 93% de martensita en lugar de 98,5% que se consigue en el enfriamiento continuo.La experiencia ha demostrado que, con las herramientas, se consiguen los mejores resultados dando a los aceros, después de los temples subcero, una serie de revenidos a 160° ó 200° combinados con enfriamientos por debajo de 0°.
En la fabricación de calibres de precisión se viene empleando el tratamiento subcero con gran éxito, pues con él se consigue eliminar casi por completo la austenita residual y se evita que con el transcurso del tiempo se modifiquen las medidas del calibre debido a la lenta transformación de la austenita residual que queda en la estructura si se efectúa el temple en agua o aceite.Otra aplicación en la que el tratamiento subcero tiene gran interés, es el de las piezas cementadas, en las que con frecuencia después del temple aparecen importantes cantidades de austenita residual. Dado el carácter particular de este tratamiento, en el cual, el revenido final no se puede hacer a temperatura superior a unos 200° porque la dureza disminuirla demasiado, el tratamiento subcero es de gran interés, pues es el único medio para transformar esa austenita residual por cuya causa no se alcanza la máxima dureza. Los revenidos a temperaturas de 450° a 600°, que se emplean en los aceros rápidos e indeformables, para transformar la austenita residual, aquí no se pueden usar por las circunstancias antes señaladas.
En los aceros de alta aleación conviene efectuar dos o más enfriamientos subcero, porque la austenita de esos aceros es muy refractaria a transformarse, y de esa forma se consigue una transformación más completa.Uno de los procedimientos más utilizados para obtener bajas temperaturas consiste en emplear una mezcla de anhídrido carbónico sólido y acetona. Por este medio se llegan a alcanzar temperaturas de 75° bajo cero.
TEMPLE EN AGUA Y EN ACEITE.
Este es un tratamiento de gran utilidad , en especial para el temple de herramientas de formas complicadas fabricadas con aceros de temple al agua.Estas piezas , que en muchos casos se agrietan y deforman , pueden tratarse con éxito enfriándolas primero en agua y luego en aceite.De esta forma , al ser enfriadas rápidamente en agua, se evita que la curva representativa del enfriamiento del acero corte a la curva de la “s” y , por lo tanto , se evita la aparición de constituyentes blandos y se hace posible el temple. Luego, el enfriamiento en aceite impide que, en el momento del temple (transformación austerita- martensita ) las diferencias de temperatura en la masa de las piezas sean demasiado grandes y se desarrollen tensiones que puedan dar lugar a grietas y deformaciones.
34
Aunque en cada caso es necesario estudiar de acuerdo con la composición y forma de las piezas , el proceso de enfriamiento mas adecuado, a titulo de orientación diremos que es frecuente templar en agua durante 3 segundos piezas de 5 mm de espesor, 5 segundos las piezas de 10 mm de espesor , 10 segundos las piezas de 20 mm de espesor y 12 segundos las de 50 mm de espesor y en todos los casos pasarlas rápidamente al aceite.
Tambien a veces se tiene mucho éxito en el temple de los aceros sacando las piezas del baño de enframiento ( agua o aceite) antes de que el acero haya llegado a enfriarse por completo. Esta variante se hace para que cuando la temperatura de la pieza sea de unos 200 0 300 grados Celsius en lugar de continuar el enfriamiento con rapidez , sea el enfriamiento mas lento e igualen mas las temperaturas en diferentes zonas de las piezas.
Esta forma de operar es muy recomendable en numerosos casos y con frecuencia asi se pueden obtener grandes exitos al evitar agrietamientos o deformaciones de las piezas que de otra manera despues del temple seguramente serian defectuosas.
ACERO 8620
Análisis químico:
C: 0.18-0.23Mn: 0.70-0.90P máx: 0.035S máx: 0.040Si: 0.15-0.35Cr: 0.40-0.60Mo: 0.15-0.25Ni: 0.40-0.70
APLICACIONES.
Generalmente es utilizado para ejes ranurados, pasadores de pistón, bujes, piñones para cajas y transmisión de automotores, cigüeñales, barras de torsión, cuerpos de válvulas, herramientas manuales, tornillería, tuercas, engranajes para reductores, tornillos sin fin, pasadores, cojinetes para motores, etc.
35
MICROESTRUCTURA DEL 8620 EN CONDICIONES INICIALES
MICROESTRUCTURA DEL 8620 EN TEMPLE EN AGUA
tratamiento térmico
Dureza transversal Dureza longitudinal
% de fases
Condiciones iniciales
75HRB79HRB79.5HRBPROM.= 77.8HRB
80HRB83HRB78HRBPROM=80.33HRB
Ferrita=75.7Perlita=24.3
tratamiento térmico
Dureza longitudinal Dureza Transversal
% de fases
Temple en agua 99HRB100HRB98HRBPROM.= 99HRB
94.4HRB92.5HRB97.5HRBPROM=95HRB
Ferrita=80Perlita=18 36
TEMPLE EN AGUA Y EN ACEITE.
LA MUFLA SE ENCENDIO A LAS 7:38 CON UNA TEMPERATURA INICIAL DE 32 GRADOS CELSIUS Y A LAS 7:52 ALCANZO LA TEMPERATURA DE 850 GRADOS CELSIUS DURANTE MEDIA HORA.
CONCLUSIONES :
COMO PODEMOS OBSERVAR ESTE TRATAMIENTO ISOTERMICO SI CUMPLIO CON LAS ESPECTATIVAS YA QUE A COMPARACION CON EL TEMPLE EN AGUA SI SE OBSERVA UN AUMENTO EN LA DUREZA DEL MATERIAL.
INGENIERIA EN MATERIALES.
tratamiento isotermico Dureza longitudinal
Temple en agua y en aceite 44HRC42HRC45HRCPROM.= 43.6 HRC
37
TRATAMIENTOS TÉRMICOS.
MIGUEL ANGEL LÓPEZ NAVARRETE.
INTEGRANTES:GARZA ROJAS MIRIAMALEJANDRA
SOLIS CASILLAS CINTHYA.
2 DE DICIEMBRE DEL 2006.
38
Tratamientos isotérmicos.
Tratamientos isotérmicos a aleaciones de Fe-C.
Algunas aleaciones Fe-C presentan una excelente combinación de tenacidad y resistencia mecánica, asociada a los productos de la reacción bainítica, que las hace útiles en la fabricación de componentes de maquinas sometidos a altos esfuerzos. En este trabajo se hace un compendio de los conceptos básicos de la reacción bainítica, además, se analizan los factores más importantes de la bainita tanto en aceros como en fundiciones nodulares, los mecanismos de transformación, la cinética de reacción, las características microestructurales y las propiedades mecánicas. El objetivo del trabajo es difundir las nociones y técnicas requeridas para la implementación de esta transformación de fase, buscando promover el desarrollo de productos bainíticos.
Introducción.Existen dos tratamientos isotérmicos más conocidos, los cuales también requieren de la manipulación de energía térmica para dar transiciones de fases dentro del material, con el fin de mejorar sus propiedades mecánicas. Se mencionaran dos métodos de transformación isotérmica a continuación.
a. Austempering: es un tratamiento isotérmico que consiste en calentar el acero a la temperatura de austenitización y enfriarlo bruscamente, en un baño de sal, hasta una temperatura levemente superior a Ms, tal que, manteniéndola constante la reacción produce una estructura completamente bainítica, (bainita inferior), luego el acero es enfriado al aire, a temperatura ambiente. De este modo se logra una estructura dura pero no excesivamente frágil.
b. Martempering: es un procedimiento que consiste en calentar el acero a la temperatura de austenitización y enfriarlo bruscamente, en un baño de sal o de aceite caliente, hasta una temperatura levemente superior a Ms, manteniéndose constante para uniformizar la temperatura de la pieza, (el tratamiento isotérmico se detiene antes de que comience la transformación bainítica), luego se enfría hasta producir 100% de martensita, con este tratamiento se produce martensita con menor riesgo de distorsiones y fracturas por choque térmico.
Como datos necesarios debemos conocer algo de los aceros nodulares, que principalmente son aceros de aleaciones de Fe-C, en estos aceros se presenta muy comúnmente la formación de una fase llamada bainita, la cual es una fase de muy buenas propiedades mecánicas; tienen buenas propiedades como resistencia al desgaste, por lo tanto es una fase para la fabricación de rodamientos o sistemas de deslizamientos.
Por lo tanto el tema que se tratara a continuación será el de tratamiento austempering.
39
Tratamiento isotérmico austempering.
Transformación bainítica.
En el estudio de las transformaciones de fase que presentan las aleaciones Fe-C, se ha encontrado que a temperaturas intermedias entre las correspondientes a la formación de perlita y martensita, la austenita se descompone en un producto microestructuralmente diferente a las previamente mencionadas.Este fue llamado de diferentes formas hasta que finalmente se generalizo con el nombre de bainita.El ciclo térmico de austemperado de la fundición nodular o del acero se muestra en la figura (1). El primer paso consiste de un calentamiento del material hasta la temperatura de austenización, en la cual debe mantenerse por un tiempo suficiente para permitir una completa homogeneización de la composición de la austenita. Enseguida el componente es rápidamente transferido a un baño de aceite o de sal liquida mantenido a una temperatura en el rango entre 200.C y 500.C, donde permanece por un tiempo necesario para finalizar la transformación de acuerdo al diagrama de transformación isotérmica del material. La velocidad de transferencia de un medio a otro debe ser tan rápida como sea necesario para evitar la formación de ferrita o perlita durante el enfriamiento hasta la temperatura de austemperado. Finalmente, el componente es enfriado en agua o al aire hasta temperatura ambiente.
40
La microestructura bainítica se caracteriza por la formación de placas o listones de ferrita supersaturada con carbono; este elemento, dependiendo de la temperatura de transformación, se difunde hacia la austenita residual promoviendo la precipitación de carburos (bainita superior) o precipita como carburos dentro de la placa de ferrita (bainita inferior). Esto se puede observar esquemáticamente en la figura (2).
Hay que notar que en las fundiciones nodulares, donde el porcentaje de carbono es mucho mayor que en los aceros y contienen altos contenidos de silicio, gran parte del carbono precipita como nódulos de grafito. Así mismo, en las fundiciones nodulares no hay una diferenciación entre bainita superior e inferior. La temperatura de transición entre la bainita superior e inferior en los aceros varía con el porcentaje de carbono.Por otro lado, se definió valores fijos para esta temperatura de 350oC, según el tipo de carburo precipitado por encima y por debajo de esta temperatura. En la bainita superior el único carburo observado es la cementita; mientras que en la inferior, previa
41
a la formación de ésta, se ha encontrado el carburo o, similar al proceso de revenido de la martensita.
Microestructura.
La microestructura de la bainita consiste en paquetes (unidades microestructurales) de listones o placas nucleados en los límites de grano austenítico, al igual que en las transformaciones de fase difusivas. El paquete bainítico está conformado por listones o placas (subunidades microestructurales) paralelos como se puede observar en la figura (3). La forma de los listones o las placas está dada por la variación de las tasas de crecimiento de sus intercaras con la temperatura de transformación. Por otro lado, la menor temperatura de reacción lleva a una disminución en la difusión del carbono, resultando en subunidades de menor tamaño.
