Embed Size (px)
DESCRIPTION
metodologia
Citation preview
ÍNDICE GENERAL
I. ASPECTOS GENERALES……………………………………………………………………………………………………2I.1 Titulo……………………………………………………………………………………………………………………..……2I.2 Autor…………………………………………………………………………………………………………………..…...…2I.3 Área de investigación…………………………………………………………………………………………….……2I.4 Director de la investigación…………………………………………………………………………….……..……2
II. EL PROBLEMA……………………………………………………………………………………………………….…………2II.1 Análisis de la situación problemática……………………………………………………………………..……2II.2 Planteamiento del problema……………………………………………………………………………….………3
II.2.1 Problema general………………………………………………………………………………………...…3II.2.2 Problemas específicos………………………………………………………………………………..……3
II.3 Justificación de la investigación……………………………………………………………………………………3III. OBJETIVOS………………………………………………………………………………………………………………….……3
III.1 Objetivo general……………………………………………………………………………………………….…………3III.2 Objetivos específicos……………………………………………………………………………………………………3
IV. MARCO TEORICO…………………………………………………………………………………………………….………4IV.1Antecedentes teóricos……………………………………………………………………………………….…………4IV.2Bases teóricas………………………………………………………………………………………………………………5IV.3Definición de términos……………………………………………………………………………………………….21
V. HIPÓTESIS Y VARIABLES…………………………………………………………………………………….…………21V.1 Hipótesis general………………………………………………………………………………………………….……21V.2 Hipótesis especificas…………………………………………………………………………………………….……21V.3 Operacionalizacion de variables e indicadores…………………………………………………………21
VI. DISEÑO METODOLÓGICO DE LA INVESTIGACION……………………………………………………22VI.1Tipo de investigación…………………………………………………………………………………………………22VI.2Nivel de investigación……………………………………………………………………………………………..…22VI.3Diseño de investigación………………………………………………………………………………………….…22VI.4Población y muestra…………………………………………………………………………………………….……22VI.5Técnicas e instrumentos…………………………………………………………………………………….………22
VII. REFERENCIAS BIBLIOGRAFICAS……………………………………………………………………………………22
VIII. ANEXOS……………………………………………………………………………………………………………………….…23
I. ASPECTOS GENERALES VIII.1 Titulo
INFLUENCIA DEL MATERIAL RECICLADO DE PAVIMENTACION EN FRIO, EN EL GRADO DE COMPACTACIÓN A NIVEL DE CARPETA DE RODADURA, EN LAS REHABILITACIONES DE VÍAS URBANAS EN LA CIUDAD DE PUNO-2015.
VIII.2 Autor
APAZA CONDORI, CRISTIAN TORIBIO
VIII.3 Área de investigación
OBRAS VIALES (PAVIMENTOS)
VIII.4 Director de la investigación
ING. FÉLIX ROJAS CHÁHUARES
II. EL PROBLEMA VIII.5 Análisis de la situación problemática
9.5.1 DiagnosticoDebido a la falta de planes de mantenimiento, y al descuido de nuestras autoridades en lo referente a la conservación y rehabilitación de vías, se tiene lo que uno puede observar cada día, bien sea yendo al centro de estudios, al trabajo, al abordar una unidad móvil, etc., pavimentos en mal estado, que en algunos casos pueden ser subsanados mediante re capeos, tratamientos superficiales, riegos, etc.En cambio hay pavimentos que deben ser retirados totalmente, es decir rehabilitados completamente debido a que ya cumplieron su vida útil.Hoy en día al tratar de rehabilitar una vía, esto especialmente en nuestro país, se utiliza agregados pétreos nuevos así como asfalto nuevo, aun no se le da importancia al reciclado de pavimentos , a diferencia de los países Europeos que tiene normas para su uso.
9.5.2 PronosticoEl uso de material nuevo para una pavimentación, sea este agregado o asfalto, genera diversos problemas, ya sean estos sociales, económicos, etc, y sobre todo ambientales.Esto con lleva a la sobreexplotación de canteras, hasta su total agotamiento, entonces nos vemos en la necesidad de buscar nuevas canteras, para continuar con los trabajos, encomendados generándose de estas forma los problemas ya mencionados.
9.5.3 Control del pronósticoUna excelente alternativa es pues el uso de pavimentos reciclados en frio, ya que esta técnica es amigable con el medio ambiente, es decir no contamina, es económica y sobre todo que se usa material ya usado,Además presenta un grado de compactación aceptable al utilizarla en la carpeta de rodadura, esto comprobado ya en países Europeos.
VIII.6 Planteamiento del problemaVIII.6.1 Problema general
¿Cómo influye el material reciclado de pavimentación en frio, en el grado de compactación a nivel de carpeta de rodadura, en las rehabilitaciones de vías urbanas en la ciudad de Puno-2015?
VIII.6.2 Problemas específicos
1.- ¿De qué manera influye el agregado pétreo reciclado en frio, en el grado de compactación a nivel de carpeta de rodadura, en las rehabilitaciones de vías urbanas en la ciudad de Puno-2015?
2.- ¿De qué manera influye el asfalto reciclado en frio, en el grado de compactación a nivel de carpeta de rodadura, en las rehabilitaciones de vías urbanas en la ciudad de Puno-2015?
VIII.7 Justificación de la investigación
La elaboración del presente trabajo se hace para tener alternativas diferentes para la rehabilitación de un pavimento, y no solo utilizar material agregado y asfaltico nuevos.Logrando, el reciclado de pavimentos excelentes usos, que al utilizarlos se suplen algunos de los problemas mencionados, sobre todos económicos y ambientales
III. OBJETIVOS VIII.8 Objetivo general
Determinar la influencia del material reciclado de pavimentación en frio, en el grado de compactación a nivel de carpeta de rodadura, en las rehabilitaciones de vías urbanas en la ciudad de Puno-2015
VIII.9 Objetivos específicos
1.- Determinar la influencia del agregado pétreo reciclado en frio, en el grado de compactación a nivel de carpeta de rodadura, en las rehabilitaciones de vías urbanas en la ciudad de Puno-2015
2.- Determinar la influencia del asfalto reciclado en frio, en el grado de compactación a nivel de carpeta de rodadura, en las rehabilitaciones de vías urbanas en la ciudad de Puno-2015.
IV. MARCO TEORICO VIII.10 antecedentes teóricos
El firme de una carretera ha de proporcionar una conducción cómoda y segura al usuario. Una vez que una infraestructura viaria ha sido ejecutada comienza la fase de “explotación”. En esta fase se desarrollan dos tipos de actividades: unas dirigidas al servicio que presta la carretera y otras dirigidas al mantenimiento de la propia infraestructura. Mientras que las primeras están relacionadas con la vialidad, la información a los usuarios, y el uso de la carretera, las segundas, las labores de conservación, incluyen intervenciones físicas sobre la infraestructura cuyo objetivo es preservar el patrimonio viario y mantener las características iníciales del pavimento, ya que las mezclas bituminosas que conforman sus capas superiores se van deteriorando por la acción conjunta del trafico y las condiciones climáticas. (Echevarría, 2012)
Durante los últimos cincuenta años se ha presentado un desarrollo sin precedentes en infraestructura, particularmente en la de carreteras. Muchos miles de kilómetros de nuevas carreteras fueron construidos alrededor del mundo para satisfacer la demanda de los volúmenes crecientes de tráfico. Gran parte de estas carreteras han estado en uso por más de dos décadas y han alcanzado el final de su periodo de diseño, adicionando a ello que la masa promedio de los vehículos a aumentado, las mayores cargas por eje y la edad, han contribuido en forma continua a través de los años, al deterioro de las carreteras, requiriendo por tanto, el desarrollo de nuevas técnicas que permitan conservarlas en niveles de servicios aceptables, lo que dio origen a la técnica del reciclaje de pavimentos asfálticos
Un primer precedente del empleo de las técnicas del reciclado se dio después de la Segunda Guerra Mundial, según (Nixon, 1978; Olorunsogo y Padayachee, tomado de Flor, 2012) : los primeros estudios documentados sobre la caracterización de materiales provenientes de la demolición de pavimentos, para su empleo como agregados en hormigón datan de mediados de los 40ª realizado por los europeos hecho que se encuentra directamente vinculado con el periodo de postguerra y cuya finalidad era la búsqueda de una aplicación para estos materiales de desecho.
De este modo ello permitía reducir grandes cantidades de escombros o desechos originados por la destrucción de las ciudades a la vez que disminuiría la demanda de materiales vírgenes necesarios para la reconstrucción de los centros urbanos.
Cuando para reparar las carreteras secundarias afectadas por la misma se puso en práctica en el Reino Unido un procedimiento llamado –Retraed Processallo, proceso de recauchutado.
Consistía en escarificar el firme, añadir en caso necesario una pequeña cantidad de árido y mezclar in situ el material escarificado con el aportado con ayuda de una motoniveladora o una grada de discos. A continuación se regaba con una emulsión bituminosa de bajo contenido de ligante, e inmediatamente se procedía al mezclarlo con gradas de discos.
