Embed Size (px)
Citation preview

UNIVERZA V MARIBORU
FAKULTETA ZA STROJNIŠTVO
Jože OŠLAK
VPENJALNE IN MERILNE PRIPRAVE ZA MERJENJE V TREH KOORDINATAH
Diplomsko delo
visokošolskega strokovnega študijskega programa Strojništvo
Maribor, maj 2009

Diplomsko delo visokošolskega strokovnega študijskega programa
VPENJALNE IN MERILNE PRIPRAVE ZA MERJENJE V TREH KOORDINATAH
Študent: Jože OŠLAK
Študijski program: Visokošolski strokovni; Strojništvo
Smer: Proizvodno strojništvo
Mentor: izr. prof. dr. Bojan AČKO
Maribor, maj 2009

- II -

- III -
I Z J A V A
Podpisani Jože Ošlak izjavljam, da:
• je predložena diplomska naloga samostojno delo, ki je bilo opravljeno pod
mentorstvom izr. prof. dr. Bojana Ačko
• predloženo diplomsko delo v celoti ali v delih ni bilo predloženo za pridobitev
kakršnekoli izobrazbe na drugi fakulteti ali univerzi;
• soglašam z javno dostopnostjo diplomskega dela v Knjižnici tehniških fakultet
Univerze v Mariboru.
Maribor, maj 2009 Podpis: ___________________________

- IV -
ZAHVALA
Zahvaljujem se mentorju izr. prof. dr. Bojanu Ačku
za pomoč in vodenje pri opravljanju diplomskega
dela. Zahvaljujem se tudi podjetju Gorenje
Orodjarna d.o.o., da mi je omogočilo študij.

- V -
VPENJALNE IN MERILNE PRIPRAVE ZA MERJENJE V TREH KOORDINATAH
Ključne besede: vpenjalna priprava, merilna priprava, meritev, ponovljivost, tolerance,
UDK: 658.56:[621.7.08:629.3.023.2](043.2)
POVZETEK
V Gorenje Orodjarna izdelujemo orodja za preoblikovanje pločevine za dobavitelje
karoserijskih delov v avtomobilski industriji. V sklopu orodja se zahteva tudi izdelava
kontrolne priprave, ki omogoča kontrolo izdelkov iz orodij pod enakimi pogoji, kot bodo
nastopili pri montaži in uporabi.
V diplomski nalogi je dokumentiran proces izdelave kontrolne priprave s poudarkom na
meritvah. Do sedaj takega dokumenta v Gorenju Orodjarna ni bilo. Ker sem v Gorenju
Orodjarna edini strokovno usposobljen na tem področju, se je pojavila potreba po
dokumentiranju postopkov in metod pri procesu izdelave kontrolne priprave
Vpeljal sem delitev kontrolnih priprav na vpenjalne in merilne priprave. S tem je
odpravljeno nejasno opisovanje v tehnično tehnološki mapi zahtev ob pričetku projekta.
Diplomska naloga na kratko prikaže proces izdelave kontrolne priprave in ga podrobno
vodi skozi proces meritve. Prikazani so primeri in podana dovoljena odstopanja pri meritvi.

- VI -
FIXTURE AND MEASURING APPLIANCES FOR MEASUREMENTS IN THE THREE COORDINATES
Key words: fixture, measuring appliance, measurement, repeatability, tolerances
UDK: 658.56:[621.7.08:629.3.023.2](043.2)
ABSTRACT
Gorenje Orodjarna produces tools to transform the sheet metal for the bodywork parts
suppliers in the automotive industry. In the context of the tools required for production of
control appliance which allow control of the products of the tools under the same conditions
as they occur in the installation and use.
The Thesis is a documented process of manufacture of the control appliance, with
emphasis on measurements. Such document did no exist in Gorenje Orodjarna until now.
Since I am in Gorenje Orodjarna only technically competent in this area, there is need for
documentation of procedures and methods in the process of manufacture of the control
appliance.
I introduced the division of control appliances for the fixture and measuring appliances.
This is a vague description to avoid the technical requirements of technological folder at the
start of the project.
Thesis briefly displays the process of manufacture of the control appliance and detail
through the process of measurement. They are examples and given the tolerances in the
measurement.

- VII -
KAZALO
1 UVOD ...................................................................................................1 1.1 Področje naloge ...................................................................................... 1
1.2 Tema naloge ............................................................................................ 1
1.3 Opis strukture diplomskega dela ............................................................. 2
2 PREDSTAVITEV PODJETJA GORENJE ORODJARNA........ 3 2.1 Splošno ................................................................................................... 3
2.2 Merilnica.................................................................................................. 4
3 SPLOŠNO O MERJENJU........................................................ 7 3.1 Pojmi merjenja......................................................................................... 7
3.2 Referenčna temperatura........................................................................... 9
4 ORODJE ZA PREOBLIKOVANJE ........................................ 10 4.1 Osnovna delitev ..................................................................................... 10
4.2 Progresivno orodje................................................................................. 11
4.3 Transferno orodje .................................................................................. 12
5 KONTROLNA PRIPRAVA ..................................................... 13 5.1 Uvod ..................................................................................................... 13
5.2 Cilji kontrolne priprave ......................................................................... 15
5.3 Zasnova in izdelava priprave................................................................. 16
6 KONTROLA KONTROLNE PRIPRAVE ................................ 26 6.1 Funkcijska kontrola priprave ................................................................ 26
6.2 Merska kontrola priprave ...................................................................... 36
6.3 Meritev ponovljivosti priprave ............................................................. 50
7 OZNAČEVANJE KONTROLNE PRIPRAVE.......................... 56 7.1 Identifikacija priprave ........................................................................... 56
7.2 Navodilo za uporabo priprave .............................................................. 65

- VIII -
8 PREVZEM KONTROLNE PRIPRAVE ................................... 67 8.1 Pregled načrtovanja priprave ................................................................ 67
8.2 Predprevzem priprave ........................................................................... 68
8.3 Prevzem in potrditev priprave .............................................................. 70
9 VZDRŽEVANJE KONTROLNE PRIPRAVE .......................... 71 10 ZAKLJUČEK........................................................................ 72 11 SEZNAM UPORABLJENIH VIROV ..................................... 73 12 PRILOGE.............................................................................. 74 13 KRATEK ŽIVLJENJEPIS..................................................... 90

- IX -
UPORABLJENI SIMBOLI
∅ - premer
HRC - trdota po Rockwellu za kaljeno jeklo
Sr - tipno odstopanje ponovljivosti
IT - tolerančno polje (|zg. toleranca| + |sp. toleranca|)
Σ - vsota

- X -
UPORABLJENE KRATICE GO - Gorenje Orodjarna, d.o.o.
OE - Organizacijska enota
CNC - Computer Numeric Control
CAD - Computer Aided Design
NOM - nazivna mera
CZ - Common zone - skupno območje
TOL - tolerančno območje
3D - tri dimenzijsko - prostorsko

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 1 -
1 UVOD
1.1 Področje naloge
Naloga raziskuje področje kontrole kakovosti kontrolnih priprav namenjenih za meritev
pločevinskih sestavnih delov karoserije avtomobila. Priprave omogočajo merjenje odpreskov
pod enakimi pogoji, kot nastopajo kasneje pri montaži in uporabi sestavnih delov. S tem se
prepreči možnost uporabe neskladnih sestavnih delov v končnih izdelkih zaradi napak v
postopku meritve.
Na tem področju sem pričel pred 10. leti s konstruiranjem priprave za kupca Renault na
grafični 2D delovni postaji. Danes se načrtuje v 3D okolju, kar je znatno olajšalo delo. Pred 8.
leti sem prevzel vodenje merilnice in v okviru tega sem odgovoren za meritve kontrolnih
priprav. Sprva je delo potekalo na merilnih strojih pri zunanjih izvajalcih in brez grafičnega
modula. Danes vse meritve opravimo na lastnem merilnem stroju in v grafičnem okolju, kar je
znatno skrajšalo čas merjenja.
1.2 Tema naloge
V Gorenju Orodjarna je ena od mojih nalog tudi obvladovanje kontrolnih priprav, ki
služijo za serijsko kontrolo odpreskov za avtomobilsko industrijo. Obvladovanje pomeni
spremljanje procesa od podanih zahtev kupcev preko izdelave študije, svetovanje pri
načrtovanju in izdelavi, meritve in prevzem. Ker je dokumentacije na tem področju relativno
malo ali jo imajo le nekateri kupci, je v podjetju nastala potreba, da se izdelajo splošna
navodila za kontrolne priprave. Uporabimo jih lahko pri izdelavi priprav za kupce, ki ne
predložijo nobenih tehničnih zahtev. To so pretežno poddobavitelji delov ali podsklopov za
avtomobilsko industrijo. Nekateri kupci orodij sicer imajo svoje tehnične zahteve, ki
definirajo zasnovo in izdelavo kontrolnih priprav, pri meritvah pa so opredeljene le tolerance
brez postopkov, kar pa za celovito obvladovanje procesa ni dovolj. Pri procesu izdelave
kontrolne priprave sodelujem že v fazi načrtovanja (svetovanje), nadzorujem izdelavo in
sestavo ter sem odgovoren za njeno dokončanje (meritve in predajo kupcu).

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 2 -
1.3 Opis strukture diplomskega dela
V nalogi sem okvirno predstavil potek načrtovanja in izdelave kontrolne priprave, glavni
poudarek pa je na kontroli in meritvah.
V uvodnih poglavjih sem kratko predstavil podjetje Gorenje Orodjarna in njegove
proizvode. Sledijo splošni podatki o merjenju in orodju, ki je glavni proizvod Gorenja
Orodjarne. Poglavje 6 pa obravnava jedro dela.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 3 -
2 PREDSTAVITEV PODJETJA GORENJE ORODJARNA
2.1 Splošno
Začetki izdelave orodij v Gorenju segajo v leto 1966. V teh letih je bila prehojena pot od
začetka izdelave enostavnih orodij za lastne potrebe, do danes ko izdelujemo najzahtevnejša
orodja za proizvodnjo bele tehnike in avtomobilsko industrijo. Gorenje Orodjarna, d.o.o. je
bilo ustanovljeno leta 1993 kot hčerinsko podjetje Gorenja, d.d. Danes je v podjetju zaposleno
preko 200 izkušenih strokovnjakov. Kakovost naših orodij zagotavljamo skozi računalniško
nadzorovani proizvodni proces [1].
To potrjujejo tudi pridobljeni certifikati:
- certifikat sistema kakovosti ISO 9001
- certifikat sistema ravnanja z okoljem ISO 14001
- certifikat zagotavljanja varnosti in zdravja pri delu OHSAS 18001
Gorenje Orodjarna razvija, izdeluje, trži in vzdržuje orodja za predelavo pločevine,
brizganje polimernih materialov, stiroporno embalažo in merilne sisteme za kontrolo in
preverjanje funkcionalnih in varnostnih lastnosti različnih aparatov.
Pot do ustreznega končnega izdelka olajšajo sodobni 3D CAD in MKE paketi, kot so
»Pamstamp 2G« in »Moldflow«. Orodja konstruiramo v 3D CAD okolju s programskimi
paketi (Unigraphics, Pro/ENGINEER, CATIAV5, AutoCAD, Genius) in izdelujemo na
sodobnih obdelovalnih centrih s CAM programi (Mastercam, Depocam, Unigraphics NX2,
WorkNC). Celotni proces izdelave polizdelkov se spremlja preko črtne kode, ki omogoča
takojšen pregled opravljenega dela. Proces izdelave poteka na 3 osnih vertikalnih in
horizontalnih rezkalnih strojih, brusilnih strojih različnih profilov, žične in potopne erozije,
stružnic, koordinatnih vrtalnih strojev, 5 osnega laserskega stroja, mehanske in hidravlične
stiskalnice in 3 koordinatne merilne opreme [1].
V programu orodjarstva izdelujemo:
a) Kombinirana orodja za preoblikovanje pločevine (rezilna, upogibna in vlečna):
- progresivna orodja za avtomobilsko industrijo v velikosti do 3000 x 1500 mm
- transferna orodja za avtomobilsko industrijo v velikosti do 4000 x 1500 mm
- posamična orodja za ročno prelaganje za belo tehniko v velikosti do 3000 x 1500 mm

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 4 -
b) Ostala orodja:
- orodja za brizganje termoplastičnih materialov v velikosti do 1000 x 1000 mm
- orodja za stiroporno embalažo v velikosti do 550 x 1000 x 1800 mm
Vsa orodja za preoblikovanje pločevine se preskušajo in optimirajo na lastni hidravlični
stiskalnici (6300 kN) in mehanski stiskalnici (8000 kN). Odpreski in odbrizganci se
preverjajo na 3 koordinatnem CNC merilnem stroju in 3 koordinatni merilni roki ter ostali
merilni opremi.
Orodja za preoblikovanje pločevine izdelujemo za večino evropskih proizvajalcev
avtomobilov oz. njihove poddobavitelje sestavnih delov.
2.2 Merilnica
Merilnica oz. OE Kontrola kakovosti je v GO samostojna enota. Izvajamo kontrolo
polizdelkov, izdelkov (odpreskov in odbrizgancev) in obvladujemo merila za lastne potrebe.
Redkeje izvajamo zunanje usluge, saj smo kadrovsko prešibki. Za izvajanje meritev
uporabljamo:
- 3 koordinatni CNC merilni stroj Wenzel LH86
- 3 koordinatno merilno roko CimCore
- višinomer Trimos in Mitutoyo
- mikroskop
- merilec trdote HRC Mitutoyo in HV Briviskop
- ostalo ročno merilno orodje (mikrometri, pomična merila, …)
Vsa merilna oprema je kalibrirana in obvladovana. Večina meritev se izvaja na
merilnem stroju in merilni roki. Največ merjencev je odpreskov iz orodij za avtomobilsko
industrijo.
Merilni stroj »WENZEL«
Je mostni merilni stroj z merilnim območjem X:800 Y:1500 Z:600. Merilna negotovost
stroja je: U1 = 2,5 μm + L / 400 [μm ] (L v mm) znaša: 3,0 - 3,1 μm
U3 = 3 μm + L / 350 [μm ] (L v mm) znaša: 4,2 μm

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 5 -
Stroj ima v opremi merilno glavo Renishaw PH10M in merilno sondo TP200B. Izdelan
je 1996. leta. Celotna struktura stroja je granitna in zračno uležajena. Merilni program
MetrosoftCM V3.5 omogoča neposredno primerjavo merjenca in CAD modela izdelka
(točkovno). 90% meritev se izvaja na CAD modelu merjenca. Kupci podajo 3D model izdelka
(površinski ali solid model) in 2D risbo s podanimi izhodišči in tolerancami. Vse meritve se
izvajajo v globalnem koordinatnem sistemu avtomobila (izhodišče je sprednja os avtomobila).
Slika 2.1 CNC Merilni stroj »Wenzel«
Slika 2.2 Merilni program »MetroSoftCM 3.5«

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 6 -
Merilna roka »CimCore INFINITE«
Merilno roko uporabljamo za meritev orodij, saj je premična in z njo lahko izmerimo
detajle na orodju, ki je vpeto na stiskalnici. Z njo merimo tudi manj zahtevne odpreske.
Merilna negotovost je 0,04 mm. Merilni program »PowerInspect V4.230« (»DELCAM«) ima
nekoliko manjše sposobnosti v primerjavi s programom na merilnem stroju. Tudi tu se večino
meritev opravi neposredno s primerjanjem merjenca in 3D CAD modela (točkovno).
Slika 2.3 Merilna roka »CimCore INFINITE«
Slika 2.4 Merilni program »PowerINSPECT«