El estudio de la transformación bainítica se ha visto limitado algunas veces debido al tamaño de las unidades microestructurales, ya que la placa observada en el microscopio óptico es en realidad una pluma bainítica formada por varias subunidades; este tamaño reducido se debe principalmente a las temperaturas de transformación, que afectan la difusión del carbono, y a la precipitación de películas de cementita en los límites entre las subunidades, que impiden su crecimiento.
Durante la transformación bainítica de las aleaciones Fe-C, si se previene la precipitación de carburos es posible estabilizar la austenita hasta temperatura ambiente si es lo suficientemente enriquecida en carbono durante la formación de la bainita. Esta austenita estabilizada se presenta en forma de bloques o de películas
42
entre las placas o listones de la ferrita bainítica; esto dependiendo de su fracción volumétrica.
Cinética.
La cinética de formación de la bainita tiene una curva en forma de C, en un diagrama TTT semejante a la curva típica de los procesos de transformación que ocurren por nucleación y crecimiento, con un período de incubación bien definido antes del inicio de la formación de la bainita. En los aceros al carbono ocurre un traslape significativo entre la parte inferior de la reacción perlítica y la superior de la reacción bainítica, como se ilustra en el diagrama TTT de la figura 5.
La adición de algunos elementos de aleación, que afectan de manera diferente la velocidad de transformación perlítica y bainítica, modifican la forma de esas curvas y puede llegarse a dar una separación de ellas, como se muestra en la figura (6), dependiendo de la cantidad y del tipo de elemento de aleación. En la figura (6) también se ilustra un aspecto muy importante de la transformación bainítica: el fenómeno de reacción incompleta, detectado en algunos aceros aleados, que consiste en la variación del volumen de bainita formada con la temperatura de transformación; este fenómeno ha sido reportado por varios autores. Así mismo, la fracción volumétrica de austenita retenida varía con la temperatura de reacción, y esto determina su forma en bloques o láminas entre las placas de bainita.
Otra característica importante de la reacción bainítica con relación a su fenómeno de reacción incompleta, es la existencia de una temperatura bien definida por encima de la cual la austenita no transforma en bainita, semejante a la temperatura MS de la martensita. Tal temperatura, denominada BS (Bainite start), es determinada por la composición química de la austenita. Esto implica que la fracción volumétrica de bainita formada aumenta con la disminución de la temperatura de tratamiento
43
isotérmico. En la temperatura de fin de formación de bainita, denominada BF (Bainite finish), la microestructura del acero es totalmente bainítica; sin embargo, se han reportado excepciones debido a las condiciones adversas de crecimiento a bajas temperaturas que producen una disminución de la cantidad de bainita formada.En las temperaturas intermedias, entre BS y BF , siempre existir a austenita residual la cual transformar a con menor velocidad después de un período de tiempo dado, el cual generalmente es demasiado grande en los aceros. Por ejemplo, algunos autores han calculado tiempos para finalizar la reacción que, para un acero con 1% de carbono, 2% de silicio y 3% de manganeso, alcanzan los 109 segundos; es decir, 10 años. Por otra parte, en las fundiciones nodulares los tiempos para que transforme la austenita son más cortos, pero aumentan con la adición de aleantes.Por otro lado, si la austenita no es lo suficientemente estabilizada (o enriquecida en carbono), ésta transforma durante su enfriamiento hasta temperatura ambiente. La estabilización se explica por la disminución en la temperatura MS de la austenita con el incremento en el contenido de carbono. Sin embargo, el menor contenido de carbono en los aceros, con respecto a las fundiciones, lleva a que en éstos el enriquecimiento en carbono de la austenita no sea suficiente para estabilizarla hasta la temperatura ambiente.Además, el acero debe contener un aleante como el silicio para prevenir la formación de carburos a partir de la austenita, como sucede generalmente en las fundiciones nodulares.La transformación bainítica ha sido estudiada intensamente en las aleaciones Fe-C-Si, como los aceros de alto silicio y las fundiciones nodulares, donde se previene inicialmente la precipitación de los carburos. Allí, la baja difusión de los átomos aleantes sustitucionales impide la transformación de la austenita en carburos, debido a que estos no alcanzan su composición química de equilibrio, dada la insolubilidad del silicio en la fase carburo.Así, el carbono difunde hacia la austenita aumentando su concentración en esa fase.De esta manera la cinética de la reacción puede ser dividida en dos etapas: nucleación y crecimiento de la ferrita bainítica, y descomposición de la austenita enriquecida en carbono.El enriquecimiento en carbono genera estabilidad en la austenita con respecto a la transformación austenita-ferrita, produciendo una interrupción temporal de la reacción.Sin embargo, la austenita de alto carbono no es estable indefinidamente; si el material permanece por largo tiempo a la temperatura de tratamiento, ocurre la descomposición de la austenita de alto carbono en ferrita y carburos. Esto ocurre usualmente o más rápidamente en las fundiciones nodulares, por lo que en los aceros al silicio hay que tomar en cuenta fundamentalmente la composición química y el modo de enfriamiento continuo.La figura (7) muestra la evolución de la cinética de transformación de la austenita inicial con el tiempo de tratamiento de austemperado para una aleación Fe-C-Si, después del enfriamiento hasta temperatura ambiente; las dos etapas de la reacción son mostradas esquemáticamente. Se observa que la fracción de austenita estabilizada alcanza un máximo que permanece por un periodo de tiempo; durante ese tiempo la fracción de ferrita bainítica también permanece constante mostrando que hay una interrupción temporal de la reacción.
44
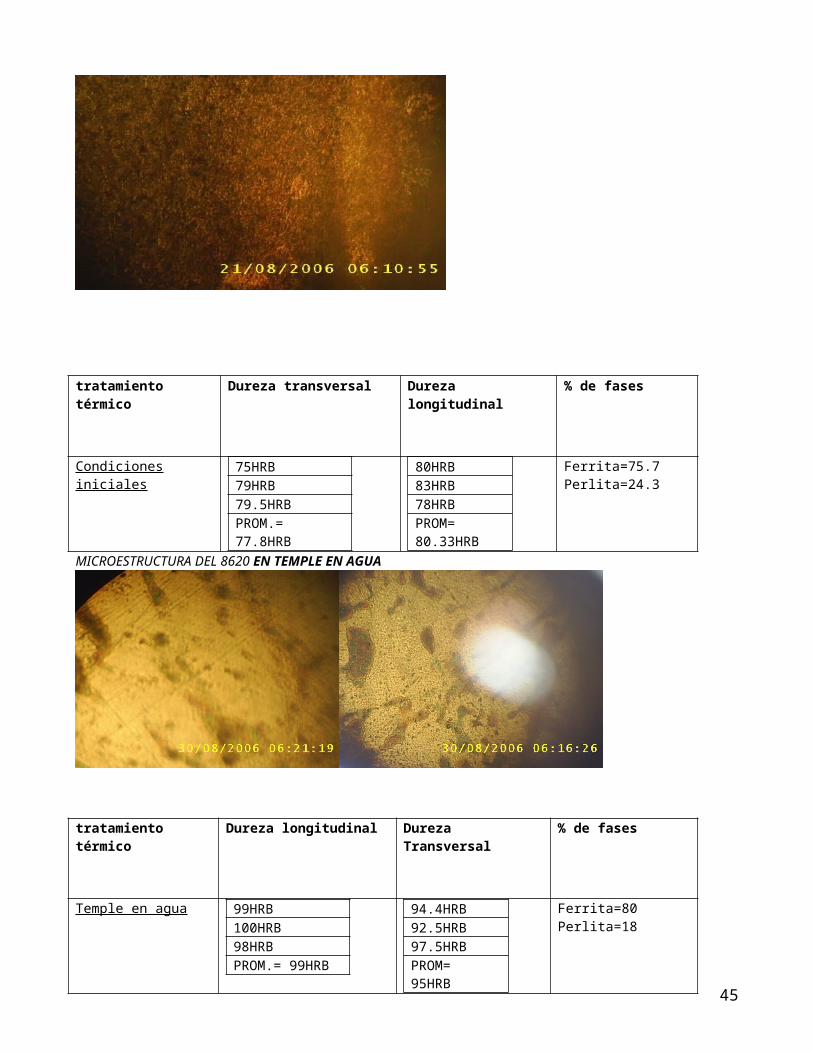
La segunda etapa de la reacción produce una caída en las propiedades mecánicas principalmente la tenacidad y la ductilidad, por lo que es conocida como etapa de fragilización. Además, si la ferrita bainítica es acompañada únicamente por la austenita retenida en forma de placas, puede obtenerse una excelente combinación de alta resistencia y tenacidad en la microestructura, lo cual es lo que ha hecho importante el estudio de la bainita en las aleaciones Fe-C-Si.La figura (8) muestra la caracterización de la influencia de las dos etapas de la reacción de austemperado en la ductilidad de una aleación Fe-C-Si. Teóricamente, el punto a representa el fin de la primera etapa y el punto b el inicio de la segunda etapa; durante el intervalo de tiempo a-b la máxima ductilidad permanece estable.
Ventana del proceso en la fundición nodular. Considerando una aleación Fe-C-Si, con una matriz homogénea y con los contenidos de silicio suficientes para promover la separación de las dos etapas (procesos no competitivos), el tratamiento de austemperado tendría una cinética ideal como la presentada en la figura (9).
