Embed Size (px)
Citation preview
UNIVERSITI PUTRA MALAYSIA
MANAGEMENT INFORMATION SYSTEM AT HUME CEMBOARD FIBRE CEMENT DIVISION
VICKNESWARAN SUBRAMANIAM
GSM 1997 30
MANAGEMENT INFORMATION SYSTEM AT
HUME CEMBOARD FIBRE CEMENT DIVISION
VICKNESWARAN SUBRAMANIAM
45184
THIS PAPER IS PREPARED
AS PARTIAL FULFILLMENT FOR
MASTERS IN BUSINESS ADMINISTRATION
FAKULTI EKONOMI DAN PENGURUSAN
UNIVERSITI PUTRA MALAYSIA
SERDANG,SELANGOR
1997
PENGESAHAN KEASLIAN LAPORAN
DENGAN INI SAYA VICKNESWARAN SUBRAMANIAM
NO MATRIK 45184
PROGRAM MASTERS OF BUSINESS ADMINISTRATION
MENGAKU BAHAWA PROJEK I KAJIAN KES UNTUK KURSUS PSN598
ADALAH HASIL SAYA SENDIRI.
...... ~ .... ... ...... . VICKNESWARAN SUBRAMANIAM
JABATAN PENGURUSAN
FAKULTI EKONOMI DAN PENGURUSAN
UNIVERSITI PUTRA MALAYSIA
DENGAN INI DISAHKAN BAHAWA KERTAS PROJEK YANG
BERTAJUK "MANAGEMENT INFORMATION SYSTEM AT HUME
CEMBOARD FIBRE CEMENT DIVISION " TELAH DITERIMA
SEBAGAI MEMENUHI SEBAHAGIAN DARIPADA SYARAT
PENGANUGERAHAN IJAZAH SARJANA PENTADBIRAN
PERNIAGAAN.
TANDATANGAN PENYELlA,
L lA Il'L ... !. . ... . ..... . . :.:-... II·\J.I./.J.Y.J··· . . ..
PROhiAoYA DR SAMSINAR BT MD SIDIN
ACKNOWLEDGEMENT
I WOULD LIKE TO THANK PROF MADYA DR SAMSINAR BT
MD SIDIN FOR SUPERVISING ME IN THIS CASE STUDY
AND MY PARENTS FOR GIVING ME MORAL SUPPORT IN
COMPLETING MY MBA.
ABSTRACT
This case study is about Hume Cemboard Fibre Cement
Division which is facing problems of poor information flow
system and high staff turnover. A few scenarios and operations
in each department has been used to describe the problem.
The alternatives are :
1) Hire more staff
2) Develop a Management Information System and
motivate current staff
Developing a Management Information System and motivating
the current staff has been proposed to overcome the problem.
SCENARIO 1
SCENARIO 2
SCENARIO 3
CASE STUDY
1.0 INTRODUCTION
TABLE OF CONTENTS
2.0 ORGANIZATION STRUCTURE
3.0 OPERATIONS
4.0 MARKETING DIVISION
5.0 PRODUCTION DEPARTMENT
6.0 QUALITY CONTROL DEPARTMENT
7.0 FINANCE DEPARTMENT
7.1 ENGINEERING STORE
7.2 FINISHED GOODS STORE
7.3 PURCHASING
7.4 ACCOUNTS
8.0 ENGINEERING DEPARTMENT
9.0 RESEARCH AND DEVELOPMENT DEPARTMENT
10.0 HUMAN RESOURCE DEPARTMENT
PAGE
1
3
5
7
9
9
11
12
15
15
18
19
20
CASE ANALYSIS
1.0 PROBLEM IDENTIFICATION
2.0 ANALYSIS
3.0 ALTERNATIVE SOLUTION
4.0 EVALUATION OF ALTERNATIVES
5.0 SELECTION OF ALTERNATIVE AND
FEASIBILITY STUDY
6.0 RECOMMENDATION - MIS AND MOTIVATION
6.1 INTRODUCTION
6.2 APPLICATION
6.2.1 TRANSACTION PROCESSING SYSTEM
6.2.2 OFFICE AUTOMATION SYSTEM
6.2.3 PROCESS CONTROL SYSTEM
6.2.4 MANAGEMENT INFORMATION SYSTEM
6.2.5 DECISION SUPPORT SYSTEM
6.2.6 EXECUTIVE INFORMATION SYSTEM
7.0 CONCLUSION
8.0 REFERENCE
PAGE
21
22
31
31
33
35
48
50
TABLE OF CHARTS
PAGE
CHART 1 - REJECT RATE FOR JAN - AUG 1997 2
CHART 2 - DOWNTIME RATE FOR JAN - AUG 1997 4
CHART 3 - STOCK VARIANCE RATE FOR JAN - AUG 1997 6
CHART 4 - HONG LEONG STRUCTURE OF COMPANIES 8
CHART 5 - ORGANIZATION CHART FOR HUME FIBRE
CEMENT DIVISION 10
CHART 6 - PROCESS FLOW 13
CHART 7 - PRODUCTION DEPT ORGANIZATION CHART 25
CHART 8 - THE COST OF DETECTING A DEFECT 26
CHART 9 - ENGINEERING DEPT ORGANIZATION CHART 28
CHART 10 - X-BAR CONTROL CHART
(BEFORE ADJUSTMENT) 45
CHART 11 - X-BAR CONTROL CHART
(AFTER ADJUSTMENT) 45
SCENARIO
Scenario 1 (Rejects)
The mam constituents of conugated roof sheets are cement,
asbestos, kraft and other recycle material. The proportion is around 85%
cement, 10% asbestos and 5% of other materials. These material are mixed
and compressed at a pressure of 7 bar to obtain sheets of specific gravity
(compactness) of 1.5. If the specific gravity is low, it means the materials
are not compacted well. This causes the sheets to have lower strength and
break easily.
