
Universidad NacionalDe
CajamarcaFacultad de Ciencias Agrarias
Escuela académico Profesional de Ing. En Industrias Alimentarias - Cajabamba
TEMA:
CURSO:
DISEÑO DE PLANTAS ALIMENTARIAS II
INTEGRANTES:
AVALOS PONCE Rosmeri
POLO RAMÍREZ Róger Danilo
CORTEZ DE LA CRUZ Stalin
LEIVA LLAQUE Francisco
CICLO: X
DOCENTE: Ing. Claudia MENDÍVEZ VÁSQUEZ
CAJABAMBA, 2010
DETERMINACIÓN DE LA DEMANDA INSATISFECHA (D.I)
La demanda insatisfecha es igual a la demanda objetiva, la cual viene a ser el 10% de la demanda disponible. Por lo tanto:
D.I = 9211.588 habitantes
2.1 Análisis de la oferta
Mercado competidorEl helado es un producto estacional. En el Perú, entre los meses de diciembre y abril, la venta de helados significa un 70% de la facturación, y contrariamente en el periodo de abril-setiembre (6 meses) es menos del 30% de la venta anual.
Podemos observar también en el mercado de helados un " centralismo": Lima concentra dos terceras partes del consumo nacional.En cuanto al liderazdo; D'Onofrio (NESTLÉ) participa con 75% del mercado, Lamborgini (ALICORP) participa con 18% del mercado y con un 7% otras empresas.Entre las empresas nacionales dedicadas a la producción de helados tenemos:
D'Onofrio Lamborgini Ártika Aruba Saboratti Sunny Vane Vane Helados de Lara Gelatería Helados Huascarán Helados Billy Fénix (empresa cajabambina)
De su análisis podrá conocerse más acerca de los:
1. Precios que se cobran.2. Las condiciones de crédito que se ofrecen.3. Publicidad que se habrá de enfrentar o del producto ofrecido en su concepto
ampliado.4. Diversidad de tamaños y envases.5. Promociones con regalos adicionales al producto.6. Formas de llegar al consumidor, etc.
Estructura del análisis de la oferta

a) Descripción del mercado de la oferta
Estructura de mercado Técnicas de producción (artesanal, empresas pequeñas, medianas, etc.) Ubicación geográfica
b) Oferta presente y pasada
Identificación de la competencia Identificación de la estrategia de los consumidores. Determinar objetivos de la competencia Fuerzas y debilidades de la competencia Patrones de Reacción d la competencia
c) Variables que afectan a la oferta
Precio del producto o servicio Precio de los insumos y de los factores productivos Productos sustitutos y/o complementarios Tecnologías, etc.
d) Oferta futura
Extrapolación de la tendencia Incorporación de aquellos proyectos que se sepan que está financiada su
ejecución Posibles cambios en las variables que afectan la oferta y proyección de
acuerdo a ello.
Los sectores que ofrecen los productos sustitutos, si bien no son un competidor directo del sector productivo, bajo ciertas circunstancias pueden provocar que el cliente deje de consumir los productos que ofrece, este sector productivo, en el mercado y comience a consumir los productos sustitutos.
Los productos sustitutos son aquellos que el cliente puede consumir, como alternativa, cuando cualquier sector baja la calidad de sus productos por debajo de un límite por el cual el cliente está dispuesto a pagar o sube el precio por arriba de este límite.
En el mercado existe una serie de productos similares al helado que vendrían a ser nuestros productos sustitutos, como por ejemplo, marcianos, raspadillas y cremoladas, estos productos son consumidos si considerar el nivel socioeconómico,
es importante tener en cuenta esto, ya que puede ser una variable determinante para nuestro producto (helado de chalarina).
2.2 Análisis de proveedores
2.2.1 MATERIA PRIMA:
a. Definición
Nombre científico o latino: Casimiroa edulis Llave & Lex.Nombre común o vulgar: Zapote blanco, Pera mexicana,en Cajabamba es conocida como chalarina.Familia: Rutaceae.Origen: Especie nativa de Méjico y América Central.La madera del árbol se emplea en carpintería.Uso como árbol de parasol en pies aislados, formando macizos con otro tipo de vegetación y también como árbol frutal.Suelo ligero y permeable. No soporta la sal.La poda es necesaria si se quiere obtener fruta.Tolera bien el transplante, efectuando un previo repicado y escayolado según el tamaño del árbol.Propagación mediante semillas, las variedades deben multiplicarse por injerto para conservar las cacterísticas.
