powerABB Oy:n
asiakaslehti
3|11
M-realilla tuotanto tehostui kolmanneksen 07Suorakäyttöjärjestelmä paransi myös käytettävyyttä
Luvassa säästöjä, turvallisuutta ja luotettavuutta 16Säädettävä kuristin kompensoi maasulkuvirtoja
Corenso United Oy:n Porin tehtaalla huollot suunnitellaan hyvin 20Yhteistyötä Full Servicen kanssa 20 vuotta
Olkiluoto huolletaan kellon tarkkuudella

2 ABB power 2|11
Elämme Suomen teollisuudessa mones-
sakin mielessä suurten murrosten aikaa.
Talouskriisin tuoma lisäkierre jo valmiiksi
haastavaan globaaliin kilpailutilanteeseen
ohjaa voimakkaasti miettimään uusia stra-
tegioita, keinoja ja lähestymistapoja kilpai-
lukyvyn vahvistamiseksi. Kustannusten
leikkaaminen on yksi vaihtoehdoista, mut-
ta muitakin kortteja löytyy.
Teollisuudessa – niin meillä kuin muual-
la – on tehty ja tehdään hartiavoimin työtä
tuotannon tehokkuuden parantamiseksi.
Kautta historian halu saavuttaa enemmän
vähemmällä on ollut tie menestykseen. Tässä
numerossa kerromme M-realin kehityshank-
keesta Simpeleeltä, missä kartonkikoneen
modernisoinnilla saavutettiin 30 prosentin
kapasiteetin kasvu. Miten siinä onnistuttiin,
siitä tarkemmin sivulta 7 lähtien.
Voimakkaassa muutoksessa meillä ei ole
varaa jäädä sivustakatsojiksi ja tuudittautua
menneisyyden menestyksen varaan. Muu-
toksiin tulee vastata innovatiivisilla tuotteil-
la, prosesseilla ja palveluilla. ABB käyttää
Suomessa vuosittain lähes 140 miljoonaa
euroa tutkimukseen ja tuotekehitykseen. Pel-
kästään Suomen ABB:llä tätä työtä tekee
yli 1000 henkilöä. Vahvan panostuksemme
hedelmiä on jälleen esillä myös tämän leh-
den sivuilla.
Tiiviit pitkäaikaiset asiakassuhteet ovat
yksi menestyksen avaimista. Asiakassuh-
teen jalostunein muoto on kumppanuus.
Tässä lehdessä avaamme ABB:n ja TVO:n
yhteistä vuosikymmenien taivalta: sauma-
ton yhteistyö mahdollistaa ydinvoimalan
laitosyksiköiden vaativien modernisointien
toteuttamisen nopeasti ja järjestelmällises-
ti. Esimerkkiä tuotanto- ja energiatehok-
kuuden parantamiseen näyttää myös Suo-
men suurin kunnossapito-organisaatiomme,
joka on huolehtinut muun muassa Coren-
son Porin tehtaan huollosta ja kunnossapi-
dosta jo parikymmentä vuotta.
Antoisia lukuhetkiä!
Pääkirjoitus
Tauno HeinolaToimitusjohtaja
ABB Oy
power3 |11
power 3| 11 • ABB:n asiakaslehti • 28. vuosikerta • Julkaisija: ABB Oy, Viestintä Päätoimittaja: Jaana Nikkari, 010 22 44627, [email protected]
• Toimituskunta: Anders Gästgifvars, Marja Hawas, Jonna Helenius, Antti J. Lehtelä, Aki Kulmala, Taina Lahtinen, Leena Munde, Irene Saarnio,
Matti Vaattovaara, Kristiina Vikström • Tilaukset ja osoitteenmuutokset: www.abb.fi/asiakaslehti, p. 010 22 23123 • Toimitustyö ja konsepti: Maggie Oy
• Paino: SP-Paino, 2011 • Painosmäärä: 12 000 • ISSN: 1799-5213
05 07Kiasmaan uusi valaistusjärjestelmäMicroSCADA Pro täyttää hieman erilaisen
asiakkaan vaativat tavoitteet.
Enemmän kartonkiaM-real Simpeleen kartonkikoneen kapasiteetti
nousi 30 prosentia.
Hartiavoimin työtä tehokkuuden parantamiseksi
ABB power 3|11
Uutiset4 BasicLine tunnistaa älykkäästi Läsnäolotunnistimien avulla ohjataan
älykkäästi.
4 Automaattinen syötönvaihtokytkin Sähkönjakeluun luotettavuutta.
6 Suomen ensimmäinen pikalatausasema Fortumin pysäköintitalossa ladataan
sähköautot vartissa.
Teknologia15 Symphony Plus on tehty voimalaitoksiin Järjestelmä antaa kattavan näkymän koko
voimalaitoksen toiminnasta.
Mitä ihmettä23 Robotti paloittelee leipäjuuston Juustoportilla luotetaan robottivoimaan.
Leipäjuuston paloittelussa robotti on
melkoinen haka.
Sisältö
19 20Kaatopaikkakaasut käyttöön ÄmmässuollaTaajuusmuuttajat tärkeässä roolissa; voimalan moottorei-
den energiatehokkuus voi kasvaa jopa 50 prosenttia.
Huolto pelaaCorenso United Oy:n Porin tehdas
luottaa Full Service -palveluun.
Tämä lehti julkaistaan myös sähköisenä
Issuu-palvelussa, osoitteessa issuu.com
haulla ABB Suomi. Lisäksi -merkillä
varustetut jutut löytyvät pdf:nä osoitteesta
scribd.com/ABBSuomi ja slideshare-mer-
killä merkityt jutut esityksinä osoittees-
ta slideshare.net/ABBSuomi.
Lehden edelliset numerot on arkistoitu
abb.fi-sivustolle. Samasta paikasta voit
myös lukea kaikki lehden jutut.
4 ABB power 3|11
ABB:n täysin automaattinen syötönvaihtokytkin
parantaa sähkönjakelun luotettavuutta sekä pie-
nentää verkon valvonnan ja huollon kustannuksia.
Kytkin seuraa jatkuvasti sähköverkon tilaa. Kun
kytkin huomaa katkoksen verkossa, se vaihtaa
sähkönsyöttöä automaattisesti. Katkoksen jäl-
keen myös palaaminen takaisin normaaliverk-
koon tapahtuu automaattisesti.
Automaattista syötönvaihtokytkintä hyödynne-
tään esimerkiksi Keuruun Lämpövoiman uudes-
sa Varissaaren voimalaitoksessa. Voimalaitoksen
ATS-keskus toteutettiin ABB:n 4-napaisen moot-
toriohjatun OTM400-vaihtokytkimen ja OMD800-
logiikan avulla.
Automaattiset syötönvaihtokytkimet soveltuvat
myös muihin kohteisiin, joissa sähkönjakelun var-
mistaminen on kriittisen tärkeää, kuten sairaaloi-
hin, vesilaitoksiin, palvelinkeskuksiin, kylmähuo-
neisiin, suuriin ostoskeskuksiin ja jätevesilaitoksiin.
Lisätietoja: Mika Rajala, p. 010 22 41 201
Automaattinen syötön- vaihtokytkin tuo varmuutta sähkönjakeluun
Tuoteuutisia
BasicLINEllaälykästä ohjausta
Masalan älyverkko-asennukset loppusuoralla
Hyödyt+ vikojen automaattinen paikannus
+ sähkönsyötön nopea palautus
+ askel kohti itsekorjaavaa verkkoa
+ sähkönjakelun luotettavuus paranee
Hyödyt+ kolme eri kokoa
+ valvonta-alue 360°
+ erilaisia käyttötarkoituksia
+ mahdollisuus lisätarvikkeisiin
Hyödyt+ automaattinen vaihto ja palautus
+ pienentää valvonnan ja huollon
kustannuksia
ABB:n uusi BasicLINE-läsnä-
olotunnistinperhe muodostuu
kolmesta kattoon asennetta-
vasta erikokoisesta tunnisti-
mesta, joiden avulla valaistus-,
lämmitys- ja ilmanvaihtojärjes-
telmiä voidaan ohjata älykkääs-
ti. Käyttötarkoitukseen par-
haiten soveltuva tuote valitaan
huonekorkeuden, valvonta-alueen,
asennusympäristön olosuhteiden ja
havaittavan liikkeen mukaan. Valvon-
ta-alue kattaa 360° ja ulottuu 6–24 metriin.
Lisätarvikkeiden avulla läsnäolotunnistinten käyttöalue laajenee
korkeisiin ja vaativiin tiloihin, kuten pysäköinti- ja urheiluhalleihin.
TuotteetBasicLINE mini -läsnäolotunnistin (6811EB)
BasicLINE perus -läsnäolotunnistin (6814U)
BasicLINE käytävä -läsnäolotunnistin (6818U)
Lisätietoja: Tiina Pasi, p. 050 33 54 226
ABB:n ja Fortumin Kirkkonummelle kehittämän älyverkkopilotin
asennukset ovat loppusuoralla. Masalan sähköaseman yhteyteen
kehitetty ratkaisu mahdollistaa vikojen automaattisen paikanta-
misen ja eristämisen sekä sähkönsyötön nopean palauttamisen.
Pilotin sisältämä vianhallintajärjestelmä on askel kohti itsekor-
jaavaa verkkoa. Ratkaisu yhdistää sähköasema- ja verkostoau-
tomaation yhdeksi älykkääksi automaatiokokonaisuudeksi.
Tavoitteena on parantaa sähkönjakelun luotettavuutta ja puo-
littaa sähkökatkojen yhteenlaskettu kesto.
Pilotti koskee lähes 5 500 asukasta Kirkkonummen alueella.
Ratkaisu otetaan käyttöön loppuvuodesta 2011.
5ABB power 3|11
Ensimmäinen huoleton kesäloma
11 vuoteen ”Tämä oli ensimmäinen kerta 11 vuoteen, kun minulle ei kertaakaan kesä-loman aikana soitettu ja moitittu, että valaistus ei toimi ja apua tarvittaisiin”, Kiasman näyttely mestari Matti Leino naurahtaa.