El primer día sólo se compactaba muy ligeramente el material mezclado, puesto que tenía mucha agua, y al día siguiente se terminaba la compactación. Se trataba de un procedimiento muy simple pero que, ejecutado correctamente, proporcionaba unos resultados aceptables. (Rodríguez & Rodríguez, 2004)
Ya en 2002 se daba cuenta que la industria del hormigón empleaba a nivel mundial aproximadamente 10 billones de toneladas de arena y roca natural, generando más de un billón de toneladas en residuos de construcción cada año (Mehta, 2002 tomado de Flor, 2012).
En tal sentido en los estados unidos se estima que dichos residuos alcanzan valores de 250 a 300 millones de toneladas /año. Por su parte a comienzos de siglo en Japón se generan 85 millones de toneladas /año de residuos de construcción de los cuales el 40% correspondían a desechos de hormigón (Kasai, 2004 tomado de Flor, 2012).
En la comunidad europea se estima que la generación de residuos eran del orden de los 200 a 300 toneladas anuales. Asimismo el 28% de estos desechos fueron reciclados hacia fines de los 90ª (Lauritzen, 2004 tomado de Flor, 2012)
Considerando datos del 2005 surge que en el caso de Alemania los RCD (residuos de construcción o demolición) ascienden a 88.6 millones de toneladas anuales de los cuales el 69% es reciclado y utilizado para la elaboración de materiales de construcción y de ello solo el 1.9 millones de toneladas es empleado como agregado para hormigón (Muller, 2005 tomado de Flor, 2012)
En España la generación de residuos es de 38.5 millones de toneladas y un 20% constituye desechos de hormigón (Vásquez, 2005 tomado de Flor, 2012)
La importancia e interés en el RCD se refleja en muchos países como: Japón, Estados Unidos, Bélgica, Holanda, Reino Unido entre otros que han elaborado normas, reglamentos y recomendaciones para tal fin. Los RCD pueden emplearse como agregados para la producción de bases y sub bases granulares de camino o en hormigones estructurales.
Un claro ejemplo lo constituye España, que en el año 2001, comenzó a llevar a cabo el Plan Nacional de Residuos de Construcción y Demolición (PNRCD, 2001-2006), cuyo fin es alcanzar un porcentaje de empleo del material reciclado en la elaboración de hormigones cerca del 60% (Flor, 2012)
VIII.11 Bases teóricas
9.11.1 PAVIMENTO.
Se llama pavimento al conjunto de capas de material seleccionado que reciben en forma directa las cargas del tránsito y las transmiten a los estratos inferiores en forma disipada, proporcionando una superficie de rodamiento, la cual debe funcionar eficientemente.
9.11.2 ESTRUCTURA DEL PAVIMENTO FLEXIBLE
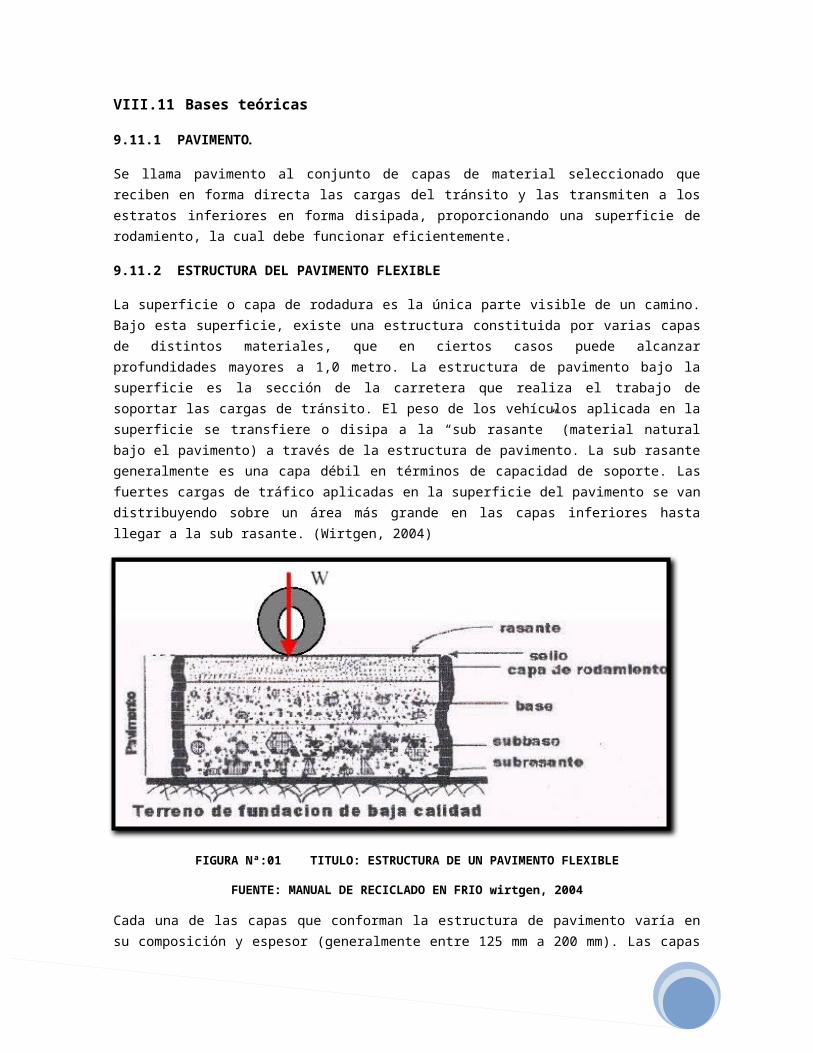
La superficie o capa de rodadura es la única parte visible de un camino. Bajo esta superficie, existe una estructura constituida por varias capas de distintos materiales, que en ciertos casos puede alcanzar profundidades mayores a 1,0 metro. La estructura de pavimento bajo la superficie es la sección de la carretera que realiza el trabajo de soportar las cargas de tránsito. El peso de los vehículos aplicada en la superficie se transfiere o disipa a la “sub rasante” (material natural bajo el pavimento) a través de la estructura de pavimento. La sub rasante generalmente es una capa débil en términos de capacidad de soporte. Las fuertes cargas de tráfico aplicadas en la superficie del pavimento se van distribuyendo sobre un área más grande en las capas inferiores hasta llegar a la sub rasante. (Wirtgen, 2004)
FIGURA Nª:01 TITULO: ESTRUCTURA DE UN PAVIMENTO FLEXIBLE
FUENTE: MANUAL DE RECICLADO EN FRIO wirtgen, 2004
Cada una de las capas que conforman la estructura de pavimento varía en su composición y espesor (generalmente entre 125 mm a 200 mm). Las capas de la superficie son construidas utilizando materiales de alta resistencia (por ejemplo, una mezcla asfáltica en caliente) con el objetivo de resistir las altas tensiones producidas por las cargas de tráfico. A medida que la carga se distribuye sobre un área mayor en las capas inferiores, el nivel de tensiones se reduce. Por lo tanto, las capas inferiores pueden estar constituidas por materiales de calidad inferior (por ejemplo, materiales granulares). Como consecuencia, los materiales de las capas inferiores son más económicos que los materiales de las capas superiores. (Wirtgen, 2004)
9.11.3 TIPOS DE PAVIMENTOS.
Básicamente existen dos tipos de pavimentos:
Rígidos
Flexibles
9.11.2.1 PAVIMENTO RÍGIDO.
El pavimento rígido se compone de losas de concreto hidráulico que en algunas ocasiones presenta un armado de acero, tiene un costo inicial más elevado que el flexible, su periodo de vida varía entre 20 y 40 años; el mantenimiento que requiere es mínimo y solo se efectúa (comúnmente) en las juntas de las losas.
9.11.2.2 PAVIMENTO FLEXIBLE.
El pavimento flexible resulta más económico en su construcción inicial, tiene un periodo de vida de entre 10 y 15 años, pero tienen la desventaja de requerir mantenimiento constante para cumplir con su vida útil. Este tipo de pavimento está compuesto principalmente de una carpeta asfáltica, de la base y de la sub-base.
Según, afirma (Wirtgen, 2004): “En términos generales, sólo los pavimentos flexibles pueden ser reciclados in-situ. Los pavimentos rígidos construidos de un hormigón de alta resistencia habitualmente son demolidos al final de su vida útil”. (pág. 19)
9.11.4 PRINCIPALES FACTORES QUE AFECTAN LA ESTRUCTURA DE PAVIMENTO
En el mundo, los caminos se construyen bajo cualquier condición ambiental: desde climas desérticos con altas temperaturas a regiones altamente lluviosas tipo tundra glacial. Sin importar la condición ambiental, todos los proyectos de caminos se diseñan con el mismo objetivo de resistir las cargas de tráfico.
Las condiciones ambientales, y las cargas de tráfico proyectadas, son los dos principios fundamentales que definen los requerimientos estructurales en cualquier tipo de pavimento.
9.11.4.1 CONDICIONES AMBIENTALES
Las condiciones ambientales afectan a los caminos básicamente en 2 formas:
LA SUPERFICIE
Además del tráfico, las superficies de los caminos están expuestas al sol, viento, lluvia, nieve, y otros elementos naturales. Estos efectos se manifiestan principalmente en:
Efectos térmicos que causan los cambios de volumen, producto de la expansión y contracción de materiales por cambios de temperatura. El rango de temperatura diaria que experimenta la superficie del camino es importante. En áreas desérticas, la superficie de un camino de pavimento flexible (negro) puede experimentar un rango de temperaturas de 50 ºC entre las primeras horas de la mañana y el mediodía.