Figura 06. Zapote blanco
b. HistoriaEn el siglo XVI, Francisco Hernández relata que las hojas machacadas y aplicadas a las nodrizas, curan las diarreas de los infantes; los huesos

quemados y hechos polvo curan las úlceras pútridas quitando y consumiendo por completo la carne viciada, la úlcera, criando carne nueva y produciendo la cicatrización con rapidez admirable; los frutos comidos concilian el sueño. Calma los dolores de vientre de los niños, si provienen de frío o de flatulencia. En la información surgida de las Relaciones geográficas del siglo XVI se señala que es muy provechosa para inflamaciones.
A finales del siglo XIX, en Datos para la Materia Médica Mexicana, se relata que en las investigaciones realizadas por el Instituto Médico Nacional se obtuvieron en la mayoría de los casos resultados positivos, utilizado como: hipnótico, anticonvulsionante y antitérmico, calmante del dolor, la agitación, el delirio y favorecedor del sueño.
En el siglo XX, Maximino Martínez lo consigna como: anticonvulsivo, antipirético, antirreumático, antiséptico, hipnótico, hipotensor, para irritaciones gastrointestinales, provoca parálisis de la respiración, sedante, vasodilatadora y analgésica. Luis Cabrera, lo reporta para la arterioesclerosis, como diaforético, diurético e hipnótico. Finalmente, la Sociedad Farmacéutica de México lo indica como diurético e hipnótico.
c. Características generales
Árbol perennifolio de 6-10 m de altura, con copa ancha.Hojas: Compuestas, digitadas y con tres a cinco lóbulos ovales.Flores: pentámeras en cortas panículas, de color verde amarillento o blancuzco, fragantes.Frutos: drupáceos, redondeados, amarillentos o verdosos, algo apelados, aunque la forma depende de la variedad. La piel es delgada y la pulpa amarillenta, mantecosa, contiene 2-5 semillas de gran tamaño.De clima suave, rara vez fructifica fuera de su ambiente natural.Su fruto es de sabor similar al melocotón, de unos 6 cm. de diámetro y de color amarillo verdoso.El fruto es rico en vitaminas A y C, y posee un alto contenido de carbohidratos y proteínas.Al parecer la corteza, las hojas y sobre todo las semillas contienen un glucósido que tiene propiedades hipnóticas y sedantes. Se utiliza en medicina popular en caso de insomnio y dolores reumáticos. En dosis altas puede ser mortal.
d. ProducciónLa chalarina lo podemos encontrar en mayor cantidad en la provincia de Cajabamba, especialmente en el valle de Condebamba.

No se encuentra información específica, acerca de la producción de la chalarina en nuestra provincia ni en el Perú, ya que es un árbol frutal que la gente no lo cultivan en escalas considerables, generalmente lo cultivan como un plante ornamental.
Para la ubicación de la planta se tiene que elegir el lugar más adecuado, de acuerdo a los factores de localización, que se mostraran más adelante, los cuales nos van a permitir una producción más eficaz y eficiente, disminuyendo los costos de producción lo cual es beneficioso para la empresa y de esta manara poder alcanzar sus objetivos.
Consideramos los siguiente lugares para la ubicación de la planta: Cajabamba (Cajabamba), Malcas (Condebamba), Cholocal (Cachachi); teniendo en cuenta la disponibilidad de la materia prima.
a) Macrolocalización
Nuestra fábrica productora de HELADO DE CHALARINA está ubicada en La República de Perú, Departamento de Cajamarca, provincia de Cajabamba, ya que se puede aprovechar e iniciar la industrialización de los productos que ofrece el valle de Condebamba.
b) MicrolocalizaciónNuestra planta se encuentra ubicada en la Provincia de Cajabamba.