Specific gravity can only be measured after sheets are hardened (24
hours after manufacturing). Yield is a function of specific gravity and
thickness. Yield can be measured more frequently, so yield is used to
monitor specific gravity.
Yield a. Specific gravity x Thickness
Yield is measured once per shift (8 hours once) and the figure is filled in
the shift log. The shift log is passed to the Production Engineer and Plant
Manager at 8.00 o'clock every morning.
On the 24/7/97, all 3 shift had high yield. Action was only taken after
24 hours when the Plant Manager got the shift log. It was found that the
pressure applied to compact the sheets was 5.5 bar due to a leak in the
hydraulic system. This caused rejects of 100 tonnes which amounts to
RM70,OOO. The reject rate is quite alarming from the month of May 1997.
Refer to Chart 1. 1% reject amounts to RM30,OOO.
1
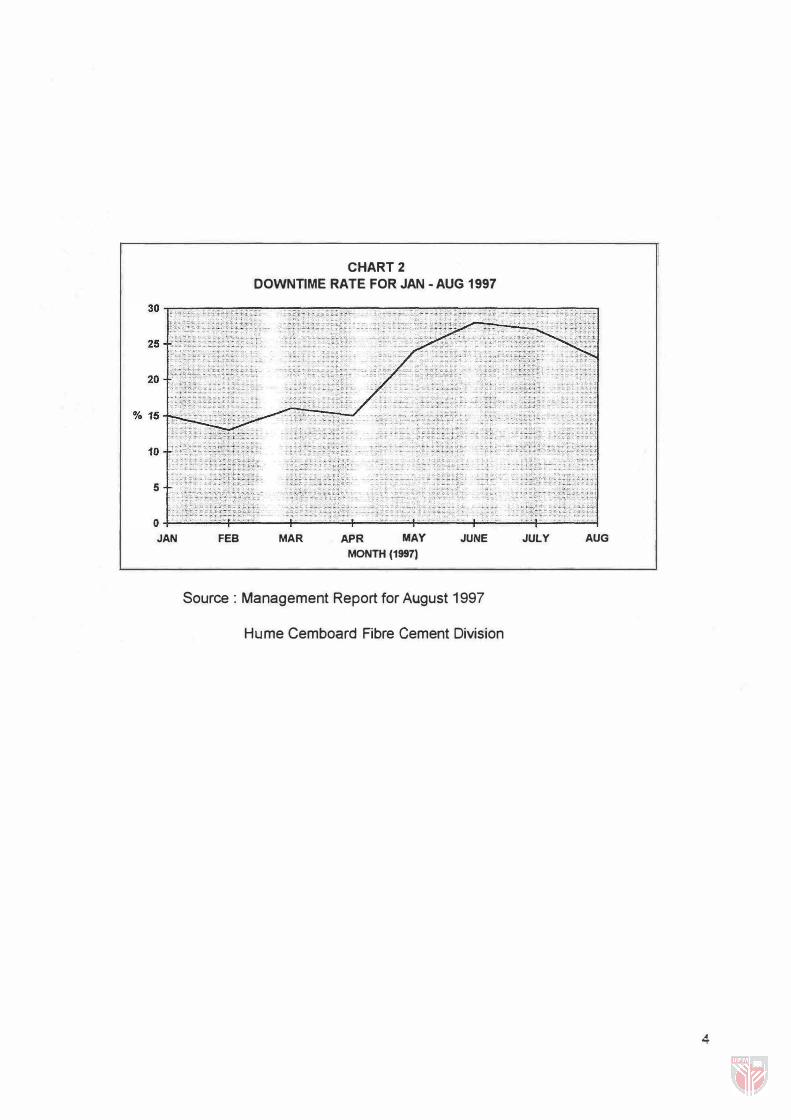
CHART 2 DOWNTIME RATE FOR JAN - AUG 1997
5
o ��������� JAN FEB MAR APR MAY
MONTH (19971
JUNE
Source: Management Report for August 1997
Hume Cemboard Fibre Cement Division
JULY AUG
4
Scenario 2 (Downtime)
Since the Maintenance Engineer, Mr Hii left the company in May
1997, no proper records were kept on the maintenance and machine
breakdown.