45
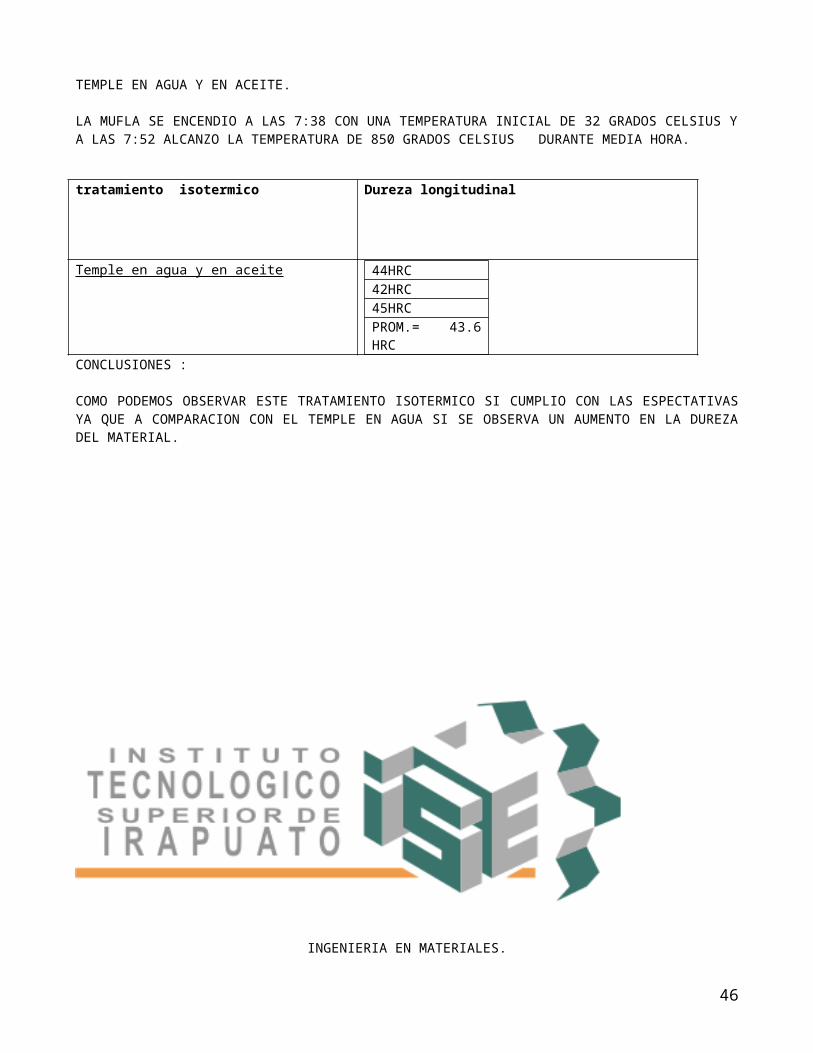
En el esquema de esta figura, la curva 1 representa la cinética ideal de formación de austenita de alto contenido de carbono en una fundición nodular base (sin aleantes). En el tiempo t1 se obtiene el máximo de austenita que quedaría estabilizada hasta el tiempot2, cuando se inicia la precipitación de carburo. La cinética de esta es descrita por la curva 2. Para obtener altos valores de ductilidad y resistencia al impacto, el tratamiento debe ser interrumpido entre los tiempos t1 y t2, cuando la microestructura es compuesta por austenita estabilizada y ferrita bainítica. La diferencia entre los tiempos t1 y t2 es llamada ”ventana del proceso”, y su magnitud depende principalmente de la composición química del material y del ciclo aplicado en el proceso de austemperado. La figura (9b) muestra que la adición de elementos aleantes produce un desplazamiento de ambas etapas hacia tiempos mayores causado por el aumento de la templabilidad de la austenita.Adicionalmente, se muestra el cambio producido en la cinética del proceso debido a la segregación de los aleantes, curva 3 en la figura (9b), el cual genera una reducción de la ventana del proceso.La figura (10) presenta esquemáticamente la curva real que describe la cinética de la transformación durante el proceso de austemperado; se observa que en la práctica las dos etapas se superponen parcialmente. Este traslape puede ser explicado por las siguientes razones:
• Las dos etapas son procesos de nucleación y crecimiento, y por lo tanto, cuando se forma la primera fracción de austenita estabilizada, existen las condiciones para el inicio de la precipitación de carburos. Puede afirmarse entonces que esos procesos son simultáneos y que se desarrollan con velocidades muy diferentes.
• La fundición nodular presenta microsegregación de algunos elementos de aleación, sea para la región próxima al nódulo o para la región intercelular. Esos elementos afectan la solubilidad y difusividad del carbono en la austenita generando diferentes velocidades de transformación. Los elementos grafitizantes aumentan la velocidad de transformación; los formadores de carburos, por otro lado, producen una cinética más lenta, debido a la estabilización de la austenita.
46

La ventana del proceso tiene un significado tecnológico muy importante para la fundición nodular austemperada. Permite conocer el tiempo necesario para obtener las propiedades mecánicas óptimas en un determinado ciclo térmico aplicado; con tiempos de tratamiento menores a t1 existirá presencia de martensita en la microestructura, que genera la fragilización del material. También permite conocer el tiempo en el cual se inicia la etapa de fragilización (t2). Para fines de aplicación industrial del proceso es conveniente que esa diferencia de tiempos sea lo mas amplia posible, o sea valores pequeños de t1 y valores grandes de t2, evitando así que la fragilización ocurra debido a las variaciones en los tiempos de proceso normales en las plantas de tratamiento térmico; se han propuesto ciertos criterios para determinar estos tiempos.Es importante anotar que la ventana del proceso puede ser alterada (ampliada) por la adición de elementos de aleación a la fundición nodular base, permitiendo lograr un compromiso entre el diseño de la aleación y el ciclo térmico de aplicación industrial. Por otra parte, hay que señalar que la temperatura de transformación va a determinar la fracción volumétrica de austenita retenida, lo cual también es de gran relevancia en las propiedades mecánicas de la microestructura.
47
Propiedades Mecánicas.
En general, en términos de resistencia a la fluencia, la bainita presenta un mejor comportamiento que la perlita y la ferrita proeutectoide y es superada por la martensita. Sin embargo, debido a que la martensita generalmente se utiliza en estado revenido, estas dos microestructuras pueden ser similares con respecto a la resistencia a la fluencia. Aún más, cuando se obtiene bainita de baja temperatura, de 120.C a 200oC, el espesor de las placas llega a ser tan pequeño, que la mezcla de esta bainita con la austenita retenida puede proporcionar durezas de 600 HV, como fue mostrado por algunos autores.Con respecto a la ductilidad y a la energía al impacto, la bainita presenta un mejor comportamiento con respecto a la perlita y a la martensita revenida, gracias al tamaño de las placas bainíticas y al menor tamaño de los carburos que presenta con respecto a la martensita revenida.En la figura (11) se muestra una comparación de la resistencia a la tracción y elongación de las microestructuras obtenidas con diferentes tratamientos térmicos.En la bainita hay que destacar que la inferior (baja temperatura en la fundición nodular) presenta una mayor tenacidad que la bainita superior (alta temperatura), a pesar de que también tiene una mayor resistencia a la fluencia. Esto puede ser atribuido al menor tamaño de los paquetes y de las placas, los cuales tienen un cambio mayor en la orientación entre sus límites, incrementando el obstáculo tanto al movimiento de las dislocaciones como a la propagación de las grietas. Otros factores que producen un mayor límite elástico y una mejor tenacidad de la bainita inferior son la alta densidad de dislocaciones, el mayor porcentaje de carbono en solución sólida de la ferrita bainítica y los pequeños carburos precipitados al interior de la placa. Sin embargo, los carburos precipitados entre los límites podrían ejercer un efecto desfavorable en la tenacidad.Por otro lado, con un adecuado control del tamaño de grano austenítico y del ancho de los paquetes de subunidades, incluso la bainita superior podría presentar una mayor tenacidad que la martensita revenida del mismo nivel de resistencia.Cuando se obtiene una mezcla de bainita con austenita retenida, hay que señalar que algunos cambios son producidos en las propiedades de la bainita. Para empezar, la transformación de la austenita retenida a martensita por la aplicación de deformación plástica (transformación inducida por deformación) podría incrementar la resistencia a la fluencia, aunque sucedería lo contrario con la tenacidad y la energía al impacto. Al contrario, si no hay transformación de la austenita, su sola presencia aumenta la capacidad de endurecimiento por deformación del acero.Por otra parte, se debe tomar en cuenta si la austenita está en forma de películas o bloques; la austenita en bloques afecta desfavorablemente la resistencia a la fluencia y la tenacidad, mientras que en forma de películas mejora el comportamiento en estas mismas propiedades.Con respecto a la resistencia al desgaste, la microestructura bainítica viene surgiendo como una alternativa gracias a su combinación de alta resistencia y tenacidad, las cuales son de gran relevancia para evitar la pérdida de masa de las superficies de las piezas.Por otro lado, la fundición nodular austemperada puede ofrecer ventajas importantes en la fabricación de componentes sometidos a diferentes tipos de desgaste. Esta aleación ferrosa permite obtener una amplia gama de propiedades mecánicas sumada a un bajo costo de fabricación y a las facilidades en la producción piezas grandes y de forma compleja, pudiendo ser utilizadas tanto en aplicaciones en las cuales el contacto ocurre en la presencia de lubricantes como en las que hay contacto metal/metal. Los componentes de máquinas que operan en condiciones en las cuales la lubricación no es permanente, o no es deseada, pueden ser fabricados en fundiciones nodulares ya que durante el contacto metal/metal se forma una capa de grafito entre las superficies, reduciendo la fricción y el desgaste por deslizamiento. En tales condiciones la
48
resistencia al desgaste depende de la microestructura y de la distribución del grafito en la matriz.
Conclusiones
Se realizó una adecuada revisión de los conceptos fundamentales de la transformación bainítica tanto en los aceros como en las fundiciones. Por ejemplo, se estudió la cinética de la reacción para entender mejor el proceso a seguir en al ámbito industrial para obtener los productos bainíticos.Por otro lado, se advirtió la importancia que tiene la composición química de la aleación Fe-C, ya que algunos aleantes promueven la obtención de ciertas fases, que así mismo producen ciertas propiedades mecánicas requeridas en la industria.La microestructura bainítica puede ofrecer una combinación de propiedades mecánicas que son de gran importancia en algunas aplicaciones pero, debido al poco conocimiento de la metalurgia de su tratamiento térmico, su crecimiento comercial ha sido despreciable en nuestro medio.Además, la microestructura bainítica ha venido mostrándose como una alternativa en aplicaciones donde actúan algunos mecanismos de desgaste, como el deslizamiento entre superficies y la fatiga de contacto por rodadura.
ALEACIONES NO FÉRREAS
Las aleaciones no férreas son una combinación de dos o más metales no férreos completamente disueltos por fusión, unos en otros. Estas aleaciones se hacen cuando se desean ciertas cualidades originales de los metales base. Algunas de las más comunes son:
El latón es una aleación de más menos 2/3 de cobre y 1/3 de zinc. A veces se agrega un 3% de plomo para que sea más fácil maquinarlo. Su color suele ser amarillo brillante, pero varía un poco según la cantidad de aleaciones que tenga. El latón se utiliza mucho para bujes pequeños, accesorios de plomería y radiadores, conexiones para sistemas de enfriamiento por agua y en diversas piezas fundidas.
El bronce es una aleación que consta de cobre, estaño y zinc. Algunos tipos de bronce incluyen plomo, fósforo, magnesio y aluminio para darles cualidades especiales. El bronce es más duro que el latón y resiste el desgaste de superficie. Se utiliza en cojinetes para maquinas, engranajes, hélices de embarcaciones y en diversas piezas fundidas.
El babbit es una aleación blanda, de un blanco grisáceo, hecho con estaño y cobre. Se puede agregar antimonio para hacerlo mas blando. El babbit se utiliza en cojinetes.