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 7 -
3 SPLOŠNO O MERJENJU
Merjenje je osnova za kvalitativni in kvantitativni opis procesov in predmetov. Je vedno
eksperimentalni proces, pri katerem primerjamo posebno vrednost fizikalne veličine (merilne
veličine) z referenčno veličino.
Meroslovje je znanost o merjenju. Služi kot znanstvena podlaga pri razvoju merilnih
naprav in postopkov.
Merilna tehnika omogoča prenos znanstvenih spoznanj meroslovja v tehniko merilnih
sredstev in njihovo uporabo.
Proizvodna merilna tehnika je del merilne tehnike, ki omogoča uporabo merilnih
sredstev in postopkov v okolju proizvodnega procesa. Obsega tehnike dolžinskega merjenja in
merjenje mehanskih lastnosti materialov. Obsega:
- merilno tehniko v merilnicah,
- merilno tehniko v proizvodnem procesu
3.1 Pojmi merjenja [3]
Meritev, merjenje
Je eksperimentalni proces, s katerim določamo posebno vrednost merilne veličine kot
mnogokratnik ali del enote oz. dogovorjene referenčne vrednosti.
Statično merjenje
Je merjenje veličine, katere vrednost se med potekom meritve ne spreminja.
Dinamično merjenje
Je določanje trenutne vrednosti merjene veličine in če je potrebno tudi njenega
časovnega poteka.
Merjena veličina
Je veličina, ki jo merimo in je opisana je z merilnim rezultatom.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 8 -
Merilna negotovost
Pomeni dvom v veljavnost merilnega rezultata. Je odraz pomanjkljivega poznavanja
natančne vrednosti merilne veličine. Po mednarodnem slovarju je uradna definicija izraza
»negotovost meritve« naslednja:
Negotovost meritve je parameter, ki je povezan z merilnim rezultatom in označuje raztros
vrednosti, ki jih je mogoče upravičeno pripisati merjeni veličini.
Merilni rezultat
Je z merjenjem dobljena vrednost, pripisana merjeni veličini.
(Merilni) pogrešek
Je razlika med merilnim rezultatom in pravo vrednostjo merjene veličine (merilni
rezultat minus prava vrednost merjene veličine).
Umerjanje, kalibracija
Je niz operacij za ugotavljanje povezave med vrednostmi, ki jih kaže merilni instrument
ali merilni sistem, oz. vrednostmi, ki jih predstavlja opredmetena mera ali referenčni material,
in pripadajočimi vrednostmi, realiziranimi z etaloni pri določenih pogojih.
Sledljivost
Je lastnost meritvenega rezultata ali vrednosti etalona, ki omogoča navezavo na
navedene reference, ponavadi nacionalne ali mednarodne etalone, z neprekinjeno verigo
primerjav, ki imajo opredeljeno negotovost.
Preskušanje s kalibri (pomerjanje)
Je primerjava mere preskušanega predmeta z mero kalibra. Ugotavljamo, ali mera
presega predpisane meje. S tem postopkom ne moremo ugotavljati velikosti odstopkov od
imenske mere.
Etalon
Je opredmetena mera, merilni instrument, referenčni material ali merilni sistem,
katerega namen je, da definira, realizira, ohranja ali reproducira neko enoto ali eno ali več
vrednosti veličine, tako da se uporabi kot referenca.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 9 -
Merilna oprema
Je skupek merilnih naprav in merilnih pomožnih sredstev, ki so potrebna za prevzem
merilne veličine, njeno obdelavo in prikaz izmerjenih vrednosti.
Merilno območje
Je niz vrednosti merjenih veličin, za katere je pogrešek merilnega instrumenta v okviru
zahtevanih meja.
Ločljivost (prikazovalne naprave)
Je najmanjša razlika med kazanji prikazovalne naprave, ki jo je še mogoče razločiti.
Ponovljivost (merilnega instrumenta)
Je sposobnost merilnega instrumenta, da pri istih pogojih merjenja in pri ponavljanju
iste merjene veličine zelo podobno kaže.
3.2 Referenčna temperatura [2]
Referenčna temperatura za merilna sredstva in merjence znaša po DIN 102 20°C.
Priporočljivo je, da sta merjenec in merilno sredstvo iz enakega materiala in imata enako
temperaturo. V tem primeru lahko temperatura merjenja odstopa od referenčne temperature in
ni potrebno izvesti korekcijskega preračuna. Natančno merjenje je v vsakem primeru potrebno
izvajati v merilnicah ali merilnih laboratorijih pri temperaturi 20°C. Upoštevati moramo
različne temperature in temperaturne razteznosti materialov.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 10 -
4 ORODJE ZA PREOBLIKOVANJE
4.1 Osnovna delitev
Orodje za preoblikovanje omogoča izdelavo velikih serij (100.000 do milijon) enakih
izdelkov. Izdelano mora biti iz ustreznih materialov, ki ohranjajo svoje mehanske lastnosti
skozi celotno življenjsko dobo. V Gorenju Orodjarna izdelujemo orodja za avtomobilsko
industrijo in industrijo malih ter velikih gospodinjskih aparatov.
Orodja, ki jih izdelujemo v Gorenje Orodjarna delimo na:
- orodje za preoblikovanje pločevine
- orodje za brizganje polimernih materialov
- orodje za izdelavo stiroporne embalaže
Slika 4.1 Orodje za preoblikovanje pločevine
Slika 4.2 Orodje za brizganje polimernih materialov

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 11 -
Slika 4.3 Orodje za izdelavo stiroporne embalaže
Orodja za preoblikovanje pločevine, ki predstavljajo največji delež v GO, pa nadalje delimo:
- rezilna orodja
- upogibna orodja
- vlečna orodja
- kombinirana orodja, ki so kombinacija zgornjih treh
Glavni delež izdelave predstavljajo kombinirana orodja, ki ji delimo:
- progresivna orodja za preoblikovanje pločevine
- transferna orodja za preoblikovanje pločevine
4.2 Progresivno orodje
Pri progresivnemu orodju je pločevina za preoblikovanje navita na kolutu, ki preko
podajalne in ravnalne naprave potuje v orodje. Za premik med posameznimi operacijami
(enotami) v orodju skrbi podajalna naprava z natančnimi premiki traku. Omogoča hitre cikle
delovanja orodja. Tako orodje pogojuje izdelek, ki skozi operacije potuje v osnovni legi
skupaj s trakom in se odreže na končni izdelek šele v zadnji rezilni enoti.
Slika 4.4 Progresivno orodje

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 12 -
4.3 Transferno orodje
Tudi tukaj potuje pločevina iz koluta, vendar podajalna priprava podaja pločevino le do
prve operacije, kjer se trak razreže na posamezno platino. Platina nato potuje skozi vse
operacije na orodju s pomočjo transferne naprave. Le ta polizdelek z ustreznimi prijemali
prime v predhodni operaciji in ga prenese na naslednjo. Vmes lahko polizdelek tudi rotira. V
vsaki operaciji so potrebni lovilci, ki polizdelek natančno pozicionirajo. Taka orodja se
izdelujejo običajno za bolj zahtevne odpreske za avtomobilsko industrijo.
Slika 4.5 Transferno orodje

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 13 -
KONTROLA DELOV
5 KONTROLNA PRIPRAVA
5.1 Uvod
V GO izdelujemo orodja za preoblikovanje pločevine za proizvajalce avtomobilov ali
njihove dobavitelje. Sestavni del naročila orodja pa je lahko tudi kontrolna priprava, ki služi
za preverjanje kakovosti odpreskov.
Kontrolna priprava je fizična podpora, katere namen je ponazoriti pogoje uporabe delov
v vozilu ali montaži in omogočiti natančno in ponovljivo kontrolo le-teh. Za zagotavljanje
ustreznosti delov se lahko izvaja več vrst kontrole.
V GO kontrolne priprave delimo na:
- merilne priprave
- vpenjalne priprave
MERITVE
Šablone Kladice Pomično merilo Merilni trakovi 3D koordinatni merilni stroj Merilne ure
GRE / NE GRE
Kalibri mini – maxi Ploščice
VIZUELNO
Zarisovanje mini – maxi Kalibri

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 14 -
5.1.1 Merilna priprava
Merilne priprave v GO predstavljajo večino vseh izdelanih kontrolnih priprav.
Omogočajo vpetje merjenca na enak način, kot bo sestavljen v sklop v avtomobilu. Z njimi
izvajamo merjenje odpreska na merilnem stroju in merjenje oz. kontrolo z merilnimi
pripomočki (kalibri, merilne ure, zarisane oblike, …) tudi brez uporabe merilnega stroja. Pri
merjenju brez merilnega stroja, lahko dobimo stanje merjenca (dober – slab) z uporabo
kalibrov (gre – ne gre), vizuelno kontrolo ali pa dejanske vrednosti odstopkov z uporabo
merilne ure.
Slika 5.1 Merilna priprava
5.1.2 Vpenjalna priprava
Tudi vpenjalna priprava omogoča vpetje merjenca na enak način, kot bo sestavljen v
sklop oz. simulira enake pogoje, kot bodo v avtomobilu. Ker nima merilnih pripomočkov
(kalibrov), se merjenje lahko opravi samo na merilnem stroju, in samo tako dobimo podatke o
merjencu.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 15 -
Slika 5.2 Vpenjalna priprava
5.2 Cilji kontrolne priprave [8]
Cilj je omogočiti dimenzijsko kontrolo delov na:
- vgradljivosti
- funkcionalnosti
Za omogočanje le-tega sta potrebni dve glavni funkciji:
a) REFERENCE
Deli so na kontrolni pripravi primerjani s koordinatami izhodišč, kakršna so zapisana
na načrtu (ali v geometrijskem dosjeju), kar pomeni, da je primerljivo z globalnim
koordinatnim sistemom v vozilu. Opore so reprezentativne tako po obliki, položaju in
dimenziji dotikalnih mest na vozilu.
b) PRITRDITEV
Pritrditev in položaj vpenjal, služi za pritrditev dela, ki so reprezentativna vpenjalom v
vozilu: položaj, vrstni red zapiranja, moment, …

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 16 -
5.3 Zasnova in izdelava priprave
V okviru zasnove je določen terminski plan za izdelavo kontrolne priprave in zajema sledeče
etape:
Terminski plan kontrolne priprave Datum
Začetek predštudije oz. pregled tehničnih pogojev
Predložitev predštudije kupcu (to je uporabnik orodja) v informacijo
Študija in načrtovanje kontrolne priprave
Predložitev načrtov kontrolne priprave kupcu v potrditev
Izdelava kontrolne priprave po posameznih sestavnih delih
Sestava kontrolne priprave
Preverjanje kontrolne priprave (kontrola in merjenje)
Popravila in dodelave s ponovnim preverjanjem
Prevzem kotrolne priprave
Uporaba
Redna preverjanja kontrolne priprave po planu kakovosti
5.3.1 Predštudija kontrolne priprave
Namen te faze je, da se pred začetkom študije potrdi zasnova kontrolne priprave. Da bi
to dosegli, moramo kupcu dostaviti osnutke načrtov.
Ti dokumenti morajo zajemati [8]:
- postavitev dela vgrajenega v vozilo (določeno je na samem načrtu izdelka na osnovi
dosjeja geometrije)
- predstavitev kontrolnih točk (na osnovi načrta izdelka)
- pogled načina kontrole, ki se mora izvajati v globalnem koordinatnem sistemu
vozila
- vrsto kontrolne priprave (1D, 3D, mešano, …)

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 17 -
Slika 5.3 Načrt postavitve kosa na pripravo za »Thyssenkrupp«
5.3.2 Študija kontrolne priprave
Ta etapa pomeni načrtovanje oz. konstrukcijo z upoštevanjem vseh tehničnih zahtev,
standardov in opomb podanih v fazi predštudije.
Ti dokumenti morajo vsebovati [8]:
- vse elemente iz predštudije
- prikaz izvedbe postavitve dela, položaja kontrolnih točk (X,Y,Z koordinate)
- opozorila in navodila za uporabo priprave
- vse detajlne načrte

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 18 -
Študija se potrdi ko obe strani (kupec in proizvajalec) podpišeta zapis o pregledu. Vsaka
sprememba, ki bi se izvajala po tej potrditvi, mora biti odobrena s strani kupca (še posebej to
velja za tiste spremembe, ki vplivajo na fukcionalnost ali način uporabe kontrolne priprave.
Kontrolna priprava mora biti razstavljiva. Zato je obvezno označevanje začetnih
položajev vseh elementov, ki so pritrjeni na osnovno ploščo, da jih lahko ponovno namestimo
na popolnoma isto mesto.
Osnovni sestavni deli kontrolne priprave:
a) Podstavek kontrolne priprave:
Aluminijev odlitek se uporabi za večje dele, pri katerih bi bil potreben velik odvzem materiela
pri obdelavi.
Slika 5.4 Shema podstavka iz odlitka
Slika 5.5 Kontrolna priprava s podstavkom iz aluminijevega odlitka

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 19 -
Aluminijeva plošča se v GO uporablja v večini primerov, ker velikosti kontrolnih priprav ne
presegajo 600 x 1000 mm.
Slika 5.6 Kontrolna priprava s podstavkom iz aluminijeve plošče
Kovinski zvarjen podstavek se uporablja za priprave katerih dimezije so večje od 600 x 1000
mm.
Podstavek iz profiliranih aluminijevih cevi se uporablja za priprave katerih teža mora biti
minimizirana, hkrati pa zagotavlja dolgoročno trdnost in stabilnost (npr. Audi).
Slika 5.7 Kontrolna priprava iz aluminijevih profilov

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 20 -
b) Opore in centrirni elementi:
Naležne površine morajo biti reprezentativne tako po obliki, dimenziji in položaju opor
v vozilu. Centrirni elementi služijo za aretiranje dela v vseh treh oseh gibanja. Spodnja tabela
podaja različne simbole za uporabo elementov, ki jih uporabljamo za priprave »Renault«.
Centriranje / naleganje Omejitev po št. osi Centrirni element
1 osi Podporna ploščica
2 osi
1 osi
Cilindrični zatič
Premični rombični zatič
2 osi
Cilindrični zatič (I=L)
Rombični zatič (I≠L)
1 osi Premični rombični zatič (I=L)
Premični cilindrični zatič (I≠L)
2 osi
1 os
Rombični zatič
Premični cilindrični zatič
Centrirni elementi morajo biti snemljivi. Njihovi položaji morajo biti označeni, da je
preprečena morebitna zamenjava.
c) Vpenjala:
Vpenjala služijo za pritrditev dela – merjenca na kontrolno pripravo. Za funkcijo
merilne priprave je zelo pomembna pravilna izbira in nastavitev priteznega momenta.
Uporabljamo mehanske pritisne spone (Destaco) ali magnete vgrajene v osnovne naslone.
Slika 5.8 Spona »Destaco«
I
L

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 21 -
Slika 5.9 Magnetna vpenjala
d) Kalibri ki podajo vrednost odstopka:
Tovrstna kontrola je zelo razširjena. Hitro in s preprostim merjenjem lahko dobimo
vrednost odstopka. Uporabljajo se merilne ure z različnimi nastavki. Na pripravi mora biti
nameščen tudi ustrezni etalon za nastavitev ničelnega položaja merilne ure.
Slika 5.10 Merilna ura
Slika 5.11 Kalibri tipa J33, D, B, ki jih uporablja »Renault« [6]

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 22 -
e) Kalibri za atributivno kontrolo:
Kalibri kažejo ali je merjenec znotraj ali zunaj tolerance. Vrednosti odstopka pa ne
moremo dobiti.
Slika 5.12 Kaliber GRE / NE GRE
Obliko merjenca lahko tudi kontroliramo po zarisani obliki ali po robu, ki je poravnan z
merjencem.
Slika 5.13 Vizuelna kontrola
f) Referenčne – izhodiščne ravnine:
Kontrolna priprava mora imeti natančno izdelane in jasno označene referenčne »točke«.
Te omogočajo trieder prostora z omejitvami v vseh 6 prostostnih stopnjah (3 podpore za
primarno smer – npr. ravnina , 2 podpori za sekundarno smer – npr. daljica in 1 podporo za
omejitev – točka).
Na kontrolnih pripravah se uporabljajo različni načini izdelave:
- referenčne površine 3-2-1 (sl. 5.14)
- 4 referenčne puše z ravnino (sl. 5.15)
- 4 referenčne krogle (sl. 5.16)

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 23 -
Slika 5.14 Referenčne površine
Slika 5.15 Referenčne puše
Slika 5.16 Referenčne krogle
5.3.3 Strojna izdelava kontrolne priprave
Tehnologija mora zagotoviti takšen proces izdelave, da bo dosežena zahtevana točnost
in funkcionalnost. V večini primerov so posamezni sestavni deli takšne zasnove, da je
potrebna 3 ali 5 osna obdelava. Za nekatere dele je potrebno izvesti tudi vmesno kontrolo –
merjenje, ki določi podatke potrebne za nadaljni postopek izdelave.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 24 -
5.3.4 Sestava kontrolne priprave
V GO posvečamo velik poudarek sestavi priprave. Orodjar, ki je odgovoren za sestavo
je usposobljen in mora razumeti funkcijo kontrolne priprave. Samo tako lahko izdelamo
kakovostno pripravo. Pri sestavi kontrolne priprave sodelujeta tudi konstrukter priprave
(svetovanje) in kontrolor, ki občasno nadzoruje potek dela.
5.3.5 Prvo preverjenje kontrolne priprave
Preverjanje se izvede v oddelku kontrole z uporabo merilnih pripomočkov. Prvo
preverjanje se izvede v nakaj karakterističnih točkah (funkcionalnost priprave, točke
naleganja, ali so prisotni in montirani vsi sestavni deli, itd). V primeru neskladnosti, se takoj
izvedejo dodelave, saj ni smiselna nadaljna kontrola.
5.3.6 Merjenje kontrolne priprave
Postopek je podrobneje opisan v poglavju 6. Tukaj naj omenim samo osnovne
značilnosti. Postopek meritve se izvaja na 3-koordinatnem merilnem stroju in ročno merilno
opremo. Večina kupcev zahteva natančnost priprave v območju glavnih področij ±0,1 mm.
Merilni stroj zagotavlja potrebno 10 x večjo natančnost. Kalibri in ostali sestavni deli se
preverjajo z mikrometri, merilnimi urami, itd.
Postopek kontrole zajema:
1. Funkcijsko kontrolo
2. Geometrijsko oz. mersko kontrolo
3. Kontrolo ponovljivosti
Ko je zadovoljeno vsem pogojem, se izvede dokončna finalizacija kontrolne priprave,
kot je antikorozijska zaščita (npr. barvanje, fosfatiranje,…), identifikacija priprave (napisne
ploščice in nalepke) in pojasnitev uporabe (navodila za uporabo).