Efectos de congelamiento, que producen el fenómeno llamado hinchamiento. Ciclos repetitivos de hielo y deshielo causan un mayor daño a las superficies de los caminos.
Efectos de la radiación producen sobre la superficie de los pavimentos lo comúnmente denominado como “insolación”. La radiación ultravioleta aplicada sobre la superficie del pavimento produce la oxidación del asfalto, volviéndolo frágil. Este proceso se conoce como “envejecimiento”.
LA ESTRUCTURA DE PAVIMENTO
El agua es el principal enemigo de las estructuras de caminos. La saturación con agua hace que los materiales se vuelvan deformables y proporciona una lubricación entre las partículas, al mismo tiempo que las cargas de tráfico son aplicadas. La capacidad de soporte del material en condición seca es siempre mayor que en estado húmedo, y mientras más cohesivo (o arcilloso) sea el material, mayor es la susceptibilidad a la humedad. Además, si el agua presente en la estructura alcanza su punto de congelamiento, se produce una expansión en volumen de la misma, lo que genera daño considerable. Por lo tanto, la importancia de prevenir el ingreso del agua a la estructura de pavimento, especialmente en los materiales de más baja calidad de las capas inferiores es fundamental.
CARGAS DE TRÁFICO
El objetivo final de los caminos es permitir el tráfico vehicular. El volumen y tipo de tráfico esperado en un camino determinan los requerimientos geométricos y estructurales de pavimentos.
Desde el punto de vista del diseño de pavimentos, las características más importantes del tráfico son aquellas que permiten definir la magnitud y frecuencia de las cargas de superficie que el camino puede anticipar durante la vida estimada del pavimento. La carga que es aplicada sobre la superficie del pavimento por la rueda se define por 3 factores:
La fuerza (en Kilo Newton, KN) que realmente lleva la rueda. Esta fuerza actúa en conjunto con la
Presión de inflado (en Kilo Pascales, kPa) que determina la “impronta” de la rueda sobre la superficie. Esta impronta define el área de contacto entre el neumático y la superficie. Este es un factor que además depende de la carga, y
La velocidad de viaje. Esta velocidad define el tiempo en que la superficie del pavimento es cargada y descargada.
Las presiones de inflado de los automóviles de pasajeros típicamente se encuentra en el rango de 180 a 250 kPa, y llevan una carga menor a 3,6 kN por neumático, o 7 kN en un eje. Esta carga es insignificante si se compara con un camión utilizado para el transporte de cargas pesadas, cuyo rango puede variar entre 80 a 130 kN por eje (dependiendo de los límites legales y control de pesos) con presiones de inflado entre 500 a 900 kPa. Claramente la carga de estos vehículos pesados tendrá un efecto mucho más grande en los requerimientos de resistencia de un pavimento.
9.11.5 VENTAJAS Y DESVENTAJAS DE UN PAVIMENTO FLEXIBLE.
VENTAJAS.
o Fácil financiamiento por su bajo costo inicial.
o La construcción como las operaciones de mantenimiento se realizan en un tiempo mucho más corto.
o La marcha de los vehículos automotores es más suave por no tener juntas de unión.
o Pueden utilizarse nuevamente como base los pavimentos existentes cuando se coloque una nueva capa de rodaje.
DESVENTAJAS.
o Ocasionan mayores gastos en el mantenimiento.
o En época de invierno los daños son considerables y más costosas las operaciones de mantenimiento.
9.11.6 CONCEPTOS BÁSICOS DE RECICLAJE DE PAVIMENTOS.
¿QUE ES RECICLAR?
Según, (Rodríguez & Rodríguez, 2004) afirma que: “proceso simple o complejo que sufre un material o producto para ser reincorporado, a un ciclo de producción o de consumo.” (pág. 39)
¿PORQUÉ RECICLAR?
Proceso simple que ayuda a resolver muchos problemas creados por la vida moderna.
Se salvan grandes cantidades de RECURSOS NO RENOVABLES.
Genera economía favorable en los países.
9.11.7 QUE ES EL RECICLAJE DE PAVIMENTOS
El reciclado es una nueva alternativa técnica de rehabilitación de pavimentos, que consiste en la reutilización de los materiales en servicio, los que han perdido en gran parte sus propiedades iníciales y cuyas características se desean mejorar
También es el procedimiento de ingeniería mediante el cual se emplea parte o la totalidad de una estructura de pavimentos bituminosos en la fabricación de una mezcla asfáltica de calidad superior a la existente o en la estabilización de sus capas granulares
El reciclaje de pavimento asfáltico es una tecnología especial que permite la reconstrucción de pavimentos envejecidos y/o deteriorados, empleando sus materiales de construcción originales. Esto es posible en la medida en que no haya llegado a un grado de degradación tal que no permita un rejuvenecimiento eficiente.
9.11.8 VENTAJAS DEL RECICLAJE DE PAVIMENTOS
Posibilita la mejora estructural del pavimento existente.
Permite el uso de refinada técnica de control de calidad.
Es aplicable a la solución de todos los problemas que afectan la capacidad resistente del pavimento.
Facilita la eliminación de grietas reflejas.
Permite corregir los diseños y/o elaboración incorrecta de las mezclas asfálticas existentes.
Reduce los costos de reconstrucciones y obras de refuerzo estructural.
Produce un efecto de conservación de las fuentes de materiales viales, de energía y de menor utilización de los caminos para el transporte de materiales viales.
Permite la utilización de rejuvenecedores y/o mejoradores de cemento asfáltico, lo que confiere una más larga vida de comportamiento visco-elástico de los pavimentos.
Posee un menor grado de impacto ambiental.
9.11.9 TÉCNICAS DE RECICLAJE
Existen dos grupos:
EL RECICLADO EN FRIO: Generalmente in-situ, adolece de limitaciones técnicas en lo referente al logro de refinados y precisos procesos constructivos, por lo que produce estructuras de inferior calidad que las elaboradas con materiales de alta calidad.
EL RECICLADO EN CALIENTE: producen estructuras de alta calidad comparables a los de los pavimentos realizados con materiales de alta calidad nuevas, elaboradas en caliente. Se realiza según dos metodologías distintas, una in-situ y la otra realizada en planta.
¿QUE ES MEZCLA RECICLADA?
La mezcla de concreto asfáltico reciclada es la preparada usando agregados recuperados, mezcla asfáltica recuperada, agregado nuevo, ligante asfáltico nuevo, agente de reciclaje y aditivos (si son necesarios). (Rodríguez & Rodríguez, 2004)
9.11.10 RECICLADO EN FRÍO
9.11.10.1 EL PROCESO DE RECICLADO EN FRÍO
El reciclado en frío puede ser realizado en planta o in-situ
RECICLADO EN PLANTA
La técnica del reciclado en planta en frio consiste en fabricar un mezcla bituminosa a partir del material fresado de un firme (RAP) trasladado a una planta de fabricación continua y utilizando como ligante emulsión o espuma de betún, con eventual adición de cal o cemento y áridos correctores de granulometría. Se obtiene un producto similar a la grava emulsión.
Como ventajas en comparación con los reciclados in situ, se pueden citar (Writgen, 2010 citado en Rodríguez & Rodríguez, 2004)
Un mayor control de los materiales para la fabricación de la mezcla. El RAP puede tratarse mediante machaqueo y sustitución de áridos en caso de existir material no deseable.
Calidad de la mezcla. Se pueden realizar ajustes en la planta para variar tiempos de mezclado, mejorando la calidad de la mezcla.