CerámicasLas cerámicas aparecieron en la historia después que los metales y, debido a que nunca existió un periodo específico en que fuera el material más relevante, su importancia no quedó consagrada en una Edad de la Cerámica. La fabricación de
49
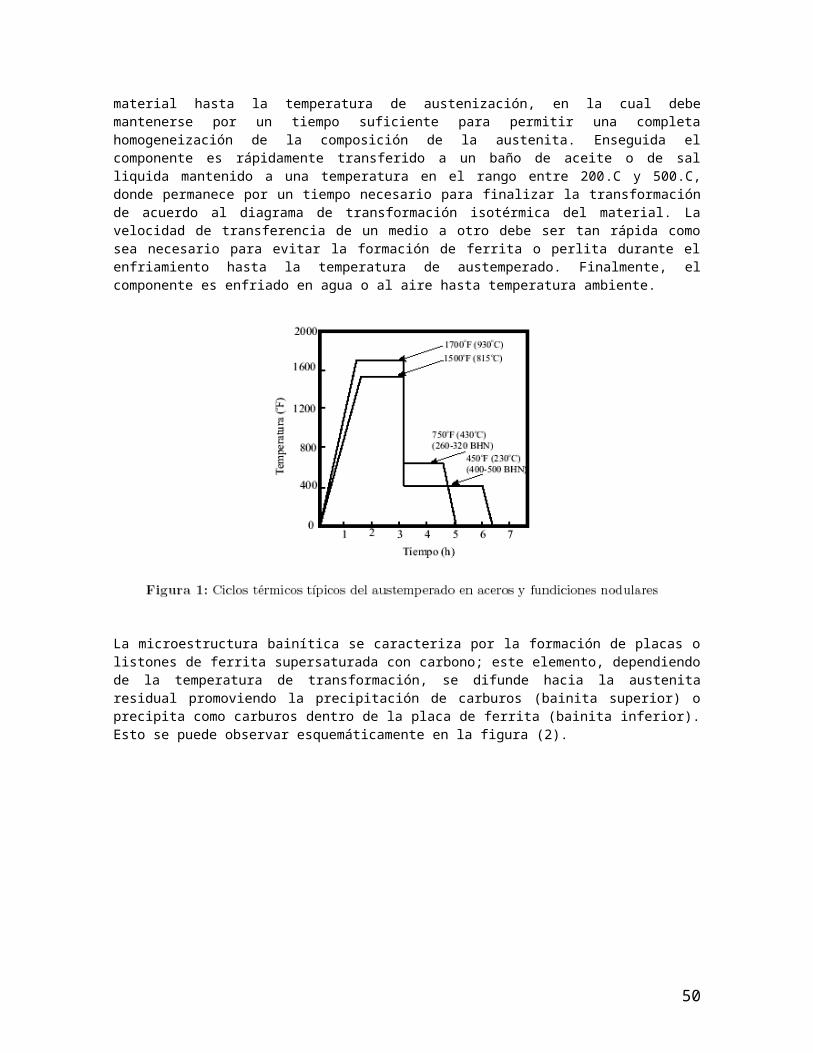
ladrillos permitió la construcción de casas que resistían las lluvias y los recipientes de barro cocido, permitieron el almacenamiento de agua y alimentos. Hoy en día, existen muchos nuevos tipos de cerámicas, que destacan debido a sorprendentes propiedades electrónicas.
Las cerámicas tienen los valores de dureza más altos que existen. Sin embargo, ya que unadureza extrema implica una muy baja tenacidad, las cerámicas no soportan los golpes y sequiebran con extrema facilidad. Existen aplicaciones donde la resistencia a la deformación es fundamental; por ejemplo, la forma de una figura decorativa tiene valor artístico por lo que no puede permitirse que la pierda. No es de extrañarse que estas figuras casi siempre sean de cerámica, aunque haya que pagar el precio de tener cuidados especiales con ellas puesto que, como todo niño sabe, si llegan a caerse se destruirán por completo.Otra característica de las cerámicas es que resisten muy bien las altas temperaturas. Atemperaturas para las cuales otros materiales ya se encuentran en estado líquido, las cerámicas siguen siendo sólidas y a veces su dureza aumenta. Por esto, todo aquello que deba estar dentro de hornos y chimeneas se fabrica de cerámica.En décadas recientes se propuso que los motores de automóvil podrían fabricarse a partirde materiales cerámicos para que así las piezas del motor no fallaran cuando ocurriera unsobrecalentamiento. Esta excelente idea no ha podido ponerse en práctica porque la utilización de chatarra como materia prima para la fabricación del acero, reduce los costos de los automóviles. Las cerámicas, al no ser reciclables, incrementarían los costos de fabricación. Sin embargo, algunas piezas específicas de motores ya se han empezado a fabricar de cerámica. La gran mayoría de las cerámicas son malos conductores de la electricidad. Muchas aplicaciones tecnológicas se derivan de esta propiedad y es común ver piezas de cerámica utilizadas como aislantes eléctricos en las líneas de transmisión urbanas. Sin embargo, existen algunas cerámicas especiales que tienen propiedades de superconductividad, como se verá más adelante. En cuanto a su conductividad térmica, es difícil establecer una regla: algunas cerámicas son malos conductores del calor mientras que otras tienen altísimos valores de conductividad térmica, igualando o incluso sobrepasando a los metales. Para elegir una cerámica de acuerdo a su conductividad térmica, es necesario verificar las propiedades específicas de esa cerámica en particular.
Tratamientos Térmicos hasta 1700ºCEn el Laboratorio de Química del Grupo Materia Condensada se dispone de un horno de alta temperatura (hasta 1700ºC), adecuado para la síntesis de cerámicos y para realizar tratamientos térmicos de muestras diversas.El control electrónico del mismo permite seleccionar distintas velocidades de ascenso y descenso de temperatura (hasta 1ºC por minuto) y pueden programarse perfiles de temperatura de hasta 8 segmentos con absoluta reproducibilidad y precisión (+/- 1ººC).
PlásticosA diferencia de los metales y las cerámicas, los plásticos aparecieron mucho más recientemente.
50
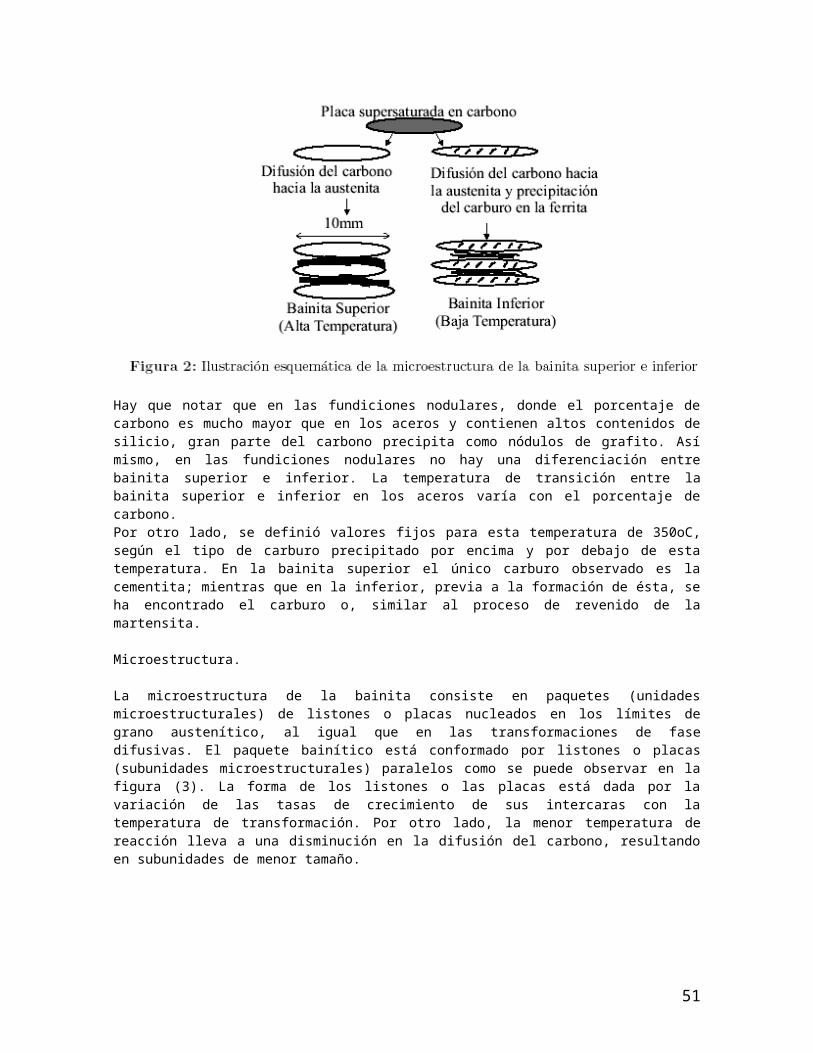
Los plásticos, conocidos con más precisión como polímeros, son materiales orgánicos que se obtienen a partir del petróleo. Los plásticos se caracterizan por su poca resistencia a latemperatura. Cuando se someten a altas temperaturas, los termoplásticos se derriten, mientras que los plásticos termofijos se chamuscan o se queman.Los plásticos, como grupo, son mucho más blandos que los metales aunque, en loindividual, algunos puedan ser más duros que los metales más blandos. Sin embargo, aunque su tenacidad es alta no alcanza los valores extremos de los metales. Esto es porque el proceso de deformación del material que rodea a la grieta en un polímero es diferente del que ocurre en un metal. De cualquier modo, su tenacidad es razonable por lo que, generalmente, es mucho más fácil deformar un polímero que quebrarlo.Existen algunos polímeros especiales que son conductores de la electricidad;recientemente hasta se han encontrado algunos con propiedades superconductoras. Sin embargo, la gran mayoría de los polímeros son aislantes eléctricos. En cuanto a su conductividad térmica, los polímeros son mejores aislantes térmicos que las mejores cerámicas. Tanto sus propiedades de aislamiento eléctrico como de aislamiento térmico están limitadas por su poca resistencia a la temperatura. A bajas temperaturas el mejor aislante será un polímero, pero a altas temperaturas, las cerámicas siempre serán la mejor opción. En todos aquellos casos en que la resistencia a altas temperaturas no es necesaria, los plásticos han logrado introducirse en todos los ámbitos, desbancando muchas veces a otros materiales más consolidados. Las bolsas del mercado están hechas de polietileno y dejaron en el olvido a aquéllas hechas de fibras naturales. El poliéster a su vez, compite también con las fibras naturales en la industria del vestido, con bastante éxito. Los polímeros más duros reemplazan a las cerámicas en la fabricación de vasos y platos que no se rompen al caer. Los polímeros más tenaces pueden reemplazar a los metales en la fabricación de tornillos y otros componentes estructurales en máquinas ligeras.
