ARTICLE IN PRESS
Contents lists available at ScienceDirect
Int. J. Production Economics
Int. J. Production Economics 115 (2008) 128– 133
0925-52
doi:10.1
� Cor
E-m
journal homepage: www.elsevier.com/locate/ijpe
Single-machine group-scheduling problems with deteriorating setuptimes and job-processing times
Chin-Chia Wu, Wen-Chiung Lee �
Department of Statistics, Feng Chia University, Taichung, Taiwan
a r t i c l e i n f o
Article history:
Received 25 September 2006
Accepted 6 May 2008Available online 24 May 2008
Keywords:
Group technology
Single machine
Deteriorating jobs
Makespan
Sum of completion times
73/$ - see front matter & 2008 Elsevier B.V. A
016/j.ijpe.2008.05.004
responding author. Fax: +886 4 24517250.
ail address: [email protected] (W.-C. Lee).
a b s t r a c t
There is a growing interest in the research of deteriorating job-scheduling problems in
recent years. However, the group technology is relatively unexplored in this field. In
addition, the group setup times are assumed to be known and fixed. In reality, process
setup or preparation often requires more time as food quality deteriorates or a patient’s
condition worsens. Therefore, this paper considers a situation where both setup times
and job-processing times are lengthened as jobs wait to be processed. Specifically, two
single-machine group-scheduling problems are investigated where the group setup
times and the job-processing times are both increasing functions of their starting times.
We first prove that the makespan minimization problem remains polynomially solvable
when the deterioration is present. We then show that the sum of completion times
problem is polynomially solvable when the numbers of jobs in each group are equal. For
the case of unequal job sizes, a heuristic algorithm is proposed, and the computational
experiments show that the performance of the heuristic is fairly accurately when the
deterioration rate is small.
& 2008 Elsevier B.V. All rights reserved.
1. Introduction
For many years, job-processing times are assumed tobe known and fixed from the first job to be processed untilthe last job to be completed. However, there are manysituations in which a job that is processed later consumesmore time that the same job when processed earlier.Scheduling in this setting is known as deteriorating jobscheduling and has received increasing attention in recentyears. Examples of increasing processing times occur inmany situations, for instance, in scheduling of steel rollingmills where the temperature of an ingot, while waiting toenter the rolling machine, drops below a certain level,requiring the ingot to be reheated before rolling (Guptaand Gupta, 1988), in fire fighting when the time and effortrequired to control a fire increases if there is a delay in the
ll rights reserved.
start of the fire-fighting effort (Kunnathur and Gupta,1990), and in a medical procedure where more extensivemedical treatment might be necessary as a patient’shealth condition worsens (Mosheiov, 1996).
The deteriorating job-scheduling problem was firstintroduced independently by Gupta and Gupta (1988) andBrowne and Yechiali (1990). These authors constructedmodels where the processing time of a job is a function ofits starting time. Since then, related models of time-dependent processing times have been extensively stu-died from a variety of perspectives (Voutsinas and Costas,2002; Wu and Lee, 2006; Wang et al., 2006; Kang and Ng,2007; Wang and Cheng, 2007; Raut et al., 2007; Chenget al., 2008; Lee et al., 2008a, b; Lee et al.). Comprehensivereviews of different models and problems concerning jobswith starting time-dependent processing times weregiven by Alidaee and Womer (1999) and Cheng et al.(2004).