Kiasman koko valaistusjärjestel-
mä uusittiin keväällä viisivuotis-
huollon yhteydessä. Graafisek-
si käyttöliittymäksi tuli ABB:n
MicroSCADA Pro, joka valvoo valaistus-
prosessia ja ohjaa valaistusta. Elinkaaren-
sa loppupäässä olleet KNX-komponentit
korvattiin lähes kokonaan ABB:n taloauto-
maatiotuotteilla.
Museon valaistuksessa riittää haastei-
ta. Valaistuksen toiminnallisuus ja ohjau-
tuvuus ovat ratkaisevan tärkeitä. Kiasman
suurin haaste oli vanha valvomo, joka ei
toiminut luotettavasti. Aikavalot saattoivat
sammua, eikä järjestelmää uskallettu täysi-
painoisesti käyttää. Valvomoa ei myöskään
voitu päivittää uusille koneille tai uusiin ohjel-
mistoihin.
Kiasmassa on paljon yleisö- ja työtiloja,
joissa eri aikoina valojen tulee syttyä auto-
maattisesti. Erityisen vaativia ovat näytte-
lytilat, sillä valaistus vaihtelee näyttelyittäin.
Valaistus suunnitellaan yhdessä taiteilijan,
valaistussuunnittelijan ja arkkitehdin kanssa.
Jokainen sali on aina ohjelmoitava uudes-
taan.
”Useat taiteilijat ovat yksityiskohtaisen
tarkkoja tilan valaistuksesta”, Leino sanoo.
Hän vastaa Kiasman valaistuksen ylläpidos-
ta ja aikaohjelmien ohjelmoinnista.
Leinon mukaan nyt kaikki pelaa moitteet-
tomasti. Toimintavarmuuden lisäksi järjes-
telmän helppokäyttöisyys tuo monia etu-
ja. Jokaisen kerroksen tiloja voidaan hallita
myös kannettavalla tietokoneella. Tämä on
Kiasmassa elintärkeää.
”Paikan päällä salissa näkee heti, miltä
valaistus näyttää, sitä voidaan monipuoli-
sesti muuttaa ja tallettaa muistiin. Näin se
on automaattisesti aikaohjausjärjestelmäs-
sä mukana.”
ABB:n automaatioasiantuntemusta on
käytössä myös lähitaloissa. ABB:n Micro-
SCADA Pro ohjaa Sanomatalossa muun
muassa hissejä, energian käyttöä ja UPS-
laitteita. Musiikkitalossa ABB:n älykäs KNX-
taloautomaatiojärjestelmä ohjaa valaistusta
ja savunpoistoa.
KNX-myyntipäällikkö Harri Liukku
sanoo, että Kiasma on nyt päivitetty moder-
nille tasolle, jonka elinkaari jatkuu ainakin
viidentoista vuoden päähän.
”Standardijärjestelmä takaa luotettavuu-
den ja helppokäyttöisyyden. Järjestelmän
muunneltavuus ja lisäysmahdollisuudet tuo-
vat jatkossa monia lisähyötyjä.”
Matti Leino oli myös mukana, kun käyt-
tösivuja suunniteltiin.
”Oli hienoa, että sain suunnitella käyt-
tösivuja yhdessä Achim Behrin kanssa.
Näin sivuista saatiin kevyet käyttää”, Leino
kiittelee.
ABB:n sähkönjakelun automaatiojärjes-
telmiin erikoistunut projektipäällikkö Achim
Behr kertoo, että MicroSCADA Pro -ohjel-
mistoon perustuvilla standardijärjestelmillä
hallitaan ja valvotaan esimerkiksi sähköyh-
tiöiden sähkönjakelua. Vastaavanlaisia jär-
jestelmiä on toimitettu paljon myös lento-
kentille, metroihin ja rautatieliikenteeseen.
”Kiasma oli hieman erilainen asiakas.
Tämä vain todistaa, että MicroSCADA Prol-
la voidaan tehdä eli valvoa ihan mitä vain.
Ja se toimii kuin junan vessa.”
Figure
Teksti Pertti Suvanto
Kuva Olli Urpela
Tämä juttu löytyy Scrid.-palvelusta. Osoitteesta scribd.com/ABBSuomi

6 ABB power 3|11
Uutiset
Varmaa virtaa Euroviisuihin
ABB toimittaa maanalaisen sähköaseman Azer-
baidzanin valtiolliselle sähköyhtiölle Azerenergyl-
le. Asema tulee syöttämään sähköä muun muassa
Azerbaidzanin pääkaupungissa Bakussa rakenteilla
olevaan ”Baku Crystal Hall” -konserttihalliin. Hal-
lissa järjestetään keväällä 2012 Eurovision-laulu-
kilpailut. Suomen ABB vastaa projektin johdosta,
suunnittelusta, testauksesta ja käyttöönotosta.
Myös toimituksen sisältämät muuntajat, sähkö-
asema-automaatio sekä käytönvalvontajärjestel-
mä toimitetaan Suomen ABB:ltä.
Lisätietoja: Hannu Saaristo, p. 050 33 41301
Fenno-Skan 2:n koekäyttö käynnissä
Suomen ja Ruotsin välisen Fenno-Skan 2 -sähkönsiirtoyhteyden laa-
jennukseen liittyvä koekäyttö on käynnistynyt. Koekäyttö kestää kaksi
kuukautta, josta viimeiset kaksi viikkoa tulee olla häiriöttömiä.
Fingridin ja Svenska Kraftnätin 800 megawatin Fenno-Skan 2 -meri-
kaapeli on laajennus ABB:n vuonna 1989 rakentamalle 550 megawatin
Fenno-Skan 1 -siirtoyhteydelle. ABB on toimittanut laajennukseen kon-
vertteriasemat, Suomen puolella Raumalle ja Ruotsissa Finnböleen.
Konvertteriasemat perustuvat suurjännitetasavirtatekniikkaan (HVDC,
High Voltage Direct Current). Tekniikka parantaa sähkönsiirron tehok-
kuutta pitkillä välimatkoilla ja mahdollistaa myös pitkät merikaapeli-
yhteydet. Fenno-Skan 2 -merikaapeliyhteys otetaan käyttöön vuo-
den 2011 lopulla.
Movetec ensimmäisenäuuteen kumppani-ohjelmaan
Movetec Oy aloittaa ensim-
mäisenä jäsenenä ABB:n
uudessa Value Provider
Program -ohjelmassa. Maa-
ilmanlaajuinen ohjelma on
suunnattu ABB:n kanava-
kumppaneille.
Ohjelmassa Movetec
toimii ABB:n valtuutettu-
na ACSM1-taajuusmuutta-
jien myynti- ja jakelukana-
vana sekä teknisenä tukena
koneenrakennusalan asiak-
kaille.
ABB ja Movetec aloittivat
syksyllä 2010 ohjelmoitavia
logiikoita, taajuusmuuttajia ja
servoja koskevan yhteistyön.
Yhteistyön ansiosta ABB ja
Movetec pystyvät tarjoamaan
mekaniikkaan ja automaati-
oon liittyvät ratkaisut asiak-
kaille yhtenä kokonaisuutena
samasta paikasta.
Sähköauton akku täyteen vartissaSuomen ensimmäinen kaupallinen säh-
köajoneuvojen pikalatausasema on otet-
tu käyttöön Fortumin pysäköintitalossa
Espoossa. ABB:n toimittama pikalataus-
asema lataa sähköauton 15 minuutissa.
Asema toimii Fortumilla osana sähkö-
autojen latausratkaisujen Charge & dri-
ve -esittelyaluetta, jossa muun muassa
autojen maahantuojien on mahdollista
käyttää pikalatausta.
Latausaseman valvontaan voidaan
liittää myös laskutus ja hallinnolliset rutii-
nit ja latausmenetelmiä räätälöidä käyn-
nistysolosuhteiden, tehovaatimusten ja
latausaikojen mukaan.
Lisätietoja: Matti Vaattovaara, p. 050 33 26000
Hyödyt+ nopea
+ valvontamahdollisuus
+ räätälöintimahdollisuus

7ABB power 3|11
Reilusti enemmän kartonkia
Viime kesäkuussa valmistunut Siika 2 -projekti nosti M-real Simpeleen karton-kikoneen vuosikapasiteetin 220 000 tonnista 300 000 tonniin. Projektin aikana ABB laajensi kartonkitehtaalle vuonna 2006 toimitettua linjakäyttöjärjestelmää ja sähkönjakelua. Samalla tehdas siirtyi sähkönjakelussa etävalvonnan aikaan.
Teksti Ulla Ylönen
Kuvat Mikko Nikkinen
Syksyllä 2010 M-realilla oli
sekä huonoja että hyviä uu-
tisia. Yhtiö kertoi aikovansa
lopettaa paperintuotannon
Simpeleellä, mutta kasvattavansa kar-
tonkikoneen kapasiteettia investoimalla
siihen 26 miljoonaa euroa.
Paperikoneen sulkeminen vähensi
Euroopan erikoispaperin ylikapasiteet-
tia 50 000 tonnilla. Kartonkikoneeseen
tehtävät uudistukset puolestaan lisäsivät
Simpeleen tehtaan vuotuista taivekarton-
kikapasiteettia noin 80 000 tonnilla.
Tuotantokapasiteetti nousi 30 prosentilla ”Siika 2:ksi” nimetyllä investoinnilla
haluttiin kasvattaa kartonkikoneen tuo-
tantotehoa. Hanke oli luonteva jatko ”Sii-
ka 1:lle”, jonka aikana uusittiin Simpeleen
tehtaan kartonkikone, pituusleikkuri, rul-
lapakkaus ja laajennettiin arkittamoa.
Vuonna 2006 valmistunut tehtaan moder-
nisointi lisäsi kartongin tuotantokapasi-
teettia 45 000 tonnilla.
Viime kesäkuussa valmistunut Siika 2
-investointi nostaa Simpeleen kartonki-
koneen vuosikapasiteettia vielä 30 pro-
senttia eli 80 000 tonnia lisää: 220 000
tonnista 300 000 tonniin.
