Embed Size (px)
Citation preview
Vol. 67, No 4, 2018www.hdko.hr
LEATHER AND FOOTWEAR - LEDER UND SCHUH - LE CUIR ET LA CHAUSSURE
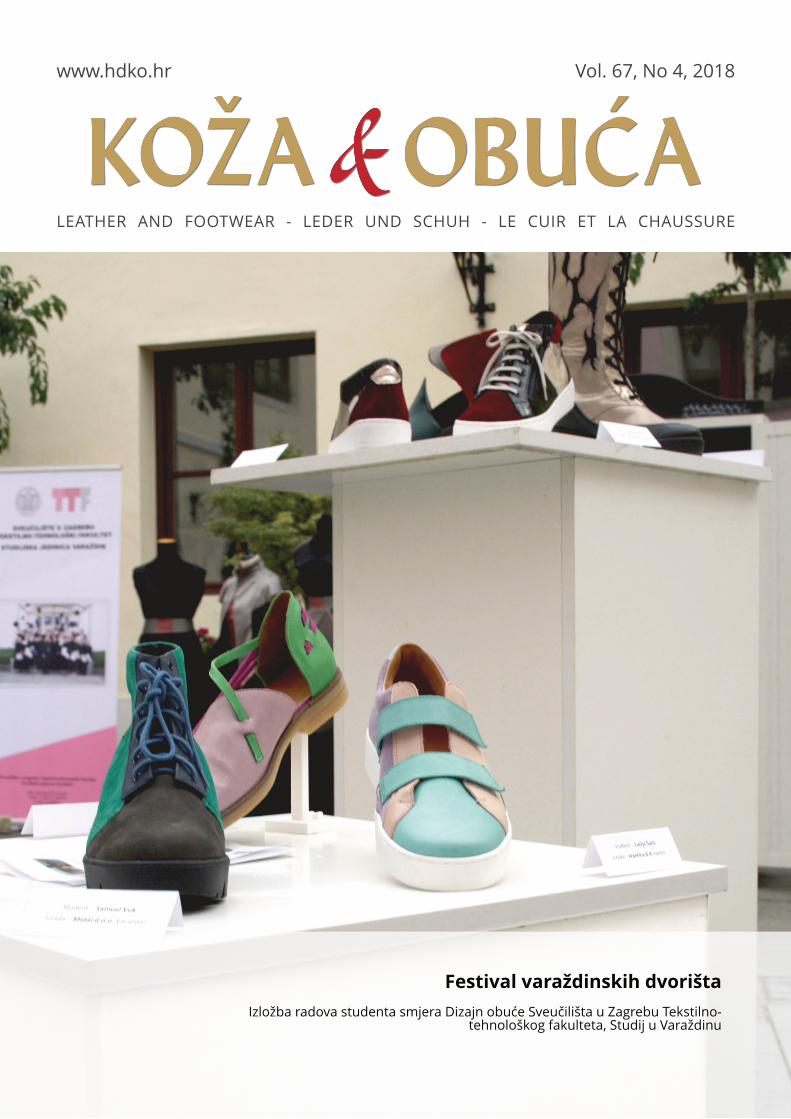
Festival varaždinskih dvorištaIzložba radova studenta smjera Dizajn obuće Sveučilišta u Zagrebu Tekstilno-
tehnološkog fakulteta, Studij u Varaždinu
Časopis za kožu, obuću, dizajn te srodnapodručja u interdisciplinarnom pristupuThe Journal for leather, footwear, design, as well asother similar areas in an interdisciplinary approach
Izdavač i vlasnik / Publisher and owner:
Hrvatsko društvo kožara i obućara, Prilaz barunaFilipovića 28a, HR - 10000 Zagreb, www.hdko.hr
Croatian Leather and Footwear Society, Prilazbaruna Filipovića 28a, HR - 10 000 Zagreb,www.hdko.hrGalavni i odgovorni urednik / Editor-in chief:Budimir MijovićUrednica / Editor:Antoneta TomljenovićPredsjednik HDKO-a:Jadranka AkalovićUredništvo / Editorial board:Yi Li, UKXuangai Wang, AustraliaUwe Reischl, USARavinda S. Goonetilleke, Hong KongLubos Hes, Czech RepublicMariana Ursache, RomaniaSenhorinha Teixeira, PortugalTonghua Zhang, ChinaJelena Balent, CroatiaZenun Skenderi, CroatiaDarko Ujević, CroatiaBranka Vojnović, CroatiaSnježana Firšt Rogale, CroatiaSlavenka Petrak, CroatiaAndrea Pavetić, CroatiaAnica Hursa Šajatović, CroatiaSanja Ercegović Ražić, CroatiaMartinia Ira Glogar, CroatiaGoran Čubrić, CroatiaAlica Grilec, CroatiaEmilija Zdraveva, CroatiaSuzana Kutnjak Mravlinčić, CroatiaSuzana Mihanović, CroatiaMarin Sovar, CroatiaFranka Žuvela Bošnjak, CroatiaVladan Koncar, FranceLektorica / Lector:Antonia TreseljOblikovanje i prijelom / Technical editor:,H1 design, vl. Dražen StopićDinamika izlaženja / Publishing dynamic:4 broja godišnje u 400 primjeraka / 4 issues peryear in 400 copies
4
6
12
18
Overview of the 2008 - 2017 Leather ProcessingIndustry21
Intervju s Antoineom & Pierreom Salatovićem24
Zaključci TZG-a 2019.26
Dragi čitatelji,
u ovom broju informirat ćemo vas o dva zanimljiva rada kojasmo pripremili te o ostalim novostima iz našeg područja. Prvirad obrađuje propusnost vodene pare uzoraka goveđih kožanamijenjenih izradi profesionalne obuće kroz primjenurazličitih metodamjerenjem otpora propusnosti vodene parete propusnosti vodene pare. U zaključcima, pored ostalog,autori rada, Jadranka Akalović i suradnici, navode da uzorcigoveđeg boksa i nape koji su sirovinski jednaki, tehnološkivrlo slično obrađeni (hidrofobirani, kombinirano štavljeni iobrađeni poliuretanskom dovršnom obradom lica), imajurazmjerno najveći otpor prolazu vodene pare. Istraženasvojstva, kao objektivni parametri ocjene udobnosti,upotrebljavaju se kod projektiranja profesionalne obuće.
Rad Branke Prišlić iz Hrvatske gospodarske komore (HGK)daje pregled osnovnih statističkih pokazatelja kožarsko-prerađivačke industrije Republike Hrvatske. Kožarsko-prerađivačka industrija radno je intenzivna i izvoznousmjerena grana industrije koja u Republici Hrvatskojzapošljava oko 10 000 ljudi. Uspoređujući statističkepokazatelje posljednjih deset godina, uočeno je da je ova industrijska grana prema broju zaposlenihi ukupnom prihodu imala najbolje pokazatelje u 2015. godini u odnosu prema drugim godinama togarazdoblja.
Marija Čališ pripremila je temu EuroSkills natjecanje, najveće europsko strukovno natjecanje kojepromiče izvrsnost i strukovne vještine mladih do 25 godina života, a održava se svake dvije godine ujednoj od država članica WorldSkills Europe organizacije.
Alica Grilec priredila je intervju s Pierreom Salatovićem, koji živi i radi u Francuskoj više od 30 godina.Poznati je profesionalac u kožno-prerađivačkoj struci, a njegovo poduzeće surađuje s mnogimpariškim poduzećima. Radi sa sinom Antoineom, a njihovo poduzeće zove se Sara Couture.
Alica Grilec i Ivana Špelić i ove su godine priredile izvješće o 12. međunarodnoj znanstveno-stručnojkonferenciji TZG 2019 – Textile Science and Economy 2019 French-Croatian Forum, koju jeorganiziralo Sveučilište u Zagrebu Tekstilno-tehnološki fakultet. Konferencija je bila i u službenomprogramu obilježavanja 350 godina od utemeljenja Sveučilišta u Zagrebu.
Časopis Koža & Obuća nastavlja rad sve intenzivnije, publicirajući radove iz područja kože, obuće,dizajna i srodnih područja, objavljivanjem zanimljivih znanstvenih i stručnih radova, novosti izobrazovanja, novosti iz naših tvrtki, dizajna u svijetu i Republici Hrvatskoj.
Kao i dosad, na raspolaganju smo vam za različite oblike suradnje s Hrvatskim društvom kožara iobućara i časopisom Koža & Obuća.
Živjeli!
Glavni odgovorni urednikBudimir Mijović
RIJEČ UREDNIKA
Najava - Novi model natjecanja strukovnih zanimanja
Propusnost vodene pare goveđe kože za izraduprofesionalne obuće
Water Vapor Permeability of Bovine Leather for MakingProfessional Footwear
Pregled stanja kožarsko-prerađivačke industrije zarazdoblje 2008. – 2017.
REPORTAŽAKorisna iskustva iz Budimpešte
NAJAVA – Novi model natjecanjastrukovnih zanimanjaWorldSkills Croatia 2019.
Marija Čališ, koordinator radne skupine za izradu novogmodela natjecanja za disciplinu Dizajn obuće i kožnegalanterijeEuroSkills natjecanje najveće je europsko strukovno natjecanje koje promiče izvrsnost i strukovnevještine mladih do 25 godina života, a održava se svake dvije godine u jednoj od država članicaWorldSkills Europe organizacije.
Od 26. do 28. rujna u Budimpešti se održalo EuroSkills natjecanje za mlade profesionalce ustrukovnim zanimanjima, na kojem je kroz organizaciju WorldSkills Croatia bila predstavljena i našazemlja.
Na samom je natjecanju sudjelovalo 28 zemalja sudionica u 37 disciplina. Natjecanje jeposjetilo više od 100 000 posjetitelja.
Naš WorldSkills Croatia timnatjecao se u devetindividualnih disciplina( K a m e n o k l e s a r s t v o ,Zidarstvo, Vodoinstalacije igrijanje, Automobilskatehnologija, Hotelskarecepcija, Kuharstvo,Frizerstvo, Mrežni razvoj, CNCglodanje) te u dvije timskediscipline (Modni dizajn itehnologija i ICT specijalist).Natjecatelj Ante Burum u disciplini Hotelska recepcija bio je naš najbolji natjecatelj te je osvojionaslov Medallion of Excellence, dok su natjecateljice Tena Šumski i Lorena Conjar u timskojdiscipliniModni dizajn i tehnologije osvojile naslov Best of Nation.
U ukupnom poretku ES2018 natjecanja Hrvatska je osvojila 17. mjesto u odnosu prema ukupnombroju osvojenih bodova.
Tena Šumski, studentica TTF-a SJ Varaždin
Tim mladih hrvatskih stručnjaka na europskome natjecanju u vještinama
Agencija za strukovno obrazovanje iobrazovanje odraslih organizirala jeposjet EuroSkills natjecanju uBudimpešti za koordinatore radnihskupina našeg novog modelanatjecanja, kako bi lakše osmislilimodele za svoje discipline.
Kratko druženje s kolegicom VeromŽagar iz Obrtničke škole Požega,mentoricom natjecateljica TeneŠumski i Lorene Conjar, tijekom natjecanja u Budimpešti, koja nam je prenijela korisna iskustva isavjete vezane za osmišljavanje i provođenje našeg novog modela natjecanja strukovnih zanimanjaza disciplinu Dizajn obuće i kožne galanterije.
NAJAVA – Novi model natjecanja strukovnih zanimanjaWorldSkills Croatia 2019. održat će se od26. do 28. ožujka 2019. godine na Zagrebačkom velesajmu.
U sklopu projekta ESF „Promocija učeničkih kompetencija i strukovnog obrazovanja kroz strukovnanatjecanja i smotre“ Agencija za strukovno obrazovanje i obrazovanje odraslih izradila je novi modelstrukovnih natjecanja i smotri u Republici Hrvatskoj koji će se primjenjivati od školske godine2018./2019.
WorldSkills Croatia – državno natjecanje učenika strukovnih škola, najveće strukovno natjecanje uovom dijelu Europe. Tristotinjak najboljih učenika strukovnih škola natjecat će se u više od 30strukovnih disciplina u kojima će predstaviti stručne kompetencije te demonstrirati vještine potrebneza uspješno obavljanje zadataka karakterističnih za određeno strukovno zanimanje.
Novi, osuvremenjeni koncept strukovnih natjecanja usklađen je sa standardima svjetskih ieuropskih natjecanjamladih u strukovnim vještinama (Euroskills i Worldskills) te sličnim događanjimau drugim zemljama.
U našem sektoru Tekstil i koža sljedeće su discipline u sklopu kojih se mogu prijaviti navedenekvalifikacije i zanimanja:
Novi model natjecanja za disciplinu Dizajn obuće ikožne galanterije izradila je radna skupina usljedećem sastavu: Marija Čališ, koordinator, SuzanaKutnjak-Mravlinčić, član, Mirjana Trubić, član i AnitaZannotti Štulec, član.
Agencija za strukovno obrazovanje i obrazovanje odraslihna svojim je službenim stranicama objavila sve potrebneinformacije vezane za novi model natjecanja WorldskillsCroa�a 2018./2019., worldskillscroa�[email protected].
Marija Čališ i Suzana Kutnjak-Mravlinčić M. Čališ, S. K. Mravlinčić i Vera Žagar
4. SEKTOR TEKSTIL I KOŽA
Naziv discipline Strukovne kvalifikacije izanimanja
TEKSTIL Izrada modnog proizvoda Krojač
Modni dizajn i tehnologija Modni tehničar, Dizajner odjećeili Krojač i Modni tehničar
KOŽA Dizajn obuće i kožne galanterijeObućar, Galanterist i novistrukovni kurikul Tehničarmodelar obuće i kožne
galanterije
4 5

PROPUSNOST VODENE PARE GOVEĐE KOŽE ZA IZRADUPROFESIONALNE OBUĆE
Jadranka Akalović1, Zenun Skenderi1*, Snježana Firšt Rogale1, Emilija Zdraveva1
1Sveučilište u Zagrebu Tekstilno-tehnološki fakultete-pošta: [email protected]
SažetakU radu su ispitana svojstva propusnosti vodene pare uzoraka goveđih koža namijenjenih izradiprofesionalne obuće kroz primjenu različitih metoda mjerenjem otpora propusnosti vodene pare tepropusnosti vodene pare. Otpor prolazu vodene pare određen je primjenom aparata Permetesta,dok je propusnost vodene pare određena metodom prema normi HRN EN ISO 20344:2012. Uzorcigoveđeg boksa i nape koji su sirovinski jednaki, tehnološki vrlo slično obrađeni (hidrofobirani,kombinirano štavljeni i obrađeni poliuretanskom dovršnom obradom lica), imaju razmjerno najvećiotpor prolazu vodene pare. Rezultati pokazuju da kod istovrsnih obrada uzorak veluramanje debljineima manji otpor prolazu vodene pare u odnosu prema uzorku velura veće debljine. Propusnostvodene pare umnogome je ovisna o obradi lica ispitivane kože. Uzorci velura imaju visoke vrijednostipropusnosti vodene pare u odnosu prema uzorcima boksa i nape, neovisno o debljini i obradi što semože povezati s propusnom strukturom njihova brušenog lica.
