Embed Size (px)
Citation preview
UNIVERSIDAD AUTONOMA METROPOLITANA
,' DIVISION DE CIENCIA BASICAS E INGENIERIA
UNIDAD IZTAPALAPA
/' INGENIERIA QUIMICA
LABORATORIO DE PROCESOS Y DISEÑO I11
PROYECTO TERMINAL
v' DISEÑO DE UNA PLANTA HIDRODESULFURADORA DE
GASOLINA
/ALUMNOS : BARRERA TAPIA ARTURO 90321981 JIMENEZ GARCIA FAUSTO 92321372 VALENCIA FERNANDEZ JOSE DE JESUS
ASESORES : DR. JOSE ANTONIO DE LOS REYES HEREDIA DR. TOMAS VIVEROS GARCIA
"
ABRIL DE 1998- -
AGREDECIMIENTOS
Al Consejo Nacional de Ciencia y Tecnología (Proyecto CONACYT 4288 P-A9608) por el financiamiento en la etapa experimental de este proyecto y por las becas otorgadas.
Al Dr. José Antonio de los Reyes Heredia y Dr. Tomas Viveros Garcia por el apoyo y enseñanzas brindadas.
Y por toda la ayuda y conocimientos que compartieron con nosotros agradecemos a :
M. en C. Gustavo Pérez López. M .en C. José Guadalupe Pacheco Sosa. M. en C. José Escobar Aguilar.
INDICE PAGINA
I.- INTRODUCCION 1
11.-OBJETIVOS 2
111.-GENERALIDADES DE LA GASOLINA 3 111.1 CARACTERISTICAS DE LA GASOLINA 3
1V.- ESTUDIO DE MERCADO IV.l.- OFERTA Y DEMANDA IV.2.-PROYECCION A FUTURO IV3.-CONCLUSIONES
5 5
14 14
V.-LOCALIZACION DE LA PLANTA 16
VI.-PROCESOS DE HDS 21 VI.l.- PROCESO DE HDS DE GASOLINA IFP 21 VI.2.- PROCESO DE HDS DE GASOLINA 1 23 VI.3.- PROCESO DE HDS DE GASOLINA 2 23 VI.4.- PROCESO DE HDS DE GASOLINA EXXON 26 VI.5.- ELECCION DEL PROCESO 28
VI1.- CAPACIDAD DE LA PLANTA 31
VII1.- PARTE EXPERIMENTAL 33 VIII.l.- ANTECEDENTES BIBLIOGRAFICOS 33 VIII.2.- ASPECTOS FUNDAMENTALES 35
VIII.2.1.- METODO SOL-GEL 35 VIII.2.2.- METODO DE PRECIPITACION 38
VIII.3.- EXPERIMENTACION 39 VIII.3.1.- SINTESIS DE SOPORTES POR
EL METODO SOL-GEL 40 VIII.3.2.- SINTESISDE SOPORTES POR
EL METODO DE PRECIPITACION 43 VIII.3.3.- CARACTERIZACION DE LOS SOPORTES 46
VIII.3.3.1.- AREA SUPERFICIAL 46 VIII.3.3.2.- DRX 47 VIII.3.3.3 PRUEBAS DE ACIDEZ 47
VIII.4.- RESULTADOS 48 VIII.4.1.- AREA SUPERFICIAL 48 VIII.4.2.- DRX 49 VIII.4.3 ACIDEZ 52
VIII.5.- PREPARACION DEL CATALIZADOR 53
VIII.5.1.- METODO DE IMPREGNACION SIN EXCESO DE SOLUCION
VIII.6.- EVALUACION CATALITICA VIII.7.- CONCLUSIONES
1X.- DISEÑO DE LA PLANTA IX.1.- DIMENSION DE LOS EQUIPOS
IX.1.1.- REACTOR DE HDS IX.1.2.- SEPARADOR LIQUIDOR VAPOR IX.1.3.- TORRE DE DESTILACION IX. 1.4.- HORNO IX.1.5.- EQUIPO AUXILIAR
IX.2.- PERSONAL DE LA PLANTA IX.3.- ANALISIS ECONOMIC0
X.- CONCLUSIONES
XI.- BIBLIOGRAFIA
53 56 65
66 68 68 68 69 69 70 71 72
77
78
XI1.- APENDICES 80
I. INTRODUCCI~N
En todos los sectores industriales a nivel nacional e internacional las normas ecológicas son cada vez más rigurosas, obligando a las empresas a implementar dentro de sus procesos algún sistema que les permita cumplir con las especificaciones.
Atendiendo a esto, la industria petrolera esta trabajando en la obtención de productos con mejor calidad y dentro de las normas marcadas. Una de las ramas a la cual se le ha puesto sin duda mayor atención es ha la producción de combustibles automotrices (gasolina), las cuales debido a su consumo en grandes cantidades son una fuente importante de contaminación. Por tanto, es necesario contar con gasolina cada vez más limpia que reemplace a la gasolina actual.
En 1995 las ventas de gasolina sin plomo representaba el 56.2 YO del total de la gasolina automotriz cubriendo el 77.2 % del mercado automotriz. En Diciembre de 1996 las ventas de gasolina sin plomo y con un contenido de azufre de 0.05 YO fue del 68.3 % y cubrió el 94.6 % del mercado.
La elaboración de gasolina en 1996 fue de 417 mil barriles diarios, 1.3 YO menor que las realizadas en el año previo.
Desde años anteriores se han vendido en México dos tipos de gasolina, una de ellas es la denominada NOVA la cual tiene un índice de octano de 8 1, un contenido de azufre de O. 15 % en peso y 0.06 kg/m3 de plomo, el otro tipo de gasolina es la llamada MAGNA SIN la cual contiene un índice de octano de 87,O.lO % en peso de azufre y 0.0026 kg/m3 de plomo.
En marzo de 1996 se inicio la producción, de una nueva gasolina denominada Pemex Premium. Esta nueva gasolina sin plomo tiene un alto octanaje (92(R + M)/2), cinco puntos mayor que la denominada Pemex-Magna, además tiene un contenido de aromáticos, olefinas y benceno de 25, 10 y 1 % como máximo respectivamente, con lo cual se reduce la formación de ozono. El nivel de azufre se limitó a un máximo de 500 ppm.
Estos resultados son buenos pero aún es necesario seguir trabajando en estos rubros ya que en un futuro próximo las normas ambientales serán mas rígidas.
En este sentido nuestro trabajo se enfocara a tratar de eliminar la mayor cantidad de azufre contenido en la gasolina sin afectar la calidad del producto(índice de octano).
1
11. OBJETIVOS
l . Diseño de un unidad industrial para hidrodesulfurar gasolina sin alterar su calidad.
2. Síntesis y evaluación de catalizadores mas activos en HDS de gasolina sustentándolo en soportes modificados.
2
111. GENERALIDADES DE LA GASOLINA
El petróleo crudo, tal como se extrae del yacimiento, es una mezcla de diferentes compuestos, principalmente orgánicos, denominados hidrocarburos, que varían desde gases sumamente ligeros hasta substancias semisólidas, tales como asfaltos y parafinas.
La transformación industrial del petróleo crudo se inicia en las refinerías, en las cuales se cuenta con diferentes instalaciones donde se obtienen diversos productos, principalmente combustibles para uso industrial y vehicular, como: gas, gasolina, turbosina, diesel y combustóleo, así como lubricantes, coque, parafinas y asfalto. Además, algunos de los derivados obtenidos se utilizan como materia prima para la segunda etapa de la transformación industrial del crudo, que es la petroquímica básica.
La gasolina se produce en las refinerías, mezclando diferentes naftas que se obtienen en los diversos procesos de refinación, como son el de la destilación primaria, el de reformación catalítica y el de la desintegración catalítica.
Estas naftas tienen características fisicas muy similares, como por ejemplo su curva de temperaturas de destilación, densidad y presión de vapor, sin embargo, dependiendo del proceso, poseen distintas características químicas, como es su estructura o arreglo molecular, que permiten tener diferentes tipos de compuestos, denominados olefinicos, nafténicos y aromáticos, cuya principal diferencia, para fines de elaboración de la gasolina, se refleja en el número de octano.
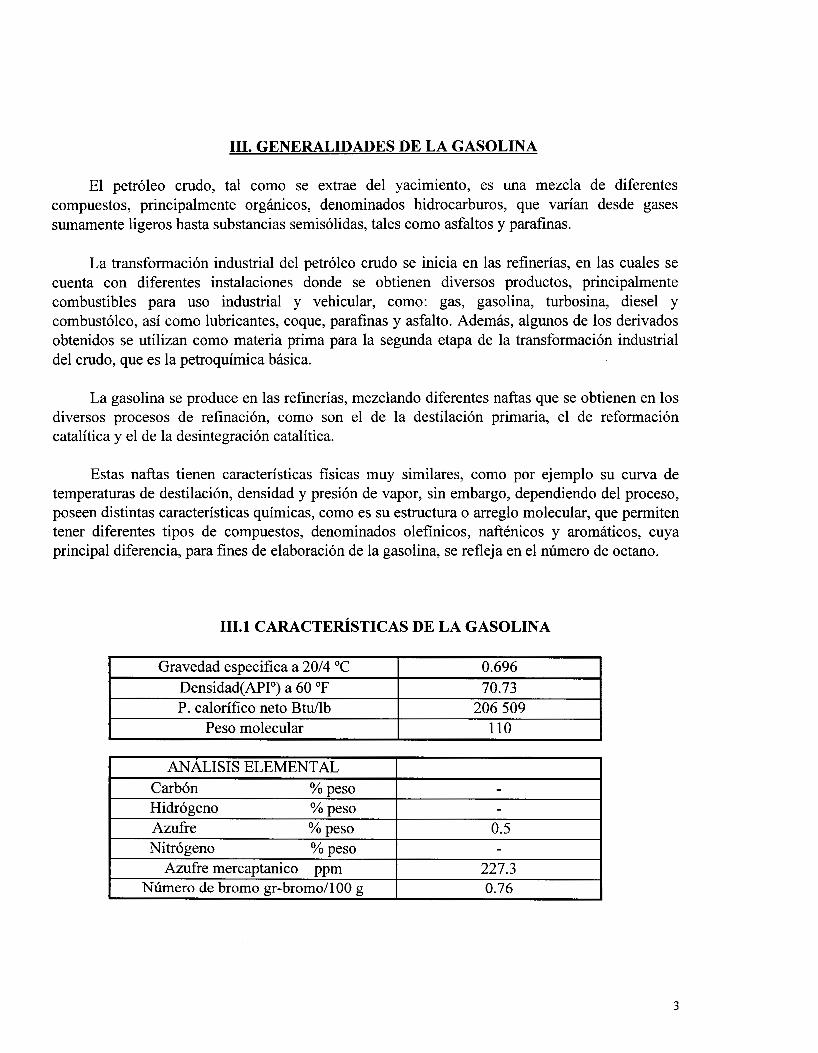
111.1 CARACTERÍSTICAS DE LA GASOLINA
Gravedad especifica a 20/4 "C
206 509 P. calorífico neto Btdlb 70.73 Densidad(AP1") a 60 OF 0.696
Peso molecular 110
ANALISIS ELEMENTAL Carbón % peso Hidrógeno % peso
Nitrógeno YO peso 0.5 Azufre % peso
-
-
Azufre mercaptanico ppm 227.3 Número de bromo gr-bromo/lOO g 0.76
3
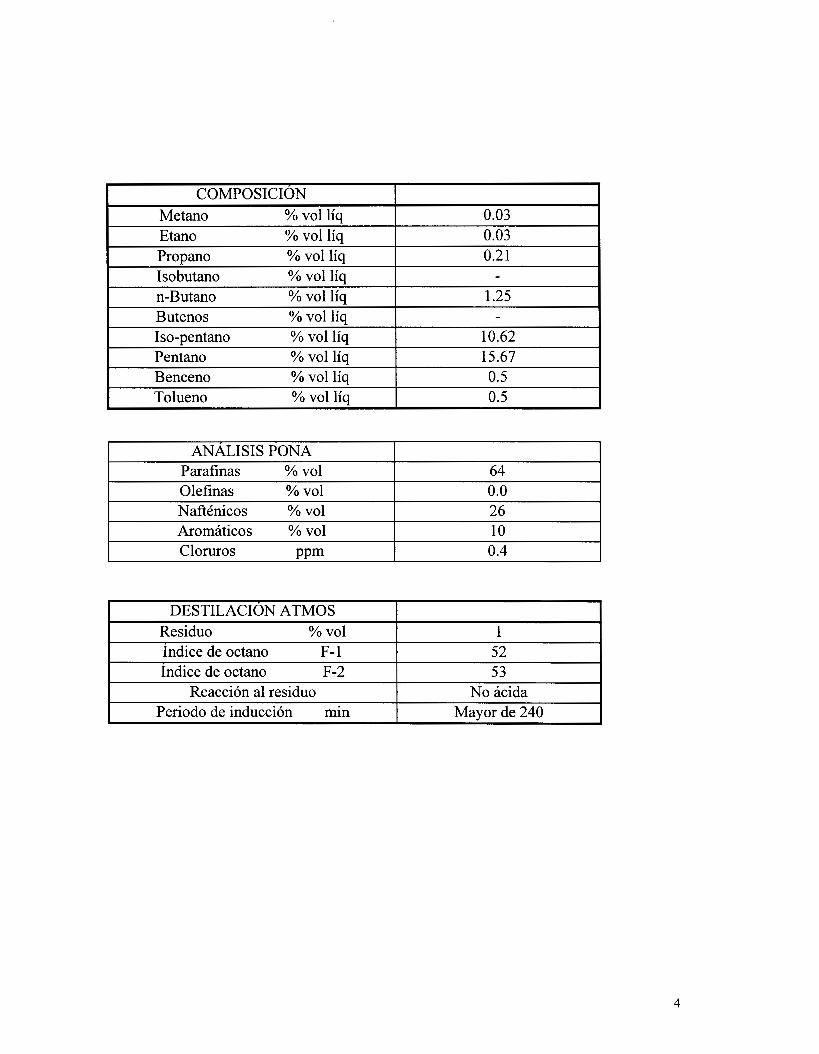
Metano Yo vol líq
- Butenos % vol lía 1.25 n-Butano Yo vol líq
- Isobutano Yo vol líq 0.21 Propano Yo vol líq 0.03 Etano Yo vol líq 0.03
I I Iso-pentano Yo vol lis I 10.62 1 Pentano Yo vol líq
0.5 Tolueno Yo vol líq 0.5 Benceno % vol líq
15.67 ~ ~~~
ANALISIS PONA Parafinas Yo vol
0.0 Olefinas Yo vol 64
10 Aromáticos Yo vol 26 Nafténicos Yo vol
I
Cloruros PPm 0.4
I DESTILACION ATMOS 1 Residuo Yo vol
53 Indice de octano F-2 52 Indice de octano F- 1 1
Periodo de inducción min Mayor de 240 Reacción al residuo No ácida
4
IV. ESTUDIO DE MERCADO
La gasolina es uno de los productos petroquímicos más consumidos a nivel mundial y es indispensable para el desarrollo productivo y económico de cualquier país, en México se requiere producir gasolina de buena calidad( alto índice de octano) y que cumplan con las normas establecidas para este tipo de combustibles fósiles, además se necesita un aumento en la producción de gasolina de calidad, ya que aunque México es el séptimo productor de petróleo y el octavo país en reservas de petróleo a nivel mundial, no es un país autosuficiente en el renglón de gasolina.
IV.l OFERTA Y DEMANDA
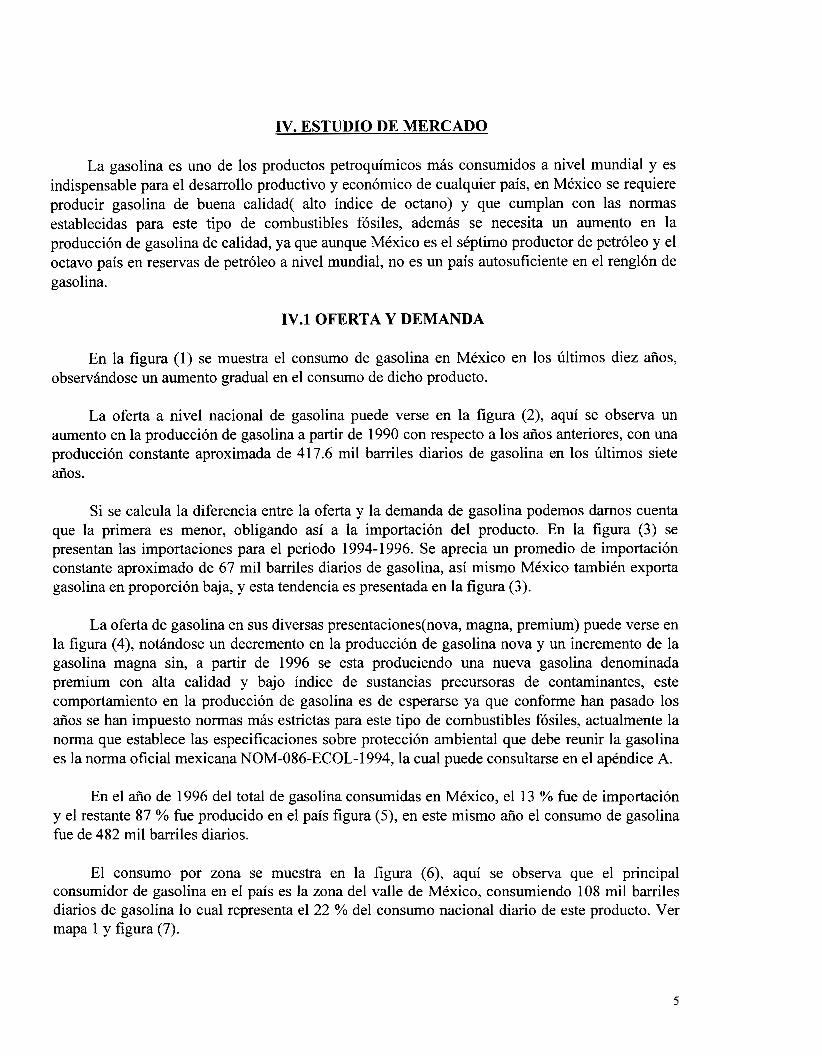
En la figura (1) se muestra el consumo de gasolina en México en los últimos diez años, observándose un aumento gradual en el consumo de dicho producto.
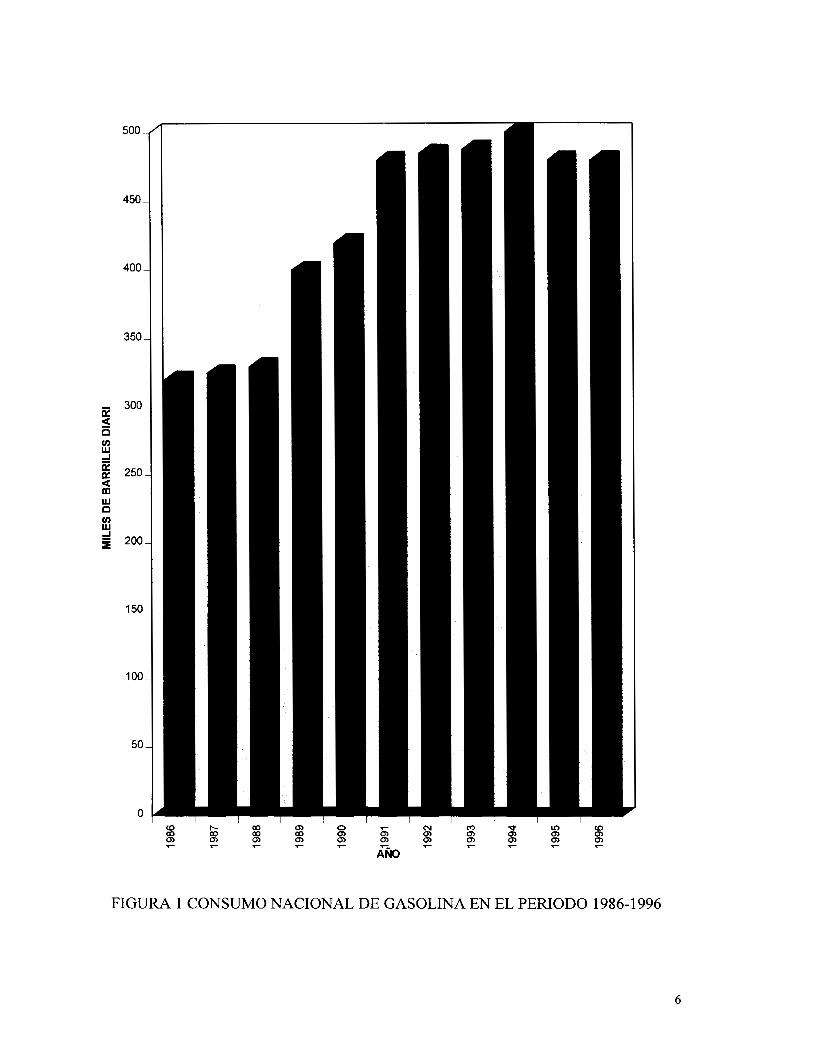
La oferta a nivel nacional de gasolina puede verse en la figura (2), aquí se observa un aumento en la producción de gasolina a partir de 1990 con respecto a los años anteriores, con una producción constante aproximada de 417.6 mil barriles diarios de gasolina en los últimos siete años.
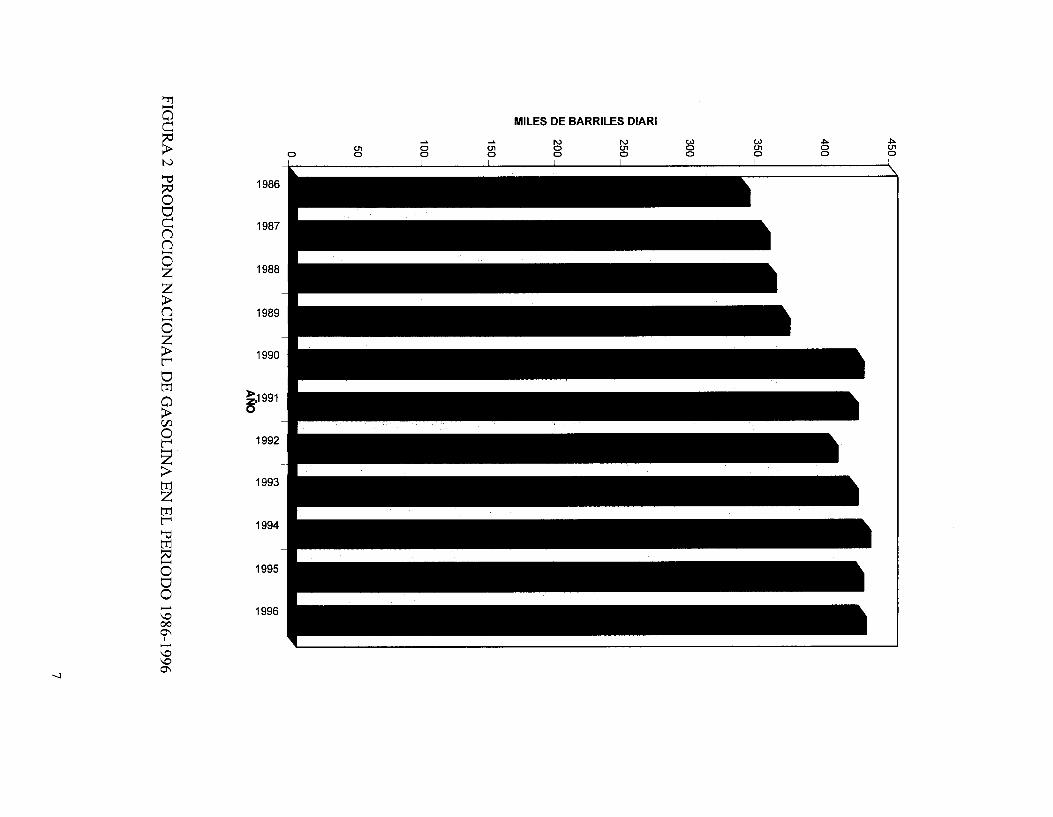
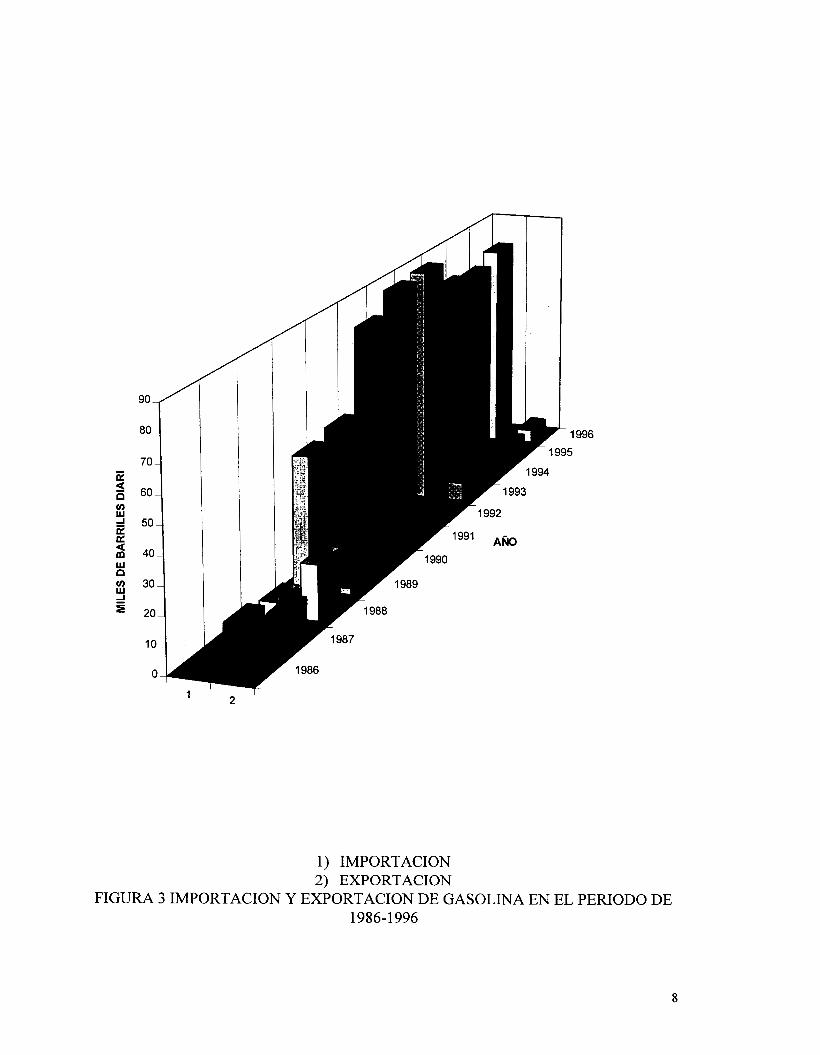
Si se calcula la diferencia entre la oferta y la demanda de gasolina podemos darnos cuenta que la primera es menor, obligando así a la importación del producto. En la figura (3) se presentan las importaciones para el periodo 1994- 1996. Se aprecia un promedio de importación constante aproximado de 67 mil barriles diarios de gasolina, así mismo México también exporta gasolina en proporción baja, y esta tendencia es presentada en la figura (3).
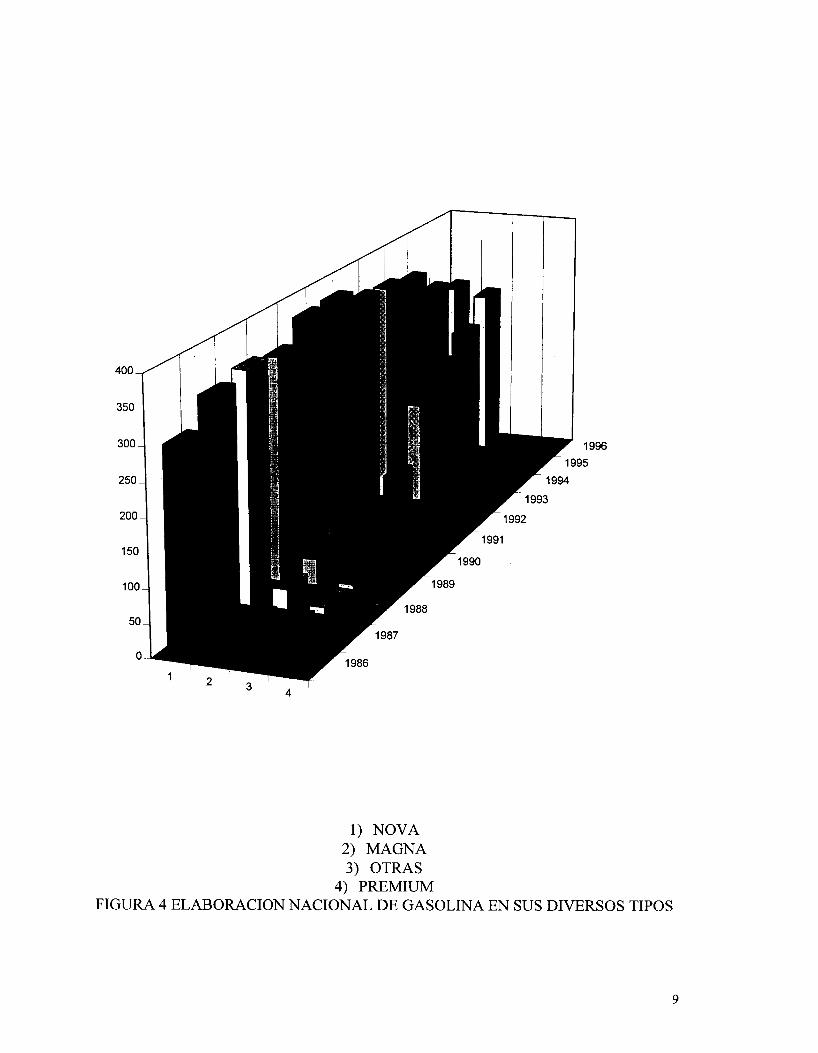
La oferta de gasolina en sus diversas presentaciones(nova, magna, premium) puede verse en la figura (4), notándose un decremento en la producción de gasolina nova y un incremento de la gasolina magna sin, a partir de 1996 se esta produciendo una nueva gasolina denominada premium con alta calidad y bajo índice de sustancias precursoras de contaminantes, este comportamiento en la producción de gasolina es de esperarse ya que conforme han pasado los años se han impuesto normas más estrictas para este tipo de combustibles fósiles, actualmente la norma que establece las especificaciones sobre protección ambiental que debe reunir la gasolina es la norma oficial mexicana NOM-086-ECOL-1994, la cual puede consultarse en el apéndice A.