Recycle water is pumped to the cone tank for storage before being
used back in production. One of our raw material is cement, so the chances
of pipeline getting choked with cement is high.
When recycle water cannot be pumped to the cone t� it must be
released to the drain and stored in a specified area before sending for
disposal at Kualiti Alam Sdn Bhd. Each tonne of waste sent to Kualiti
Alam Sdn Bhd cost RM600. During the recent problem with the recycle
water, RM45,000 was used to dispose the waste.
There can be two reasons for the drop in efficiency of pumping
recycle water to the cone tank :
a) The recycle water pump needs repair.
b) The pipeline from the recycle water pit to the cone tank is choked
with hard cement.
Six months ago, similar problem occured and the reason was pipeline
choke. It took 7 days to solve the problem. On the 19/8/97, the same
problem occured and the maintenance crew took 7 days to solve the
problem because they were trouble shooting again. The downtime rate is
also alarming from May 1997 onwards. Refer to Chart 2 for the trend.
10% downtime cost RM3 5,000.
3
600
450
400
350
w 300 0 < 250 z z 0 200 t-
150
100
50
0 JAN FEB
CHART 3
STOCK VARIANCE FOR JAN - AUG 1997
MAR APR MAY
MONTH (1997) JUNE
Source: Management Report for August 1997
Hume Cemboard Fibre Cement Division
JULY AUG
6
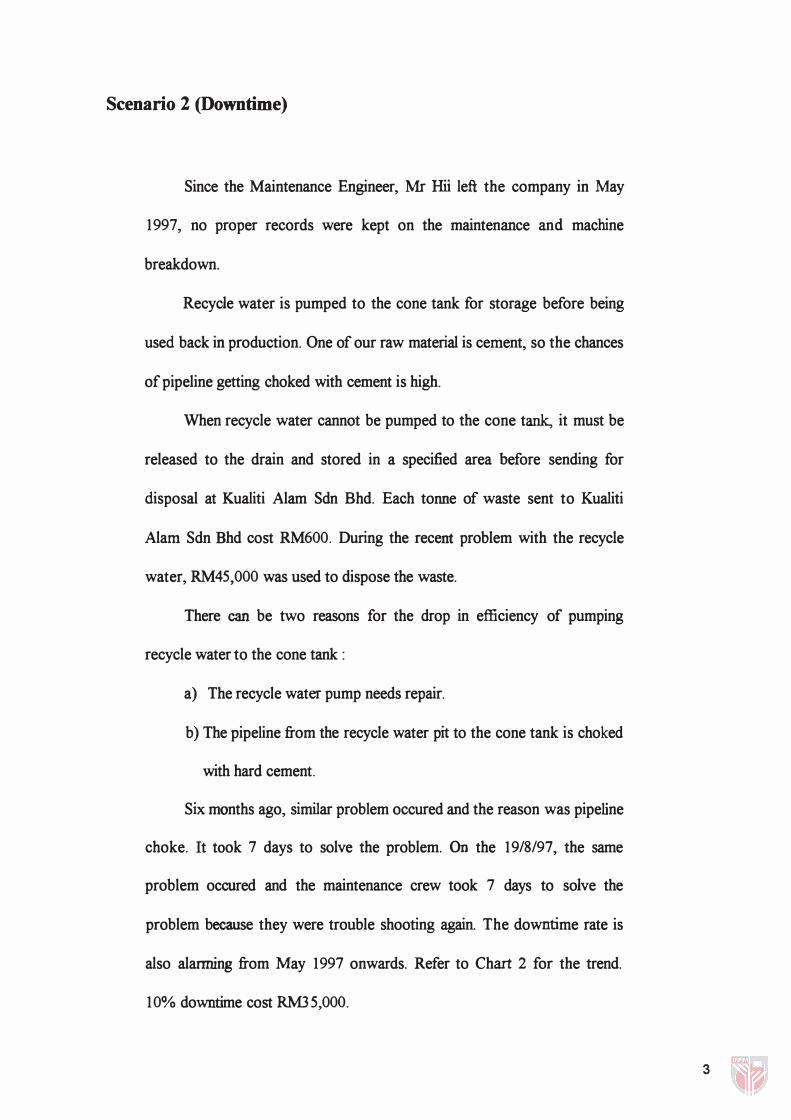
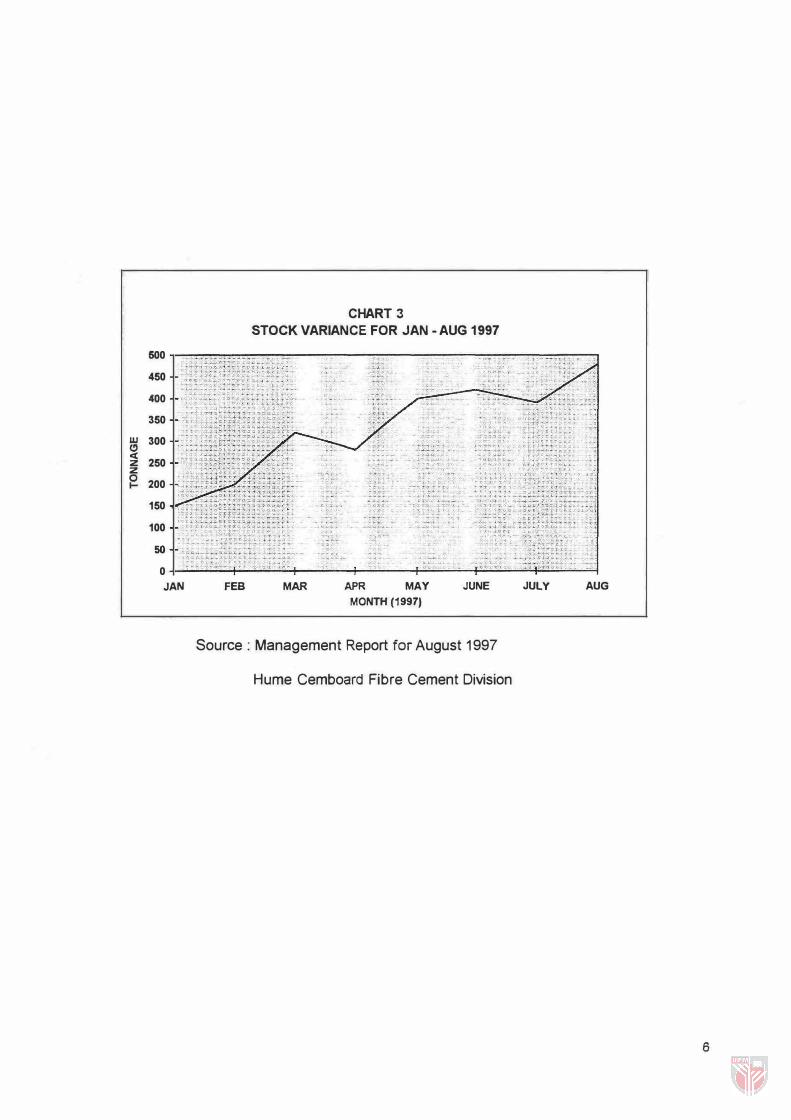
Scenario 3 (Finished Goods Management)
Every product (stack of 1 00 sheets) manufactured will have a move
ticket attached to it for identification. When it is transfered from the
production area to the Finished Goods Store area (yard), the FGS staff will
tear one part of the ticket from the stack and enter the total transfer into
the computer.
These figures will be compared to the production figures given in the
shift log. The reconcillation of these both figures is only done 5 days once
because of manpower shortage.
On the 517/97, Mr Pannir found that there were differences between
the move ticket and shift log. When he tried to check at the yard, he
couldn't find the stacks, probably the sheets has been delivered. At the
despatch side, no move ticket numbers are recorded.