Ključne riječigoveđa koža, propusnost vodene pare, permetest, profesionalna obuća
Izvorni znanstveni radUDK: 675.14.031.1.017.6:685.345
1. UVOD
Za određivanje parametara termofiziološkeudobnosti obuće danas se različitim metodamamjere dva parametra: propusnost vodene pare(mjerenjem otpora prolazu vodene pare) tepropusnost topline (mjerenjem otpora prolazutopline).Općenito, metode mjerenja navedenihtermofizioloških parametara mogu biti statičke idinamičke [1, 2]. Najvažnije statičke metode zaispitivanje termofizioloških svojstava plošnihproizvoda, uključujući i kožu, provode seprimjenom uređaja Skin model (tzv. Vrućaploča) [3], ali i primjenom uređaja Permetesta,za nedestruktivno mjerenje plošnih tekstilnihuzoraka [4]. Od metoda dinamičkog mjerenjatermofizioloških parametara obućeupotrebljavaju se uređaji naziva Termalnostopalo (termalni maneken, toplinska noga) [5,6, 7, 8].Ipak, vrijednosti otpora prolazu topline i otporaprolazu vodene pare ne definiraju potpunoudobnost obuće jer je riječ o složenom svojstvuza određivanje kojeg je uz objektivne mjerneparametre dobivene navedenim metodama,potrebno provesti i ispitivanja subjektivnogosjećanja udobnosti obuće u ispitanika, a kojanerijetko dulje traju.Nadalje, razina aktivnosti, vanjski utjecaji,konstrukcija obuće, vrsta materijala (kože) zaizradu obuće te njezina obrada umnogomeodređuje udobnost obuće. Složenost potpunogdefiniranja udobnosti obuće ogleda se i u tomeda se obično obuća izrađuje iz više slojeva, a uobzir treba uzeti i svojstva materijala te
konstrukcijska svojstva čarapa koje se nalazeizmeđu ljudske noge (kože) i obuće.U ovom radu detaljnije se daje opis strukturekože i tehnologije obrade kože za izraduprofesionalne obuće, što je i predmetistraživanja ovog rada.Gotove kože za izradu obuće dobivaju setehnološkim procesom obrade sirovihživotinjskih koža. Prema histološkoj građirazlikuju se tri jasno razgraničena sloja kože:• vanjski sloj (pokožica, pousmina, epidermis)
koji čini 1 do 2 % debljine kože• srednji sloj (usmina, corium, cutis, derma)
koji čini 80 do 95 % debljine kože• unutarnji sloj (potkožno tkivo, subcutis) koji
čini 3 do 20 % debljine kože.S kožarskoga gledišta najbitniji sloj sirovih kožaza proizvodnju gotove kože jest srednji sloj(usmina ili derma). Derma je građena odčvrstog, vezivnog tkiva kolagenskih vlakana.Kolagenska vlakna građena su od fibrila-brojnihparalelnih niti međusobno uraslih iisprepletenih u svim smjerovima bez slobodnihkrajeva.Ova se struktura obradom oplemenjuje, štorezultira specifičnim fizikalno-mehaničkim ikemijskim svojstvima te izgledom gotove kože.Proces obrade sirove kože odvija se kroztehnološke operacije pripremnih radova,procesa štavljenja i dovršavanja uštavljene kože.Pripremnim radovima sirova se koža pripremaza provođenje procesa štavljenja. Štavila susredstva koja imaju sposobnost pravogštavljenja, različite su kemijske strukture isastava, a zajednički im je učinak učvršćivanjekolagenskih vlakana i osiguranje njihoveotpornosti na vanjske utjecaje radi postizanja
6
zadovoljavajuće trajnosti i kvalitete gotove kože.Vlaknasta struktura kože nositelj je svih važnihsvojstava gotove kože koja ovise o njezinojmikrostrukturi što uključuje pravilnost spletavlakana, kut ispreplitanja, gustoću spletavlakana, njihovu savijenost, stupanjrazdijeljenosti i debljinu.Ovisno o odabiru štavila najčešće se primjenjujevegetabilno, kromno i sintetsko štavljenje kože,kao i njihove različite kombinacije. Kromnoštavljene kože imaju bolja fizikalno-mehaničkasvojstva od vegetabilno štavljenih koža.Vegetabilno štavljene kože u usporedbi skromno štavljenim kožama sadržavaju viševezanih štavnih tvari, nevezanih neštavnih tvari,teže su i debljih vlakana. Primjenom sintetskihštavila često se pored proštavljenosti postižu ispecifična svojstva gotovih koža.U praksi je česta kombinacija kromne ivegetabilne štave radi postizanjazadovoljavajućih svojstava gotove kože uzzadovoljenje sve strožih uvjeta sigurnosti izaštite okoliša. Dovršnim tehnološkimoperacijama obrade kože postižu se važnasvojstva konačnog izgleda, podatnosti gotovekože, ali i niz funkcionalnih svojstava gotovekože ovisno o namjeni [9].Pored poznavanja svojstava kože koja suposljedica sirovinske vrste i tehnološke obrade,za primjenu kože u proizvodnji profesionalneobuće važno je poznavati specifičnost strukturepojedinih dijelova kože. Za proizvodnju obućenužno je poznavanje specifičnih svojstavakruponskog i okrajinskog dijela kože.Kruponski dio, odnosno centralni dio kože imanajbolja mehanička svojstva pa je stoganajpogodniji za izradu gornjišta. Tu sukolagenska vlakna najbolje strukturirana, tj.imaju najbolja svojstva mikrostrukture.Okrajinski dio kože više se isteže, rjeđe jestrukture, slabije izražene punoće, a pogodniji jeza izradu sarica i manje vidljivih dijelovagornjišta poput jezika i kragne. Vlaknastastruktura, odnosno građa vlakana kojom jeuvjetovana velika unutrašnja reaktivnapovršina, nositelji su važnih fizikalnih svojstavagotovih koža kao što su svojstva propusnostizraka, vodene pare i topline.Prirodna koža ima specifičnu mikroklimu, štoznači da ima dobra svojstva zadržavanja topline,dobru propusnost zraka, vodene pare iakumuliranja vlage što pridonosi dobrim tzv.higijenskim svojstvima obuće, koja se kodumjetnih materijala trebaju postići [9].Malo je publiciranih radova koji obrađuju prolaztopline (ili otpor) kroz kožu, a još je manjeradova koji obrađuju problematiku propusnostivodene pare. Nadalje, veći se broj autora baviotoplinskom izolacijom kože i obuće. TakoKuklane [10] navodi da toplinska izolacija cijelogtijela utječe na lokalno toplinsko stanje, alokalna izolacija kao izolacija dobivenanošenjem obuće utječe na ukupnu toplinskuudobnost ljudskog tijela. Akumulacija vlage ukoži znatno smanjuje izolaciju obuće, asmanjenje izolacije ovisi o brzini znojenja, brziniisparavanja-kondenzacije, kapacitetu apsorpcijematerijala obuće te o prijenosu vlage u njima. Uistom radu Kuklane navodi vrijednosti toplinske
izolacije obuće (otpor prolazu topline) zarazličite temperaturne uvjete okoline u rasponuod +15 °C do -25 °C.Krishnaraj i sur. [11] istražuju toplinsku izolacijurazličitih vrsta kože za izradu odjeće različitogdizajna i konstrukcije, Çolak i sur. [12] bave seotporom prolazu topline različitih kožaštavljenih različitim štavama.Nadalje, Salopek Čubrić i sur.[13] istražujuparametre udobnosti (otpor prolazu topline iotpor prolazu vodene pare) kod dva različitapodstavna krzna i jednoga medicinskoga krzna,dok Akalović i sur. [14] istražuju utjecaj 11različitih vrsta materijala (pust za temeljnetabanice, dvoslojni kompozit za lice, dvoslojnikompozit za tabanice, termoplastični materijalza izradu tvrdica i spužva za ovratnike) naparametre otpora prolazu topline i vodenepare.Svrha je ovog rada istražiti kako se kože (ukupno5) različite prerade, obrade i fizikalnih svojstavaponašaju u smislu ispitivanja otpornosti prolazuvodene pare/propusnosti vodene pare kaojednog od temeljnih parametara ocjenjivanjaudobnosti obuće za izradu profesionalneobuće.
2. Eksperimentalni dio2.2. Materijali
Važni materijali (proizvodi) gotovih koža zaizradu profesionalne obuće jesu goveđi boks,goveđi velur, goveđi obućarski velur, goveđahidrofobirana napa i obućarska napa.Goveđi boks kromno je ili kombiniranouštavljena koža, s prirodnim glatkim iliutisnutim licem. Kromno je štavljen, laganovegetabilno doštavljen i mašćen kombinacijamasintetskih i prirodnih masnoća, a premanamjeni može biti i različito hidrofobiran.Sirovinska osnova srednje su teške kategorijegoveda. Ovisno o namjeni obuće, primjenjuju serazličite vrste dogotove (anilinska, kazeinska ipolimerizacijska), kao i njihove kombinacije.Goveđi velur gotova je koža brušene mesnestrane koja je lice (vanjska strana) ove vrstegotove kože. Najčešće je kromno i kombiniranoštavljen, ujednačene boje, izražene mekoće ipodatnosti. Osnovno je obojen i mašćenspecijalnom kombinacijom masnoća kojepridonose baršunastom izgledu, a ovisno onamjeni može biti i hidrofobiran.Goveđa napa koža je karakteristične mekoće ipodatnosti, punog prirodnog lica. Obično jekromno štavljena i lagano doštavljenavegetabilnim ili sintetskim štavilima, licadovršenog različitim vrstama dogotove, aovisno o namjeni može biti i hidrofobirana.Za provedbu istraživanja odabrane su goveđekože za izradu profesionalne obuće, prikazane utab.1. Na svim uzorcima provedena su mjerenjarelativnog toplinskog toka i otpora prolazuvodene pare, primjenom uređaja Permetesta.Rezultati propusnosti vodene pare i debljinedobiveni su od proizvođača obuće, ispitivani susukladno važećim normama [15, 16].
7
Propusnost vodene pare goveđe kožeza izradu profesionalne obućeJ. Akalović, Z. Skenderi, S.F. Rogale, E. Zdraveva Koža & obuća 67 (2018) 4, 6-11
Propusnost vodene pare goveđe kožeza izradu profesionalne obućeJ. Akalović, Z. Skenderi, S.F. Rogale, E. Zdraveva Koža & obuća 67 (2018) 4, 6-11

Uzorak A koža je goveđeg boksa. Koža je crneboje, hidrofobirana, kromno štavljena i laganovegetabilno doštavljena. Lice kože dovršeno jepoliuretanskom dogotovom. Upotrijebljena jeza izradu oglava, sarica, gornjeg dijela jezika nagornjištu ljetne vojne polučizme, kao i za izraduistih dijelova vojne zimske čizme.Uzorak B goveđi je hidrofobirani velur kromnoštavljen, bež boje. Upotrebljava se za izraduovratnika vojničke ljetne polučizme.Uzorak C goveđi je obućarski velur kromnoštavljen, hidrofobiran, ujednačene boje pijeska,dobre obojenosti kroz presjek kože. Dobrih jemehaničkih svojstava i zadovoljavajuće mekoćei podatnosti, a upotrebljava se za izradu licagornjišta ljetne vojničke polučizme.Uzorak D crna je goveđa hidrofobirana napa zaizradu ovratnika na gornjištu vojne ljetnepolučizme, kao i ovratnika i donjeg dijela jezikavojne visoke cipele i vojne zimske čizme. Koža jekromno štavljena i blago vegetabilnodoštavljena, poliuretanske dogotove lica.Uzorak E kromno je štavljena obućarska napakoja se u modelu profesionalne obućeupotrebljava kao podstavna koža ovratnika nagornjištu vojne ljetne polučizme i ljetnepolučizme boje pijeska. Odgovarafunkcionalnim svojstvima podstavnih koža.
2.2. Metode ispitivanja2.2.1. Ispitivanja propusnosti vodene pareprema normi HRN EN ISO 20344
Ispitivanja propusnosti vodene pare kodsvih pet uzoraka gotove kože provedena susukladno navedenoj normi [16]. Ispitniuzorak tijekom ispitivanja stavljen je nauređaj (rotirajuća posuda s higroskopnomtvari smještena na jaku struju zraka ukondicioniranim uvjetima: temp. 230C ±2,rel. vlažnosti zraka 50%± 5). Izračunrezultata propusnosti vodene pare:
gdje je:
W3propusnost vodene pare u mg/(cm2h)
M masa vodene pare (M2 – M1)/1000) u mg
M1 početna masa posude zajedno s ispitnimuzorkom i silikagelom u gM2 konačna masa posude zajedno s ispitnimuzorkom i silikagelom u gA ispitna površina u cm2
r radijus ispitne površine u cmt vrijeme između prvog i drugog vaganja u h.
2.2.2. Ispitivanja propusnosti vodene pareprimjenom Permetesta
Mjerenja su provedena na uređaju Permetest1 (Skin model, sl. 1.), koji simulira suhu i vlažnuljudsku kožu [17], pri čemu su mjereni sljedećiparametri:
a) relativna propusnost toplinskog toka (P)b) otpor prolazu vodene pare Ret.
Relativna propusnost toplinskog toka (P)određuje se jednadžbom:
gdje je:
qs toplinski tok s uzorkom u W/m2
qo toplinski tok bez uzorka također u W/m2.
Otpor prolazu vodene pare određen je premajednadžbi [17]:
8
Oznakauzorka
Naziv uzorka Tehnološke obrade
A goveđi boks hidrofobiran, kromnoštavljen laganovegetabilno doštavljenlice dovršeno PUdogotovom
B goveđi velur hidrofobiran, kromnoštavljen
C goveđi obućarskivelur
hidrofobiran, kromnoštavljen
D goveđahidrofobirana napa
kromno štavljena blagovegetabilno doštavljenaPU dogotova lica
E obućarska napa kaopodstavna koža
Kromno štavljena
Tablica 1: Oznake i opis ispitivanih uzoraka kože
gdje je:
Pm parcijalni tlak zasićene vodene pare zatemperaturu ambijenta/prostorije u kojoj seprovodi ispitivanje u Pa,Pa parcijalni tlak vodene pareambijenta/laboratorija gdje se provodiispitivanje.
3. Rezultati i rasprava
Rezultati mjerenja propusnosti vodene pare,prema (1), otpor prolazu vodene pare, prema (3)te relativna propusnost toplinskog toka, prema(2) prikazani su u tab. 2. i na sl.2 – 4.