Yhteistyö sujui, aikataulu piti ABB:n toimittaman linjakäyttöjärjestel-
män laajennus toteutettiin vuoden 2006
toimituksen tavoin vaihteettomana ja
ilman pulssiantureita.
”Suuri määrä laitteita vaihdettiin jo ”Sii-
ka 1:n” aikana. Kesäkuussa valmistu-
neessa projektissa jatkettiin siitä, mihin
jäätiin. Siksi merkittävä tuotannon kasvu
Tämä juttu löytyy SlideShare-palvelusta. Osoitteesta slideshare.net/ABBSuomi
Etävalvonta helpottaa tehdas-automaatiosta vastaavien aluemestari Timo Keron ja automaatioteknikko Arvi Lahtisen (edessä) arkea.

8 ABB power 3|11
01 ABB toimitti Simpeleelle muun muassa hiomakonei-den uudet magnetointilait-teet.
02 Alkukuivausryhmien uudet linjakäytöt. Kuvassa Timo Kero (vas.) ja Arvi Lahtinen.
Simpele
03
03”Merkittävä tuotannon kasvu saadaan aikaan kohtuuhintaan.”
Harri SiitonenTehdaspalvelupäällikkö
M-real
saadaan aikaan periaatteessa kohtuuhin-
taan”, arvioi tehdaspalvelupäällikkö Harri Siitonen.
ABB:n puolelta ”Siika 2:n” linjakäyt-
tötoimituksesta vastasi projektipäällikkö
Pertti Jurva.
”Yhteistyö asiakkaan kanssa sujui erin-
omaisesti ja aikataulu piti. Loppurutistus
vaati venymistä etenkin asiakkaan puolel-
ta, mutta hienosti he siitä selvisivät”, Jur-
va kehaisee.
Jäljelle jäi 3 pulssianturia ja 15 ulkois-ta vaihdetta Kahden suuren projektin aikana Sim-
peleen kartonkitehtaan koko tuotanto-
linja modernisoitiin. Teknisillä ratkaisuilla
parannettiin massan käsittelyä, minimoi-
tiin linjakäyttöjärjestelmän komponentti-
en lukumäärä ja hiottiin tehdasautomaa-
tio huippuunsa.
Kartonkikoneelle toimitettu linjakäyttö-
järjestelmä on Direct Drive -suorakäyttö-
järjestelmä. Sen erikoispiirteitä ovat vaih-
teettomuus, kestomagneettimoottorit ja
ACS800-taajuusmuuttajat.
Nopeuden mittaukseen käytetyistä
pulssiantureista pystyttiin luopumaan lähes
kokonaan. Koko linjakäytön 118 käyttöpis-
teessä on nyt ainoastaan kolme pulssian-
turia, eikä ulkoisia vaihteitakaan ole kuin
15 kappaletta.
”Takottomuus” oli mahdollista toteut-
taa ABB:n taajuusmuuttajilla, moottoreil-
la ja ohjelmistoratkaisuilla”, sanoo Jurva.
Mekaanisten vaihteiden ja pulssian-
tureiden lähes täydellinen poistaminen
vähentää merkittävästi vikaantuvien kom-
ponenttien määrää kartonkikoneella, mikä
parantaa tuotantoprosessin käytettävyyt-
tä.
Monimoottoroidut kuivatusryhmät nopeuttavat ajoa Raaka-aineen eli kuusikuitupuun lajit-
telun hoitaa nykyisin konenäköjärjestelmä.
Materiaalivirran nopeutta pystytään sääte-
lemään entistä paremmin, kun tuotanto-
linjaa pyörittävät taajuusmuuttajilla ohjat-
tavat ABB:n moottorit.
Entiset kuivatusryhmät toimivat yhdel-
lä moottorilla. Uusituilla kuivatusryhmillä
jokaista kuivatusryhmää pyörittää useita
moottoreita.
”Kuivauskapasiteetin lisäys mahdollistaa
paksumpien kartonkilajien ajamisen suu-
remmalla nopeudella”, kertoo Timo Kero.
Simpeleen kartonkikoneen entinen
maksimituotantonopeus oli 600 metriä
minuutissa. Projektin jälkeen maksimino-
peus nousi 800 metriin minuutissa.

9ABB power 3|11
Uusi 6 kV:n kojeisto vanhan tilalle Hiomon 6 kilovoltin kojeisto uusittiin
kokonaan. ABB:n laitetoimitukseen kuu-
luivat myös hiomakoneiden magnetointi-
laitteiston uusinta sekä tehtaan koko 6kV
verkkoon ulottuva, etäyhteytenä toimiva
COM600-ohjaus- ja valvontalaitteisto.
”Entinen kojeisto oli osin 1950-luvulta
ja muutenkin aikansa elänyt. Uudet kat-
kaisijat ja maadoituserottimien käyttömah-
dollisuus parantavat myös turvallisuutta”,
sanoo automaatioteknikko Arvi Lahtinen.
Kojeistojen kaapeloinnin teki paikalli-
nen urakoitsija.
Kunnossapidon ja voimalaitoksen käy-
tössä oleva ohjaus- ja valvontalaitteisto
on jo käytännössä todettu erinomaiseksi
investoinniksi. Se nopeuttaa verkkohäiri-
öiden selvittämistä.
Etävalvonnasta korvaamaton työkalu Linjakäyttöjärjestelmään rakennettiin
yhteys etätukipalvelua varten jo ”Siika 1:n”
aikana.
”Se on lähes korvaamaton apu vikojen
selvityksessä”, sanoo tehdasautomaatios-
ta vastaava aluemestari Timo Kero.
Hän kertoo, että entisiä DC-käyttöjä huol-
lettiin kolmen viikon välein. DC-moottorei-
den, vaihdelaatikoiden sekä takometrien
huollot ja korjaukset ovat nyt historiaa.
Keron suosikki on tiedonkeruu-ohjel-
misto Data Logger. Sen avulla yhdistetään
etätukipalvelu ja linjakäytön historiatiedon
analysointi.
”Loggeri antaa luettavaksi luotettavaa
grafiikkaa. Enää ei tarvitse arvailla tapah-
tumahistoriaa”, sanoo Kero.
ABB:n etätukipalveluratkaisut perustu-
vat Internet-yhteyteen ja standardilaittei-
siin. Etäpalvelun kautta ABB:n asiantuntijat
auttavat M-real Simpeleen kunnossapi-
toryhmää ongelmatilanteissa, ohjelmis-
tomuutosten ja lisäysten tekemisessä ja
jopa sähkökäytön virittämisessä.
”Kaikki paitsi komponenttien vaihto
onnistuu lyhyellä vasteajalla”, sanoo Sii-
ka 1:n projektipäällikkönä toiminut Niko Lahtinen ABB:ltä.
Vähän Simpeleellä jännitettiin kartonki-
koneen käynnistystä. Loppurutistus tehtiin
poikkeuksellisen lyhyessä ajassa, sillä sei-
sokki kesti vain reilut kaksi viikkoa. Kaikki
kuitenkin sujui suunnitelmien mukaan ja
kartonkikone käynnistyi kesäkuun 1. päi-
vänä.
Simpele
Fakta
Metsäliitto-konserniin kuuluva M-real on
Euroopan johtava taivekartongin valmista-
ja. Yksi M-realin ydinliiketoiminta-alueista
on Consumer Packaging -toimiala, joka
palvelee pakkausten ja merkkituotteiden
valmistajia. M-real Simpeleen kartonkiko-
neen vuosituotanto on noin 300 000 ton-
nia. Yli 90 prosenttia Simpeleen tuotan-
nosta menee vientiin.
M-real Simpele työllistää noin 360 hen-
kilöä. Kartonkikoneen lisäksi tehdasalueel-
la toimivat voimalaitos ja arkittamo.
”Loggeri antaa luet-tavaksi luotettavaa grafiikkaa. Enää ei tarvitse arvailla tapahtumahistoriaa.”
Timo KeroAluemestari
M-real

10 ABB power 3|11
Olkiluoto
11ABB power 3|11
Olkiluoto
Asennustyötä minuutti-aikataululla
Olkiluotoon uudet pien-jännitekojeistot ja muuntajat
Kahdessa 12 tunnin vuorossa, kokonaisuudes-saan 50 tunnissa, 250 miestä ja jokainen liike loppuun asti mietitty ja hiottu. Olkiluodon ykkös- ja kakkosyksikön pienjännitekojeistojen ja jakelu-muuntajien uusinnassa aika käytetään niin tehok-kaasti kuin mahdollista.
Sähköä tuottavien Olkiluo-
don ydinvoimalan ykkös- ja
kakkosyksiköiden käytä-
vät ovat pitkiä ja siistejä.
Kaikkialla on rauhallista, eikä tiloissa
tunnu liikkuvan ketään: ydinvoimala
tuottaa koko pitkän talven sähköä.
Eletään pimenevää syksyä.
Toisin on toukokuussa, jolloin lai-
tosyksiköt ovat vuorollaan huoltosei-
sokissa. Seisokki tuo laitokselle vipi-
nää. Huoltoa tekee vuosittain 1 500
ammattilaisen joukko.
Lisäkierrettä tarkasti suunniteltuun
ja aikataulutettuun vuosihuoltoon on jo
kahtena toukokuuna tuonut pienjänni-
tekojeistojen uusiminen eli SIMO-pro-
jekti, joka toteutetaan vuosina 2010–
2015.
Projektista vastaa ABB alihankkijoi-
neen. Kauppasopimuksessa on optio
nyt toteutettavien uusimisten jatkami-
sesta vuoteen 2018 asti.
Uudistamistyö on laitosyksiköiden
säännöllistä kehittämistä. Projektin
tavoitteena on ennakoida ja minimoi-
da käyttöön liittyviä riskejä. Laitosyk-
siköt halutaan pitää uudenveroisina ja
samalla pidentää niiden käyttöikää.
TVO:n ja ABB:n vuonna 2009 sopi-
ma projektityö tehdään pitkälti kotimai-
sin voimin. Yli 80 prosenttia kauppojen
sisältämistä tuotteista ja palveluista on
lähtöisin Suomen ABB:ltä.