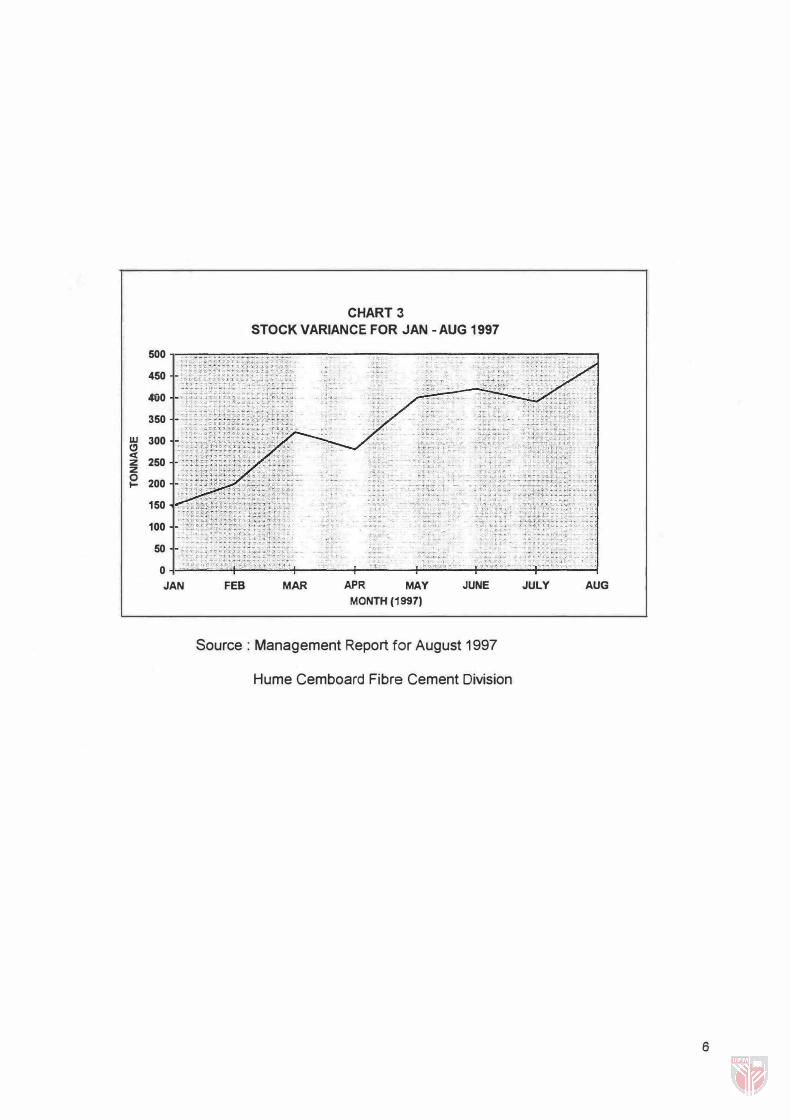
At the end of each month, stocktake will be taken to compare
physical stock with book figures. If there is a variance of 100 tonnes,
factory need to keep a buffer stock of the equivalent to avoid delivery
problems. Keeping 100 tonnes of stock means holding cost of RM500 a
month. Refer to Chart 3 for the trend of stock variance.
5
500
450
4'00
350
w 300 (!) <
250 z z 0 200 �
150
100
50
0 JAN FEB
CHART 3
STOCK VARIANCE FOR JAN -AUG 1997
MAR APR MAY
MONTH (1997) JUNE
Source: Management Report for August 1997
Hume Cemboard Fibre Cement Division
JULY AUG
6
CASE STUDY
CASE STUDY
''The way the company reacts to technology depends on the situation, our
needs and requirements. So sometimes we take a wait-and-see attitude
and sometimes we move to adopt new technologies more quickly. We
don't necessarily wait and watch others test out a technology before we
use it ourselves. It is important to keep close to the leading edge of
technology because in the present context of business, Infonnation
Technology drives competition."
- Peter Lim, Chief Operating Officer, Hume Group
1.0 INTRODUCTION
Hume Cemboard Bhd is a subsidiary of Hong Leong Group which has a market
capitalisation of RM 16 billion. It is situated at Jalan 219 off Federal Highway. An
Australian started the company in 1967 but Hong Leong took over in the year 1981.