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 25 -
5.3.7 Prevzem kotrolne priprave
Prevzem kontrolne priprave se izvede v GO še pred pričetkom izdelave prvih vzorcev iz
pripadajočega orodja. Nekateri kupci imajo svoje kontrolne dokumente, kjer se preko spiska
zahtev preveri funkcionalnost, geometrijska točnost, ponovljivost, uporaba standardnih in
zamenljivih delov, dokumentacija, itd. Podrobneje je postopek opisan v poglavju 8.
5.3.8 Redna preverjanja kontrolne priprave
Ker se kontrolna priprava odpremi skupaj z orodjem in v GO nismo dobavitelji delov
(odpreskov), periodične kontrole izvajajo podobavitelji oz. izdelovalci podsklopov ali
avtomobilov po svojem planu kontrole. Le v primeru sprememb na orodju, ki vplivajo tudi na
geometrijske lastnosti odpreskov, izvedemo morebitne dodelave in posledično kontrolo
priprave v GO tudi po preteku garancijske dobe dogovorjene po pogodbi.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 26 -
6 KONTROLA KONTROLNE PRIPRAVE
6.1 Funkcijska kontrola priprave
Po sestavi osnovnih sestavnih delov (osnovna plošča z izhodišči, oblikovni ali naslonski
vložek, centrirni elementi, vpenjala), pričnemo s postopkom funkcijske kontrole priprave.
Glede na vrsto uporabe se preveri osnovna struktura priprave. Kontrolne priprave služijo
različnim postopkom uporabe:
a) Merilne priprave za kontrolo opreskov neposredno pri stiskalnicah
b) Merilne in vpenjalne priprave za kontrolo odpreskov v obratnih in centralnih
merilnicah
Uporaba določa zahtevnost izdelave in kontrolo priprave. Pri uporabi ob stiskalnici,
mora merilna priprava omogočati enostavno uporabo, saj kontrolo izvede delavec, ki ni
specialist merilec. Merjenec mora enostavno vpeti in izmeriti predpisane merilne točke. To so
lahko vrednosti ali samo kazalniki (dobro – slabo).
Referenčni dokument je načrt odpreska, zvezek zahtev, standard, dosje geometrije itd.
Vsak kupec ima lahko svoje specifične zahteve. Postopek funkcijske kontrole poteka po
sledečem zaporedju:
- pridobitev vseh referenčnih dokumentov
- ali je izdelan pravilni tip priprave (1D, 3D, vpenjalna, …)
- zunanje dimenzije in teža priprave (to pogojuje uporabo in manipuliranje)
- material priprave
- identifikacija sestavnih delov
- položaj merjenca na pripravi
- stabilnost in togost merjenca
- zaščita proti koroziji
- varnost pri uporabi

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 27 -
6.1.1 Referenčni dokumenti
Nekateri kupci imajo dokumente, s svojimi nazivi, zato bom v nadaljevanju skušal
uporabiti izraze, ki so se ustalili v GO.
a) Načrt odpreska:
Na njem so podana izhodišča za centriranje, razmejitev pomembnih delov (naleganja)
od nepomembnih, izdelavne tolerance, itd.
Slika 6.1 Načrt odpreska s področji naleganja (»Renault«)
b) Dosje geometrije:
Dokument natančno določa postavitev merjenca v prostor priprave, način vpetja, točke
kontrole s tolerancami in smermi meritev.
Slika 6.2 Del dosjeja geometrije priprave (»PSA«)

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 28 -
c) Zvezek zahtev oz. tehnične zahteve za izdelavo priprave:
Kadar kupec predloži svoje zahteve, mora biti priprava načrtovana skladno z njimi. Če
teh zahtev ne poda, se predlagan sistem pri pregledu študije in načrtov potrdi ali zavrne.
6.1.2 Tip priprave
a) Vpenjalna priprava
Vpenjalna priprava služi samo za stabilno in ponovljivo vpetje merjencev. Meritev se
izvaja na 3 koordinatnem merilnem stroju. Brez merilnega stroja ni mogoče oceniti kakovost
merjenca. Priprava mora imeti jasna in natančno izdelana referenčna izhodišča s pomočjo
katerih se določi koordinatni sistem merjenca. Običajno je enak globalnemu koordinatnemu
sistemu avtomobila, to je položaju merjenca v avtomobilu.
Slika 6.3 Globalni koordinatni sistem v avtomobilu
Slika 6.4 Vpenjalna priprava

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 29 -
b) 1D merilna priprava
Na 1D merilni pripravi se izvede merjenje s pomočjo merilnih inštrumentov (npr.
merilna ura, merilni trn, kaliber GRE - NE GRE). Referenčnih izhodišč za postavitev
koordinatnega sistema na merilnem stroju nima, mora pa natančno in ponovljivo centrirati
merjenec. Te priprave so najpogosteje locirane ob stiskalnicah in sestavljalnicah posameznih
sklopov. Izdelane morajo biti togo, da ves čas uporabe dajejo reprezentativne rezultate, saj jih
uporabljajo nespecializirani merilci.
Slika 6.5 1D merilna priprava
c) 3D merilna priprava
Plastična 3D merilna priprava je kombinacija vpenjalne in 1D merilne priprave.
Omogoča hitro kontrolo z uporabo merilne ure, kalibrov in vizuelno kontrolo ter hkrati
uporabo za meritev na 3D koordinatnem merilnem stroju. Plastična 3D priprava pomeni, da
podaja senco oblike celotnega merjenca. Oblika je vzporedna merjencu z odmikom, ki je
običajno 3 ali 5 mm.
6.6 Plastična 3D merilna priprava

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 30 -
Klasična 3D merilna priprava ima izdelane samo nastavke na katere se merjenec
pozicionira in področja, kjer se kontrolirajo merilne točke.
Slika 6.7 Klasična 3D merilna priprava
6.1.3 Dimenzije kontrolne priprave
Kupci omejujejo dimenzije priprave in s tem povezano težo. To je pogojeno z strojno
opremo kupca (merilni stroj, transportni mehanizmi itd.). Na splošno se poskuša izdelati čim
manjše kontrolne priprave, tako po dimenzijah, kot tudi po teži.
V GO se upošteva naslednji princip:
- teža kontrolne ≤ 15 kg:
priprava ima za prenašanje ročaje
- teža kontrolne > 15 ≤ 50 kg:
priprava mora imeti ušesne vijake pritrjene z vijaki za transport z dvigalom
- teža kontrolne > 50 kg:
priprava mora imeti ušesne vijake za transport z dvigalom in ustrezne podstavke za
transport z viličarjem
Maksimalna dimenzija priprave izdelane v GO je 700 x 1300 x 450 mm. To je omejeno
z delovnim območjem merilnega stroja.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 31 -
6.1.4 Material
Za izdelavo priprav se uporabljajo materiali z majhno specifično težo in odpornostjo
proti koroziji. Za osnovno ploščo in oblikovne dele, ki niso podvrženi obrabi med uporabo se
uporabi aluminij ustrezne trdnosti ali umetne mase, ki so temperaturno stabilne.
Za dele, ki so drsno odremenjeni (nasloni, puše, kalibri, …) se uporabi jeklo kaljeno na
min. 50HRc ali nerjavno jeklo (42CrMo4). V primeru navadnega jekla je potrebno izvesti
antikorozijsko zaščito (fosfatiranje).
Za napisne ploščice uporabimo aluminij, umetne mase ali plastificiran papir.
6.1.5 Identifikacija sestavnih delov
Vsi sestavni deli kontrolne priprave morajo biti nedvoumno označeni (graviranje), da je
možno rastavljanje in izdelava sprememb. Gibljivi deli morajo imeti označene nastavitvene
položaje. Pritisne spone imajo oštevilčen vrstni red zapiranja. Na osnovni plošči so napisne
ploščice, ki identificirajo pripravo:
- ploščica za identifikacijo priprave
- identifikacijska ploščica izhodišč
- identifikacija centrirnikov, podpor in kalibrov
- identifikacija pritisnih spon
Podrobno je identifikacija opisana v poglavju 7.
6.1.6 Položaj merjenca na pripravi
Lega merjenca je zelo pomembna za reprezentativno merjenje. Običajno je položaj enak
položaju, ki ga ima del v končnem sklopu avtomobila. Kupec mora orientacijo podati v
referenčnem dokumentu (dosje geometrije), saj je za določitev lege potrebno dobro poznati
funkcijsko značilnost merjenca v sklopu avtomobila. Položaj mora omogočati definiranje
koordinatnega izhodišča na osnovi 6 prostostnih stopenj.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 32 -
Merjenec se dotika podpornih točk na točno določenih mestih (tako po položaju kot po
velikosti). Drugje pa je v odvisnosti od tipa priprave, oblika merjenca z definirano zračnostjo,
ali poravnavo.
Slika 6.8 Podpore za naleganje merjenca
Podpore morajo omogočati stabilen položaj merjenca. To pomeni, da je onemogočen
premik merjenca v katerikoli osi med merjenjem. To dodatno zagotovimo s sponami ali
magneti.
Ko merjenec postavimo na podpore in pritrdimo (npr. s spono), se ne sme deformirati. V
primeru deformacije, je vzrok v labilnem merjencu ali slabi kakovosti merjenca. Vzrok je
lahko tudi v neustreznih podporah naleganja na pripravi. S spremembo položaja ali velikosti
podpor, lahko znatno zmanjšamo ali odpravimo deformacijo. Vendar lahko to spremembo
odobri samo kupec, saj ima to za posledico spremembo dokumentacije in novo načrtovanje
montaže izdelka.
Na deformacijo merjenca ima velik vpliv tudi kvaliteta in debelina pločevine. Tanjši
merjenci so deformacijsko bolj občutljivi, zato je potrebno taki kontrolni pripravi posvetiti še
večjo pozornost.
Slika 6.9 Podpore naleganja z magneti

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 33 -
Slika 6.10 Podpore naleganja s pritisnimi sponami »Destaco«
Sila pritisne spone ali magneta mora biti takšna, da merjenec ne deformira. V praksi je
to težko zagotoviti. Neka mininimalna deformacija se vedno pojavi. Vzrok temu je, da so
praktično izdelane naležne površine na odpresku vedno nekoliko drugačne od teoretično
kreiranih (in izdelanim blizu teoretičnim na pripravi). Kolikšna je še dopustna deformacija,
določimo na osnovi izkušenj (ali skupaj z naročnikom).
6.1.7 Stabilnost in togost priprave
Priprava mora biti izdelana tako, da je temperaturno in mehansko čim bolj stabilna. To
dosežemo z izbiro pravilnih materialov (aluminij zaradi lastne teže in antikorozijske
obstojnosti) in robustno konstrukcijo. Še posebej je potrebno biti pozoren na načrtovanje
premičnih delov. Le ti morajo ves čas uporabe zagotavljati nastavitev začetnih položajev v
območju zahtevanih toleranc.
6.1.8 Zaščita in barvanje
Barvanje ali fosfatiranje ima antikorozijsko funkcijo. Odpornost te zaščite mora biti
najmanj 400 ur v slani kopeli. Odvisna je od materialov uporabljenih pri izdelavi. Barvo in
mesto barvanja osnovnih delov določi kupec in je običajno enaka barvi pripadajočega orodja
oz. projekta. Če mesto za barvo projekta kupec ne poda, potem izberemo rob osnovne plošče,
lahko pa je to tudi celotna priprava, razen mest, kjer se kontrolira oblika (zračnost ali
poravnanost).

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 34 -
Najpogosteje so kontrolne priprave izdelane iz aluminija. S tem je v osnovi preprečena
korozija. Posamezni sestavni deli, ki so izpostavljeni obrabi, so iz jekla in toplotno obdelani
na ustrezno trdoto. To so centrirniki, kalibri, kontrolni nastavki, itd. Te je potrebno
antikorozijsko zaščititi. Uporabljamo fosfatiranje, ki ga za nas opravi kooperant.
Barva podnožja, varjenih delov na pritisnih sponah in nosilcih spon je siva (barva
aluminija). Matice na pritisnih sponah, potem ko je bila nastavljena sila zapiranja in potrjena s
ponovljivostjo, pobarvamo rumeno ali rdeče, da je takoj opazno morebitno odvitje.
Referenčne površine in izhodišča morajo biti pri skladiščenju zaščitena proti
poškodbam. Zato uporabljamo pokrivne ploščice iz polimernih materialov ali aluminija.
Montaža in demontaža mora biti enostavna, hitra.
Slika 6.11 Zaščita referenčnih površin
Slika 6.12 Pobarvana priprava

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 35 -
6.1.9 Varnost pri uporabi
Priprava se lahko uporablja na različnih mestih (v proizvodnji odpreskov, pri montaži, v
merilnici). Glede na to mora biti skladno izdelana.
V presernici na pripravi ugotavljajo kakovost delov običajno nizkokvalificirani delavci,
zato se tu zahteva enostavna uporaba, brez dodatnih navodil in načrtov. Tudi obseg kontrole
je razmeroma majhen (nekaj karakterističnih točk). Meritev mora biti jasna, brez možnosti
zamenjave kontrolnih točk ali kontrolnih kalibrov. Priprava mora biti robustna, brez ostrih
robov, izstopajočih ali premičnih sestavnih delov, dobro antikorozijsko zaščitena in enostavna
za transport z dvigali, vozički ali viličarji. Vitalni deli morajo biti zaščiteni pred možnostjo
poškodbe pri transportu.
Enaki pogoji so tudi za pripravo, ki se uporablja v obratu montaže podsklopov in
sklopov.
Priprava, ki se uporablja v merilnici je običajno bolj zahtevna in omogoča kontrolo
celotnega merjenca. Uporabljajo jo kontrolorji, ki so specialisti in imajo širša teoretična in
praktična znanja o merjenju. Priprava mora imeti izhodišča za centriranje na merilnem stroju,
ki morajo biti nedvoumno označena. Podane morajo biti vrednosti X,Y,Z. Priložen je celoten
načrt od postavitve merjenca na pripravo, do izvedbe kontrole in morebitne opombe za
pazljivost pri izvedbi meritve.
Slika 6.13 Merilna priprava