Tämä juttu löytyy SlideShare-palvelusta. Osoitteesta slideshare.net/ABBSuomi
Teksti Soila Ojanen
Kuvat Jussi Partanen
ABB:n projektipäällikkö Pauli Pitkänen kertoo, että ABB:n
asennukset Olkiluodossa suunnitellaan minuuttien
tarkkuudella. Työ tehdään 50 tunnissa, joten jokainen liike on
harkittu.

12 ABB power 3|11
Olkiluoto
Toimitusten projektointi, suunnitte-
lu, ohjelmointi ja toimitettavien laitteiden
hyväksyntä hoidetaan Vaasasta, josta tule-
vat myös toimitukseen sisältyvät pienjän-
nitekojeistot ja suojareleet. Asennusten
esisuunnittelua ja toteutusta tekee ABB
Suomen Service.
Varaosat kortilla ABB:n projektipäällikkö Pauli Pitkä-nen kertoo, että yhtiön projektiväki tähtää
yksitoista kuukautta toukokuussa kolmen
neljän päivän aikana tapahtuvaan uusimi-
seen, jonka jokainen käänne on mietitty
tarkkaan etukäteen.
”Eikä täällä silloin eksy. Teemme käy-
täviin tarkat reittimerkinnät väellemme.
Osa asentajistahan saattaa olla Olkiluo-
don yksiköissä ensi kertaa. Silloin seinis-
sä on SIMO-nuolia, ja jokainen osaa peril-
le. Kaikki tähtää viivästysten minimointiin”,
Pitkänen vakuuttaa pitkällä käytävällä.
Kummankin laitosyksikön sähkönja-
kelun pienjänniteverkko on jaettu neljään
rinnakkaiseen osajärjestelmään. Laitos-
yksikkö sisältää 125 kojeistoa eli kahdes-
sa laitoksessa niitä on 250. Kummankin
yksikön pienjänniteverkko sisältää erilais-
ta sähköä: varmentamatonta, diesel-var-
mennettua ja akkuvarmennettua (UPS)
tasasähköä.
Jokainen osajärjestelmä – eli sub, kuten
Pitkänen ammattikielellä sanoo – toimii
itsenäisesti. Jos yhteen subiin tulee ongel-
ma, se ei vaikuta rinnakkaisjärjestelmiin.
”Jos yhteen osajärjestelmään tulee
jokin vika, laitoksen turvallisuusjärjestel-
mät toimivat silti normaalisti. Turvallisuus-
järjestelmät toimivat myös kahdella osajär-
jestelmällä tai jopa yhdellä ja laitos voidaan
ajaa turvalliseen tilaan”, projektipäällikkö
Antero Hietikko TVO:lta kertoo.
Nykyiset kojeistot ovat edelleen täy-
sin käyttökelpoisia, mutta niihin varaosi-
en saaminen alkaa olla hankalaa. Tekniik-
ka on peräisin 1970-luvun lopulta.
”Näinhän käy kotitalouksienkin sähkö-
laitteiden kanssa. Vanha, hyvä laite onkin
jossain vaiheessa vain vaihdettava, kun
huollossa ei enää löydetä oikeanlaisia
varaosia”, vertaa Antero Hietikko.
Kun alkuperäisiä varaosia ei ole saata-
villa, on tilalle jouduttu hankkimaan yksitel-
len uusia osia, joista jokainen on hyväksy-
tettävä Säteilyturvakeskuksessa (STUK).
”Kelpoistus eli osoitus viranomaiselle,
”Jos yhteen osajär-jestelmään tulee jokin vika, laitoksen tur-vallisuusjärjestelmät toimivat silti normaa-listi. Turvallisuusjärjes-telmät toimivat myös kahdella osajärjestel-mällä tai jopa yhdellä.”
01 Uudistustyö lisää myös turvalli- suutta, esimerkiksi uusien kojeis-tojen ja muuntajien koteloinnit suojaavat paremmin työntekijöitä.
02 Tänä vuonna Olkiluotoon uusittiin ensimmäinen varsinainen turvaluokiteltu osajärjestelmä. Asennustyötä oli tekemässä yhteensä 250 ABB:n ja TVO:n ihmistä.
Antero Hietikkoprojektipäällikkö, TVO
13ABB power 3|11
Olkiluoto
että tuote täyttää kaikissa suhteissa turvallisuuteen liittyvät vaati-
mukset on usein aikaa vievää ja testausta vaativaa”, Hietikko sanoo.
Pitkäsen mukaan osien hyväksyttäminen näkyy myös ABB:n
arjessa, sillä ABB vastaa toimitustensa komponenteista ja siten
myös niihin liittyvästä paperisodasta. ABB:llä on jo valmiiksi tarkat
laatujärjestelmät, mutta ydinvoimalassa materiaalien ja työtapojen
dokumentoinnissa tarvitaan normaalia enemmän yksityiskohtaisia
testauksia ja testiraportteja.
”STUK:lle on dokumentoitava jokaisen ensi kertaa ydinvoima-
lassa käytettävän komponentin valmistukseen ja käyttöön liittyvät
vaatimusten täyttymiset. Komponenttien pitää olla erityistestattuja.
Se on ymmärrettävää ja siihen on totuttu, kun tehdään työtä ydin-
voimalassa”, Pauli Pitkänen kertoo.
Turvallisuus lisääntyy Nyt tehtävä uudistustyö lisää turvallisuutta, varmistaa käytettä-
vyyttä ja helpottaa kunnossapitoa.
”Kojeistojen paremmat suojaukset turvaavat työntekijöitä. Valo-
kaarisuojaus paranee. Sähkö on vaarallinen kaveri, jos tapahtuu
jotain ennakoimatonta. Etenkin kojeistojen ja asennusten testaus-
töissä sähkön hallinnan osaaminen korostuu”, Pauli Pitkänen muis-
tuttaa.
Projektin pitkä toteutusaika, joka on yhteensä jopa kymmenen
vuotta, vaatii ennakoivaa otetta myös jatkovaatimusten suhteen.
Ydinvoimalatekniikkaan liittyvät määräykset ovat vuosikymmenten
mittaan kiristyneet.
”Laitosyksikköjä rakennettaessa vaatimukset olivat erilaisia kuin
nyt. Ydinvoimamääräykset ovat tiukentuneet ja turvallisuuteen kiin-
nitetään entistä enemmän huomiota. Uudistuksilla päivitämme yksi-
köiden tilanteen nykypäivän vaatimuksia vastaaviksi”, Hietikko muis-
tuttaa.
Asennusta paloina Yksi noin 20–25-neliöisen tilan vaativa kojeisto täyttää ison huo-
neen.
”Muun muassa tällaisten laitteiden vaihtamisesta sähköistyspro-
jektissa on kyse. Näin isojen laitteiden kuljettaminen oikeille paikoil-
”Komponenttien pitää olla erityis-testattuja. Se on ymmärrettävää ja siihen on totuttu, kun tehdään työtä ydinvoimalassa.”
Pauli Pitkänenprojektipäällikkö, ABB
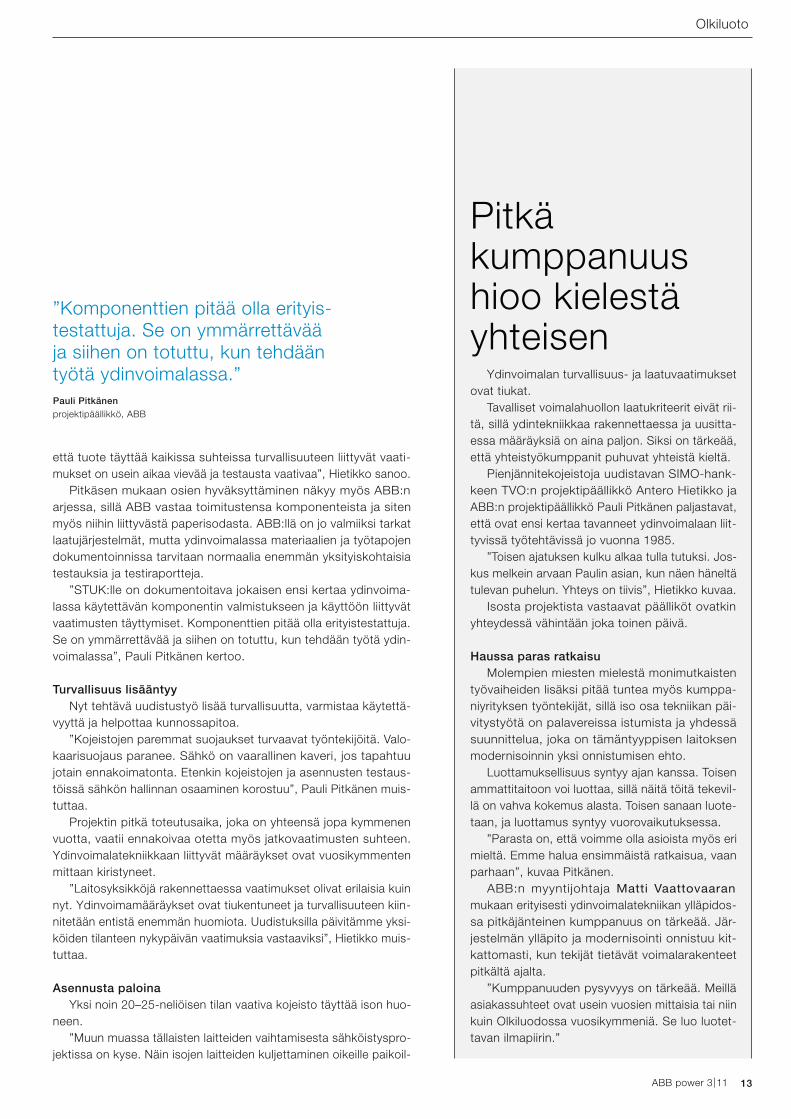
Pitkä kumppanuus hioo kielestä yhteisen Ydinvoimalan turvallisuus- ja laatuvaatimukset
ovat tiukat.
Tavalliset voimalahuollon laatukriteerit eivät rii-
tä, sillä ydintekniikkaa rakennettaessa ja uusitta-
essa määräyksiä on aina paljon. Siksi on tärkeää,
että yhteistyökumppanit puhuvat yhteistä kieltä.