On the other hand, the production efficiency can beincreased by grouping various parts and products with

ARTICLE IN PRESS
C.-C. Wu, W.-C. Lee / Int. J. Production Economics 115 (2008) 128–133 129
similar designs and/or production processes. This phe-nomenon is known as the group technology in theliterature (Ham et al., 1985). Many advantages have beenclaimed through the wide applications of group technol-ogy. For instance, changeover between different parts aresimplified, thereby reducing the costs involved; partsspend less time waiting, which results in less work-in-process inventory; parts tend to move through productionin a direct route, and hence the manufacturing lead time isreduced; the variability of tasks is reduced, and henceworker training is simplified (Burbidge, 1979; Websterand Baker, 1995; Ng and Cheng, 2005; Chen et al., 1997;Chiou et al., 2007; Schaller, 2007). However, the grouptechnology has not been considered by most researchersin deteriorating jobs-scheduling problems until recently.Guo and Wang (2005) investigated the makespan mini-mization problem where the actual processing time isgiven by pij(t) ¼ pij(a+bt). They showed that the problem ispolynomially solvable under the group technology as-sumption. Under the same model, Xu et al. (2006) provedthat the total weighted completion time minimizationproblem remains polynomially solvable. Moreover, Wanget al. (2007) showed that single-machine group-schedul-ing problems are polynomially solvable where theobjectives are to minimize the makespan and the totalcompletion time under the model that pij(t) ¼ aij�bijt.However, they all assume that the group setup times areconstant. Since longer setup or preparation might benecessary as food quality deteriorates or a patient’scondition worsens, we consider a situation where thesetup time grows and jobs deteriorate as they wait forprocessing. To the best of our knowledge, Wu et al. (2008)were probably the only authors who studied the deterior-ating jobs-scheduling problems under the group technol-ogy with the assumption that both the setup times andthe job-processing times are functions of their startingtimes. They showed that the makespan and the totalcompletion time problems remain polynomially solvableunder the model that si(t) ¼ dit and pij(t) ¼ aijt. In thispaper, we investigate two single-machine-schedulingproblems in the context of group technology under adifferent model where the setup times and the job-processing times are both linear functions of their startingtimes.
The remainder of this paper is organized as follows.Notation and problem formulation are described inSection 2. The solution procedures for the makespanproblem and the sum of completion times problem aredescribed in Sections 3 and 4, respectively. The conclusionis given in Section 5.
2. Notation and problem statement
In this section, the notation that is used throughout thepaper will be introduced first, followed by the formulationof the problem.
Notation
m the number of groups (mX2)Gi group i, i ¼ 1, 2, y, m
nj the number of jobs in Gj, j ¼ 1, 2, y, m
N the total number of jobs (i.e., n1+n2+y+nm ¼ N)Jij job j in Gj, i ¼ 1, 2, y, m, j ¼ 1, 2, y, ni
di the basic setup time for Gj, i ¼ 1, 2, y, m
aij the basic processing time for Jij, i ¼ 1, 2, y, m,j ¼ 1, 2, y, ni
ai(j) the basic processing time for the jth job in Gi
when jobs are arranged in non-decreasing orderof their basic processing times; that is,aið1Þpaið2Þp � � �paiðniÞ
, i ¼ 1, 2, y, m, j ¼ 1, 2, y,ni
b the deterioration rate of jobs, where b40g the deterioration rate of setup, where g40si the actual setup time of Gi
pij the actual processing time of Jij
S a schedule of N jobsCij(S) the completion time of Jij under schedule S
Cmax the makespan of all jobsSCij the sum of completion times
There are N jobs classified into m groups ready to beprocessed on a single machine. All jobs are available attime t0, where t040. Jobs in the same group are processedconsecutively. A setup time precedes the processing ofeach group. The actual job-processing time of Jij is a linearfunction of its starting time t; that is,
pij ¼ aij þ bt; i ¼ 1;2; . . . ;m; j ¼ 1;2; . . . ;ni
where b is the deterioration rate. Moreover, the actualsetup time of Gi is also a linear function of its starting timet and as follows:
si ¼ di þ gt; i ¼ 1;2; . . . ;m
where g is the deterioration rate.Let G indicate that the problem is a group-scheduling
problem. Using the conventional notation, the makespanand the sum of completion times minimization problemsare denoted as 1/G, si ¼ di+gt, pij ¼ aij+bt/Cmax and 1/G,si ¼ di+gt, pij ¼ aij+bt/SCij, respectively.
3. The makespan problem
In this section, we consider a single-machine group-scheduling problem with deteriorating values of time.It is assumed that the actual job-processing time is alinear function of its starting time. Moreover, theactual group setup time is also a linear function of itsstarting time. The objective is to find a schedule thatminimizes the makespan. The following theorem providesthe optimal schedule for the job sequence and the groupsequence.