51
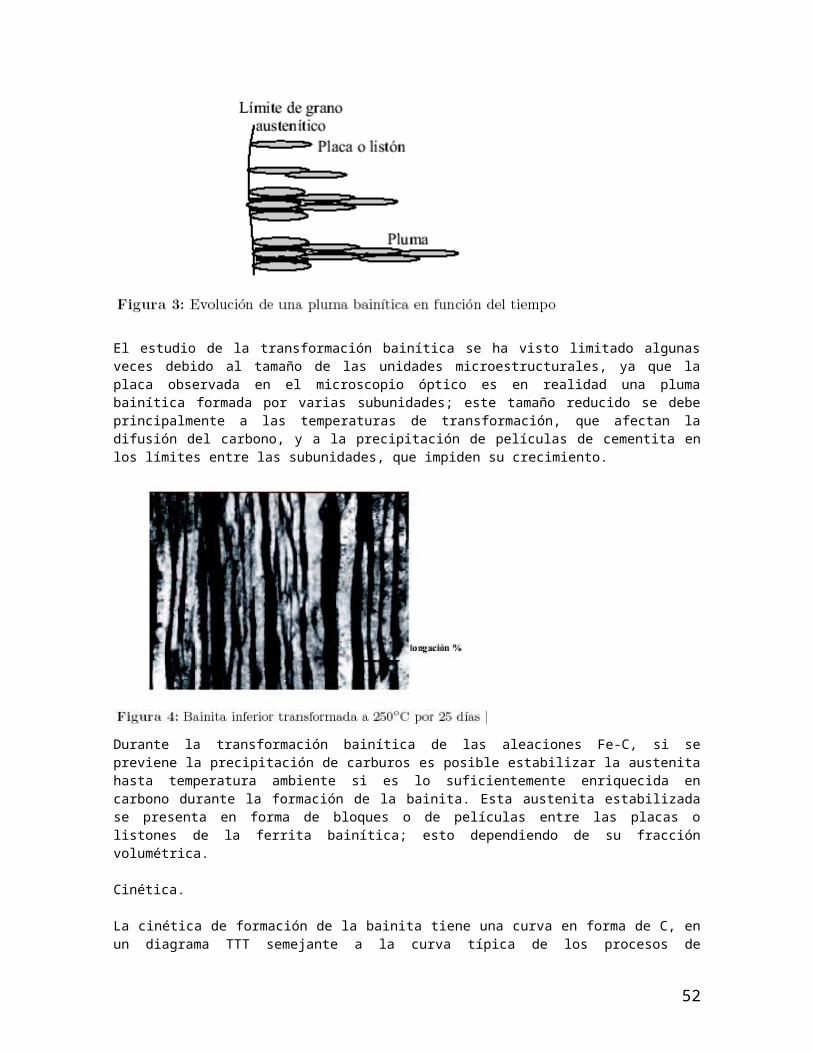
MATERIALES NO FERROSOS.
De todos los metales utilizados para la industria el 20% son no ferrosos, estos en diferentes aleaciones cubren los requerimientos de ingeniería y las propiedades químicas necesarias para fabricar artículos útiles para la industria y la sociedad. Las características fundamentales de la aleaciones no ferrosas son la resistencia a la tensión, corrosión, conductividad eléctrica y maquinabilidad.
La selección de una aleación determinada dependerá de los resultados de diferentes pruebas mecánicas, el volumen de producción, el costo de producción y las propiedades estéticas del producto.
A continuación se muestran algunas de las propiedades de los metales. En la tabla se aprecian algunas de las principales diferencias entre metales ferrosos y los que no lo son.
MetalResistencia a la tensión
Temperatura de fusión mPa
Dureza Brinell °C
Densidad en kg/m3
Aluminio 83-310 660 30-100 2,643
Latón 120-180 870 40-80 8,570
Bronce 130-200 1040 70-130 8,314
Cobre 345-689 1080 50-100 8,906
Hierro 276-345 1360 100-145 7,689
Fundición gris 110-207 1370 100-150 7,209
Acero 276-2070 1425 110-500 7,769
Plomo 18-23 325 3.2-4.5 11,309
Magnesio 83-345 650 30-60 1,746
Níquel 414-1103 1450 90-250 8,730
Zinc 48-90 785 80-100 7,144
Estaño 19-25 390 5-12 7,208
Titanio 552-1034 1800 158-266 4,517
La mayoría de los metales no ferrosos son más resistentes a la corrosión o a la humedad, pueden utilizarse en exteriores sin pinturas o recubrimientos. Sin embargo se debe tener especial cuidado con el manejo de los metales no ferrosos ya que cada uno responde de manera particular a los efectos de la naturaleza; por ejemplo el
52
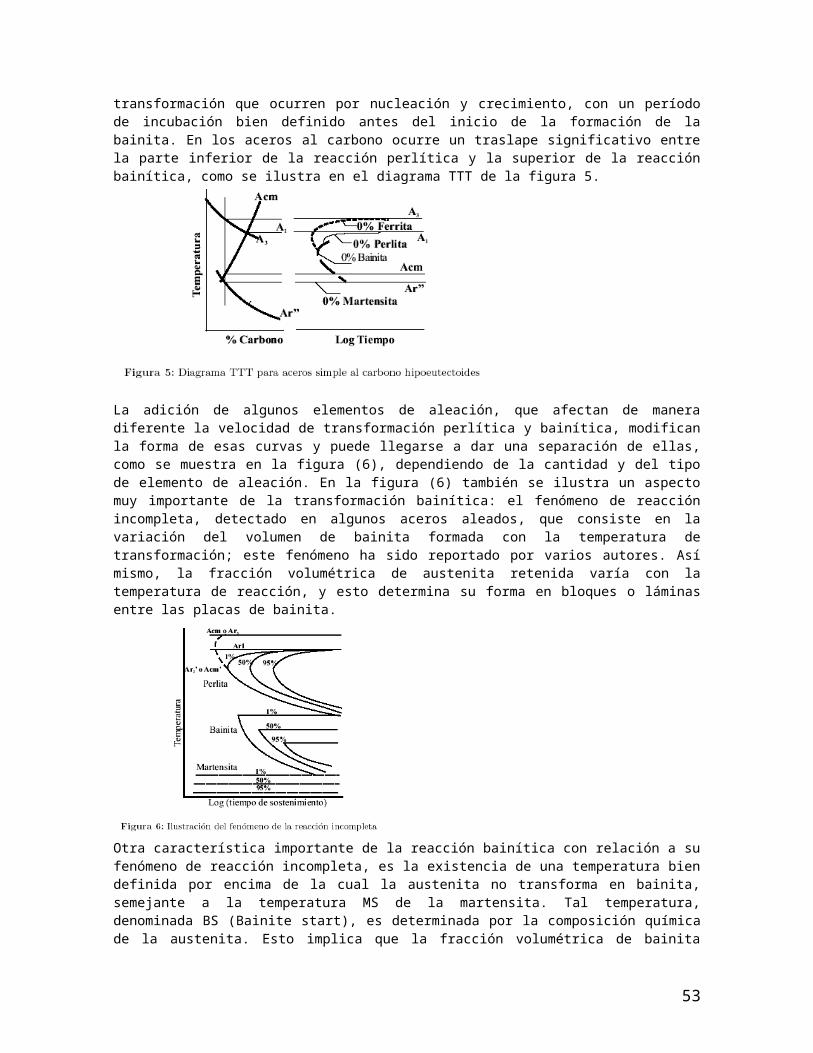
magnesio resiste muy bien la atmósfera ordinaria, pero se corroe rápidamente con el agua de mar.
Para la producción de los metales no ferrosos se establecen como base los siguientes procesos.
1. Extracción 2. Refinado o concentrado 3. Fusión 4. Afinado
Cada uno de estos procesos se da de diferentes maneras en la producción de los metales no ferrosos, incluso en la producción algunos no se dan todos.
Extracción. Los metales no ferrosos provienen de minerales que se pueden encontrar en la superficie de la tierra o bien en yacimientos bajo la superficie. En ambos casos se deben seguir técnicas de explotación eficientes y rentables.
Refinado o concentrado, también conocido como preparación. Los minerales de los que se obtienen los metales no ferrosos nunca se encuentra en estado puro y en cantidades comerciales, por lo que se deben separar y preparar. Entre los procesos de preparación más utilizados está el pulverizar al mineral y luego mezclarlo con agua y un aceite, para que al aplicar una acción violenta se forme espuma en la que los elementos metálicos quedan suspendidos. Posteriormente se retira la espuma y con ella los minerales necesarios para la producción de los metales no ferrosos.
Fusión. Los hornos más utilizados para la fusión de los minerales de metales no ferrosos son los altos hornos (de menor tamaño que los de arrabio) y los hornos de reverbero (aquellos en los que la flama ilumina a la carga). Aunque no todos los metales no ferrosos necesitan ser fundidos primero para ser procesados.
En los hornos para la producción de los metales no ferrosos siempre existen equipos para el control de las emisiones de polvo. Más que una medida de control de la contaminación ambiental es una necesidad, ya que los polvos son valiosos porque tienen el mineral que se está procesando o porque de esos polvos se pueden obtener otros materiales con un valor representativo o rentable.
Afinado. Para lograr las características de calidad y pureza necesarias en los metales no ferrosos se pueden utilizar diferentes procesos como las tinas electrolíticas con las que el mineral adquiere niveles de calidad muy altos.
Producción del aluminio
53
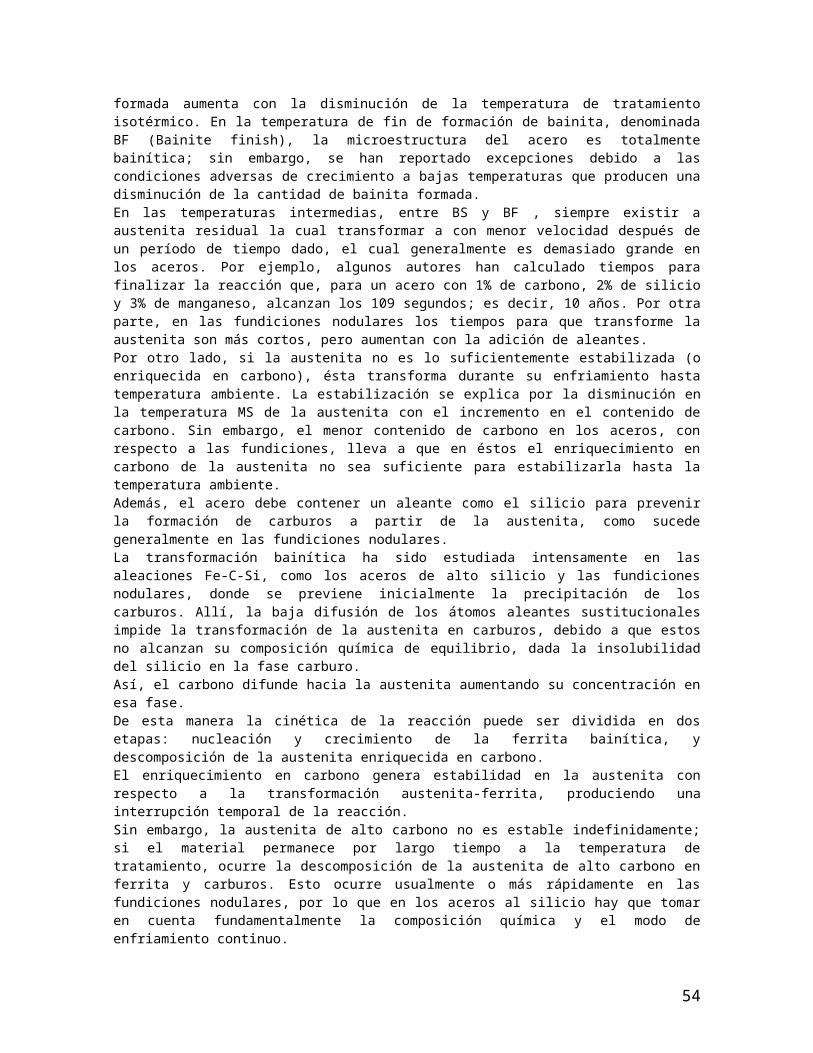
El mineral del cual se puede obtener aluminio comercial se llama BAUXITA, la cual regularmente puede ser encontrada en minas de depósito abierto, para lograr uniformidad en el material se tritura y con agua a presión se lava para eliminar otros materiales y sustancias orgánicas. Posteriormente el material se refina para obtener a la alúmina, lo que ya es un material comercial de aluminio con el que se pueden obtener lingotes por medio del proceso de fundición.