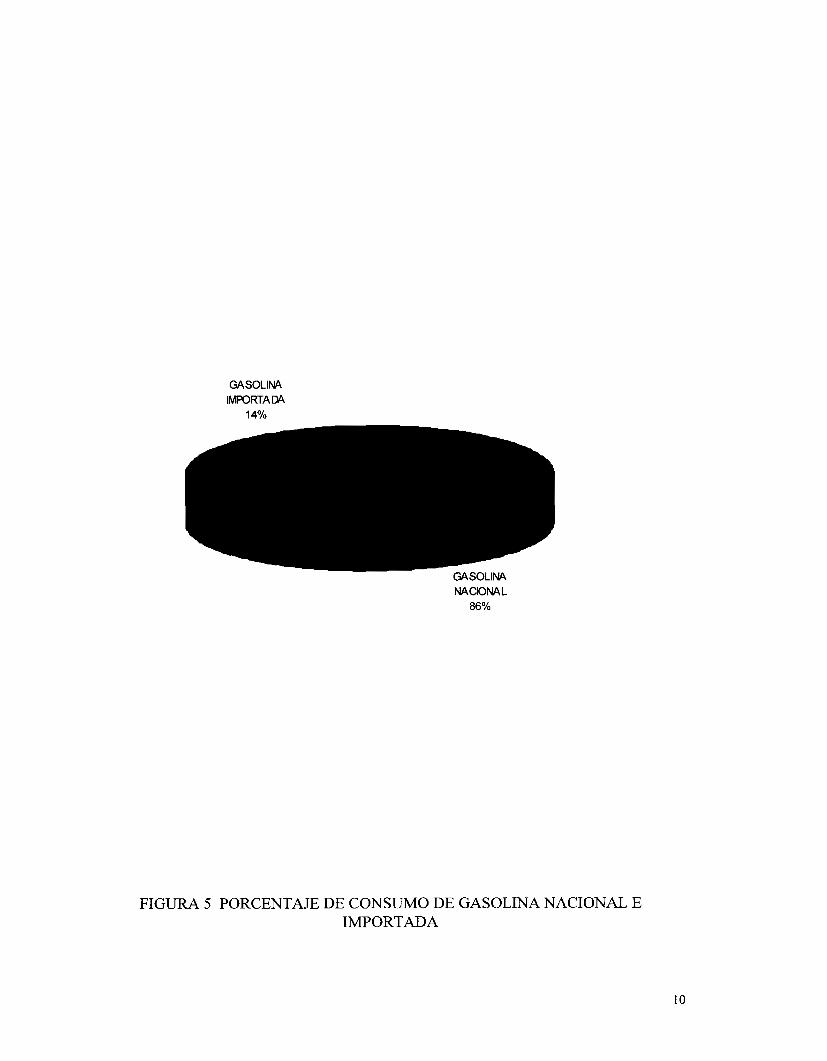
En el año de 1996 del total de gasolina consumidas en México, el 13 YO fue de importación y el restante 87 YO fue producido en el país figura (5), en este mismo año el consumo de gasolina fue de 482 mil barriles diarios.
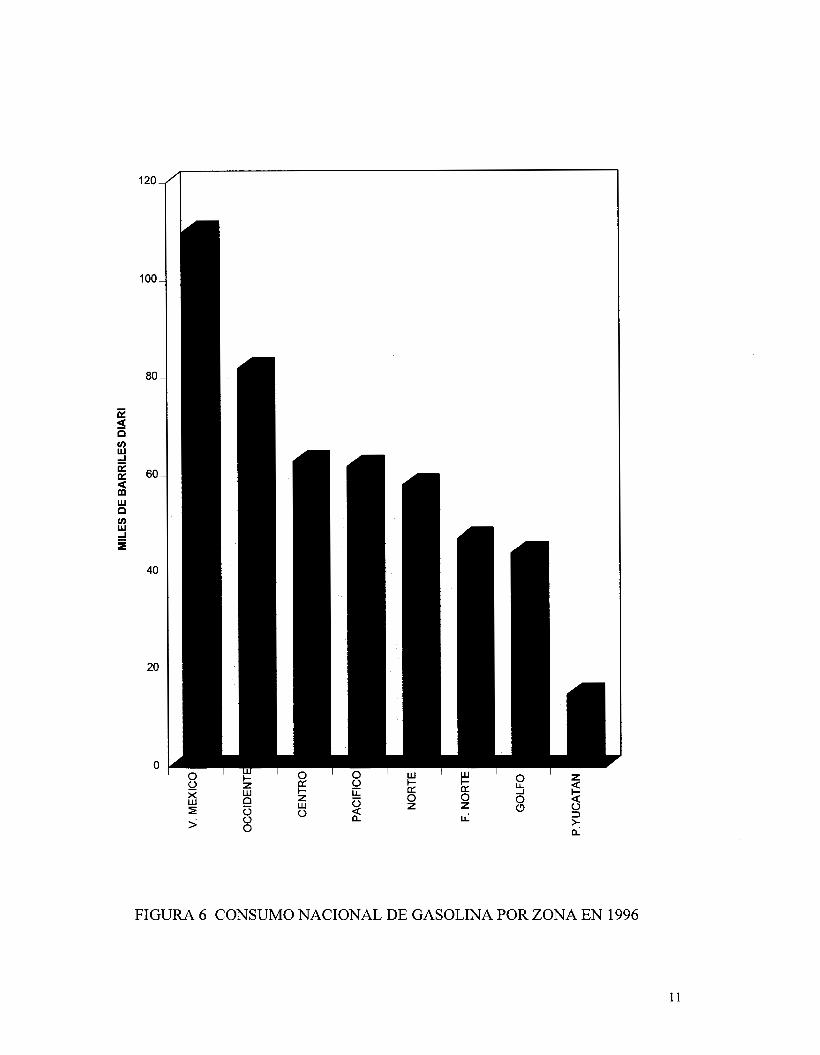
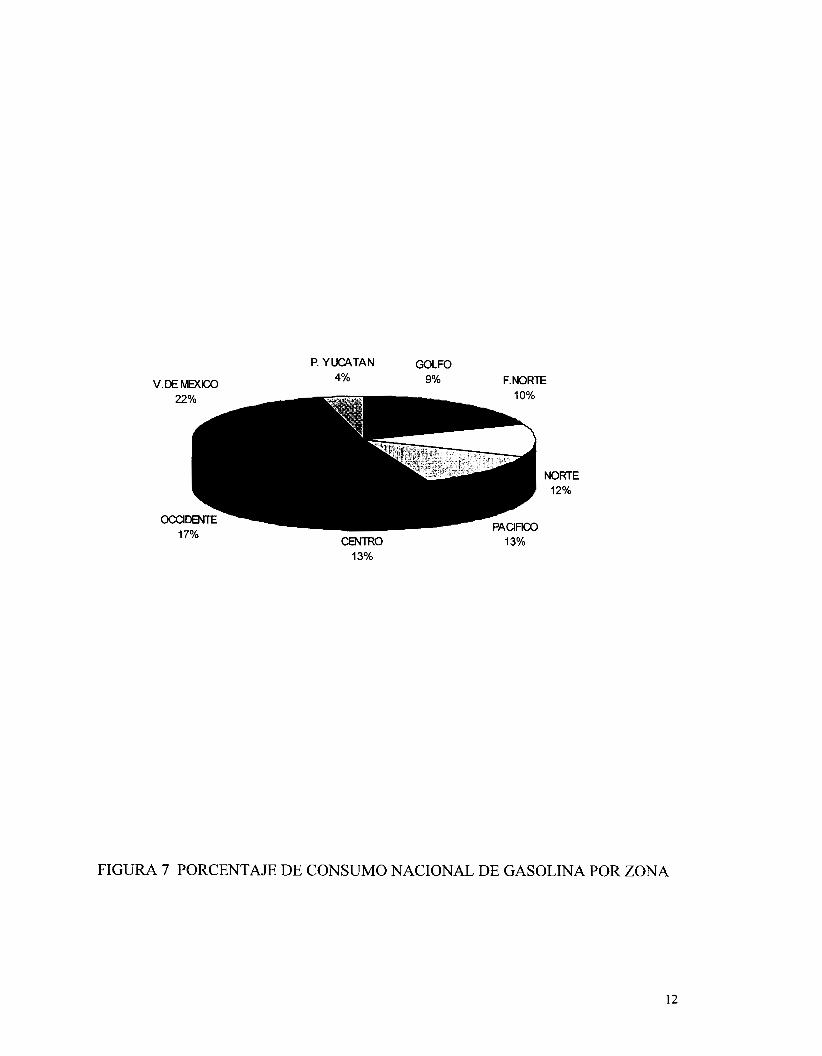
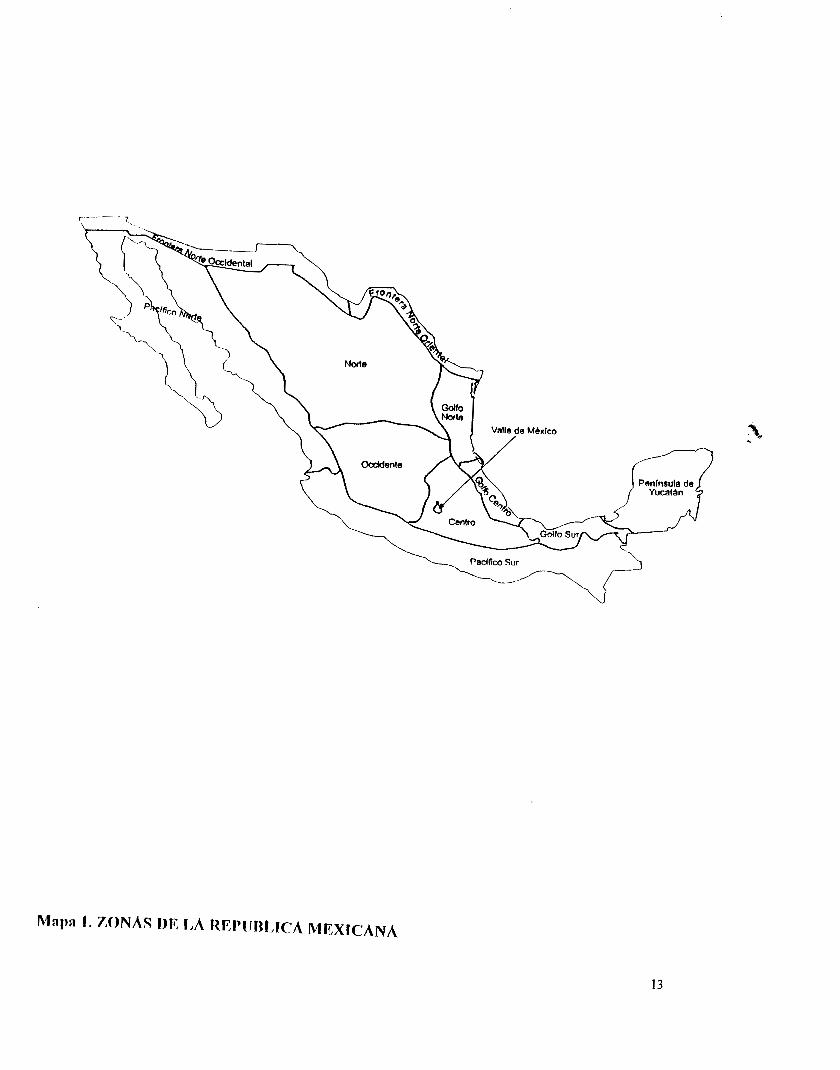
El consumo por zona se muestra en la figura (6), aquí se observa que el principal consumidor de gasolina en el país es la zona del valle de México, consumiendo 108 mil barriles diarios de gasolina lo cual representa el 22 YO del consumo nacional diario de este producto. Ver mapa 1 y figura (7).
5
500.
450
400
350
a 5 n rn W d 3 250
300
S W
rn w n
200
150
1 O0
50
O
FIGURA 1 CONSUMO NACIONAL DE GASOLINA EN EL PEFUODO 1986-1996
6
1986
1987
1988
1989
1990
$,I 991
1992
1993
1994
1995
1996
MILES DE BARRILES DlARl
A A m O m h)
O h) W m w
O O O O O O O VI O O
g R O O
90 4 70
a U E 60- v) W $ 50- K 2 40- W O v) 30- Y
20-
10-
O
1996
I 2
1) IMPORTACION 2) EXPORTACION
FIGURA 3 IMPORTACION Y EXPORTACION DE GASOLINA EN EL PERIODO DE 1986-1996
8
4001 350 -
300 ~
250 -
200 ~
150-
1 O 0
50
O
! 1995 1996
1) NOVA 2) MAGNA 3) OTRAS
4) PREMIUM FIGURA 4 ELABORACION NACIONAL DE GASOLINA EN SUS DIVERSOS TIPOS
9
GASOLINA IMPORTA a4
14%
GASOLINA NACIONAL
86%
FIGURA 5 PORCENTAJE DE CONSUMO DE GASOLINA NACIONAL E IMPORTADA
10
120
1 O 0
80
60
40
20
O
U
FIGURA 6 CONSUMO NACIONAL DE GASOLINA POR ZONA EN 1996
11
P. YUCATAN GOLFO
V.DEMD<ICO 4% 9% F.NORTE
CENTRO 13%
13%
FIGURA 7 PORCENTAJE DE CONSUMO NACIONAL DE GASOLINA POR ZONA
12
13
1v.2 PROYECCI~N FUTURA
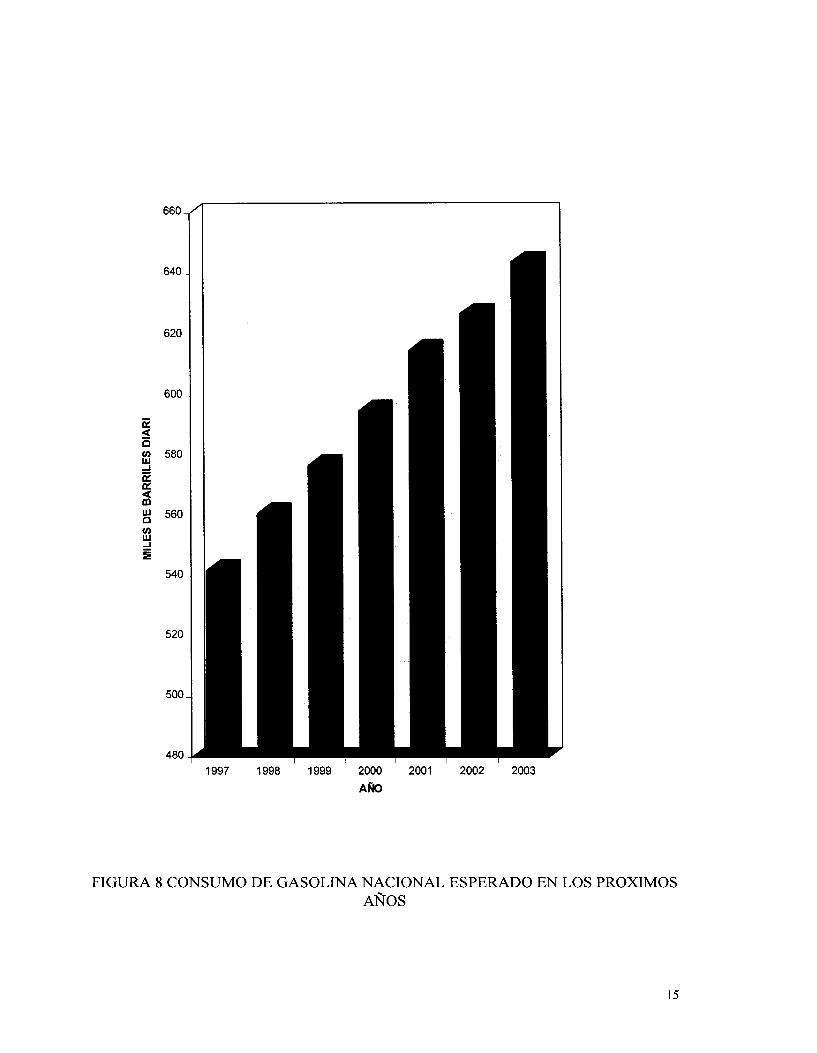
Como se ha observado anteriormente el consumo, producción e importación de gasolina en México ha ido aumentando. Se ha puntualizado además, que la demanda de gasolina es más grande que la oferta, lo cual obliga a este país a mejorar y aumentar sus procesos de producción de dicho satisfactor. Haciendo un análisis de los datos de consumo de gasolina en los próximos cinco años se espera un aumento en la demanda de dicho producto, este aumento puede verse en la figura (S), puede notarse que la demanda va a seguir siendo más grande que la oferta obligando a hacer importaciones de gasolina. Por lo cual se requieren políticas para aumentar la producción de gasolina de buena calidad y así no se tenga que importar este producto, como se viene haciendo desde 1987 hasta la fecha, ya que se cuenta con la materia prima (petróleo) suficiente como para satisfacer los requerimientos de consumo del país. Estas políticas tienen que ser orientadas por lo tanto, a la instalación de nuevas plantas de proceso, las cuales nos ayuden en el aumento de producción, y a la obtención de un producto de mejor calidad.
IV.3 CONCLUSIONES
El principal consumidor de gasolina a nivel nacional es el valle de México en el cual se tiene que proveer de este combustible a aproximadamente 2 millones 689 vehículos automotores, convirtiendo esta zona, con sus cuatrocientas estaciones de servicio, en el mercado primordial para la venta de gasolina.
Ahora bien, al ser esta zona la de mayor consumo de gasolina, se enfrenta como consecuencia lógica al grave problema de ser la región con el mayor índice de contaminación en todo el país, de aquí que nuestro trabajo se enfocara a tratar de cubrir las demandas futuras de este punto geográfico.
14
660
640
620
600
a 4 O 2 580
p! 2 3
Y ii
560 v)
540
520
500
480 1997 1998 1999 2000 2001 2002 2003
A b
FIGURA 8 CONSUMO DE GASOLINA NACIONAL ESPERADO EN LOS PROXIMOS AÑOS
15
V. LOCALIZACIóN DE LA PLANTA
Para decidir donde será ubicada la nueva planta de HDS, debemos tomar en cuenta los factores que intervienen en dicha selección, como serían: facilidad de transporte, proximidad de mercados, infraestructura, disponibilidad de mano de obra, impacto social, fuentes de materias primas, etc.
Cada factor posee un grado de importancia relativo y éste dependerá del tipo de planta que se desee instalar.
Para el caso específico de la nueva planta hidrodesulfüradora se cuenta con 6 posibles alternativas de ubicación, que serían: la Refinería de Cadereyta, Cd. Madero, Minatitlan, Salamanca, Tula y Salina Cruz (ver mapa 2). Cada una de ellas serán evaluadas con los factores y criterios requeridos lo más objetivamente posible. Tal estudio se realizará con la ayuda de un algoritmo ( tabla de decisiones).
Como ya se explico en el estudio de mercado, la localización de la planta se realizará en función de la demanda de la gasolina y necesidades ambientales del valle de México.
16
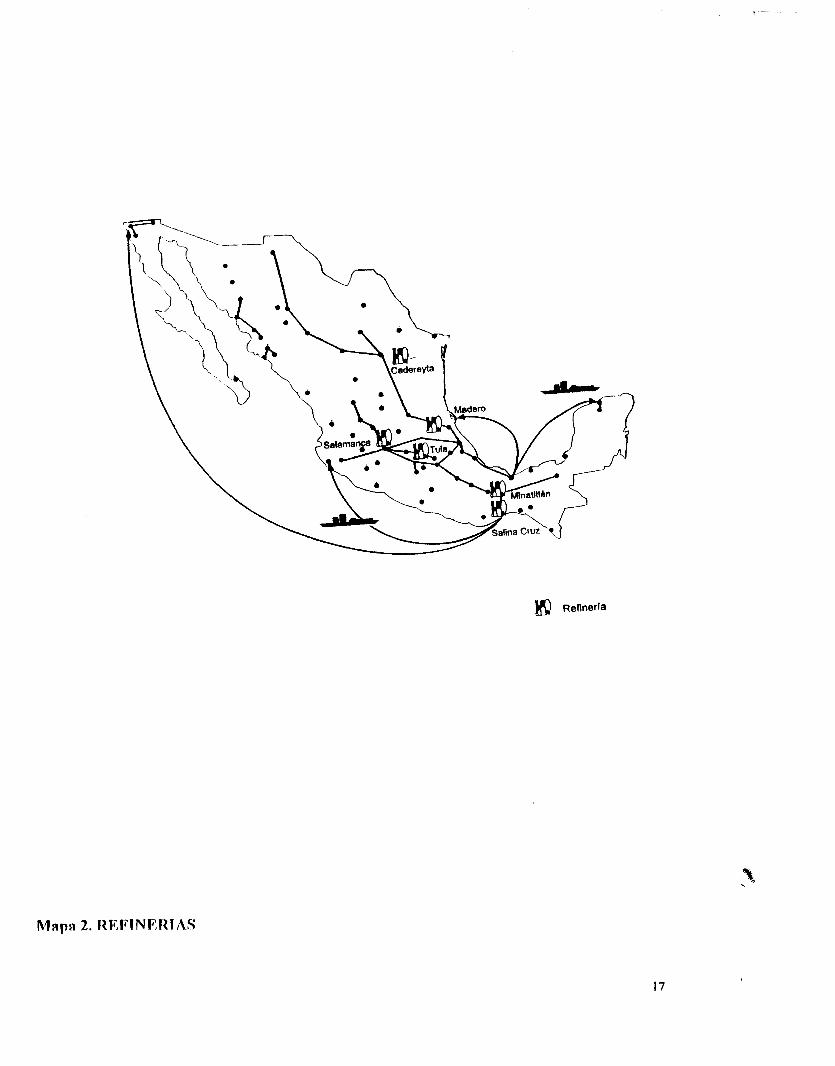
M a p a 2. 11ElilNERIA.S
17
Los factores que se tomaron en cuenta para la ubicación de la planta son:
a) Facilidad de transporte b) Proximidad de mercados c) Infraestructura d) Disponibilidad de mano de obra e) Impacto social f) Impacto ambiental g) Disponibilidad de terreno h) Fuentes de materias primas i) Disponibilidad de servicios ( agua, luz, drenaje) j) Clima
10 10 8 7 6 6 6 4 4 4
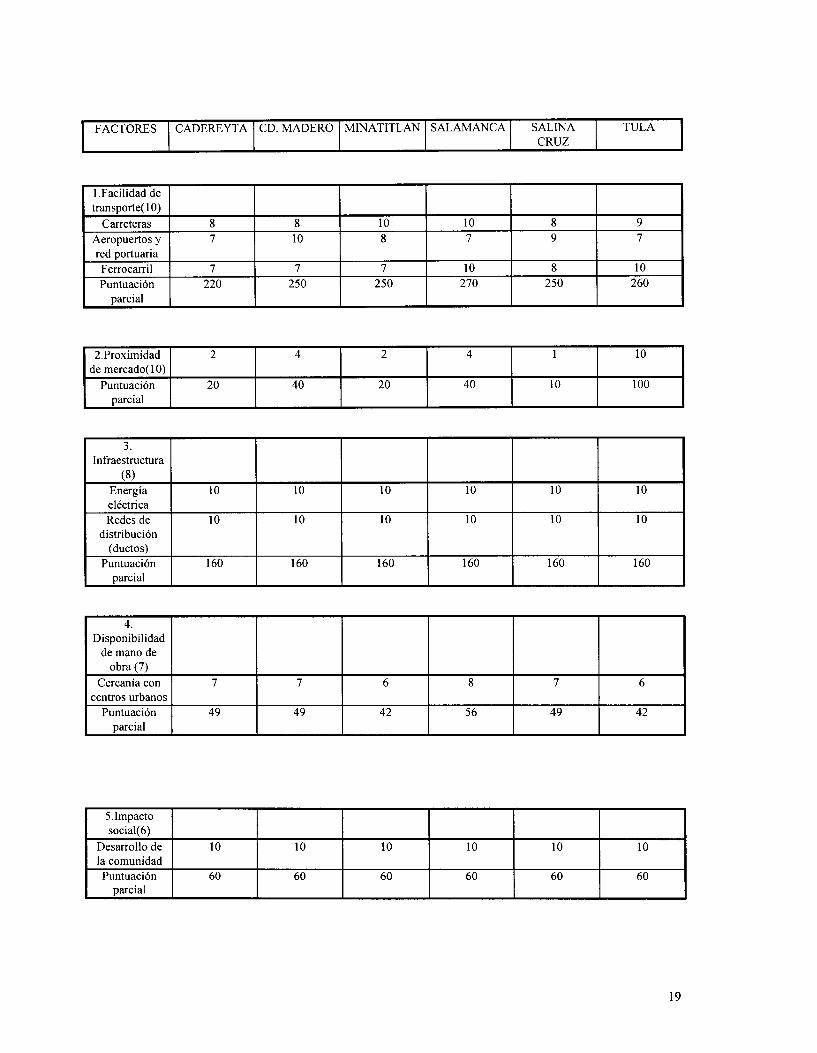
A cada uno de estos factores se le asigno un valor numérico (escala 1 a 10) según el criterio de importancia. La facilidad de transporte, proximidad de mercados, infraestructura, disponibilidad de mano de obra son elementos básicos a considerar en la ubicación de la nueva planta, por lo que se les asigna una puntuación alta. Al impacto social, impacto ambiental y disponibilidad del terreno se les asigno una calificación moderada ya que la instalación de la nueva planta en las refinerías no provocaría un daño severo al medio ambiente y se tendría espacio disponible para la instalación del nuevo proceso. La materia prima y disponibilidad de servicios( agua, energía, drenaje, etc.) reciben una puntuación baja ya que no es un factor importante para la ubicación de la nueva planta (ver tabla 1).
18
FACTORES TULA SALINA SALAMANCA MINATITLAN CD. MADERO CADEREYTA CRUZ
2.Proximidad 10 1 4 2 4 2 de mercado( 1 O)
parcial Puntuación 1 O0 10 40 20 40 20
3. Infraestructura
( 8 ) Energía eléctrica
10 10 10 10 10 10
Redes de 10 IO IO
(ductos) distribución
10 IO IO
parcial 160 160 160 160 160 160 Puntuación
4. Disponibilidad
de mano de obra ( 7 )
Cercanía con 7 7 6 8
parcial 42 49 56 42 49 49 Puntuación
centros urbanos 6 7
5.Impacto social(6)
Desarrollo de 10 la comunidad
IO 10 10 10 10
Puntuación 60 60 60 60 60 60
19
ercanla con
7.Disponibili- 10 10 10 10 10 10 dad de
terreno(4) Puntuación 60 60 60 60 60 60
I parcial I I 1
8.Fuentes de 10 9 5 6 4 5 materia
prima(4) Puntuación 40 36 20 24 16 20
9.Disponibili- dad de
servicios(4) Agua 9 8 8
10 10 10 10 10 10 Comunicacio- 10 10 10 10 10 10 Electricidad 8 8 10
nes
parcial Puntuación 112 112 120 112 112 116
lO.Clima(4) 40 28 32 28 28 36 Puntuación 10 7 8 7 7 9
parcial
PUNTUACI- 970 867 926 852 877 843 ÓN TOTAL
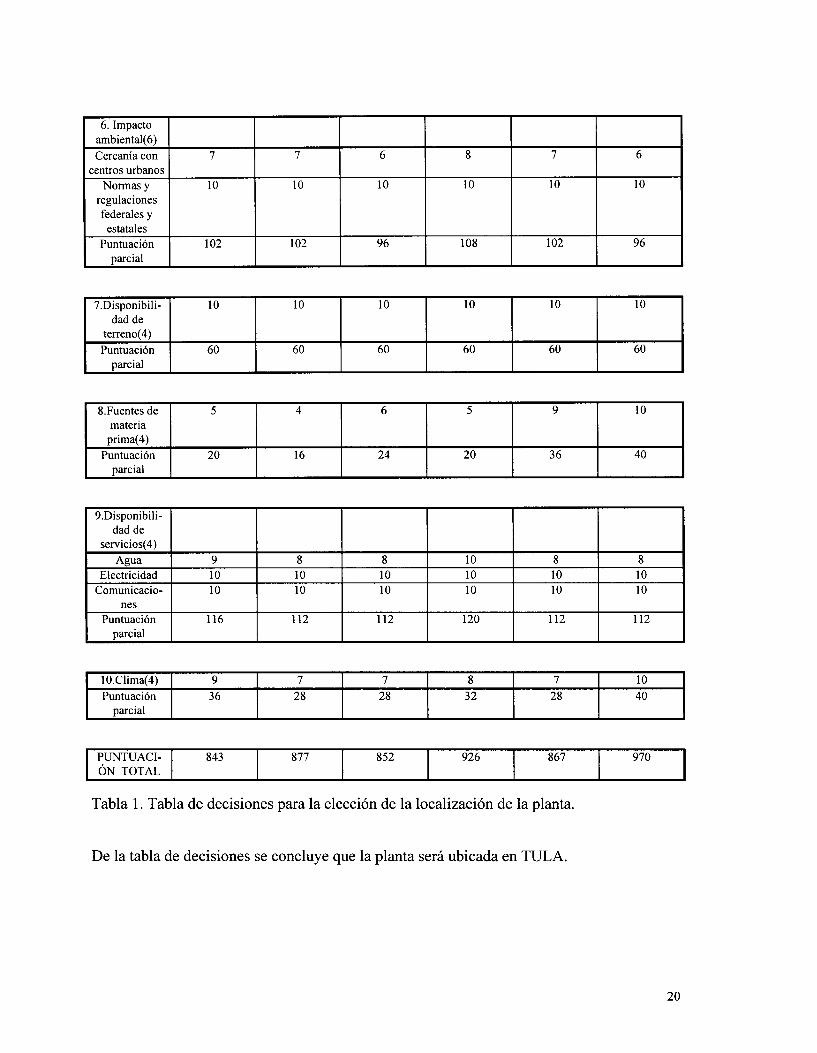
Tabla l. Tabla de decisiones para la elección de la localización de la planta.