Theorem 1. For the 1/G, si ¼ di+gt, pij ¼ aij+bt/Cmax pro-
blem, the optimal schedule is obtained if jobs within the same
group are ordered according to the smallest basic processing
time first (SPT) rule:
aið1Þpaið2Þp � � �paiðniÞ; i ¼ 1;2; . . . ;m,
ARTICLE IN PRESS
C.-C. Wu, W.-C. Lee / Int. J. Production Economics 115 (2008) 128–133130
and the groups are arranged in non-decreasing order of
ð1þ bÞnidi þPni
l¼1
aiðlÞð1þ bÞni�l
ð1þ gÞð1þ bÞni � 1.
Proof. We prove the theorem by contradiction. First, wewill show that jobs within the same group are orderedaccording to the SPT rule. Consider an optimal schedule S
where jobs within the same group do not follow the SPTrule. In this schedule, there must be at least one Gi with atleast two adjacent jobs, say Jiu followed by Jiv, such thataiu4aiv. Furthermore, we assume that the starting time forJiu in S is t. We now perform an adjacent pairwiseinterchange of jobs Jiu and Jiv, leaving the remaining jobsin their original positions, to derive a new sequence S0.Under S, we have
CiuðSÞ ¼ ð1þ bÞt þ aiu,
and
CivðSÞ ¼ ð1þ bÞ2t þ ð1þ bÞaiu þ aiv,
whereas under S0, we obtain
CivðS0Þ ¼ ð1þ bÞt þ aiv,
and
CiuðS0Þ ¼ ð1þ bÞ2t þ ð1þ bÞaiv þ aiu.
Thus, we have
CivðSÞ � CiuðS0Þ ¼ bðaiu � aivÞ40
since aiu4aiv. It implies that job processed after Jiu and Jiv
under S has a later starting time than the same job underS. Thus, the makespan of jobs under S is strictly greaterthan that under S0. This contradicts the optimality of S andproves that jobs in the same group are ordered accordingto SPT rule.
Next, we will show that the group order follows the
specified rule. Consider an optimal schedule Q in which
the group order does not follow that rule. In this schedule,
there must be at least two adjacent groups, Gi followed by
Gj, such that
ð1þ bÞnidi þPni
l¼1
aiðlÞð1þ bÞni�l
ð1þ gÞð1þ bÞni � 1
4
ð1þ bÞnjdj þPnj
l¼1
ajðlÞð1þ bÞnj�l
ð1þ gÞð1þ bÞnj � 1(1)
Furthermore, we assume that the starting time to pro-
cess Gi in Q is t. Again, we perform an adjacent pairwise
interchange of Gi and Gj, leaving the remaining groups in
their original order, to derive a new group sequence Q0.
Under Q, the completion time for the last job in Gj is
CjnjðQ Þ ¼ ð1þ gÞð1þ bÞnj Cini
ðQ Þ þ ð1þ bÞnjdj
þXnj
l¼1
ajðlÞð1þ bÞnj�l. (2)
In contrast, under Q0 the completion time for the last job
in Gi is
CiniðQ 0Þ ¼ ð1þ gÞð1þ bÞni Cjnj
ðQ 0Þ þ ð1þ bÞnidi
þXni
l¼1
aiðlÞð1þ bÞni�l. (3)
From Eqs. (1)–(3), it is derived that
CjnjðQ Þ � Cini
ðQ 0Þ ¼ ½ð1þ gÞð1þ bÞnj � 1�
� ð1þ bÞnidi þXni
l¼1
aiðlÞð1þ bÞni�l
" #
� ½ð1þ gÞð1þ bÞni � 1�
� ð1þ bÞnjdj þXnj
l¼1
ajðlÞð1þ bÞnj�l
" #40.
It follows that the completion time of the last job in Gj
under Q is strictly greater than that of Gi under Q0. Thus, it
implies that groups after Gi and Gj under Q are processed
later than the same group under Q0. This contradicts the
optimality of Q and proves that groups are arranged in
non-decreasing order of
ð1þ bÞnidi þPni
l¼1
aiðlÞð1þ bÞni�l
ð1þ gÞð1þ bÞni � 1
Therefore, the theorem is proved. &
A simple algorithm based on the result of Theorem 1 todetermine an optimal schedule for the 1/G, si ¼ di+gt,pij ¼ aij+bt/Cmax problem is described as follows.