Hong Leong is a conglomerate with 4 IG (Intennediate Group) � Hume, Hong
Leong Industries, Guoco and Hong Leong Credit. Each IG manages around 50
companies. Hume is dealing with the construction industry. Companies under Hume are
Hume Cemboard, Hume Readymix, Hume Concrete, Hume Steel and others. Hume
Cemboard has 4 division; Fibre Cement Division (Pl), Prima Board Division (Kanthan),
Cemboard Division (Chembong) and Marketing Division. (Refer to Chart 4)
7
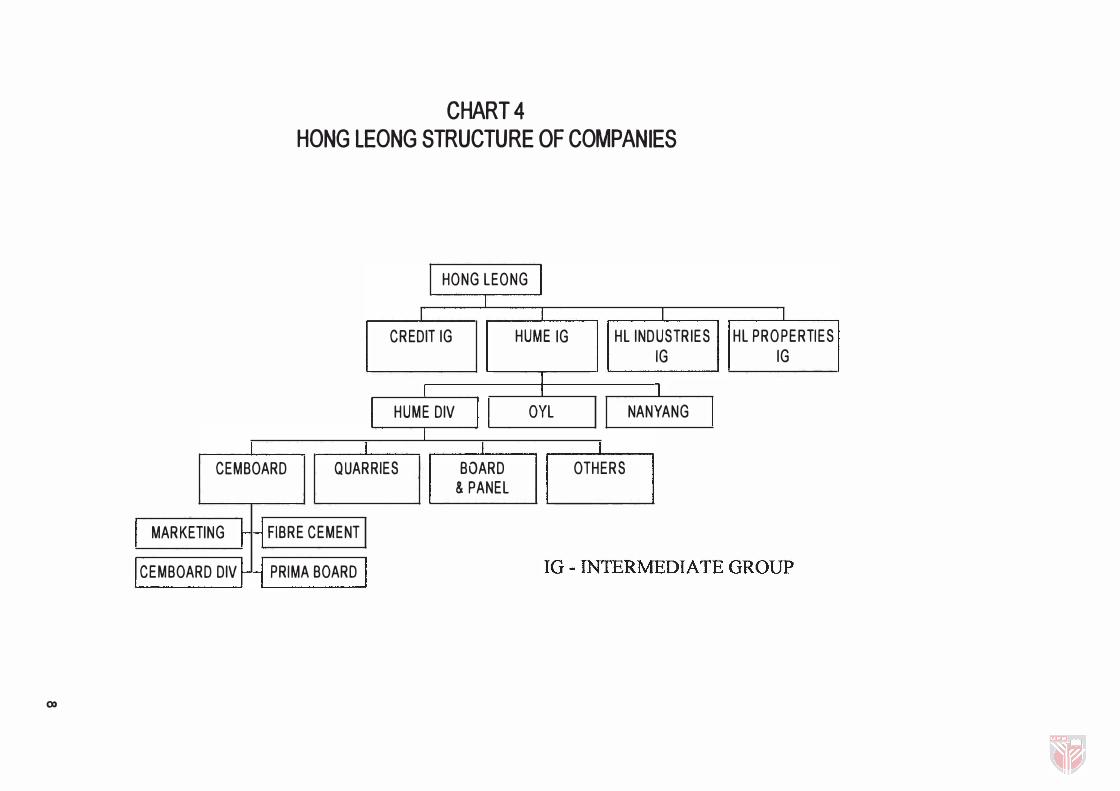
CHART 4
HONG LEONG STRUCTURE OF COMPANIES
HONG LEONG I I
I I I CREDIT IG HUME IG HL INDUSTRIES HL PROPERTIES
IG IG I
I I I I HUME DIV OYL NANYANG I I
I I CEMBOARD QUARRIES BOARD OTHERS
& PANEL
I MARKETING � -1 FIBRE CEMENT
I CEMBOARD DIV PRIMA BOARD I
co
Hume Cemboard Bhd Fibre Cement Division (HC FC) produces asbestos cement
corrugated roof sheets and asbestos cement flat ceiling sheets. HC FC consists of 7
departments. The departments are Human Resource Department (HR), Research and
Development Department (R&D), Production Department, Engineering Department,
Quality Control Department (QC), Finance Department and Purchasing Department.