La mezcla resultante se puede almacenar y utilizar cuando sea requerida, considerando siempre los tiempos de almacenaje, especialmente cuando la mezcla incluya cemento en su composición
RECICLADO EN IN SITU
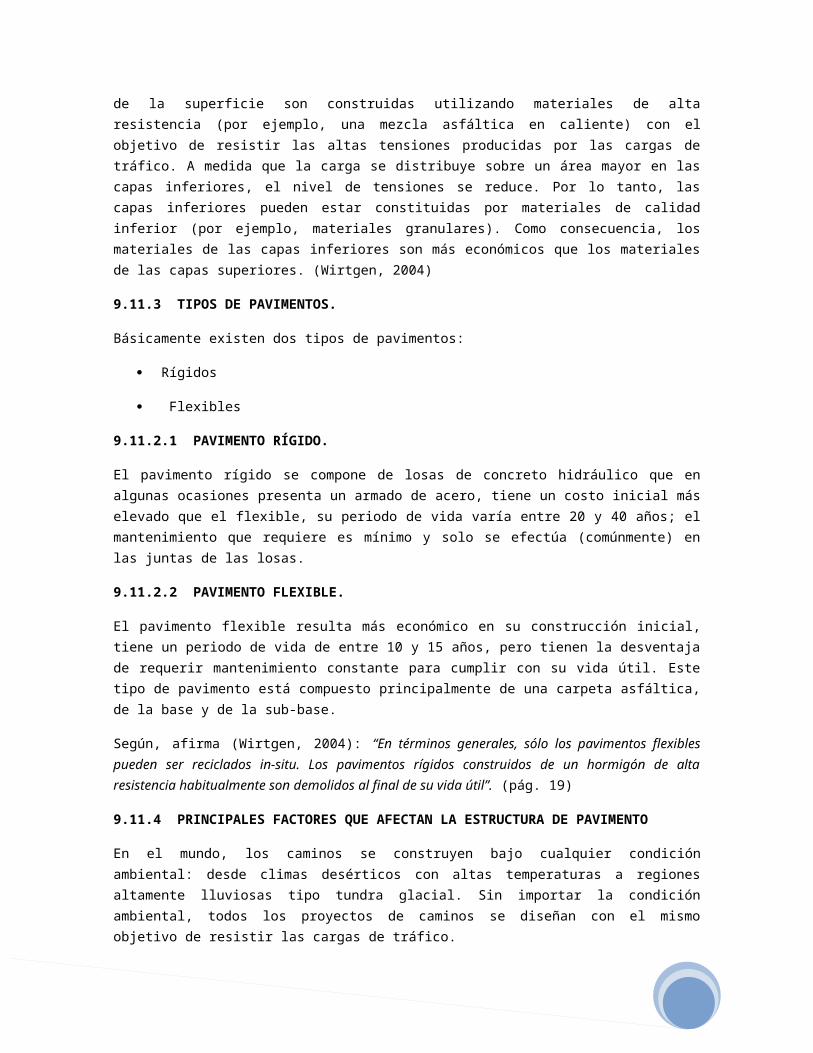
El reciclado se logra utilizando una máquina recicladora móvil. Las máquinas de reciclado han evolucionado a través de los años, desde las primeras máquinas modificadas para fresar y estabilizar suelos, hasta las recicladoras especializadas utilizadas hoy en día. Estas recicladoras son especialmente diseñadas para lograr la capacidad de reciclar capas de pavimento de gran espesor en una sola pasada. Las recicladoras modernas tienden a ser máquinas grandes y potentes, las cuales pueden estar montadas sobre orugas o sobre neumáticos de flotación.
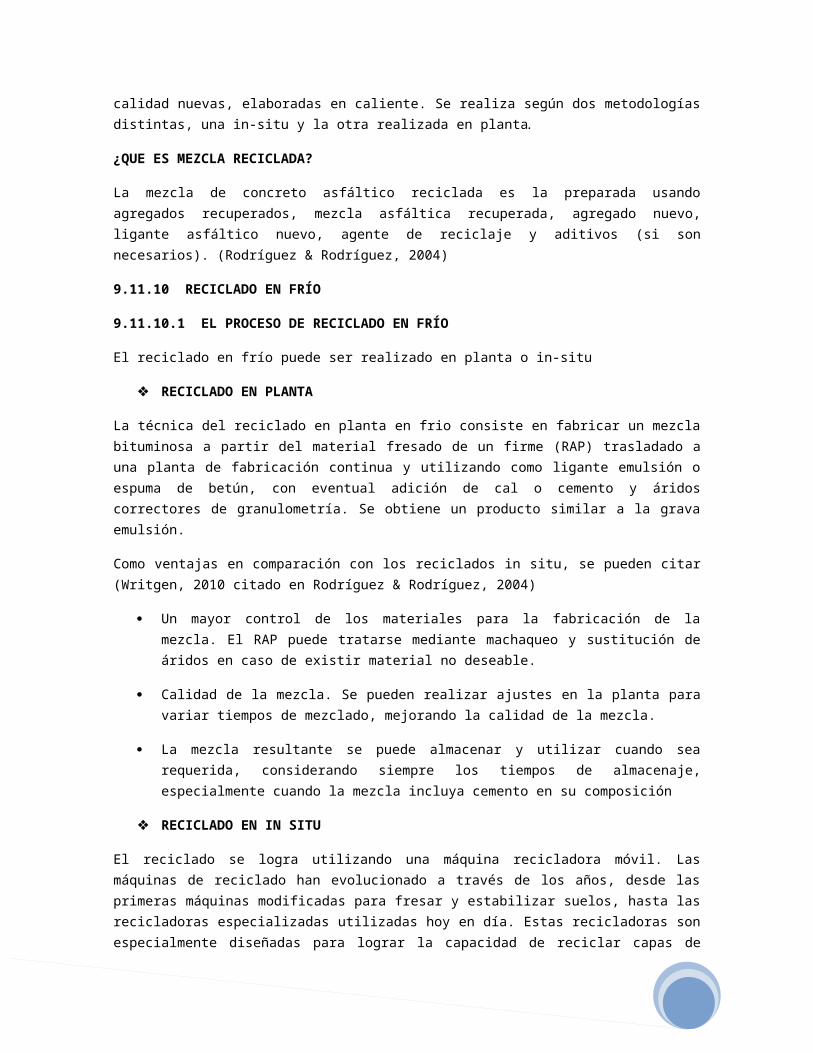
El elemento más importante de una máquina recicladora es el rotor fresador-mezclador equipado con un gran número de puntas, especialmente diseñadas para este proceso. El tambor normalmente rota y pulveriza el material del pavimento existente.
FIGURA Nª:02 TITULO: EL PROCESO DE RECICLADO
FUENTE: MANUAL DE RECICLADO EN FRIO wirtgen, 2004
9.11.11 APLICACIONES DE RECICLADO EN FRÍO
El reciclado en frío es un proceso con múltiples aspectos que puede satisfacer muchas necesidades en el mantenimiento y rehabilitación en la infraestructura vial. Dependiendo en si el material es tratado o no con un agente ligante, se pueden identificar dos categorías de reciclado en frío. Luego, como un segundo grupo de clasificación, cada categoría (con o sin agente ligante) pude ser a su vez categorizada por el tipo de tratamiento que el material recibe. Nótese que la abreviación “RAP” utilizada se refiere a “Recyled Asphalt Pavement” (Pavimento Asfáltico Recuperado), un término comúnmente utilizado en todo el mundo para el material asfáltico fresado.
9.11.12 VENTAJAS Y LIMITACIONES DE LA TÉCNICA DE RECICLADO EN FRIO
Las ventajas de la técnica de reciclado de firmes in situ en frío con emulsión bituminosa han sido señaladas por diferentes autores (Sebaaly et al., 2004 tomado de Echevarría, 2012). Se pueden destacar como ventajas de esta técnica:
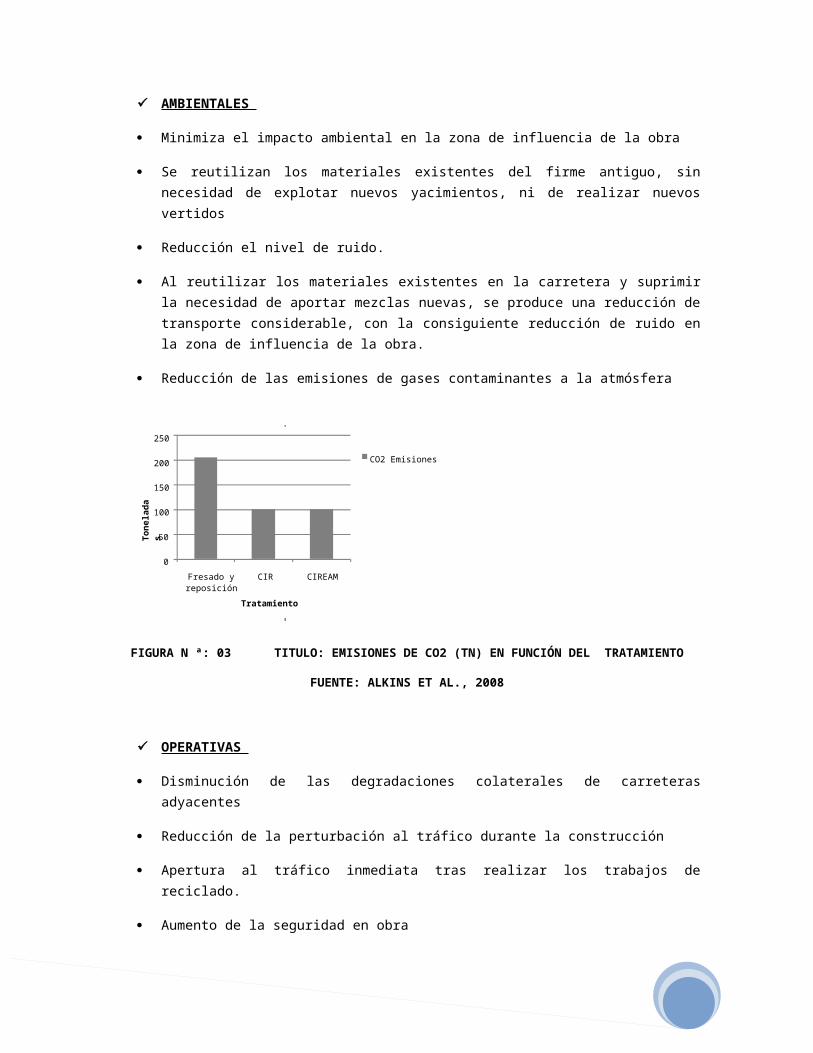
AMBIENTALES
Minimiza el impacto ambiental en la zona de influencia de la obra
Se reutilizan los materiales existentes del firme antiguo, sin necesidad de explotar nuevos yacimientos, ni de realizar nuevos vertidos
Reducción el nivel de ruido.