Algorithm 1:Step 1. Arrange the jobs of each group in non-
decreasing order of their basic processing times aij, i.e.,aið1Þpaið2Þp � � �paiðniÞ
, i ¼ 1, 2, y, m.Step 2. Arrange the groups in non-decreasing order of
ð1þ bÞnidi þPni
l¼1
aiðlÞð1þ bÞni�l
ð1þ gÞð1þ bÞni � 1
It is seen that the complexity of obtaining the optimaljob sequence within Gi is O(ni log ni) and that of obtainingthe optimal group sequence is O(m log m). Hence, thecomplexity of Algorithm 1 is at most O(N log N). Anillustrative example (Example 1) is given in Appendix.
4. The sum of completion times problem
In this section, we deal with another single-machinegroup-scheduling problem when the deterioration isconsidered. The objective is to find a schedule thatminimizes the sum of completion times of all jobs. Onceagain, the actual job-processing times and the actualgroup setup times are assumed as linear functions of theirstarting times. In addition, we first assume that all thegroups have the same job size. That is, n1 ¼? ¼ nm ¼ n.We then provide the optimal job sequence and groupsequence under this condition. Finally, we propose aheuristic algorithm for the case of unequal job sizes.
ARTICLE IN PRESS
C.-C. Wu, W.-C. Lee / Int. J. Production Economics 115 (2008) 128–133 131
Theorem 2. For the 1/G, si ¼ di+gt, pij ¼ aij+bt/SCij problem,if all the groups have the same number of jobs, then the
optimal schedule is obtained if jobs within the same group
are ordered according to the smallest basic processing time
first (SPT) rule:
aið1Þpaið2Þp � � �paiðnÞ; i ¼ 1;2; . . . ;m,
and the groups are arranged in non-decreasing order of
(1+b)ndi+Sl ¼1n ai(l)(1+b)n�l.
Proof. We prove the theorem by contradiction. First, wewill show that jobs within the same group are orderedaccording to the SPT rule. Consider an optimal schedule S
where the jobs in the same group do not follow the SPT rule.In this schedule, there must be at least one Gi with at leasttwo adjacent jobs, say Jiu followed by Jiv, such that aiu4aiv.Furthermore, we assume that t is the starting time for Jiu inS. We now perform an adjacent pairwise interchange of Jiuand Jiv, leaving the remaining jobs in their original positions,to derive a new sequence S0. Under S,
CivðSÞ ¼ ð1þ bÞ2t þ ð1þ bÞaiu þ aiv,
whereas under S0,
CiuðS0Þ ¼ ð1þ bÞ2t þ ð1þ bÞaiv þ aiu.
Furthermore, the completion times of jobs processed beforeJiu and Jiv are the same since they are processed in the sameorder. In addition, we have
CivðSÞ � CjuðS0Þ ¼ bðaiu � aivÞ;40,
since aiu4aiv. It implies that job processed after Jiu and Jivunder S has a later starting time than the same job under S0.Thus,X
CijðSÞ �X
CijðS0ÞXCiuðSÞ þ CivðSÞ
� CivðS0Þ � CiuðS
0Þ
¼ ð1þ bÞðaiu � aivÞ40.
This contradicts the optimality of S and proves that jobswithin the same group are ordered according to SPT rule.
Next, we will show that the group order follows the
specified rule. Consider an optimal schedule Q in which
the group order does not follow the rule. In this schedule,
there must be at least two adjacent groups, Gi followed by
Gj, such that
ð1þ bÞndi þXn
l¼1
aiðlÞð1þ bÞn�l4ð1þ bÞndj
þXn
l¼1
ajðlÞð1þ bÞn�l. (4)
Furthermore, we assume that the starting time to pro-
cess Gi in Q is t. Again, we perform an adjacent pairwise
interchange of Gi and Gj, leaving the remaining groups in
their original order, to derive a new group sequence Q0.