3.1. Rezultati ispitivanja otpora prolazuvodene pare
Uzorci A (goveđi boks) i D (goveđa napa) imajurazmjerno veći otpor prolazu vodene pare (39,9
Slika 1: PERMETEST – Uređaj za nedestruktivno određivanjeotpora prolazu topline i otpora prolazu vodene pare, tt. SensoraInstruments [17]
9
odnosno 49,5 Pa m2/W, tab. 2, sl. 2). Sirovinskisu jednaki te tehnološki slično obrađeni(hidrofobirani, kombinirano štavljeni spoliuretanskom dovršnom obradom lica.Uzorak E (obućarska napa) ima približno jednakiotpor prolazu vodene pare (39,7 Pa m2/W) uodnosu prema uzorku A (goveđi boks) i neštomanji otpor u odnosu prema uzorku D (goveđanapa). Uzorak E (obućarska napa) nijehidrofobiran, već kromno štavljen i PU dovršneobrade lica pa se i u doradi može tražiti razlogveće otpornosti prolazu vodene pare.Uzorak B (goveđi velur) ima razmjerno najmanjiotpor prolazu vodene pare (8,93 Pa m2/W), auzorak C (goveđi obućarski velur) nešto većiotpor prolazu vodene pare (25,7 Pa m2/W) uodnosu prema uzorku B (goveđi velur).Uspoređujući vrijednosti otpora prolazu vodenepare uzoraka A (goveđi boks) i C (goveđiobućarski velur) – kože za izradu lica gornjišta,vidljiv je utjecaj obrade na otpor prolazu vodenepare.Naime, uzorak C (goveđi obućarski velur) kaovelur ima manji otpor prolazu vodene pare oduzroka A (goveđi boks) koji ima PU obradu lica ikombiniranu štavu, iako su im debljine približnojednake (2,26 mm, 2,20 mm, tab. 1).
Tablica 2: Rezultati mjerenja otpora prolazu vodene pare i propusnosti vodene pare
3.2. Rezultati ispitivanja propusnostivodene pare
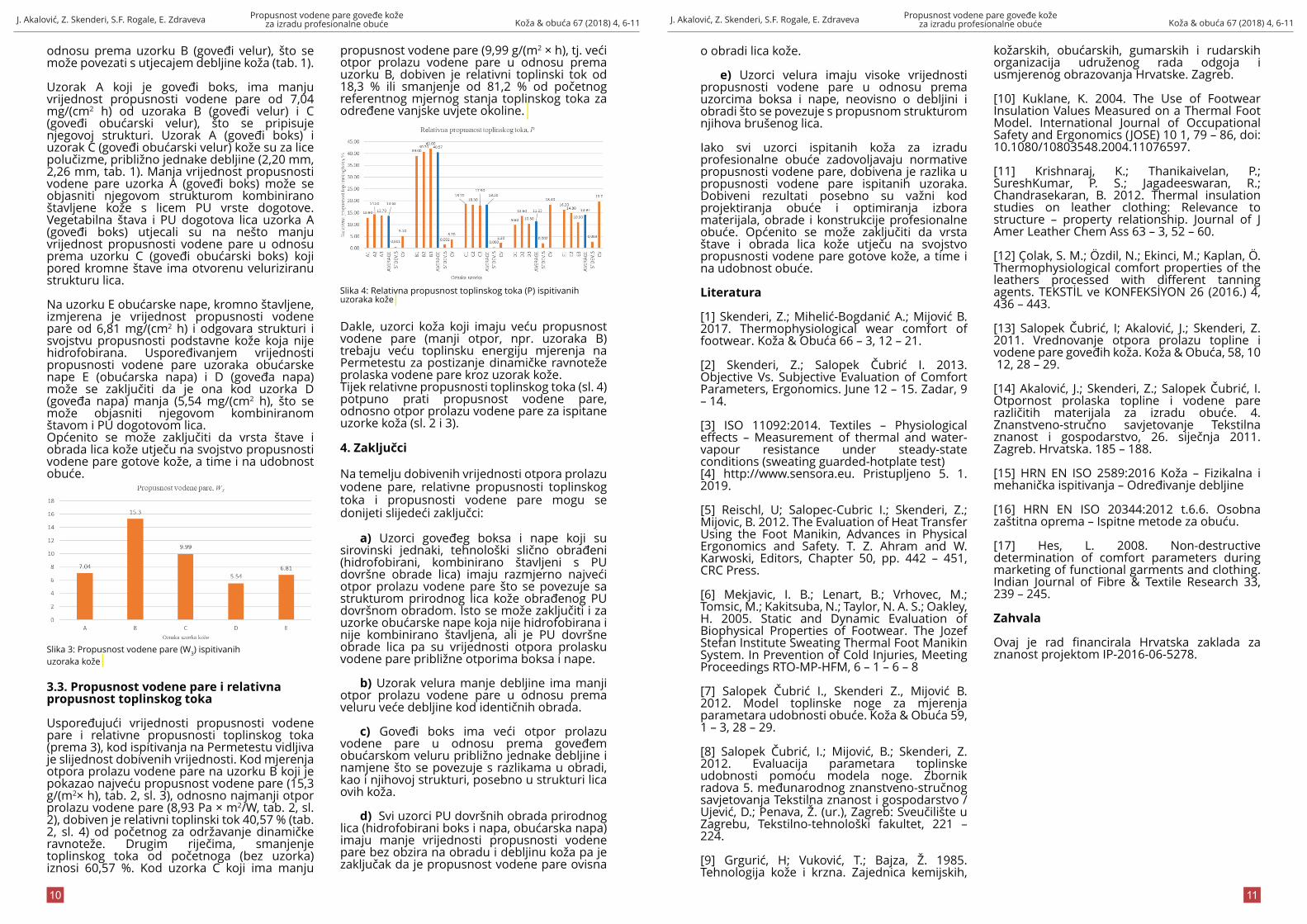
Izmjerene vrijednosti propusnosti vodene paresvih pet uzoraka zadovoljavaju propisanezahtjeve za vojnu obuću. Najveća vrijednostpropusnosti vodene pare (15,30 mg/(cm2 h),tab.2, sl. 3) izmjerena je na uzorku B (goveđivelur) i sukladna je njegovoj debljini 1,09 mm istrukturi kromno štavljenog velura.Uzorak C (goveđi obućarski velur), velur za licegornjišta imao je nešto manju vrijednostpropusnosti vodene pare od 9,99 mg/(cm2 h) u
Oznaka i nazivuzorka d (mm) Ret (Pa m
2/W) P (%) W3 (mg/(cm2 h))A_1 2,1 – 2,3 44,7 12,9 -A_2 2,1 – 2,3 36,8 14,3 -A_3 2,1 – 2,3 38,3 13,7 -
2,2 39,93 13,63 7,04σ - 4,196 0,702 -CV, % - 10,50 5,10 -B_1 0,9 – 1,1 9,5 39 -B_2 0,9 – 1,1 8,8 40,7 -B_3 0,9 – 1,1 8,5 42 -
1,0 8,93 40,57 15,30σ - 0,513 1,504 -CV, % - 5,70 3,70 -C_1 2,1 – 2,3 25,2 18,7 -C_2 2,1 – 2,3 26,2 18,3 -C_3 2,1–2,3 25,7 17,9 -
2,2 25,70 18,30 9,99σ - 0,500 0,400 -CV, % - 1,90 2,20 -D_1 1,8 – 2,0 55,6 9,8 -D_2 1,8 – 2,0 38,7 13,6 -D_3 1,8 – 2,0 54,2 10,3 -
1,9 49,50 11,23 5,54σ - 9,379 2,065 -CV, % - 18,90 18,40 -E_1 0,9 – 1,1 32,3 16,2 -E_2 0,9 – 1,1 36,1 14,8 -E_3 0,9 – 1,1 50,6 10,9 -
1,0 39,67 13,97 6,81σ - 9,657 2,747 -CV, % - 24,4 19,7 -
x_
x_
x_
x_
x_
d – debljina (mm); Ret – otpor prolazu vodene pare (Pa m2/W); P – relativna propusnost toplinskog toka (%); W3 – propusnost vodene
pare (mg/(cm2 h)); – srednja vrijednost ispitivanog svojstva; σ - standardno odstupanje ispitivanog svojstva; CV – koeficijentvarijacije ispitivanog svojstva (%)
Slika 2: Otpor prolazu vodene pare (Ret) ispitivanih uzoraka kože
(2)
(3)
(1)
Propusnost vodene pare goveđe kožeza izradu profesionalne obućeJ. Akalović, Z. Skenderi, S.F. Rogale, E. Zdraveva Koža & obuća 67 (2018) 4, 6-11
Propusnost vodene pare goveđe kožeza izradu profesionalne obućeJ. Akalović, Z. Skenderi, S.F. Rogale, E. Zdraveva Koža & obuća 67 (2018) 4, 6-11
10
odnosu prema uzorku B (goveđi velur), što semože povezati s utjecajem debljine koža (tab. 1).
Uzorak A koji je goveđi boks, ima manjuvrijednost propusnosti vodene pare od 7,04mg/(cm2 h) od uzoraka B (goveđi velur) i C(goveđi obućarski velur), što se pripisujenjegovoj strukturi. Uzorak A (goveđi boks) iuzorak C (goveđi obućarski velur) kože su za licepolučizme, približno jednake debljine (2,20 mm,2,26 mm, tab. 1). Manja vrijednost propusnostivodene pare uzorka A (goveđi boks) može seobjasniti njegovom strukturom kombiniranoštavljene kože s licem PU vrste dogotove.Vegetabilna štava i PU dogotova lica uzorka A(goveđi boks) utjecali su na nešto manjuvrijednost propusnosti vodene pare u odnosuprema uzorku C (goveđi obućarski boks) kojipored kromne štave ima otvorenu veluriziranustrukturu lica.
Na uzorku E obućarske nape, kromno štavljene,izmjerena je vrijednost propusnosti vodenepare od 6,81 mg/(cm2 h) i odgovara strukturi isvojstvu propusnosti podstavne kože koja nijehidrofobirana. Uspoređivanjem vrijednostipropusnosti vodene pare uzoraka obućarskenape E (obućarska napa) i D (goveđa napa)može se zaključiti da je ona kod uzorka D(goveđa napa) manja (5,54 mg/(cm2 h), što semože objasniti njegovom kombiniranomštavom i PU dogotovom lica.Općenito se može zaključiti da vrsta štave iobrada lica kože utječu na svojstvo propusnostivodene pare gotove kože, a time i na udobnostobuće.
3.3. Propusnost vodene pare i relativnapropusnost toplinskog toka
Uspoređujući vrijednosti propusnosti vodenepare i relativne propusnosti toplinskog toka(prema 3), kod ispitivanja na Permetestu vidljivaje slijednost dobivenih vrijednosti. Kod mjerenjaotpora prolazu vodene pare na uzorku B koji jepokazao najveću propusnost vodene pare (15,3g/(m2× h), tab. 2, sl. 3), odnosno najmanji otporprolazu vodene pare (8,93 Pa × m2/W, tab. 2, sl.2), dobiven je relativni toplinski tok 40,57 % (tab.2, sl. 4) od početnog za održavanje dinamičkeravnoteže. Drugim riječima, smanjenjetoplinskog toka od početnoga (bez uzorka)iznosi 60,57 %. Kod uzorka C koji ima manju
propusnost vodene pare (9,99 g/(m2 × h), tj. većiotpor prolazu vodene pare u odnosu premauzorku B, dobiven je relativni toplinski tok od18,3 % ili smanjenje od 81,2 % od početnogreferentnog mjernog stanja toplinskog toka zaodređene vanjske uvjete okoline.
Dakle, uzorci koža koji imaju veću propusnostvodene pare (manji otpor, npr. uzoraka B)trebaju veću toplinsku energiju mjerenja naPermetestu za postizanje dinamičke ravnotežeprolaska vodene pare kroz uzorak kože.Tijek relativne propusnosti toplinskog toka (sl. 4)potpuno prati propusnost vodene pare,odnosno otpor prolazu vodene pare za ispitaneuzorke koža (sl. 2 i 3).
4. Zaključci
Na temelju dobivenih vrijednosti otpora prolazuvodene pare, relativne propusnosti toplinskogtoka i propusnosti vodene pare mogu sedonijeti slijedeći zaključci:
a) Uzorci goveđeg boksa i nape koji susirovinski jednaki, tehnološki slično obrađeni(hidrofobirani, kombinirano štavljeni s PUdovršne obrade lica) imaju razmjerno najvećiotpor prolazu vodene pare što se povezuje sastrukturom prirodnog lica kože obrađenog PUdovršnom obradom. Isto se može zaključiti i zauzorke obućarske nape koja nije hidrofobirana inije kombinirano štavljena, ali je PU dovršneobrade lica pa su vrijednosti otpora prolaskuvodene pare približne otporima boksa i nape.
b) Uzorak velura manje debljine ima manjiotpor prolazu vodene pare u odnosu premaveluru veće debljine kod identičnih obrada.
c) Goveđi boks ima veći otpor prolazuvodene pare u odnosu prema goveđemobućarskom veluru približno jednake debljine inamjene što se povezuje s razlikama u obradi,kao i njihovoj strukturi, posebno u strukturi licaovih koža.
d) Svi uzorci PU dovršnih obrada prirodnoglica (hidrofobirani boks i napa, obućarska napa)imaju manje vrijednosti propusnosti vodenepare bez obzira na obradu i debljinu koža pa jezaključak da je propusnost vodene pare ovisna
Slika 3: Propusnost vodene pare (W3) ispitivanihuzoraka kože
Slika 4: Relativna propusnost toplinskog toka (P) ispitivanihuzoraka kože
11
o obradi lica kože.
e) Uzorci velura imaju visoke vrijednostipropusnosti vodene pare u odnosu premauzorcima boksa i nape, neovisno o debljini iobradi što se povezuje s propusnom strukturomnjihova brušenog lica.
Iako svi uzorci ispitanih koža za izraduprofesionalne obuće zadovoljavaju normativepropusnosti vodene pare, dobivena je razlika upropusnosti vodene pare ispitanih uzoraka.Dobiveni rezultati posebno su važni kodprojektiranja obuće i optimiranja izboramaterijala, obrade i konstrukcije profesionalneobuće. Općenito se može zaključiti da vrstaštave i obrada lica kože utječu na svojstvopropusnosti vodene pare gotove kože, a time ina udobnost obuće.
Literatura
[1] Skenderi, Z.; Mihelić-Bogdanić A.; Mijović B.2017. Thermophysiological wear comfort offootwear. Koža & Obuća 66 – 3, 12 – 21.
[2] Skenderi, Z.; Salopek Čubrić I. 2013.Objective Vs. Subjective Evaluation of ComfortParameters, Ergonomics. June 12 – 15. Zadar, 9– 14.
[3] ISO 11092:2014. Textiles – Physiologicaleffects – Measurement of thermal and water-vapour resistance under steady-stateconditions (sweating guarded-hotplate test)[4] http://www.sensora.eu. Pristupljeno 5. 1.2019.
[5] Reischl, U; Salopec-Cubric I.; Skenderi, Z.;Mijovic, B. 2012. The Evaluation of Heat TransferUsing the Foot Manikin, Advances in PhysicalErgonomics and Safety. T. Z. Ahram and W.Karwoski, Editors, Chapter 50, pp. 442 – 451,CRC Press.