De la tabla de decisiones se concluye que la planta será ubicada en TULA.
20
VI. PROCESOS DE HIDRODESULFURACI~N
Para reducir el contenido de azufre en la gasolina, se cuenta con plantas o procesos de hidrodesulfuración, el objetivo esencial de estos procesos es eliminar el azufre contenido en los productos de destilación de petróleo, la reacción de hidrodesulfuración se lleva a cabo en presencia de un catalizador compuesto generalmente de níquel, cobalto y molibdeno soportados en esferas de alúmina en presencia de hidrógeno, con lo que se convierte los compuestos de azufre en H,S que posteriormente es separado. Los productos obtenidos están relativamente libres de azufre y de inmejorable calidad, en el caso de las gasolinas obtenidas, resultan apropiados para utilizarse como cargas a los procesos de reformación catalítica, para la obtención de gasolina de alto octano.
De entre los procesos de hidrodesulfuración de gasolina existentes, se eligieron 4 procesos:
a) Planta hidrodesulfuradora de gasolina IFP b) Planta hidrodesulfuradora de gasolina 1 c) Planta hidrodesulfuradora de gasolina 2 d) Planta hidrodesulfuradora de gasolina EXXON
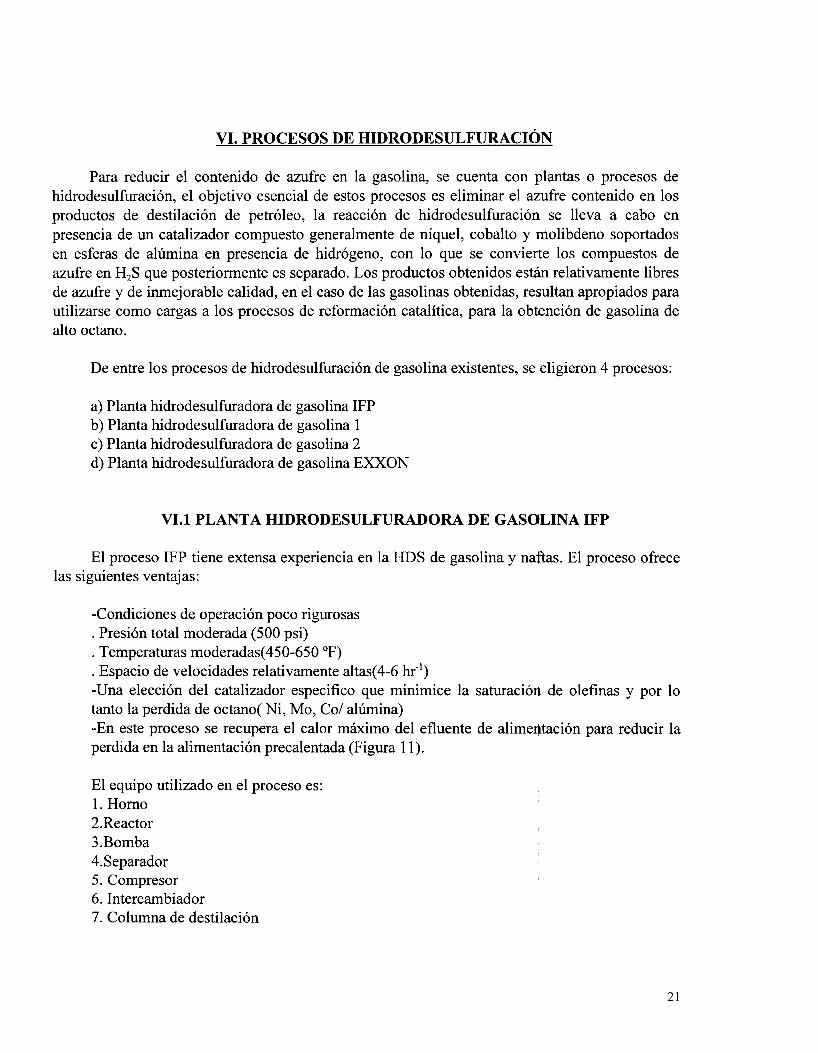
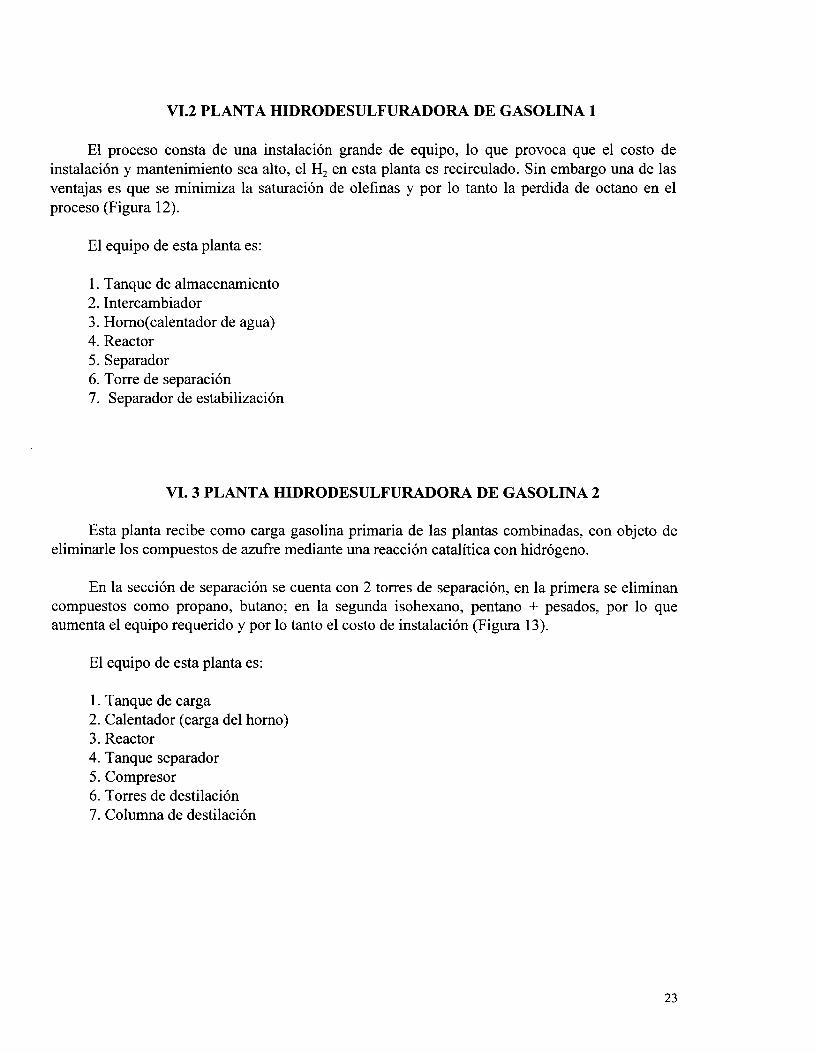
VI.l PLANTA HIDRODESULFURADORA DE GASaLINA IFP
El proceso IFP tiene extensa experiencia en la HDS de gasolina y naftas. El proceso ofrece las siguientes ventajas:
-Condiciones de operación poco rigurosas . Presión total moderada (500 psi) . Temperaturas moderadas(450-650 OF) . Espacio de velocidades relativamente altas(4-6 hr") -Una elección del catalizador especifico que minimice la saturación de olefinas y por lo tanto la perdida de octano( Ni, Mo, Co/ alúmina) -En este proceso se recupera el calor máximo del efluente de alimerltación para reducir la perdida en la alimentación precalentada (Figura 11).
El equipo utilizado en el proceso es: l . Horno 2.Reactor 3.Bomba 4.Separador 5. Compresor 6. Intercambiador 7. Columna de destilación
21
1; ALIPlEbJTACION J
22
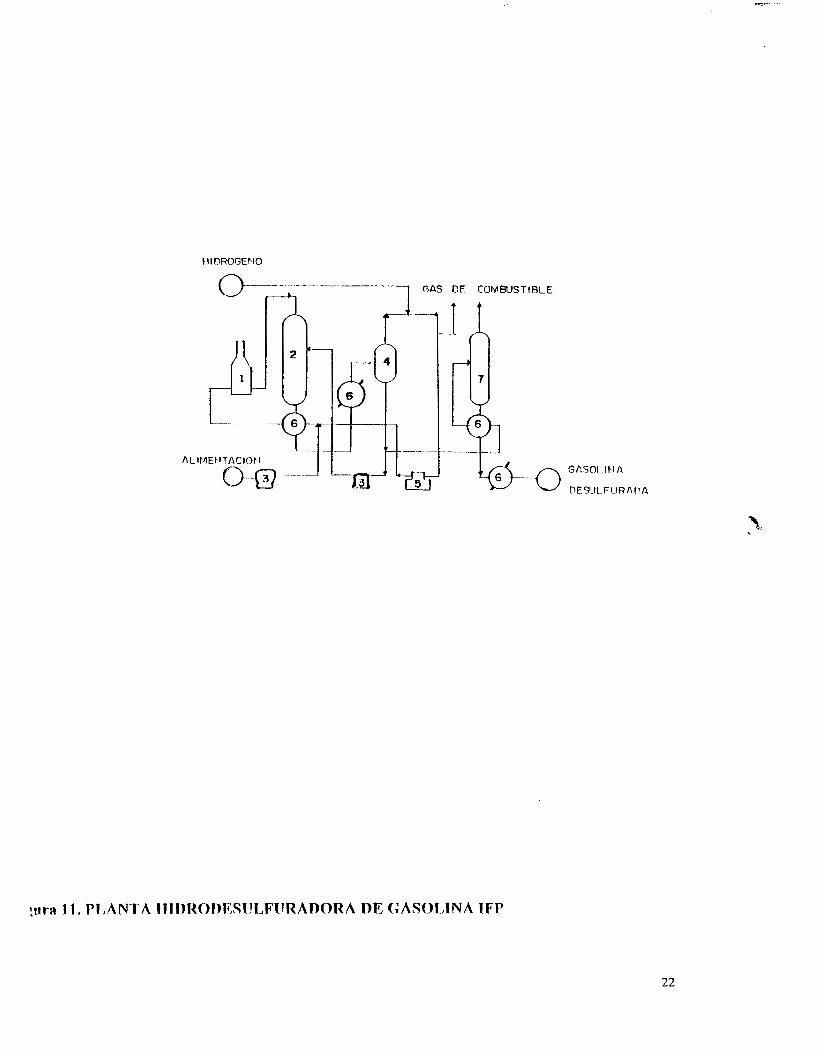
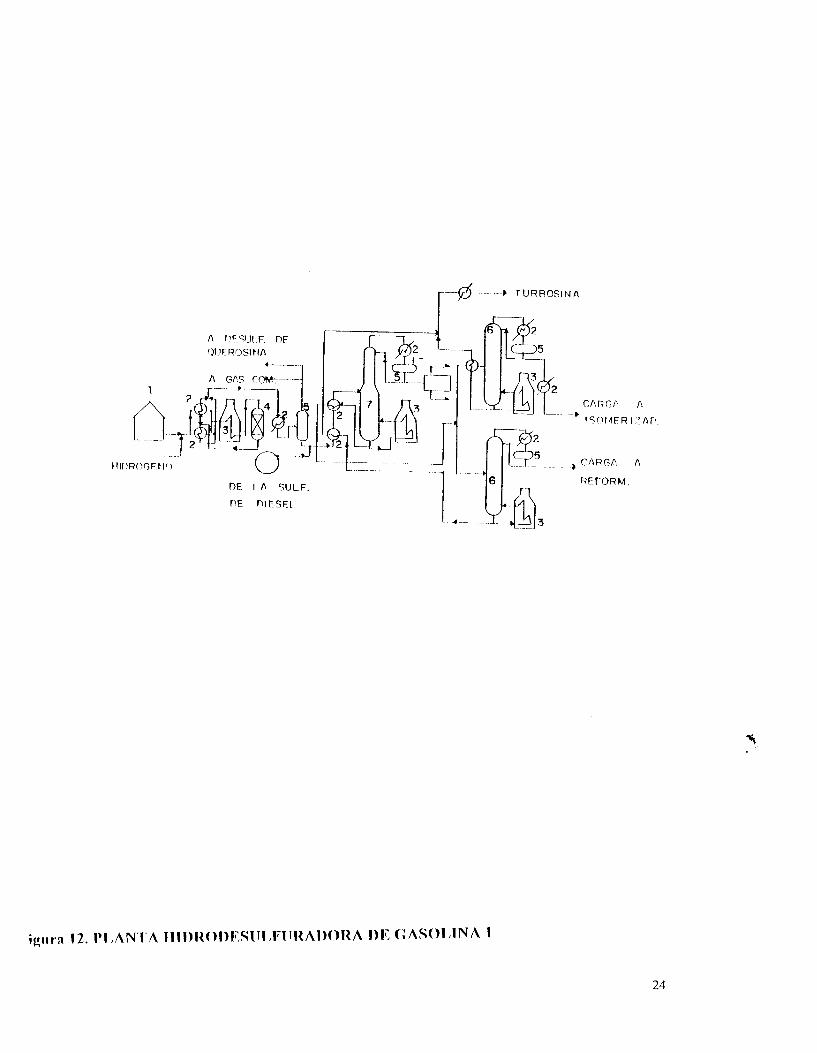
VI.2 PLANTA HIDRODESULFURADORA DE GASOLINA 1
El proceso consta de una instalación grande de equipo, lo que provoca que el costo de instalación y mantenimiento sea alto, el H, en esta planta es recirculado. Sin embargo una de las ventajas es que se minimiza la saturación de olefinas y por lo tanto la perdida de octano en el proceso (Figura 12).
El equipo de esta planta es:
l . Tanque de almacenamiento 2. Intercambiador 3. Horno(ca1entador de agua) 4. Reactor 5. Separador 6. Torre de separación 7. Separador de estabilización
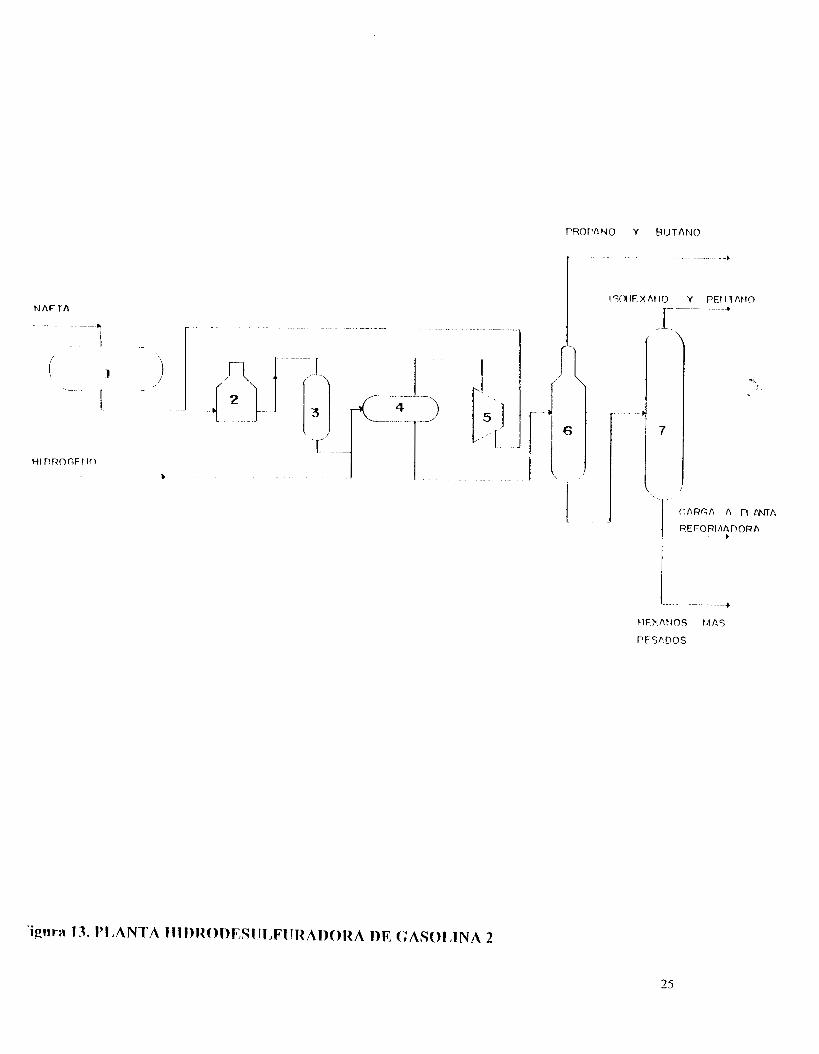
VI. 3 PLANTA HIDRODESULFURADORA DE GASOLINA 2
Esta planta recibe como carga gasolina primaria de las plantas combinadas, con objeto de eliminarle los compuestos de azufre mediante una reacción catalítica con hidrógeno.
En la sección de separación se cuenta con 2 torres de separación, en la primera se eliminan compuestos como propano, butano; en la segunda isohexano, pentano + pesados, por lo que aumenta el equipo requerido y por lo tanto el costo de instalación (Figura 13).
El equipo de esta planta es:
l . Tanque de carga 2. Calentador (carga del horno) 3. Reactor 4. Tanque separador 5. Compresor 6. Torres de destilación 7. Columna de destilación
23
, CARGA n REFORM.
24
:jl
I'ROPANO Y RUTANO
"
" I
< - L
7
25
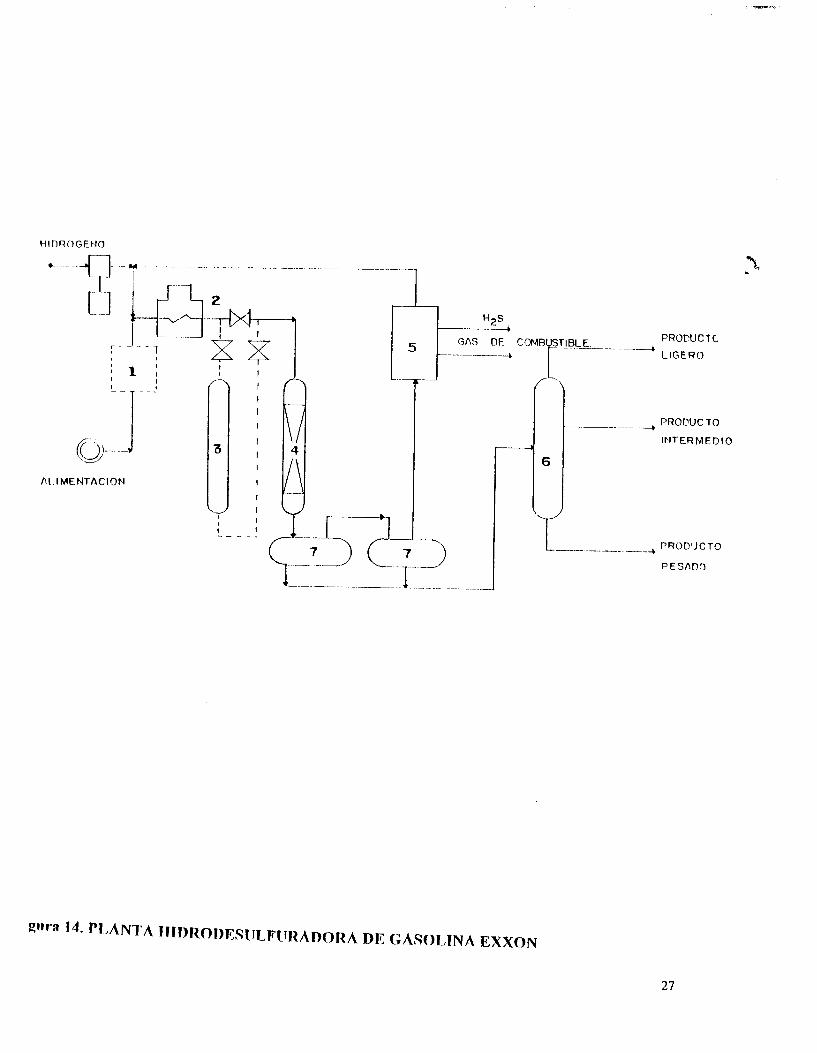
VI.4 PLANTA HIDRODESULFURADORA DE GASOLINA EXXON
Este proceso cuenta con un sistema de protección del reactor. Este consiste en que cuando la alimentación contiene sólidos estos se filtran y se depositan en un recipiente, lo que origina más gastos de instalación de equipo.
El aumento de temperatura en la sección del reactor se controla con un gas o un líquido de algún producto recirculado o por un intercambiador de calor (Figura 14).
El equipo de la planta es:
1. Filtro 2. Horno 3. Colector de sólidos 4. Reactor 5. Recirculador 6. Columna de destilación 7. Separador
26
A!.IMENTACION
PROCUCTC LIGERO
PRODUCTO
IbITERMEDI
PROD'JCTO
P E S A D O
' O
27
VIS E L E C C I ~ N DEL PROCESO
Para la elección del proceso se utilizo una tabla de decisiones en la que se incluye los factores más importantes para dicha elección y a cada uno se le asigno un valor numérico(esca1a 1 a 10) según el criterio de importancia. Los factores que tienen mayor puntuación son el : equipo, costos(materia prima, energía, gastos de aseguramiento del equipo, etc.) y los aspectos técnicos (flexibilidad del proceso, dificultades técnicas, operación continua) ya que son los factores primordiales que se tienen que considerar para la elección del proceso. Los factores de materia prima y consideraciones de proceso(consistencia del producto y materia prima común con otros procesos) presentan una calificación moderada por que son elementos comunes en todos los procesos. El factor de desechos de productos y subproductos es el que menor puntuación recibe debido a que estos son los mismos en todos los procesos(Ver tabla 2).
Los factores que se consideraron para la elección del proceso son:
l . Aspectos técnicos 5 2. Materia prima 4 3. Desechos de productos y subproductos 2 4. Equipo 9 5. costos 10 6. Consideraciones de proceso 4
28
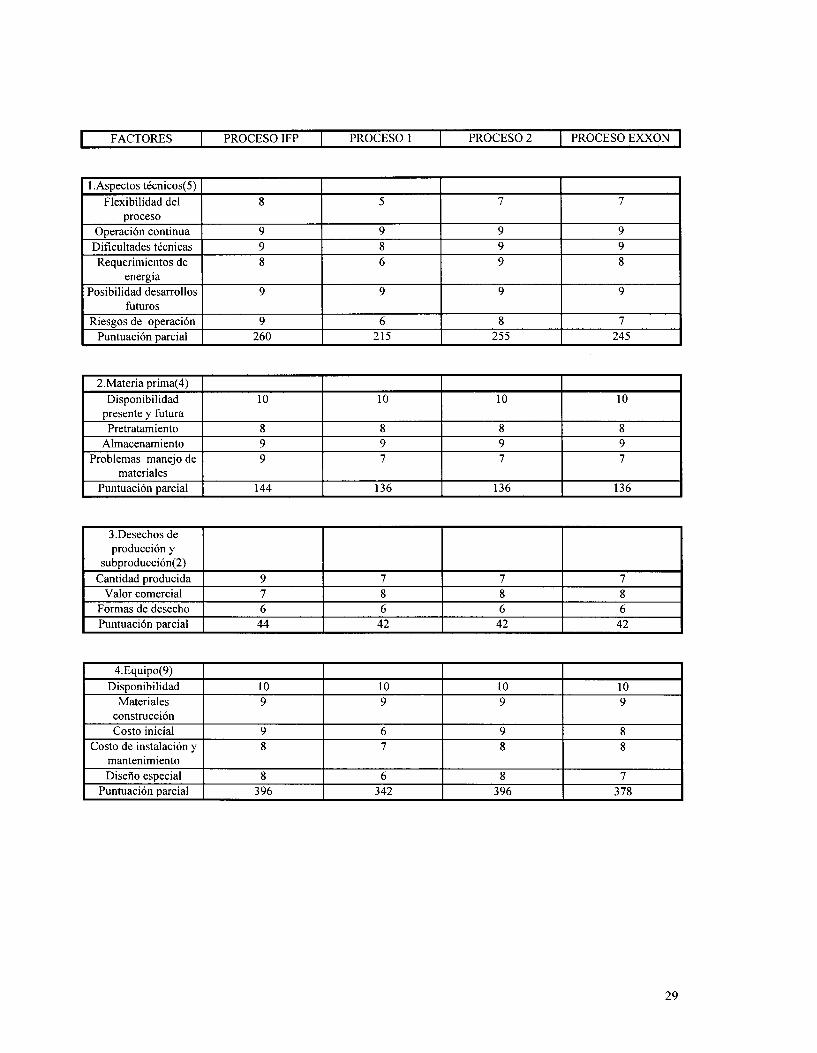
I FACTORES I PROCESO IFP I PROCESO 1 PROCESO 2 I PROCESO EXXON
1 .Aspectos técnicos(5) Flexibilidad del 7 7 5 8
Operación continua 9
8 9 6 8 Requerimientos de 9 9 8 9 Dificultades técnicas 9 9 9
proceso
energía
futuros Posibilidad desarrollos 9 9 9 9
Riesgos de operación 7 8 6 9 Puntuación Darcial 245 255 215 260
2.Materia prima(4) Disponibilidad 10
9 9 9 9 Almacenamiento 8 8 8 8 Pretratamiento
presente y futura 10 10 10
Problemas manejo de 9 7 7 7 materiales
Puntuación parcial 136 136 136 144
3.Desechos de producción y
subproducción(2) Cantidad producida 9 7 7
6 6 6 6 Formas de desecho 8 8 8 7 Valor comercial 7
Puntuación parcial 44 42 42 42
mantenimiento
29
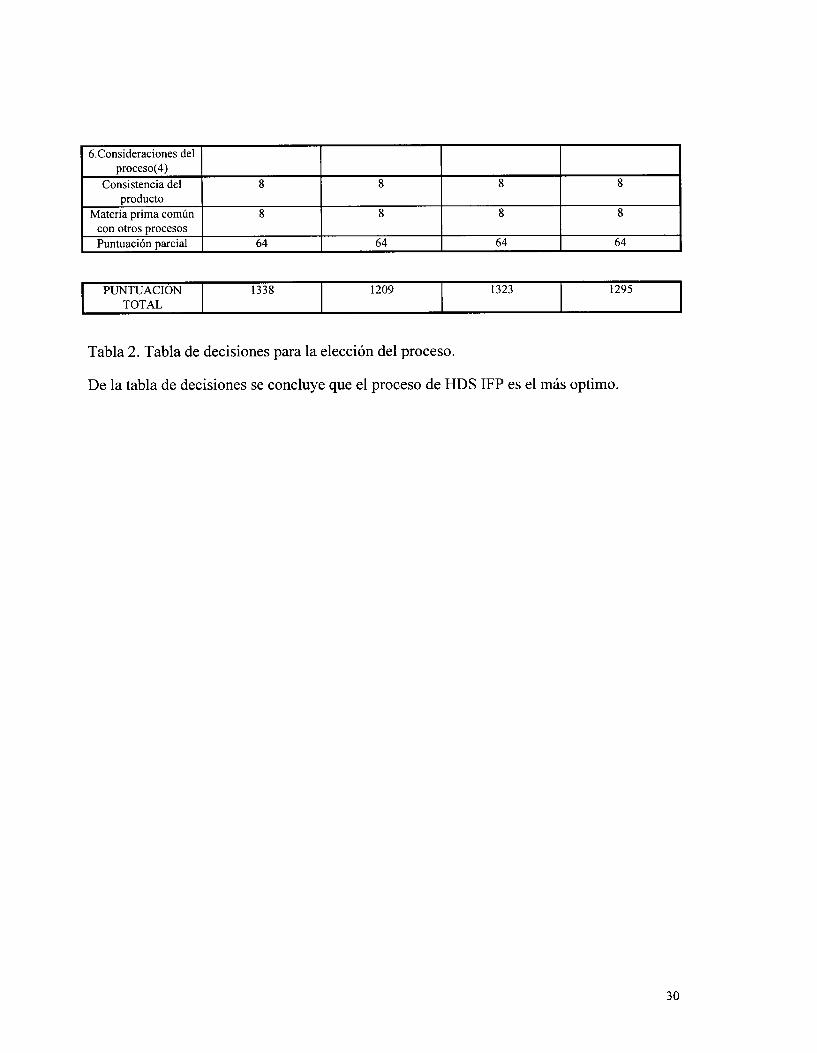
6,Consideraciones del proceso(4)
Consistencia del
8 8 Materia prima común producto
8 8 8 8
8 8 con otros procesos Puntuación parcial 64 64 64 64
PUNTUACION 1295 1323 1209 1338 TOTAL
Tabla 2. Tabla de decisiones para la elección del proceso.
De la tabla de decisiones se concluye que el proceso de HDS IFP es el más optimo.