Under Q, the completion time for the kth job in Gj is
CikðQ Þ ¼ tð1þ gÞð1þ bÞk þ ð1þ bÞkdi
þXk
l¼1
aiðlÞð1þ bÞk�l (5)
and the completion time for the kth job in Gj is
CjkðQ Þ ¼ ð1þ gÞð1þ bÞkCinðQ Þ þ ð1þ bÞkdj
þXk
l¼1
ajðlÞð1þ bÞk�l. (6)
In contrast, under Q0 the completion time for the kth job in
Gj is
CjkðQ0Þ ¼ tð1þ gÞð1þ bÞk þ ð1þ bÞkdj
þXk
l¼1
ajðlÞð1þ bÞk�l, (7)
and the completion time for the kth job in Gj is
CikðQ0Þ ¼ ð1þ gÞð1þ bÞkCjnðQ
0Þ þ ð1þ bÞkdi
þXk
l¼1
aiðlÞð1þ bÞk�l. (8)
From Eqs. (4), (6) and (8), it is derived that
CjnðQ Þ � CinðQ0Þ ¼ ½ð1þ gÞð1þ bÞnþ1
� 1�
� ð1þ bÞndi þXn
l¼1
aiðlÞð1þ bÞn�l
" #
� ½ð1þ gÞð1þ bÞnþ1� 1�
� ð1þ bÞndj þXn
l¼1
ajðlÞð1þ bÞn�l
" #40.
It implies that group after Gi and Gj under Q are processed
later than the same group under Q0. From Eqs. (5)–(8), the
difference of the sum of completion times between Q and
Q0 isXCijðQ Þ �
XCijðQ
0ÞXX
k
CikðQ Þ
þX
k
CjkðQ Þ �X
k
CikðQ0Þ �
Xk
CjkðQ0Þ
¼Xn
k¼1
ð1þ gÞð1þ bÞk
� ðdi � djÞð1þ bÞn þXn
l¼1
ðaiðlÞ � ajðlÞÞð1þ bÞn�l
" #40.
This contradicts the optimality of Q and proves that
groups are arranged in non-decreasing order of
ð1þ bÞndi þXn
l¼1
aiðlÞð1þ bÞn�l.
Therefore, the theorem is proved. &
A simple algorithm based on the result of Theorem 2 todetermine an optimal schedule for the 1/G, si ¼ di+gt,pij ¼ aij+bt/SCij problem is described as follows.
Algorithm 2:Step 1. Arrange the jobs of each group in non-
decreasing order of their basic processing times aij, i.e.,ai(1)pai(2)p?pai(n), i ¼ 1, 2, y, m.
Step 2. Arrange the groups in non-decreasing order of
ð1þ bÞndi þXn
l¼1
aiðlÞð1þ bÞn�l.
ARTICLE IN PRESS
C.-C. Wu, W.-C. Lee / Int. J. Production Economics 115 (2008) 128–133132
Again, the complexity of obtaining the optimal jobsequence within Gi is O(n log n) and that of obtaining theoptimal group sequence is O(m log m). Hence, the com-plexity of Algorithm 2 is at most O(N log N). An illustrativeexample (Example 2) is given in Appendix.
4.1. The case of unequal job sizes
We conjecture that the sum of completion timesproblem with starting-time-dependent setup times andprocessing times is NP-hard if the numbers of jobs in eachgroup are unequal. It is easily seen that the optimal jobsequence within the same group is still in SPT order.However, a pairwise interchange movement implies thatfor a given starting time t, group will be processed inincreasing order of
½dið1þ bÞni þPni
l¼1
aiðlÞð1þ bÞni�l� þ ½ð1þ gÞð1þ bÞni � 1�t
ð1þ bÞni � 1.