Pienjännitekojeistoja uudistavan SIMO-hank-
keen TVO:n projektipäällikkö Antero Hietikko ja
ABB:n projektipäällikkö Pauli Pitkänen paljastavat,
että ovat ensi kertaa tavanneet ydinvoimalaan liit-
tyvissä työtehtävissä jo vuonna 1985.
”Toisen ajatuksen kulku alkaa tulla tutuksi. Jos-
kus melkein arvaan Paulin asian, kun näen häneltä
tulevan puhelun. Yhteys on tiivis”, Hietikko kuvaa.
Isosta projektista vastaavat päälliköt ovatkin
yhteydessä vähintään joka toinen päivä.
Haussa paras ratkaisu Molempien miesten mielestä monimutkaisten
työvaiheiden lisäksi pitää tuntea myös kumppa-
niyrityksen työntekijät, sillä iso osa tekniikan päi-
vitystyötä on palavereissa istumista ja yhdessä
suunnittelua, joka on tämäntyyppisen laitoksen
modernisoinnin yksi onnistumisen ehto.
Luottamuksellisuus syntyy ajan kanssa. Toisen
ammattitaitoon voi luottaa, sillä näitä töitä tekevil-
lä on vahva kokemus alasta. Toisen sanaan luote-
taan, ja luottamus syntyy vuorovaikutuksessa.
”Parasta on, että voimme olla asioista myös eri
mieltä. Emme halua ensimmäistä ratkaisua, vaan
parhaan”, kuvaa Pitkänen.
ABB:n myyntijohtaja Matti Vaattovaaran
mukaan erityisesti ydinvoimalatekniikan ylläpidos-
sa pitkäjänteinen kumppanuus on tärkeää. Jär-
jestelmän ylläpito ja modernisointi onnistuu kit-
kattomasti, kun tekijät tietävät voimalarakenteet
pitkältä ajalta.
”Kumppanuuden pysyvyys on tärkeää. Meillä
asiakassuhteet ovat usein vuosien mittaisia tai niin
kuin Olkiluodossa vuosikymmeniä. Se luo luotet-
tavan ilmapiirin.”

14 ABB power 3|11
Olkiluoto
le sopiviin kuljetusosiin valmistettuinakin
vaatii järjestelmällistä reittien ja työvaihei-
den miettimistä”, Pauli Pitkänen kuvaa.
Kojeistot pystytään saamaan paikoil-
leen suhteellisen helposti, mutta esimer-
kiksi isokokoinen ja painava 3150 kVA:n
muuntaja pitää purkaa asennustilaan kul-
jetettavaksi, koota ja testata jälleen asen-
nuspaikalla uudestaan.
Maallikko ei näe uusissa ja vanhoissa
kojeistoissa isoa eroa. 1970-lukulainen
vihreä maali ja vanhanmalliset kahvat pal-
jastavat kuitenkin nopeasti, että kojeistolla
on ikää, kun sitä vertaa vieressä olevaan
uuteen, harmaaseen, modernisti muotoil-
tuun kojeistoon.
”Käyttöperiaatteet ovat samat. Kojeis-
tojen koon pieneneminen vaikuttaa asen-
tamiseen, joten esimerkiksi kaapelikuilua
on levennetty, että saamme kojeistot sovi-
tettua samoille paikoille aiempien kojeis-
tojen kanssa”, Pitkänen selventää.
40 millin takapakki Kun ABB:n asennukset alkavat touko-
kuussa, kello tikittää. Asennuksia tekee
250 ABB:n ja TVO:n ihmistä, joista jokai-
sella on tarkkaan mietitty roolinsa projek-
tin asennuksissa. Työtä tehdään kahdes-
sa 12 tunnin vuorossa.
”Kaikki tapahtuu minuuttien tarkkuu-
della”, Pauli Pitkänen toteaa.
ABB:n tiimi on tehnyt etukäteen paljon
työtä, että kojeistot napsahtavat oikeille
paikoilleen. Kokonaisuudessaan työ teh-
dään 50 tunnissa, joten jokainen liike on
mietitty.
”Kehitystyötä vaati, että voimme käyt-
tää jo paikalla olevia kaapeleita. Näin sääs-
tymme valtavalta lisäurakalta”, Pitkänen
kertoo.
Antero Hietikko kiittelee asennusten
sujuvaa hoitoa ja laatua. Asennustyö teh-
dään vielä huoltoseisokin yhteydessä, jol-
loin laitoksella muutenkin tapahtuu.
”Näin isoissa asennuksissa uskon, että
kojeistojen vaihtoaika on varmasti erittäin
haasteellinen suoritus ottaen huomioon
aikataulutetun 50 tunnin asennusajan. On
hienoa nähdä, miten asennus sujuu huol-
toväen töiden kanssa lomittain”, Hietikko
kuvaa.
Ensimmäinen asennus toteutettiin
vuonna 2010, silloin pilottina. Tänä vuon-
na uusittiin ensimmäinen varsinainen tur-
valuokiteltu osajärjestelmä. Asennuksessa
eteen tuli pieni takapakki, kun eräs mitta-
us heittikin 40 milliä. Se teetti lisätyötä ja
suunniteltu työaika ylittyi hieman.
”Näin tarkkaa työ on, mutta toisaalta
pieni virhe toi taas tarvittavaa lisätietoa,
joten pystymme välttämään vastaavan
ongelman seuraavalla kerralla”, Pitkänen
sanoo.
Vuonna 2012 töitä tehdään kahden eri
osajärjestelmän kimpussa.
TVO:n ydinvoimalaitosyksiköt Olkiluoto 1 ja Olkiluoto 2 ovat identtisiä. Ne on varustettu kiehutusvesireaktorilla.
Kummankin laitosyksikön nykyinen nettosähköteho on 860 mega-
wattia. Lokakuisena päivänä sähköinen infotaulu kertoo, että ykkös-
yksikkö tuottaa sillä hetkellä sähköä 866 megawatin teholla ja kak-
kosyksikkö 874 megawatin teholla, siis nimellistehoaan enemmän.
ABB:n valtavat asennukset: + Ykkösyksikköön asennetaan projektin aikana
541 pienjännitekaappia ja 40 muuntajakaappia.
+ Kakkosyksikköön asennetaan 524 pienjänni-
tekaappia ja 38 muuntajakaappia.
+ Pienjännitekojeistoja uusitaan noin 40 pro-
senttia.
Identtiset yksiköt
Kun ABB:n asennuk-set alkavat touko-kuussa, kello tikittää. Asennuksia tekee 250 ABB:n ja TVO:n ihmistä, joista jokai-sella on tarkkaan mietitty roolinsa pro-jektin asennuksissa. TVO:n projektipäällikkö Antero
Hietikko esittelee alku peräistä 1970-luvun kojeistoa.

ABB power 3|11 15
Voimalaitosautomaation uusi aikakausi on alkanutUuden sukupolven Symphony™ Plus energiantuotantoon ja vesihuoltoon
ABB:nSymphony-ohjausjär-
jestelmien uuden sukupolven
Symphony Plus (S+) on suun-
niteltu erityisesti energiantuo-
tantoon ja vesihuoltoon. S+-järjestelmän
myötä laitosten automatisointi siirtyy
täysin uudelle aikakaudelle. Järjestelmä
edistää suorituskykytavoitteita, kuten re-
surssien käyttöä, toimintavarmuutta ja
tuotantotehokkuutta sekä liiketoimin-
nan tavoitteita, kuten käyttöomaisuu-
den käyttöiän pidentämistä ja ympäristö-
päästöjen vähentämistä.
Laitosten kokonaisautomatisointi S+ luo kattavan näkymän laitoksen toi-
mintoihin yhdistämällä tiedot kaikilta laitok-
sen alueilta eri järjestelmistä, mukaan luki-
en turbiinin ohjaus, laitoksen sähkötasa-
paino ja SCADA-etäjärjestelmät. Avoimen
arkkitehtuurinsa avulla Symphony Plus yh-
distelee ja järkeistää laitoksen tiedot, jot-
ta käyttäjä pystyy paremmin reagoimaan
olosuhteiden muutoksiin. Tämä parantaa
laitoksen turvallisuutta ja käyttöastetta.
S+ mahdollistaa laitoksen automatisoinnin
yhdestä ainoasta ohjaus- ja I/O-alustasta,
joka sisältää erilliset käyttöliittymämoduu-
lit ja -laitteet kaikille turbiinityypeille, laite-
valmistajille ja kokoluokille sekä merkittä-
vän valikoiman polttotekniikkaan liittyviä
menetelmiä (combustion instruments).
Järjestelmän keräämä informaatio mah-
dollistaa erinomaisen liiketoiminnan suo-
rituskyvyn. S+ -järjestelmässä historia-,
prosessi- ja liiketoimintadataa kerätään eri
puolilta laitosta ja tallennetaan tietoturval-
lisesti. S+ -työkalut muuttavat datan mer-
kitykselliseksi ja helposti ymmärrettäväksi
tiedoksi.
Yhtenäinen suunnittelutyökalu Suunnittelun tehoa mitataan sillä, miten
kauan tuotantoonvienti kestää. S+ Engin-
eering on integroitu suunnitteluympäristö,
jonka toimintojen avulla voidaan suunnitel-
la, määrittää, hallita, varmistaa, ottaa käyt-
töön ja ylläpitää mitä tahansa Symphony
Plus -komponenttia, kuten kenttälaitteita,
sähkölaitteita, ohjaus- ja I/O-laitteita sekä
käyttäjän työpisteitä ja väylämäärityksiä.
Symphony Plus -järjestelmässä voidaan
ohjata prosesseja ja sähkötoimintoja yh-
den alustan avulla. IEC 61850:n ja Mod-
bus TCP:n kaltaisia avoimia standardipro-
tokollia käyttämällä Symphony Plus integ-
roi sähkölaitteet prosessiohjaus- ja laitos-
toimintoihin. Sen avulla voidaan integroida
lähes millainen laite tahansa, ja se mahdol-
listaa laitoksen kaikkien resurssien valvon-
nan ja hallinnan laitoksen kaikilla tasoilla.