[6] Mekjavic, I. B.; Lenart, B.; Vrhovec, M.;Tomsic, M.; Kakitsuba, N.; Taylor, N. A. S.; Oakley,H. 2005. Static and Dynamic Evaluation ofBiophysical Properties of Footwear. The JozefStefan Institute Sweating Thermal Foot ManikinSystem. In Prevention of Cold Injuries, MeetingProceedings RTO-MP-HFM, 6 – 1 – 6 – 8
[7] Salopek Čubrić I., Skenderi Z., Mijović B.2012. Model toplinske noge za mjerenjaparametara udobnosti obuće. Koža & Obuća 59,1 – 3, 28 – 29.
[8] Salopek Čubrić, I.; Mijović, B.; Skenderi, Z.2012. Evaluacija parametara toplinskeudobnosti pomoću modela noge. Zbornikradova 5. međunarodnog znanstveno-stručnogsavjetovanja Tekstilna znanost i gospodarstvo /Ujević, D.; Penava, Ž. (ur.), Zagreb: Sveučilište uZagrebu, Tekstilno-tehnološki fakultet, 221 –224.
[9] Grgurić, H; Vuković, T.; Bajza, Ž. 1985.Tehnologija kože i krzna. Zajednica kemijskih,
kožarskih, obućarskih, gumarskih i rudarskihorganizacija udruženog rada odgoja iusmjerenog obrazovanja Hrvatske. Zagreb.
[10] Kuklane, K. 2004. The Use of FootwearInsulation Values Measured on a Thermal FootModel. International Journal of OccupationalSafety and Ergonomics (JOSE) 10 1, 79 – 86, doi:10.1080/10803548.2004.11076597.
[11] Krishnaraj, K.; Thanikaivelan, P.;SureshKumar, P. S.; Jagadeeswaran, R.;Chandrasekaran, B. 2012. Thermal insulationstudies on leather clothing: Relevance tostructure – property relationship. Journal of JAmer Leather Chem Ass 63 – 3, 52 – 60.
[12] Çolak, S. M.; Özdil, N.; Ekinci, M.; Kaplan, Ö.Thermophysiological comfort properties of theleathers processed with different tanningagents. TEKSTİL ve KONFEKSİYON 26 (2016.) 4,436 – 443.
[13] Salopek Čubrić, I; Akalović, J.; Skenderi, Z.2011. Vrednovanje otpora prolazu topline ivodene pare goveđih koža. Koža & Obuća, 58, 1012, 28 – 29.
[14] Akalović, J.; Skenderi, Z.; Salopek Čubrić, I.Otpornost prolaska topline i vodene parerazličitih materijala za izradu obuće. 4.Znanstveno-stručno savjetovanje Tekstilnaznanost i gospodarstvo, 26. siječnja 2011.Zagreb. Hrvatska. 185 – 188.
[15] HRN EN ISO 2589:2016 Koža – Fizikalna imehanička ispitivanja – Određivanje debljine
[16] HRN EN ISO 20344:2012 t.6.6. Osobnazaštitna oprema – Ispitne metode za obuću.
[17] Hes, L. 2008. Non-destructivedetermination of comfort parameters duringmarketing of functional garments and clothing.Indian Journal of Fibre & Textile Research 33,239 – 245.
Zahvala
Ovaj je rad financirala Hrvatska zaklada zaznanost projektom IP-2016-06-5278.
Propusnost vodene pare goveđe kožeza izradu profesionalne obućeJ. Akalović, Z. Skenderi, S.F. Rogale, E. Zdraveva Koža & obuća 67 (2018) 4, 6-11
Propusnost vodene pare goveđe kožeza izradu profesionalne obućeJ. Akalović, Z. Skenderi, S.F. Rogale, E. Zdraveva Koža & obuća 67 (2018) 4, 6-11

12
WATER VAPOR PERMEABILITY OF BOVINE LEATHER FORMAKING PROFESSIONAL FOOTWEAR
Jadranka Akalović1, Zenun Skenderi1*, Snježana Firšt Rogale1, Emilija Zdraveva1
1University of Zagreb Faculty of Textile Technology
corresponding author: [email protected]
AbstractDifferent methods were used to investigate water vapour resistance and water vapour permeabilityon several bovine leathers to be used for making professional footwear. The Permetest instrumentdetermined water vapour resistance while water vapour permeability was determined by a standardmethod, according to HRN EN ISO 20344:2012. Samples of box calf leather and nappa leather, whoseraw material is equal, were technologically processed in a similar manner (hydrophobisized,combination tanned and polyurethane finish of the face of the leather) have the highest watervapour resistance. In the case of identical processing a sample of less thick suede has lower watervapour resistance in relation to thicker suede. Water vapour permeability is largely dependent on theprocessing of the face of the leather. Suede samples have high values of water vapour permeabilityin comparison to samples of box calf and nappa leather, independent on thickness and processingwhich is associated with the permeable structure of their buffed face.
KeywordsBovine leather, Water vapour permeability, Permetest, Professional footwear
Original Scientific PaperUDC: 675.14.031.1.017.6:685.345
1. Introduction
To determine parameters of thermophysiological comfort of footwear, differentmethods are used to measure two parameters,water vapour permeability (water vapourresistance) and thermal permeability (thermalresistance). In general, measurement methodsof the mentioned thermo physiologicalparameters can be static and dynamic [1, 2].One of the static methods for fabrics includingleather is carried out by using a device called"Skin Model" (e.g. Hot plate) [3] and the other isimplemented using a Peremtest device for thenon-destructive measurement of samples [4].Devices usually called “Thermal foot” (thermalmannequin, thermal leg) [5, 6, 7, 8) are used fordynamic measurements.However, values of thermal resistance andwater vapour resistance do not completelydefine footwear comfort. In addition to theobjective parameters obtained by the abovementioned methods, it is necessary to carry outthe examination of the comfort of the testsubjects, which is longer.Furthermore, in addition to activity levels,external conditions, footwear construction,material type (leather) for making footwear aswell as its treatment to a great extent determinefootwear comfort. The complexity of a morecomplete definition of footwear comfort isreflected in the fact that footwear is usuallymade from several layers, and the material andconstruction of the socks warn next to the skintogether with the footwear should beconsidered too.
Further to the above-mentioned facts a moredetailed description of the structure andtechnology of processing the leather for makingprofessional footwear, which is the subject ofthe research in this paper, is given.Finished leather for making footwear isobtained through the technological operationof processing raw animal hides. According tothe histological structure of the skin there arethree distinct layers:• outer layer (epidermis, cuticle) accounts for
1 to 2% of skin thickness;• medium layer (dermis, corium, cutis)
accounting for 80 to 95% of skin thickness;• inner layer (subcutaneous tissue, subcutis)
making for 3 to 20% of skin thickness.As far as leather processing is concerned, themost essential layer of raw hides for makingfinished leather is the medium layer (dermis).The dermis is made of solid, connective tissue ofcollagen fibres. Collagen fibres are made offibrils - numerous parallel threads interlockedand intertwined in all directions without freeends. This structure is improved by processing,resulting in specific physical mechanical andchemical properties and the appearance offinished leather.Rawhide processing consists of technologicaloperations: preparatory stages, tanningprocess, finishing process of tanned hides andtheir various combinations. The preparatorystages are used to prepare raw hide for tanning.Tanning agents have the capability of truetanning, they have a different chemicalstructure and composition. Their mutual effectis to bond collagen fibres and to ensure their
13
resistance to external influences with the aim ofachieving a satisfactory durability of thefinished leather. The fibre structure of the hideforms the basis for all the important propertiesof finished leather that depend on itsmicrostructure, which includes the correctnessof the fibre network, the angle of interlacing,fibre density, their bending, distribution degreeand thickness.Depending on the selection of tanning agents,vegetable, chrome and synthetic tanning agentsare most commonly used as well as theirdifferent combinations. Chrome tanned leatherhas better physical-mechanical properties thanvegetable tanned leather. Vegetable tannedleather compared to chrome tanned leathercontains more bound tanning substances,unbound non-tanning substances, and it isheavier and contains thicker fibres. By use ofsynthetic tanning agents, specific properties offinished leather is achieved besides tanningaction. In practice, a combination of chromeand vegetable tannage is frequent to achievesatisfactory properties of finished leatherwhereby more and more stringent safety andenvironmental requirements are met. Byleather finishing operations importantproperties of the final leather appearance andsuppleness, but also a variety of functionalproperties of finished leather, depending on theintended use, are achieved [9].In addition to knowledge of the leatherproperties that are caused by types of rawmaterial and technological processing, it isimportant to know the structure specificity ofindividual parts of the leather for its applicationin the production of professional footwear. Forthe production of footwear, it is necessary toknow the specific properties of the croupon andbelly and shoulder leather areas. The crouponarea or the middle part of the leather has thebest mechanical properties and is thereforemost suitable for making shoe uppers. Collagenfibres are best structured in this part, i.e. theyhave the best microstructure properties.The shoulder and belly part of the leatherstretches more, is less structured, has lesspronounced fullness, and it is more suitable formaking uppers and less visible parts of theupper, such as tongue and collar. The fibrestructure or fibre construction that determinesthe large internal reactive surface and is thebasis for important physical properties offinished leather such as air, water vapour andthermal permeability. Leather has a specificmicroclimate that artificial materials try toachieve, such as the ability of retaining heat, airpermeability, water vapour and moistureaccumulation, which contributes to the so-called hygienic properties of footwear [9].There are few published papers dealing withthermal resistance of the leather and evenfewer papers dealing with the problem of watervapour permeability. Furthermore, a number ofauthors have been involved in thermalinsulation of leather and footwear. ThusKuklane [10] states that thermal insulation ofthe whole body affects the local heat, and local
insulation, the insulation obtained by wearingshoes affects the overall thermal comfort of thehuman body. The accumulation of moisture inthe leather significantly reduces footwearinsulation.A reduction in insulation depends on the rate ofsweating, the evaporation-condensation rate,the absorption capacity of the footwearmaterial and the moisture transfer in them. Inthe same paper, Kuklane specifies the values ofthermal insulation of footwear (thermalresistance) for different ambient temperatureconditions from +15 °C to -25 °C conditions.Krishnaraj et al. [11] investigate the thermalinsulation of different leathers for makingclothes of different designs and constructions.Çolak et al. [12] deal with thermal resistance ofdifferent leathers tanned with varioustannages. Furthermore, Salopek Čubrić et al.[13] investigate comfort parameters (thermalresistance and water vapour resistance) of twodifferent lining furs and one medical fur.Akalović et al. [14] investigate the influence of11 different materials on the parameters ofthermal and water vapour resistance (insolefelt, double layer composite for the face, insoledouble layer composite, thermoplastic materialfor making stiffeners and sponge for makingshoe collars).The aim of this paper is to investigate howleathers (5 items) differently processed andphysical properties for making professionalfootwear behave in terms of water vapourresistance/water vapour permeability as one ofthe basic parameters of footwear comfortassessment.
2. Experimental part2.1. Materials
Important items of finished leather for makingprofessional footwear are Box calf leather,Bovine suede, Bovine footwear suede, Bovinehydrophobised nappa and Footwear nappa.Box calf leather is chrome tanned orcombination tanned leather with naturallysmooth or engraved face of leather. It waschrome tanned, slightly vegetable retanned andgreased with combinations of synthetic andnatural greases, and depending on usage it canalso be differently hydrophobised. Rawmaterials are medium heavy cows. Dependingon usage, different types of finishes (aniline,casein, and polymerisation) and combinationsthereof are used.Bovine suede leather is finished leather withbuffed fleshy side, which is the face (outer side)of this type of finished leather. It is mostlychrome tanned or combination tanned, itscolour is uniform and it is very soft and supple.It is dyed, greased with special combinations ofgreases which contribute to velvetyappearance, and depending on usage it can behydrophobised.Bovine nappa is the leather of characteristicsoftness and suppleness with full natural face. Itis usually chrome tanned and slightly retannedwith vegetable or synthetic tanning agents and
Water Vapor Permeability of Bovine Leatherfor Making Professional FootwearJ. Akalović, Z. Skenderi, S.F. Rogale, E. Zdraveva Leather & Footwear 67 (2018) 4, 12-17 J. Akalović, Z. Skenderi, S.F. Rogale, E. Zdraveva Leather & Footwear 67 (2018) 4, 12-17Water Vapor Permeability of Bovine Leather
for Making Professional Footwear

14
with the face finished with different finish types,and depending on usage, it can behydrophobised.For the purposes of the experiment, bovineleathers were chosen for making professionalfootwear, presented in Tab. 1. The Permetestwas used to measure relative thermalpermeability and water vapour resistance, whilethe results of their water vapour permeabilityand thickness were obtained from the domesticcompany and determined in compliance withexisting standards [15, 16].Sample A is box calf leather. It is black,hydrophobised, chrome tanned and slightlyvegetable retanned. The face of the leather wasfinished with a PU finish. It is used to makeheadpieces, uppers, upper part of the tongue of
the upper of the summer military ankle bootand the same parts of the winter military boot.Sample B is hydrophobised bovine suedechrome tanned, beige coloured. It is used tomake the collar of the summer military ankleboot.Sample C is bovine footwear suede chrometanned, hydrophobised in uniform sand colourand well coloured through the cross-section. Ithas good mechanical properties andsatisfactory softness and suppleness; it is usedto make the face of the upper of the summermilitary ankle boot.Sample D is black hydrophobised bovine nappato make collars for the upper of the summermilitary ankle boot as well as the collar and thebottom part of the tongue of the knee-highmilitary boot and winter military boot. Theleather was chrome tanned, slightly vegetableretanned, the face finished with PU finish.Sample E is chrome tanned footwear nappa,which is in the professional footwear used aslining leather for the collar of the upper of thesummer military ankle boot and summer sandcoloured military ankle boots. It complies withfunctional properties of lining leather.
2.2. Test methods2.2.1. Testing of water vapour permeability,according to HRN EN ISO 20344
Water vapour permeability tests of all fivesamples of the finished leather were conductedaccording to the valid standards [16]. The testspecimen was placed on the measuringinstrument (rotating tray with a hygroscopicsubstance placed in a strong airflow in theconditioned state: temp. 23 C ± 2, rel. humidity50 % ± 5). Water vapour permeability resultswere expressed according to equation:
Where is:
W3 water vapour permeability in mg /(cm2× h),
M mass of water vapour (M2 - M1)/1000) in mg,M1 initial mass of the tray together with the testspecimen and silica gel in g,M2 final mass of the tray together with the testspecimen and silica gel in g,A test area in cm2,r radius of the test area in cm,t time between the first and second weighing inh.
2.2.2. Testing of water vapour permeabilityusing the PERMETEST
Tests conducted on the Permetest device (Skinmodel, Fig. 1), which simulates dry and wethuman skin [17], and the following parameterswere measured:a) relative thermal permeability (P) andb) water vapour resistance (Ret).
Relative thermal permeability (P) is calculatedby the following equation:
where is:
qs thermal permeability with a specimen in W/m2,qo thermal permeability without a specimen in W/m2.