Al reutilizar los materiales existentes en la carretera y suprimir la necesidad de aportar mezclas nuevas, se produce una reducción de transporte considerable, con la consiguiente reducción de ruido en la zona de influencia de la obra.
0
50
100
150
200
250
Fresado y reposición
CIR CIREAM
Tone
lada
sTratamiento
CO2 Emisiones
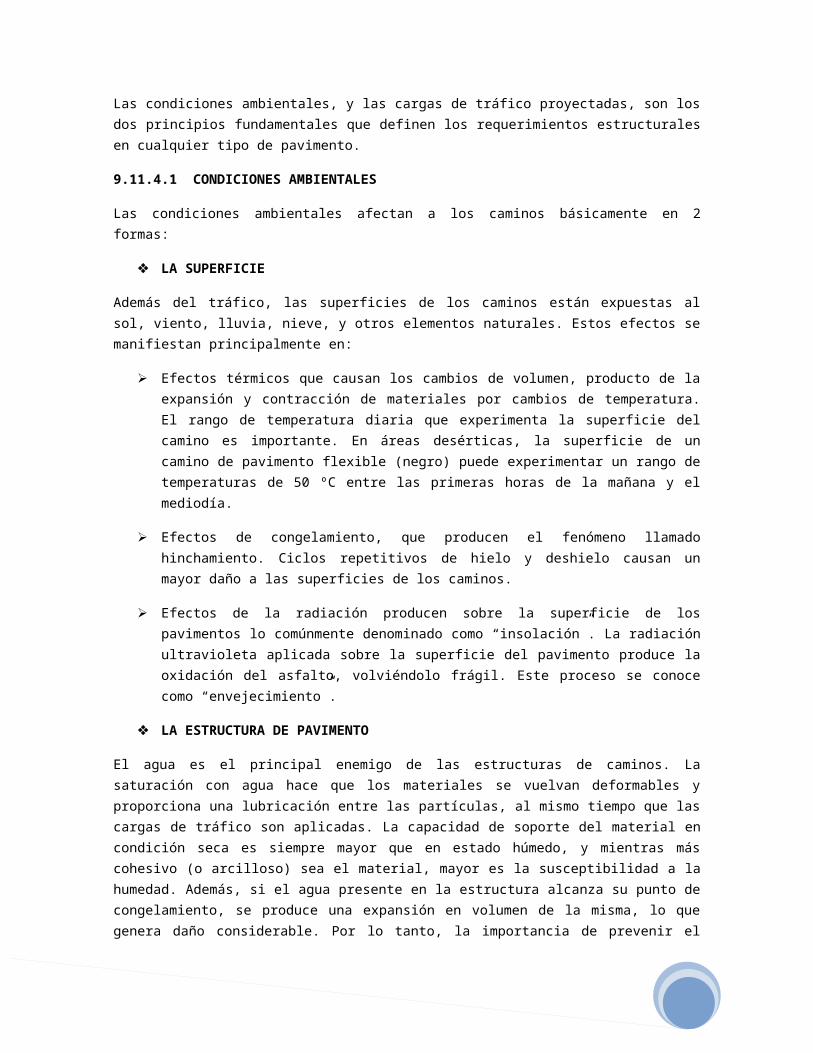
Reducción de las emisiones de gases contaminantes a la atmósfera
FIGURA N ª: 03 TITULO: EMISIONES DE CO2 (TN) EN FUNCIÓN DEL TRATAMIENTO
FUENTE: ALKINS ET AL., 2008
OPERATIVAS
Disminución de las degradaciones colaterales de carreteras adyacentes
Reducción de la perturbación al tráfico durante la construcción
Apertura al tráfico inmediata tras realizar los trabajos de reciclado.
Aumento de la seguridad en obra
TÉCNICAS
Posibilidad de actuación sobre un único carril
Posibilidad de tratamiento diferenciado en carriles de tráfico pesado respecto a los adyacentes, con eliminación del refuerzo no necesario en éstos.
Se mantienen las condiciones geométricas de las infraestructuras existentes
Además de estas ventajas, algunos estudios (Morian et al., 2005; Bermanian et al., 2006 tomado de Echevarría, 2012 ) han analizado los costes de distintas técnicas de conservación de carreteras y han puesto de manifiesto ventajas económicas que presentan los reciclados in situ en frío: se disminuye el volumen necesario de nuevos áridos a utilizar en la obra y el coste de su extracción, trituración y clasificación; no es necesario instalar una central de fabricación, ni realizar el transporte (gasóleo, aceites, desgaste de vehículos); se reduce el tiempo de construcción y el de afección al tráfico.
En cuanto a las limitaciones (Sebaaly et al., 2004 tomado de Echevarría, 2012) del reciclado in situ en frío con emulsión bituminosa, se pueden señalar las siguientes:
No todos los materiales son susceptibles de ser reciclados de forma efectiva y económica.
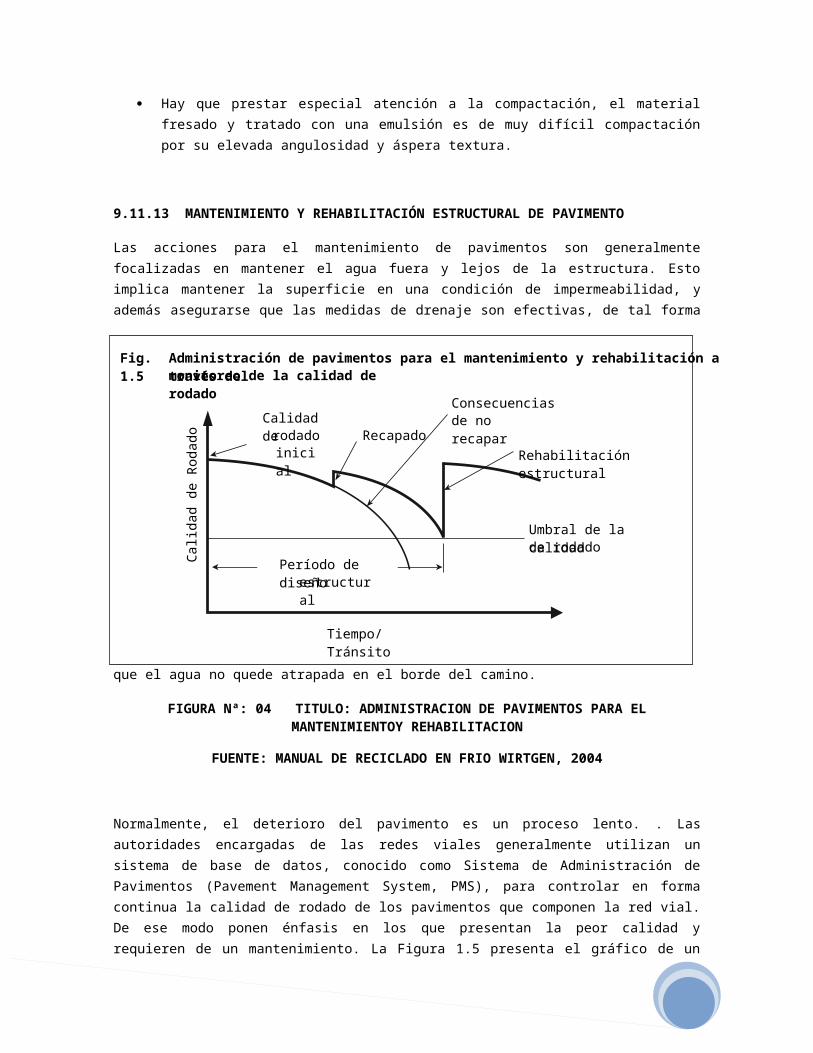
Fig. 1.5 Administración de pavimentos para el mantenimiento y rehabilitación a través del monitoreo de la calidad de rodado
Consecuencias de no recapar
Recapado
Umbral de la calidad de rodado
Rehabilitación estructural
Período de diseño estructural
Calidad derodado inicial
Tiempo/Tránsito
Calid
ad d
e Ro
d ado
La variación del material a lo largo de la actuación, puede dar lugar a variaciones en el diseño y ejecución de la mezcla.
El reciclado no permite solucionar algunos tipos de problemas habituales en los firmes, en particular los asociados a mala calidad de la explanada o de capas profundas.
No es recomendable reciclar pavimentos que contengan geotextiles antifisuras, cuando éstos se encuentren dentro del espesor del material a reciclar, porque su disgregación es complicada, y aparecerán trozos de geotextil en la superficie que se desprenderán muy fácilmente y el aspecto de la mezcla será deficiente y poco funcional.
Como cualquier otro material bituminoso, su puesta en obra depende de la climatología. No es recomendable ejecutar obras de reciclado con emulsión en los meses de invierno, con bajas temperaturas, ni en los periodos lluviosos.
Hay que prestar especial atención a la compactación, el material fresado y tratado con una emulsión es de muy difícil compactación por su elevada angulosidad y áspera textura.
9.11.13 MANTENIMIENTO Y REHABILITACIÓN ESTRUCTURAL DE PAVIMENTO
Las acciones para el mantenimiento de pavimentos son generalmente focalizadas en mantener el agua fuera y lejos de la estructura. Esto implica mantener la superficie en una condición de impermeabilidad, y además asegurarse que las medidas de drenaje son efectivas, de tal forma que el agua no quede atrapada en el borde del camino.