Thus, two heuristic algorithms are constructed. The firstone (H1) is to arrange groups in ascending order of½dið1þ bÞni þ
Pni
l¼1aiðlÞð1þ bÞni�l�=½ð1þ bÞni � 1�, while the
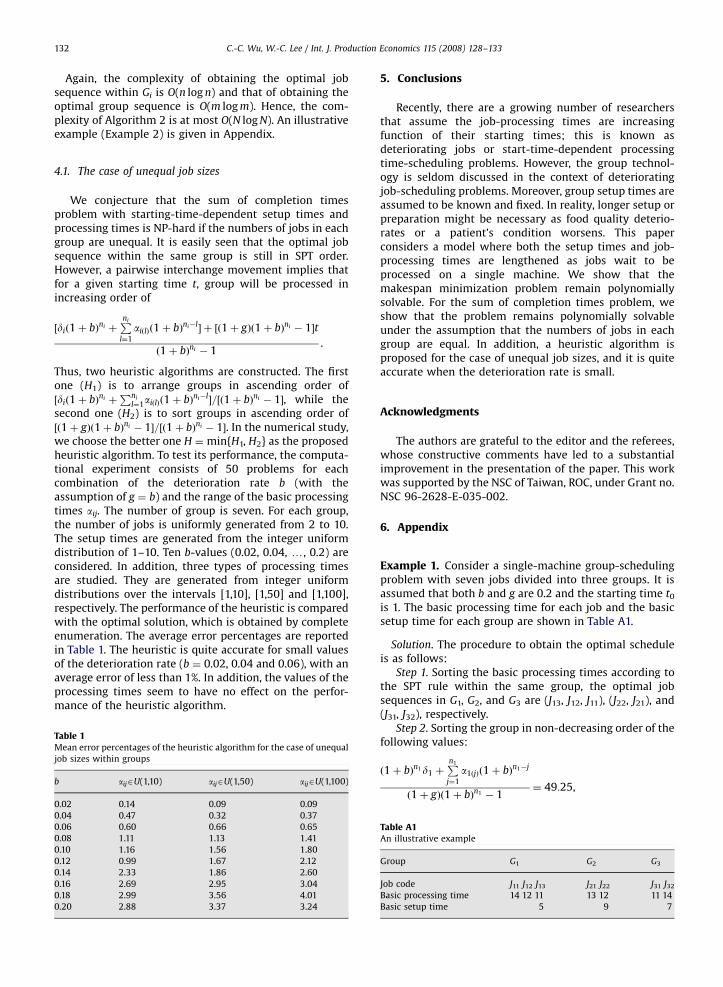
second one (H2) is to sort groups in ascending order of½ð1þ gÞð1þ bÞni � 1�=½ð1þ bÞni � 1�. In the numerical study,we choose the better one H ¼ min{H1, H2} as the proposedheuristic algorithm. To test its performance, the computa-tional experiment consists of 50 problems for eachcombination of the deterioration rate b (with theassumption of g ¼ b) and the range of the basic processingtimes aij. The number of group is seven. For each group,the number of jobs is uniformly generated from 2 to 10.The setup times are generated from the integer uniformdistribution of 1–10. Ten b-values (0.02, 0.04, y, 0.2) areconsidered. In addition, three types of processing timesare studied. They are generated from integer uniformdistributions over the intervals [1,10], [1,50] and [1,100],respectively. The performance of the heuristic is comparedwith the optimal solution, which is obtained by completeenumeration. The average error percentages are reportedin Table 1. The heuristic is quite accurate for small valuesof the deterioration rate (b ¼ 0.02, 0.04 and 0.06), with anaverage error of less than 1%. In addition, the values of theprocessing times seem to have no effect on the perfor-mance of the heuristic algorithm.
Table 1Mean error percentages of the heuristic algorithm for the case of unequal
job sizes within groups
b aijAU(1,10) aijAU(1,50) aijAU(1,100)
0.02 0.14 0.09 0.09
0.04 0.47 0.32 0.37
0.06 0.60 0.66 0.65
0.08 1.11 1.13 1.41
0.10 1.16 1.56 1.80
0.12 0.99 1.67 2.12
0.14 2.33 1.86 2.60
0.16 2.69 2.95 3.04
0.18 2.99 3.56 4.01
0.20 2.88 3.37 3.24
5. Conclusions
Recently, there are a growing number of researchersthat assume the job-processing times are increasingfunction of their starting times; this is known asdeteriorating jobs or start-time-dependent processingtime-scheduling problems. However, the group technol-ogy is seldom discussed in the context of deterioratingjob-scheduling problems. Moreover, group setup times areassumed to be known and fixed. In reality, longer setup orpreparation might be necessary as food quality deterio-rates or a patient’s condition worsens. This paperconsiders a model where both the setup times and job-processing times are lengthened as jobs wait to beprocessed on a single machine. We show that themakespan minimization problem remain polynomiallysolvable. For the sum of completion times problem, weshow that the problem remains polynomially solvableunder the assumption that the numbers of jobs in eachgroup are equal. In addition, a heuristic algorithm isproposed for the case of unequal job sizes, and it is quiteaccurate when the deterioration rate is small.