3.1 FACTORES LOCACIONALES.
Disponibilidad de Materia PrimaEl valle de Condebamba es el mayor productor de chalarina en la provincia de Cajabamba, esta zona puede ser adecuada para la instalación de la planta productora de helado de chalarina, ya que la materia prima se encuentra al alcance, pero también se tendrá en cuenta ortos factores.
Mano de ObraEn los lugares donde se tiene pensado instalar la planta productora de helado de chalarina, se proyectan como zonas industriales, por lo cual la mano de obra es considerable.
III.- LOCALIZACIÓN DE:
PLANTA PRODUCTORA DE HELADO DE CHALARINA
Mercado PotencialLos costos del producto se ven afectados por la ubicación de la planta hacia las vías de transporte, el mercado para el helado de chalarina es local con el fin de poder proveer a las zonas más populares de la provincia de Cajabamba, por lo que las tres ubicaciones cuentan con las condiciones suficientes para el buen transporte del producto.
Suministro de energía eléctrica y combustibleLa energía eléctrica necesaria para el proyecto puede ser suministrada por entidades públicas y privadas.
Suministro de Agua PotableEn el presente proyecto el agua se utiliza para el proceso y para usos sanitarios. Para esto las tres localizaciones cuentan con empresas públicas que proveen de agua a las empresas industriales en la cantidad y la calidad requerida, que cubrirá las necesidades de la planta.