30
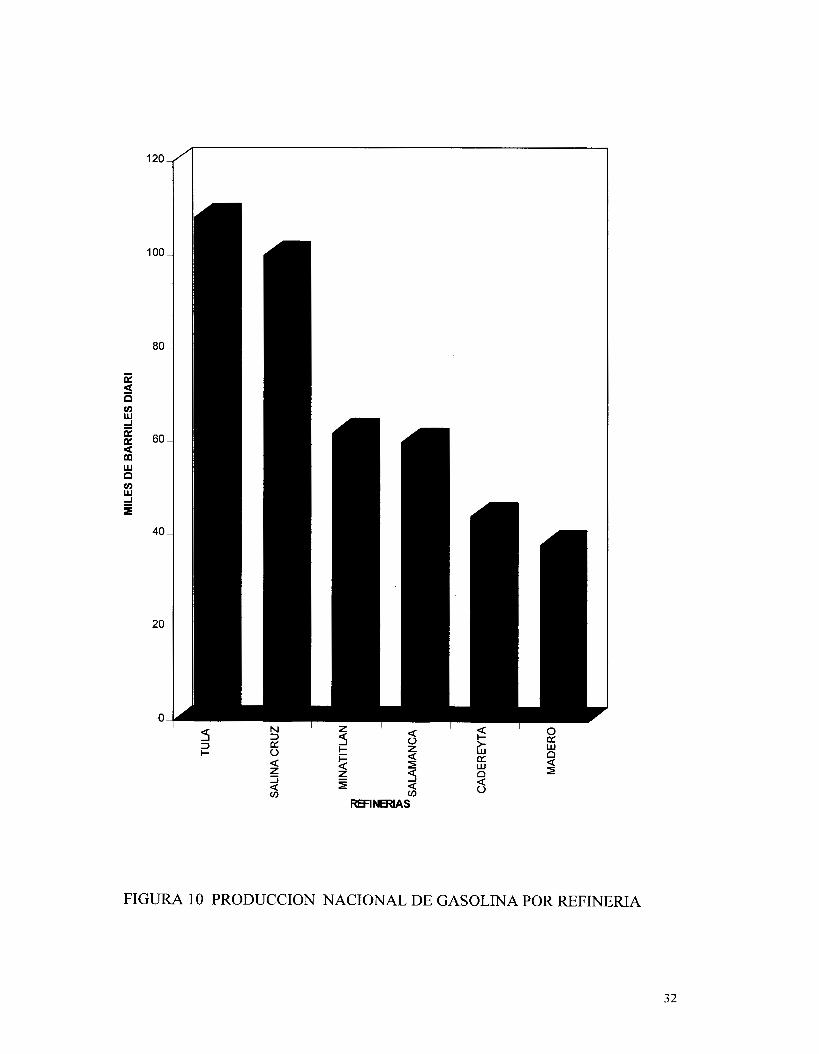
VII. CAPACIDAD DE LA PLANTA
En las seis refinerías con que cuenta nuestro país (Tula, Cadereyta, Salamanca, Minatitlán, Salina Cruz, Madero) se produce gasolina. En la figura (10) puede observarse la producción de gasolina por refinería en el año 1996. En la refinería de Tula, en la cual vamos a instalar nuestro proceso de hidrodesulfuración, se produce aproximadamente el 25.6 % del total de gasolina producida actualmente en México, y es el principal productor de gasolina a nivel nacional.
De los datos de consumo de gasolina esperado en los próximos años podemos ver que el porcentaje de consumo aumenta 34.64 % en el año 2003, por lo tanto, todas las refinerías tendrían que aumentar su capacidad de producción de gasolina en dicho porcentaje para satisfacer la demanda en ese año.
Así entonces, si la producción de la refinería de Tula en 1996 fue de 107 mil barriles diarios. Para el 2003 considerando lo ya mencionado se necesitara una producción de 144 mil barriles diarios de gasolina.
Calculando la diferencia de producción entre 2003 y 1996 (en la refinería de Tula) el resultado es 37 mil barriles diarios de gasolina, lo cual será la capacidad de la nueva planta de HDS.
31
120
1 O 0
80
60 ~
40 ~
20 ~
O -
FIGURA 1 O PRODUCCION NACIONAL DE GASOLINA POR REFINERIA
32
VI11 PARTE EXPERIMENTAL
VIII.l. ANTECEDENTES BIBLIOGRAFICOS
En esta sección se analizan algunos de los trabajos anteriores a lo que proponemos en este proyecto. Esto con el objeto de ilustrar el avance en la literatura en cuanto a los diferentes aspectos que se estudiaron para este trabajo, a saber : avances en síntesis y caracterización de óxidos de aluminio y circonio, aplicación de estos en reacciones de hidrotratamiento y caracterización de sulfuros soportados en los óxidos propuestos.
Rodriguez et. al (1) realizaron la preparación de alúmina y titania por los métodos SOL-GEL y PRECIPITACION. De este trabajo se tiene que la alúmina fue amorfa a temperatura ambiente y a 500°C para muestra sol-gel, pero la fase gamma aparece a 500°C en las muestras de precipitación y además las áreas superficiales para alúmina fueron 10- 15% mayores para sol-gel que las preparadas por precipitación.
Weisman et al (2) efectuaron aerogeles de titania, circonia y óxidos mixtos de titania- circonia, obteniendo áreas superficiales de dos a cinco veces más grandes que sus equivalentes preparados convencionalmente. Se encontró que el alto contenido de materiales de circonia es inestable bajo condiciones de reacción y fue cercanamente inactivo; en contraste, el catalizador que contiene alto material de titania es poco inestable y más activo en el área superficial que la alúmina o el equivalente convencional de titania soportado en Ni-Mo.
Miller y KO (3) prepararon óxidos mixtos catalíticos mediante la química del sol- gel, logrando establecer un control sobre la intimidad del mezclado a escala molecular y además las propiedades texturales y ácidas que dependen del mezclado, que no es posible por otros métodos de síntesis de soportes.
Montoya et al (4) realizaron la preparación de óxidos mixtos de alúmina-titania. Los óxidos fueron amorfos a 500°C mostrando solo orden de rango corto y el numero de sitios ácidos superficiales y las áreas superficiales específicas fueron incrementadas al elevar el contenido de titania.
Pérez y Trejo (5) sintetizaron óxidos mixtos de titania y circonia en diferentes composiciones empleando los métodos de sol-gel y precipitación, este trabajo muestra que el producto 50-50% (composición molar) es el material con mejores propiedades texturales y de estabilidad térmica por encima de las demás relaciones molares, por tanto las muestras diferentes de la de 50-50% presentan fases cristalinas al calcinarse a 500"C, en cambio la muestra 50-50'30 es amorfa.
33
Delmon et al (6) presenta los avances más notables publicados recientemente: Nuevos soportes(TiO,, ZrO,, óxidos mixtos obtenidos por precipitación), se presentan también nuevos elementos activos. El Ru y el Pt son los mas utilizados, se estudian también nuevos catalizadores bimetálicos: Ru-U, Pd-U, ó Co-Ru, Ni-Ru, Fe-Ru, Ru-Mo, etc.
Por otro lado se destaca el hecho de ahorrar nitrógeno y aumentar la selectividad de los catalizadores y de los procesos que los emplean.
Peña et al (7) realiza la preparación de catalizadores de HDS a base de Pd por el método de impregnación sin exceso de solución y hace un estudio sobre el efecto del precursor. De este trabajo se tiene que los sistemas de Pd preparados a partir de nitratos resultan prometedores en el proceso de HDS por su capacidad hidrogenante aun para catalizadores con bajas concentraciones de fase activa/nm2 de soporte.
Montoya, et al (8) efectúa la síntesis de óxidos mixtos de alúmina-titania con tres diferentes composiciones, 6%, 14% y 44% en peso de titania así como los óxidos puros de alúmina y titania, mediante los métodos de sol-gel y precipitación.
Se encontró que los óxidos provenientes de hidróxidos de coprecipitación fueron mucho más cristalinos que sus correspondientes obtenidos por sol-gel. En ambos sistemas al aumentar la temperatura de calcinación el orden estructural aumenta y al área superficial disminuye.
Girgis y Gates, et al (9) estudian la termodinámica, reactividades y cinéticas de reacción de la hidrogenación (HID) de hidrocarburos aromáticos, la hidrodesulfuración (HDS) y la hidrodesnitrogenación. En esta trabajo se presentan las constantes de equilibrio para reacciones de HDS organosulfurados (2-propanothiol, tiofeno) y el camino de reacción del tiofeno a bajas presiones, además se proponen ecuaciones de velocidad para la hidrogenolisís del tiofeno e hidrogenación del tiofeno y HID del tiofeno.
Después de haber estudiado los trabajos anteriores, se tiene que se siguen desarrollando nuevos soportes y elementos activos por medio de los métodos de síntesis sol-gel y precipitación. Es decir a los soportes tradicionales (y-alúmina, alúmina-titania), se añaden otros entre ellos la circonia, lo que permite tener materiales con mayor área superficial, resistencia térmica, mejores propiedades fisicoquímicas, etc. Por consiguiente se confirma que el óxido mixto alúmina-circonia es un material propio para ser utilizado como soporte en catalizadores.
34
VIII.2 ASPECTOS FUNDAMENTALES
A continuación se presentan de manera general las técnicas SOL-GEL y PRECIPITACIóN para la obtención de los soportes.
VIII.2.1.PROCESO SOL GEL
Algunas de las motivaciones para usar este procedimiento son:
Alta pureza. Partículas de tamaño pequeño y homogéneo y la baja temperatura de procesamiento. Controlar las superficies de los materiales. Sistemas multicomponentes homogéneos.
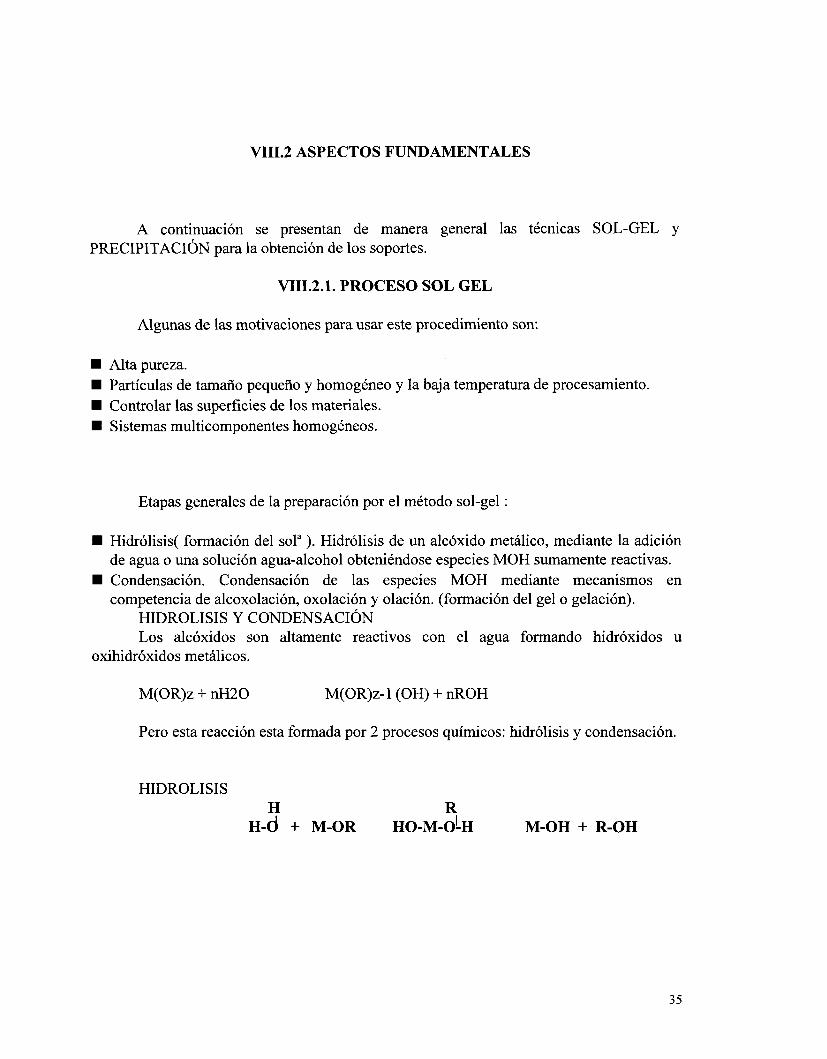
Etapas generales de la preparación por el método sol-gel :
Hidrólisis( formación del sola ). Hidrólisis de un alcóxido metálico, mediante la adición de agua o una solución agua-alcohol obteniéndose especies MOH sumamente reactivas. Condensación. Condensación de las especies MOH mediante mecanismos en competencia de alcoxolación, oxolación y olación. (formación del gel o gelación).
HIDROLISIS Y CONDENSACIóN Los alcóxidos son altamente reactivos con el agua formando hidróxidos u
oxihidróxidos metálicos.
M(0R)z + nH20 M(0R)z-1 (OH) + &OH
Pero esta reacción esta formada por 2 procesos químicos: hidrólisis y condensación.
HIDROLISIS H R
~ - d + M-OR HO-M-oI-H "OH + R-OH
35
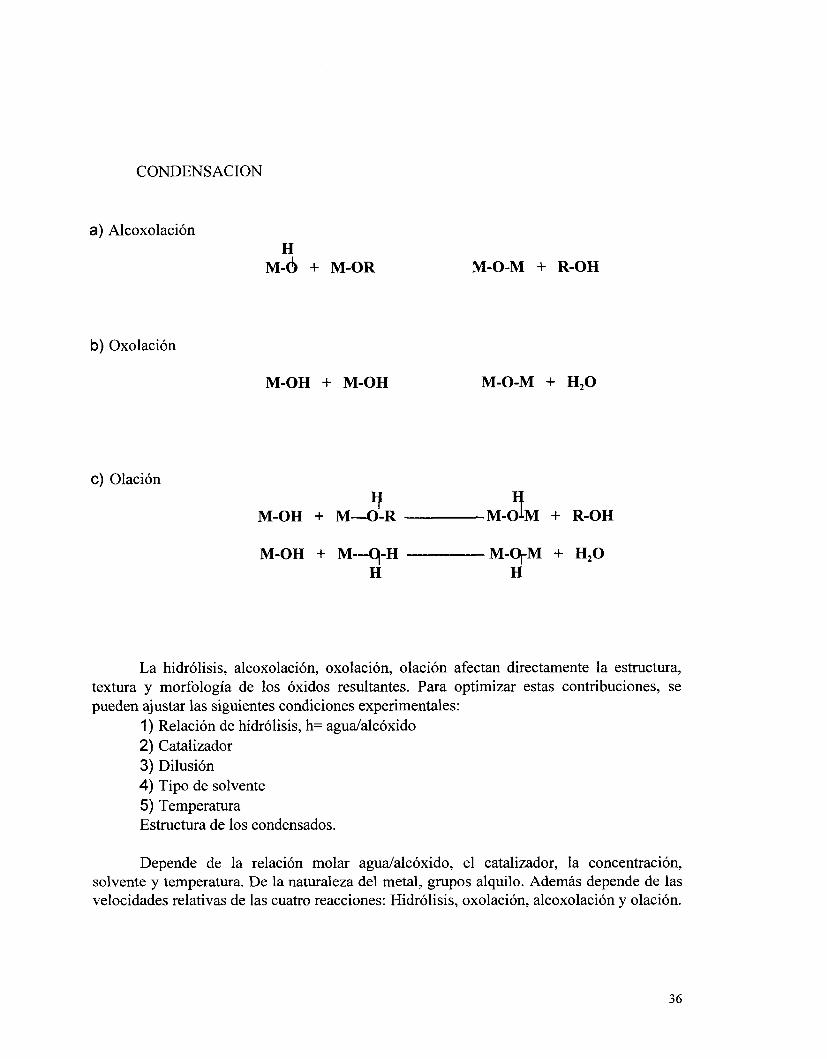
CONDENSACION
a) Alcoxolación H
M - 6 + M-OR
b) Oxolación
M-OH + "OH
M-O-M + R-OH
M-O-M + HZ0
C) Olación Y
M-OH + M--O-R M-O 7 M + R-OH
M-OH + M - 9 - H M - q M + H2O H H
La hidrólisis, alcoxolación, oxolación, olación afectan directamente la estructura, textura y morfología de los óxidos resultantes. Para optimizar estas contribuciones, se pueden ajustar las siguientes condiciones experimentales:
1) Relación de hidrólisis, h= agudalcóxido 2) Catalizador 3) Dilusión 4) Tipo de solvente 5) Temperatura Estructura de los condensados.
Depende de la relación molar agudalcóxido, el catalizador, la concentración, solvente y temperatura. De la naturaleza del metal, grupos alquilo. Además depende de las velocidades relativas de las cuatro reacciones: Hidrólisis, oxolación, alcoxolación y olación.
36
M Añejamiento. Consiste en mantener el gel por un periodo de tiempo inmerso en el
Secado de los geles. El líquido se remueve de la estructura porosa. Tratamiento térmico ó calcinación. Eliminación de OH mediante un proceso térmico y la
líquido madre.
transferencia a la fase de interés del soporte.
a)Los soles son dispersiones de partículas coloidales en un medio diferente al de las partículas (sólido-líquido, sólido-gas y líquido-gas). Un coloide es una suspensión donde el tamaño de la partícula de la fase dispersa está entre 1 a 1000 nm y se mantienen mediante fuerzas electrostáticas y de Van Der Waals.
b)El gel es una estructura interconectada y rígida con poros de dimensiones submicroscopicas y cadenas poliméricas. El punto de gelación es el tiempo (ó grado de reacción) en el cual se forma el último enlace que completa esta molécula gigante.
37
VI11.2.2. METODO DE PRECIPITACION
Este método presenta también un gran potencial, por la facilidad de manipulación de sus parámetros.
En general este método químico se lleva a cabo bajo las siguientes etapas:
Se parte de un precursor inorgánico, específicamente la sal del metal. Se prepara una solución del metal (agua es el solvente más adecuado), M,& seleccionado. Hidrólisis. Reacción con el agua. El cation metálico se solvata rodeándose con las moléculas de agua. Precipitación. El hidróxido metálico insoluble precipita al incrementar el pH mediante la adición controlada de una solución básica de hidróxidos de sodio, potasio ó amonio, carbonatos y bicarbonatos. Este es el principio del proceso para conducir a formar una estructura porosa en el catalizador. La precipitación ocurre en tres etapas supersaturación, nucleación, y crecimiento. En esta etapa tiene lugar la condensación. Aglomeración y gelación. Se pueden formar tres tipos de aglomerados hidrogeles, floculados y precipitados másicos. Los hidrogeles son los más importantes en catálisis, estos tienen una estructura tridimensional de enlaces donde pequeñas partículas se colocan ordenadamente a largo alcance mediante enlaces de hidrógeno vía moléculas de agua intersticiales, pero estas partículas son móviles y altamente inestables, por lo que crecen a través de un proceso de colisión y coalecencia. Filtrado y lavado. En esta etapa el hidrogel formado es filtrado y posteriormente lavado con cantidades sucesivas de agua para eliminar lo mas posible las impurezas presentes. Calcinación. Consiste en llevar las muestras a un proceso térmico. Lo que ocurre esencialmente en esta etapa es:
-Eliminación del agua químicamente enlazada, transformación del hidróxido alcóxido. -Cambios en el volumen de poro y distribución de tamaño de poro. -Transformaciones de fase. -Estabilización de propiedades mecánicas.
38
VIII.3 EXPERIMENTACION
Cada vez se hace mas importante el proceso de HDS en las refinerías ya que es necesario remover la mayor cantidad de azufre de la gasolina que a su vez proviene de petróleo cada día mas contaminado.
Para tratar de mejorar el proceso de HDS se necesita contar con catalizadores más eficientes. Actualmente las investigaciones realizadas se enfocan en tratar de modificar la estructura del soporte del catalizador con lo cual se han obtenido resultados muy positivos.
En este sentido nosotros proponemos modificar la alúmina que es el soporte común del catalizador utilizado para la HDS en las refinerías por un soporte mixto alúmina- circonia.
Ahora bien, para poder contar con dichos soportes estos se sintetizarán en el laboratorio basándonos en dos técnicas llamadas: Sol-Gel y de Precipitación.
Después se impregnarán con molibdeno en una primera etapa y después con Co-Mo, para probarse en dos reacciones modelo representativas de las gasolinas.
39
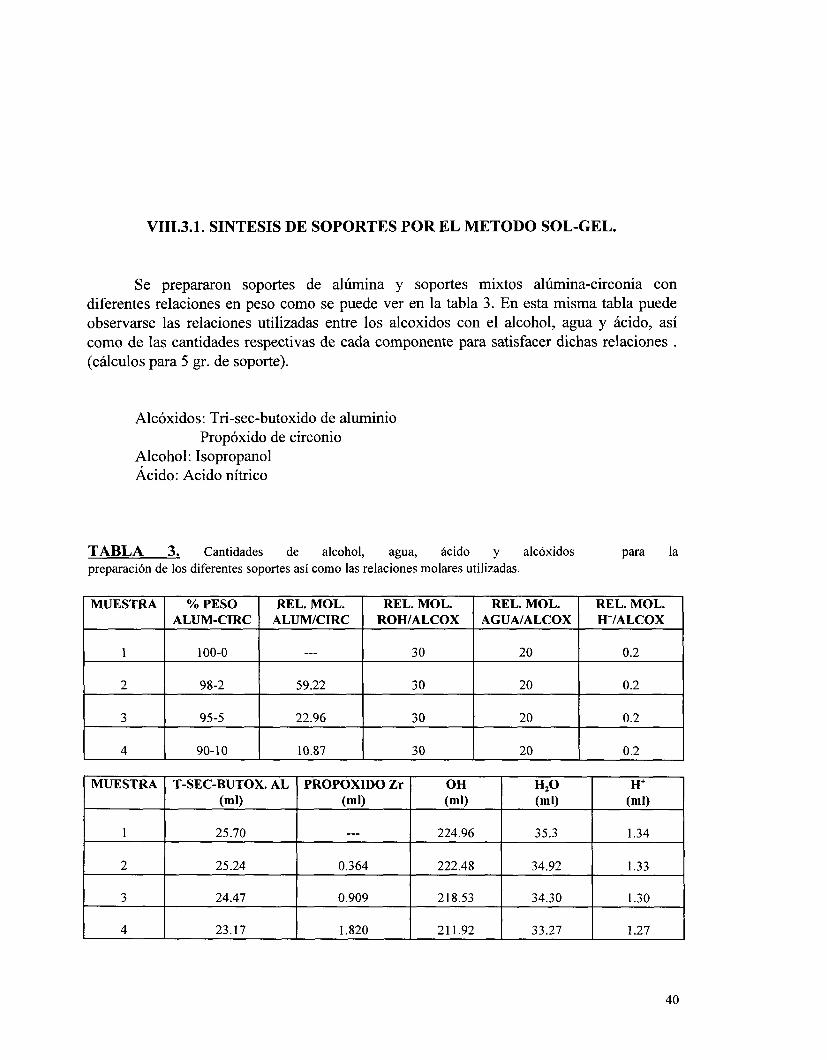
VIII.3.1. SINTESIS DE SOPORTES POR EL METODO SOL-GEL.
Se prepararon soportes de alúmina y soportes mixtos alúmina-circonia con diferentes relaciones en peso como se puede ver en la tabla 3. En esta misma tabla puede observarse las relaciones utilizadas entre los alcoxidos con el alcohol, agua y ácido, así como de las cantidades respectivas de cada componente para satisfacer dichas relaciones . (cálculos para 5 gr. de soporte).
Alcóxidos: Tri-sec-butoxido de aluminio Propóxido de circonio
Alcohol: Isopropanol Ácido: Acido nítrico
TABLA 3. Cantidades de alcohol, agua, ácido y alcóxidos para la preparación de los diferentes soportes así como las relaciones molares utilizadas.
MUESTRA
1
2
3
4
Yo PESO ALUM-CIRC
100-0
98-2
95-5
90- 1 O
REL. MOL. ROH/ALCOX ALUMKIRC
REL. MOL. REL. MOL. REL. MOL. H'/ALCOX AGUAlALCOX
59.22 0.2 20 30
22.96 0.2 20 30
10.87 o .2 20 30
40
Metodología: SOL-GEL
El procedimiento seguido en la síntesis de los óxidos metálicos mixtos y óxidos puros de Al y Zr, por el método sol-gel, en las relaciones atómicas Al/Zr y los nombres que se especifican en la tabla 3, se describe a continuación: En un reactor de vidrio, se coloco el propanol (en cantidad según la muestra a preparar), inmediatamente se llevo el reactor a una cámara de argón para mantener una atmósfera inerte, una vez ahí se le adiciono el tri-sec- butoxido de aluminio y el propoxido de circonio (también en la cantidad adecuada para cada experimento), cuidando de que no se formara precipitado. En todos los experimentos las cantidades de alcohol y alcóxidos h e la necesaria para tener la relación molar isopropanol/alcóxidos de 30. Posteriormente el reactor íüe llevado a una tina de enfriamiento a 0°C. En un adicionador , por separado, se hizo una mezcla de agua y ácido nítrico (relación molar agudalcóxido =20 y 2% de ácido nítrico, para todos los experimentos). La mezcla del adicionador se agregó gota a gota al reactor, en el cual en el momento de comenzar la adición se acciona la agitación mecánica. Este proceso se realizo en aproximadamente 4-5 horas. Todas las muestra se dejaron añejando en un régimen estático durante 24 horas, inmersas en el líquido madre.
El secado de las muestra se realizó eliminando el exceso de alcohol y agua mediante su arrastre por una corriente de aire, la cual se hizo pasar por encima de las muestras, esto se realizo a temperatura ambiente. Este proceso íüe lento para evitar que la estructura porosa de los sólidos colapsara, por efecto de la drástica salida del solvente de los poros.
La calcinación se llevo a cabo siguiendo una rampa de temperatura desde temperatura ambiente hasta 500°C (la rapa se muestra en la pagina siguiente).
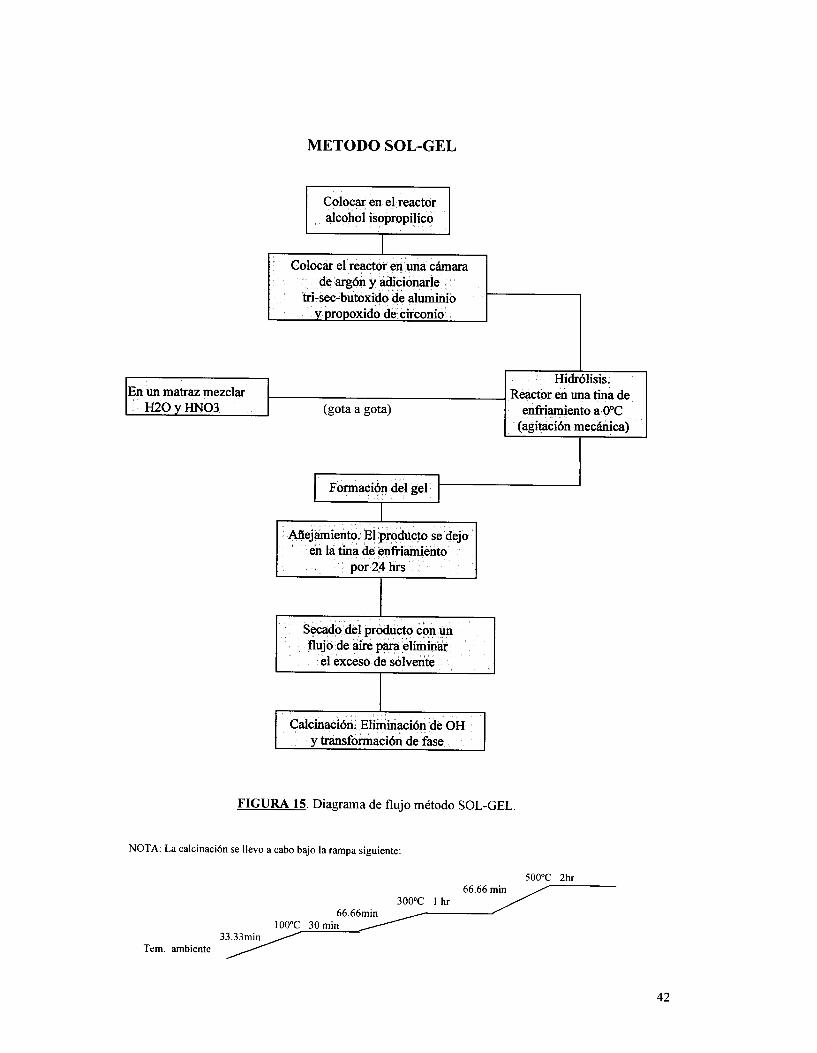
Una manera esquemática de la metodología antes mencionada es mostrada en el diagrama de flujo de la pagina siguiente, figural 5.
41
METODO SOL-GEL
Colocar en el reactor
de arg6n y adicionarle tri-sec-butoxido de aluminio I
Hidri En un matraz mezclar
(agitacibn mechica) enfriamiento a 0°C (gota a gota) H20 y HN03
Reactor en una tina de
Afiejamiento. El producto se dejo en la tina de enfriamiento
por 24 hrs
Secado del producto con un flujo de aire para eliminar
Calcinacibn. Eliminacih de OH
FIGURA 15. Diagrama de flujo método SOL-GEL.
NOTA: La calcinaci6n se llevo a cabo bajo la rampa siguiente:
ilisis.