Water vapour resistance is calculated by the equation 1
Where is:
Pm partial pressure of the saturated water vapour of theambient temperature of the room where tests areperformed in Pa,
Pa partial pressure water vapour of the room/laboratorywhere tests are performed.
Table 1: Designations and description of tested samples
Figure 1: PERMETEST - device for non-destructive determinationof water vapour and thermal resistance, bySensora Instruments [17]
Sample label Sample name Technological Processes
A Box calf leather Hydrophobised,Chrome tannedSlightly vegetableretannedFace finished with PUfinish
B Bovine suede Hydrophobised,Chrome tanned
C Bovinefootwear suede
Hydrophobised,Chrome tanned
D Bovinehydrophobisednappa
Chrome tannedSlightly vegatableretannedPU finish of the face
E Footwearnappa as liningleather
Chrome tanned
15
3. Results and discussion
Measurement results of water vapour permeability (by Equation 1), water vapour resistance (byEquation 3) and relative thermal permeability (by Equation 2) are shown in Tab. 2 and Figs. 2- 4.
3.1. Water vapour resistance
Samples A (box calf) and D (bovine nappa) havea proportionally higher water vapour resistance(39.9 and 49.5 Pa m2/W respectively, Tab. 2 andFig. 2). Their rawmaterials are identical and theyare technologically processed in a similar way(hydrophobised, combination tanned withpolyurethane finish of the face.Sample E (footwear nappa) has approximatelyequal water vapour resistance (39.7 Pa m2/W) inrelation to sample A (box calf) and slightly lowerthan sample D (bovine nappa). Sample E(footwear nappa) was not hydrophobised,chrome tanned, with PU finish of the face, soeven in finishing it can searched for the cause ofgreater water vapour resistance.Sample B (bovine suede) has relatively thelowest water vapour resistance (8.93 Pa m2/W)and sample C (bovine footwear suede) has aslightly higher water vapour resistance (25.7 Pam2/W) compared to sample B (bovine suede).By comparing the values of water vapourresistance of samples A (box calf) and C (bovine
footwear suede) - leather for making the face ofthe uppers, the effect of processing on watervapour resistance is visible. Namely, sample Cas suede has a lower water vapour resistancethan box calf (sample A) which has PU finish ofthe face and combination tannage althoughtheir thickness is approximately equal (2.26mm, 2.20 mm, Tab. 1).
d - Thickness (mm); Ret - water vapour resistance (Pa m2/W); P - relative thermal permeability (%); W3 - water vapour permeability (mg/(cm
2
h)); - mean value of tested properties; σ - standard deviation of tested properties; CV - coefficient of variation (%).
Designation ofsample d (mm) Ret (Pa m
2/W) P (%) W3 (mg/(cm2 h))A_1 2,1 – 2,3 44,7 12,9 -A_2 2,1 – 2,3 36,8 14,3 -A_3 2,1 – 2,3 38,3 13,7 -
2,2 39,93 13,63 7,04σ - 4,196 0,702 -CV, % - 10,50 5,10 -B_1 0,9 – 1,1 9,5 39 -B_2 0,9 – 1,1 8,8 40,7 -B_3 0,9 – 1,1 8,5 42 -
1,0 8,93 40,57 15,30σ - 0,513 1,504 -CV, % - 5,70 3,70 -C_1 2,1 – 2,3 25,2 18,7 -C_2 2,1 – 2,3 26,2 18,3 -C_3 2,1–2,3 25,7 17,9 -
2,2 25,70 18,30 9,99σ - 0,500 0,400 -CV, % - 1,90 2,20 -D_1 1,8 – 2,0 55,6 9,8 -D_2 1,8 – 2,0 38,7 13,6 -D_3 1,8 – 2,0 54,2 10,3 -
1,9 49,50 11,23 5,54σ - 9,379 2,065 -CV, % - 18,90 18,40 -E_1 0,9 – 1,1 32,3 16,2 -E_2 0,9 – 1,1 36,1 14,8 -E_3 0,9 – 1,1 50,6 10,9 -
1,0 39,67 13,97 6,81σ - 9,657 2,747 -CV, % - 24,4 19,7 -
x_
x_
x_
x_
x_
Figure 2: Water vapour resistance (Ret) of different leathersamples for making professional footwear
(2)
(3)
(1)
Table 2: Measurement results of thermal resistance and water vapour permeability
Water Vapor Permeability of Bovine Leatherfor Making Professional FootwearJ. Akalović, Z. Skenderi, S.F. Rogale, E. Zdraveva Leather & Footwear 67 (2018) 4, 12-17 J. Akalović, Z. Skenderi, S.F. Rogale, E. Zdraveva Leather & Footwear 67 (2018) 4, 12-17Water Vapor Permeability of Bovine Leather
for Making Professional Footwear
16
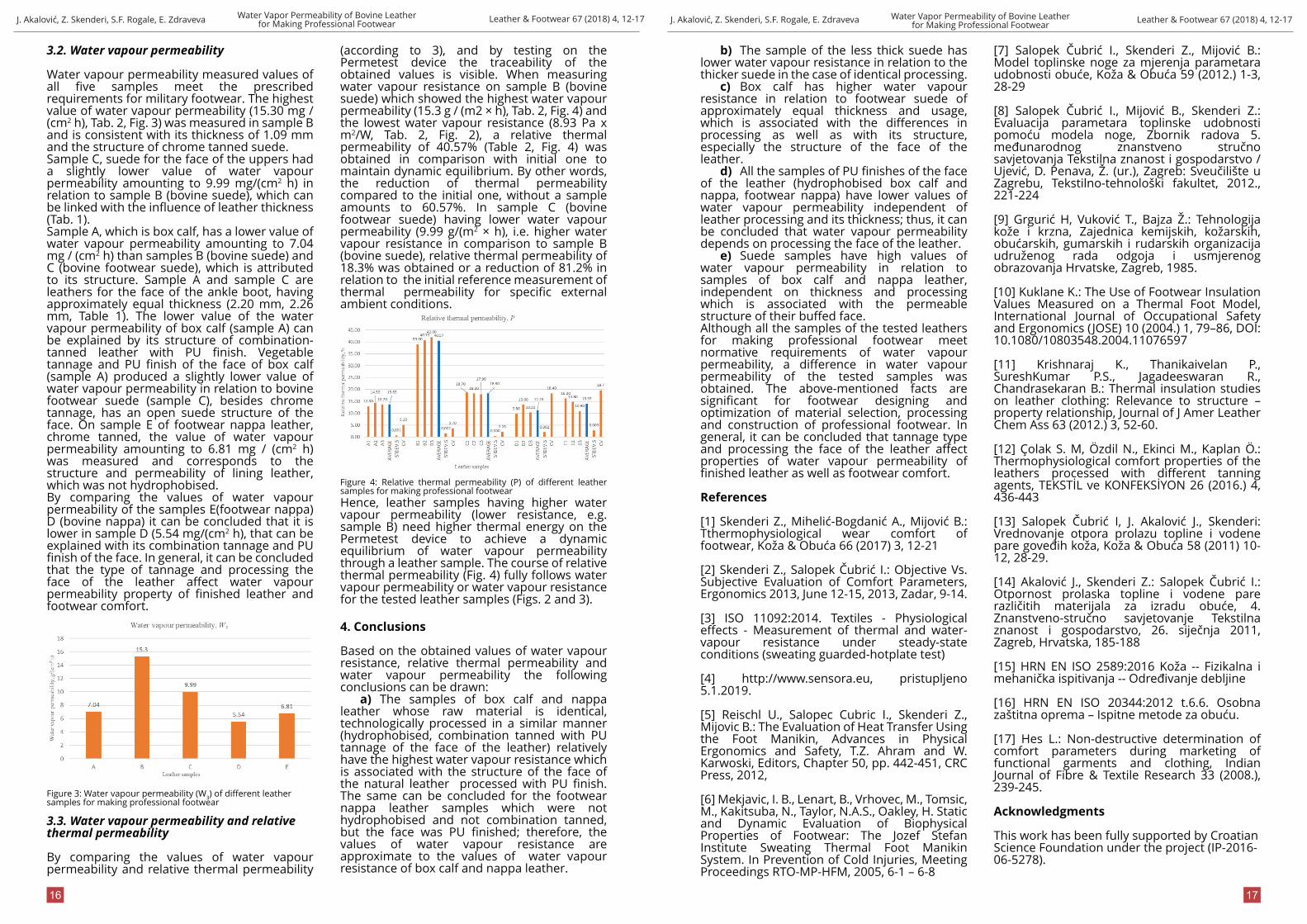
3.2. Water vapour permeability
Water vapour permeability measured values ofall five samples meet the prescribedrequirements for military footwear. The highestvalue of water vapour permeability (15.30 mg /(cm2 h), Tab. 2, Fig. 3) was measured in sample Band is consistent with its thickness of 1.09 mmand the structure of chrome tanned suede.Sample C, suede for the face of the uppers hada slightly lower value of water vapourpermeability amounting to 9.99 mg/(cm2 h) inrelation to sample B (bovine suede), which canbe linked with the influence of leather thickness(Tab. 1).Sample A, which is box calf, has a lower value ofwater vapour permeability amounting to 7.04mg / (cm2 h) than samples B (bovine suede) andC (bovine footwear suede), which is attributedto its structure. Sample A and sample C areleathers for the face of the ankle boot, havingapproximately equal thickness (2.20 mm, 2.26mm, Table 1). The lower value of the watervapour permeability of box calf (sample A) canbe explained by its structure of combination-tanned leather with PU finish. Vegetabletannage and PU finish of the face of box calf(sample A) produced a slightly lower value ofwater vapour permeability in relation to bovinefootwear suede (sample C), besides chrometannage, has an open suede structure of theface. On sample E of footwear nappa leather,chrome tanned, the value of water vapourpermeability amounting to 6.81 mg / (cm2 h)was measured and corresponds to thestructure and permeability of lining leather,which was not hydrophobised.By comparing the values of water vapourpermeability of the samples E(footwear nappa)D (bovine nappa) it can be concluded that it islower in sample D (5.54 mg/(cm2 h), that can beexplained with its combination tannage and PUfinish of the face. In general, it can be concludedthat the type of tannage and processing theface of the leather affect water vapourpermeability property of finished leather andfootwear comfort.
3.3. Water vapour permeability and relativethermal permeability
By comparing the values of water vapourpermeability and relative thermal permeability
(according to 3), and by testing on thePermetest device the traceability of theobtained values is visible. When measuringwater vapour resistance on sample B (bovinesuede) which showed the highest water vapourpermeability (15.3 g / (m2 × h), Tab. 2, Fig. 4) andthe lowest water vapour resistance (8.93 Pa xm2/W, Tab. 2, Fig. 2), a relative thermalpermeability of 40.57% (Table 2, Fig. 4) wasobtained in comparison with initial one tomaintain dynamic equilibrium. By other words,the reduction of thermal permeabilitycompared to the initial one, without a sampleamounts to 60.57%. In sample C (bovinefootwear suede) having lower water vapourpermeability (9.99 g/(m2 × h), i.e. higher watervapour resistance in comparison to sample B(bovine suede), relative thermal permeability of18.3% was obtained or a reduction of 81.2% inrelation to the initial reference measurement ofthermal permeability for specific externalambient conditions.
Hence, leather samples having higher watervapour permeability (lower resistance, e.g.sample B) need higher thermal energy on thePermetest device to achieve a dynamicequilibrium of water vapour permeabilitythrough a leather sample. The course of relativethermal permeability (Fig. 4) fully follows watervapour permeability or water vapour resistancefor the tested leather samples (Figs. 2 and 3).
4. Conclusions
Based on the obtained values of water vapourresistance, relative thermal permeability andwater vapour permeability the followingconclusions can be drawn:
a) The samples of box calf and nappaleather whose raw material is identical,technologically processed in a similar manner(hydrophobised, combination tanned with PUtannage of the face of the leather) relativelyhave the highest water vapour resistance whichis associated with the structure of the face ofthe natural leather processed with PU finish.The same can be concluded for the footwearnappa leather samples which were nothydrophobised and not combination tanned,but the face was PU finished; therefore, thevalues of water vapour resistance areapproximate to the values of water vapourresistance of box calf and nappa leather.
Figure 3: Water vapour permeability (W3) of different leathersamples for making professional footwear
Figure 4: Relative thermal permeability (P) of different leathersamples for making professional footwear
17
b) The sample of the less thick suede haslower water vapour resistance in relation to thethicker suede in the case of identical processing.
c) Box calf has higher water vapourresistance in relation to footwear suede ofapproximately equal thickness and usage,which is associated with the differences inprocessing as well as with its structure,especially the structure of the face of theleather.
d) All the samples of PU finishes of the faceof the leather (hydrophobised box calf andnappa, footwear nappa) have lower values ofwater vapour permeability independent ofleather processing and its thickness; thus, it canbe concluded that water vapour permeabilitydepends on processing the face of the leather.
e) Suede samples have high values ofwater vapour permeability in relation tosamples of box calf and nappa leather,independent on thickness and processingwhich is associated with the permeablestructure of their buffed face.Although all the samples of the tested leathersfor making professional footwear meetnormative requirements of water vapourpermeability, a difference in water vapourpermeability of the tested samples wasobtained. The above-mentioned facts aresignificant for footwear designing andoptimization of material selection, processingand construction of professional footwear. Ingeneral, it can be concluded that tannage typeand processing the face of the leather affectproperties of water vapour permeability offinished leather as well as footwear comfort.
References
[1] Skenderi Z., Mihelić-Bogdanić A., Mijović B.:Tthermophysiological wear comfort offootwear, Koža & Obuća 66 (2017) 3, 12-21
[2] Skenderi Z., Salopek Čubrić I.: Objective Vs.Subjective Evaluation of Comfort Parameters,Ergonomics 2013, June 12-15, 2013, Zadar, 9-14.
[3] ISO 11092:2014. Textiles - Physiologicaleffects - Measurement of thermal and water-vapour resistance under steady-stateconditions (sweating guarded-hotplate test)
[4] http://www.sensora.eu, pristupljeno5.1.2019.
[5] Reischl U., Salopec Cubric I., Skenderi Z.,Mijovic B.: The Evaluation of Heat Transfer Usingthe Foot Manikin, Advances in PhysicalErgonomics and Safety, T.Z. Ahram and W.Karwoski, Editors, Chapter 50, pp. 442-451, CRCPress, 2012,
[6] Mekjavic, I. B., Lenart, B., Vrhovec, M., Tomsic,M., Kakitsuba, N., Taylor, N.A.S., Oakley, H. Staticand Dynamic Evaluation of BiophysicalProperties of Footwear: The Jozef StefanInstitute Sweating Thermal Foot ManikinSystem. In Prevention of Cold Injuries, MeetingProceedings RTO-MP-HFM, 2005, 6-1 – 6-8
[7] Salopek Čubrić I., Skenderi Z., Mijović B.:Model toplinske noge za mjerenja parametaraudobnosti obuće, Koža & Obuća 59 (2012.) 1-3,28-29
[8] Salopek Čubrić I., Mijović B., Skenderi Z.:Evaluacija parametara toplinske udobnostipomoću modela noge, Zbornik radova 5.međunarodnog znanstveno stručnosavjetovanja Tekstilna znanost i gospodarstvo /Ujević, D. Penava, Ž. (ur.), Zagreb: Sveučilište uZagrebu, Tekstilno-tehnološki fakultet, 2012.,221-224
[9] Grgurić H, Vuković T., Bajza Ž.: Tehnologijakože i krzna, Zajednica kemijskih, kožarskih,obućarskih, gumarskih i rudarskih organizacijaudruženog rada odgoja i usmjerenogobrazovanja Hrvatske, Zagreb, 1985.