Vías de transporteLos lugares en donde se tiene pensado instalar la planta productora de helado de chalarina, cuentan con vías de acceso transitables.
3.2 RANKING DE FACTORES.
Se utilizó la técnica de evaluación subjetiva y cuantitativa denominada Ranking de factores haciendo uso de una Tabla de Enfrentamiento ó Matriz. Los factores analizados fueron los siguientes:
F1= Disponibilidad de materia prima
F2= Mano de obra
F3= Mercado potencial
F4= Electricidad.
F5= Agua potable
F6= Vías de transporte
F7= Servicios municipales
F8= Terreno industrial
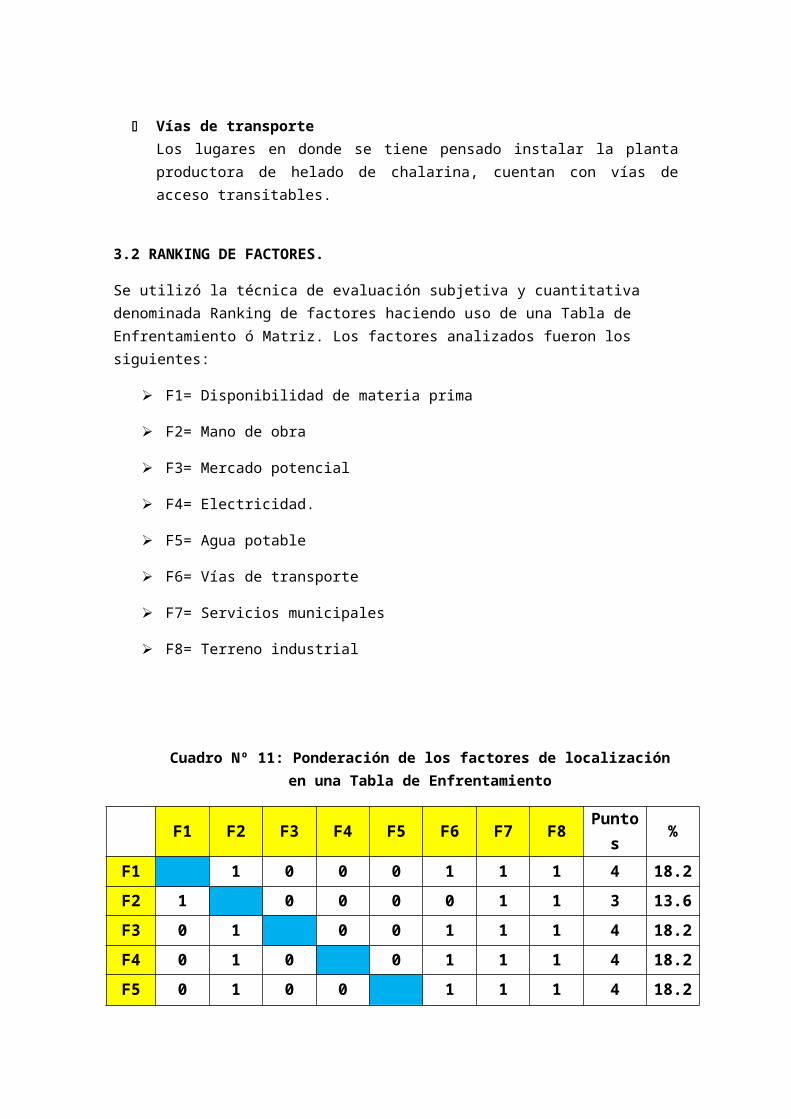
Cuadro Nº 11: Ponderación de los factores de localización en una Tabla de Enfrentamiento
F1 F2 F3 F4 F5 F6 F7 F8 Puntos %
F1 1 0 0 0 1 1 1 4 18.2
F2 1 0 0 0 0 1 1 3 13.6
F3 0 1 0 0 1 1 1 4 18.2
F4 0 1 0 0 1 1 1 4 18.2
F5 0 1 0 0 1 1 1 4 18.2
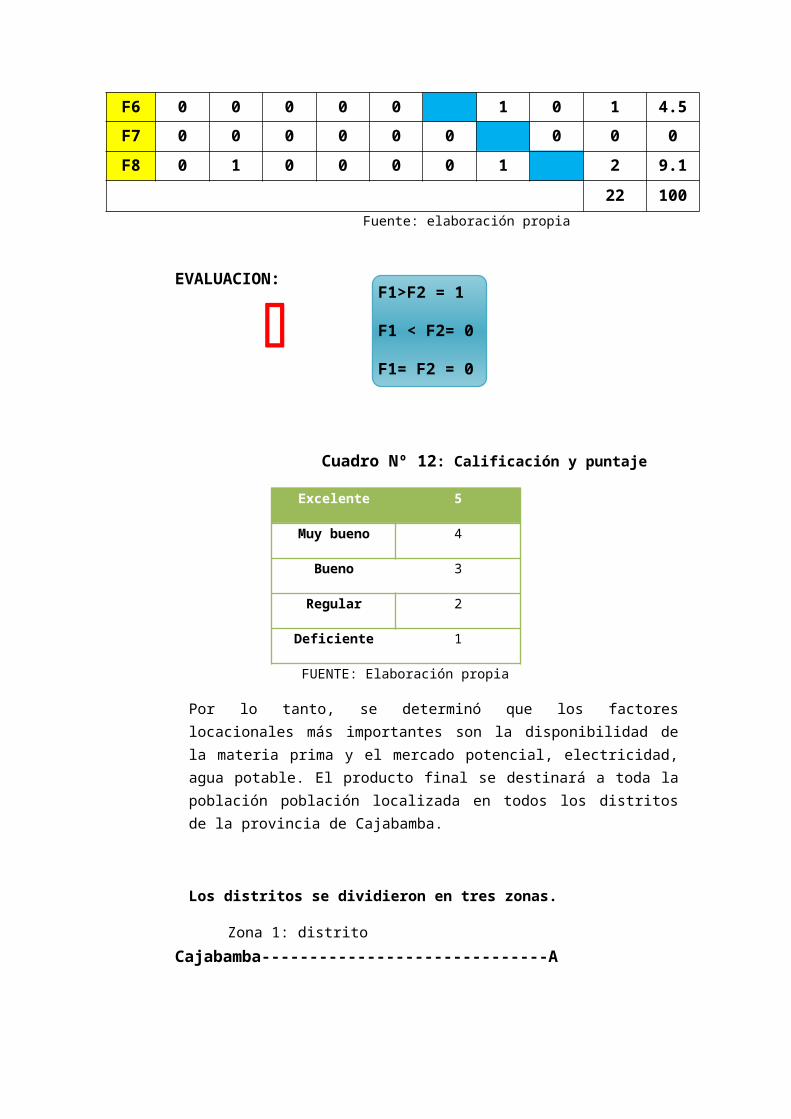
F6 0 0 0 0 0 1 0 1 4.5
F7 0 0 0 0 0 0 0 0 0
F8 0 1 0 0 0 0 1 2 9.1
22 100
Fuente: elaboración propia
EVALUACION:
Cuadro Nº 12: Calificación y puntaje
Excelente 5
Muy bueno 4
Bueno 3
Regular 2
Deficiente 1
FUENTE: Elaboración propia
Por lo tanto, se determinó que los factores locacionales más importantes son la disponibilidad de la materia prima y el mercado potencial, electricidad, agua potable. El producto final se destinará a toda la población población localizada en todos los distritos de la provincia de Cajabamba.