500°C 2hr
300°C 1 hr 66.66min
100°C 30 min 33.33min
Tem. ambiente
42
VI11.3.2. SINTESIS DE SOPORTES POR EL METODO DE PRECIPITACION
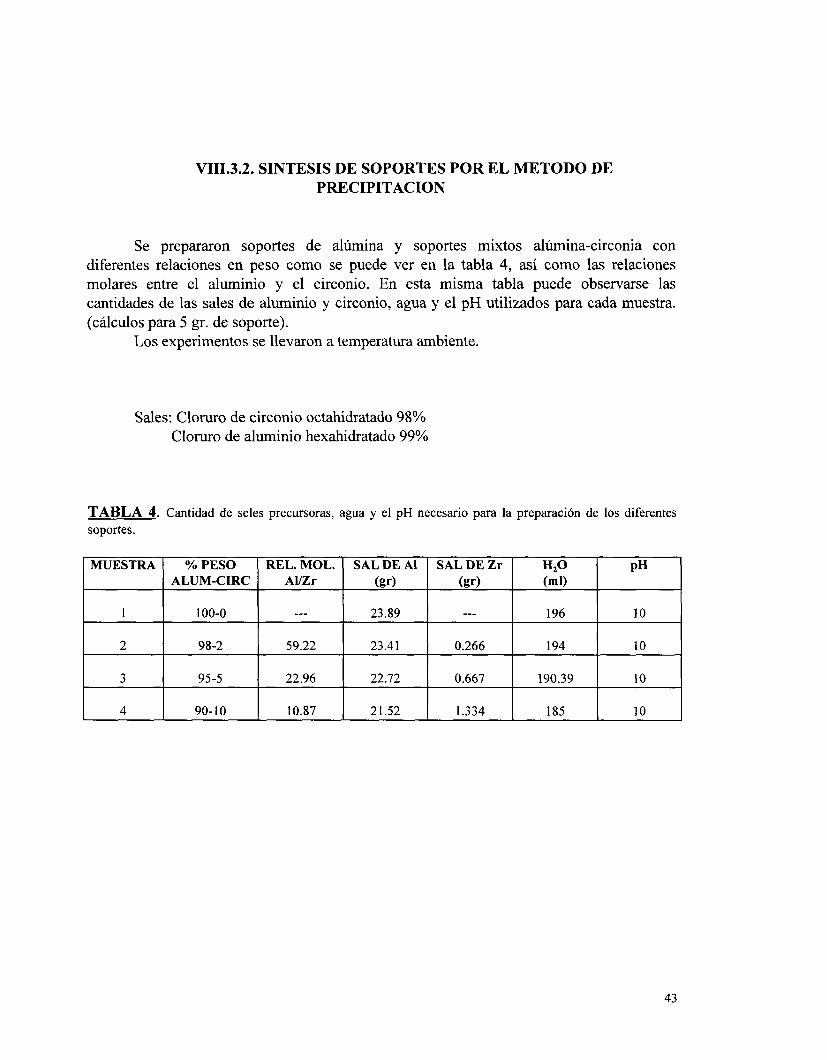
Se prepararon soportes de alúmina y soportes mixtos alúmina-circonia con diferentes relaciones en peso como se puede ver en la tabla 4, así como las relaciones molares entre el aluminio y el circonio. En esta misma tabla puede observarse las cantidades de las sales de aluminio y circonio, agua y el pH utilizados para cada muestra. (cálculos para 5 gr. de soporte).
Los experimentos se llevaron a temperatura ambiente.
Sales: Cloruro de circonio octahidratado 98% Cloruro de aluminio hexahidratado 99%
TABLA 4. Cantidad de seles precursoras, agua y el pH necesario para la preparación de los diferentes soportes.
MUESTRA PH K O SAL DE Zr SAL DE AI REL. MOL. YO PESO ALUM-CIRC (m0 (gr) (gr) AYZr
1
10 185 1.334 21.52 10.87 90- 1 O 4
10 190.39 0.667 22.72 22.96 95-5 3
10 194 0.266 23.4 1 59.22 98-2 2
10 196 "_ 23.89 "- 100-0
43
Metodología: PRECIPITACION
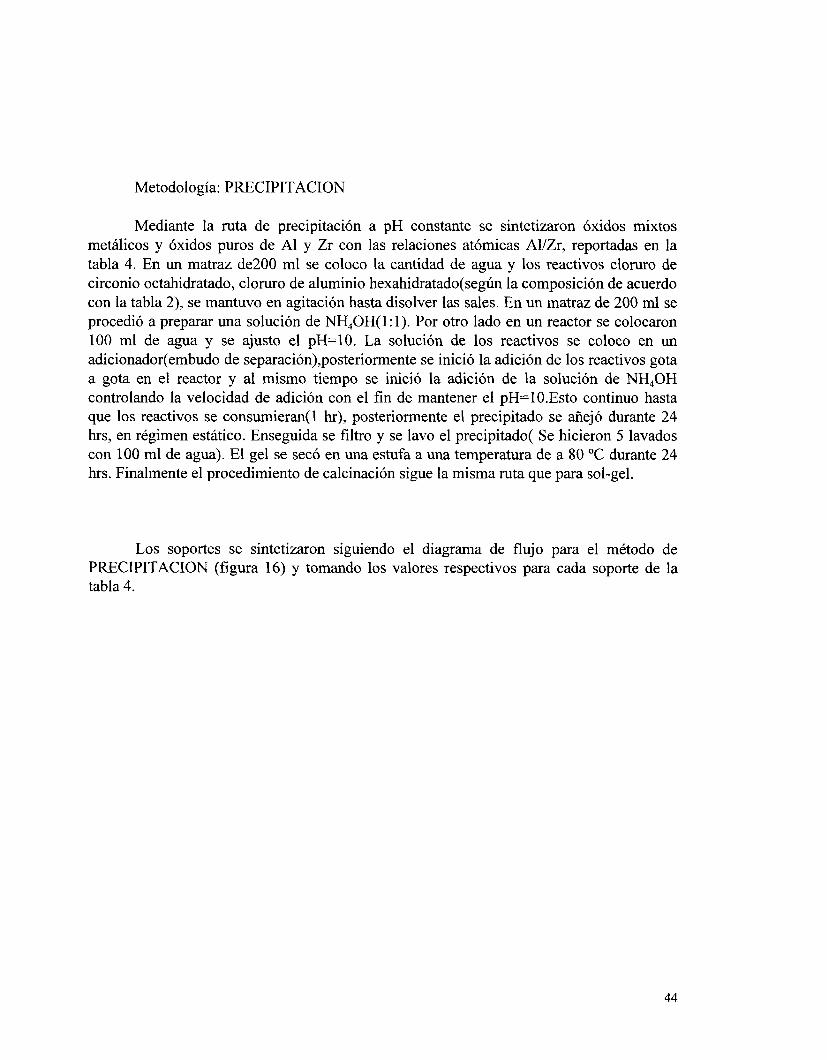
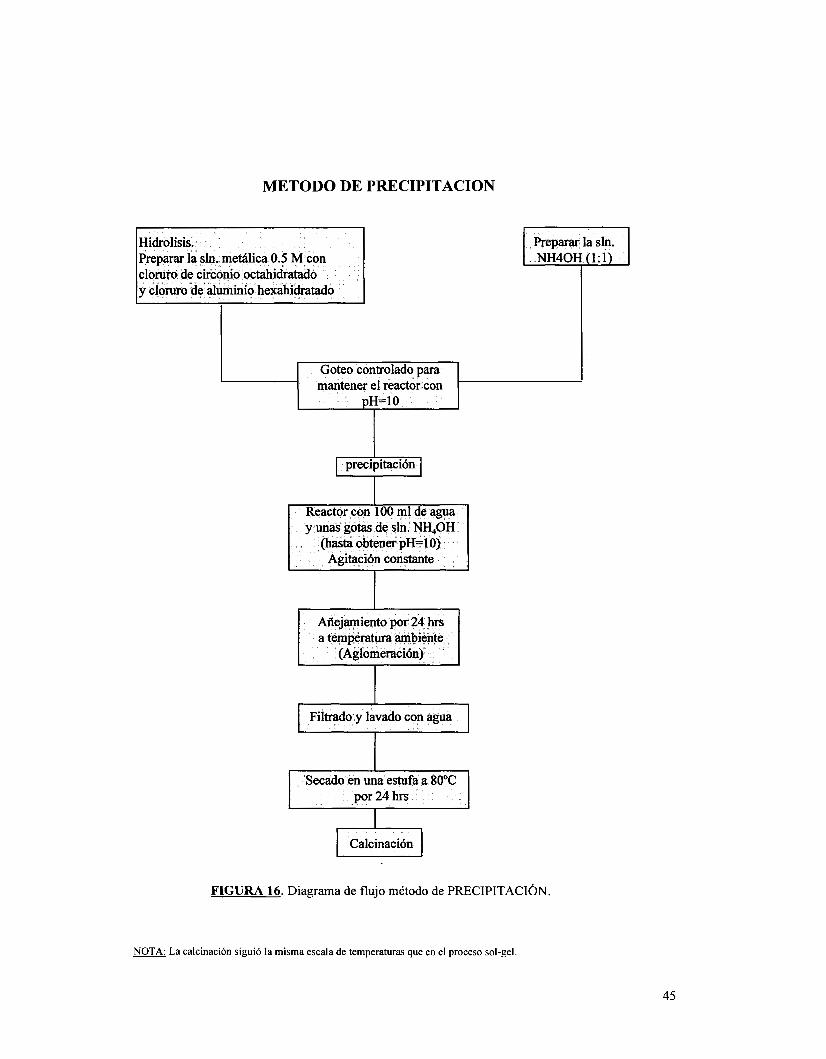
Mediante la ruta de precipitación a pH constante se sintetizaron óxidos mixtos metálicos y óxidos puros de Al y Zr con las relaciones atómicas Al/Zr, reportadas en la tabla 4. En un matraz de200 m1 se coloco la cantidad de agua y los reactivos cloruro de circonio octahidratado, cloruro de aluminio hexahidratado(según la composición de acuerdo con la tabla 2), se mantuvo en agitación hasta disolver las sales. En un matraz de 200 m1 se procedió a preparar una solución de NH,OH( 1 : 1). Por otro lado en un reactor se colocaron 100 m1 de agua y se ajusto el pH=lO. La solución de los reactivos se coloco en un adicionador(embudo de separación),posteriormente se inició la adición de los reactivos gota a gota en el reactor y al mismo tiempo se inició la adición de la solución de NH,OH controlando la velocidad de adición con el fin de mantener el pH=lO.Esto continuo hasta que los reactivos se consumieran(1 hr), posteriormente el precipitado se afíejó durante 24 hrs, en régimen estático. Enseguida se filtro y se lavo el precipitado( Se hicieron 5 lavados con 100 m1 de agua). El gel se secó en una estufa a una temperatura de a 80 "C durante 24 hrs. Finalmente el procedimiento de calcinación sigue la misma ruta que para sol-gel.
Los soportes se sintetizaron siguiendo el diagrama de flujo para el método de PRECIPITACION (figura 16) y tomando los valores respectivos para cada soporte de la tabla 4.
44
METODO DE PRECIPITACION
Hidrolisis. Preparar la sln. methlica 0.5 M con cloruro de circonio octahidratado y cloruro de aluminio hexahidratado
I
Goteo controlado para mantener el reactor con
pH=l O
(1:l) I la sln. Preparar 1
-
'i precipitaci6n
Reactor con 100 m1 de agua y unas gotas de sln. NKOH
(hasta obtener pH=l O) Agitaci6n constante
Afíejamiento por 24 hrs a temperatura ambiente
(Aglomeraci6n)
r Filtrado y lavado con agua
Secado en una estufa a 80°C por 24 hrs
Calcinaci6n
FlGURA 16. Diagrama de flujo método de PRECIPITACIóN.
NOTA: La calcinación sigui6 la misma escala de temperaturas que en el proceso sol-gel.
45
VIII.3.3. CARACTERIZACION DE LOS SOPORTES SINTETIZADOS
VIII.3.3.1. AREA SUPERFICIAL
El método más común de determinación de área superficial, y uno de los más usados rutinariamente en la mayoría de los estudios catalíticos, es el desarrollado por Brunauer, Emmet y Teller(BET) para fisisorción de un gas.
La ecuación BET para adsorción en capas múltiples es:
P/ v (Po-P) = I / V, C + (C-l)P/ V, CP, ................... ( Ec. VIII.1)
Donde: P= Presión parcial de adsorbato Po= Presión de saturación de gas adsorbido a la temperatura del experimento v,= Volumen de la monocapa v= Volumen adsorbido de gas adsorbido a la presión P C= Constante relacionada exponencialmente a los calores de adsorción y licuefacción del gas
C= e (Q,-QL)/RT ................................ (Ec. VIII.2)
Donde: Q,= Calor de adsorción en la primera capa QL= Calor de licuefacción de gas adsorbido sobre todas las otras capas
Cuando la ecuación anterior se aplica, una gráfica de P/v(P,-P) vs PP, deberá dar una línea recta cuya pendiente y ordenada al origen puede usarse para evaluar vm y C. Generalmente, muchos datos de adsorción muestran un buen ajuste con la ecuación de BET a valores de presión relativa entre 0.05 y 0.3 , en consecuencia este rango se utiliza para medidas de área superficial.
Los soportes obtenidos tanto por SOL-GEL y PREClPlTAClON fueron sometidos a ensayos de fisisorción de nitrógeno en el MlCROMERlTlCS (Accusorb 2100E) equipo especial para esta técnica. Para la medición del área de cada soporte: Una muestra de aproximadamente O.lgr se dejó desgasificar por 12 hrs, se midió el volumen muerto y se analizo la fisisorción de nitrógeno; las medidas se realizaron desde una presión(PIP,) de 0.01-0.3 . Se calculo el área por medio de un programa implementado para esta técnica.
46
VIII.3.3.2. DIFRACCION DE RAYOS X
En la DRX un haz colimado de rayos X, con longitudes de onda h de 0.5-2 "A, se hace incidir sobre una muestra y se difracta por las fases cristalinas de acuerdo a la ley de Bragg:
h= 2DSen9 ..................... Ec.VII1. 3)
Donde: D= Distancia entre planos átomicos 9= Ángulo de difracción h= Longitud de onda de la radiación
La intensidad de los rayos X difractados se mide variando el ángulo de difracción 28 y la orientación de la muestra. Este patrón de difracción se usa para identificar las fases cristalinas de la muestra y medir sus propiedades estructurales, incluyendo esfuerzos, el tamaño y la orientación de los cristales.
Las muestras se analizaron en un difractómetro de rayos X Siemens Kristalloflex acoplado a un tubo de rayos X de ánodo de Cuy h= 1.5406. El aparato se operó a 35 Kv y 20mA con un intervalo de tiempo de Is y velocidad de barrido de 0.03 "/s.
VIII.3.3.3 PRUEBAS DE ACIDEZ
La acidez de los soportes se determino mediante la reacción de deshidratación de 2- propanol, en un reactor de vidrio con O. lg de soporte que se activo con un flujo de nitrógeno durante una hora a 400 "Cy la temperatura de reacción fue entre 120°C y 210"C, la corriente de salida del reactor se analizo en un cromatografo Gow-Mac serie 750, equipado con una columna empacada con Carbowax 20M en Chromosorb al IO%, con un diámetro de 3.2mm. y una longitud de 3m.
47
VIII.4 RESULTADOS
VIII.4.1. AREA SUPERFICIAL
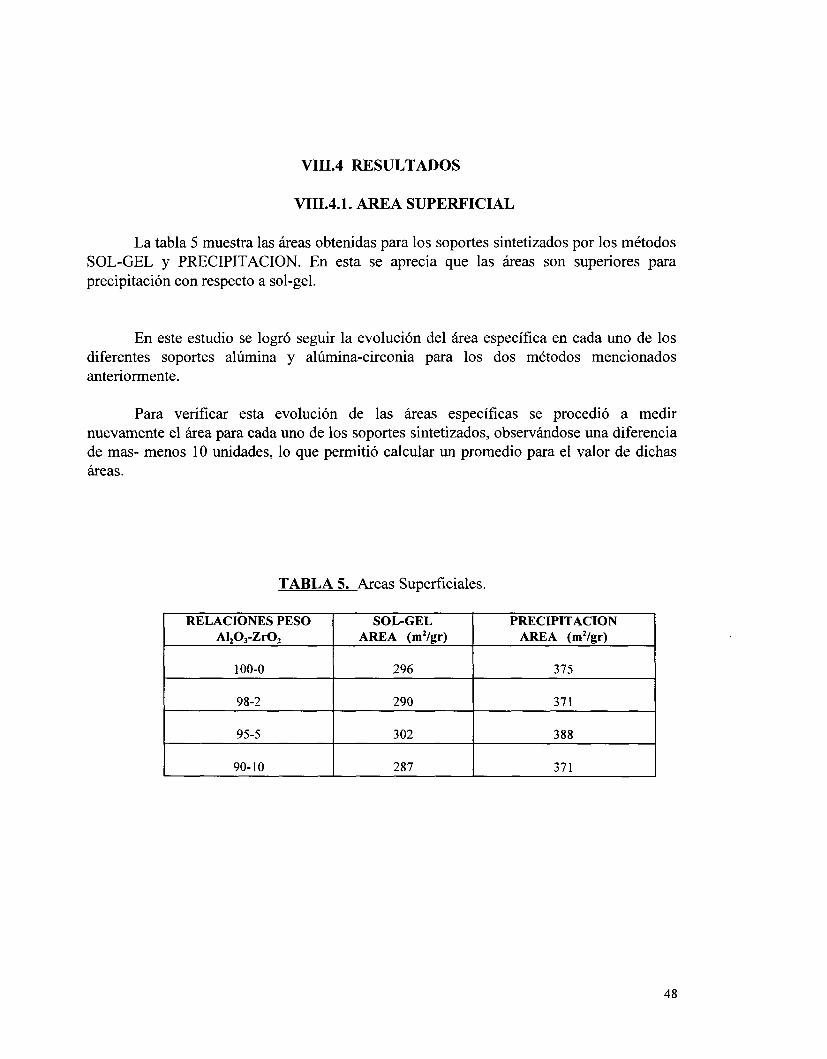
La tabla 5 muestra las áreas obtenidas para los soportes sintetizados por los métodos SOL-GEL y PRECIPITACION. En esta se aprecia que las áreas son superiores para precipitación con respecto a sol-gel.
En este estudio se logró seguir la evolución del área específica en cada uno de los diferentes soportes alúmina y alúmina-circonia para los dos métodos mencionados anteriormente.
Para verificar esta evolución de las áreas específicas se procedió a medir nuevamente el área para cada uno de los soportes sintetizados, observándose una diferencia de mas- menos 10 unidades, lo que permitió calcular un promedio para el valor de dichas áreas.
TABLA 5. Areas Superficiales.
RELACIONES PESO PRECIPITACION SOL-GEL Al,O,-ZrO, AREA (m2/gr) AREA (m2/gr)
100-0
37 1 287 90- 1 O
388 3 02 95-5
37 1 290 98-2
375 296
48
VIII.4.2.DIFRACCION DE RAYOS X
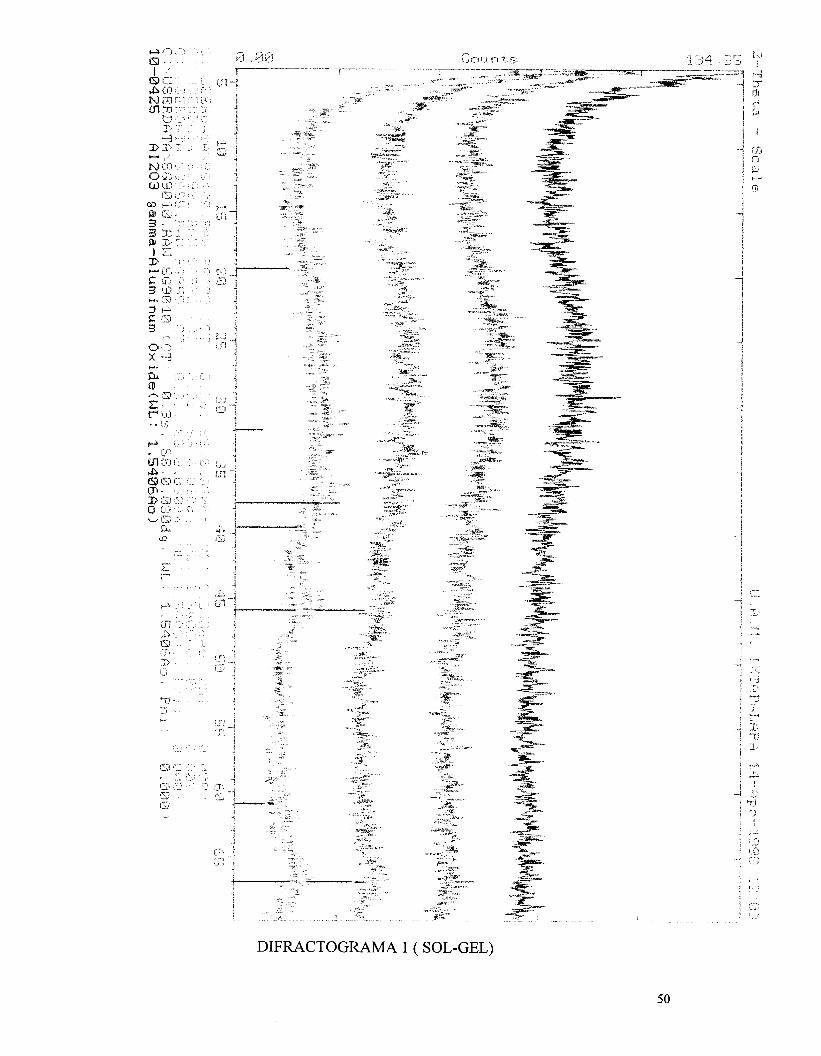
En el drifractograma 1 se analizan las muestras de A1,0, y Al,O,-ZrO, (90-10) obtenidas a partir del proceso sol gel. (Las líneas verticales pertenecen al patrón de referencia gamma alúmina).
De la comparación de nuestras muestras con el patrón de referencia podemos decir que nuestros soportes se encuentra en la fase gamma alúmina, ya que muestran los picos característicos en los rangos dados para dicha fase. La muestra de Al,O,-ZrO, presenta alteraciones en su difractograma con respecto a la alúmina debido a la presencia de la circonia pero se mantiene dentro de la fase gamma. (ver difractograma 1).
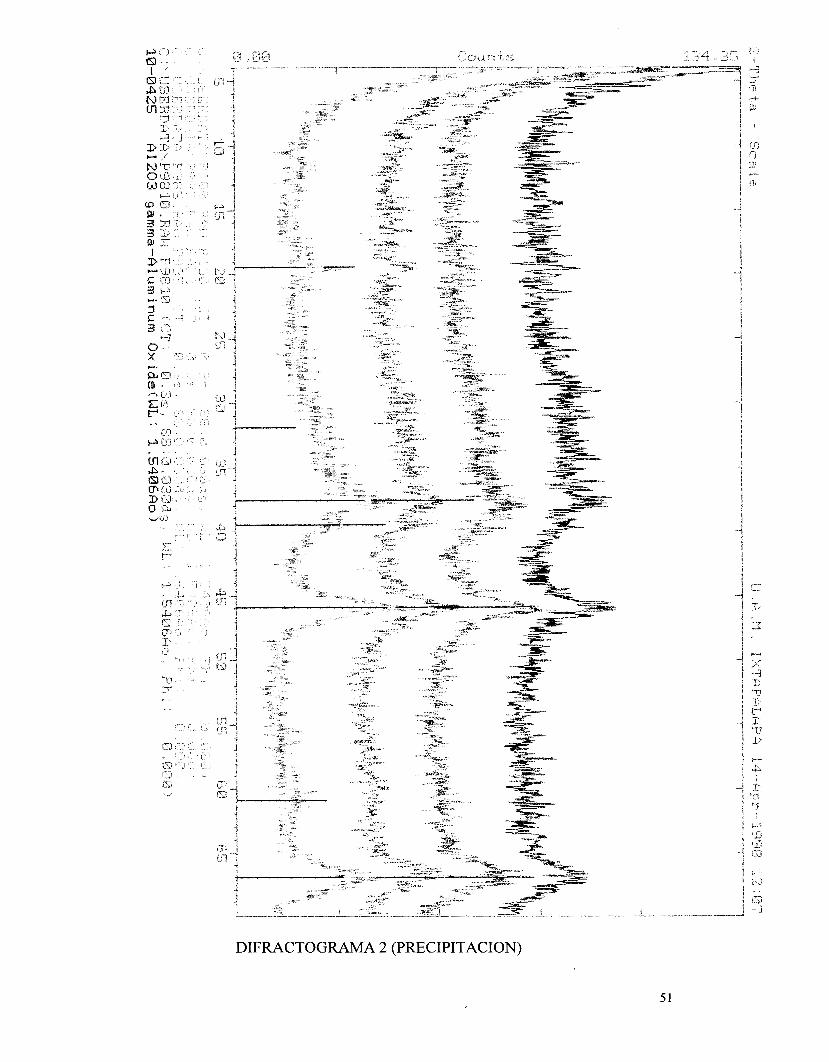
En el difractograma 2 se presenta la muestra de A1,0, obtenida por el método de precipitación, y haciendo la comparación con el patrón de referencia podemos ver que nuestro soporte se encuentra en la fase gamma alúmina. (ver difractograma 2)
NOTA: Los difractogramas de los demás soportes sintetizados nos muestran que estos se encuentran también en la fase gamma.
49
DIFRACTOGRAMA 1 ( S O T A E T . ) \ - - - "-,
50
DIFRACTOGRAMA 2 (PRECIPITACION)
51
VIII.4.3 ACIDEZ
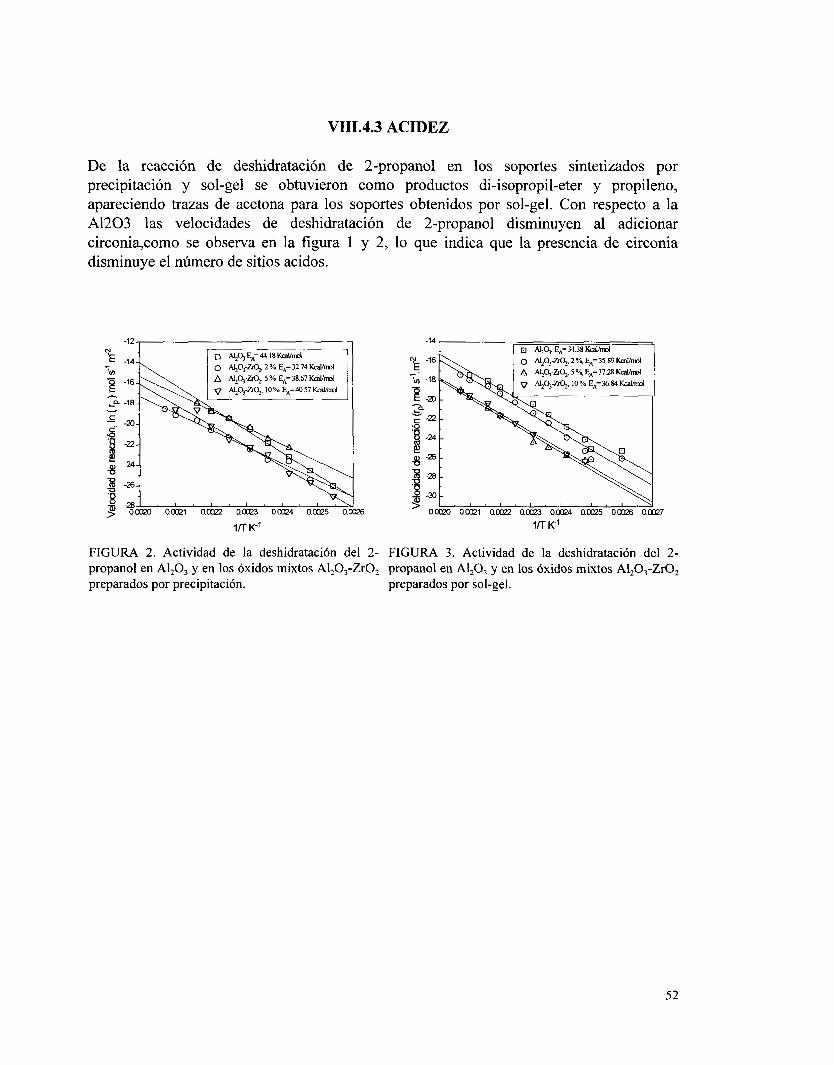
De la reacción de deshidratación de 2-propanol en los soportes sintetizados por precipitación y sol-gel se obtuvieron como productos di-isopropil-eter y propileno, apareciendo trazas de acetona para los soportes obtenidos por sol-gel. Con respecto a la A1203 las velocidades de deshidratación de 2-propanol disminuyen al adicionar circonia,como se observa en la figura 1 y 2, lo que indica que la presencia de circonia disminuye el número de sitios acidos.
FIGURA 2. Actividad de la deshidratación del 2- FIGURA 3. Actividad de la deshidratación del 2- propanol en Alzo3 y en los óxidos mixtos Al,O,-ZrO, propanol en Alzo3 y en los óxidos mixtos Al,O,-ZrO, preparados por precipitación. preparados por sol-gel.
52
VIII.5. PREPARACION DEL CATALIZADOR
VIII.5.1. METODO DE IMPREGNACION SIN EXCESO DE SOLUCION.
Este método consta de cuatro etapas: impregnación, maduración, secado y calcinación.
Impregnación. Consiste en humedecer el soporte con un volumen de solución de los elementos activos a depositar, equivalente a la saturación del volumen poroso del soporte utilizado. La ventaja de esta técnica es que permite depositar la cantidad requerida del elemento catalítico de una forma simple y confiable. Maduración. La solución se difunde dentro del soporte poroso. Secado. Se evacua el solvente por lo general arriba de lOO"C, si este es agua. Calcinación. Permite la descomposición de la sal a fin de obtener el óxido del metal impregnado, este paso se lleva a cabo a temperaturas superiores de 350°C.
METODOLOGIA
Tomando los datos del área respectiva para cada catalizador (ver tabla 6) y sabiendo que queremos colocar en cada soporte 2.8 átomos de Mo sobre nanometro cuadrado, realizamos los cálculos correspondientes para obtener las cantidades de fase activa necesaria para cada catalizador (tabla 4).