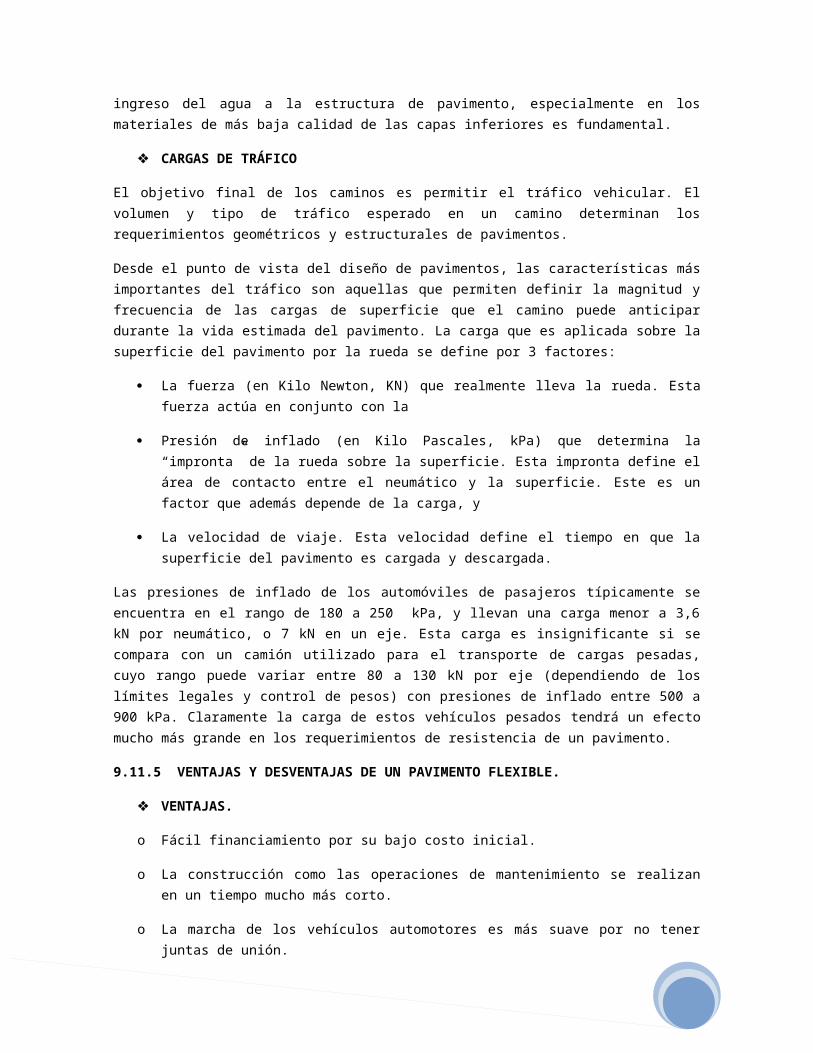
FIGURA Nª: 04 TITULO: ADMINISTRACION DE PAVIMENTOS PARA EL MANTENIMIENTOY REHABILITACION
FUENTE: MANUAL DE RECICLADO EN FRIO WIRTGEN, 2004
Normalmente, el deterioro del pavimento es un proceso lento. . Las autoridades encargadas de las redes viales generalmente utilizan un sistema de base de datos, conocido como Sistema de Administración de Pavimentos (Pavement Management System, PMS), para controlar en forma continua la calidad de rodado de los pavimentos que componen la red vial. De ese modo ponen énfasis en los que presentan la peor calidad y requieren de un mantenimiento. La Figura 1.5 presenta el gráfico de un PMS típico, el cual muestra la efectividad del mantenimiento oportuno y de las medidas de rehabilitación.
Esta figura destaca la importancia de tomar las acciones a tiempo para mantener la calidad de rodado tan alta como sea posible. La tasa de deterioro se estima mediante la calidad de rodado. Entre peor sea la calidad de rodado, mayor será la tasa de deterioro. A medida que la calidad de rodado se reduce, las acciones de mejoramiento del pavimento deberán ser mayores, así como el costo de tales medidas.
9.11.14 OPCIONES DE REHABILITACIÓN
Normalmente existen varias opciones para la rehabilitación de un camino deteriorado, y en algunas oportunidades es difícil determinar cuál es la mejor. Sin embargo, si se cuenta con la respuesta para dos preguntas importantes desde el inicio del proyecto, será mucho más fácil seleccionar la técnica correcta.
Las dos preguntas son:
¿Cuál es el problema del pavimento existente? Una rápida inspección visual más algunos ensayos básicos (por ejemplo, medidas de deflexión) normalmente serán suficientes para ser capaz de entender los mecanismos de deterioro. La importancia de éstos es determinar si el deterioro se produce sólo en la superficie del pavimento (capas superiores) o si existe un problema estructural.
¿Qué quiere realmente la autoridad vial? ¿Se espera una vida de diseño de 15 años o sólo existe un capital reducido previsto para detener la tasa de deterioro actual, y mantener el pavimento en similares condiciones durante los próximos 5 años?
Las respuestas a estas dos preguntas reducirán las opciones de rehabilitación a sólo aquellas que tienen una buena relación costo-beneficio. Si se separara la naturaleza del problema en dos categorías (superficie y estructura) de la duración del proyecto (corto plazo o largo plazo), la selección de la mejor opción es más sencilla.
Otro punto importante que afecta la decisión es la aplicación de los métodos de rehabilitación. Acomodaciones de tráfico, condiciones de clima, y disponibilidad de recursos pueden tener una influencia significativa en cómo es ejecutado el proyecto, y se pueden descartar algunas soluciones.
9.11.15 REHABILITACIÓN ESTRUCTURAL
La rehabilitación para eliminar los problemas dentro de la estructura de pavimento se entiende como una solución de largo plazo. Debe tomarse en cuenta que la estructura de pavimento está deteriorada, y también los materiales que la componen. Además, mejorar el estándar de un pavimento existente por el reforzamiento de la estructura (por ejemplo, un camino no pavimentado de grava a estándares pavimentados) puede ser considerado como una forma de rehabilitación.
La densificación (o consolidación) de los materiales granulares es, de hecho, una forma de mejorar la calidad del material. Entre mayor sea la densidad natural del material, mejores serán sus características de
resistencia. Sin embargo, las consecuencias de la densificación causan problemas en las capas subyacentes, especialmente en las capas construidas con material ligante.
Como una regla general, la rehabilitación estructural debería apuntar a conseguir el máximo beneficio a partir del valor residual del pavimento existente. Esto implica que el material que se ha densificado no debería ser perturbado. El continuo efecto de amasado del tráfico toma varios años en alcanzar esta alta densificación, y los beneficios que tal densidad ofrece debería ser aprovechada.
Varias opciones típicas para rehabilitación estructural incluyen:
o Reconstrucción total: A menudo esta es la opción preferida cuando la rehabilitación se combina con un mejoramiento de estándares que implican cambios significativos al trazado del camino. Esencialmente, la reconstrucción implica botar el material existente y construir de nuevo. En los proyectos donde los volúmenes de tráfico son altos, frecuentemente es preferible construir desvíos para evitar el problema del tráfico.
o Construcción de capas adicionales (tanto de material granular como de material asfáltico) sobre la superficie existente. Recapados asfálticos de gran espesor a veces son la solución más sencilla a un problema estructural donde el volumen de tráfico es alto.
o Reciclado profundo hasta donde se encuentra el problema del pavimento, mediante el cual se crea una nueva capa homogénea y gruesa que puede ser reforzada con la adición de agentes estabilizadores. Capas adicionales pueden ser colocadas en la superficie de la capa reciclada. Los agentes estabilizadores son generalmente añadidos al material reciclado, especialmente donde el material del pavimento existente es marginal y requiere aumentar su resistencia.
El objetivo del reciclado es recuperar la mayor cantidad de material del pavimento existente. Además de recuperar el material en las capas superiores del pavimento existente, la estructura de pavimento que se encuentra a mayor profundidad del nivel de reciclado permanece inalterada.
9.11.16 EXPERIENCIAS EN RECICLADO IN SITU EN FRÍO
9.11.16.1 ESTUDIOS DE INVESTIGACIÓN, DESARROLLO E INNOVACIÓN EN EUROPA
El reciclado de firmes es una técnica sostenible y amigable con el medio ambiente. Desde hace años, la preocupación por minimizar el impacto ambiental que pueda producir la construcción ha impulsado proyectos de investigación a nivel europeo, que intentan desarrollar las técnicas de reciclado para favorecer su utilización y aunar criterios en el marco Europeo.
9.11.16.2 PROYECTO OPTEL
Este proyecto, desarrollado desde el año 1996 al año 2000 estaba incluido en el 4º Programa Marco Brite Euram III y su nombre completo es “Emulsiones bituminosas catiónicas de rotura lenta para construcción y conservación de carreteras”.
El primer objetivo perseguía adquirir un conocimiento en profundidad de los diferentes fenómenos que intervienen en el proceso de maduración de una emulsión y que debería conducir a la elaboración de una metodología más racional de formulación y de optimización de los aglomerados en frío.