Los distritos se dividieron en tres zonas.
Zona 1: distrito Cajabamba------------------------------A
F1>F2 = 1
F1 < F2= 0
F1= F2 = 0
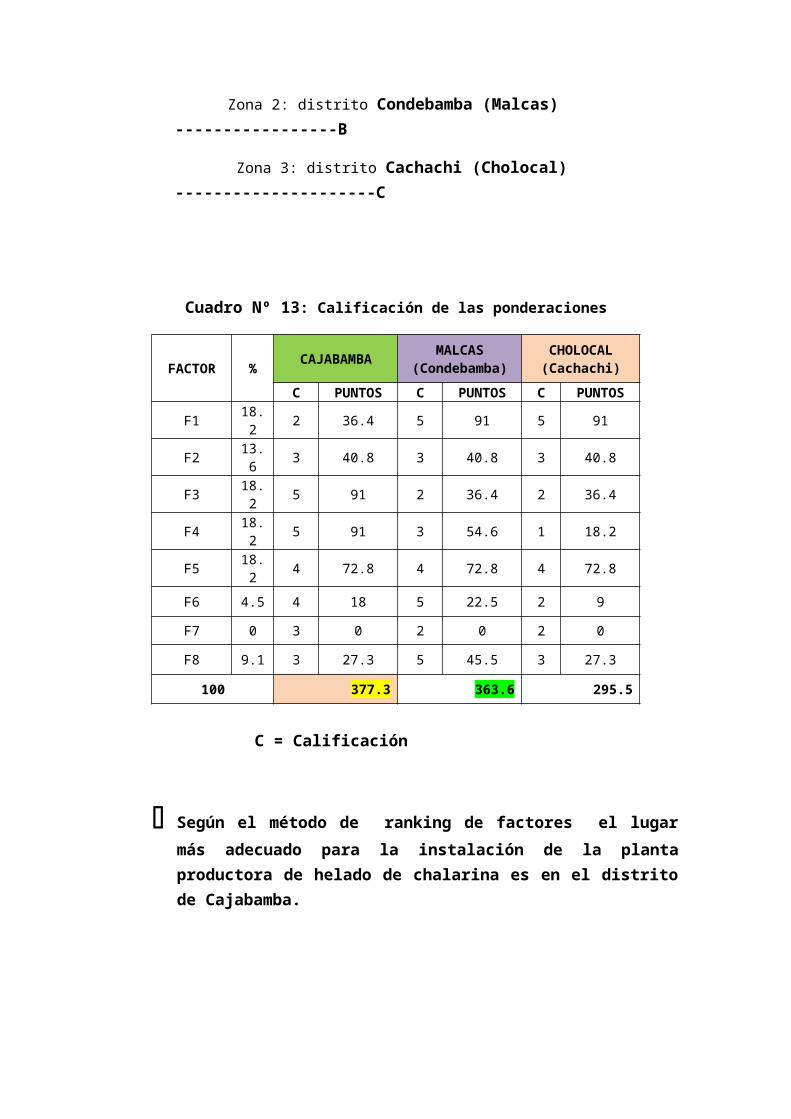
Zona 2: distrito Condebamba (Malcas) -----------------B
Zona 3: distrito Cachachi (Cholocal) ---------------------C
Cuadro Nº 13: Calificación de las ponderaciones
FACTOR %CAJABAMBA
MALCAS (Condebamba)
CHOLOCAL(Cachachi)
C PUNTOS C PUNTOS C PUNTOS
F1 18.2 2 36.4 5 91 5 91
F2 13.6 3 40.8 3 40.8 3 40.8
F3 18.2 5 91 2 36.4 2 36.4
F4 18.2 5 91 3 54.6 1 18.2
F5 18.2 4 72.8 4 72.8 4 72.8
F6 4.5 4 18 5 22.5 2 9
F7 0 3 0 2 0 2 0
F8 9.1 3 27.3 5 45.5 3 27.3
100 377.3 363.6 295.5
C = Calificación
Según el método de ranking de factores el lugar más adecuado para la
instalación de la planta productora de helado de chalarina es en el distrito de Cajabamba.