Sal precursora: (NH,),Mo,O,,~6H,O (heptamolibdato de amonio)
53
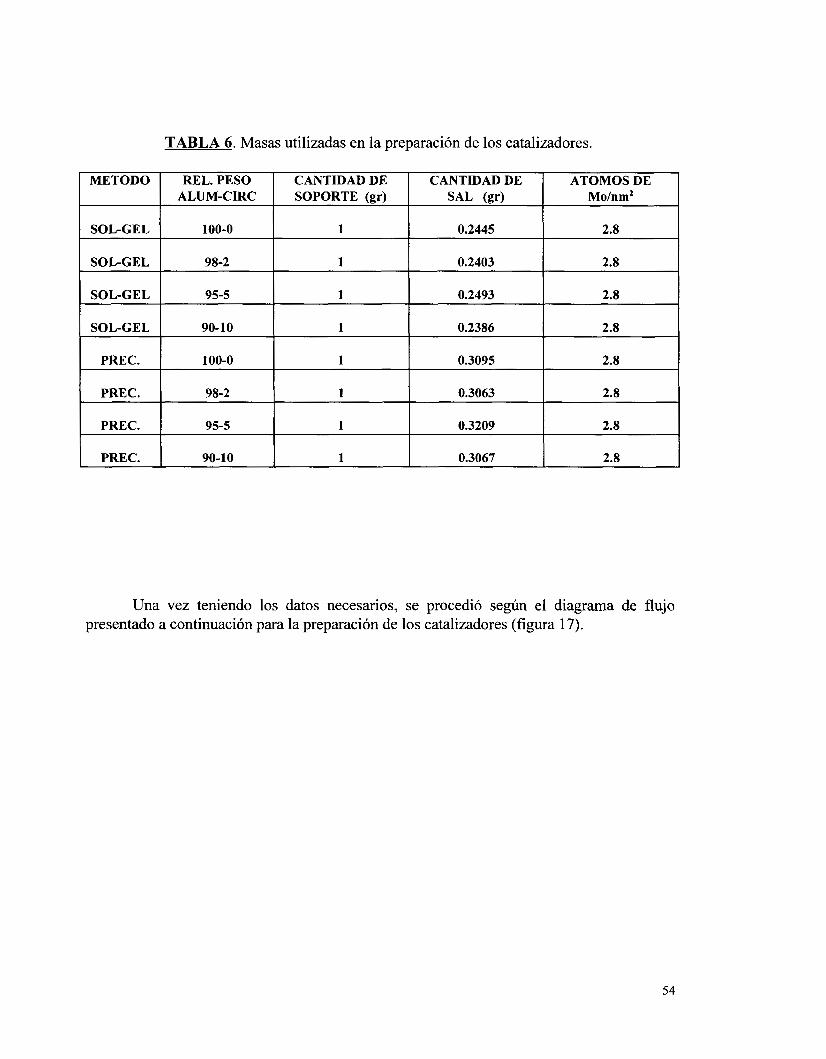
TABLA 6. Masas utilizadas en la preparación de los catalizadores.
PREC.
2.8 0.3209 1 95-5 PREC.
2.8 0.3063 1 98-2
PREC. 2.8 0.3067 1 90- 1 O
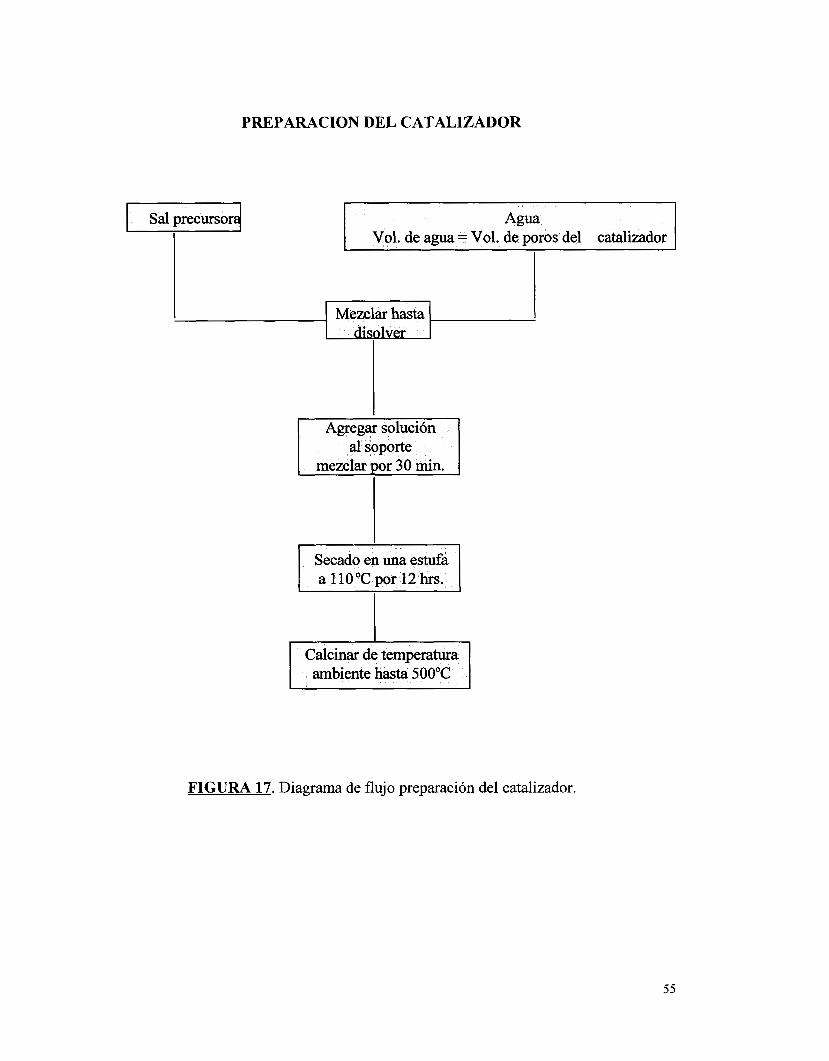
Una vez teniendo los datos necesarios, se procedió según el diagrama de flujo presentado a continuación para la preparación de los catalizadores (figura 17).
54
PREPARACION DEL CATALIZADOR
Agua Vol. de agua = Vol. de poros del catalizador
1- Mezclarhasta disolver
al soporte
Calcinar de temperatura ambiente hasta 500°C
FIGURA 17. Diagrama de flujo preparación del catalizador.
55
VIII.6. EVALUACION CATALITICA
HDS DE TIOFENO
Las reacciones deseadas de HDS son la hidrogénolisis del enlace C-S y su conversión a H,S e hidrocarburos, de acuerdo a la siguiente reacción:
R-SH + Hz R - H + H2S
Estas reacciones son esencialmente irreversibles bajo condiciones industriales de reacción (340-425 "C y 40-170 atm). Las constantes de equilibrio disminuyen al incrementarse la temperatura, lo que confirma la exotermicidad de la reacción de HDS.
En la evaluación catalítica a nivel laboratorio de los catalizadores Mo/Al,O,-ZrO, se propone la reaccione de hidrodesulfuración HDS utilizando una molécula modelo.
En este trabajo se van a utilizar como molécula modelo para HDS el tiofeno. Se utilizara esta molécula modelo ya que es la comúnrnente utilizada para evaluar
los catalizadores, aunado a que el tiofeno es una de las moléculas más difíciles de desulfurar y que se encuentra en los cortes petroleros.
En la figura (18) se muestra un esquema reacciona1 propuesto para la HDS del tiofeno.
Las pruebas para evaluar la actividad catalítica de nuestros catalizadores fueron realizadas en un microreactor de flujo continuo ; utilizando como reactivos tiofeno e hidrógeno en exceso. Los productos de la reacción fueron analizados en el cromatografo de gases, el cual esta conectado a una PC .
Los catalizadores que se van a someter a pruebas de HDS necesitan sulfurarse, para esto se coloca el catalizador en el reactor diferencial y se le hace pasar un flujo de ácido sulfhidrico, con el fin de sulfurar el catalizador, con un controlador de temperatura se programa una rampa de calentamiento de 10" C/min , al llegar a los 400°C se le mantiene durante una hora, entonces se cierra el flujo de ácido sulfhidrico y se haca pasar nitrógeno para remover el exceso de 1 ácido, terminado esto el catalizador se encuentra activado.
56
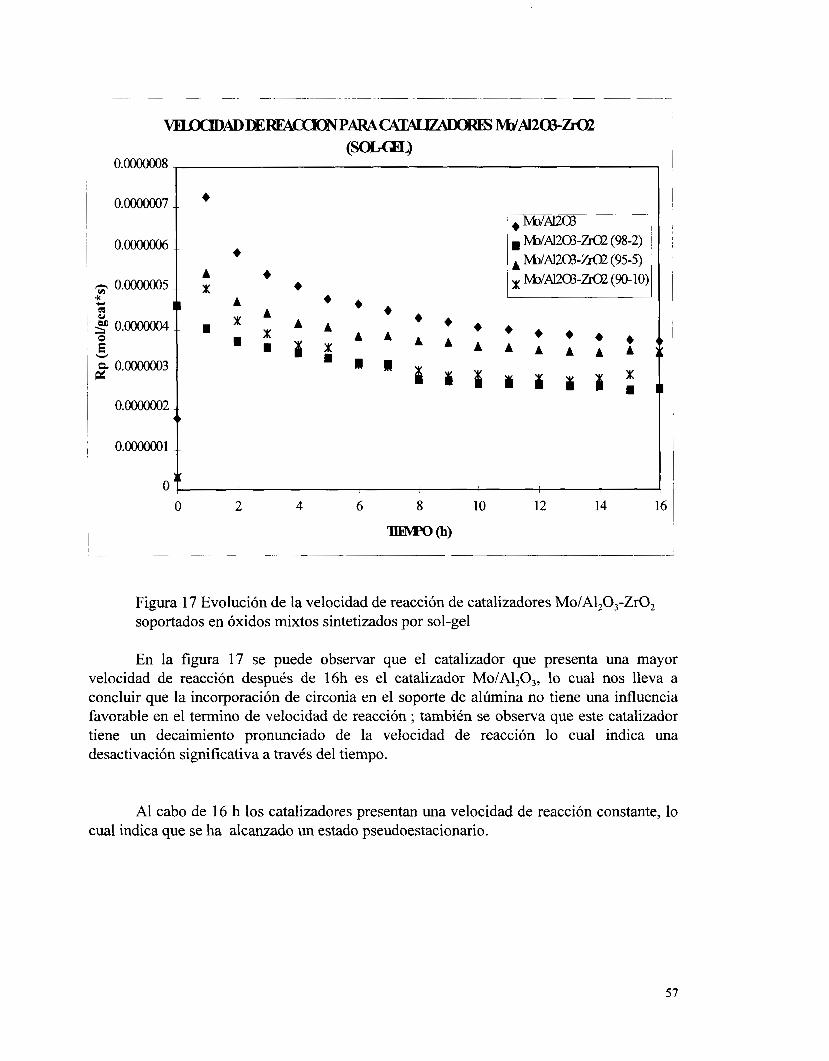
Figura 17 Evolución de la velocidad de reacción de catalizadores Mo/Al,O,-ZrO, soportados en óxidos mixtos sintetizados por sol-gel
En la figura 17 se puede observar que el catalizador que presenta una mayor velocidad de reacción después de 16h es el catalizador Mo/A1,0,, lo cual nos lleva a concluir que la incorporación de circonia en el soporte de alúmina no tiene una influencia favorable en el termino de velocidad de reacción ; también se observa que este catalizador tiene un decaimiento pronunciado de la velocidad de reacción lo cual indica una desactivación significativa a través del tiempo.
Al cabo de 16 h los catalizadores presentan una velocidad de reacción constante, lo cual indica que se ha alcanzado un estado pseudoestacionario.
57
VELOCIDAD DE REACCION PARA CATALIZADORES Mo/AI203-Zr02
(PRECIPITACION)
i 0.0000016
0.0000014 !!
0.0000012 ~~
Mo/A1203-Zr02 (95-5)
II ~ A Mo/A1203-Zr02 (90- I O) ! L 0.000001 ~~
: m - ~ . _ _ - ~ . . _ _ _
! O 0.0000008 ~~
4
‘ E ‘ P - 0.0000006 ~~ m
OL
~ 0.0000004 Al ~ 0.0000002 ~~
I O 5 10 15 2o I 0 0 ! I
i TIWIPO (h) I
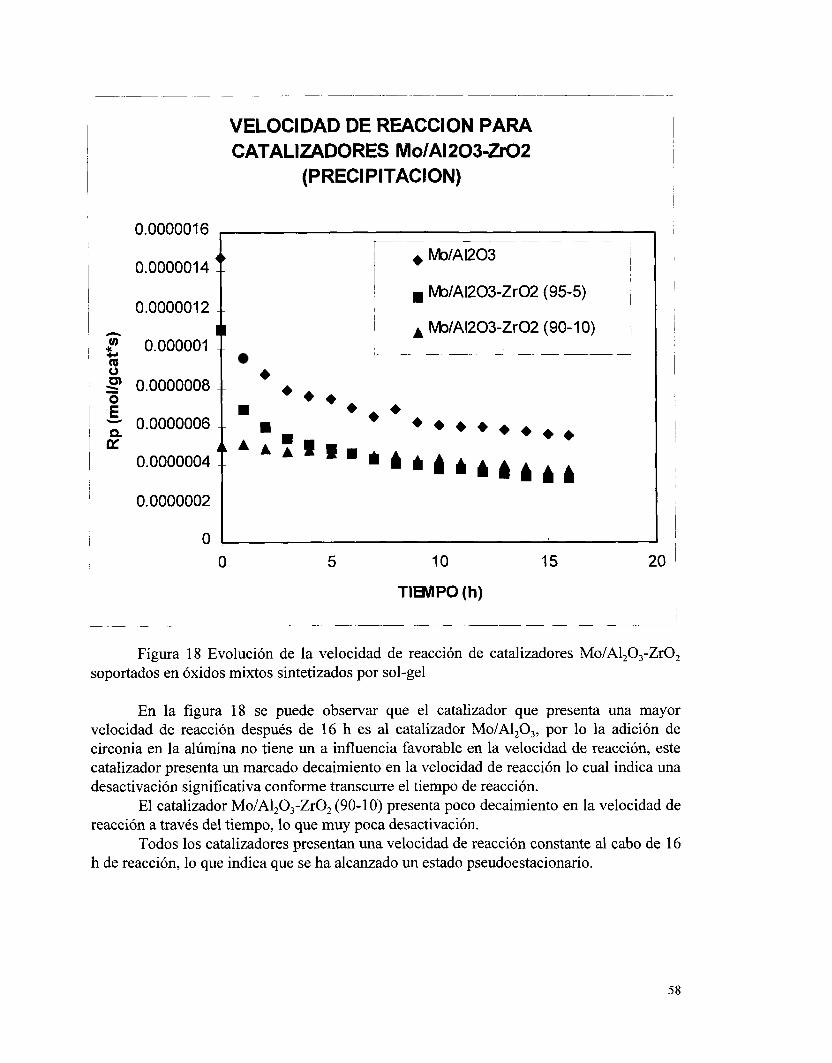
Figura 18 Evolución de la velocidad de reacción de catalizadores Mo/Al,O,-ZrO, soportados en óxidos mixtos sintetizados por sol-gel
En la figura 18 se puede observar que el catalizador que presenta una mayor velocidad de reacción después de 16 h es al catalizador Mo/A1,0,, por lo la adición de circonia en la alúmina no tiene un a influencia favorable en la velocidad de reacción, este catalizador presenta un marcado decaimiento en la velocidad de reacción lo cual indica una desactivación significativa conforme transcurre el tiempo de reacción.
El catalizador Mo/Al,O,-ZrO, (90-1 O) presenta poco decaimiento en la velocidad de reacción a través del tiempo, lo que muy poca desactivación.
Todos los catalizadores presentan una velocidad de reacción constante al cabo de 16 h de reacción, lo que indica que se ha alcanzado un estado pseudoestacionario.
58
I ~
VELOCIDADES DE REACCION DE CATALIZADORES I SOPORTADOS EN OXIDOS MIXTOS OBTENIDOS POR I I DIFERENTES METODOS I
I 4.0000E06
3.5000E06 ~~
3.0000E06
2.5000E-06 .~
2.00ooE06 ~-
1.5000E06 ~~
1.0000E06
5.0000E07
o.00ooEoo L i t
O 5 i 10
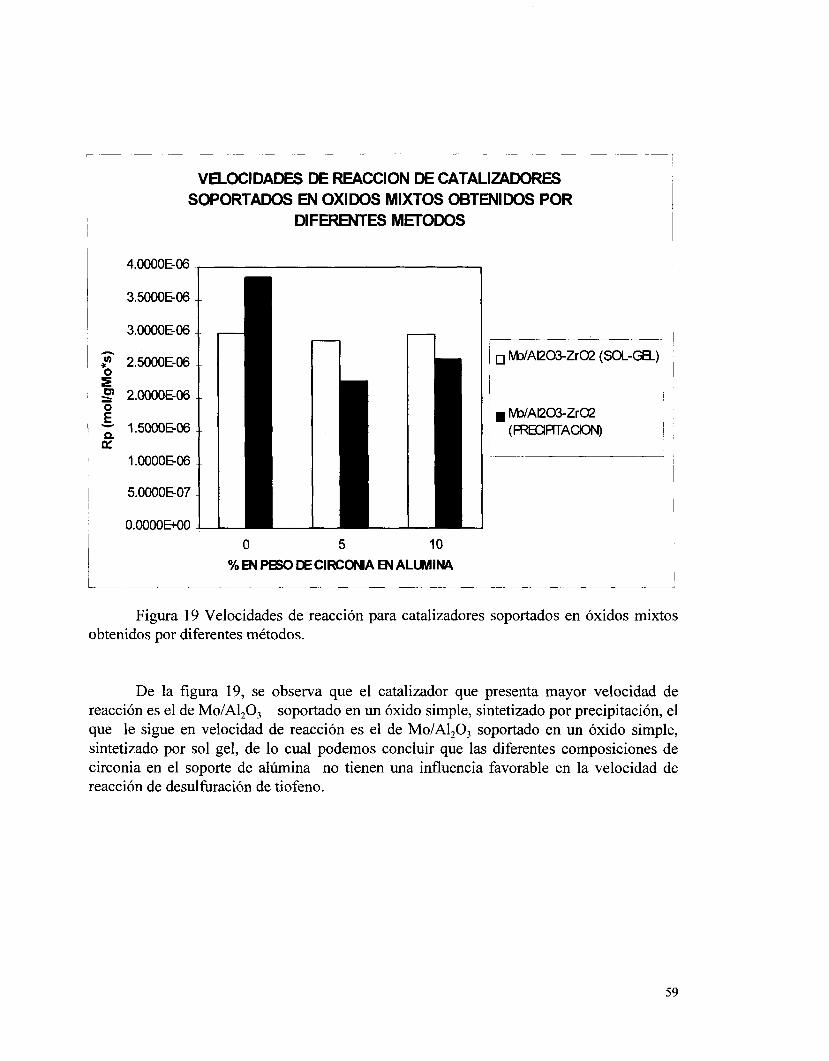
Figura 19 Velocidades de reacción para catalizadores soportados en óxidos mixtos obtenidos por diferentes métodos.
De la figura 19, se observa que el catalizador que presenta mayor velocidad de reacción es el de Mo/A1,0, soportado en un óxido simple, sintetizado por precipitación, el que le sigue en velocidad de reacción es el de Mo/A1,0, soportado en un óxido simple, sintetizado por sol gel, de lo cual podemos concluir que las diferentes composiciones de circonia en el soporte de alúmina no tienen una influencia favorable en la velocidad de reacción de desulfuración de tiofeno.
59
RENDIMIENTO HACIA PRODUCTOS DE4 CARBONOS EN
CATALIZADORES Mo/A1203-Zr02
0.05
0.04
0.03
~~
~~ 0.01
~- 0.02 - ~~
-
-
o " A X= B X= c x = .O32 .O29 .O48
BUTANOS I
o BUTENOS ~
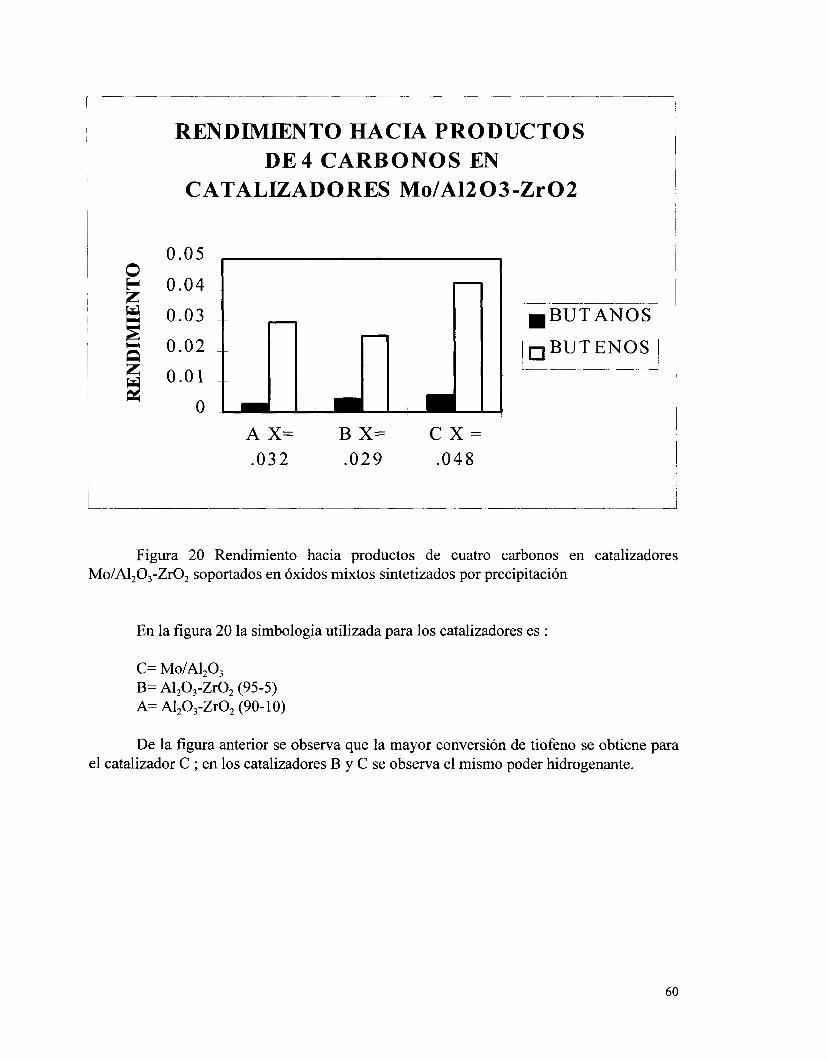
Figura 20 Rendimiento hacia productos de cuatro carbonos en catalizadores Mo/Al,O,-ZrO, soportados en óxidos mixtos sintetizados por precipitación
En la figura 20 la simbologia utilizada para los catalizadores es :
C= Mo/Al,O, B= Al,O,-ZrO, (95-5) A= Al,O,-ZrO, (90-10)
De la figura anterior se observa que la mayor conversión de tiofeno se obtiene para el catalizador C ; en los catalizadores B y C se observa el mismo poder hidrogenante.