Una característica esencial de la tecnología en frío reside en el hecho de que el ligante final se obtiene después de las operaciones de mezclado, extensión y compactación seguidas por un periodo de evolución in situ. Estas fases provocan fenómenos complejos de ruptura y de coalescencia sometidos, a priori, a la influencia de numerosos parámetros presentando un fuerte nivel de interacciones. Los trabajos de OPTEL han sido en este sentido (Eckmann et al., 2001 tomado de Echevarría, 2012) orientados según dos ejes principales:
La comprensión en profundidad de los parámetros y fenómenos como el intercambio áridos/agua/emulsión, las características de las emulsiones y la simulación y comprensión de los fenómenos de ruptura y coalescencia.
Un acercamiento global de los aspectos fundamentales de las técnicas de las mezclas en frío como la envuelta y manejabilidad, compactibilidad y maduración y propiedades mecánicas finales.
De entre los resultados (Potti, 2002 tomado de Echevarría, 2012) más fructíferos de este proyecto se puede destacar la mejora en los conocimientos básicos de los siguientes campos:
Intercambios entre áridos y fase acuosa
Características interfaciales de los betunes
Control de las propiedades de las emulsiones y especialmente de la granulometría
Mecanismos de rotura, coalescencia y relajación de la forma
Mecanismos de evacuación de agua
9.11.16.3 PROYECTO PARAMIX
El Proyecto PARAMIX es un proyecto de investigación que se inició en el año 2000 subvencionado por la Comunidad Europea en el marco de su programa Competitive and Sustainable Growth (PARAMIX, GRD1-2000-25168) Sus objetivos fueron eminentemente prácticos, enfocados por un lado, a obtener un mejor conocimiento de las técnicas de reciclado en frío y en caliente y por otro, a establecer una normativa y un modelo de cálculo matemático que permitieran un mejor control y proyección de las mismas.
Para ello se analizó el comportamiento estructural de diferentes actuaciones de rehabilitación con mezclas recicladas. En particular se analizaron las deflexiones medidas antes y después de las actuaciones de reciclado, así como los ensayos de laboratorio realizados sobre testigos extraídos de dichos tramos.
Entre las conclusiones finales de este estudio se pueden destacar las siguientes (Miró et al., 2007 tomado de flor., 2012):
Las técnicas de reciclado constituyen una alternativa viable para la rehabilitación de firmes, siendo necesario poner especial atención en el diseño y puesta en obra de las mezclas recicladas.
Las actuaciones de rehabilitación con mezclas recicladas en caliente, permiten conseguir una disminución de las deflexiones mayor que la conseguida mediante los refuerzos convencionales. Aunque con las mezclas recicladas en frío esta disminución es menor, se obtiene un nivel de deflexiones comparable al obtenido con los refuerzos, aportando en cualquier caso una mejora de las capas deterioradas.
El uso de betunes modificados de alto módulo en las mezclas recicladas en caliente y de emulsiones con rejuvenecedores en las mezclas recicladas en frío, parece aportar las mejores respuestas desde el punto de vista de capacidad estructural.
La vida estimada de las diferentes tipologías de secciones rehabilitadas con mezclas recicladas, es superior a la que tendrían las secciones si se hubieran rehabilitado con un refuerzo convencional de acuerdo a la normativa vigente. No obstante, hay que tener muy en cuenta el espesor de las capas rehabilitadas, ya que las mezclas recicladas con buen comportamiento estructural pueden volverse críticas si el espesor no es suficiente.
9.11.16.4 PROYECTO SCORE
El proyecto SCORE se enmarca en el 5º Programa Marco de Investigación y Desarrollo de la Comisión Europea (Contrato nº G1RD-CT-2002-00742), técnicas de construcción medioambientalmente favorables (“EFCT- Environmentally Friendly Construction Technologies”). El título completo del proyecto de investigación fue: “Reciclado en frío optimizado basado en las ventajas de las microemulsiones bituminosas y la espuma de betún. Un sistema EFCT para la conservación y rehabilitación de carreteras”.
El objetivo global del proyecto fue profundizar en el conocimiento de las mezclas bituminosas recicladas en frío, y conseguir optimizar la técnica. El proceso de optimización cubrió las técnicas convencionales de reciclado con emulsión, así como el desarrollo de procesos innovadores mediante el empleo de la espuma de betún y de emulsiones micronizadas (o nano emulsiones). Este proyecto planteó una sistemática que cubría todas las etapas, desde la caracterización de los materiales hasta la puesta en obra de la mezcla final y la valoración coste/beneficio desde los puntos de vista técnico, económico y medioambiental.
El proyecto SCORE trató de dar respuesta a una serie de limitaciones muy concretas que la técnica de reciclado in situ con emulsión o espuma de betún plantea. Algunas de las respuestas del proyecto a las limitaciones de la técnica se describen a continuación:
Calidad del firme y de los materiales a reciclar
Para poder definir adecuadamente los requisitos de calidad de los materiales a reciclar y de calidad del firme es preciso profundizar en la influencia que tiene el tamaño de las partículas de material fresado obtenido durante el proceso de reciclado. En la primera tarea del proyecto, “Efecto sobre los tamaños de las partículas”, se cuantificaron los parámetros fundamentales (velocidad de avance, profundidad, velocidad de giro, número de picas,…)
Uno de los objetivos del proceso de disgregación del firme debe ser reducir al mínimo las partículas superiores a 25 mm. En el análisis previo del estado de las capas del firme es imprescindible conocer el nivel de adherencia entre las capas para poder predecir el nivel de disgregación que puede alcanzarse. En situaciones donde se aprecia un despegue parcial de las capas a reciclar y especialmente si la capa superior está muy agrietada es conveniente realizar alguna de estas medidas (o las tres), según la situación planteada (Froumentin et al., 2006 tomado de Echevarría, 2012):
o Un fresado previo de ambas capas con un tambor dotado de suficiente número de picas
o Reducir la velocidad de avance y/o aumentar la velocidad de rotación del tambor
o No reciclar menos de 8 centímetros de espesor de pavimento
Además durante el proyecto se constató la diferente reactividad que presentan los fresados (Odie et al., 2006 tomado de Echevarría, 2012). Se verificó que los reciclados con espuma de betún son menos sensibles a la naturaleza de los fresados y a los parámetros de formulación que los reciclados con emulsión convencional o nanoemulsión.
Finalmente, tanto a nivel de laboratorio como en los tramos experimentales se observó que el grado de envejecimiento del fresado no ha tenido una influencia directa en las propiedades mecánicas de a mezcla.
Regeneración del ligante envejecido
Otro punto tratado por SCORE fue el análisis de las posibles interacciones entre el ligante viejo y el betún nuevo. El trabajo se realizó analizando la cinética de difusión entre el ligante viejo y el nuevo (Lancaster et al., 2006 tomado de Echevarría, 2012). Esta tarea se efectuó a través de medidas reológicas. Una capa de ligante viejo y otra del nuevo, se colocaron en cada plato de un reómetro del tipo plato-plato. El módulo del sistema se estudió como una función del tiempo y se pudieron interpretar en términos de los parámetros de difusión. En paralelo, se midieron directamente cinéticas de difusión en mezclas para ver como los resultados a nivel teórico son aplicables a la situación real.
Estos y otros experimentos pusieron de manifiesto que a temperatura ambiente, la velocidad de difusión de un betún blando en un betún envejecido es extraordinariamente lenta, tanto como para pensar que en estas condiciones el tiempo necesario para que se realice la difusión, la regeneración del ligante envejecido, excede el periodo de servicio de la mezcla reciclada.
Una aportación muy interesante al proyecto fue la posibilidad de añadir aceites re generantes al fresado, previamente a su empleo. El periodo óptimo es un tiempo de espera de una semana, lo que impide su aplicación en el reciclado in situ pero lo hace perfectamente viable en el reciclado en central.
Limitaciones climáticas
Una de las limitaciones actuales del reciclado en frío es la sensibilidad al agua y escasa cohesión inmediatamente después de su puesta en obra. Esta situación se agrava bajo condiciones climatológicas adversas, alta humedad y baja temperatura.
En el proyecto SCORE se estudió el empleó de nanoemulsiones en la técnica de reciclado en frío. La reducción del tamaño de partícula de la emulsión trae como consecuencia una mayor superficie específica, lo que se traduce en una mayor capacidad de envuelta. Dicho de otro modo, con el mismo contenido de ligante residual la sensibilidad al agua es inferior. Esta observación ha sido constatada a bajos y muy bajos contenidos de ligante residual. (Lesueur et al., 2006 tomado de Echevarría, 2012).
Por otro lado la aportación de un filler activo, 0,5-1% cemento mejora notablemente tanto la cohesión como la resistencia conservada y el módulo sin perder su flexibilidad.
La cohesión inicial es un aspecto crítico en la velocidad de apertura al tráfico y en la posibilidad de que el proceso de reciclado sea menos dependiente de las condiciones climáticas.
Comportamiento mecánico de la mezcla
Es preciso diseñar y caracterizar adecuadamente la mezcla final, y los ensayos actuales de diseño, La carga aplicada en el ensayo de inmersión-compresión español y en el ensayo de Duriez francés es mucho más alta que la carga aplicada en obra. Es tan alta que en laboratorio se podría diseñar mezclas recicladas sin ligante y superar las especificaciones mínimas requeridas.