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 36 -
6.2 Merska kontrola priprave Ko je funkcijsko priprava potrjena, pričnemo z glavnim postopkom, to je merska
kontrola priprave. Postopek ima več faz:
- kontrola izhodišč
- merska kontrola sestavnih delov (ujemi in tolerance kalibrov, puš, delov za
etaloniranje in nastavljanje)
- merska kontrola osnovne oblike (običajno primerjava s CAD modelom odpreska)
- izdelava merilnega poročila
Dovoljena odstopanja, ki so navedena v nadaljevanju, uporabljamo v primeru, ko kupec
naroči pripravo v GO in ne poda svojih zahtev točnosti oz. tehničnih zahtev za izdelavo. V
nasprotnem primeru se uporabijo kupčeve zahteve, za morebitne manjkajoče podatke, pa
uporabimo ta dokument.
6.2.1 Kontrola izhodišč
Pričnemo s kontrolo osnovnih mer priprave. Preverimo skladnost načrta, zahtev oz.
dosjeja geometrije z dejansko izvedbo. Maksimalne mere in s tem teža, so pomembne zaradi
možnosti manipuliranja s pripravo in merilnim območjem merilne opreme.
Osnovne plošče morajo biti izdelane na strani izhodišč z brušenjem ali finim rezkanjem.
- površinska obdelava Ra max 6,3 [μm] ; stopnja hrapavosti N9
- delna ravnost 0,1 mm na razdalji 1000 mm
- skupna ravnost: 0,04+L/25000 [mm] ; CZ »common zone«
Slika 6.14 Izhodiščne ravnine

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 37 -
- pravokotnost dveh referenčnih robov: 0,05 mm na razdalji 150 mm
- paralelnost izhodišč: 0,05 mm na razdalji 150 mm
- izvrtine za referenčne krogle in odmične centrirne trne:
∅ H7 ; pravokotnost 0,03 mm
Slika 6.15 Referenčne krogle
Kvaliteta izdelave površine se preveri s primerjalnimi ploščicami in se ne zahteva
izmerjena vrednost hrapavosti površine.
Slika 6.16 Primerjalna ploščica za hrapavost površine
Ravnost in paralelnost se izmeri s 3D koordinatnim merilnim strojem. Premeri izvrtin za
referenčne krogle in odmične centrirne trne se izmerijo z ročnim tročeljustnim mikrometrom
ali merilno uro, položaj izvrtine pa z merilnim strojem.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 38 -
Slika 6.17 Tročeljustni mikrometer
V primeru odstopanja katerekoli veličine izven tolerance, sledi takojšnja korekcija
(popravilo, dodelava ali izdelava novega dela), saj ni smiselna nadaljna kontrola.
6.2.2 Kontrola sestavnih delov
Na vpenjalni pripravi, so to centrirniki in podpore, na merilni pripravi pa je več
sestavnih elementov.
Deli se preverijo posamično in v sestavi. To so običajno:
- odmični in fiksni centrirniki
- podpore za naleganje merjenca (3 ali 5 mm)
- kalibri za meritev dimenzij izsekov
- kalibri za meritev položaja izsekov
- kalibri za meritev geometrije po površini merjenca (rega 3 ali 5 mm)
- kalibri za meritev robov – rezine
- odmični nastavki za merilne ure
- etaloni za nastavitev merilnih ur
a) Centrirnik:
Centriniki omogočajo pozicioniranje merjenca na pripravo in omejitev gibanja po izseku
ali robu. Izdelani so na ustrezno trdoto (min 50 HRc), da so odporni proti obrabi in vstavljeni
v vodilno pušo, le ta pa je s tesnim prilegom vstavljena v osnovno obliko priprave.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 39 -
Centrirnik je lahko izdelan v dveh oblikah:
a) cilindrični centrirnik, ki je togo vstavljen v osnovno obliko
b) konični cenrirnik v osnovni obliki in z vzmetjo
c) odmični cilindrični ali konični centrirnik z ročajem
Pri cilindričnem centrirniku, ki je togo pritrjen v osnovno obliko, lahko pride do težav
pri aretiranju merjenca. Če ima centrirni izsek na merjencu velik razpon v toleranci, je lahko
zračnost med centrirnikom in merjencem prevelika. V tem primeru sledi dogovor s kupcem o
izdelavi centrirnika na dimenzijo izdelanega izseka v orodju (dimenzije rezilnega noža –
prebijača).
Slika 6.18 Cilindrični centrirnik - togo pritrjen
Slika 6.19 Rombični centrirnik - togo pritrjen
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 40 -
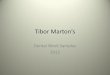
Konični centrirnik je gibljiv s pomočjo vzmeti. Njegova dobra lastnost je, da omogoča
dobro naleganje v premer centrirnega izseka, neodvisno od velikosti (zgornja ali spodnja meja
tolerance). Slabost pa je, da je merjenec ulovljen le po robu izseka, zato mora biti kot na
konusu dovolj majhen. Običajno se uporablja od 15° do 30°. Preveriti je potrebno zračnost po
celotnem hodu centrirnika, ki jo ocenimo izkustveno ali s pomočjo merilne ure.
Slika 6.20 Konični centrirnik z vzmetjo
Odmični cilindrični ali konični centrirnik z ročajem se uporabi za centriranje mejenca
takrat, ko dimenzija centrirnega izseka precej varira ali pa ni možno postaviti merjenec na
pripravo zaradi nasprotno delujočih centrirnih elementov. Dobra stran je, da lahko centrirnik
odstranimo (pri tem je potrebno biti pozoren, da se merjenec ne premakne) in izmerimo
dimezijo centrirnega izseka.
Slika 6.21 Odmični cilindrični in konični centrirnik z ročajem

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 41 -
Slika 6.22 Odmični rombični centrirnik z ročajem
- toleranca ujema puša - vodilni trn: H7/g6 (z zadostno dolžino vodenja)
- premer cilindričnega centrirnika: NOM – 0,05 ±0,02 mm
- položaj centrirnika (X,Y,Z): j 0,2 mm (± 0,1)
Primer 1:
Izsek: ∅ 10,2 +0,2/-0,15 [mm]
Centrirnik: ∅ 10,2 - 0,05 = ∅ 10,15±0,02 [mm]
Primer 2 (centrirnik na dimenziji izsekanega):
Izsek: ∅ 10,2 +0,2/-0,15 [mm] ; Rezini nož na orodju: ∅ 10,40 mm
Centrirnik: ∅ 10,40 - 0,05 = ∅ 10,35 ±0,02 [mm]
Slika 6.23 Odmični rombični centrirnik z ročajem (dvodelni)
Centrirniki morajo omogočati enostavno demontažo (skoznje luknje v osnovni plošči),
brez demontaže osnovnega oblikovnega dela priprave.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 42 -
b) Podpora:
Podpore služijo za naleganje merjenca po površini. Izdelane so iz jekla in kaljene na
ustrezno trdoto (min 50 HRc). Privijačene so v navojne vstavke, ki so zalepljene ali
privijačene v osnovno obliko (aluminij). Preveri se velikost podpor, ki mora biti enaka
predpisani. Debelina podpore za naleganje se izmeri s klasičnim mikrometrom ali pomičnim
merilom.
Slika 6.24 Shema podpore
Slika 6.25 Načrt za podporo 5 mm
Slika 6.26 Meritev podpore

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 43 -
- Š x D ali ∅: NOM ± 1 mm
- debelina: 3 ali 5 mm ± 0,02 mm
- položaj v smeri naleganja podpore: d 0,2 mm (± 0,1)
- položaj podpore v prostih smereh: j 1,0 mm
Preveriti je potrebno naleganje na obliko priprave. Zračnost med podporo in osnovno
površino se preveri s kontrolnimi lističi debeline 0,03 mm in meritvijo točke na podpori in ob
podpori.
c) Kaliber za kontrolo dimenzije izseka:
S kalibri se preveri ustreznost prebitega izseka (okrogli ali ovalni). Meritev se izvede še
preden se merjenec postavi na kontrolno pripravo.
Slika 6.27 Načrt kalibra
Slika 6.28 Kaliber
- D x Š ali ∅: stran NE GRE: NOM + zg.tol. + 0,02 mm
stran GRE: NOM - sp.tol. - 0,02 mm

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 44 -
Primer:
Izsek ∅ 10,2 +0,05/-0,15 [mm]
Kaliber NE GRE: ∅ 10,2 + 0,05 = ∅ 10,25+0,02 [mm]
Kaliber GRE: ∅ 10,2 - 0,15 = ∅ 10,05-0,02 [mm]
Stran GRE in stran NE GRE se lahko izdelata tudi skupaj na isti strani (stopničasti
kaliber). V tem primeru se kaliber lahko montira na isti ročaj skupaj s kalibrom za kontrolo
položaja izseka.
d) Kaliber za kontrolo položaja izseka:
Pomembna je centričnost obeh cilindrov (vstavljenega v vodilno pušo in cilindra, s
katerim se kontrolira položaj). V praksi se izdela samo kaliber »GRE«.
Slika 6.29 Načrt kalibra
- D x Š ali ∅: stran GRE: NOM - sp.tol. – j ± 0,02 mm
- vodilni cilinder: standardna puša / kaliber: H7/g6
- soosnost: r 0,02 mm
- položaj puše za kaliber: j 0,2 mm (± 0,1)

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 45 -
Primer:
Izsek ∅ 10,2 +0,05/-0,15 [mm] ; položaj j 0,5 mm
Kaliber GRE: ∅ 10,2 - 0,15 – 0,5 = ∅ 9,55±0,02 [mm]
e) Kaliber za kontrolo robov ali površine z rego 3 ali 5 mm
Kaliber se uporablja za meritev zračnosti med merjencem in obliko na merilni pripravi.
Izdelani so kot krogle ali cilindri in pritrjeni na držalo. Dimenzija je določena s toleranco na
načrtu (d) .
Slika 6.30 Kaliber
- dimenzija (∅): stran NE GRE: REGA + zg.tol. + 0,02 mm
stran GRE: REGA - sp.tol. - 0,02 mm
Primer:
Rega = 5 mm ; d 0,5 mm (simetrična toleranca ±0,25 mm)
Kaliber NE GRE: ∅ 5 + 0,25 = ∅ 5,25+0,02 [mm]
Kaliber GRE: ∅ 5 - 0,25 = ∅ 4,75-0,02 [mm]

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 46 -
f) Kaliber za kontrolo robov ali površine s poravnanostjo
Uporablja se kontrolna ploščica s stopnico.
Slika 6.31 Kaliber - ploščica
Slika 6.32 Meritev s ploščico
Primer:
Tol. obreza: k 1,0 (simetrična toleranca ±0,5 mm)
Stopnica: 0,5 ±0,02 mm ; vzporednost f 0,02 mm
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 47 -
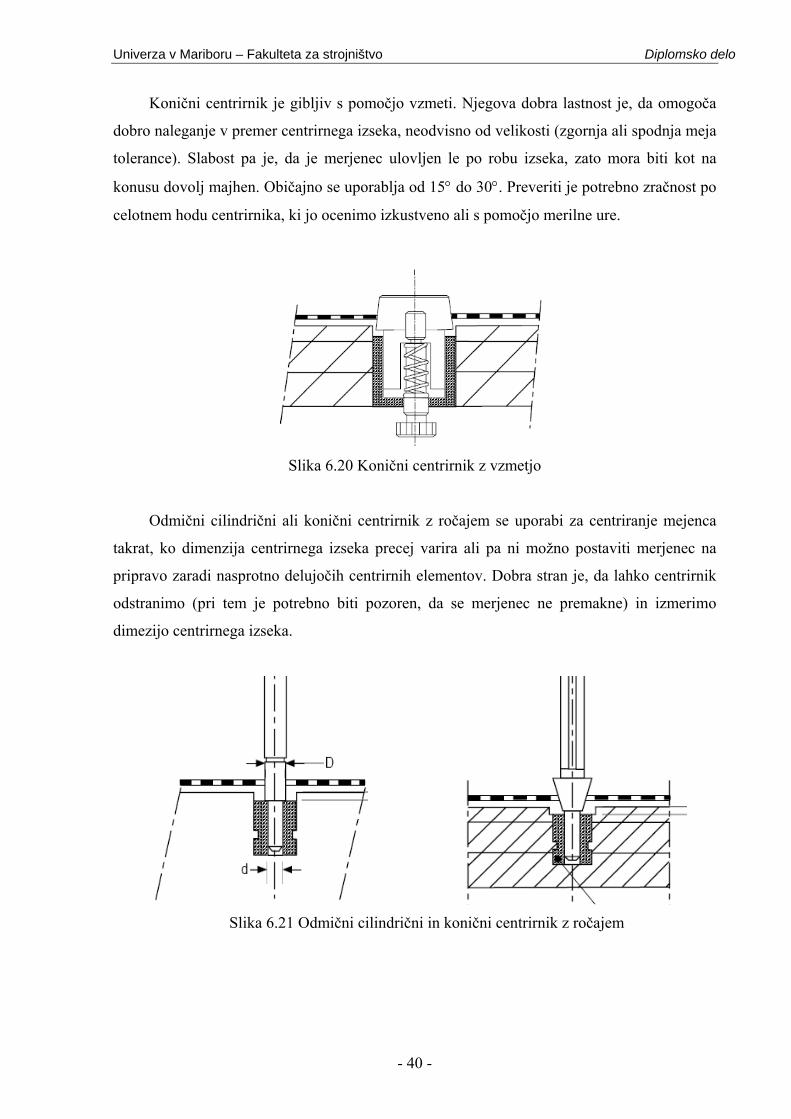
g) Nastavek za merilno uro
Nastavki se montirajo na osnovno ploščo ali oblikovni vložek in s pomočjo merilne ure
omogočajo merjenje na točno določeni točki. V primeru, da je ovirana postavitev merjenca, se
izdelajo na premičnih nosilcih.
Slika 6.33 Nastavek za merilno uro
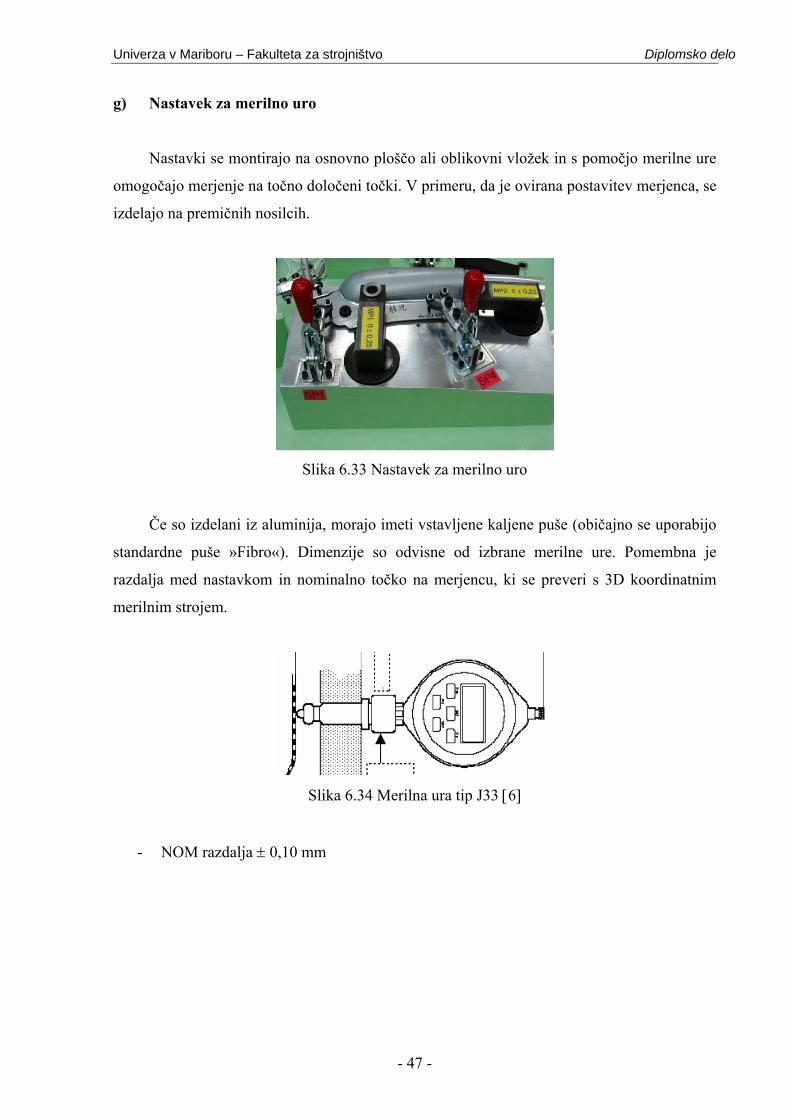
Če so izdelani iz aluminija, morajo imeti vstavljene kaljene puše (običajno se uporabijo
standardne puše »Fibro«). Dimenzije so odvisne od izbrane merilne ure. Pomembna je
razdalja med nastavkom in nominalno točko na merjencu, ki se preveri s 3D koordinatnim
merilnim strojem.
Slika 6.34 Merilna ura tip J33 [6]
- NOM razdalja ± 0,10 mm