60
RENDIMIENTO HACIA PRODUCTOS DE4 CARBONOS EN CATALIZADORES Mo/Al203-Zr02
I 0.025
O b 0.02 ." z E 0.015 .-
0.01 "
0.005 ~~
H 3 2
A X= .O3
B I
c x= D X= x=.022 .O1 6 .O32
BUTANOS
0 BUTENOS
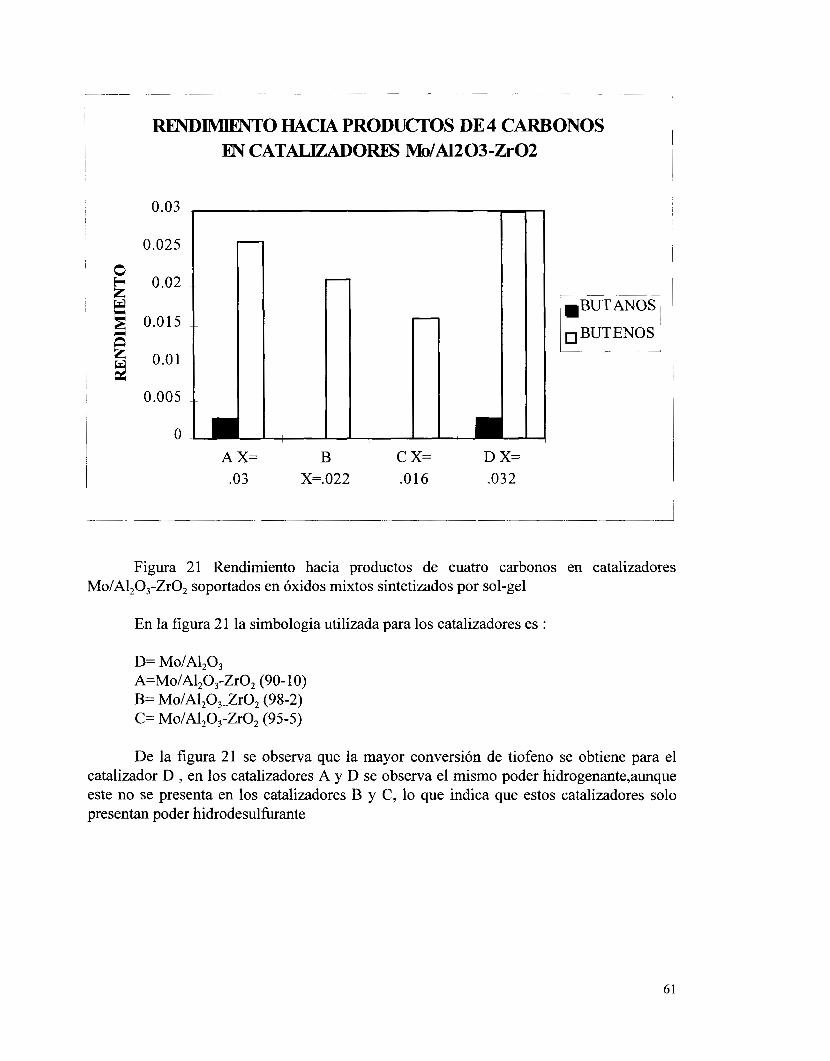
Figura 21 Rendimiento hacia productos de cuatro carbonos en catalizadores Mo/Al,O,-ZrO, soportados en óxidos mixtos sintetizados por sol-gel
En la figura 2 1 la simbologia utilizada para los catalizadores es :
D= Mo/A1,0, A=Mo/Al,O,-ZrO, (90- 1 O) B= Mo/Al,O,-ZrO, (98-2) C= Mo/Al,O,-ZrO, (95-5)
De la figura 21 se observa que la mayor conversión de tiofeno se obtiene para el catalizador D , en los catalizadores A y D se observa el mismo poder hidrogenante,aunque este no se presenta en los catalizadores B y C, lo que indica que estos catalizadores solo presentan poder hidrodesulfurante
61
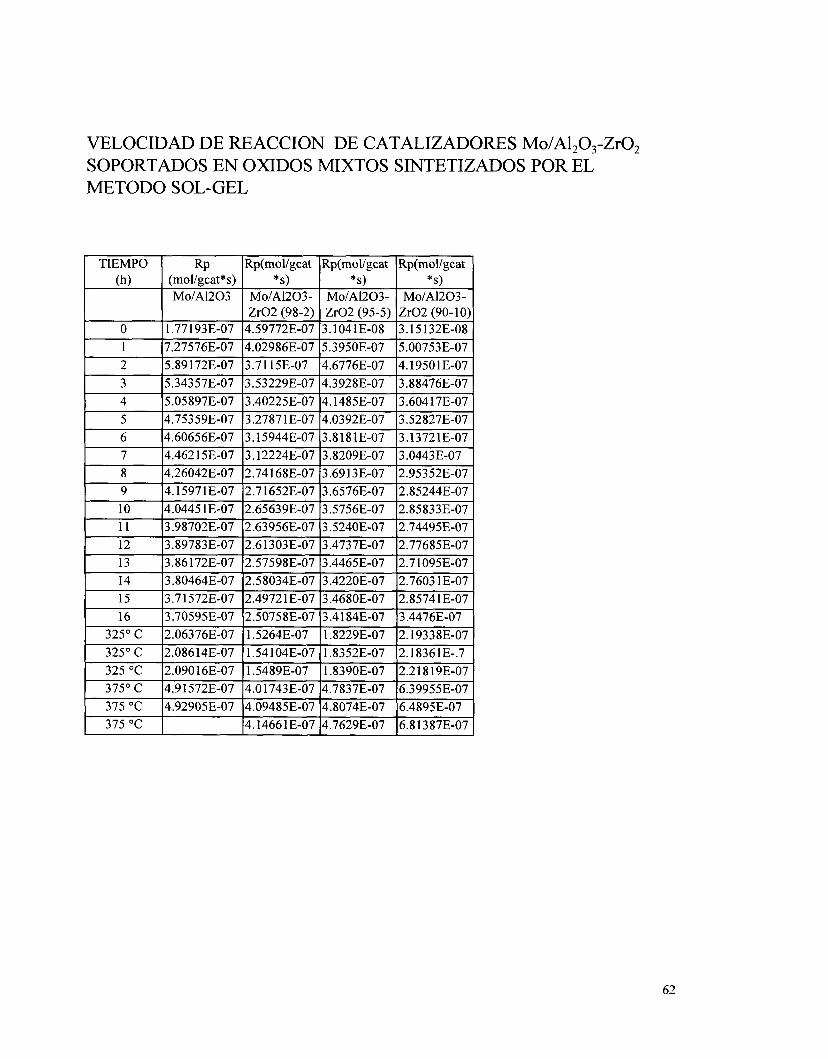
VELOCIDAD DE REACCION DE CATALIZADORES Mo/Al,O,-ZrO, SOPORTADOS EN OXIDOS MIXTOS SINTETIZADOS POR EL METODO SOL-GEL
TIEMPO (h)
O 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
325" C 325" C 325 "C 375" c 375 "C 375 "C
Rp Rp(mol/gcat (mol/gcat*s) *S>
M0/A1203 Mo/A1203- Zr02 (98-2)
1.77193E-07 7.27576E-07
4.59772E-O7
4.09485E-07 4.929058-07 4.01743E-O7 4.91572E-07 1.5489E-07 2.09016E-07 1.54104E-07 2.08614E-07 1.5264E-07 2.06376E-07 2.50758E-O7 3.70595E-07 2.4972 1 E-07 3.7 1572E-07 2.58034E-07 3.80464E-07 2.57598E-07 3.86172E-O7 2.61303E-07 3.89783E-07 2.63956E-07 3.98702E-07 2.65639E-07 4.04451E-07 2.71652E-07 4.15971E-07 2.74168E-07 4.26042E-07 3.12224E-07 4.462 15E-07 3.15944E-07 4.60656E-07 3.27871E-07 4.75359E-O7 3.40225E-O7 5.05897E-07 3.53229E-07 5.34357E-07 3.71 15E-07 5.89172E-07 4.02986E-07
4.1466 1 E-07
Rp(moVgcat * S )
M0/A1203- Zr02 (95-5) 3.1041E-08 5.395OE-O7 4.6776E-07 4.3928E-07 4.1485E-07 4.0392E-07 3.8181E-07 3.8209E-07 3.6913E-07 3.6576E-07 3.5756E-07 3.5240E-07 3.4737E-07 3.4465E-O7 3.422OE-O7 3.4680E-07 3.4 184E-07 1.8229E-07 1.8352E-07 1.8390E-07 4.7837E-07 4.8074E-O7 4.7629E-07
Rp(moVgcat *S) ~
M0/A1203- zr02 (90- 1 O) 3.15132E-08 5.00753E-O7 4.19501E-07 3.88476E-07 3.604 17E-07 3.52827E-07 3.13721E-07 3.0443E-07 2.95352E-O7 2.85244E-O7 2.85833E-07 2.74495E-O7 2.77685E-07 2.71095E-07 2.7603 1E-07 2.85741E-O7 3.4476E-07 2.19338E-07 2.18361E-.7 2.2 18 19E-07 6.39955E-07 6.4895E-07 6.81387E-O7
62
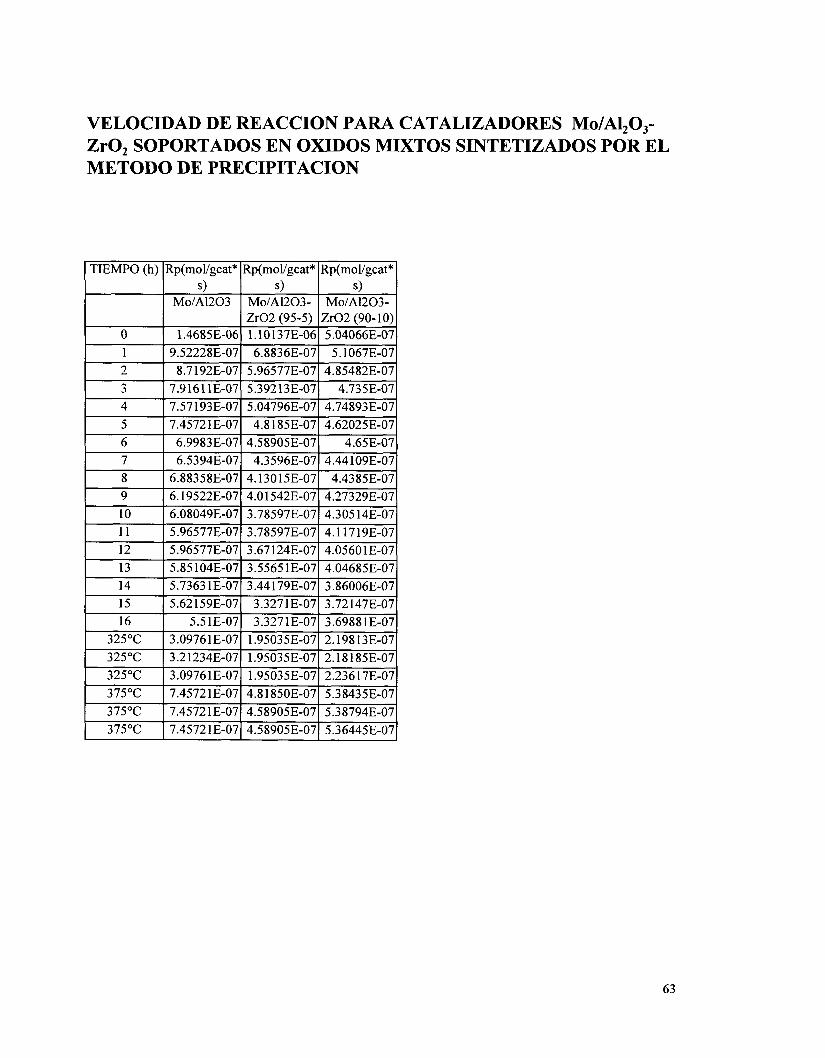
VELOCIDAD DE REACCION PARA CATALIZADORES Mo/Al,O,- ZrO, SOPORTADOS EN OXIDOS MIXTOS SINTETIZADOS POR EL METODO DE PRECIPITACION
Rp(mol/gcat* Rp(mol/gcat* S) S>
Mo/A1203- M0/A1203- Zr02 (95-5) Zr02 (90-10) 1.10137E-06
3.86006E-07 3.44 179E-07 4.04685E-07 3.55651E-07 4.05601E-07 3.67124E-07 4.1 1719E-07 3.78597E-07 4.305 14E-07 3.78597E-07 4.27329E-07 4.01542E-07 4.4385E-07 4.13015E-07
4.44109E-07 4.3596E-07 4.65E-07 4.58905E-O7
4.62025E-07 4.8 185E-07 4.74893E-07 5.04796E-07
4.735E-07 5.39213E-O7 4.85482E-07 5.96577E-07
5.1067E-07 6.8836E-O7 5.04066E-07
15 16
3.72147E-07 3.3271E-O7 5.62159E-07 3.69881E-07 3.3271E-07 5.51E-07
1 325°C I 3.09761E-07 I
I I 325°C I 3.21234E-07
63
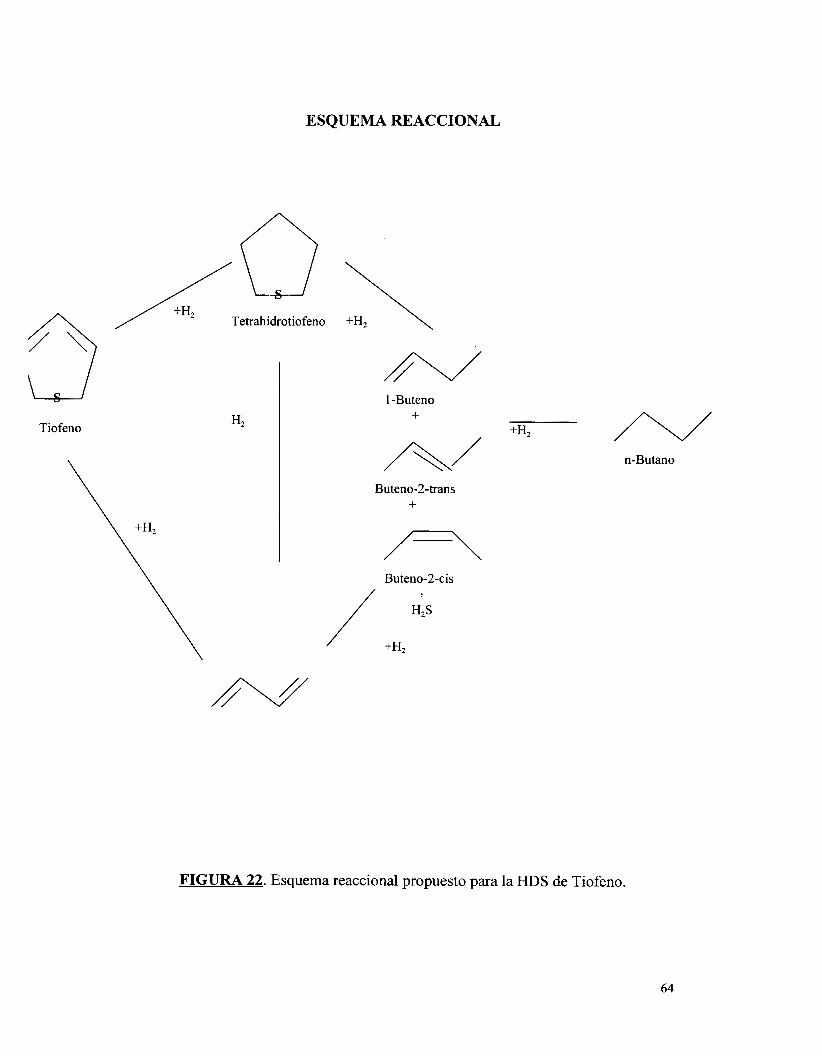
ESQUEMA REACCIONAL
LJ Tiofeno
1 -Buteno
Buteno-2-trans t
Buteno-2-cis +
FIGURA 22. Esquema reacciona1 propuesto para la HDS de Tiofeno.
64
VIII.7. CONCLUSIONES
De la caracterización hecha a los soportes sintetizados tanto por el método SOL- GEL y PRECIPITACION se tiene lo siguiente:
Las áreas obtenidas en nuestros soportes creemos que están dentro de un margen de aceptación comparándolas con la de la alúmina comercial, ya que son mayores tanto por sol-gel como por precipitación en un 60 y 1 O5 YO respectivamente.
Ahora bien respecto a las áreas que reportamos del método sol-gel, debemos mencionar que pudimos haber obtenido áreas mayores utilizando la técnica de secado a vacío, ya que se tiene reportado en la literatura que con esta técnica se puede incrementar de manera significativa dichas áreas.
Por otro lado, del estudio de difracción por rayos X se observo que los soportes de A1,0, presentaron una cristalinidad baja y a medida que se le agrega ZrO, tienden a una estructura amorfa, independientemente del método de preparación.
Nuestros soportes presentan la fase gamma para precipitación y eta para sol-gel, que son las utilizada comúnmente en los procesos de hidrodesulfuración.
Con lo que respecta a las pruebas de hidrodesulfuración de tiofeno se concluye que el catalizador mas activo es el Mo/A1203 del cual el soporte fue sintetizado por precipitación, le siguió el catalizador Mo/A1203 del cual el soporte fue sintetizado por sol- gel, lo cual nos lleva a concluir que la incorporación de circonia en el soporte de alúmina no tiene una influencia favorable en el termino de velocidad de reacción.
65
1X.- DISEÑO DE LA PLANTA
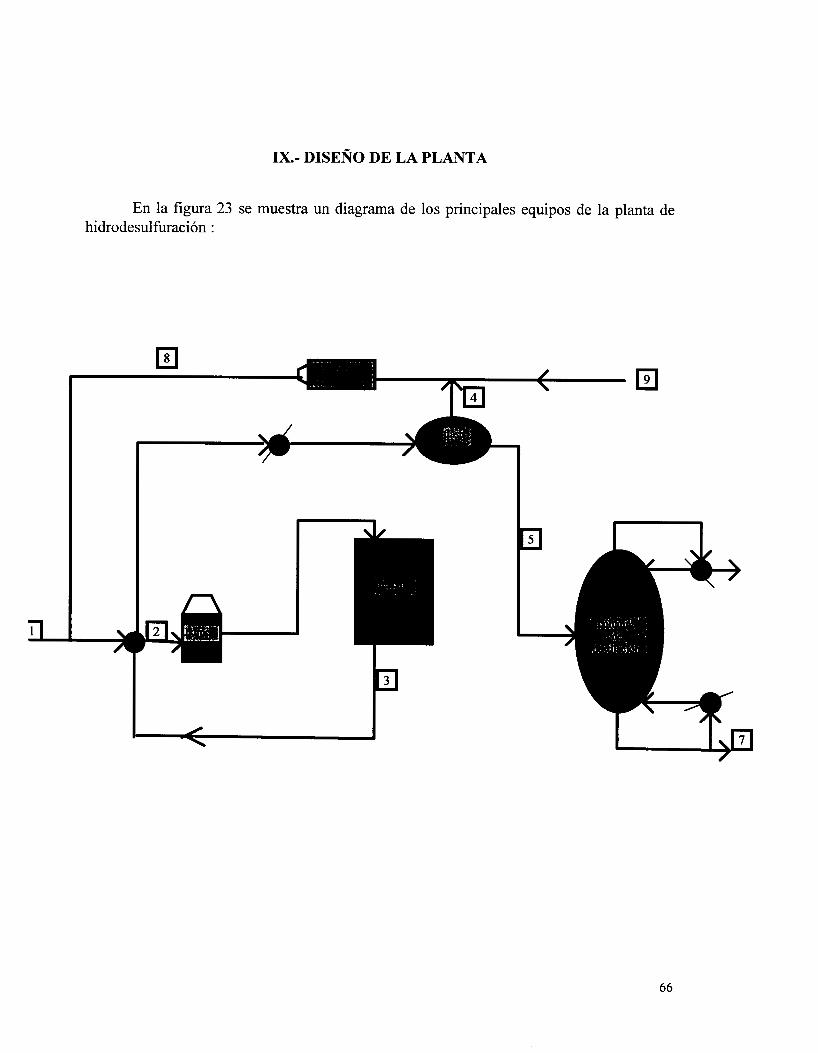
En la figura 23 se muestra un diagrama de los principales equipos de la planta de hidrodesulfuración :
El
I
66
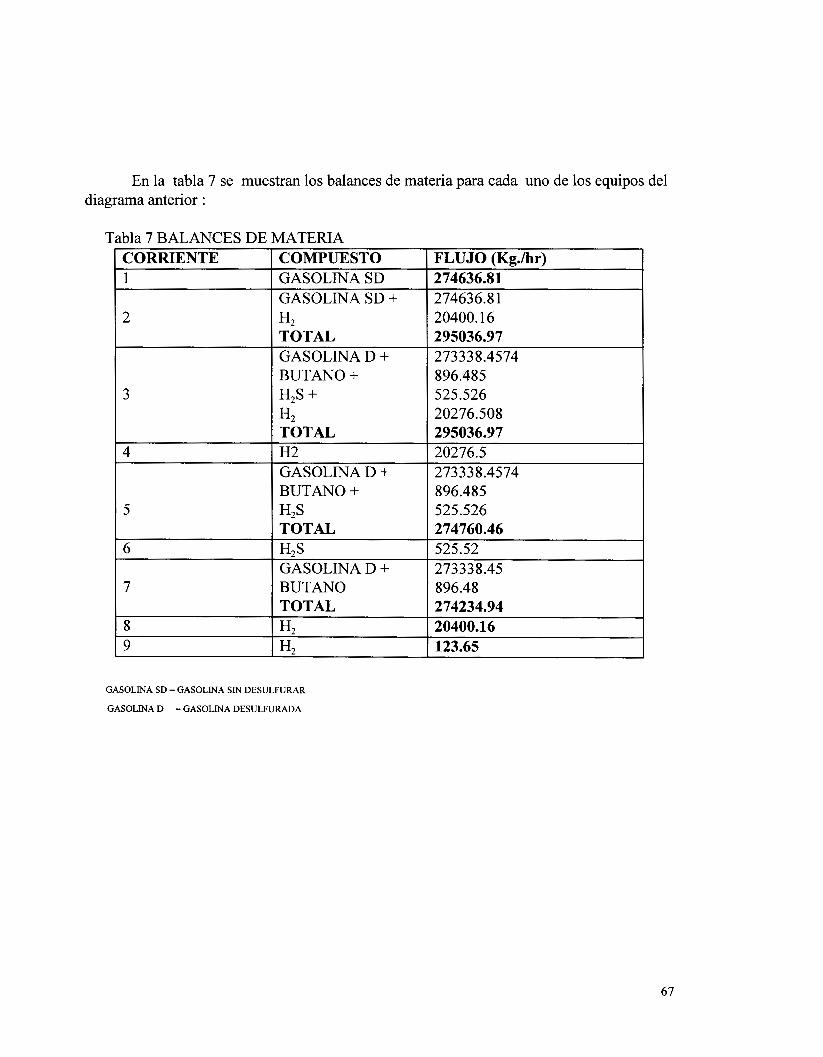
En la tabla 7 se muestran los balances de materia para cada uno de los equipos del diagrama anterior :
Tabla 7 BALANCES DE MATERIA CORRIENTE 1
2
3
4
5
6
7
8 9
COMPUESTO GASOLINA SD GASOLINA SD + H2 TOTAL GASOLINA D + BUTANO + H2S +
TOTAL H2 GASOLINA D + BUTANO +
H2
H2S
H2S TOTAL
GASOLINA D + BUTANO TOTAL H2 H2
FLUJO (Kg./hr) 274636.81 274636.81 20400.16 295036.97 273338.4574 896.485 525.526 20276.508 295036.97 20276.5 273338.4574 896.485 525.526 274760.46 525.52 273338.45 896.48 274234.94 20400.16 123.65
GASOLINA SD =GASOLINA SIN DESULRJRAR
GASOLINA D = GASOLINA DESULFURADA
67
IX.l. DIMENSIONES DE LOS EQUIPOS
IX.l.l. REACTOR DE HIDRODESULFURACION
El Reactor de hidrodesulfuración utilizado es un reactor de lecho empacado , debido a que en dicha reacción solo se tienen dos fases (S-G) ,y es de los mas usuales para este tipo de reacciones.
La conversión alcanzada en este reactor es del 95% y en base a esta conversión se calcularon las dimensiones del equipo.
La reacción en general que se lleva a cabo en el reactor es la siguiente:
GASOLINA +4 H, -,GASOLINA DESULFURADA + H,S
DIÁMETRO: 1.25m ALTURA: 6.25m ALTURA DEL LECHO CATALÍTICO: 5m TIEMPO DE RESIDENCIA: TEMPERATURA: 350 "C VELOCIDAD ESPACIAL : 1 .S5 min PRESIóN: 40 atm MATERIAL DE CONSTRUCCIóN: Acero Inoxidable 3 16L (Ver apéndice C para el diseño del reactor)
IX.1.2. SEPARADOR LIQUIDO-VAPOR
El separador liquido-vapor tiene la función de separar el hidrogeno que se va a recircular al reactor de los demás compuestos que se tienen al a salida del reactor.
DIAMETRO: 2m LONGITUD: 9m MATERIAL DE CONSTRUCCIóN: Acero Inoxidable 3 16L FLUJO VOLUMÉTRICO DE GAS : 1.984 m3/s FLUJO VOLUMÉTRICO DE LIQUIDO: .068m3/s (Para el diseño del separador ver apéndice C)
68
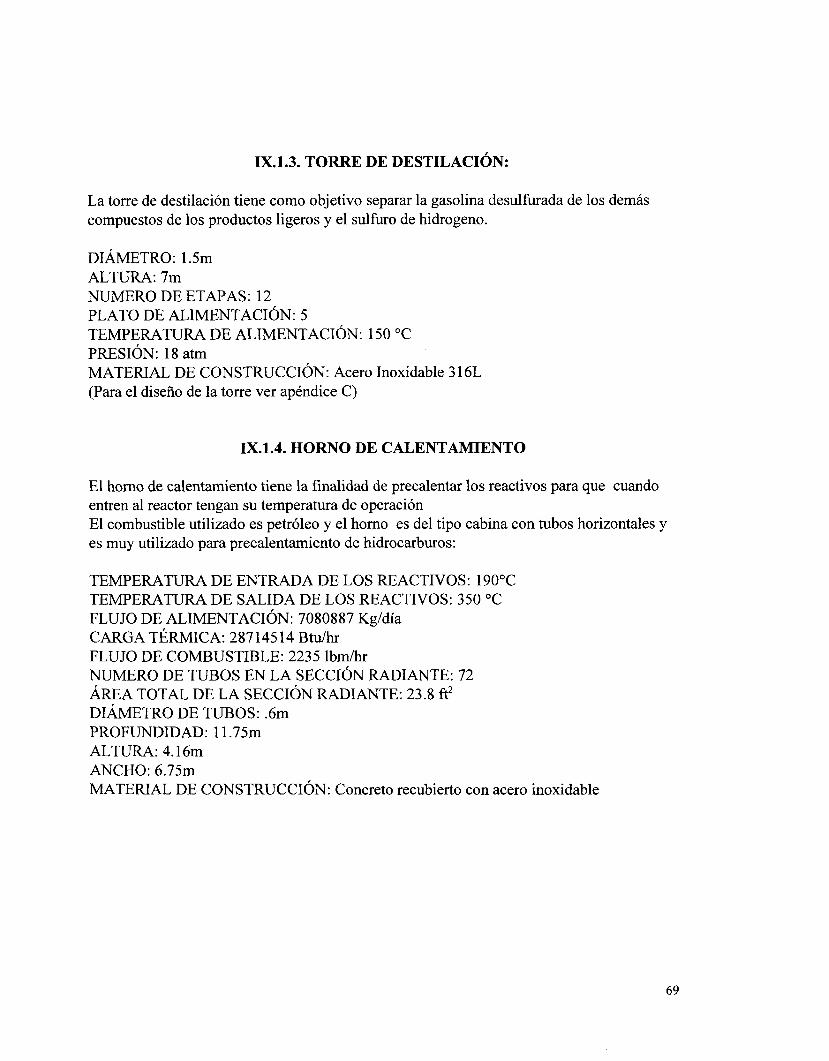
IX.1.3. TORRE DE DESTILACIóN:
La torre de destilación tiene como objetivo separar la gasolina desulfurada de los demás compuestos de los productos ligeros y el sulfur0 de hidrogeno.
DIÁMETRO: 1.5m ALTURA: 7m NUMERO DE ETAPAS: 12 PLATO DE ALIMENTACI~N: 5 TEMPERATURA DE ALIMENTACI~N: 150 "c PRESIóN: 18 atm MATERIAL DE CONSTRUCCIóN: Acero Inoxidable 3 16L (Para el diseño de la torre ver apéndice C)
IX.1.4. HORNO DE CALENTAMIENTO
El horno de calentamiento tiene la finalidad de precalentar los reactivos para que cuando entren al reactor tengan su temperatura de operación El combustible utilizado es petróleo y el horno es del tipo cabina con tubos horizontales y es muy utilizado para precalentamiento de hidrocarburos:
TEMPERATURA DE ENTRADA DE LOS REACTIVOS: 190°C TEMPERATURA DE SALIDA DE LOS REACTIVOS: 350 "C FLUJO DE ALIMENTACIóN: 7080887 Kgldía CARGA TÉRMICA: 287 145 14 Btw'hr FLUJO DE COMBUSTIBLE: 2235 lb&
ÁREA TOTAL DE LA SECCIóN RADIANTE: 23.8 f t 2
DIÁMETRO DE TUBOS: .6m PROFUNDIDAD: 1 1.75m ALTURA: 4.16m ANCHO: 6.75m MATERIAL DE CONSTRUCCIóN: Concreto recubierto con acero inoxidable
NUMERO DE TUBOS EN LA SECCIÓN RADIANTE: 72
69
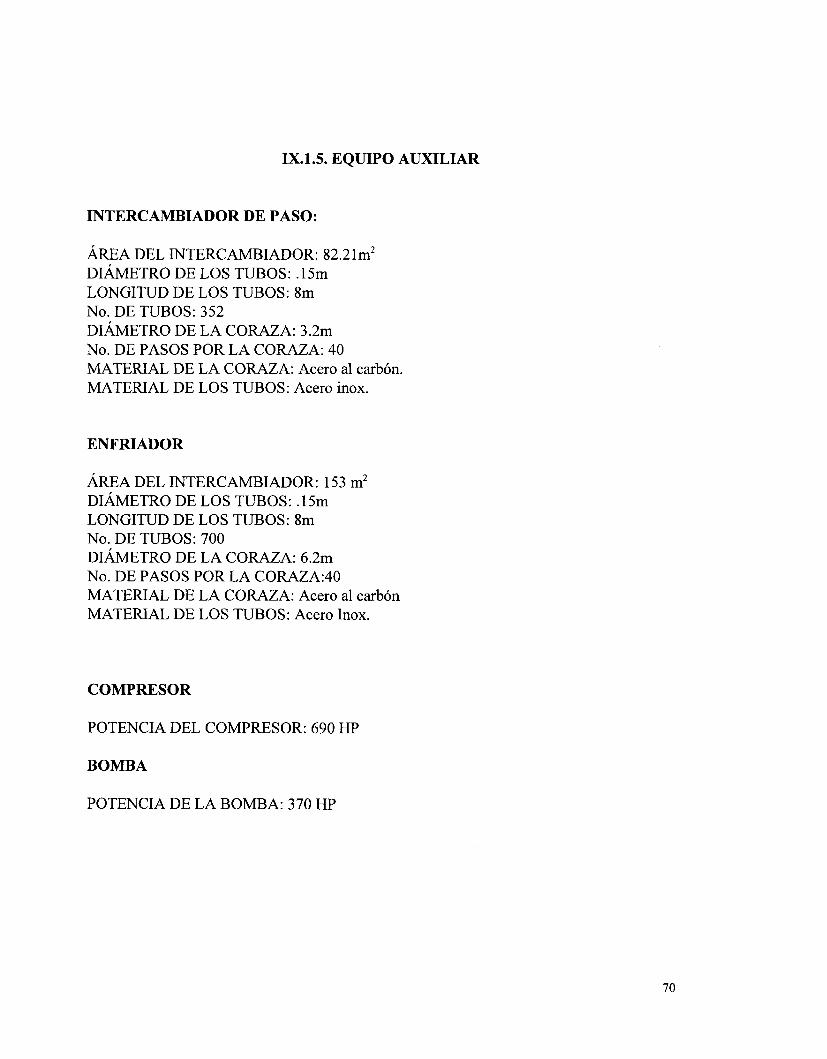
IX.1.5. EQUIPO AUXILIAR
INTERCAMBIADOR DE PASO:
ÁREA DEL INTERCAMBIADOR: 82.21m2 DIÁMETRO DE LOS TUBOS: .15m LONGITUD DE LOS TUBOS: 8m No. DE TUBOS: 352 DIÁMETRO DE LA CORAZA: 3.2m No. DE PASOS POR LA CORAZA: 40 MATERIAL DE LA CORAZA: Acero al carbón. MATERIAL DE LOS TUBOS: Acero inox.
ENFRIADOR
ÁREA DEL INTERCAMBIADOR: 153 m2 DIÁMETRO DE LOS TUBOS: .15m LONGITUD DE LOS TUBOS: 8m No. DE TUBOS: 700 DIÁMETRO DE LA CORAZA: 6.2m No. DE PASOS POR LA CORAZA:40 MATERIAL DE LA CORAZA: Acero al carbón MATERIAL DE LOS TUBOS: Acero Inox.