Acknowledgments
The authors are grateful to the editor and the referees,whose constructive comments have led to a substantialimprovement in the presentation of the paper. This workwas supported by the NSC of Taiwan, ROC, under Grant no.NSC 96-2628-E-035-002.
6. Appendix
Example 1. Consider a single-machine group-schedulingproblem with seven jobs divided into three groups. It isassumed that both b and g are 0.2 and the starting time t0
is 1. The basic processing time for each job and the basicsetup time for each group are shown in Table A1.
Solution. The procedure to obtain the optimal scheduleis as follows:
Step 1. Sorting the basic processing times according tothe SPT rule within the same group, the optimal jobsequences in G1, G2, and G3 are (J13, J12, J11), (J22, J21), and(J31, J32), respectively.
Step 2. Sorting the group in non-decreasing order of thefollowing values:
ð1þ bÞn1d1 þPn1
j¼1
a1ðjÞð1þ bÞn1�j
ð1þ gÞð1þ bÞn1 � 1¼ 49:25,
Table A1An illustrative example
Group G1 G2 G3
Job code J11 J12 J13 J21 J22 J31 J32
Basic processing time 14 12 11 13 12 11 14
Basic setup time 5 9 7

ARTICLE IN PRESS
Table A2An illustrative example
Group G1 G2 G3
Job code J11 J12 J13 J21 J22 J23 J31 J32 J33
Basic processing time 18 15 12 17 12 15 11 12 10
Basic setup time 6 9 12
C.-C. Wu, W.-C. Lee / Int. J. Production Economics 115 (2008) 128–133 133
ð1þ bÞn2d2 þPn2
j¼1
a2ðjÞð1þ bÞn2�j
ð1þ gÞð1þ bÞn2 � 1¼ 55:44,
ð1þ bÞn3d3 þPn3
j¼1
a3ðjÞð1þ bÞn3�j
ð1þ gÞð1þ bÞn3 � 1¼ 51:21.
Thus, the optimal group sequence is (G1, G3, G2).Therefore, the optimal schedule is (J13, J12, J11, J31, J32,
J22, J21), and the makespan for this optimal sequence is268.52.
Example 2. Consider a single-machine group-schedulingproblem with nine jobs divided into three groups. It isassumed that both b and g are all 0.2 and the starting timet0 is 1. The basic processing time for each job and the basicsetup time for each group are shown in Table A2.
Solution. The procedure to obtain the optimal scheduleis as follows:
Step 1. Sorting the basic processing time according tothe SPT rule within the same group, the resulting optimaljob sequences in G1, G2, and G3 are (J13, J12, J11), (J22, J23, J21),and (J33, J31, J32), respectively.
Step 2. Sorting the group in non-decreasing order of thefollowing values:
ð1þ bÞnd1 þXn
l¼1
a1ðlÞð1þ bÞn�l¼ 63:65,
ð1þ bÞnd2 þXn
l¼1
a2ðlÞð1þ bÞn�l¼ 67:83,
ð1þ bÞnd3 þXn
l¼1
a3ðlÞð1þ bÞn�l¼ 60:34.
The optimal group sequence is (G3, G1, G2).Therefore, the optimal schedule is (J33, J31, J32, J13, J12,
J11, J22, J23, J21), and the sum of completion times for thisoptimal sequence is 1723.21.
References
Alidaee, B., Womer, N.K., 1999. Scheduling with time dependentprocessing times: Review and extensions. Journal of the OperationalResearch Society 50, 711–720.
Browne, S., Yechiali, U., 1990. Scheduling deteriorating jobs on a singleprocessor. Operations Research 38, 495–498.
Burbidge, J.L., 1979. Group Technology in the Engineer Industry.Mechanical Engineering Publication, London.
Chen, D., Li, S., Tang, G., 1997. Single machine scheduling with commondue date assignment in a group technology environment. Mathema-tical Computation Modeling 25 (3), 81–90.
Cheng, T.C.E., Ding, Q., Lin, B.M.T., 2004. A concise survey of schedulingwith time-dependent processing times. European Journal of Opera-tional Research 152, 1–13.