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 48 -
h) Etalon
Etaloni se uporabljajo za nastavitev ničelnega položaja merilne ure. Preveri se razdalja, ki je
enaka razdalji med nastavkom merilne ure in merilno točko na merjencu.
Slika 6.35 Etalon za nastavitev merilne ure
- NOM razdalja ± 0,02 mm

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 49 -
6.2.3 Kontrola osnovne oblike
Plastična merilna priprava, ki ima izdelano celotno površinsko obliko izdelka z
zračnostjo 3 ali 5 mm in rob s poravnavo ali zračnostjo, se izmeri s 3D koordinatnim
merilnim strojem. Postopek meritve je neposredno točkovno merjenje med CAD modelom
odpreska (originalni CAD zapis) in obliko priprave z upoštevanje odmika 3 ali 5 mm. Število
merilnih točk je v odločitvi merilca, ki mora upoštevati kompleksnost oblike in tolerance
merjenca. Na mestih naleganja in področjih ožjih toleranc je več merilnih točk, kot pa jih je
na ostalih področjih.
Slika 6.36 3D Meritev osnovne oblike
- položaj površine ali roba: d 0,3 mm (± 0,15)
6.2.4 Merilno poročilo
Merilni protokol mora vsebovati vse meritve, ki potrjujejo mersko ustreznost priprave.
V primeru izdelave merilne priprave vsebuje tudi meritev vseh kalibrov. V prilogi 12 je
primer merilnega poročila.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 50 -
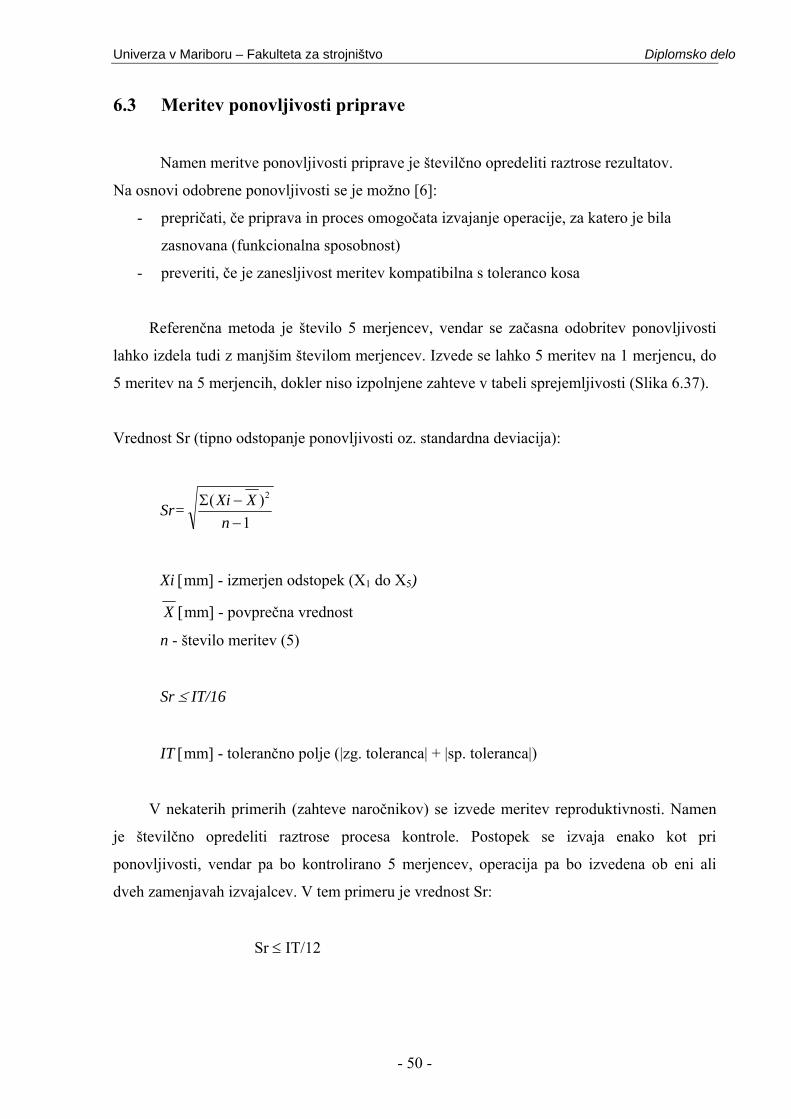
6.3 Meritev ponovljivosti priprave
Namen meritve ponovljivosti priprave je številčno opredeliti raztrose rezultatov.
Na osnovi odobrene ponovljivosti se je možno [6]:
- prepričati, če priprava in proces omogočata izvajanje operacije, za katero je bila
zasnovana (funkcionalna sposobnost)
- preveriti, če je zanesljivost meritev kompatibilna s toleranco kosa
Referenčna metoda je število 5 merjencev, vendar se začasna odobritev ponovljivosti
lahko izdela tudi z manjšim številom merjencev. Izvede se lahko 5 meritev na 1 merjencu, do
5 meritev na 5 merjencih, dokler niso izpolnjene zahteve v tabeli sprejemljivosti (Slika 6.37).
Vrednost Sr (tipno odstopanje ponovljivosti oz. standardna deviacija):
Sr=1
)( 2
−−Σ
nXXi
Xi [mm] - izmerjen odstopek (X1 do X5)
X [mm] - povprečna vrednost
n - število meritev (5)
Sr ≤ IT/16
IT [mm] - tolerančno polje (|zg. toleranca| + |sp. toleranca|)
V nekaterih primerih (zahteve naročnikov) se izvede meritev reproduktivnosti. Namen
je številčno opredeliti raztrose procesa kontrole. Postopek se izvaja enako kot pri
ponovljivosti, vendar pa bo kontrolirano 5 merjencev, operacija pa bo izvedena ob eni ali
dveh zamenjavah izvajalcev. V tem primeru je vrednost Sr:
Sr ≤ IT/12

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 51 -
6.3.1 Priprava priprave in merjenca
Določiti je potrebno vrstni red zapiranja pritisnih spon in ugotoviti skladnost vrstnega
reda s podatki na referenčnih dokumentih, ki predpisujejo pomembnost posameznih točk
pritrditve merjenca.
Prepričati se moramo, če merjenec dobro nalega na referenčne točke in če so vpenjalci
pravilno nastavljeni (sila pritiskanja). Pri vpenjanju se merjenec ne sme deformirati. Priprava
mora omogočati pozicioniranje merjenca brez posebnih dodatnih ukrepov ob upoštevanju
vrstnega reda zapiranja.
a) Merjenec
Uporabljen merjenec mora biti serijski kos ali reprezentativni kos iz serije. V GO v ta
namen izdelamo manjšo serijo (do 10 kosov), saj ne izdelujemo velikih serij. Iz te serije se
določi eden reprezentativni kos za meritev. Pomembni so centrirni izseki, ki morajo biti
izdelani na orodju. Le v skrajnih primerih lahko uporabimo prototipne kose, ki imajo izseke
izdelane na laserskem stroju. V tem primeru se odobri začasna ponovljivost, po izdelavi
centrirnih izsekov na orodju, pa se ponovno izdela ponovljivost.
b) Merilne točke
Definirati je potrebno merilne točke (najmanj 6), ki zadovoljivo preverijo kakovost
izhodiščnih referenc in vpetja. Z nekaterimi kupci skupaj definiramo te točke v skladu z
merilnim postopkom, drugi imajo to že določeno v dokumentih plana kontrole, ostali pa to
izbiro prepuščajo dobavitelju (GO).
Upoštevati je potrebno naslednje kriterije:
- smer merjenja v vseh oseh (X,Y,Z)
- tolerance merjenca
- porazdelitev točk po celotnem merjencu (3 točke v najpomembnejši dimenziji, 2 točki
za potrditev pozicioniranja dela, 1 točka za potrditev tretje dimenzije)
- točke morajo biti v območjih prileganja in funkcionalnih območjih (območja
zmanjšanih toleranc oz. območij sklopov z drugimi deli)

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 52 -
6.3.2 Postopek merjenja
Meri se samo en kos. Meritev kosa se izvaja petkrat, med vsako meritvijo se merjenec
demontira in ponovno montira. Operacijo je potrebno izvajati brez kakršnegakoli posega na
pripravi (nastavitev spon, vpenjajnje, …). Upoštevati je potrebno zaporedje vpenjalcev in v
primeru napake ponoviti postopek montaže.
Izvajati je torej možno pet meritev na enem merjencu ali pet meritev na petih merjencih,
dokler niso izpolnjene vse zahteve (sinoptik v nadaljevanju je povzet po standardu
RENAULT).
Slika 6.37 Sinoptik [6]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 53 -
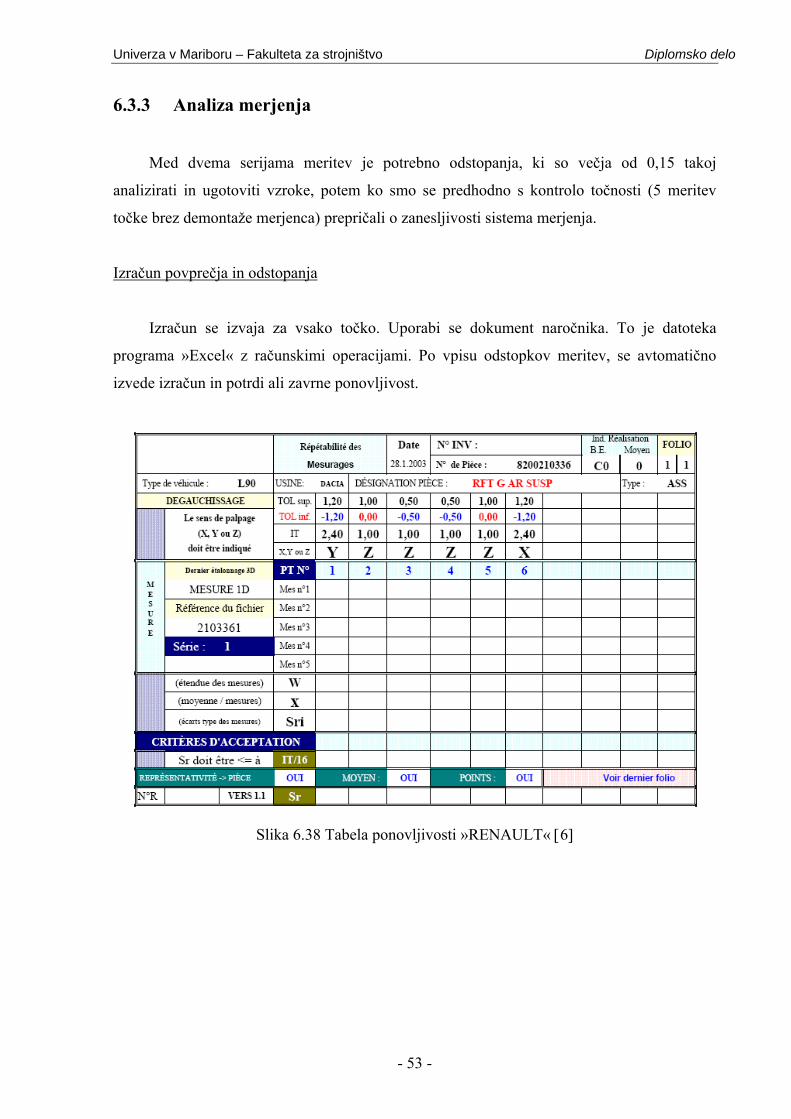
6.3.3 Analiza merjenja
Med dvema serijama meritev je potrebno odstopanja, ki so večja od 0,15 takoj
analizirati in ugotoviti vzroke, potem ko smo se predhodno s kontrolo točnosti (5 meritev
točke brez demontaže merjenca) prepričali o zanesljivosti sistema merjenja.
Izračun povprečja in odstopanja
Izračun se izvaja za vsako točko. Uporabi se dokument naročnika. To je datoteka
programa »Excel« z računskimi operacijami. Po vpisu odstopkov meritev, se avtomatično
izvede izračun in potrdi ali zavrne ponovljivost.
Slika 6.38 Tabela ponovljivosti »RENAULT« [6]

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 54 -
Slika 6.39 Tabela ponovljivosti »TPV« [8]
Izračunski tabeli je priložen tudi merilni protokol z izmerjenimi točkami.
Slika 6.40 Meritev ponovljivosti na 3D merilnem stroju

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 55 -
6.3.4 Spremembe kontrolne priprave
Vsaka sprememba merjenca (sprememba kontrolne priprave), ki neposredno vpliva na
referenčne točke ali na točke merjenja zahteva ponovno preverjanje ponovljivosti kontrolne
priprave. Tudi vsaka sprememba tolerance pri neki točki merjenja, zahteva ponovno preučitev
pogojev za potrditev. Zaradi skrajševanja časov od zasnove do izdelave avtomobila, prihaja
do pogostih sprememb na odpreskih. Posledice so spremembe tako v fazi načrtovanja,
izdelave in finalizacije orodja in priprave. Temu sledi večkratna ponovitev merjenja
ponovljivosti.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 56 -
7 OZNAČEVANJE KONTROLNE PRIPRAVE
7.1 Identifikacija priprave
Identifikacija priprave poteka:
- osnovna identifikacija
- oznaka izhodišč
- oznaka koordinatnih osi X, Y, Z
- spone
- centrirniki
- kalibri
- zračnost , poravnanost
- morebitna identifikacija merilnih točk
- sestavni deli
7.1.1 Osnovna identifikacija priprave
Za identifikacijo se uporabljajo ploščice, ki so vgravirane ali lasersko izpisane ter
pritrjene z vijaki ali kovicami na kontrolno pripravo. Za enostavnejše odčitavanje podatkov s
ploščic, naj bodo le-te, če je možno, čimbolj skupaj in obrnjene v isto smer. Za začasno
nastavitev priprave lahko uporabimo tudi etikete. Nekateri naročniki imajo določene svoje
ploščice, za katere nam dostavijo načrte ali pa neizpolnjene ploščice (Renault, PSA). Za druge
naročnike izdelamo oblike ploščic, ki jih definiramo skupaj pri prevzemu konstrukcije
(študije) priprave.
Če ni drugače določeno, uporabimo dve ploščici.
a) Osnovna ploščica, ki vsebuje naslednje podatke:
- matična številka priprave
- tip sklopa ali projekta
- naziv in številka dela (merjenca)
- indeks spremembe dela (merjenca)
- teža priprave