COMPRESOR
POTENCIA DEL COMPRESOR: 690 HP
BOMBA
POTENCIA DE LA BOMBA: 370 HP
70
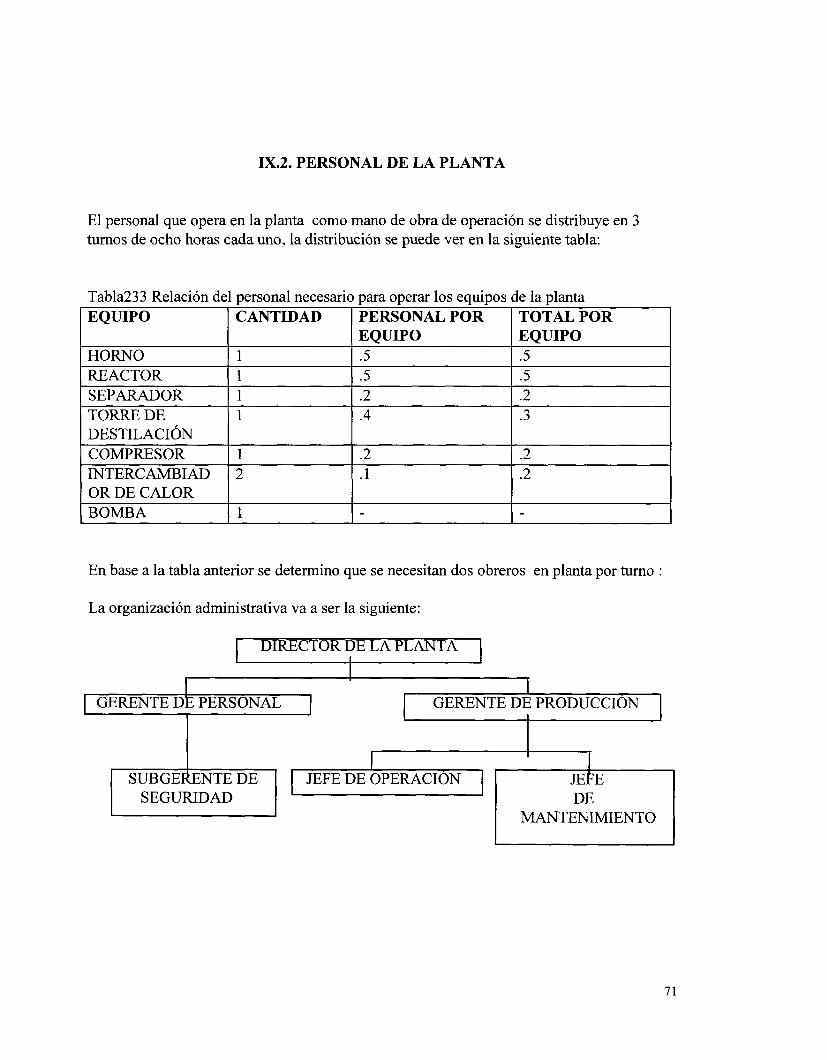
IX.2. PERSONAL DE LA PLANTA
El personal que opera en la planta como mano de obra de operación se distribuye en 3 turnos de ocho horas cada uno, la distribución se puede ver en la siguiente tabla:
Tabla233 Relación d EQUIPO
HORNO REACTOR SEPARADOR TORRE DE DESTILACI~N COMPRESOR INTERCAMBIAD OR DE CALOR BOMBA
I personal necesario para operar los equipos CANTIDAD PERSONAL POR
EQUIPO 1 .5 1 I .5 1 I .2 1 I -4 1 I .2 2 .1
1 I -
;le la planta TOTAL POR EQUIPO .5
~
.5
.2
.3
.2
.2
En base a la tabla anterior se determino que se necesitan dos obreros en planta por turno :
La organización administrativa va a ser la siguiente:
I DIRECTOR DE LA PLANTA I I
~
I I
I GERENTE D PERSONAL I
I GERENTE DE PRODUCCION I
I
JEFE DE OPERACION SEGURIDAD
MANTENIMIENTO I
71
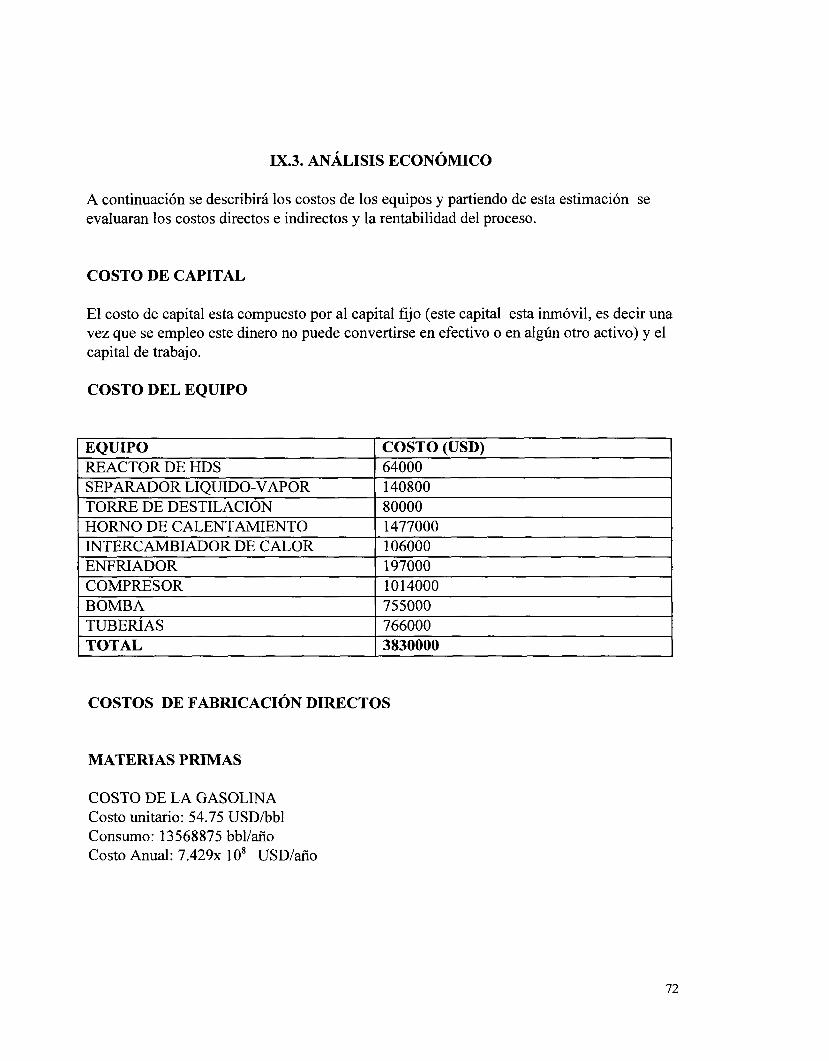
1x.3. ANÁLISIS ECON~MICO
A continuación se describirá los costos de los equipos y partiendo de esta estimación se evaluaran los costos directos e indirectos y la rentabilidad del proceso.
COSTO DE CAPITAL
El costo de capital esta compuesto por al capital fijo (este capital esta inmóvil, es decir una vez que se empleo este dinero no puede convertirse en efectivo o en algún otro activo) y el capital de trabajo.
COSTO DEL EQUIPO
EQUIPO 64000 REACTOR DE HDS COSTO (USD)
I SEPARADOR LIOUIDO-VAPOR I 140800 ~ . . ~
1 TORRE DE DESTILACION HORNO DE CALENTAMIENTO
106000 INTERCAMBIADOR DE CALOR 1477000
. 80000
I ENFRIADOR I 197000 ~ ~ _ . ~ ~
COMPRESOR
766000 TUBERIAS 755000 BOMBA 1014000
TOTAL I 3830000 . "".
1 COSTOS DE FABRICACIóN DIRECTOS
MATERIAS PRIMAS
COSTO DE LA GASOLJNA Costo unitario: 54.75 USDhbl Consumo: 13568875 bbllaiio Costo Anual: 7 .429~ 10' USD/año
72
CATALIZADOR:
Costo unitario de NiMo/Al,O, = 8.603 USDkg Masa de Catalizador de NiMo por carga: 7267.4 kg. Suponiendo que la vida del catalizador es de 10 años Costo Anual de NiMo/Al,O, = 6252.14 USD/año
MANO DE OBRA DE OPERACIóN
Numero de obreros por turno: 2 Numero total de obreros: 6 Salario Anual por Obrero: 6441 USDlaiio Gasto en mano de obra de operación: 38647 USDlaño
SUPERVISIóN Y PERSONAL DE OFICINA
Costo anual : 5797 USD/año
SERVICIOS
Agua de enfriamiento Requerimiento, q= .O704 m3/s Costo Unitario = .1942 USD/m3 Costo Anual= 43 1 150 USD/año
GASTOS DE LABORATORIO
Costo anual : 5797 USD/año
COSTO DE PATENTES Y DERECHOS:
Costo anual : 7461 500 USD/año
73
SUMINISTROS DE OPERACIóN
LOS suministros de operación son los materiales substituibles, se estimen en un 15% del capital fijo.
Costo anual = 813323 USDlaño
MANTENIMIENTO Y REPARACIóN
Estos gastos se estiman en un 10% del capital fijo:
Costo anual = 813323 USDlaiio
TOTAL DE GASTOS DIRECTOS (TGD) : 7.5361 x 10' USD/año
COSTOS DE FABRICACIóN INDIRECTOS
GENERALES
Estos gastos se estiman en un 60% de los gastos en salarios de la mano de obra de operación, supervisión y mantenimiento.
Costo anual .26666 USD/año
SEGURO DE LOS EQUIPOS
Se estima en 1% del capital fijo.
Costo anual : 54221 USD/año
DEPRECIACI~N
Se estima en un 10% del capital fijo.
Costo anual : 5422 15 USD/año
TOTAL DE GASTOS INDIRECTOS (TGI) = 623 103 USD/aiio
74
GASTOS GENERALES
COSTOS ADMINISTRATIVOS
Se estima en un 25% del total de gastos generales.
El costo anual = 6666 USD/año
INVESTIGACI~N Y DESARROLLO
Se estima en un 5% del gasto total.
Costo anual = 37338989 USD/año
TOTAL DE GASTOS GENERALES (TGG) = 37345655 USD/año
GASTO TOTAL = TGG + TGI + TGD = 7.8411 X 10' USD/año
ANALISIS DE RENTABILIDAD
Precio de venta actual de la gasolina desulfurada = 58.75 USD/bbl
Producción = 13568875 bbl/año
Ingresos actuales = 7.971 7x 10' USD/año
En la tabla 22.3 se presenta la evaluación de flujos de efectivo después de impuestos en un periodo de 10 años a partir de la instalación de la planta.
75
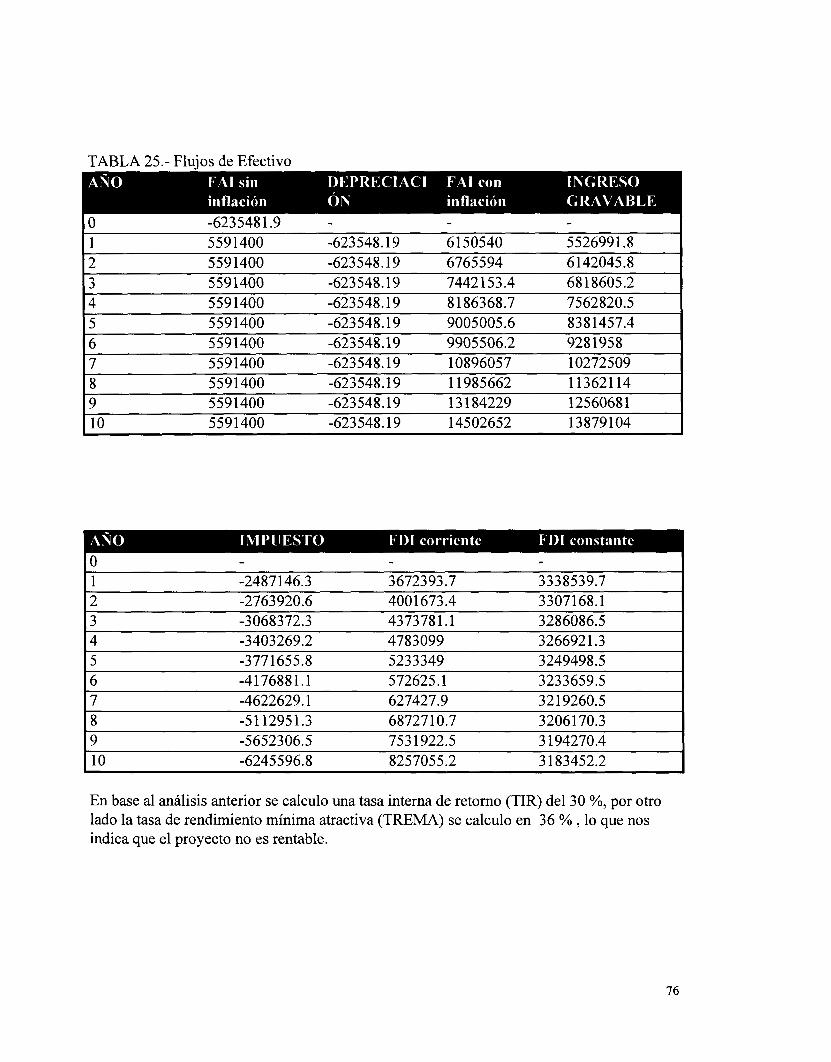
TABLA 25.- Fluios de Efectivo
l o -6235481.9 - 1 5591400 -623548.19 61 50540 5526991.8 2 5591400 -623548.19 6765594 6142045.8 3 5591400 -623548.19 7442 1 53.4 68 1 8605.2 4 5591400 -623548.19 8186368.7 7562820.5 5 5591400 -623548.19 9005005.6 8381457.4 6 5591400 -623548.19 9905506.2 9281958 7 5591400 -623548.19 10896057 10272509 8 5591400 -623548.19 1 1985662 113621 14 9 5591400 -623548.19 13 184229 1256068 1 10 559 1400 -623548.19 14502652 13879104
O - - 1 -2487146.3 3672393.7 3338539.7 2 -2763920.6 400 1 673.4 3307168.1 3 -3068372.3 4373781.1 3286086.5 4 -3403269.2 4783099 326692 1.3 5 -3771655.8 5233349 3249498.5 6 -4176881.1 572625.1 3233659.5 7 -4622629.1 627427.9 3219260.5 8 -51 12951.3 6872710.7 32061 70.3 9 -5652306.5 753 1922.5 3 194270.4 10 -6245596.8 8257055.2 3 183452.2
-
En base al análisis anterior se calculo una tasa interna de retorno (TIR) del 30 %, por otro lado la tasa de rendimiento mínima atractiva (TREMA) se calculo en 36 % , lo que nos indica que el proyecto no es rentable.
76
X. CONCLUSIONES
El proyecto no es rentable, aunque satisface la demanda de gasolina limpia para el año 2003 originando la disminución de SOX en el medio ambiente.
El contenido de compuestos azufrados en la gasolina se redujo a 0.025 '%O en peso, lo cual es un 15% mayor que la reducción lograda actualmente en las hidrodesulfuradoras de PEMEX.
Los beneficios a la salud y al medio ambiente por la reducción de SOX no son cuantificables económicamente.
77
XI. BIBLIOGRAFÍA
1 .- Anuario estadístico de PEMEX .1996.
2.-Hydrocarbon Processing Nov. Refinig Handbook. 1992
3.-B. Delmon Actas del XI11 Simp. Iberoam. de Catálisis, Segovia España,l992.
4.--J.A. de los Reyes ,Tesis doctoral, Universidad de Lyon IV ,Francia (1988).
5.-O.Rodriguez ,F.Gonzalez, P. Bosch, T. Viveros y M. Portilla, Catal.. Today, 14 (1992) 58-60.Appl.Catal.
6.-Norma oficial mexicana. Contaminación atmosferica.Diario oficial de la federación. 2 de diciembre de 1994.
7 . -Sulh and Olefin Management in the gasoline. Jean-Luc Nocca; Technical Sales Associate,Richard M. Gialella, Jeans Cosyns,Jean-Pierre Burzynski. IFP. Rueil Malmaison, France 1995.
8.- Hydrocarbon Processing. Refinig Handbook. Nov. 1994
9.- Memoria de Labores .Instituto Mexicano del Petroleo. 1996
10.-Gates, Katzer and Schuit. Chemistry of catalitic processes. 2da. edicion, Ed.Mc Graw Hill
1 1 .- H. Peña Preparación de catalizadores de HDS a base de Pd soportados en alumina : Efecto del precursor . UAMI( 1997)
12.-A.Montoya Tesis doctoral , Universidad Autónoma Metropolitana Iztapalapa. México
13.- Levenspiel O., Ingeniería de las Reacciones Químicas, Ed. Reverté ,1987
14.-Peter, M.S. y Timmerhaus,K.D., Plant Design and Economics for Chemical Engineers, 3a Edicion, Mc Graw Hill, 198 l .
78
15.- Perry, R.H., y col., 1992, Manual del Ingeniero Químico Tomo 1 y 2 ,Mc Graw Hill
16.- Ulrich.G.D.,1992, Diseño y Economía de los Procesos de Ingeniería Química, Mc Graw Hill
17.-Smith,J.L. 198 I , Chemical Engineering Kinetics,Ed. Mc Graw Hill
18.- Crane Co., Flujo de Fluidos en Válvulas ,Accesorios y Tuberias,Mc Graw Hill, 1992.
19.-Kern Donald Q., Procesos de Transferencia de Calor, Ed. Cecsa,1965.
79
APENDICE A
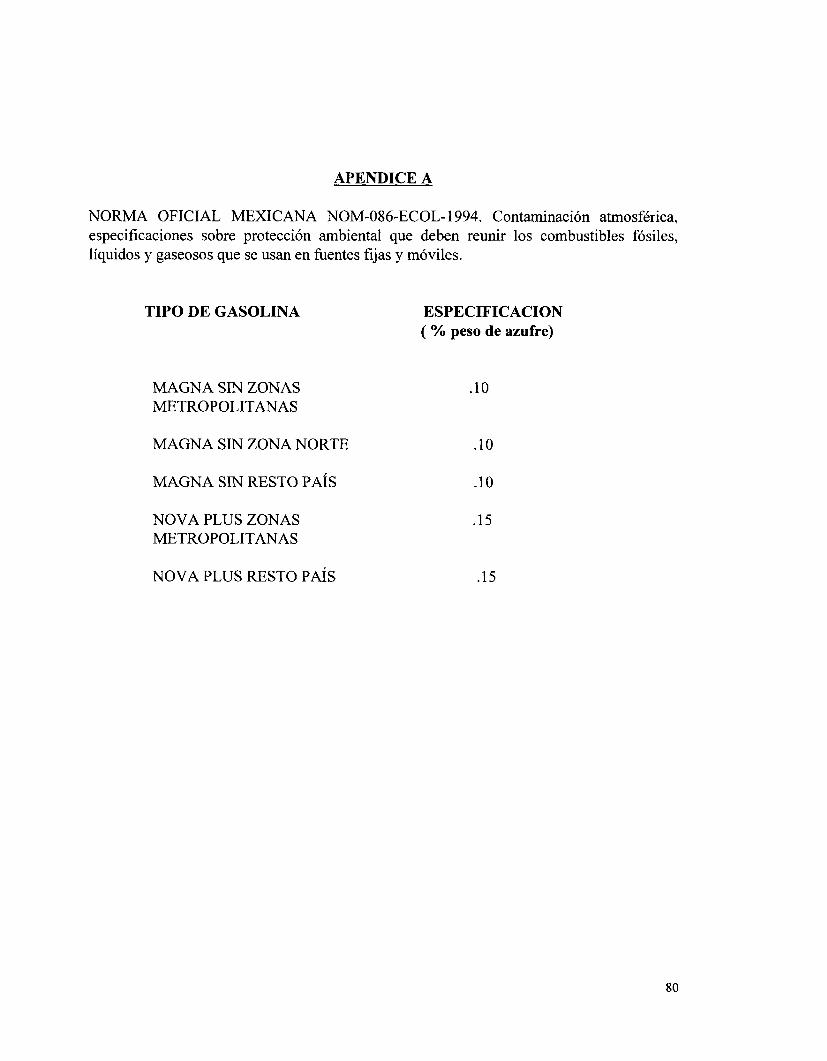
NORMA OFICIAL MEXICANA NOM-086-ECOL- 1994. Contaminación atmosférica, especificaciones sobre protección ambiental que deben reunir los combustibles fósiles, líquidos y gaseosos que se usan en fuentes fijas y móviles.
TIPO DE GASOLINA
MAGNA SIN ZONAS METROPOLITANAS
ESPECIFICACION ( % peso de azufre)
.10
MAGNA SIN ZONA NORTE .10
MAGNA SIN RESTO PAÍS -10
NOVA PLUS ZONAS .15 METROPOLITANAS
NOVA PLUS RESTO PAÍS .15
80
APENDICE B
DETERMINACIóN DE LA VELOCIDAD DE REACCIóN
Para conocer la velocidad de reacción de la HDS del tiofeno, primero debemos asegurarnos que estamos en régimen cinético. Para esto tenemos que considerar los siguientes aspectos:
i) Que no controle la difusión externa. Es decir que la resistencia a la transferencia de masa externa sea despreciable con respecto a la etapa química. De esto tenemos que el flujo de reactivos debe ser adecuado con respecto a la masa del catalizador(Con un flujo mayor de 50 cm3/min podemos predecir que estamos en el régimen químico, de experiencias anteriores).
ii) Que no haya influencia de fenómenos difusivos intrapartícula De la definición del factor de efectividad interno
q= (Tasa global de reacción) / (Tasa de reacción si la superficie total interna estuviera expuesta a las condiciones de la superficie externa)= r,, / rs
Entonces rp= 7's
Además se tiene que Cuando 7 - 1 (Estamos en el régimen químico)
q - O (Tenemos un control de la difusión interna)
De lo anterior, para lograr un control del régimen químico tamizamos y molemos el soporte de 80 a 120 mesh, con el fin de obtener un soporte con tamaño de poro lo más pequeño posible.
i) Por último verificar que no hay problema de transferencia de masa entre partículas del lecho.
81
Una vez cumplidos los puntos anteriores, pasamos a la ecuación de trabajo para un reactor diferencial (que es el que utilizaremos para nuestra experimentación) la cual nos ayuda a encontrar la velocidad de reacción y esta dada por:
-Rp = F A 0 X,/ M ......................... ( Ec. 4)
Donde : F A 0 = Es el flujo de tiofeno (molkeg). X, = Conversión de tiofeno.
Rp= Velocidad de reacción (mol/gr cat. S)
M= Masa del catalizador (gr)
Donde nuestra incógnita sería X, (conversión de tiofeno).
EVALUACION DEL RENDIMIENTO
El rendimiento se define como la fracción de reactante convertido en producto. El rendimiento al igual que la selectividad podemos asociarlo a las áreas de reactivos y productos.
R, = A,/&,, ................................... (Ec. 7)
Donde: Ai = Area del producto al cual se le calcula el rendimiento.
A,, = Area total. R, = Rendimiento del producto i de la reacción.
82
APÉNDICE c
DISEÑO DEL REACTOR DE LECHO FIJO
El reactor que se propone para remover el azufre de la gasolina es un reactor de lecho fijo.
Reacción modelo:
C4H4S + 4H2 ____* C4H10 + H2S
Se van a procesar 37 175 bbl/día La gasolina contiene 0.5 % en peso de compuestos azufrados El flujo de compuestos azufrados es de 32800 kg./día La especificación de la gasolina en la salida es de 0.025 YO en peso de azufre (Conversión del 95%)
El diseño del reactor se hizo e base al libro de Smith [ 3 ] .
Condiciones y suposiciones de operación :
Temperatura =350 "C Presión = 40 atm.
Suposiciones
* La cinética intrínseca será de primer orden respecto al tiofeno, dado que con respecto al hidrogeno el tiofeno tiene concentraciones muy bajas.
* La variación de la velocidad axial en la dirección radial y la dispersión axial no se consideran en el modelo, dado que en reactores de lecho fijo isotérmicos se sabe que estos efectos son pequeños por lo que el flujo tapón es satisfactorio.
Balance de masa :
En forma integrada :
1- x = exp[- (pBL/u)/(dppd6k, + Uqk,)
83
donde :
x= conversión =.95 k,= .29 cm3/gCs dppd6Km =3.33 S
Resolviendo la ecuación anterior se obtiene
Diámetro del lecho =1.25m Altura del lecho = 5m Proponiendo L/D = 5 (Ulrich) Diámetro del reactor = 6.25m
ESPESOR DEL CASCO
El espesor del casco se calculo en base a la siguiente ecuación:
t= P/(frE - .6P)
donde : t= espesor del casco P= presión de operación del reactor f= coeficiente de tensión del material con que esta hecho el casco = 276 MPa (Perry) E= eficiencia del material = 35% (Perry) * Material Acero inoxidable 3 16L Espesor del casco= 2.6cm
84
DISEÑO DEL SEPARADOR LIQUIDO-VAPOR
Datos para el diseño del separador:
Flujo masico [kg./hr]: H,S= 525.26 H, =20276 Butano= 897 Gasolina desulfürada=2733 3 8
PM,,,=34.08 g/mol PM,=2.016 g/mol PMButano= 58.12 g/mol PMGASOLmA=l O0 g/mol
I.- LIQUIDO (Vol. del liquido)
Gasolina desulfürada=244970.83 lt/hr
Vo=244970.83 l t h = 2.403 ft3/s =.O6801 m3/s
11.- VAPOR
Vg= 70.125 ft3/s
g= O. 17707 1 lbm/ft3
85
111.- VELOCIDAD TERMINAL
Ut=K[(pl- p~)/pv].~
Ut= 4.496 ft/s
L/D= 5 para presión de operación de 5 1 1 psi
1A aproximación en base a la separación liquida
fh=fa=. 5
Dl= 5.14 fl
En base al tiempo de asentamiento
L/D=5 para presión de operación de 5 1 1 psi
Proponiendo:
fal=O .7 th=5min.
D2= 6.40ft
Como D2>D1 se diseña en base al tiempo de asentamiento :
Suponiendo: fal= 0.70 L/D= 5
D= 6.416ft L=32.08 ft
86
La altura de la parte ocupada por el vapor será:
hv= fhv*D
hv= 27 in
Recalculando fhv=.35 fal= 0.65
Reacalculando el tiempo:
th= (nD2 fa1 L)/4V1
th= 280.55s 3 D= 6.41 fi y L= 32ft
Por lo tanto D= 2m y L=9m
87
DISEÑO DEL HORNO
El horno se diseño de acuerdo al método de Lobo y Evans [45]
Datos y suposiciones:
* Carga total = 28714514 B T U h
* Eficiencia total = 75%
* Combustible: petróleo con un valor calorifico mínimo de 18073KJh, usando
* 25% de exceso de aire (1 7.44Kg de aire / Kg. de combustible)
* Aire precalentado a 204 O C
* Vapor para atomizar el combustible ( .3Kg/Kg. de combustible)
* Tubos de 6cm ,centrados a 2 1.59 cm en una sola hilera de longitud 1 1.74m.
* Temperatura promedio de los tubos en la sección radiante : 426.6 C
Temperatura de entrada =140 "C
Temperatura de salida = 200 "C
Flujo promedio= 650444042 lb&
Cp gas = .7357 BTU/ lbm OF
1) No. de tubos en la sección radiante
Q/aAcp= 2 x flujo promedio= 24000 B T U h f i 2
Q=carga total en la sección radiante
a= Factor por el cual Acp debe reducirse para obtener la superficie fiía efectiva
Acp= Área del plano que reemplaza a los tubos.
La altura de la parte ocupada por el vapor será:
hv= &v*D
hv= 27 in
Recalculando fhv=.35 a fal= 0.65
Reacalculando el tiempo:
th= (nD2 fa1 L)/4V1
th= 280.55s = D= 6.41 ft y L= 32fi
Por lo tanto D= 2m y L=9m
87
DISEÑO DEL HORNO
El horno se diseño de acuerdo al método de Lobo y Evans [45]
Datos y suposiciones:
* Carga total = 28714514 B T U h
* Eficiencia total = 75%
* Combustible: petróleo con un valor calorifico mínimo de 18073KJh, usando
* 25% de exceso de aire (1 7.44Kg de aire / Kg. de combustible)
* Aire precalentado a 204 O C
* Vapor para atomizar el combustible ( .3Kg/Kg. de combustible)
* Tubos de 6cm ,centrados a 2 1 S 9 cm en una sola hilera de longitud 1 1.74m.
* Temperatura promedio de los tubos en la sección radiante : 426.6 C
Temperatura de entrada =140 "C
Temperatura de salida = 200 "C
Flujo promedio= 650444042 lb&
Cp gas = .7357 BTU/ lbm OF
1) No. de tubos en la sección radiante
Q/aAcp= 2 x flujo promedio= 24000 B T U h f t 2
Q=carga total en la sección radiante
a= Factor por el cual Acp debe reducirse para obtener la superficie fría efectiva
Acp= Área del plano que reemplaza a los tubos.
88
Qf= Calor liberado por el combustible = 38286019 B T U h
Cantidad de combustible =2235.027 l b h
Aire requerido= 39978.87 l b h
Vapor de atomización 670.508 l b h
QA= Calor sensible sobre 60 F en el aire de combustión = 3196267.3 B T U h
QN= 2% de QW= 765720 B T U h
QW= Perdida de calor a través de las paredes del horno.
Q neto= QF + QA - QW = 407 16566 B T U h
QG= Calor de los gases de combustión que salen de la sección radiante = 19936977 B T U h
Q= Qneto-QG= 20779589 B T U h
Entonces la superficie total de los tubos = 23.80ft2
Numero estimado de tubos= 72
Distancia de centro a centro = 21059 cm
Acp por tubo = 27.23ft2
a= Distancia centro a centro de los tubos/diámetro exterior de los tubos
a= 0.65aAcp= 1274.36 f
89
DISEÑO DE LA TORRE DE DESTILACIóN
Altura (torre de platos)
Ha=NHt/Es
N = Número de etapas ideales Ht = Distancia real de la separación de los platos Es= Eficiencia de la etapa
1"' CASO
Ht puede suponerse de 0.5m para diámetros entre 1 -3m (Ulrich)
* Suponiendo una eficiencia del (80%)
* N= 10 (SIMULADOR ASPEN)
Si d= 1.5m entonces Ha=6.27m.
2" CASO
* Para D>lm ( Treybal)
Ht= .5D.3
Para el calculo del diámetro de la torre
Us,g = velocidad de operación superficial del flujo de vapor
V= Tasa máxima molar de vapor de la torre
Ks,b = Constante optima de Souders-Brown [0.04-0.08 &S] para la mayoría de las torres de platos Suponiendo una eficiencia de 0.90
* N= 10 etapas
90
Qf= Calor liberado por el combustible = 3828601 9 B T U h
Cantidad de combustible =2235.027 l b h
Aire requerido= 39978.87 l b h
Vapor de atomización 670.508 l b h
QA= Calor sensible sobre 60 F en el aire de combustión = 3 196267.3 B T U h
QN= 2% de QW= 765720 B T U h
QW= Perdida de calor a través de las paredes del horno.
Q neto= QF + QA - QW = 40716566 B T U h
QG= Calor de los gases de combustión que salen de la sección radiante = 19936977 B T U h
Q= Qneto-QG= 20779589 B T U h
Entonces la superficie total de los tubos = 23.80ft2
Numero estimado de tubos= 72
Distancia de centro a centro = 2 1059 cm
Acp por tubo = 27.23ft2
a= Distancia centro a centro de los tubos/diámetro exterior de los tubos
a= 0.65aAcp= 1274.36 f
89
DISEÑO DE LA TORRE DE DESTILACIóN
Altura (torre de platos)
Ha=NHt/Es
N = Número de etapas ideales Ht = Distancia real de la separación de los platos Es= Eficiencia de la etapa
1"' CASO
Ht puede suponerse de 0.5m para diámetros entre 1-3m (Ulrich)
* Suponiendo una eficiencia del (80%)
* N= 10 (SIMULADOR ASPEN)
Si d= 1.5m entonces Ha=6.27m.
2" CASO
* Para D>lm ( Treybal)
Ht= .5D.3
Para el calculo del diámetro de la torre
Us,g = velocidad de operación superficial del flujo de vapor
V= Tasa máxima molar de vapor de la torre
Ks,b = Constante optima de Souders-Brown [0.04-0.08 d s ] para la mayoría de las torres de platos Suponiendo una eficiencia de 0.90
* N= 10 etapas
90
Entonces
pl= l . 1 158 kg./lt
pg= .O25 kg./lt
Us,g= 0.43ds
por lo tanto D=O. 15m
Ht=0.28m
por lo que la altura Ha=3.11 m para D= .15m.
91





