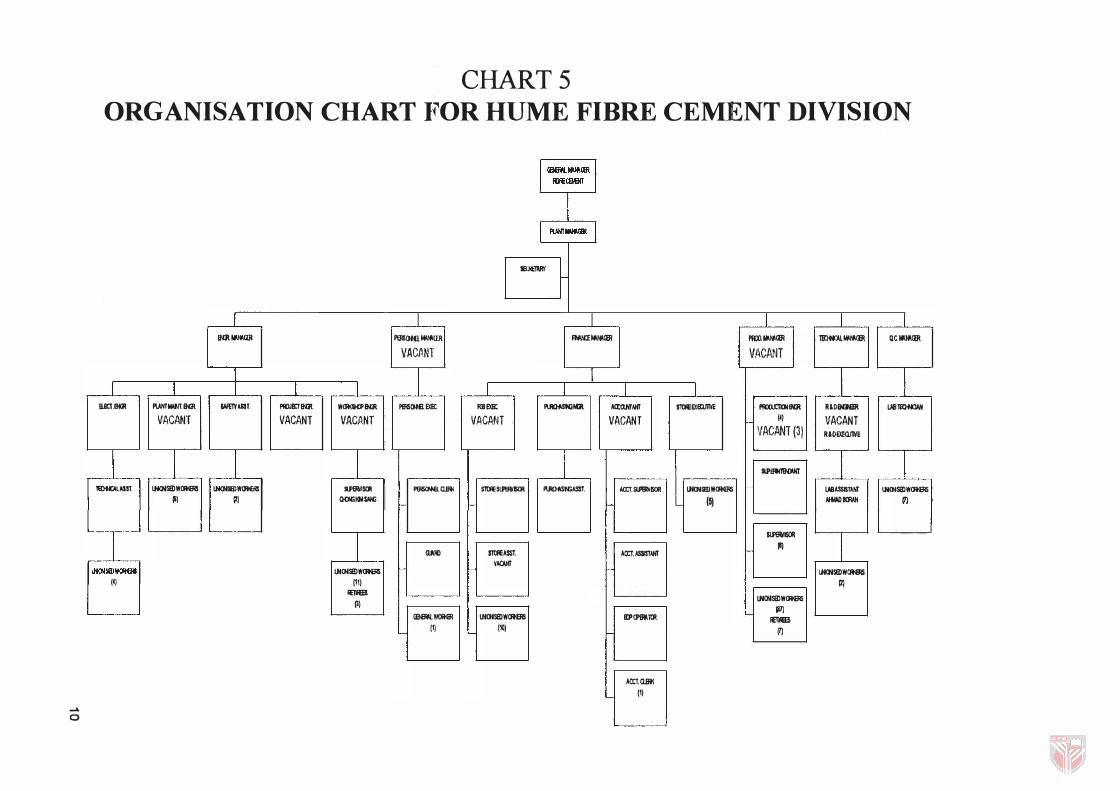
2.0 ORGANIZATION STRUCTURE
The General Manager heads the organization. Under him is the Plant Manager.
Plant Manager is assisted by 6 Head of Departments (HOD) under him. Each HOD has a
number of Executives under them to assist them. The actual organization is shown in
Chart 5.
From the month of May 1997 onwards turnover was high in the Executives and
Managers level (48%) due to the increased job oppurtunities. So the vacancies created are
shown in Chart 5. The Human Resource Department has been trying to find replacement
but couldn't find suitable candidates yet.
3.0 OPERATIONS
In this factory we have two main production lines. One of them produces asbestos
cement corrugated roof sheets. The other line produces asbestos cement flat ceiling sheets.
There are 144 workers in this factory working on three shifts. Our annual net profit is
9
CHARTS ORGANISATION CHART I?OR HUME FIBRE CEMENT DIVISION
I���I \ PWfl_\
I£lmIII'I
I I 1 I I IIIJ\fl,tMaR I'!nClffi_aR III\NJ:M\III� PlmM\�� 1IOt«:AL _� QC_�
VAC�.Nr VACANT
I I r T r I I I I I I I 1UI:r.1IQI PWfl"lltllllQl INUfA6S1 PIIlJa:r1NR WQf(1I(I'INR PlRicmi EX£C. f(lIEX£C I'\I¥lMNiIG AO:ClHI'ANT S11lR:EXBlJII/E PIIlCI.tlICJjIllJ\ RlD9lHER lAB 1lIlUlAN
VACANT VACANT VACANT VACANT VACANT (�) VACANT VACANT (31 R1DEXEOJIlIE
T I I I SlP8WIIJOOil I I 1I!mC\lASSl LNalSIDWtMRI LNalSIDWtMRI SIP�SCR PIR>!mlllJll( S11lR:Sll'!RIlSaI PLIDlIStGASSl. ACCT.SlfIR'iIlOR !NDlSlDWCIKRi lABASSSTANT LNalSIDWCIKRi
�) III QOO�SAN:; (5) AHoIIDSCfI.\H (1)
i "-I- ---
I IlI'!RIISaI I III taR) S11lR:ASSI ACCT. ASSISTANT
VACAIIf
U !NalSIDWCIKRi LNalSIDWCIHRI
(I) (11) III IaRI!I P) !NalSIDWCIKRi
I11l <lHII\l waMll !NalSIDWCIKRi 1IPCPS\I.1lR If1IIm
(1) (10) (1)
Aa:lllJll(
(1) .... o
around RMIOmillion. All the workers are male because it is considered a heavy industry
which requires hard labour.