En los ensayos realizados en el reciclado con espuma de betún se ha puesto de manifiesto que las medidas de caracterización habituales, volumen de expansión y tiempo, no se han podido correlacionar con las propiedades mecánicas del material reciclado. Las modificaciones de las condiciones de fabricación de la espuma no han afectado de manera significativa a las propiedades mecánicas finales.
En la ejecución de unos tramos de prueba llevados a cabo por el proyecto SCORE se realizaron cuatro sistemas de compactación diferentes que permitieran establecer ciertas diferencias en la densidad inicial. (Leuseur et al., 2008 tomado de Echevarría, 2012) Se realizaron ensayos de compactación, con una profundidad de 8 cm y una velocidad de avance de 6m/min. La compactación estándar era:
2 pasadas de compactador liso de 15 ton. sin vibrar
2 pasadas vibrando
4 pasadas de compactador de neumáticos de 35 ton.
La compactación inversa consistió en empezar por las 4 pasadas del compactador de neumáticos, seguidas por el liso. Se llevó a cabo otra compactación idéntica utilizando un compactador liso de 19 ton en lugar del compactador de 15 ton, así como su inversa. Se observó que los cuatro planes de compactación no dieron resultados significativamente distintos con una compacidad final en torno a 86-88% de la densidad obtenida en laboratorio mediante el ensayo de Inmersión-Compresión.
Desde el punto de vista de la regularidad superficial del firme, el reciclado in situ llevado a cabo con los quipos actuales permite una mejora muy significativa. Se han obtenido reducciones superiores a un punto u próximas a dos puntos en el valor del IRI después de reciclar.
Otro aspecto clave es el grado de adherencia que se obtiene después del reciclado in situ realizado con equipos que efectúan simultáneamente la operación de fresado y la de extensión del material reciclado y que por tanto no realizan un riego de adherencia. Los datos obtenidos por el estudio reflejaron que las capas de mezcla reciclada presentan una unión a la capa inferior similar a la de las mezclas bituminosas convencionales.
La determinación del módulo de la mezcla también se analizó en este trabajo. En general se pudo afirmar que el módulo de rigidez es sobretodo dependiente de la naturaleza del material fresado. La utilización de los distintos ligantes (emulsión bituminosa, nanoemulsión o espuma de betún) tuvo una importancia menor. (Brosseaud et al., 2006 tomado de flor, 2012)
Se comprobó también que la adición de cemento o cal, en cantidades inferiores al 1%, en las mezclas recicladas con espuma de betún era el medio más seguro para mejorar las propiedades mecánicas de la mezcla y la resistencia al agua. (Eckmann et al., 2006 tomado de Echevarría, 2012)
Protección de la mezcla reciclada
Una de las limitaciones actuales de las mezclas en frío es la necesidad de realizar una protección de la mezcla extendida. En muchos documentos relativos al reciclado de pavimentos en frío se establece que se debe demorar varios días desde la ejecución del reciclado antes de la aplicación de riego de curado para no dificultar la velocidad de evaporación del agua de la mezcla. Sin embargo, la experiencia obtenida por algunas empresas del sector (Odie et al., 2006; Potti et al., 2002 tomado de Echevarría, 2012) establece que el momento más adecuado para la aplicación del riego de curado debe ser en la misma jornada. Dependiendo de las condiciones climatológicas y del tipo de tráfico la apertura al tráfico puede ser realizada en pocas horas.
9.11.16.5 PROYECTO FÉNIX
Ante una situación social que reclama una mayor seguridad en el transporte y un desarrollo de la actividad productiva bajo unas prácticas más amigables con el medio ambiente se puso en marcha el Proyecto Fénix: "Investigación estratégica en carreteras más seguras y sostenibles" (Proyecto Fénix, 2007 tomado de Echevarría, 2012). Representó el mayor esfuerzo en I+D realizado en Europa en el área de la pavimentación de carreteras con un presupuesto de 27 Millones de euros. Surgió de la 2ª Convocatoria CENIT 2007 y aglutinaba un consorcio 11 empresas y 15 centros de investigación españoles ya que este CENIT es un proyecto de participación exclusivamente nacional.
El proyecto de cuatro años de duración se estructuró en torno a 12 líneas de investigación originales que van desde el desarrollo de nanomateriales activos en la reducción de emisiones de los vehículos, al desarrollo de nuevas tecnologías de producción en plantas asfálticas más eficientes, al desarrollo de nuevas mezclas bituminosas obtenidas mediante procedimientos más amigables con el medio ambiente y más seguras ante el riesgo de accidentes, al desarrollo de sistemas proactivos de la seguridad integrados en la carretera y el aprovechamiento energético de la irradiación solar sobre el pavimento filtrante.
Uno de los temas de desarrollo integrados en este proyecto es el Reciclado en frío. El objetivo de esta actividad es generar los conocimientos para desarrollar la tecnología del reciclado en frío y obtener mezclas asfálticas de altas prestaciones que permitan en un futuro su implantación a gran escala en toda la red viaria de España, y en tanto que se trata de tecnología exportable, en el resto del mundo.
La falta de información tecnológica previa que pueda suministrar información sobre las deficiencias y necesidades de este tipo de reciclado es un inconveniente para el estudio de esta tecnología. Para dar solución a este problema se ha generado un background de reciclados de pavimento bituminosos existentes en España, aportando datos técnicos sobre los estudios previos y posteriores al reciclado. Adicionalmente se ha realizado un seguimiento de tramos ya reciclados con diferentes tecnologías y se han evaluado sus propiedades mecánicas. Los ensayos realizados sobre los testigos procedentes de las capas recicladas en frío con emulsión ponen de manifiesto que las capas realizadas presentan una gran cohesión y un elevado módulo, similares al de una mezcla nueva en caliente tipo grueso.
Algunos resultados parciales de los trabajos realizados hasta ahora, dentro de la línea de Reciclado en frío, ponen de manifiesto que las capas recicladas con emulsiones con rejuvenecedores presentan una gran cohesión y un elevado módulo, similares al de una mezcla nueva en caliente tipo grueso. Estos resultados evidencian una difusión efectiva del rejuvenecedor a través del betún envejecido de la mezcla.
VIII.12 Definición de términos
RehabilitaciónRetiro en forma total o parcial de la carpeta de rodadura, cuando existan fallas en la estructura del pavimento.
RecapadosConstrucción de capas adicionales (tanto de material granular como de material asfáltico) sobre la superficie existente
FillerPolvo mineral que se agrega durante el proceso de mezclado.
nanoemulsiónConsiste en una emulsión bituminosa.
V. HIPÓTESIS Y VARIABLES VIII.13 Hipótesis general
El uso de material reciclado de pavimentación en frio, influye positivamente en el grado de compactación a nivel de carpeta de rodadura, en la rehabilitación de vías urbanas en la ciudad de Puno, porque su uso es económico, amigable con el medio ambiente y sobre todo presenta un comportamiento estructural satisfactorio entre otros beneficios.
VIII.14 Hipótesis especificas
1.- El uso de material pétreo reciclado de pavimentos en frio, influye positivamente en el grado de compactación a nivel de carpeta de rodadura, en la rehabilitación de vías urbanas en la ciudad de Puno, porque su uso es económico, su comportamiento estructural es satisfactorio además que ofrece otros beneficios.
2.- El uso de material asfaltico reciclado de pavimentos en frio, influye positivamente en el grado de compactación a nivel de carpeta de rodadura, en la rehabilitación de vías urbanas en la ciudad de Puno, porque su uso es económico, su comportamiento estructural es satisfactorio.
VIII.15 Operacionalizacion de variables e indicadores
Variable independiente: material reciclado de pavimentos en frio.Variable independiente: rehabilitación de vías urbanas en la ciudad de Puno
VI. DISEÑO METODOLÓGICO DE LA INVESTIGACION VIII.16 Tipo de investigación
Aplicada: dado que su utilización, de la presente investigación es aplicable en ingeniería civil.
VIII.17 Nivel de investigación
Descriptiva
VIII.18 Población y muestra
Población: pavimentos urbanos reciclados de la ciudad de PunoMuestra: briquetas obtenidas del pavimento reciclado
VIII.19 Técnicas e instrumentos
Técnicas:Observación simple indirecta (empleo de equipos)
Instrumentos
Mecánicos documentalesCompresoras formatos
Balanza analítica papelesHornos, etc
VII. REFERENCIAS BIBLIOGRAFICAS
Echevarría, J. M. (2012). Estudio del procedimiento de compactación en laboratorio para mezclas recicladas en frío con emulsión bituminosa.Tesis de doctorado no publicada, Universidad de Granada, Granada, España.
Flor, G. F. (2012). Aprovechamiento de hormigón reciclado en obras vialesTesis de maestría no publicada, Universidad Nacional de la Plata, La Plata, Argentina.
Rodríguez, C. E. y Rodríguez, J. A. (2004). evaluación y rehabilitación de pavimentos flexibles por el método del reciclaje Tesis de graduación no publicada, Universidad de el Salvador, El salvador, San Salvador.
Wirtgen Group, (2004). Manual de Reciclado en Frío. Alemania: Wirtgen GmbH.
VIII. ANEXOS
Matriz de consistencia
Talleres desarrollados en clase