Tuotekehitystä
TeknologiaTämä juttu löytyy Scrid.-palvelusta. Osoitteesta scribd.com/ABBSuomi
ABB power 3|11 15
ABB:n sulautettu asiantuntemus optimoi järjestelmän rakenteen
Yhdistetyn ohjaus- ja I/O-alustan ansiosta voidaan saavuttaa täysi laitosautomaatio
Järjestelmän sisäiset turvaratkaisut varmistavat laitoksen eheyden ja luottamuksellisuuden
Sujuvasti käytännön liiketoiminta-päätöksiksi muuttuva tieto pitää kannattavan kasvun käynnissä.
Saumaton elinkaaren hallinta suojaa pääomaa ja aineettomia sijoituksia
Sähköisten järjestelmien ja laitteiden kattava inte-graatio parantaa laitok-sen näkyvyyttä
Täydelliset laitostiedot mahdollistavat tehokkaan toiminnan
LyhyestiSymphony-sarja tuotiin markkinoille vuonna 1980.Symphony-sarjaa on kehitetty vah-vasti vuosien saatossa.Yli 6 000 asennettua järjestelmää eri puolilla maailmaa.
Yhtenäinen tekninen suun-nitteluympäristö helpottaa suunnittelua ja kunnossapitoa

16 ABB power 3|11er 3|11
Ratkaisu
ABB:n Muuntajapäivillä viime kesänä lan-seeraama tuoteuutuus, säädettävä kuris-tin tuo säästöjä ja lisää sähköverkon turvallisuutta ja luotettavuutta.
Teksti Anne Kytölä Kuvat ABB
Säädettävällä kuristimella katkot kuriin
”Meiltä on kyselty paljon täl-
laista tuotetta, joten teim-
me sellaisen. Uusien tuot-
teiden kehittäminen kuuluu
erikoismuuntajia valmistavan yksikkömme roo-
liin”, ABB:n muuntajien markkinoinnista vastaa-
va Tommi Järvinen ja tutkimusjohtaja Esa Vir-tanen kertovat tuoteuutuuden synnystä.
Virtanen huomauttaa, että säädettäviä kuristi-
mia, on toki markkinoilla ennestään, mutta ABB:n
valikoimissa tuote on uusi. Maailmassa ei ole ko-
vin monia säädettävien kuristimien valmistajia,
koska markkinat ovat ainakin toistaiseksi olleet
pienet. Laitteen valmistaminen vaatii myös pal-
jon osaamista.
EU:n lainsäädäntö edistää uuden tuotteen
markkinoita.
”EU:n lainsäädäntö motivoi sähköverkkoyhti-
öitä parantamaan sähköverkkojaan, koska asiak-
Tämä juttu löytyy SlideShare-palvelusta. Osoitteesta slideshare.net/ABBSuomi

17ABB power 3|11 17ABB power 3|11
Ratkaisu
Tekniset ominaisuudet
Tehoalue: 125 kVAr – 30 MVAr
Jännite: 6 kV – 145 kVLaite voi toimia kahden tunnin jaksoissa tai jatkuvasti
Taajuus: 50 Hz (tarvittaessa 60 Hz)Voidaan asentaa sisälle tai ulos
18 ABB power 3|11
kailla on oikeus saada rahallista korvausta useita tunteja kestä-
vistä sähkökatkoista”, Virtanen sanoo.
Sähköverkkoyhtiöt ovat panostaneet aikaisemminkin verkko-
jensa luotettavuuteen, mutta Järvinen ja Virtanen uskovat kiin-
nostuksen kasvavan, nyt kun epäluotettava sähköverkko mer-
kitsee verkkoyhtiölle selvää rahanmenoa. Ennen sähkökatkot
aiheuttivat kolhuja pääasiassa yhtiön imagolle.
Kompensoi maasulkuvirtaa Säädettävä kuristin on suunniteltu kompensoimaan maasul-
kuvirtoja. Kun sähköverkkoyhtiöt haluavat rakentaa myrskytu-
hoilta suojassa olevia sähköverkkoja ja siirtyvät yhä enemmän
avojohdoista kaapelointiin, maasulkuvirrat ja niiden aiheuttamat
kosketusjännitteet kasvavat. Turvallisuusmääräykset asettavat
kosketusjännitteille määrätyt rajat, joihin päästään joko erittäin
hyvillä ja järeillä maadoituksilla tai käyttämällä kuristimia eli sam-
mutettua maadoitustapaa.
Kosketusjännitteitä rajoitetaan sähköturvallisuuden vuoksi.
Ne aiheuttavat vaaroja paitsi ihmisille, myös esimerkiksi laitu-
mella oleville kotieläimille.
Ilmarako muuttuu automaattisesti Sammutuskelan sisällä on sydän ja käämi. Säätäjä muuttaa
kuristimen sisällä olevan ilmaraon suuruutta automaattisesti
moottorin avulla. Säätäjä – suojarele – mittaa jatkuvasti sähkö-
verkon nollajännitettä ja muuttaa kuristimen arvoja nollajännit-
teen mukaan niin, että kuristimen induktanssi on resonanssissa
verkon maakapasitanssin kanssa. Maasulkuvirta kompensoituu,
kun sammutuskelan läpi kulkeva induktiivinen komponentti ku-
moaa verkossa kulkevan kapasitiivisen komponentin.
Olennaista Virtasen mukaan on, että säätäminen tapahtuu
automaattisesti. Kuristin on mahdollista valmistaa myös kiinteä-
nä tai käsin käytettävällä kytkimellä aseteltavaksi, mutta silloin
säätöjen tekemiseen tarvittaisiin aina ihminen. Se olisi hidasta
ja kallista.
Säädettävien kuristimien ansiosta sähköverkkoa voidaan
helposti esimerkiksi laajentaa ja kuormitusta lisätä ylittämättä
turvallisuusrajoja.
Säädettävä kuristin kytketään joko suoraan päämuuntajan
tähtipisteeseen tai erilliseen maadoitusmuuntajaan. Lisäksi tar-
vitaan säätäjä ja erotuskytkin – yleensä käytetään ABB:n Sec-
tos-kytkintä – sekä suojauksia.
ABB valmistaa kaikkia muita kokonaisuuteen kuuluvia tuotteita
paitsi säätäjiä. ABB:n projektimyynnin kautta asiakas saa kuiten-
kin täydellisen säädettävän kuristimen tuotepaketin säätäjineen.
Ensimmäiset tuotteet myyty ABB:n valmistama säädettävä kuristin on suunniteltu kau-
punkien ja taajamien maakaapeliverkkoihin. Virtasen mukaan
laitetta voidaan tietenkin käyttää myös parantamaan avojohto-
verkkojen luotettavuutta, mutta pääsääntöisesti käyttökohtee-
na ovat kaapeliverkot.
Ensimmäiset ABB:n säädettävät kuristimet on myyty koti-
maahan. Tuote soveltuu käytettäväksi skandinaavisten verk-
kojen lisäksi Manner-Euroopassa, Venäjällä ja Baltian maissa.
Englannissa on käytössä toisenlainen tekniikka: siellä käytetään
kuristimien sijasta vastusmaadoitusta.
Olennaista on, että säätäminen tapahtuu automaattisesti. Kuristin on mahdollista valmistaa myös kiinteänä tai käsin käytettävällä kytkimellä ase-teltavaksi, mutta silloin säätöjen teke-miseen tarvittaisiin aina ihminen. Se olisi hidasta ja kallista.
Ratkaisu
250
200
150
100
50
00 20 40 60 80 100
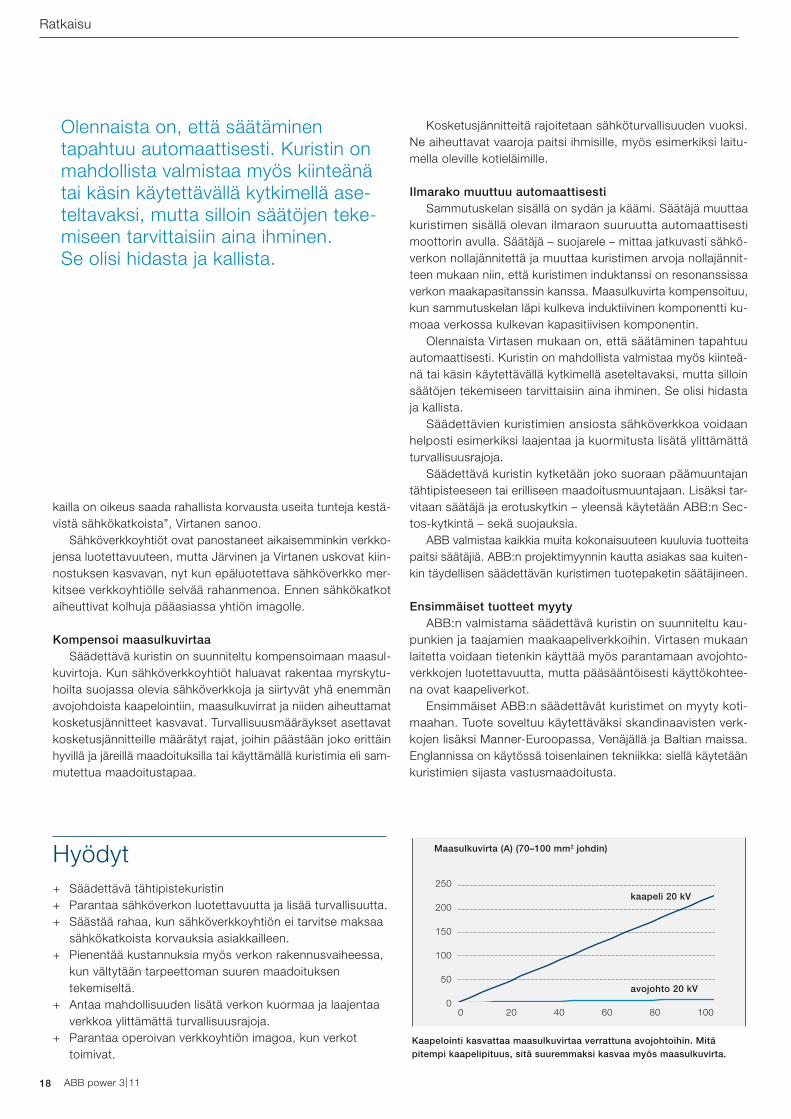
Maasulkuvirta (A) (70–100 mm2 johdin)
kaapeli 20 kV
avojohto 20 kV
Kaapelointi kasvattaa maasulkuvirtaa verrattuna avojohtoihin. Mitä pitempi kaapelipituus, sitä suuremmaksi kasvaa myös maasulkuvirta.