[10] Kuklane K.: The Use of Footwear InsulationValues Measured on a Thermal Foot Model,International Journal of Occupational Safetyand Ergonomics (JOSE) 10 (2004.) 1, 79–86, DOI:10.1080/10803548.2004.11076597
[11] Krishnaraj K., Thanikaivelan P.,SureshKumar P.S., Jagadeeswaran R.,Chandrasekaran B.: Thermal insulation studieson leather clothing: Relevance to structure –property relationship, Journal of J Amer LeatherChem Ass 63 (2012.) 3, 52-60.
[12] Çolak S. M, Özdil N., Ekinci M., Kaplan Ö.:Thermophysiological comfort properties of theleathers processed with different tanningagents, TEKSTİL ve KONFEKSİYON 26 (2016.) 4,436-443
[13] Salopek Čubrić I, J. Akalović J., Skenderi:Vrednovanje otpora prolazu topline i vodenepare goveđih koža, Koža & Obuća 58 (2011) 10-12, 28-29.
[14] Akalović J., Skenderi Z.: Salopek Čubrić I.:Otpornost prolaska topline i vodene parerazličitih materijala za izradu obuće, 4.Znanstveno-stručno savjetovanje Tekstilnaznanost i gospodarstvo, 26. siječnja 2011,Zagreb, Hrvatska, 185-188
[15] HRN EN ISO 2589:2016 Koža -- Fizikalna imehanička ispitivanja -- Određivanje debljine
[16] HRN EN ISO 20344:2012 t.6.6. Osobnazaštitna oprema – Ispitne metode za obuću.
[17] Hes L.: Non-destructive determination ofcomfort parameters during marketing offunctional garments and clothing, IndianJournal of Fibre & Textile Research 33 (2008.),239-245.
Acknowledgments
This work has been fully supported by CroatianScience Foundation under the project (IP-2016-06-5278).
Water Vapor Permeability of Bovine Leatherfor Making Professional FootwearJ. Akalović, Z. Skenderi, S.F. Rogale, E. Zdraveva Leather & Footwear 67 (2018) 4, 12-17 J. Akalović, Z. Skenderi, S.F. Rogale, E. Zdraveva Leather & Footwear 67 (2018) 4, 12-17Water Vapor Permeability of Bovine Leather
for Making Professional Footwear
18
Pregled stanja kožarsko-prerađivačke industrije zarazdoblje 2008. – 2017.
Branka Prišlić11Hrvatska gospodarska komora, Sektor za industrijuNova cesta 7, 10 000 Zagrebe-pošta: [email protected]
SažetakDan je pregled osnovnih statističkih pokazatelja kožarsko-prerađivačke industrije. Kožarsko-prerađivačka industrija radno je intenzivna i izvozno usmjerena industrija koja zapošljava oko 10 000ljudi. Uspoređujući statističke pokazatelje zadnjih 10 godina uočeno je da je ova industrijska granaimala najbolje pokazatelje 2015. godine prema broju zaposlenih i ukupnom prihodu u odnosu premadrugim godinama toga razdoblja. Razlog tome je nedostatak stručno obrazovane radne snage, ali iprirodni odljev (odlazak u mirovinu starijih zaposlenika) te slabo motivirana mlađa populacija kojaposlove traži u nekim bolje plaćenim industrijama ili pak u inozemstvu.
Ključne riječikožarsko-prerađivačka industrija, koža, obuća, Udruženje HGK, statistika.
Stručni radUDK: 675.14.031.1.017.6:685.345
1. Uvod
Kožarsko-prerađivačka industrija radno jeintenzivna i izrazito izvozno usmjerena natržište Europske unije, kamo izvozi najveći diosvojih proizvoda.
U Hrvatskoj gospodarskoj komori, u Sektoru zaindustriju djeluje Udruženje kožarsko-prerađivačke industrije čije su članice sve tvrtkeregistrirane za djelatnost C15 – Proizvodnjakože i srodnih proizvoda.
U 2017. godini u RH registrirano je 135 tvrtki zaproizvodnju kože i proizvoda od kože, (NKD C15iz 2007. – Proizvodnja kože i srodnih proizvoda)od toga je 97 mikro tvrtki, 33 male tvrtke, 3srednje i 2 velike tvrtke.
Od ukupnog broja tvrtki, njih 62 registrirane suu djelatnost C15.1 – Štavljenje i obrada kože;proizvodnja putnih i ručnih torba, dorada ibojenje krzna, dok su 73 tvrtke registrirane zadjelatnost C15.2 – proizvodnju obuće.
Industrija kože i kožnih proizvoda u posljednjihnekoliko godina bilježi kontinuiran rast ipozitivne trendove u svim područjima svojegposlovanja.
2. Broj zaposlenih u proizvodnji kože isrodnih proizvoda (C15)
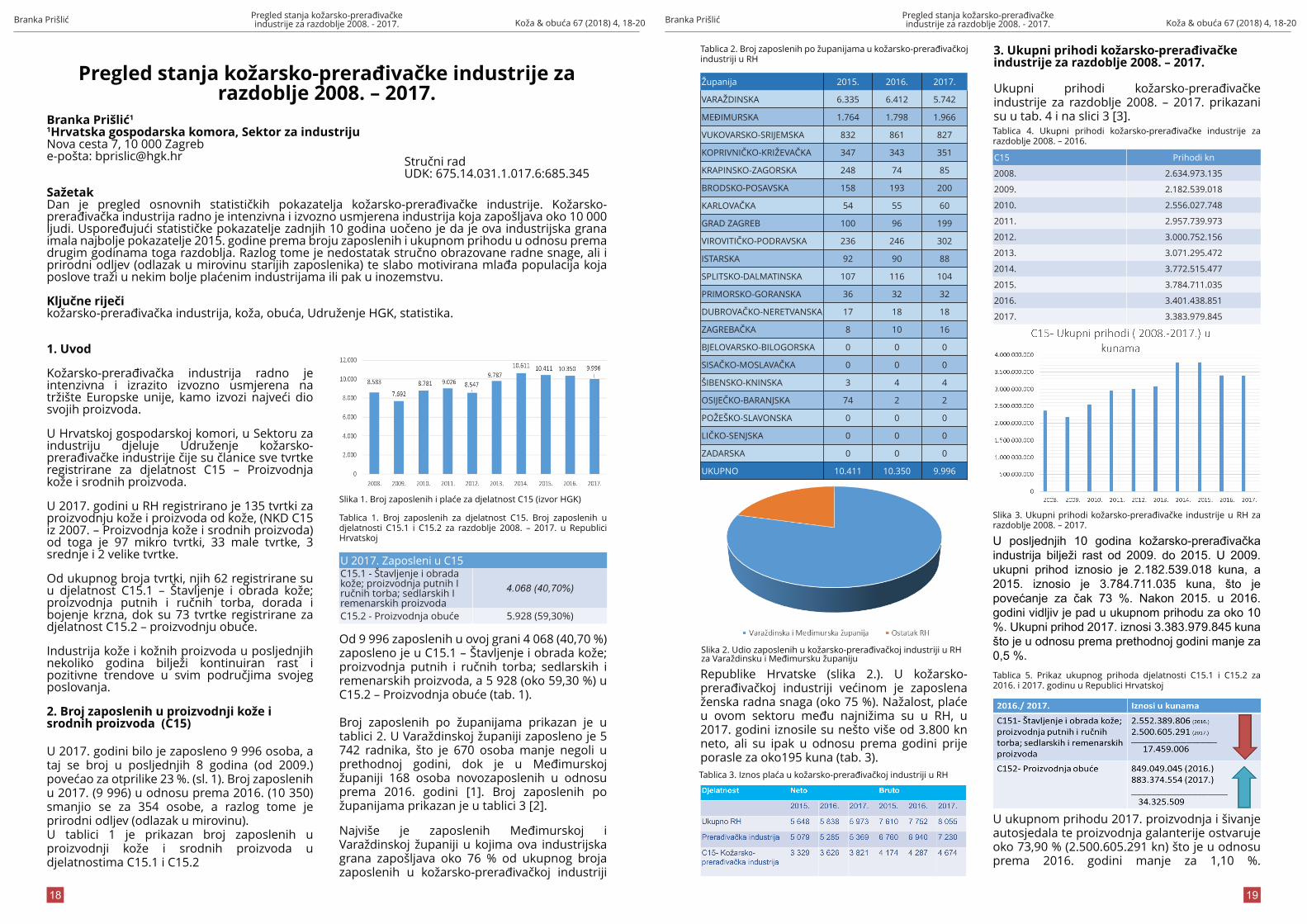
U 2017. godini bilo je zaposleno 9 996 osoba, ataj se broj u posljednjih 8 godina (od 2009.)povećao za otprilike 23 %. (sl. 1). Broj zaposlenihu 2017. (9 996) u odnosu prema 2016. (10 350)smanjio se za 354 osobe, a razlog tome jeprirodni odljev (odlazak u mirovinu).U tablici 1 je prikazan broj zaposlenih uproizvodnji kože i srodnih proizvoda udjelatnostima C15.1 i C15.2
Od 9 996 zaposlenih u ovoj grani 4 068 (40,70 %)zaposleno je u C15.1 – Štavljenje i obrada kože;proizvodnja putnih i ručnih torba; sedlarskih iremenarskih proizvoda, a 5 928 (oko 59,30 %) uC15.2 – Proizvodnja obuće (tab. 1).
Broj zaposlenih po županijama prikazan je utablici 2. U Varaždinskoj županiji zaposleno je 5742 radnika, što je 670 osoba manje negoli uprethodnoj godini, dok je u Međimurskojžupaniji 168 osoba novozaposlenih u odnosuprema 2016. godini [1]. Broj zaposlenih požupanijama prikazan je u tablici 3 [2].
Najviše je zaposlenih Međimurskoj iVaraždinskoj županiji u kojima ova industrijskagrana zapošljava oko 76 % od ukupnog brojazaposlenih u kožarsko-prerađivačkoj industriji
U 2017. Zaposleni u C15C15.1 - Štavljenje i obradakože; proizvodnja putnih Iručnih torba; sedlarskih Iremenarskih proizvoda
4.068 (40,70%)
C15.2 - Proizvodnja obuće 5.928 (59,30%)
Slika 1. Broj zaposlenih i plaće za djelatnost C15 (izvor HGK)
Tablica 1. Broj zaposlenih za djelatnost C15. Broj zaposlenih udjelatnosti C15.1 i C15.2 za razdoblje 2008. – 2017. u RepubliciHrvatskoj
19
Republike Hrvatske (slika 2.). U kožarsko-prerađivačkoj industriji većinom je zaposlenaženska radna snaga (oko 75 %). Nažalost, plaćeu ovom sektoru među najnižima su u RH, u2017. godini iznosile su nešto više od 3.800 knneto, ali su ipak u odnosu prema godini prijeporasle za oko195 kuna (tab. 3).
3. Ukupni prihodi kožarsko-prerađivačkeindustrije za razdoblje 2008. – 2017.
Ukupni prihodi kožarsko-prerađivačkeindustrije za razdoblje 2008. – 2017. prikazanisu u tab. 4 i na slici 3 [3].
C15 Prihodi kn
2008. 2.634.973.135
2009. 2.182.539.018
2010. 2.556.027.748
2011. 2.957.739.973
2012. 3.000.752.156
2013. 3.071.295.472
2014. 3.772.515.477
2015. 3.784.711.035
2016. 3.401.438.851
2017. 3.383.979.845
U posljednjih 10 godina kožarsko-prerađivačkaindustrija bilježi rast od 2009. do 2015. U 2009.ukupni prihod iznosio je 2.182.539.018 kuna, a2015. iznosio je 3.784.711.035 kuna, što jepovećanje za čak 73 %. Nakon 2015. u 2016.godini vidljiv je pad u ukupnom prihodu za oko 10%. Ukupni prihod 2017. iznosi 3.383.979.845 kunašto je u odnosu prema prethodnoj godini manje za0,5 %.
U ukupnom prihodu 2017. proizvodnja i šivanjeautosjedala te proizvodnja galanterije ostvarujeoko 73,90 % (2.500.605.291 kn) što je u odnosuprema 2016. godini manje za 1,10 %.
Tablica 2. Broj zaposlenih po županijama u kožarsko-prerađivačkojindustriji u RH
Tablica 3. Iznos plaća u kožarsko-prerađivačkoj industriji u RH
Tablica 4. Ukupni prihodi kožarsko-prerađivačke industrije zarazdoblje 2008. – 2016.
Slika 3. Ukupni prihodi kožarsko-prerađivačke industrije u RH zarazdoblje 2008. – 2017.
Slika 2. Udio zaposlenih u kožarsko-prerađivačkoj industriji u RHza Varaždinsku i Međimursku županiju
Tablica 5. Prikaz ukupnog prihoda djelatnosti C15.1 i C15.2 za2016. i 2017. godinu u Republici Hrvatskoj
Županija 2015. 2016. 2017.
VARAŽDINSKA 6.335 6.412 5.742
MEĐIMURSKA 1.764 1.798 1.966
VUKOVARSKO-SRIJEMSKA 832 861 827
KOPRIVNIČKO-KRIŽEVAČKA 347 343 351
KRAPINSKO-ZAGORSKA 248 74 85
BRODSKO-POSAVSKA 158 193 200
KARLOVAČKA 54 55 60
GRAD ZAGREB 100 96 199
VIROVITIČKO-PODRAVSKA 236 246 302
ISTARSKA 92 90 88
SPLITSKO-DALMATINSKA 107 116 104
PRIMORSKO-GORANSKA 36 32 32
DUBROVAČKO-NERETVANSKA 17 18 18
ZAGREBAČKA 8 10 16
BJELOVARSKO-BILOGORSKA 0 0 0
SISAČKO-MOSLAVAČKA 0 0 0
ŠIBENSKO-KNINSKA 3 4 4
OSIJEČKO-BARANJSKA 74 2 2
POŽEŠKO-SLAVONSKA 0 0 0
LIČKO-SENJSKA 0 0 0
ZADARSKA 0 0 0
UKUPNO 10.411 10.350 9.996
Pregled stanja kožarsko-prerađivačkeindustrije za razdoblje 2008. - 2017.Branka Prišlić Koža & obuća 67 (2018) 4, 18-20
Pregled stanja kožarsko-prerađivačkeindustrije za razdoblje 2008. - 2017.Branka Prišlić Koža & obuća 67 (2018) 4, 18-20
20
Proizvođači obuće sudjeluju u ukupnomprihodu kožarsko-prerađivačke industrije s26,10 % (849.049.045 kn), što je u odnosu prema2016. više za 1,10 %.