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 57 -
b) Ploščica sprememb vsebuje:
- naziv in številka dela (merjenca)
- indeks priprave in prostor za vpis kasnejših sprememb
- datum in žig sprejema
c) V primeru prisotnosti etalonov, dodamo še tretjo ploščico s podatki:
- številka etalona
- veljavnost kalibracije etalona
Slika 7.1 Osnovna in ploščica sprememb
Slika 7.2 Osnovna ploščica
7.1.2 Identifikacija izhodišč priprave
Ploščice navajajo vrednost triedra (vrednosti X,Y,Z koordinat v globalnem
koordinatnem sistemu avtomobila). Podatki služijo za postavitev koordinatnega sistema
priprave pri merjenju na 3D koordinatnem merilnem stroju.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 58 -
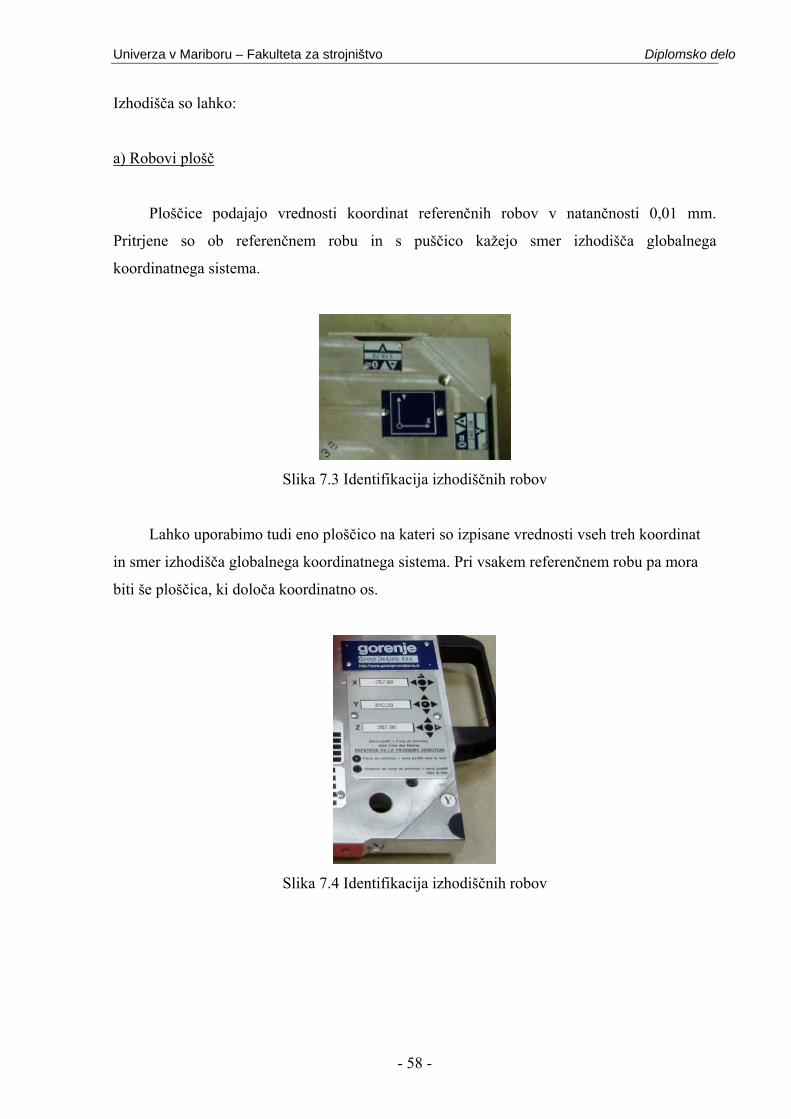
Izhodišča so lahko:
a) Robovi plošč
Ploščice podajajo vrednosti koordinat referenčnih robov v natančnosti 0,01 mm.
Pritrjene so ob referenčnem robu in s puščico kažejo smer izhodišča globalnega
koordinatnega sistema.
Slika 7.3 Identifikacija izhodiščnih robov
Lahko uporabimo tudi eno ploščico na kateri so izpisane vrednosti vseh treh koordinat
in smer izhodišča globalnega koordinatnega sistema. Pri vsakem referenčnem robu pa mora
biti še ploščica, ki določa koordinatno os.
Slika 7.4 Identifikacija izhodiščnih robov
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 59 -
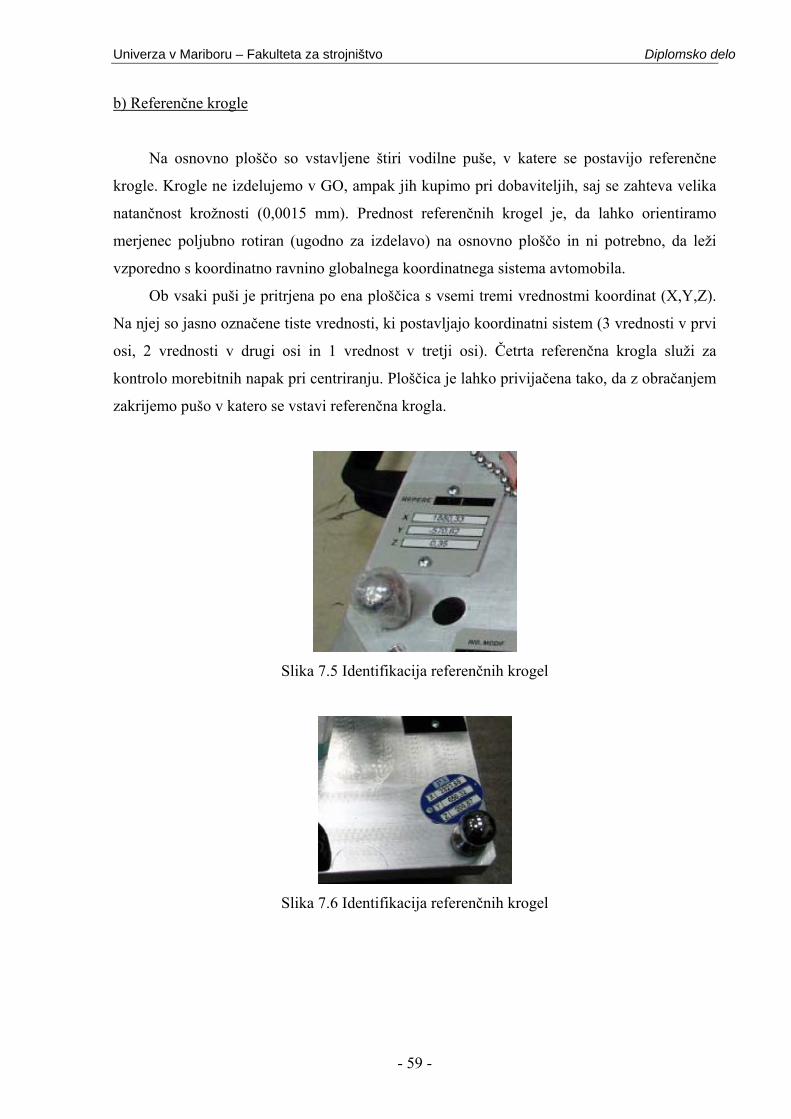
b) Referenčne krogle
Na osnovno ploščo so vstavljene štiri vodilne puše, v katere se postavijo referenčne
krogle. Krogle ne izdelujemo v GO, ampak jih kupimo pri dobaviteljih, saj se zahteva velika
natančnost krožnosti (0,0015 mm). Prednost referenčnih krogel je, da lahko orientiramo
merjenec poljubno rotiran (ugodno za izdelavo) na osnovno ploščo in ni potrebno, da leži
vzporedno s koordinatno ravnino globalnega koordinatnega sistema avtomobila.
Ob vsaki puši je pritrjena po ena ploščica s vsemi tremi vrednostmi koordinat (X,Y,Z).
Na njej so jasno označene tiste vrednosti, ki postavljajo koordinatni sistem (3 vrednosti v prvi
osi, 2 vrednosti v drugi osi in 1 vrednost v tretji osi). Četrta referenčna krogla služi za
kontrolo morebitnih napak pri centriranju. Ploščica je lahko privijačena tako, da z obračanjem
zakrijemo pušo v katero se vstavi referenčna krogla.
Slika 7.5 Identifikacija referenčnih krogel
Slika 7.6 Identifikacija referenčnih krogel

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 60 -
c) Referenčne puše
Tudi tu so montirane štiri vodilne puše, za izhodišče pa se uporabi točka na vrhu osi
puše. Puša mora imeti dovolj širok rob za meritev ravnine. Točka se določi tako, da se izmeri
ravnina na puši in cilinder. Presečna točka ravnine na puši in cilindra je referenčna točka. V
primeru meritve kroga, pa je predhodno izmerjena ravnina na puši referečna za meritev kroga.
Center kroga je referenčna točka.
Ploščica je enaka kot pri referenčni krogli.
Slika 7.7 Identifikacija referenčnih puš
7.1.3 Ploščica koordinatnih osi
Ploščica kvadratne oblike grafično ponazarja smer dveh v ravnino položenih osi.
Običajno se zahteva, da je priprava konstruirana tako, da sta dve koordinatni osi (globalnega
koordinatnega sistema avtomobila) v ravnini osnovne plošče. V primerih če je dogovor
drugačen, se označijo tiste osi, ki so najbližje ravnini osnovne plošče priprave.
Slika 7.8 Ploščica koordinatnih osi

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 61 -
7.1.4 Identifikacija pritisnih spon
Na sponah so oznake (arabske številke), ki določajo vrstni red zapiranja spon. Vrstni red
je lahko določen v tehničnih zahtevah ali ga določi kontrolor in potrdi s kontrolo ponovljivosti
priprave.
Uporabimo lahko ploščice, v praksi pa dobro služijo plastificirane nalepke, ki jih
izdelamo z »Brother« tiskalnikom.
Slika 7.9 Identifikacija pritisnih spon
7.1.5 Identifikacija centrirnikov
Centrirnike označimo z barvanjem. Okoli glavnih centrinikov in podpor se obarva
zeleno, okoli pomožnih (dodatnih) pa rumeno. V primeru naleganja oz. centriranja na
položajih z asimetrično – decentrirno toleranco (npr. 0 / -0,5), se dodatno obarva rob podpore
z rdečo barvo. Ob podpori se pritrdi nalepka z vrednostjo (debelina) podpore. Druge številčne
oznake ni potrebno nameščati. V navodilu za uporabo, se označijo šifre centrirnikov, ki so
skladne z dokumentacijo za izdelavo.
Slika 7.10 Identifikacija centrirnikov in podpor

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 62 -
7.1.6 Identifikacija kalibrov
Vsi kontrolni kalibri in ploščice morajo biti nedvoumno označeni. Če kupec poda šifre,
so le te vgravirane na držalu. Vgravirana je dimenzija mere, ki se kontrolira s pripadajočo
toleranco. Poleg vrednosti imajo lahko na strani GRE zeleno oznako, na strani NE GRE pa
rdečo (obroba ročaja ali drugače).
Vsi kalibri morajo biti pritrjeni na verigo ali vrvico, da je onemogočena njihova
neželjena odstranitev. Na osnovni plošči je nameščeno odlagalno mesto, kamor se lahko
varno shranijo, ko niso v uporabi.
Na pripravi se lahko barvno ali s črkami oz. številkami določijo mesta za kontroliranje.
Z različnimi premeri puš (poke-yoke sistem), se prepreči morebitna zamenjava med
različnimi kontrolnimi mesti. Če pa je kalibrov malo, lahko z različnimi dolžinami verig in
položaji odlagalnih mest prav tako preprečimo napačno uporabo.
Slika 7.11 Identifikacija kalibrov
Slika 7.12 Identifikacija kalibrov
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 63 -
Slika 7.13 Identifikacija kalibrov
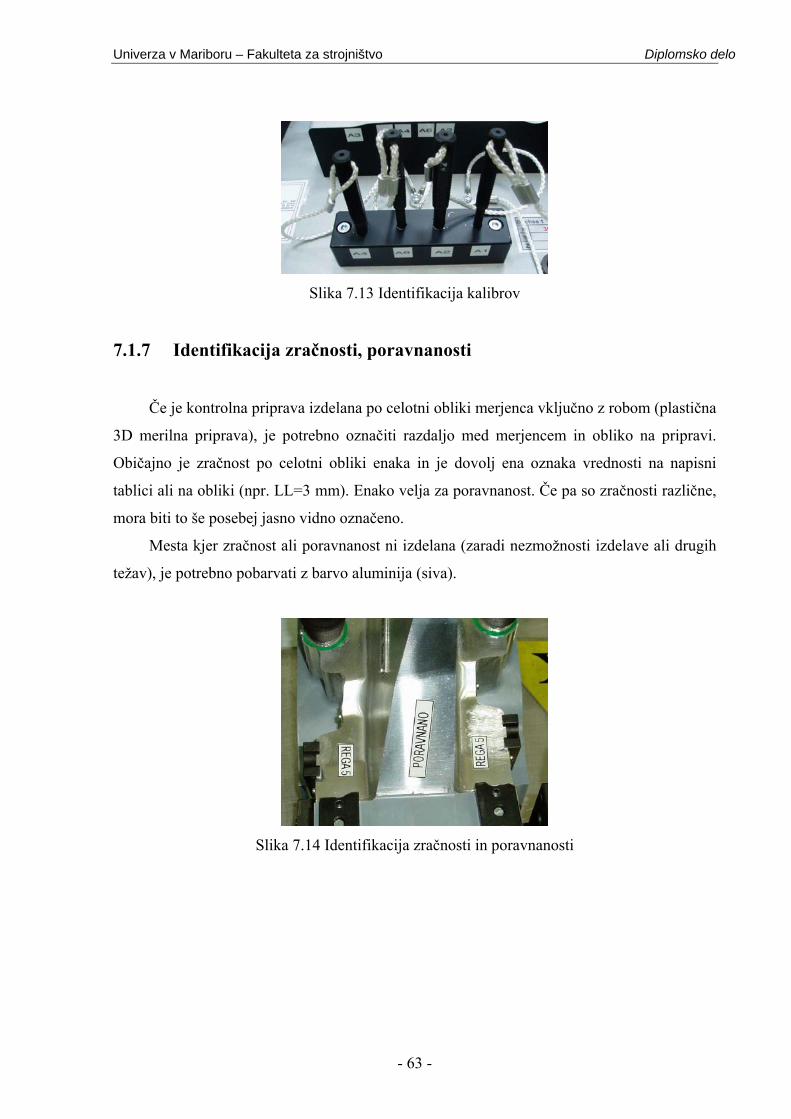
7.1.7 Identifikacija zračnosti, poravnanosti
Če je kontrolna priprava izdelana po celotni obliki merjenca vključno z robom (plastična
3D merilna priprava), je potrebno označiti razdaljo med merjencem in obliko na pripravi.
Običajno je zračnost po celotni obliki enaka in je dovolj ena oznaka vrednosti na napisni
tablici ali na obliki (npr. LL=3 mm). Enako velja za poravnanost. Če pa so zračnosti različne,
mora biti to še posebej jasno vidno označeno.
Mesta kjer zračnost ali poravnanost ni izdelana (zaradi nezmožnosti izdelave ali drugih
težav), je potrebno pobarvati z barvo aluminija (siva).
Slika 7.14 Identifikacija zračnosti in poravnanosti

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 64 -
7.1.8 Identifikacija merilnih točk
Ko se izdeluje 1D merilna priprava, kjer se merilne točke merijo s standardiziranimi
kalibri, mora biti poleg mesta meritve nalepka ali ploščica z oznako merilne točke, ki vsebuje:
- številka merilne točke
- toleranca merilne točke
- šifra ustreznega kalibra s katerim se točka izmeri
Za druge kontrolne priprave se oznake merilnih točk ne uporabljajo, saj se izmerijo s
pomočjo 3D koordinatnega merilnega stroja in je izbor točk v domeni merilca specialista.
Slika 7.15 Identifikacija merilnih točk
7.1.9 Identifikacija sestavnih delov
Kontrolna priprava mora biti razstavljiva. Zato je obvezno označevanje vseh sestavnih
delov, ki so pritrjeni na osnovno ploščo ali glavni vložek in položajev kjer so montirani. To
mora biti tako jasno, da je možna ponovna namestitev na popolnoma isto mesto, brez
možnosti zamenjave. Najenostavnejši način ki ga uporabljamo v GO, je uporaba arabskih
številk po zaporedju.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 65 -
7.2 Navodilo za uporabo priprave
Za zahtevnejše kontrolne priprave je potrebno izdelati tudi navodilo za uporabo. Izjema
so enostavne in manjše priprave, pri katerih je uporaba razmeroma preprosta.
Navodilo se izdela v velikosti formata A4 ali A5. Pritrjeno je na osnovno ploščo
priprave:
- na večjih pripravah se pritrdi na zgornjo osnovno ploščo in zaščiti s »pleksi« steklom
- kjer ni prostora na vrhu plošče, se izdela odlagalni izvlečni predal pod osnovno ploščo
(možno je le pri pripravah, ki imajo podstavke)
- na manjših pripravah se izdela pločevinsko držalo, ki se pritrdi pokončno na rob
osnovne plošče; pri tem je potrebno paziti, da ni motena manipulacija priprave
Slika 7.16 Pritrditev navodila na ploščo
Navodilo mora vsebovati:
- jasno identifikacijo priprave (naziv in številka dela ali priprave)
- spisek referenc – točk naleganja z X,Y,Z vrednostimi
- grafično podoba merjenca (točke naleganja in morebitne merilne točke)
- opombe za pripravo merjenca pred meritvijo
- način postavitve merjenca in njegovo imobilizacijo na pripravi (vrstni red spon)
- postopek merjenja z opisom kontrolnih trnov
- postopek demontaže merjenca
- pri vsaki točki so še posebej pomembna morebitna opozorila za preprečitev napak
merjenja