También existe el proceso de producción de aluminio llamado BAYER, el cual consiste en:
1. La bauxita después de haber sido pulverizada y obtenida de los procesos de espumado se carga a un digestor el que contienen una solución de sosa cáustica bajo presión y a alta temperatura.
2. Producto del digestor se forma aluminato de sodio que es soluble en el licor generado.
3. Los sólidos insolubles como hierro, silicio, titanio y otras impurezas son filtrados y el licor con la alúmina se bombea a depósitos llamados precipitadores .
4. En los precipitadores se agregan uno cristales finos de hidróxido de aluminio, estos cristales se hacen circular por entre el licor concentrado para que sirvan de simientes, van creciendo en dimensiones a medida que el hidróxido de aluminio se separa del licor.
5. El hidróxido de aluminio que se adhirió a los cristales se calcina en hornos que operan por arriba de los 900ºC. Esto convierte a la alúmina en un producto de alta calidad para la fusión y obtención de aluminio de buena calidad.
6. La alúmina producto de los hornos de calcinado es procesada en tinas electrolíticas llamadas celdas reductoras. Estas tinas funcionan con un baño de ciolita (fluoruro de aluminio sódico), el ánodo es un electrodo de carbón y el cátodo es la misma tina. En estas tinas se obtiene el aluminio metálico.
7. El aluminio obtenido de las celdas reductoras es moldeado y procesado en hornos de concentración para la obtención de aluminio de alta calidad.
Para la producción de cada kilogramo de aluminio se requiere 2 kg de alúmina, los que son producto de 4 kg de bauxita y 8 kwh de electricidad.
54
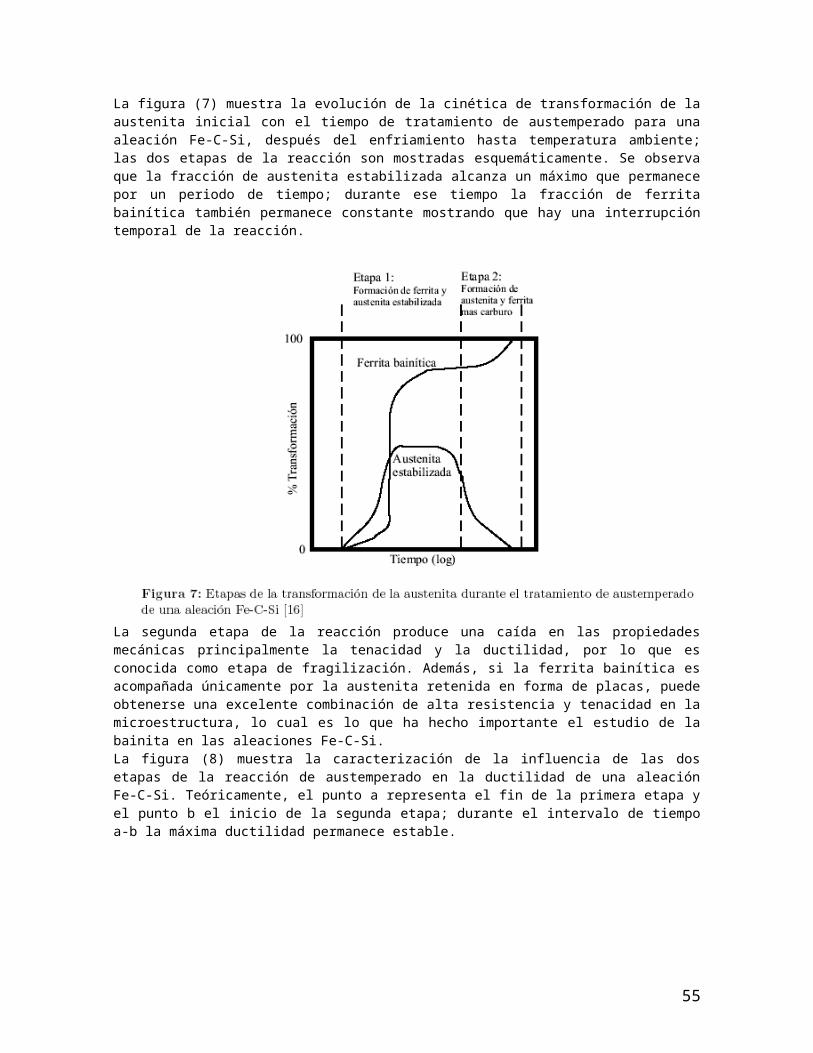
Producción del Magnesio
El magnesio comercial se obtiene del agua de mar y conchas.
1. Las conchas son pasadas por un horno rotatorio a 1320ºC, para producir cal. 2. La cal es mezclada con agua de mar, la que tiene 1300 ppm de magnesio, lo
que genera una reacción que produce hidrato de magnesio, el que se deposita en el fondo de un tanque de sedimentación.
3. El hidrato de magnesio se extrae del tanque como una pasta a la que se le agrega ácido clorhídrico, con lo que se logra obtener cloruro de magnesio.
4. La mezcla es filtrada consecutivamente para aumentar su concentración. 5. Se realiza un secado especial hasta que el cloruro de magnesio logra obtener
una concentración superior al 68%. 6. El cloruro de magnesio en forma granular se transfiere a una celda electrolítica
en la el ánodo es de grafito y el cátodo es la propia tina. En la celda se hace circular corriente eléctrica a 60,000A con lo que se logra la descomposición del cloro y el magnesio.
7. El cloro con agua se convierte en ácido clorhídrico, el cual sirve para convertir al hidrato de magnesio en cloruro de magnesio en el inicio del proceso.
8. El magnesio que flota en la tina electrolítica es recogido y moldeado en lingotes de 8kg, los que posteriormente son fundidos y utilizados para las aleaciones de magnesio.
55
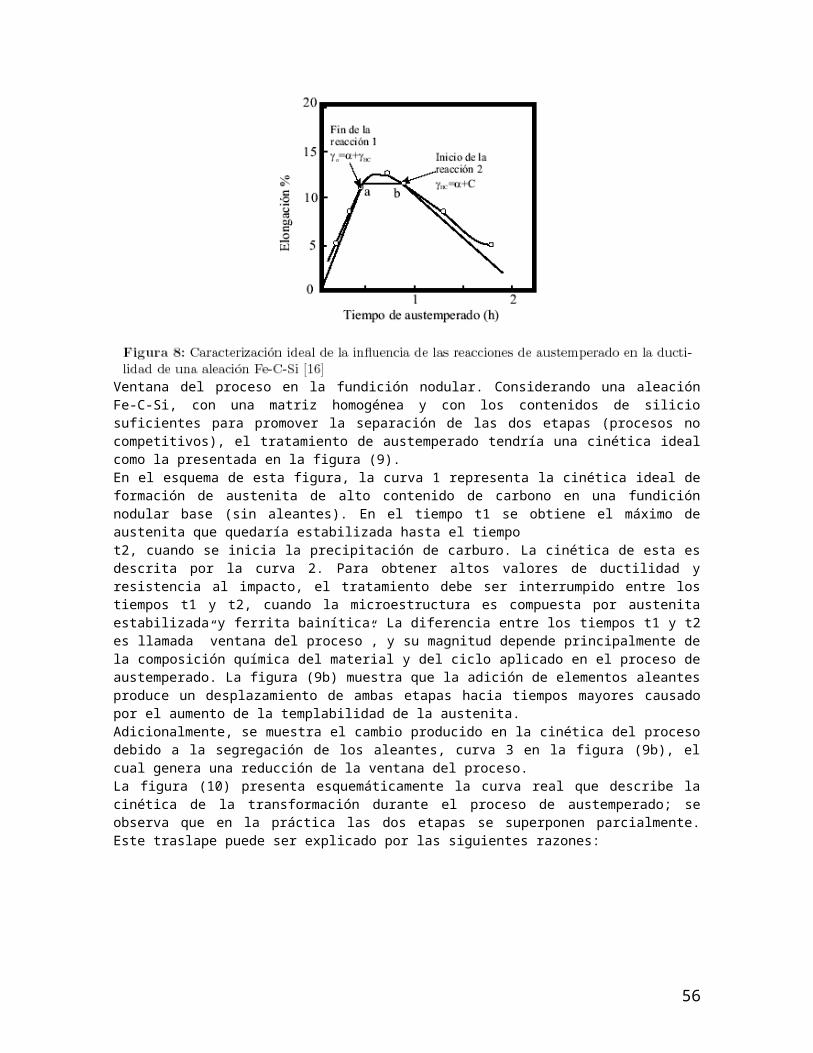
producción del cobre
El cobre se obtiene fundamentalmente de un mineral llamado CALCOPIRITA el que contiene grandes cantidades de cobre, azufre y fierro.
1. La calcopirita es mezclada con cal y materiales silicos, los que son pulverizados por medio de molinos de quijadas y transferidos a una tinas estratificadoras.
2. En las tinas estratificadoras el mineral es extraído al flotar con la espuma producto de la agitación. La espuma se forma al mezclar agua con aceite y agitarlos enérgicamente.
3. El mineral extraído se pasa por un horno de tostado para eliminar el azufre. Los polvos de los gases producto del horno de tostado son capturados y procesados para obtener plata, antimonio y sulfuros.
4. Los concentrados del horno de tostado son derretidos en un horno de reverbero, en este horno se elimina el hierro en forma de escoria.