4. Izvoz/uvoz 2016. i 2017. godineproizvodnje kože i srodnih proizvoda
Iznosi izvoza i uvoza za 2016. i 2017. te indeks2017./2016. dani su u tablici 6. Na slici 4prikazana su najvažnija tržišta proizvoda odkože [4].
Kožarsko-prerađivačka industrija radno jeintenzivna i izrazito izvozno usmjerena na tržišteEuropske unije i BiH, kamo se izvozi najveći dioproizvodnje (sl. 4).
Najvažniji proizvodi kožarsko-prerađivačkeindustrije RH jesu štavljenje i obrada kože,obuća, dijelovi za obuću, proizvodnja torbi,kovčega i ručnih torbica, navlake zaautoindustriju [5].
5. ZaključakVelike su mogućnosti zapošljavanja u ukožarsko-prerađivačkoj industriji s obzirom nasve važnija greenfield ulaganja u posljednjihnekoliko godina. Ulagači u kožarsko-prerađivačku industriju većinom su iz Austrije iNjemačke, a za ulaganje u Hrvatsku, točnije uVaraždinsku i Međimursku županiju, odlučujuse zbog postojanja kvalificirane radne snage(dvije srednje strukovne škole koje obučavaju zarad kožarsko-prerađivačkoj industriji i Stručnistudij Sveučilišta u Zagrebu Tekstilno-tehnološkog fakulteta u Varaždinu – moduliDizajn obuće i Obućarska tehnologija). Drugi jerazlog točan i usklađen rad jedinica lokalneuprave koje sve potrebne dozvole rješavaju ukratkom roku.
Prednosti kožarsko-prerađivačke industrije RHjesu:• educirana i iskusna radna snaga,• poštivanje roka isporuke gotove robe,• visoka kvaliteta izrade,• tradicija u proizvodnji,• povoljni geostrateški položaj i mogućnost
transporta morskim putem,• izrazita izvozna usmjerenost,• otvorenost za suradnju sa svijetom.
Ključne slabosti domaće industrije kože i obuće:• nerazvijeni marketinški (tržišni) procesi,• nerazvijena marketinška strategija,• niska profitabilnost,• nedostatak kapitalne opremljenosti
domaćih proizvođača,• visoki troškovi proizvodnje,• nedovoljan broj stručnih kadrova, posebice
dizajnera, modelara, tehnologa,• nedovoljno razvijeni kanali distribucije na
domaćem i međunarodnom tržištu,• nepostojanje maloprodajnih i internetskih
kanala,• niska produktivnost i učinkovitost.
Pet ključnih faktora uspjeha u proizvodnjiproizvoda od kože za tržište Europske unije:• kvalitetan dizajn,• kvalitetan proizvod,• konkurentna cijena proizvoda,• komunikacija s kupcima,• upravljanje kanalima distribucije.
Očekuje se da će se pozitivan trend rasta iulaganja u kožarsko-prerađivačku industrijunastaviti i u sljedećim godinama.Hrvatska gospodarska komora, svjesnačinjenice da industriji nedostaje specifičnoeduciran kadar, u suradnji s HOK-om krozuvođenje hrvatskog modela dualnogobrazovanja i učenja za poduzetništvo želistrukovno obrazovanje usmjeriti premapotrebama gospodarstva. Ova industrijskagrana već neko vrijeme ističe potrebu zastručnom radnom snagom i velikimmogućnostima zapošljavanja.Automatizacijom i novim tehnologijama tvrtkeomogućavaju veću produktivnost, ali i boljukvalitetu. U doba digitalizacije i automatizacijeposlovanja, kao dijela Industrije 4.0., u daljimrazvojnim planovima poslovanja bit ćeneizbježno staviti prioritet na promjeneposlovnih modela koje će digitalizacija donijetite se suočiti s izazovima koje će tradicionalnaindustrija morati nadvladati.Inovacije, istraživanje i stručno obrazovan kadarključ su uspjeha svake industrije.
Literatura
[1] https://narodne-novine.nn.hr/clanci/sluzbeni/2007_06_58_1870.html[2] https://www.dzs.hr/, pristupljeno 12. 12. 2018.[3] HGK, Sektor za industriju, A. Torbarina, Tekstilni dani, prosinac2014.[4] https://www.hgk.hr/digitalna-komora, pristupljeno 15. 12.2018.[5] Anić, I.D. i sur. 2007. Strateške odrednice razvoja industrijetekstila i odjeće u Republici Hrvatskoj za razdoblje od 2006. do2015. Ekonomski institut Zagreb, Zagreb. ISBN 978-953-6030-36-1
Tablica 6. Izvoz/uvoz 2016. i 2017. godine za proizvodnju kože isrodnih proizvoda u EU
Slika 4. Najvažnija tržišta proizvođača proizvoda od kože
DjelatnostIzvoz Uvoz
01. - 12.2016.
01. - 12.2017. Index 01. - 12.
2016.01. - 12.2017. Index
Ukupno 12 316 569 13 983154 113,5 19 711 866 21 807 564 110,6
Prerađivačkaindustrija 10 948 885 12 444
681 113,7 17 316 007 18 997 147 109,7
Proizvodnja kože isrodnih proizvoda 394 338 436 575 110,7 624 776 643 131 102,9
21
Overview of the 2008 - 2017Leather Processing Industry
Branka Prišlić11Croatian Chamber of Economy, Industry SectorNova cesta 7, 10 000 Zagrebe-mail address: [email protected]
SummaryThis paper gives an overview of the basic statistical indicators of the leather processing industry.The leather processing industry is a labour-intensive and export-oriented industry employing staff ofabout 10,000 employees. Compared to the statistical indicators in the last decade, it has beenestimated that the best indicators for the leather industry were in 2015, according to the number ofemployees and total revenue, in comparison with to the other years in this period. The reasons forthis are lack of skilled workforce and natural outflow of workforce, retirement of older employees,and the poorly motivated younger population that is looking for better paid jobs in other industriesor overseas.
Keywordsleather processing industry, leather, footwear, CCE Association, statistics.
Professional PaperUDC: 675.14.031.1.017.6:685.345
1. Introduction
The leather-processing industry is a labour-intensive and a highly export-oriented industry,primarily oriented to the European Union’smarket, to which most of its products are beingexported.
The Leather Processing Industry Association isactive within the Industry Sector of the CroatianChamber of Economy (CCE). All of its membersare registered for the business activity code C15- Production of Leather and Related Products.In the year 2017, there were 135 companiesregistered in the Republic of Croatia forproduction of leather and leather products(National Classification of Activities C15 from2007 - Production of Leather and RelatedProducts), out of which there were 97 microcompanies, 33 small companies, 3 medium and2 large companies.
Out of the total number of companies, the 62 ofthem were registered for the activity C15.1 -Tanning and Processing of Leather; Productionof Travel Bags and Handbags, Fur Dressing andFur Dyeing, while 73 companies were registeredfor the activity C15.2 - Production of Footwear.Over the last couple of years, the leatherprocessing and leather goods industry hasrecorded a steady growth and positive trends inall areas of its business.
2. Number of employees in the C15 activity
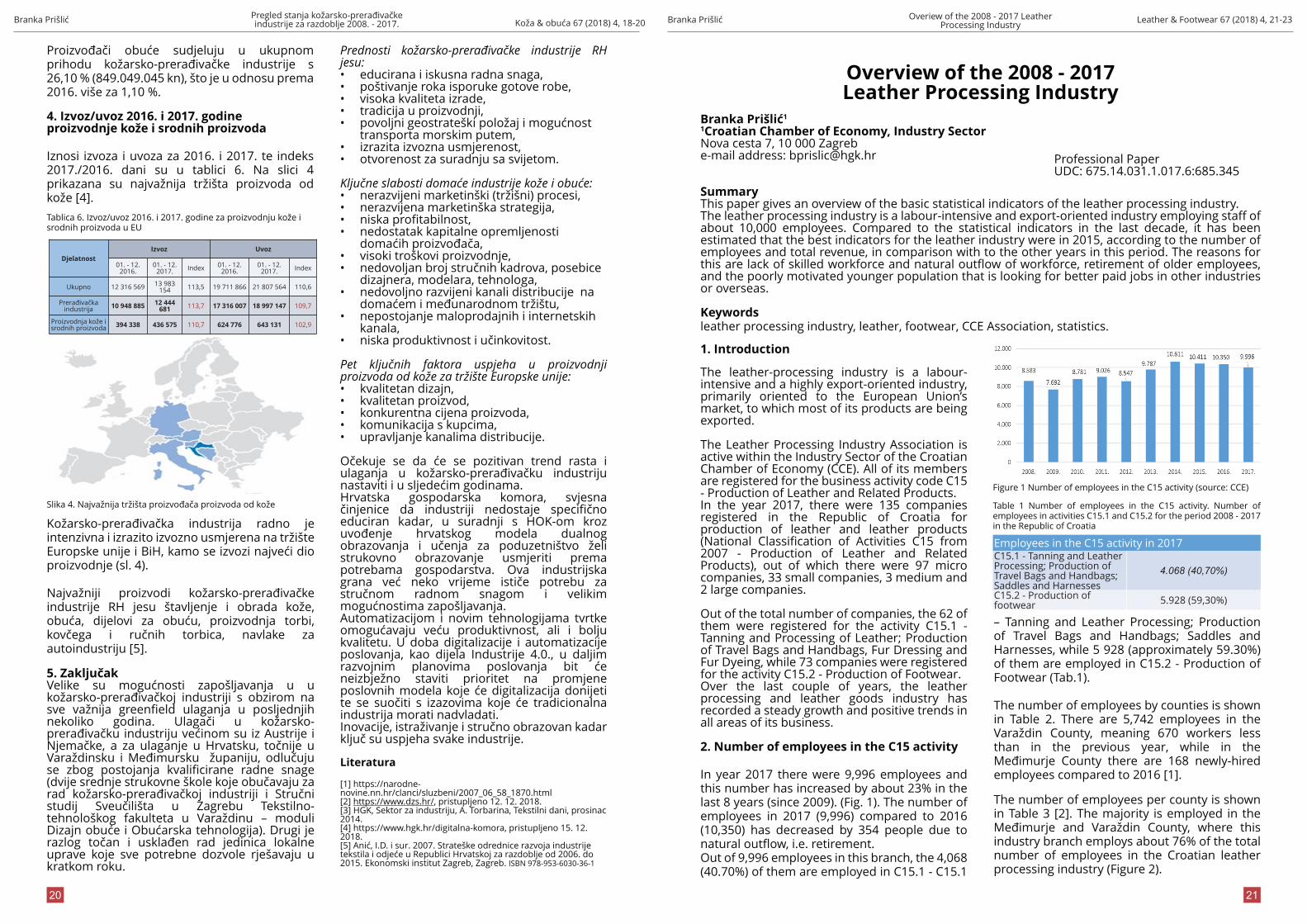
In year 2017 there were 9,996 employees andthis number has increased by about 23% in thelast 8 years (since 2009). (Fig. 1). The number ofemployees in 2017 (9,996) compared to 2016(10,350) has decreased by 354 people due tonatural outflow, i.e. retirement.Out of 9,996 employees in this branch, the 4,068(40.70%) of them are employed in C15.1 - C15.1
– Tanning and Leather Processing; Productionof Travel Bags and Handbags; Saddles andHarnesses, while 5 928 (approximately 59.30%)of them are employed in C15.2 - Production ofFootwear (Tab.1).
The number of employees by counties is shownin Table 2. There are 5,742 employees in theVaraždin County, meaning 670 workers lessthan in the previous year, while in theMeđimurje County there are 168 newly-hiredemployees compared to 2016 [1].
The number of employees per county is shownin Table 3 [2]. The majority is employed in theMeđimurje and Varaždin County, where thisindustry branch employs about 76% of the totalnumber of employees in the Croatian leatherprocessing industry (Figure 2).
Employees in the C15 activity in 2017C15.1 - Tanning and LeatherProcessing; Production ofTravel Bags and Handbags;Saddles and Harnesses
4.068 (40,70%)
C15.2 - Production offootwear 5.928 (59,30%)
Table 1 Number of employees in the C15 activity. Number ofemployees in activities C15.1 and C15.2 for the period 2008 - 2017in the Republic of Croatia
Figure 1 Number of employees in the C15 activity (source: CCE)
Branka Prišlić Leather & Footwear 67 (2018) 4, 21-23Overiew of the 2008 - 2017 LeatherProcessing Industry
Pregled stanja kožarsko-prerađivačkeindustrije za razdoblje 2008. - 2017.Branka Prišlić Koža & obuća 67 (2018) 4, 18-20

22
County 2015. 2016. 2017.
VARAŽDINSKA 6.335 6.412 5.742
MEĐIMURSKA 1.764 1.798 1.966
VUKOVARSKO-SRIJEMSKA 832 861 827
KOPRIVNIČKO-KRIŽEVAČKA 347 343 351
KRAPINSKO-ZAGORSKA 248 74 85
BRODSKO-POSAVSKA 158 193 200
KARLOVAČKA 54 55 60
GRAD ZAGREB 100 96 199
VIROVITIČKO-PODRAVSKA 236 246 302
ISTARSKA 92 90 88
SPLITSKO-DALMATINSKA 107 116 104
PRIMORSKO-GORANSKA 36 32 32
DUBROVAČKO-NERETVANSKA 17 18 18
ZAGREBAČKA 8 10 16
BJELOVARSKO-BILOGORSKA 0 0 0
SISAČKO-MOSLAVAČKA 0 0 0
ŠIBENSKO-KNINSKA 3 4 4
OSIJEČKO-BARANJSKA 74 2 2
POŽEŠKO-SLAVONSKA 0 0 0
LIČKO-SENJSKA 0 0 0
ZADARSKA 0 0 0
TOTAL 10.411 10.350 9.996
Table 2 Number of employees in the Croatian leather processingindustry - breakdown by counties
Figure 2 Breakdown of employees in the Varaždin County and theMeđimurje County
The majority of workforce employed in theleather-processing industry is female (about75%). Unfortunately, salaries in this sector areamong the lowest in the Republic of Croatia. In2017 they were only slightly higher than HRK3,800 net income, but this is still an increase byabout HRK 195 compared to the previous year(Table 3).
3. Total income of the leather processingindustry for the period 2008 – 2017
The total income of the leather processingindustry for the period 2008 - 2017 are shown inTable 4 and in Figure 3 [3].In the last decade, the leather processing industryhas grown in the period from 2009 to 2015. In2009, the total revenue amounted to HRK2,182,539,018, and in 2015 it amounted to HRK3,778,711,035, representing an increase of asmuch as 73%. After 2015, in 2016, a drop in totalrevenue was noticeable by about 10%. Totalincome in 2017 amounts to HRK 3,383,979,845,which is 0.5% less than in the previous year.
The production and sewing of car seats and theproduction of leatherware accounted for73.90% (HRK 2.500.605.291) of the total 2017revenue, which represents a 1.10% decrease incomparison to 2016. Footwear manufacturershave accounted for 26.10% (HRK 849.049.045)of the total leather industry, which representsan increase by 1.10% in comparison to 2016.