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 66 -
Slika 7.17 Navodilo za uporabo priprave za Revoz
Kopija navodila (na papirju in v elektronski obliki) je priložena tudi spremni
dokumentaciji kontrolne priprave.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 67 -
8 PREVZEM KONTROLNE PRIPRAVE
Prevzem priprave se izvaja v treh fazah:
1. Pregled zasnove v fazi načrtovanja priprave
2. Predprevzem kontrolne priprave
3. Prevzem in potrditev kontrolne priprave
8.1 Pregled načrtovanja priprave
Pregled se izvede po dokončanju konstrukcije. Uporabljajo se 2D načrti in 3D modeli
prikazani na delovni grafični postaji. Pregled se po predhodnem dogovoru izvaja v GO ali pri
kupcu. Ob pregledu morajo biti prisotni:
- odgovorna oseba za prevzem kontronih priprav s strani kupca
- konstrukter kontrolne priprave v GO
- kontrolor v GO
- vodja projekta v GO (po potrebi)
Vizuelno se pregledajo konstrukcijske rešitve in upoštevajo tehnične zahteve kupca.
Običajno v tej fazi izvedbe izdelek še ni dokončno potrjen, ampak je še velika verjetnost
sprememb. Zato je potrebno biti ves čas pozoren na sprotno dograjevanje oz. spreminjanje
detajlov na pripravi.
Vse morebitne pripombe se dokumentirajo. Za odpravo pripomb se določijo roki in
odgovorni.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 68 -
8.2 Predprevzem priprave
Za izvedbo predprevzema mora biti kontrolna priprava fizično dokončana. Spremna
dokumentacija mora biti izdelana in skladna s pripravo.
a) Pregled priprave:
Pregled vsebuje vse točke, ki sem jih opisal že v predhodnih poglavjih, zato bom tu
omenil le nekatere.
Pregledajo se vsi pomembnejši deli priprave. Še posebna pozornost se posveča točkam
naleganja (aretiranje merjenca). Kupec običajno izvede kontrolo nekaterih centrirnikov, pri
čemer je pomembna pravilna zračnost med merjencem in centrirnikom. Merjenec mora
stabilno ležati na podporah, brez nevarnosti izpadanja ali morebitnega dodatnega
pozicioniranja. Merjenec se večkrat položi na pripravo in opazuje njegovo naleganje brez
zapiranja pritisnih spon. Sledi preverjanje aretiranja merjenca s pomočjo pritisnih spon. Spone
se morajo zapirati po vrstnem redu, ki je določen ob meritvi ponovljivosti. Ob vsakem zaprtju
spon se preverja sila zapiranja (vse spone morajo biti nastavljene na približno enako silo
zapiranja) in opazuje deformacija merjenca. Ta sme biti le neznatna in se oceni izkustveno.
Kupec lahko zaradi večje deformacije merjenca pripravo zavrne ali pa kljub temu sprejme.
Odločilna je funkcija merjenca in sestava v sklop. Odločitev kupca je dokončna.
Preveri se togost priprave, ki mora zagotavljati stabilnost merjenca in zadovoljivo
natančnost meritev skozi vso dobo uporabe. Morebitni gibljivi deli morajo biti v končnih
položajih fiksirani.
Tudi estetsko in varnostno mora biti priprava ustrezno izdelana.
b) Pregled dokumentacije:
Načrti priprave
Načrt zajema sestavno risbo, kosovnico, detajlne risbe in 3D model priprave. Glede na
zahteve v pogodbi se za določene kupce izdela dokumentacija v papirni obliki, med tem ko je
za druge dovolj na elektronskem mediju (dogovor pri pregledu načrtovanja).

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 69 -
Kontrolni dokumenti
Merilni protokol priprave mora biti izdelan. Vse karakteristike morajo biti znotraj
dogovorjenih oz. predpisanih toleranc. Merilni protokol zajema geometrijsko kontrolo
priprave, meritev ponovljivosti in navodilo za uporabo priprave. Vsi dokumenti se pregledajo
in potrdijo na prevzemnem listu. Primer merilnega protokola je v prilogi 12.
Kupci imajo lahko svoje kontrolne liste v katere se beležijo skladnosti in morebitne
neskladnosti. Za vsako neskladnost se določi rok in odgovorno osebo za odpravo. Običajno
sta dva prevzemna dokumenta:
- prevzemni list priprave
- list o ustreznosti ponovljivosti
Slika 8.1 Del prevzemnega lista za Revoz
Lahko se opravi tudi vzorčna kontrola geometrijske točnosti in ponovljivosti v
prisotnosti merilca in kupca. To je običajno pri novih kupcih oz. projektih. Kontrolna priprava
se pred redno uporabo lahko preveri še pri kupcu, tako da odpade vsaka možnost uporabe
neskladne kontrolne priprave. Priprava se označi s certifikatom in rokom za ponovni pregled.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 70 -
8.3 Prevzem in potrditev priprave
To je dokončni prevzem priprave. Izvede se lahko še v GO ali pa že na mestu uporabe
pri kupcu. Odločitev je na strani kupca.
Preveri se ali so odpravljene vse neskladnosti ugotovljene na predprevzemu in zapisane
na prevzemnem zapisniku. Na istem dokumentu se overijo odpravljene neskladnosti in
podpiše dokončni prevzem, ki je podlaga za odpremo. S tem datumom prične teči garancijski
rok.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 71 -
9 VZDRŽEVANJE KONTROLNE PRIPRAVE
V garancijski dobi je GO odgovorna za odpravo morebitnih skritih napak. Običajno
izdelamo tudi spremembe, ki so posledica razvoja izdelka in tipa vozila. Vsa dokumentacija
se hrani najmanj 3 leta. To omogoča hitro in učinkoviti popravilo, dodelave in spremembe.
Kontrolne priprave večinoma ne zahtevajo posebnih vzdrževalnih posegov. Izdelane so
iz antikorozijskih in mersko stabilnih materialov in so časovno zelo obstojne. Potrebne so le
redne kalibracije in preverjanja po planu kontrole.
Slika 9.1 Končana kontrolna priprava

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 72 -
10 ZAKLJUČEK
Kontrolne priprave imajo danes v avtomobilski industriji velik pomen. Bistvo, ki
opravičuje stroške njihove izdelave, je izdelek skladen zahtevam in preprečevanje vgrajevanja
nekakovostnih sestavnih delov v avtomobil. Za vsak pločevinski del avtomobila se izdela
pripadajoča kontrolna priprava, ki omogoča reprezentativno kontrolo le-tega in v pogojih
enakim pri vgradnji ter uporabi. Tako se lahko s pomočjo kontrolne priprave in plana kontrole
spremlja morebitno slabšanje kakovosti merjenca in posredno orodja. S tem poskrbimo, da
orodje servisiramo še preden se pojavi prvi neskladen kos.
Kontrolne priprave uporabljamo v Gorenju Orodjarna že v fazi optimiranja orodja, saj
nam to zelo olajša delo in skrajša čas optimiranja. To je pomembno tudi zaradi slabe
kakovosti prvih kosov ali v primeru nestabilnih merjencev, ki jih brez priprave ni mogoče
vpeti in meriti pod pogoji enakimi montaži in uporabi.
Če kontrolor upošteva nasvete in ugotovitve, ki sem jih podal v diplomski nalogi, je to
zagotovilo za izdelavo skladne kontrolne priprave.
V bodoče bodo v izdelavi oblikovno vse bolj zahtevni avtomobili, zato bodo temu
sledile tudi višje zahteve po kakovostnih odpreskih in posledično kontrolnih pripravah.
Diploma podaja zahteve, ki jih mora priprava izpolnjevati. Dopušča pa še dograjevanje in
študije v prihodnosti.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 73 -
11 SEZNAM UPORABLJENIH VIROV
[1] . . . Gorenje Orodjarna, d.o.o. Katalog predstavitve družbe. Velenje, 2008.
[2] . . . AČKO, Bojan. Management kakovosti – meroslovje – zapiski predavanj. Maribor,
oktober 2002.
[3] . . . AČKO, Bojan. Osnove meroslovja in merjenje dolžin. Maribor: Fakulteta za strojništvo, 2008. VII, 293 str., ilustr. ISBN 978-961-248-107-0. [COBISS.SI-ID 61170433]
[4] . . . ŠOSTAR, Adolf. Management kakovosti. Maribor: Fakulteta za strojništvo, 2000. VII,
274 str., graf. prikazi. ISBN 86-435-0345-2. [COBISS.SI-ID 45230337]
[5] . . . PSA PEUGEOT CITROËN. Chaier des Charges des Moyens de Controle des pieces
Emboutissage. DME CC EE 212 E, Ind. E , 05/05/2004, 97 str.
[6] . . . D.I.C.A.P. RENAULT, Sce 65390. Moyens de mesure specifiques. Type de mesure,
Etude-Realisation, Les Elements de constitution, Agrement-Geometrique-Fonctionnel-
Repetabilite. EM40.GO.010-030, 2005
[7] . . . P. Adeline. ThyssenKrupp Sofedit. Specification technique: Cahier des Charges
Moyen de Controle serie. S001, Version 3, 36 str.
[8] . . . TPV, Projektanti nadzora procesa - RAZVOJ. Zvezek zahtev – kontrolna sredstva.
Izdaja 00, Novo Mesto, 11.12.2006, 14 str.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 74 -
12 PRILOGE
Priloga 1: Kontrolno poročilo priprave za REVOZ:
- Merilni protokol kontrolne priprave (9 strani)
- Meritev ponovljivosti priprave (6 strani))

Workpiece: 64 / REVOZ (3N - 38070) Moyen 26.01.09 16:57
Quality ControlINSPECTION REPORT Metro soft CM
New tool Repair Other Report-No: 069 - 01 / 08
TOOL PART
DN: 3N - 38070
Measurement: 1 / Kont-1
Part-No.: 745A60003R
Name: KONTROLNA PRIPRAVA
Workpiece: 64 / REVOZ (3N - 38070) Moyen
Renfort int. Plancher ar.
Dateof made: 26.01.2009
Material thickness: Al.
User: Jože Ošlak Date: 26.01.09 Signature:Page: 1 / 9
Comment: .
Part name:
Stamp.
Metrosoft CM ® 3.50 SP2, July 20, 2004 Page 1

X
Y Z
A1 Zp
1 Dev-0.008
2 Dev-0.013
3 Dev-0.007
A2 Zp
4 Dev0.005
5 Dev0.001
6 Dev-0.001
A3 Zp
7 Dev-0.005
8 Dev-0.001
9 Dev-0.005 10 Dev
0.002
11 Dev0.011
A4 Zs
12 Dev0.017
U-Tol L-Tol0.100 -0.100
A113XYD
Nom2671.868
-85.28212.000
Act2671.949
-84.94312.244
Dev0.0810.3390.244
A214XYD
Nom2614.821367.72312.000
Act2614.943367.76212.196
Dev0.1210.0390.196
Tol. + - 0,10
A315XYZD
Nom2293.231309.29842.97512.000
Act2293.246309.45642.99512.247
Dev0.0150.1570.0200.247
A416XYZD
Nom2317.483
-61.64343.04512.000
Act2317.620
-61.48343.02712.210
Dev0.1370.160-0.0180.210
B1-C XpYp
17
XYZBD
Nom
2408.90823.61022.229
5.350
Act
2408.93323.60922.258
5.304
Dev
0.025-0.0010.0290.024-0.046
U-Tol L-Tol0.2000.100 -0.1000.100 -0.1000.500 -0.5000.100-0.020 -0.070
%DevB2 Xp
18
XYZBD
Nom
2432.323256.57622.255
5.350
Act
2432.290256.57122.270
5.307
Dev
-0.033-0.0050.0160.034-0.043
U-Tol L-Tol0.2000.100 -0.1000.100 -0.1000.500 -0.5000.100-0.020 -0.070
%Dev
Inspection report Metrosoft CM Workpiece:Part-No.:Part name:Measurement:
64 / REVOZ (3N - 38070) Moyen745A60003R Renfort int. Plancher ar.
1 /
6 / Kont-KS2
User:
Date:
Jože Ošlak
26.01.09
Element:Comment:
Page:
Piloti , Centrirniki Tol. +/- 0.1
2 / 9 8:46:35
too much materialnot enough materialin toleranceinside warning limitoutside tolerance
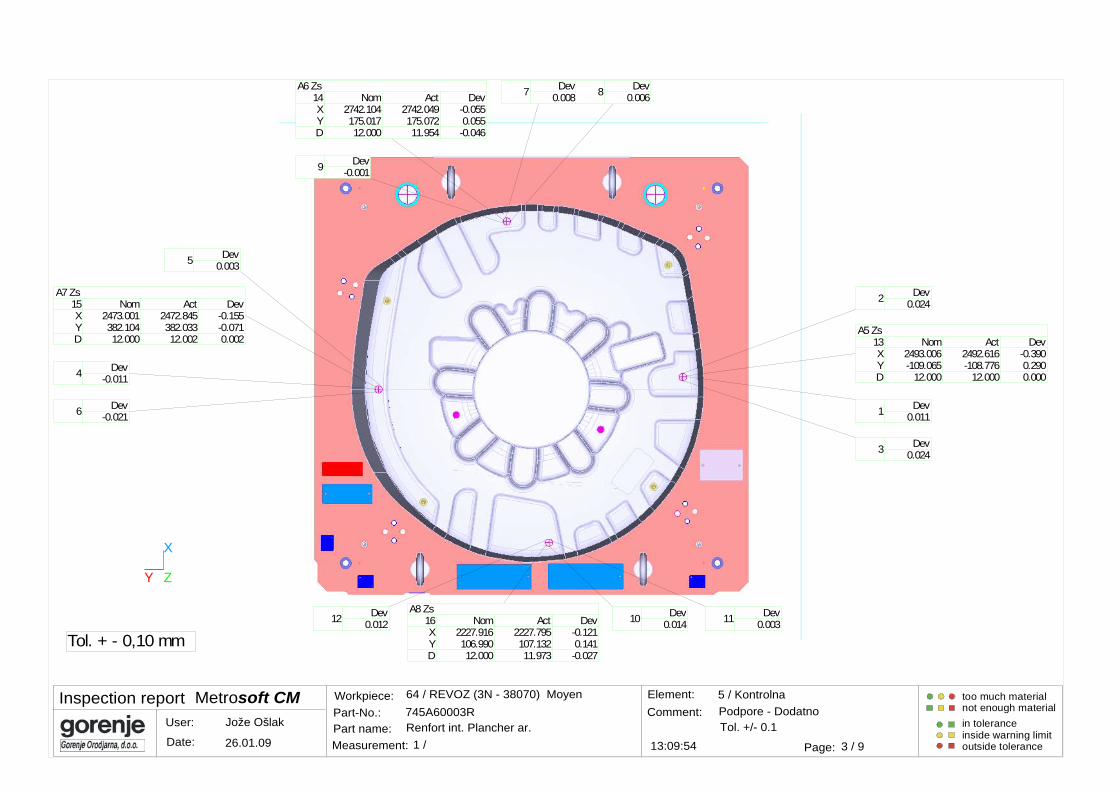
X
Y Z
1 Dev0.011
2 Dev0.024
3 Dev0.024
4 Dev-0.011
5 Dev0.003
6 Dev-0.021
7 Dev0.008 8 Dev
0.006
9 Dev-0.001
10 Dev0.014 11 Dev
0.00312 Dev0.012
A5 Zs13XYD
Nom2493.006-109.065
12.000
Act2492.616-108.776
12.000
Dev-0.3900.2900.000
A6 Zs14XYD
Nom2742.104175.01712.000
Act2742.049175.07211.954
Dev-0.0550.055-0.046
A7 Zs15XYD
Nom2473.001382.10412.000
Act2472.845382.03312.002
Dev-0.155-0.0710.002
A8 Zs16XYD
Nom2227.916106.99012.000
Act2227.795107.13211.973
Dev-0.1210.141-0.027
Tol. + - 0,10 mm
Inspection report Metrosoft CM Workpiece:Part-No.:Part name:Measurement:
64 / REVOZ (3N - 38070) Moyen745A60003R Renfort int. Plancher ar.
1 /
5 / Kontrolna
User:
Date:
Jože Ošlak
26.01.09
Element:Comment:
Page:
Podpore - Dodatno Tol. +/- 0.1
3 / 9 13:09:54
too much materialnot enough materialin toleranceinside warning limitoutside tolerance