5. El material derretido del horno de reverbero, que se conoce como ganga, es introducido a un horno parecido al convertidos Bessemer, del cual sus gases son utilizados para obtener ácido sulfúrico y el producto de su vaciado es cobre conocido como cobre Blister, el que tiene 98% de pureza y que puede ser refinado todavía más por métodos electrolíticos.
producción del plomo
56
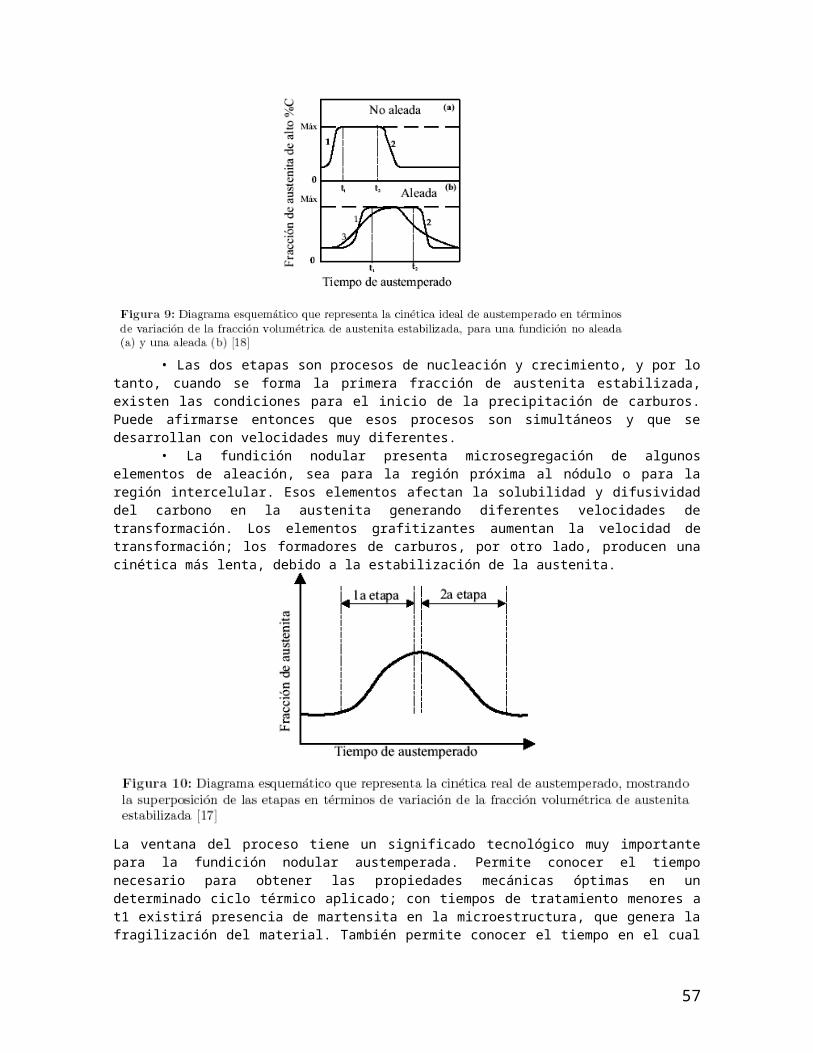
El concentrado de plomo o GALENA contiene 65 a 68 % de plomo.
1. La galena es pasada por un horno de tostado para eliminar en lo posible la gran cantidad de azufre que contiene este material. Los gases del horno son procesados para obtener ácido sulfúrico y el material desufurizado pasa a un mezclador.
2. El concentrado producto del horno de tostado es mezclado con caliza, arena, escoria y mena de hierro, la que es pasada a un horno de sinterizado.
3. El material aglomerado por el horno de sinterizado se pasa a un alto horno del cual se obtiene cadmio al procesar sus gases y su producto es transferido a un tanque espumador.
4. En el tanque la espuma es recogida y enviada a una marmita a la que se le agrega azufre y con ello se obtiene cobre.
5. El sedimento del tanque espumador pasa a un horno de oxidación, también conocido como horno ablandador. La escoria de este horno contiene antimonio y arsénico. El plomo deretido se pasa a una marmita de vacío.
6. En la marmita de vacío se agrega zinc con el que el oro y la plata se disuelven, las aleaciones de oro y plata en la marmita flotan y se desnatan para ser pasadas a un horno de retorta del cual se recupera el zinc por medio de un condensador y el oro y la plata por medio de un baño electrolítico.
7. El plomo derretido pasa a la cámara de vacío luego derramado en una marmita a la que se agrega sosa cáustica de la cual se obtiene el plomo de gran calidad.
algunas aleaciones
Una aleación es la combinación química de dos o más elementos en los que al menos uno es un metal. Las aleaciones permiten mejorar las propiedades químicas y mecánicas de los
57
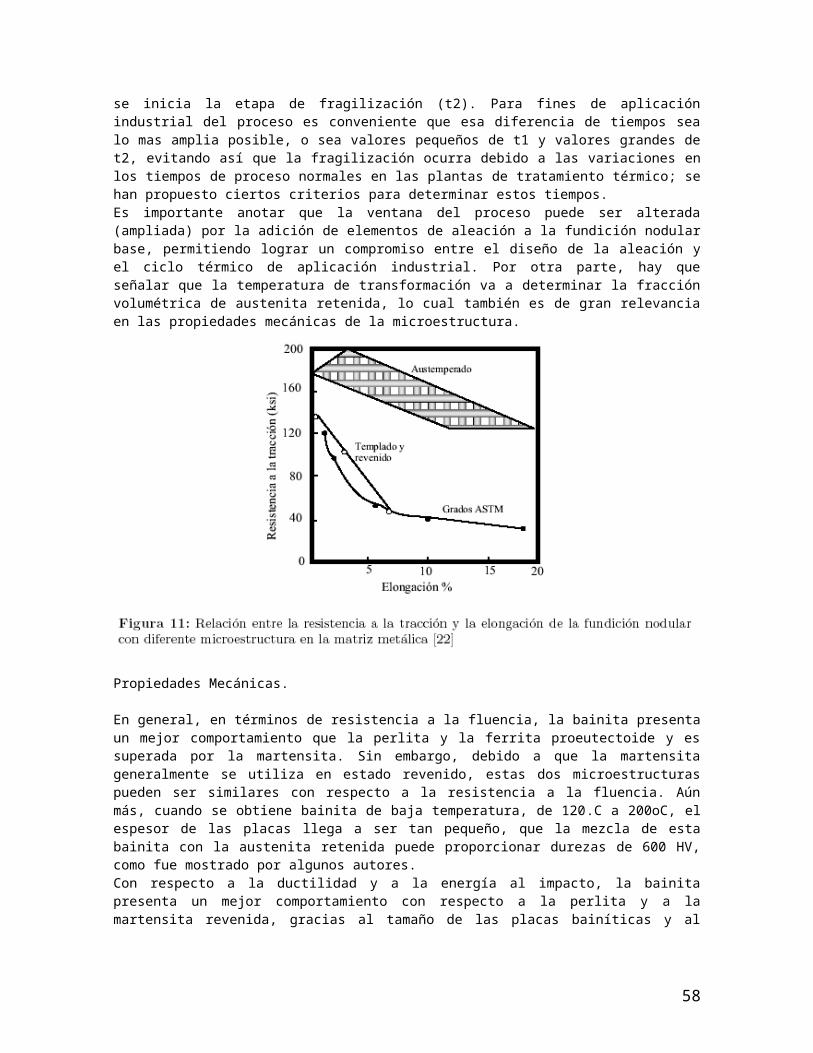
materiales que se combinan. Existen gran variedad de aleaciones debidamente normalizadas, sin embargo unas de las más conocidas y utilizadas son las del cobre. A continuación se presentan algunas de las aleaciones de cobre más conocidas con sus componentes.
Nombre Cu Sn Zn Pb Ni Si Mn Al Fe Uso
Latón rojo 90 10 Trabajos duros
Latón amarillo 70 30 Cartuchos
Latón rojo con plomo 85 5 5 5 Maquinaria
Latón amarillo con plomo
72 1 24 3 Bombas
Bronce con estaño 88 8 4 Cojinetes de embarcaciones
Bronce para campanas 80 20 Campanas
Bronce para cojinetes 83 7 3 7 Cojinetes de máquinas
Bronce con silicio 95 4 1 Maquinaria de fundición
Bronce al manganeso 62 1.5 31 1 4 1.5 1.5 1.5 Alta resistencia
Bronce al aluminio 78 5 3 10 4 Resistencia a la corrosión
Plata níquel 65 4 6 5 20 Lavanderías y lecherías
Ensayo Jominy
58
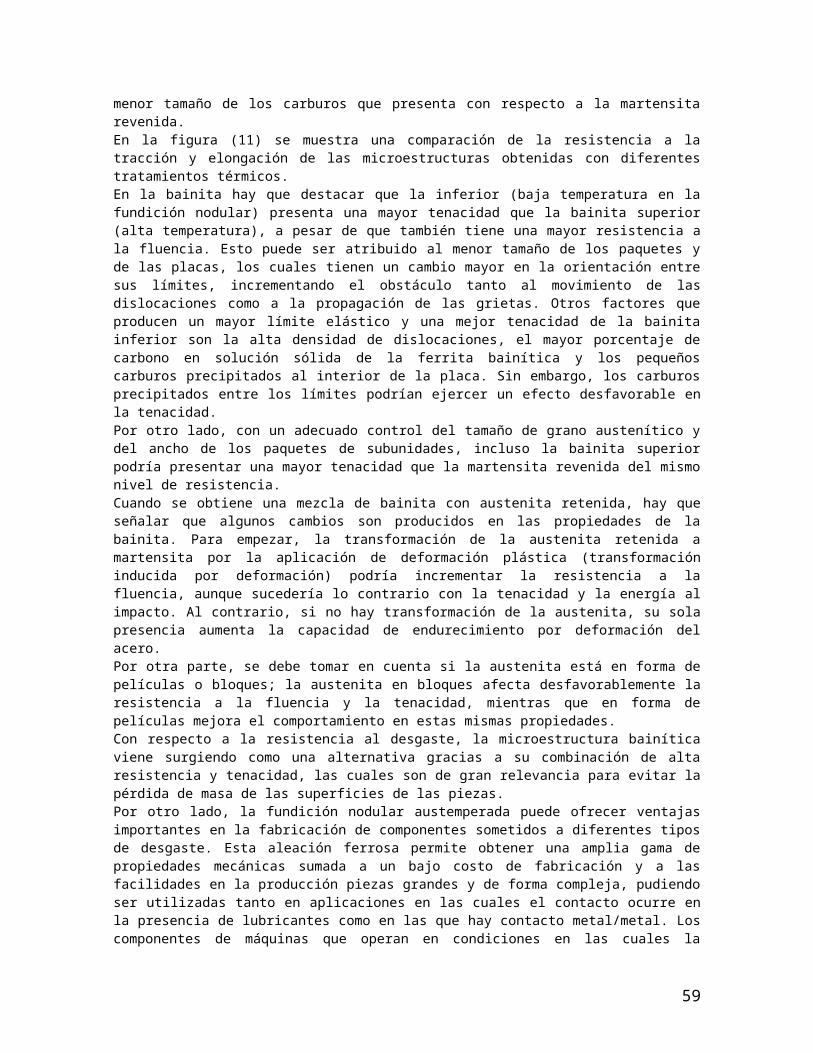
Los resultados que se obtienen en este ensayo, dependen fundamentalmente de la velocidad crítica de temple del acero, cuyo valor viene reflejado en las curvas que se obtienen en cada caso. También señala las durezas máximas y mínimas que aproximadamente se pueden obtener con cada acero, la influencia de los diferentes elementos de aleación sobre la velocidad crítica del temple, y se puede medir la templabilidad y,1 prever los resultados que se obtendrán templando en agua, aceite, etc, barras de diferentes espesores.
El ensayo, que es muy empleado para aceros de menos de 0,60 % decarbono, consiste en templar una probeta cilíndrica de 25 mm de diámetro y 100 mm de longitud , por medio de un chorro de agua que enfría solamente la base inferior. La temperatura del agua será 20° a 25°.