Cheng, T.C.E., Wu, C.C., Lee, W.C., 2008. Some scheduling problems withdeteriorating jobs and learning effects. Computers and IndustrialEngineering 54, 972–982.
Chiou, C.C., Yao, M.J., Tsai, J.T., 2007. A mutually beneficial coordinationmechanism for a one-supplier multi-retailers supply chain. Interna-tional Journal of Production Economics 108 (1–2), 314–328.
Guo, A.X., Wang, J.B., 2005. Single machine scheduling with deterioratingjobs under the group technology assumption. Internal Journal of Pureand Applied Mathematics 18 (2), 225–231.
Gupta, J.N.D., Gupta, S.K., 1988. Single facility scheduling with nonlinearprocessing times. Computers and Industrial Engineering 14,387–393.
Ham, I., Hitomi, K., Yoshida, T., 1985. Group Technology: Applications toProduction Management. Kluwer-Nijhoff, Boston.
Kang, L.Y., Ng, C.T., 2007. A note on a fully polynomial-time approxima-tion scheme for parallel-machine scheduling with deteriorating jobs.International Journal of Production Economics 109, 180–184.
Kunnathur, A.S., Gupta, S.K., 1990. Minimizing the makespan with latestart penalties added to processing times in a single facilityscheduling problem. European Journal of Operational Research 47(1), 56–64.
Lee, W.C., Wu, C.C., Liu, H.C., A note on single-machine makespanproblem with general deteriorating function. International Journalof Advanced Manufacturing Technology, doi:10.1007/s00170-008-1421-9.
Lee, W.C., Wu, C.C., Wen, C.C., Chung, Y.H., 2008a. A two-machineflowshop makespan scheduling problem with deteriorating jobs.Computers and Industrial Engineering 54, 737–749.
Lee, W.C., Chung, Y.H., Wu, C.C., 2008b. Scheduling deteriorating jobs ona single machine with release times. Computers and IndustrialEngineering 54, 441–452.
Mosheiov, G., 1996. L-shaped policies to schedule deteriorating jobs.Journal of the Operational Research Society 47, 1184–1191.
Ng, C.T., Cheng, T.C.E., 2005. Group scheduling with controllable setupand processing times: minimizing total weighted completion time.Annals of Operations Research 133, 147–163.
Raut, S., Swami, S., Gupta, J.N.D., 2007. Scheduling a capacitated singlemachine with time deteriorating job values. International Journal ofProduction Economics 1, in press, doi:10.1016/j.ijpe.2007.12.014.
Schaller, J., 2007. Scheduling on a single machine with family setups tominimize total tardiness. International Journal of Production Eco-nomics 105 (2), 329–344.
Voutsinas, T.G., Costas, P.P., 2002. Scheduling jobs with values exponen-tially deteriorating over time. International Journal of ProductionEconomics 79, 163–169.
Wang, J.B., Ng, C.T.D., Cheng, T.C.E., Liu, L.L., 2006. Minimizing totalcompletion time in a two-machine flow shop with deteriorating jobs.Applied Mathematics and Computation 180, 185–193.
Wang, J.B., Guo, A.X., Shan, F., Jiang, B., Wang, L.Y., 2007. Single machinegroup scheduling under decreasing linear deterioration. Journal ofApplied Mathematics and Computing 24, 283–293.
Wang, X.L., Cheng, T.C.E., 2007. Single-machine scheduling withdeteriorating jobs and learning effects to minimize the makespan.European Journal of Operational Research 178, 57–70.
Webster, S., Baker, K.R., 1995. Scheduling groups of jobs on a singlemachine. Operations Research 43, 692–703.
Wu, C.C., Lee, W.C., 2006. Two-machine flowshop scheduling tominimize mean flow time under linear deterioration. InternationalJournal of Production Economics 103, 572–584.
Wu, C.C., Shiau, Y.R., Lee, W.C., 2008. Single-machine group schedulingproblems with deterioration consideration. Computers and Opera-tion Research 35, 1652–1659.
Xu, F., Guo, A.X., Wang, J.B., Shan, F., 2006. Single machine schedulingproblem with linear deterioration under group technology. Interna-tional Journal of Pure and Applied Mathematics 28, 401–406.
Recommended