X
Y
Z
15 Dev0.006
16 Dev-0.004
17 Dev-0.007
18 Dev-0.004
19 Dev-0.004
20 Dev0.002
21 Dev0.008
22 Dev0.001
23 Dev0.000 24 Dev
0.003 25 Dev-0.006 26 Dev
-0.006 27 Dev0.001 28 Dev
-0.001
29 Dev-0.010
30
MD
Nom
-5.650
Dev-0.003
U-Tol L-Tol0.100 -0.100
31 Dev0.000
32 Dev0.004
33 Dev0.001
34 Dev0.011
35 Dev-0.006
36 Dev0.002
37 Dev-0.001
38 Dev-0.001
39 Dev0.000
40 Dev0.000
41 Dev-0.008
42 Dev-0.004
43 Dev-0.005
44 Dev0.00145 Dev
-0.00446 Dev-0.00547 Dev
-0.00348 Dev-0.00249 Dev
-0.00450 Dev-0.00351 Dev
-0.00352 Dev-0.004
53 Dev0.001
54 Dev-0.008
55 Dev-0.008
56 Dev-0.006
57 Dev0.001
Forma - Rega 5 mm
Inspection report Metrosoft CM Workpiece:Part-No.:Part name:Measurement:
64 / REVOZ (3N - 38070) Moyen 745A60003R Renfort int. Plancher ar.
1 / Kont-1
6 / Kontr-1_KS2
User:
Date:
Jože Ošlak
26.01.09
Element:Comment:
Page:
Rega 5 mm Tol. +/- 0.15
4 / 9 10:05:24
too much materialnot enough materialin toleranceinside warning limitoutside tolerance

X
Y
Z
58 Dev-0.002
59 Dev-0.012
60 Dev0.000
61 Dev-0.010
62 Dev0.001
63 Dev-0.005
64 Dev0.004
65 Dev0.006
66 Dev0.000
67 Dev0.003
68 Dev-0.014
69 Dev-0.004
70 Dev-0.010
71 Dev-0.005 72 Dev
0.002 73 Dev0.004 74 Dev
0.002
75 Dev0.000
76 Dev0.004
77
MD
Nom
-5.650
Dev0.014
U-Tol L-Tol0.150 -0.15078 Dev
0.00679 Dev0.007
80 Dev0.007
81 Dev0.009
82 Dev0.001
83 Dev0.019
Forma - Rega 5 mm
Inspection report Metrosoft CM Workpiece:Part-No.:Part name:Measurement:
64 / REVOZ (3N - 38070) Moyen745A60003R Renfort int. Plancher ar.
1 / Kont-1
6 / Kontr-1_KS2
User:
Date:
Jože Ošlak
26.01.09
Element:Comment:
Page:
Rega 5 mm Tol. +/- 0.15
5 / 9 10:05:24
too much materialnot enough materialin toleranceinside warning limitoutside tolerance

X
Y Z
84 Dev-0.002
85 Dev-0.002
86 Dev-0.005
87 Dev-0.020
88 Dev-0.018
U-Tol L-Tol0.200 -0.200
89 Dev-0.030
90 Dev-0.038
91 Dev-0.018
92 Dev-0.019
93 Dev0.006
94 Dev0.004
95 Dev0.011
96 Dev-0.004
97 Dev0.009
98 Dev0.000
99 Dev-0.020
100 Dev-0.025
101 Dev-0.029
102 Dev-0.035
103 Dev-0.047
104 Dev-0.033
105 Dev-0.042
106 Dev-0.029
107 Dev-0.043
108 Dev-0.024109 Dev
-0.027
110 Dev-0.025
111 Dev-0.029
112 Dev-0.010
113 Dev-0.003
115 Dev-0.005
117 Dev-0.009
119 Dev-0.009 121 Dev
-0.028
123 Dev-0.002
124 Dev-0.004
126 Dev0.005
128 Dev-0.003
OBREZ - poravnano
Inspection report Metrosoft CM Workpiece:Part-No.:Part name:Measurement:
64 / REVOZ (3N - 38070) Moyen745A60003R Renfort int. Plancher ar.
1 / Kont-1
6 / Kontr-1_KS2
User:
Date:
Jože Ošlak
26.01.09
Element:Comment:
Page:
Poravnano Tol. +/- 0.2
6 / 9 10:05:24
too much materialnot enough materialin toleranceinside warning limitoutside tolerance

X
Y Z
Diameter12 Nom Act Dev U-Tol L-TolD 30.000 30.012 0.012 0.100 -0.100
Diameter13 Nom Act Dev U-Tol L-TolD 30.000 30.006 0.006 0.100 -0.100
Distance point - point [Y]14 Nom Act Dev U-Tol L-TolY -400.000 -400.018 -0.018 0.200 -0.200
Inspection report Metrosoft CM Workpiece:Part-No.:Part name:Measurement:
64 / REVOZ (3N - 38070) Moyen745A60003R Renfort int. Plancher ar.
2 /
21 /
User:
Date:
Jože Ošlak
26.01.09
Element:Comment:
Page:
Puše .
7 / 9 8:46:35
too much materialnot enough materialin toleranceinside warning limitoutside tolerance

X
Y
Z
Point/plane, measured4 PosY 480.000
Line/plane, measured3 PosX 2150.000
Plane, measured2 PosZ -54.826
Inspection report Metrosoft CM Workpiece:Part-No.:Part name:Measurement:
64 / REVOZ (3N - 38070) Moyen745A60003R Renfort int. Plancher ar.
2 /
4 /
User:
Date:
Jože Ošlak
26.01.09
Element:Comment:
Page:
.Izhodišca .
8 / 9 8:46:35
too much materialnot enough materialin toleranceinside warning limitoutside tolerance

X
Y Z
1 / SDDiameter
Nom Act Dev U-Tol L-Tol %DevD 20.000 20.003 0.003 0.010 -0.010
2 / SDVectorial position [X Y Z]
Nom Act Dev U-Tol L-Tol %DevX 2195.023 2195.023 0.000 0.010 -0.010Y -165.041 -165.041 0.000 0.010 -0.010Z -9.179 -9.179 0.000 0.010 -0.010
3 / SLDiameter
Nom Act Dev U-Tol L-Tol %DevD 20.000 19.999 -0.001 0.010 -0.010
4 / SLVectorial position [X Y Z]
Nom Act Dev U-Tol L-Tol %DevX 2195.000 2195.000 0.000 0.010 -0.010Y 434.972 434.971 -0.001 0.050 -0.050Z -9.227 -9.227 0.000 0.010 -0.010
5 / ZLDiameter
Nom Act Dev U-Tol L-Tol %DevD 20.000 19.999 -0.001 0.010 -0.010
6 / ZLVectorial position [X Y Z]
Nom Act Dev U-Tol L-Tol %DevX 2795.016 2795.016 0.000 0.050 -0.050Y 435.023 435.023 0.000 0.050 -0.050Z -9.084 -9.084 0.000 0.010 -0.010
7 / ZDDiameter
Nom Act Dev U-Tol L-Tol %DevD 20.000 20.001 0.001 0.010 -0.010
8 / ZDVectorial position [X Y Z]
Nom Act Dev U-Tol L-Tol %DevX 2794.980 2794.981 0.001 0.050 -0.050Y -164.933 -164.933 0.000 0.050 -0.050Z -9.150 -9.149 0.001 0.050 -0.050
Inspection report Metrosoft CM Workpiece:Part-No.:Part name:Measurement:
64 / REVOZ (3N - 38070) Moyen 745A60003R Renfort int. Plancher ar.
1 / Kont-1
13 /
User:
Date:
Jože Ošlak
26.01.09
Element:Comment:
Page:
Sfere .
9 / 9 10:05:24
too much materialnot enough materialin toleranceinside warning limitoutside tolerance

Št.prip.: E236438 500 Način merjenja Realizacija sprem.PO NORMI Metrol.št.: P069-01/08_3N-38070 ind BE ind MdC
E 41 36 115 N Št.dela: 745A60003R 1D 3D A 0
TIP VOZILA: X33 Ime komada: RENFORT INT PLANCHER ARTol. zg.: 0,7 1 1 0,7 0,7 0,7 1 1Tol. sp.: -0,7 -1 -1 -0,7 -0,7 -0,7 -1 -1IT= 1,4 2 2 1,4 1,4 1,4 2 2 Smer merjenja Z X X Z Z Z Y Y
TOČKA 1 2 3 4 5 6 7 8Meritev 1 0,56 -0,15 -0,26 -0,32 0,19 -0,07 -0,2 -0,27Meritev 2 0,48 -0,21 -0,27 -0,33 0,18 -0,08 -0,19 -0,28Meritev 3 0,49 -0,21 -0,27 -0,33 0,17 -0,08 -0,19 -0,28Meritev 4 0,48 -0,2 -0,27 -0,33 0,17 -0,08 -0,19 -0,27Meritev 5 0,48 -0,21 -0,27 -0,33 0,17 -0,08 -0,19 -0,28
Razpon W 0,08 0,06 0,01 0,01 0,02 0,01 0,01 0,01
Povprečje X 0,498 -0,196 -0,268 -0,328 0,176 -0,078 -0,192 -0,276
Ponavljivost Sr 0,035 0,026 0,004 0,004 0,009 0,004 0,004 0,005
IT/16 0,088 0,125 0,125 0,088 0,088 0,088 0,125 0,125
Pogoj za sprejemljivost kontrolne priprave: Sr<=IT/16Odločitev DOBRO DOBRO DOBRO DOBRO DOBRO DOBRO DOBRO DOBRO
no 00225-96-C200003-001POROČILORenault - Tovarna Novo mestoSlužba: SQ- MetrologijaIzdajatelj/Avtor: Jože OšlakDatum: 26.01.2009 Page: 1 / 6
POROČILO PONOVLJIVOSTI KONTROLNE PRIPRAVE
Datum kreacije:15/02/96Referenčni dok.: 00050-95-P022-05
Formular: 00225-96-F200003-002Datum spremembe: 26/02/2001
Avtor: M. KocjančičČas arhiviranja zapisa: 3 letaSTRAN 1/1

X
Y
Z
1 Dev0.561
2B
Dev-0.195
3B
Dev-0.258
4 Dev-0.316
5 Dev0.188
6 Dev-0.073
7B
Dev-0.200
8B
Dev-0.273
Inspection report Metrosoft CM Workpiece:Part-No.:Part name:Measurement:
64 / REVOZ (3N - 38070) Moyen745A60003R Renfort int. Plancher ar.
3 / Repet
21 / Repet-N1
User:
Date:
Jože Ošlak
26.01.09
Element:Comment:
Page:
RepeatabilityN°1
2 / 6 13:09:54
too much materialnot enough materialin toleranceinside warning limitoutside tolerance

X
Y
Z
1 Dev0.482
2B
Dev-0.213
3B
Dev-0.272
4 Dev-0.327
5 Dev0.176
6 Dev-0.084
7B
Dev-0.193
8B
Dev-0.277
Inspection report Metrosoft CM Workpiece:Part-No.:Part name:Measurement:
64 / REVOZ (3N - 38070) Moyen745A60003R Renfort int. Plancher ar.
3 / Repet
21 / Repet-N2
User:
Date:
Jože Ošlak
26.01.09
Element:Comment:
Page:
RepeatabilityN°2
3 / 6 13:09:54
too much materialnot enough materialin toleranceinside warning limitoutside tolerance

X
Y
Z
1 Dev0.494
2B
Dev-0.210
3B
Dev-0.272
4 Dev-0.331
5 Dev0.176
6 Dev-0.084
7B
Dev-0.192
8B
Dev-0.281
Inspection report Metrosoft CM Workpiece:Part-No.:Part name:Measurement:
64 / REVOZ (3N - 38070) Moyen745A60003R Renfort int. Plancher ar.
3 / Repet
21 / Repet-N3
User:
Date:
Jože Ošlak
26.01.09
Element:Comment:
Page:
RepeatabilityN°3
4 / 6 13:09:54
too much materialnot enough materialin toleranceinside warning limitoutside tolerance

X
Y
Z
1 Dev0.481
2B
Dev-0.205
3B
Dev-0.270
4 Dev-0.332
5 Dev0.175
6 Dev-0.080
7B
Dev-0.189
8B
Dev-0.273
Inspection report Metrosoft CM Workpiece:Part-No.:Part name:Measurement:
64 / REVOZ (3N - 38070) Moyen745A60003R Renfort int. Plancher ar.
3 / Repet
21 / Repet-N4
User:
Date:
Jože Ošlak
26.01.09
Element:Comment:
Page:
RepeatabilityN°4
5 / 6 13:09:54
too much materialnot enough materialin toleranceinside warning limitoutside tolerance

X
Y
Z
1 Dev0.480
2B
Dev-0.207
3B
Dev-0.269
4 Dev-0.334
5 Dev0.167
6 Dev-0.082
7B
Dev-0.187
8B
Dev-0.279
Inspection report Metrosoft CM Workpiece:Part-No.:Part name:Measurement:
64 / REVOZ (3N - 38070) Moyen745A60003R Renfort int. Plancher ar.
3 / Repet
21 / Repet-N5
User:
Date:
Jože Ošlak
26.01.09
Element:Comment:
Page:
RepeatabilityN°5
6 / 6 13:09:54
too much materialnot enough materialin toleranceinside warning limitoutside tolerance

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 90 -
13 KRATEK ŽIVLJENJEPIS
Rodil sem se leta 1965 v Slovenj Gradcu. Po uspešno zaključeni srednji strojni šoli v
Velenju in prvi stopnji študija strojništva, sem leta 1990 diplomiral na takratni Tehniški
fakulteti Univerze v Mariboru smer Strojništvo. Zaposlil sem se v podjetju Gornje Procesna
oprema, OE Orodjarna, ki je danes samostojna družba znotraj Gorenja.
Sprva sem delal kratek čas na področju prenosa tehnoloških podatkov med programskim
mestom in obdelovalnimi centri (potopna in žična erozija). Nato sem bil tehnolog za orodja za
brizganje plastike in programer za žično erozijo. Kasneje sem prešel v oddelek konstrukcije,
kjer sem konstruiral orodja za brizganje plastike za področje bele tehnike za gospodinjske
aparate in kontrolne priprave za avtomobilsko industrijo.
Leta 1996 smo kupili prvi tri koordinatni merilni stroj. Prevzel sem vodenje enote
Kontrola kakovosti (merilnica). Uvedel sem novo organizacijo dela, saj so se do takrat
meritve izvajale izključno z ročnim merilnim orodjem. Sprva sem poleg vodenja tudi edini
izvajal meritve na merilnem stroju, danes pa sta na stroju še dva operaterja.
Za področje kontrolnih priprav nadziram proces izdelave in svetujem v fazi načrtovanja.
V procesu meritev sem odgovoren za izdelavo skladnih priprav (meritve) in prevzem do
kupca.
Ker sem želel nadgraditi dosedanje znanje, sem se vpisal na izredni visokošolski
strokovni študij Strojništva smer Proizvodno strojništvo. V času študija sem pridobil veliko
novih znanj, tako s področja orodjarstva in meritev, kot tudi ostala teoretična znanja v
strojništvu.
Z diplomsko nalogo sem svoje izkušnje in ugotovitve dokumentiral tako, da so
praktično uporabna pri delu.
Jože Ošlak