Las probetas deben obtenerse de perfiles de más de 28 mm, de espesor, para que después del mecanizado quede eliminada cualquier capa superficial descarburada que pudiera existir. Antes de comenzar el mecanizado, se normaliza el material a una temperatura 80° más elevada que el punto Ac3, para regularizar las ondiciones de ensayo. El calentamiento para l temple se hace a una temperatura 60° más elevada que el punto Ac3, debiendo colocarse la probeta en el horno, dentro de un molde de grafito o de una caja con viruta de fundición, para evitar descarburaciones u oxidaciones superficiales. El acero debe permanecer a la temperatura de austenización treinta minutos aproximadamente. La colocación de la probeta en el aparato de enfriamiento debe ser muy rápida para evitar que descienda demasiado la temperatura del acero antes de iniciarse el temple por la base, debiendo efectuarse esta operación en menos de cinco segundos. El enfriamiento con el chorro de agua se hará durante diez minutos, y luego se puede enfriar ya la probeta totalmente en agua o al aire, sin peligro de que se modifiquen los resultados. Empleando este método de ensayo, se consiguen en la probeta velocidades de enfriamiento variables desde 333,3°/seg. a 2,2°/seg. (600° a 4° Fahrenheit/seg.)
59
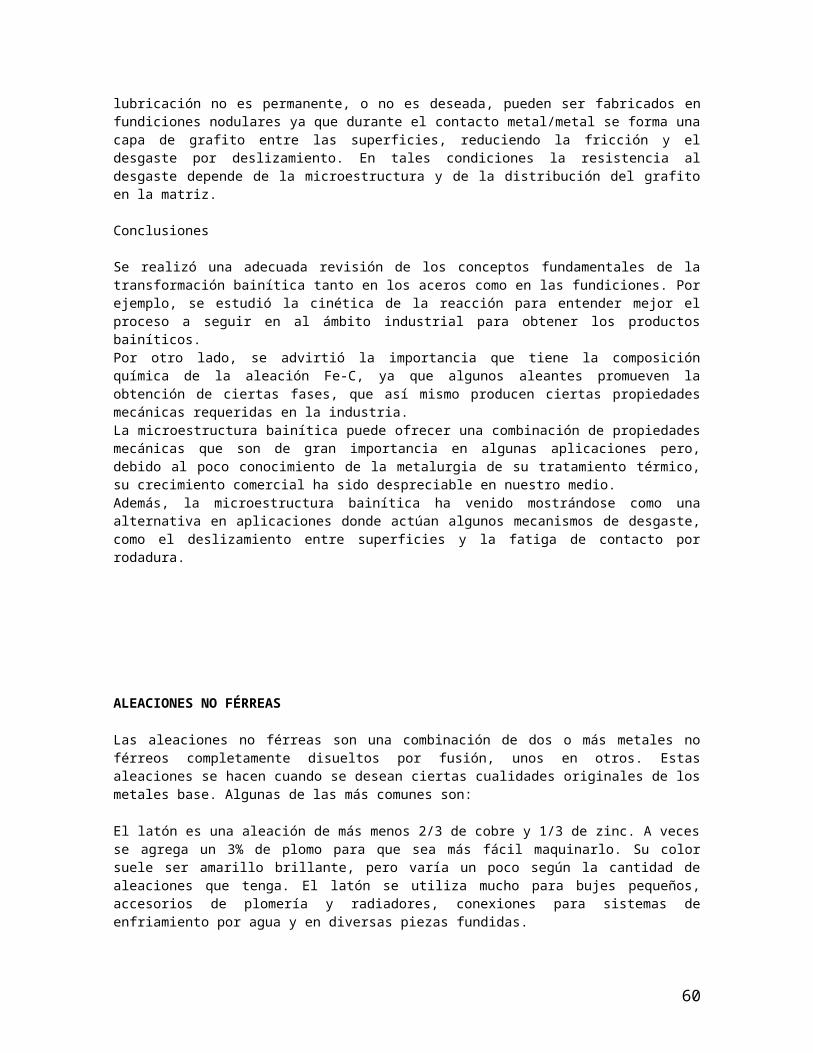
Terminado el enfriamiento se planean dos generatrices de la probeta situadas a 180°, rebajando 0,5 mm de profundidad aproximadamente, debiendo evitarse que en esta operación se caliente la probeta por encima de 100°. Luego se mide la dureza en la línea central de la superficie plana, en puntos situados a intervalos de 1/16 de pulgada, apoyando la probeta en un bloque en forma de V, y se dibuja con los valores obtenidos la curva Jominy. En este gráfico se marcan en ordenadas durezas Rockwell-C y en abscisas distancias a la base templada.
Curvas jominy
El estudio de las curvas Jominy facilita mucho el conocimiento de las propiedades de los aceros después del temple. Las primeras conclusiones que se sacan de estas observaciones son las siguientes:
1) La máxima dureza que se consigue en el temple de los aceros es función del contenido en carbono y es la que se obtiene precisamente en el extremo de la probeta enfriado por el agua. La dureza que se obtiene en el otro extremo corresponde aproximadamente al estado normalizado.
2) La presencia de elementos de aleación en los aceros, permite obtener después del temple durezas elevadas aun empleándose bajas velocidades de enfriamiento.
3) Pequeñas cantidades de elementos aleados convenientemente seleccionados, ejercen una influencia más efectiva en la templabilidad que un gran porcentaje de un solo elemento.
60
Atmósferas carburantes
Habiéndose estudiado anteriormente el papel tan importante que desempeña el óxido de carbono en la cementación con materias sólidas, parece que bastaría colocar las piezas en presencia de ese gas a alta temperatura para conseguir su cementación. Sin embargo, la práctica ha demostrado que de esta forma no se consiguen buenos resultados y que, para obtener capas cementadas de composición y espesor conveniente, es necesaria la presencia de hidrocarburos en las atmósferas carburantes. Se ha comprobado experimentalmente que el óxido de carbono a la elevada temperatura que se emplea en la cementación y en las condiciones en que generalmente se suele encontrar en los hornos, es muy estable y poco activo, y en cambio si se le añaden hidrocarburos, estos se disocian fácilmente dando carbono naciente que pasa al acero, siendo en este último caso la cementación más intensa.El gas natural o el gas del alumbrado no pueden ser empleados como gases cementantes porque se obtienen resultados bastante irregulares, debido, por una parte, a las variaciones de composición de esos gases, y por otra, a que, empleando esos gases, se suele formar un depósito de hollín sobre las piezas que dificulta la penetración del carbono. En la actualidad, esos gases son muy poco utilizados como cementantes gaseosos, aunque en cambio se emplean mucho para la preparación de atmósferas carburantes como explicaremos a continuación.
Los mejores resultados se obtienen empleando hidrocarburos diluidos en otros gases, constituidos principalmente por óxido de carbono, nitrógeno, hidrógeno, etc. Las atmósferas carburantes se preparan generalmente empleando un gas portador o de relleno, y un gas o vapor activo o carburante. Como gas de relleno se suele utilizar generalmente un gas combustible, casi totalmente quemado, para eliminar mercaptanes, tioles, hidrocarburos etilénicos, etc., que son perjudiciales y que se eliminan en torres de absorción. Luego ese gas se regenera (aumentando su porcentaje de CO y de H2) al ponerlo en contacto con un catalizador de níquel. Este tipo de gas suele recibir el nombre de gas endotérmico.
En América se suele emplear para la preparación de las atmósferas carburantes el gas natural y el gas de alumbrado, y en Europa gas de alumbrado y gas de gasógeno.Una composición normal de gas portador es la siguiente: CO = 20 %; H2 = 39%; H2O = 0,25%; CH4 = 0,70%; CO: trazas; N2 = 40%.Como gas carburante activo se suele utilizar el metano y también se suelen emplear el butano, propano, etc., con buenos resultados.
La incorporación del metano al gas portador se realiza haciéndolo llegar directamente, en forma gaseosa, desde botellas o depósitos en los que se suele almacenar. Cuando se parte del propano, butano, etc., que, también suelen estar almacenados a presión en botellas, se les hace pasar por una cámara a elevada temperatura, donde en presencia de un catalizador (de níquel, carbón, platino, ele.) se disocian y transforman en metano. La mezcla gaseosa disociada compuesta principalmente por metano, hidrógeno y óxido de carbono, es la que al incorporarla al gas portador, introduce el metano en la atmósfera carburante. La adición al gas portador de hidrocarburos sin disociar o aceites en estado liquido, de no hacerse en forma muy estudiada, no es recomendable, porque hay formación de una gran cantidad de hollín sobre las piezas.
61
Muy recientemente, sin embargo, se ha comenzado a obtener resultados excelentes carburando por goteo en hornos de mufla o cámara cerrada donde se inyectan cantidades muy precisas de ciertos hidrocarburos debidamente tratados, debiendo tenerse siempre la precaución de emplear hidrocarburos y alcoholes de composición muy definida. Se suelen emplear indistintamente con o sin gas portador.
La reacción principal en la cementación gaseosa es la siguiente:CH4 ↔ C + 2 H2
Siendo el carbono naciente el que, al ponerse en contacto con el acero a elevada temperatura, se disuelve en el hierro gamma.
La utilización del gas portador en la cementación gaseosa, es muy interesante por ser más económico el uso de un gas portador barato que rellena fácilmente la cámara del horno, al que se añade una pequeña cantidad de hidrocarburos de precio elevado, que el empleo exclusivo de hidrocarburos. E1 uso del gas de relleno, al entrar en la atmósfera del horno en proporción adecuada, sirve para diluir el hidrocarburo que se introduce en el horno, y evita la formación de hollín que a veces se presenta cuando la cementación no se hace con las debidas precauciones. De esta forma, además, se consigue un gran potencial de cementación, empleando sólo cantidades muy pequeñas de metano.El gas portador desplaza además al aire o gases que pueden existir en las cámaras de los hornos y asegura una cierta presión en su interior.Los gases portadores constituidos por elementos o cuerpos inertes como el nitrógeno no dan buenos resultados, ya que conviene que contengan siempre un cierto porcentaje de CO y de H2 para que la eficacia del gas carburante sea máxima y no se gaste parte del metano en reaccionar con los elementos perjudiciales como el oxigeno, vapor de agua y dióxido de carbono, que siempre existen en mayor o en menor cantidad en las atmósferas de los hornos.
La presencia del hidrógeno es también imprescindible para la cementación gaseosa. Aunque parezca extraño, es necesario que un elemento que puede ser tan descarburante como el hidrógeno, esté presente en las atmósferas carburantes. Al existir hidrógeno en la atmósfera del horno se evitan los depósitos carbonosos sobre las piezas, que en su ausencia aparecen por descomposición de los hidrocarburos y dificultan e impiden la cementación. En todas las atmósferas carburantes existen CO2 y H2 como elementos derivados de las reacciones fundamentales de la cementación:
2 CO ↔ CO2 + C y CH4 ↔ 2 H2 + CSi en algún caso no se encuentran presentes el CO2 y H« es señal de que no se está produciendo la cementación del acero, ya que siempre que se produce ese fenómeno a la vez hay también formación de dióxido de carbono e hidrógeno.
En la cementación con atmósfera gaseosa es frecuente efectuar el proceso en dos fases: la primera, de carburación a elevada temperatura en atmósfera muy carburante, y la segunda, de difusión, a más baja temperatura (800° aproximadamente), en atmósfera neutra o ligeramente carburante para conseguir una correcta distribución del carbono en la capa cementada.
62
63





