Hyödyt
+ Säädettävä tähtipistekuristin+ Parantaa sähköverkon luotettavuutta ja lisää turvallisuutta.+ Säästää rahaa, kun sähköverkkoyhtiön ei tarvitse maksaa sähkökatkoista korvauksia asiakkailleen.+ Pienentää kustannuksia myös verkon rakennusvaiheessa, kun vältytään tarpeettoman suuren maadoituksen tekemiseltä.+ Antaa mahdollisuuden lisätä verkon kuormaa ja laajentaa verkkoa ylittämättä turvallisuusrajoja.+ Parantaa operoivan verkkoyhtiön imagoa, kun verkot toimivat.
19ABB power 3|11
Taajuusmuuttajilla ilmastonmuutosta vastaan
Kestävä kehitys
Pohjoismaiden suurin kaatopaikkakaa-
susta sähköenergiaa tuottava Ämmäs-
suon voimala on lisännyt pääkaupunki-
seudun uusiutuvalla energialla tuotetun
sähkön määrää. Sillä on vaikutusta myös
koko Suomen ilmaan päästämien kasvi-
huonekaasujen määrään.
Helsingin seudun ympäristöpalvelut HSY
jätehuollon toimialajohtaja Petri Kouvo on
syystäkin ylpeä.
”Vuonna 2010 käynnistetyn kaasuvoi-
malan prosessissa saadaan hyötykäyttöön
80 prosenttia kaatopaikkakaasun sisäl-
tämästä energiasta. Voimalaitoksen neljä
kaasumoottoria tuottavat sähköä keski-
määrin 15 MW:n teholla”, Kouvo kertoo.
Syksyllä voimala täydentyi lisäksi kaa-
sumoottoreiden pakokaasuista säh-
köä tuottavalla ORC (Organic Rankine Cycle)-yksiköllä.
”Lisää sähköä saadaan näin noin 1–1,3
MW vuodessa. Se tarkoittaa noin 7 000
omakotitalon vuosittaista sähköntarvet-
ta”, Kouvo laskee.
Taajuusmuuttajien tahdissa Ämmässuolla niin pumppaamoissa, jä-
tevedenpuhdistusprosesseissa kuin raken-
nusten ilmankäsittelyssä toimivien mootto-
reiden pyörimisnopeutta säädellään ABB:n
taajuusmuuttajilla. Omalta osaltaan taa-
juusmuuttajat ovat mukana vähentämäs-
sä kasvihuonekaasujen määrää.
”Tällaista laitosta ei voisi toteuttaa ilman
taajuusmuuttajia. Ne ovat sekä toimivin et-
tä energiatehokkain ratkaisu”, huomaut-
taa sähkötöiden johtaja Asko Uusimäki Econet Oy:stä. Econet toimitti ORC-voi-
malaitokseen putkiston, koneiston, säh-
köistyksen, automaation, instrumentoin-
nin ja myös toteutti urakan.
Taajuusmuuttajilla moottorin energia-
tehokkuus voi kasvaa jopa 50 prosenttia.
”ABB:n taajuusmuuttajat valittiin niiden
luotettavuuden ja käyttövarmuuden vuok-
si”, laitoksen sähkökäytön johtajana toi-
miva sähköteknikko Martti Kärmeniemi vahvistaa.
Energiateollisuuden kestävän kehityk-
sen foorumi valitsi Ämmässuon kaasuvoi-
malan Vuoden ilmastoteoksi vuonna 2010.
Teksti Dakota Lavento Kuvat Vastavalo.fi
Ämmässuon kaatopaikka-kaasuvoimala auttaa osal-taan alentamaan Suomen kasvihuonepäästöjä. ABB:n taajuusmuuttajilla voimalan moottoreiden energiatehokkuus voi kas-vaa jopa 50 prosenttia.
Tämä juttu löytyy Scrid.-palvelusta. Osoitteesta scribd.com/ABBSuomi
Paha ja hyvä metaaniKaatopaikkakaasut ovat luonnollisesti
syntyviä kaasuja, biokaasuja. Kaatopaikka-
kaasu kerätään kaasukaivoihin, joita on Äm-
mässuon vanhan kaatopaikan 35 metriä kor-
kealla jätekukkulalla 220 kappaletta. Niistä
kaasu päätyy varsinaisiin kaasupumppaa-
moihin, joita on neljä. Talteen otetusta kaa-
topaikkakaasusta 50 % on metaania ja 40 %
hiilidioksidia. Mukana on hieman happea,
typpeä, rikkiyhdisteitä ja siloxania.
Metaani ilmastomuutoksessa
− noin 20 kertaa hiilidioksidia voimak-
kaampi kasvihuonekaasu
− 2/3 päästöistä ihmisen aiheuttamia
− suurimmat lähteet ovat fossiiliset polt-
toaineet, kaatopaikat, riisinviljely, nau-
dat ja lampaat sekä jätevedenkäsittely.
20 ABB power 3|11
Porin Aittaluodossa Corenso Unitedin
isossa kartonkikoneessa märkä mas-
sa kulkee viiralta puristimeen ja kui-
vaimeen. Monien mutkien ja kuumien
höyryjen jälkeen se pääsee viimeiseen kieputuk-
seensa. Valmista kartonkia kiertyy rullalle koko
ajan, tasaisen varmasti.
Kun iso, noin 13 000 kiloa painava tambuuri
on täyttynyt, se leikataan moneksi pieneksi rul-
laksi. Kun rullat on kääritty muoviin ja varustettu
tarpeellisilla tiedoilla, ne ovat valmiita lähtöön.
Tehdaspäällikkö Hannu Mäkelä kertoo, että
Corenso Unitedin kartonkikone, 4,2 metrin levyi-
nen tasoviirakone, on Suomen ja koko maailman
suurin. Kone on tuotannon sydän.
”Oleellisessa roolissa ovat tietenkin myös mas-
saosastot. Teemme massaa ennen kaikkea kerä-
yspaperista. Uusiomateriaalin osuus raaka-
aineista on jo 85 prosenttia.”
Corenso onkin Suomen suurin keräyspape-
rin vastaanottaja. Se käyttää vuodessa hulppeat
1 00 000 tonnia keräyspaperia.
”Joudumme koluamaan koko Suomen niemen,
jotta saamme materiaalin kasaan”, Hannu Mäke-
lä huomauttaa.
”Olemme satsanneet viime vuosina myös sii-
hen, että pystymme ottamaan vastaan muovipin-
noitettua materiaalia”, hän lisää.
Huoltoa kuin Formula-varikolla
Corenso
Teksti Matti Välimäki Kuvat Jussi Partanen
Corenso United Oy:n Porin kartonkitehdas on luottanut jo kahdenkymmenen vuoden ajan ABB:n Full Service -palveluun. ”He ovat hyviä huollossa, me olemme hyviä kartonginvalmistuk-sessa”, tehdaspäällikkö Hannu Mäkelä kiteyttää.
Kartonkikone käy jatkuvasti 24 tuntia vuorokaudessa. Tämä asettaa omat vaatimuksensa myös huollolle.
Tämä juttu löytyy SlideShare-palvelusta. Osoitteesta slideshare.net/ABBSuomi
21ABB power 3|11
Corenso
Varikkokäynnillä riittää vipinää Corenso on ollut ABB:n Full Service -asiakas
kaksikymmentä vuotta, toimintansa käynnistymi-
sestä lähtien.
Hannu Mäkelä kertoo, että kartonkikone käy jo-
ka päivä 24 tuntia. Tämä asettaa omat vaatimuk-
sensa myös huollolle.
”Jos meitä verrataan paperitehtaisiin, joissa voi
olla neljäkin paperikonelinjaa, niin olemme aika pie-
ni yksikkö. Tämä tarkoittaa, että meidän ei kanna-
ta pitää palkkalistoillamme suurta omaa huoltoryh-
mää, sillä kun prosessi on käynnissä, niin koneita
ei pääse hypistelemään.”
”Mutta sitten, kun pidetään lyhyt huoltoseisok-
ki, niin ukkoja tarvitaan kuin meren mutaa.”
”Tällaisessa tilanteessa ulkoinen kumppani on
hyvä ratkaisu”, tehdaspäällikkö summaa.
ABB:llä riittää resursseja Hannu Mäkelä kertoo, että tärkeä etu on myös
se, että ABB:llä on resursseja kehittää huoltotoi-
menpiteitä ja kouluttaa huoltomiehiä.
”He ovat hyviä kunnossapidossa, me olemme
hyviä kartonginteossa. Keskitymme kumpikin omiin
vahvuuksiimme.”
Mäkelä mainitsee, että prosessiteollisuudes-
sa tuotantovarmuuden rooli korostuu. Huollon on
esimerkiksi kyettävä ennakointiin – ja puuttumaan
ongelmiin jo ennen kuin ne ennättävät kasvaa on-
gelmiksi. Kaikki häiriöt tarkoittavat menetettyä tuo-
tantoa ja tulevat hyvin kalliiksi.
”Tuotantovarmuutemme on varsin hyvällä tasol-
la, 95 prosenttia”, Mäkelä huomauttaa.
”Pyrimme hoitamaan hommat niin, että kenen-
kään ei tarvitse tulla tänne sunnuntaiyönä huhki-
maan”, hän lisää.
Ongelmiin varaudutaan jo ennakolta Corenso Unitedin kartonkikoneen käydessä
ABB:n miehet muun muassa mittaavat laakereiden
värähtelyjä, ennakoivat huoltotarpeita sekä laativat
toimenpiteille kiireellisyysjärjestyksen.