Table 3 Salaries in the leather processing industry in the Republicof Croatia
C15
2008. 2.634.973.135
2009. 2.182.539.018
2010. 2.556.027.748
2011. 2.957.739.973
2012. 3.000.752.156
2013. 3.071.295.472
2014. 3.772.515.477
2015. 3.784.711.035
2016. 3.401.438.851
2017. 3.383.979.845
Table 4. Total income of the leather-processing industry for theperiod 2008 - 2017.
Figure 3. Total Revenues of the Leather Processing Industry in theRepublic of Croatia for the period 2008 - 2017
Table 5. Overview of C15.1 and C15.2 total revenues for 2016 and2017 in the Republic of Croatia
23
4. 2016 and 2017 export and import ofleather goods and related products
Exports and imports figures for 2016 and 2017and index 2017/2016 have been given in Table6. Figure 4 shows the most important leathergoods markets [4].
The leather processing industry is labour-intensive and highly export-oriented towardsthe markets of the European Union and Bosnia& Herzegovina, where the majority of theproducts are exported (Fig. 4).The most important products of the leatherprocessing industry of the Republic of Croatiaare tanning and leather dressing, footwear,shoe parts, production of bags, suitcases andhandbags, car industry parts [5].
5. ConclusionThere are great employment opportunities inthis sector, especially due to the increasinglyimportant greenfield investments over the lastfew years. Investors in the leather processingindustry are predominantly from Austria andGermany. They choose to invest in Croatia,more precisely in the two abovementionedCroatian counties, because of the existingskilled workforce. There are two secondaryvocational schools providing training foremployment in the leather processing industryand the University of Zagreb's ProfessionalStudy, Varaždin Textile Technology Collegeteaches Footwear Design and ShoemakingTechnology modules. Another incentive forforeign investments is a timely and efficientfunctioning of local government units thatpromptly issue all necessary permits.
The advantages of the Croatian leather processingindustry are:• Trained and experienced workforce• Keeping the final goods’ delivery deadlines
• High quality craftsmanship• Tradition in production• Favourable geostrategic position and
possibility of sea transport• Strong export orientation• Openness to worldwide cooperation.
Key weaknesses of the domestic leather andfootwear industry:• Underdeveloped marketing (market)
processes• Undeveloped marketing strategy• Low profitability• Lack of domestic producers’ capital
equipment• High production costs• Lack of professional workforce, especially
designers, modellers, technologists• Insufficiently developed direct distribution
channels on the domestic and internationalmarkets
• Lack of retail and internet channels• Low productivity and efficiency.
Five key factors necessary for success in leatherproducts manufacturing for the EU Market:• high-quality design• high-quality product• competitive price of products• communication with customers• management of distribution channels.
The positive trend of growth and investment inthe leather processing industry is expected tocontinue in the following years.The Croatian Chamber of Economy is aware ofthe fact that the industry lacks the specificallytrained workforce. Therefore, in cooperationwith the Croatian Chamber of Trades and Crafts,it is working on harmonizing the vocationaleducation with the needs of economy byintroducing the Croatian model of dualeducation and learning for entrepreneurship.This industry sector has for some timeemphasized that it requires greater numbers ofprofessional workforce and is willing to providegreater employment opportunitiesThrough automatization and implementation ofnew technologies companies can providegreater productivity and better quality. In theera of digitization and automatization ofbusiness processes, as part of Industry 4.0,changing of business models due todigitalization should be prioritized in furtherbusiness development plans. The traditionalindustry will have to overcome its challenges.Innovation, research and professionally trainedworkforce are the key of every industry’ssuccess.
Literature[1] https://narodne-novine.nn.hr/clanci/sluzbeni/2007_06_58_1870.html[2] https://www.dzs.hr/, pristupljeno 12. 12. 2018.[3] HGK, Sektor za industriju, A. Torbarina, Tekstilni dani, prosinac2014.[4] https://www.hgk.hr/digitalna-komora, pristupljeno 15. 12.2018.[5] Anić, I.D. i sur. 2007. Strateške odrednice razvoja industrijetekstila i odjeće u Republici Hrvatskoj za razdoblje od 2006. do2015. Ekonomski institut Zagreb, Zagreb. ISBN 978-953-6030-36-1
Table 6 Exports / imports in 2016 and 2017 for leather goods andrelated products in EUR
ActivityExport Import
01. - 12.2016.
01. - 12.2017. Index 01. - 12.
2016.01. - 12.2017. Index
Total Republic ofCroatia 12 316 569 13 983
154 113,5 19 711 866 21 807 564 110,6
ProcessingIndustry 10 948 885 12 444
681 113,7 17 316 007 18 997 147 109,7
C15 LeatherProcessingIndustry
394 338 436 575 110,7 624 776 643 131 102,9
Figure 4. The most important markets for manufacturers ofleather products
Branka Prišlić Leather & Footwear 67 (2018) 4, 21-23Overiew of the 2008 - 2017 LeatherProcessing IndustryBranka Prišlić Leather & Footwear 67 (2018) 4, 21-23Overiew of the 2008 - 2017 Leather
Processing Industry

Poduzeće Sara Couture, Pariz, FrancuskaIntervju s Antoineom & PierreomSalatovićemIntervjuirala: dr. sc. Alica Grilec, doc.
Pierre Salatović živi i radi uFrancuskoj više od 30 godina.Poznati je profesionalac u kožno-prerađivačkoj struci, a njegovopoduzeće surađuje s mnogimpariškim poduzećima. Radi sa sinomAntoineom, a njihovo poduzeće zovese Sara Couture.
Član je mreže CPP (Mreža hrvatskihprofesionalaca u Parizu) kojoj jesvrha dijeljenje znanja, iskustva imreže poznanstava izmeđuhrvatskih profesionalaca. Njihova jesvrha promovirati hrvatsku kulturu,naslijeđe i poslovanje, a misija im jeojačati poslovanje hrvatskihpoduzeća kako bi se razvili nameđunarodnoj razini.
1. Otkad postojipoduzeće SaraCouture?Poduzeće postoji od 1986.godine, godine kad se rodioAntoine. Gospodin Pierre je uPariz došao 1977. godine te jeisprva radio u drugimpoduzećima.
2. Koliko jezaposlenih upoduzeću?Stalno zaposlenih je četvero, aukupno imamo desetpartnera.
3. Što sve proizvodite?Proizvodimo razne modne proizvode, od kože,tekstila i krzna, odjeću i galanteriju. Proizvodi suza žene, muškarce i djecu.
4. Gdje prodajete svoje proizvode?Svoje proizvode prodajemo u Parizu, Koreji iJapanu. Posebno smo ponosni na proizvodekoje realiziramo za poznate svjetske robnemarke, poput Balmaina, Chanela, Diora,Balenciaga, Marine Serre i još mnogih drugih.
5. Planirate li suradnju i s nekimdizajnerima u Hrvatskoj?Da, to je naša velika želja, da se naši proizvodinađu i u Hrvatskoj, kao što bismo željelisurađivati i s hrvatskim modnim dizajnerima.
6.Antoine, kako to da si i ti odlučiopoći tatinim stopama?Tata je oduvijek mnogo radio tako da mi je bilonormalno da budem uz njega. To je nešto što mije teško objasniti, mogu samo reći da mi jeprenio neku vrstu ljubavi prema modnomsvijetu.
INTERVJU
24 25

Kanade, dr. sc. Jacek Mlynarek te gospodin DamirTomičić i gospođa Maja Relić iz poduzeća Kelteks d.o. o. Predavanja su održali i gospodin Alan Đurek izpoduzeća Regeneracija d. o. o., gospodin DavorDomijan, dipl. iur., koji je predstavio Društvohrvatskih profesionalaca u Parizu (CPP), gospodinAntoine Salatović iz poduzeća Sara Couture Paris,gospodin Matej Celega uime Start-up FactoryjaZagreb, izvršni direktor strateškog razvoja i provedbeprojekata u poduzeću Šestab Busch d. o. o. gospodinGoran Basarac, MBA, izvršni direktor strateškograzvoja i provedbe projekata i gospodin TomislavFučkar iz poduzeća Belina d. o. o.
Projekt „StartUp Factory Zagreb – Inkubator za visoketehnologije“ pred okupljenima je detaljno predstavioMatej Celega iz ZICER-a. Ovaj projekt obuhvaćaproširenje kapaciteta ZICER-a te opremanje prostorašest vrhunskih laboratorija visokotehnološkomopremom. Laboratoriji koji će do 1. lipnja 2019.godine biti potpuno opremljeni i na raspolaganjustartup i akademskoj zajednici jesu Centar zatehnologiju zaštite okoliša, Centar za elektroniku,Centar za digitalnu forenziku, Centar za 3Dmodeliranje, Centar za Internet of Things (IoT) iCentar za razvoj sučelja. Ovim projektom ostvarit ćese preduvjeti za snažnije povezivanje gospodarstva,
akademske i istraživačke zajednice te realizacijuinovativnih poduzetničkih ideja. Projekt sufinanciraEuropska unija iz Europskog fonda za regionalnirazvoj u sklopu Operativnog programa„Konkurentnost i kohezija 2014. – 2020.“. ZICER jenositelj, dok je Grad Zagreb partner projekta.Ukupna vrijednost projekta iznosi 19.588.435,53 knod čega bespovratna sredstva iznose 15.726.785,40kn. Vrijedno je istaknuti kako je Tekstilno-tehnološkifakultet Sveučilišta u Zagrebu suradnik na ovomprojektu EU-a.
Nadalje, privredni i znanstveni sektor istaknuli sunužnost sinergije znanosti i gospodarstvakonkretiziranjem suradnje sastavnica Sveučilišta sgospodarskim sektorom. U tom je smisluhvalevrijedna inicijativa Tekstilno-tehnološkogfakulteta i partnerskih institucija u vidu organiziranjaove hrvatsko-francuske konferencije i sajma nakojemu su predstavljene tvrtke u sektoru tekstila,odjeće, kože i obuće. Na taj se način željela pružitiprilika privrednicima iz obiju zemalja da intenzivirajurazmjenu ideja i suradnju uz provedbu suvremenihinovativnih znanstvenih rješenja. Takva je suradnjaiznimno važna, kao i provedba znanstvenog rada uprivredu. Uspostava laboratorija za provedbu
znanstvenih istraživanja kaoodgovora na potražnju gospodarskihsubjekata te istraživanja provedenau suradnji i koordinaciji s privrednimsubjektima rezultirat će profitom sobiju strana. Permanentnasavjetovanja s gospodarstvomtijekom provedbe znanstvenihprojekata mogu testirati rezultateistraživanja po fazama i etapama tetime donijeti uštede u vremenu, kaoi u materijalnim sredstvima. Važno jepotaknuti i privredni sektor da se zasvoje probleme slobodno obratiznanstvenim institucijama.
NOVOSTI
I ove smo godine posjetili 12.međunarodnu znanstvenukonferenciju TZG 2019. – TextileScience and Economy 2019French-Croatian Forum, kojuorganizira Sveučilište u ZagrebuTekstilno-tehnološki fakultet.Konferencija se nalazila i uslužbenom programuobilježavanja 350 godina odutemeljenja Sveučilišta u Zagrebu.
Suorganizatori Savjetovanja ove sugodine Zagrebački inovacijskicentar (ZICER), VeleposlanstvoFrancuske Republike u RepubliciHrvatskoj (Ambassade de Franceen Croatie, Ministère del'Europe etdes affaires étrangères) i EcoleNationale Supérieure des Arts etIndustries Textiles (ENSAIT), apartneri su Suvremena.hr iHrvatska udruga poslodavaca.
ZAKLJUČCI TZG-a 2019.dr. sc. Alica Grilec, doc. & dr. sc. Ivana Špelić
Pokrovitelji Konferencije bili su: PredsjednicaRepublike Hrvatske, Hrvatska gospodarska komora,Hrvatska obrtnička komora, Ministarstvo znanosti iobrazovanja, Ministarstvo gospodarstva,poduzetništva i obrta, Ministarstvo rada imirovinskoga sustava, Hrvatska udruga poslodavaca,Akademija tehničkih znanosti Hrvatske, Središnjidržavni ured za sport Republike Hrvatske i Mreža
hrvatskih profesionalaca u Parizu (CPP). Sponzori idonatori su: Hrvatska gospodarska komora,Hrvatska obrtnička komora, Bernarda d. o. o.,Splendor tekstil d. o. o., Odjeća d. o. o., časopisTextile & Leather Review, Belina d. o. o., RegeneracijaZabok d. o. o., Varteks d. d., Tvim-Tonković d. o. o.,
Citroen Hrvatska, Kap-ko d. o. o., Žito d. o. o. – brendDobro, Coca-cola HBC Hrvatska, Kraš d. d. i ZICER.Konferenciju su otvorili gospodin Frane Šesnić, mag.ing. el., direktor ZICER-a, dr. sc. Vladan Končar, prof.sa Sveučilišta ENSAIT (Ecole Nationale Supérieuredes Arts et Industries Textiles), Roubaix, Francuska,dekanica Sveučilišta u Zagrebu Tekstilno-tehnološkog fakulteta, dr. sc. Gordana Pavlović,
prof., zamjenik pročelnika Gradskogureda za gospodarstvo, energetiku izaštitu okoliša gospodin Toni Biluš,dipl. ing., rektor Sveučilišta uZagrebu, dr. sc. Damir Boras, prof.te njegova ekscelencija, gospodinPhilippe Meunier, veleposlanikFrancuske Republike u RepubliciHrvatskoj.
Glazbenu točku izveo je Zbor višeguzrasta Osnovne škole IzidoraKršnjavoga, zbor koji na Glazbenimsvečanostima hrvatske mladeži uVaraždinu niz godina osvaja zlatnemedalje i prve nagrade te nastupana mnogobrojnim kulturnimdogađanjima. Osnovna školaIzidora Kršnjavoga škola je u kojojučenici uče francuski jezik od prvograzreda te ima najveći broj učenikakoji uče francuski jezik u graduZagrebu.Održana su dva plenarnapredavanja. Prvo plenarno
predavanje održao je dr. sc. Vladan Končar, prof., adrugo dr. sc. Dominique Charles Gaston Adolphe,prof. sa Sveučilišta Haute-Alsace (UHA) i EcoleNationale Superieure D’Ingenieurs Sud Alsace(ENSISA), Francuska. Pozvana predavanja održali supredsjednik i glavni izvršni direktor CTT grupe iz
26 27

Festival varaždinskih dvorištaIzložba radova studenta smjera
Dizajn obuće Sveučilišta u ZagrebuTekstilno-tehnološkog fakulteta, Studij u Varaždinu
Realizacija uzoraka modela tijekom obavljanja stručne prakse studenata u tvorniciobuće: IVANČICA d.d. Ivanec
Realizacija uzoraka modela tijekom obavljanja stručne prakse studenata u tvorniciobuće: MOD-DIZ-OBUĆA d.o.o. Varaždin