4.0 MARKETING DIVISION
Marketing Division consists of 25 staff and they have 5 branch offices all over
Malaysia. Their job function is to study the market condition, find sales, arranging
transportation of sheets, attending customer complaint and provide daily outstanding
orders for production. Daily outstanding orders are faxed to the Production Department.
Normally marketing staffs get their information from newspapers and dealers. This
information is used by them to forecast sales. Their function also includes finding
customers and promoting our product domestically and internationally. This may include
promotion strategies such as advertising. We normally sell to 25 selected dealers
(hardware) who acts as middlemen to the end users. We also sell to big projects like
schools, mosques, new housing areas and other large orders (without going through
dealers). When Marketing Division gets their sales order, they communicate to Production
Department to cater for their needs. If there is any non-standard product, they may need
production advice on it's capability to produce this products. Marketing also has a few
transporters (lorries) which they need to coordinate to transfer sheets to customers.
Sometimes there will be functional defects Oongitudinal crack, transverse crack,
soft) and cosmetics defects ( bits, indent, watermark). When this happens, customer will
send a customer complaint form to the branch manager. Branch sales personnel will go to
the site and evaluate the damages taking photos if necessary. These evaluation will then be
11
forwarded to the Marketing Department in P J for necessary actions. If the damage is not
clearly described or if it is an unusual problem, then Marketing will send a Marketing
Executive with a QC staff to the site. Customer complaint will be prepared by these
personnel with an estimate of cost that will be incurred to overcome this problem. Then
Finance Department will look into the Customer Complaint Report and issue Credit Note
to compensate those customers involved.
5.0 PRODUCTION DEPARTMENT
Production department consists of a Production Manager, Production Engineer
and a Superintendent. There is also Supervisors for each shift. So for the existing two
production lines, there will be 6 Supervisors.
Raw material used are asbestos fibre, cement, recycle kraft, calcium carbonate and
recycled sludge. Formulation to be used will be given by R&D Department to the
Production Department. Different formulation is used for different products. The
formulation also change when there is quality problem with the asbestos fibre or the
cement.
The first section is the Fibre Treatment plant where asbestos fibres will be 'opened'
to increase surface area by using Kollergang. The next section is the Preparation Plant
where formulated amount of raw materials are mixed. Then the mixed solution (slurry)
goes to the third section., board machine where the slurry is compressed to produce sheets
of specified thickness. The fourth section is the stacker where flat compressed sheets are
cut into required size and corrugated (made into wavy form) and templates (steel plates)
1 2

are placed in between the sheets so that the wet sheets don't stick on each other. The
corrugated sheets then go through a tunnel at 38 C where it hardens. The fifth section is
the stripping (destacker) section where sheets are separated from the templates and are
stacked into 100 sheets per stack. Refer to Chart 6.
CHART 6
PROCESS FLOW
FIBRE PREPARATION PLANT
1 RAW MATERIAL PRE PARA TION PLANT
1 BOARD MACHINE
1 STACKER
1 TUNNEL
1 STRIPPING
Source : Familiarisation Report by Vickneswaran I 1995
Hume Cemboard Fibre Cement Division
13
Checklist are filled at every section: fibre treatment plant, raw material preparation plant,
board machine, stacker and stripping. Each shift operator is responsible to fill in the forms
every hour. They are supposed to be filled in every hour. Operators normally fill the forms
at the end of the shift because no one seems to check these checksheet or take any action
based on these checksheet. The shift supervisor will then transfer data from the checksheet
to the Shift Log (in four copies) which is then passed to the Plant Manager, Finance
Department, Quality Control Department and EDP Section.
The Shift Log is prepared at the end of each shift but it is only distributed every 24
hours (at 8.00 am). The Production Engineer is required to verify the correct transfer from
the checksheet to the shift log. The Plant Manager uses the Shift Log to monitor yield,
output, downtime and other machine running condition. High yield means the specific
gravity (compactness) is low and the sheets can break easily.
The Finance Department is interested in the yield, efficiency and quality which
have financial implications. QC Department will relate the machine running condition with
the quality of the sheets produced. The EDP Section will key in the quantity sheets
manufactured on that day in its database. This figures will then be compared to the actual
physical stock at the yard (yard is considered as the store for storing the sheets). Each
stack is labelled with tickets by the stripping machine operators which will be collected by
the FGS personnel to verify with the figures in the database at EDP Section (from the
Shift Log). If the FGS personnel doesn't tum up on a day, then the tickets will only be
collected on the next day. Reconciliation with the Shift Log is only done after 5 days
because we are short of staff. When there is some errors, it is very hard to trace because
by 5 days the sheets would have been mixed with other sheets produced earlier.
14