”Kerran kuussa pidetään lyhyt neljän tunnin pe-
sutauko ja kerran kuussa noin kahdeksan tunnin
huoltoseisokki, jonka aikana toimenpiteitä tehdään.”
”Pyrimme pitämään kriittisimmät varaosat lä-
hellä, mutta esimerkiksi taajuusmuuttajien kohdal-
la hyödynnämme yhteisvarastointia.”
ABB Servicen Porissa, Corenson kanssa sa-
massa rakennuksessa, sijaitsevan huoltoyksikön
vahvuus on 26 miestä. Miehet ovat läsnä tehtaalla
päivittäin, mutta osa heistä, esimerkiksi hydrauliik-
ka-asiantuntijat, liikkuvat myös muissa kohteissa.
Huoltomiehen joulu on kuin juhannus Kartonkikoneen kriittisimpiin tai tavallista enem-
Corenson Porin tehtaalla tuotetaan kartonkia 120 000 vuodessa. Asko Knuutila leikkaa kartonkia.

22 ABB power 3|11
Corenso
män huoltoa vaativiin kohtiin kuuluvat esi-
merkiksi telat, joiden ympärillä paperikudok-
set pyörivät. Massaosastoilla erityishuomiota
vaativat puolestaan pumput ja sekoittajat.
Corenso Unitedin kunnossapitopäällikkö
Sami Kari kertoo, että viime aikojen suurim-
pia huoltotöitä on ollut uusiomassalaitoksen
muovijätteen puristimen uusiminen.
”Muovijäte tuli liian märkänä ulos, jotta
voimalaitos olisi pystynyt sitä hyödyntämään.
Puristimen vaihto oli noin neljän päivän työ.
Mutta se saatiin tehtyä hyvin sujuvasti juhan-
nusseisokin aikana”, Sami Kari huomauttaa.
Samuli Järvinen ABB:ltä kuvailee puristi-
men uusimista rutiinityöksi. Ja rutiinia huol-
tomiehille on myös viettää niin joulut kuin ju-
hannuksetkin töissä.
”Perhe on tottunut siihen, että isä on sil-
loin töissä. Pidetään vapaata sitten muulloin”,
Samuli Järvinen naurahtaa.
Ikä lisää huollon tarvetta Corenso Unitedin kartonkikone on raken-
nettu paperikoneeksi vuonna 1957. Se muu-
tettiin kartonkikoneeksi vuonna 1992.
”Koneella on jo ikää. Tämä tarkoittaa sitä,
että huollon merkitys tulee korostumaan en-
tisestään. Meidän on tehtävä oikeita liikkeitä
oikeaan aikaan”, Hannu Mäkelä miettii.
”Tilanne on sama kuin 20-vuotiaalla au-
tolla. Sitäkin on huollettava koko ajan sieltä
täältä, suunnitelmallisesti.”
”Mutta kun koneesta pidetään hyvää huol-
ta, sillä on paljon vuosia edessä. Corenson
Wisconsin Rapidsin tehtaalla oli vielä muuta-
ma vuosi sitten käytössä kartonkikone, jolla
oli ikää sata vuotta.”
Tuotanto on kasvanut Porin Corenso Unitedin kartonkikoneen
suunniteltu kapasiteetti on 90 000 tonnia
vuodessa, mutta viime vuosina tuotantolu-
vut ovat siis nousseet jopa kolmanneksella.
”Tehokkuuden nostoon on päästy muun
muassa sillä, että olemme investoineet ko-
neen kuivauskapasiteettiin. Aika pienillä in-
vestoinneilla olemme kuitenkin selvinneet”,
Hannu Mäkelä kertoo.
Tuotannon kasvusta voisi päätellä, että
kartongille on kysyntää. Julkisuudessa on
kuitenkin puhuttu paljon suomalaisen pape-
riteollisuuden vaikeuksista.
”Paperiteollisuuden tilanne heijastuu myös
suoraan meille, kun kartonkia käytetään pa-
perirullien hylsyissä. Olemme kuitenkin etsi-
neet uusia sovelluksia kartongille esimerkik-
si kuluttajapakkauksista.”
Tilannetta tasapainottaa myös se, että 75
prosenttia Corenso Unitedin tuotannosta me-
nee vientiin.
”Ruotsi on suurin markkina-alueemme.
Mutta kaukaisin paikka, johon olemme kek-
sineet kartonkia viedä on Uusi-Seelanti”, teh-
daspäällikkö Hannu Mäkelä myhäilee.
01
”Uusiomateriaalin osuus raaka- aineista on jo 85 prosenttia.”
Hannu Mäkelätehdaspäällikkö, Corenso
Corenso United Oy Ltdon Stora Enson tytäryhtiö. Kan-
sainvälisellä yhtiöllä on Suo-
messa Porin kartonkitehtaan
lisäksi toimintaa myös Lovii-
sassa ja Imatralla, jossa kum-
massakin sijaitsee hylsytehdas.
Porin tehdas tuottaa vuo-
dessa noin 120 000 tonnia kar-
tonkia (400 g/m2). Tehdas työl-
listää noin sata henkeä.
01 Tehdaspäällikkö Hannu Mäkelä ja ABB:n yksikön päällikkö Samuli Järvinen 02 ABB:n Kalevi Tenhosen mitta- usten perustella tarkkaillaan koneiden huoltotarpeita.
Corenso United Oy Porin kartonkitehdas & Full Service
Sisältö: Kartonkitehtaan kunnossapitoHuoltoyksikön vahvuus: 26 miestäSopimus on ollut voimassa 20 vuotta

Leipäjuusto paloiksi robottivoiminJuustoportin meijerissä Jalasjärvellä leipäjuusto valmistuu ihmisen ja robotin yhteistyönä. Suomen sadan parhaimman brändin joukkoon lukeutuva Juustoportti on yksi robottiautomaation edelläkävijöistä meijerimaailmassa.
Mitä ihmettä?
ABB:n valmistamia robotte-
ja on asennettu Juustoportin
Jalasjärven meijerille yhteen-
sä 12 kappaletta. Juusto-
portin kiinnostus automaatioon alkoi
vuosikymmen sitten, kun yhtiö päätti
modernisoida raskaimpia ja yksitoikkoi-
simpia työvaiheita tuotannon tehostami-
seksi ja työn helpottamiseksi.
”Robotit työskentelevät pääasiassa pak-
kauspuolella. Muutama vuosi sitten lähdim-
me uudistamaan myös leipäjuuston val-
mistusprosessia ja automatisoimme juus-
ton leikkauksen”, Trimaster Oy:n toimitus-
johtaja Leo Johansson kertoo. Trimaster
toimii robottihankinnoissa integraattorina,
yritys on erikoistunut räätälöimään ratkai-
suja juuri elintarviketeollisuudelle.
Leipäjuustomassa on haastava lei-
kattava, koska sen tiheys vaihtelee. Ve-
sihydrauliikka säätelee leikkurin terien
paikkaa. Vaaka punnitsee juustokiekot,
sen jälkeen ne kulkevat paistoon ja jääh-
dytykseen linjastoa pitkin. Seuraavassa
robottisolussa leikataan pyöreät juustot
paloihin ja robotti irrottaa juustot paisto-
muoteista. Soluun integroitu vaaka pun-
nitsee juuston, minkä jälkeen se lähtee
tarkastusvaa’an kautta solulle, joka poimii
tuotteen ja nostaa ratapakkauskoneeseen.
Vahva brändi Juustoportti on perheyritys, jossa juus-
tonvalmistus perustuu pitkiin perinteisiin ja
käsityöhön. Yritys on hyvä esimerkki siitä,
kuinka tuotantoa on onnistuttu automati-
soimaan menettämättä imagoa korkeaa
laatua tuottavana meijerinä. Juustoport-
ti on pienestä koostaan huolimatta nous-
sut vuosien varrella Suomen 100 parasta
brändiä listalle.
”Brändi muodostuu siitä, että olemme
pitäneet asiakkaalle annetun lu-
pauksen. Tasalaatuisuus on
tärkeää, ja sen ylläpi-
tämiseksi robotit teke-
vät tärkeää työtä. Myös
sitoutunut ja motivoitu-
nut henkilökunta rakentaa
laadukasta brändiä. Ras-
kaiden työvaiheiden poista-
minen on selkeästi lisännyt
työntekijöiden
moti-
vaa-
tiota
j a hy -
vinvoin-
tia”, sanoo
Juustoportin
toimitusjohtaja
Timo Keski-Kasari.
Hyvää kumppanuutta ja joustavuutta Juustoportti Oy haluaa ke-
hittää tuotantoaan edelleen, ja
yritys kuuntelee mielellään myös
henkilökunnan toiveita työvaiheiden
modernisoimiseksi. Taitavan integraat-
torin rooli on oleellinen sekä ABB:n että
Juustoportin näkökulmasta.
”Haasteita modernisointiin tuo juusto-
tuotteiden vaihtelevuus: on eri kokoisia,
laktoosittomia ja kevyttuotteita”, sanoo
Johansson.
”Robotteja voidaan ohjelmoida uudel-
leen toisenlaisiin tehtäviin. Tämä on tär-
keää, koska tarpeet tuotannossa muuttu-
vat kysynnän myötä”, Timo Keski-Kasari
sanoo.
Teksti Susanna Alanen
23ABB power 3|11

ABB Asiakaspalvelukeskus on ABB:n uusi yhteydenottokanava, jonka kautta tavoitat oikean henkilön. Asiakaspalvelukeskus palvelee sinua kaikissa ABB:n tuote- ja palveluasioissa noin 300 palveluun sitoutuneen asiantuntijamme avulla.
Ota yhteys Asiakaspalvelukeskukseen, mikäli et tiedä oikeaa tai et tavoita tuttua yhteyshenkilöäsi. Kirjaamme pyyntösi tietojärjestelmäämme ja seuraamme asiasi käsittelyn etenemistä. Olemme tavoitettavissasi 24/7. www.abb.fi
ABB OyAsiakaspalvelukeskusPuhelin: 010 22 21999Sähköposti: [email protected]
010 22 21999. ABB Asiakaspalvelu-keskus löytää asiantuntijamme.
Recommended