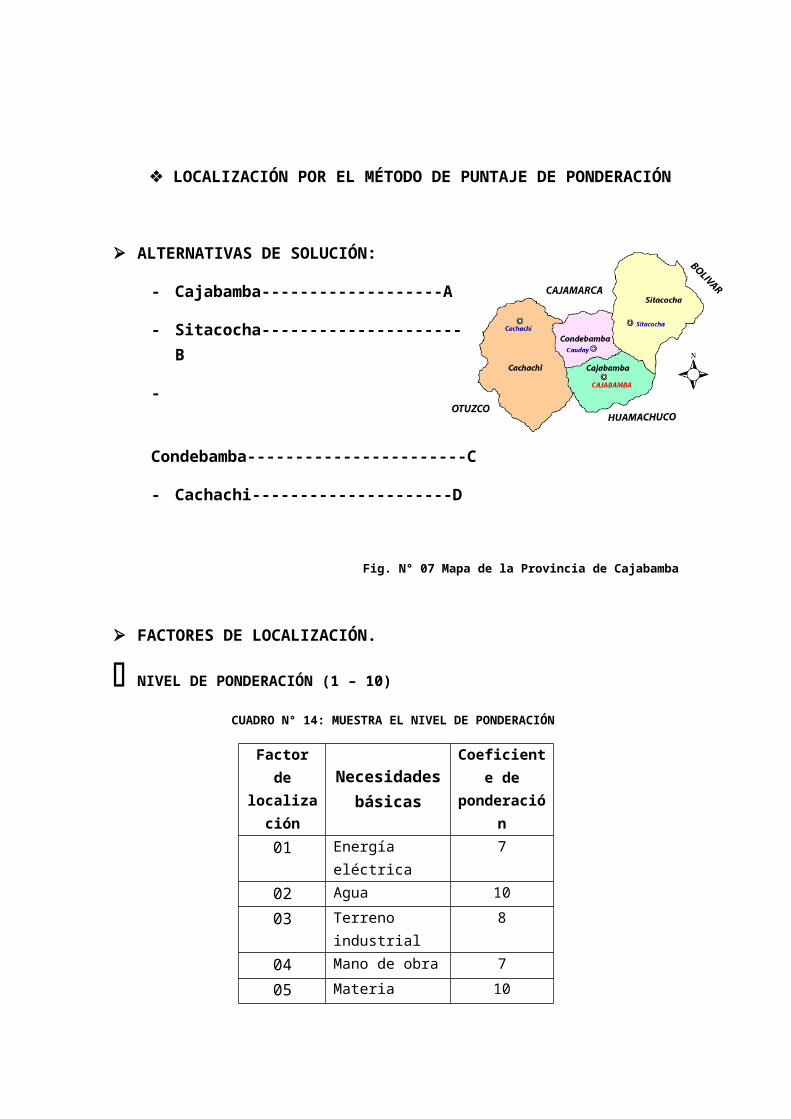
LOCALIZACIÓN POR EL MÉTODO DE PUNTAJE DE PONDERACIÓN
ALTERNATIVAS DE SOLUCIÓN:
- Cajabamba-------------------A
- Sitacocha---------------------B
- Condebamba-----------------------C
- Cachachi---------------------D
Fig. N° 07 Mapa de la Provincia de Cajabamba
FACTORES DE LOCALIZACIÓN.
NIVEL DE PONDERACIÓN (1 – 10)
CUADRO N° 14: MUESTRA EL NIVEL DE PONDERACIÓN
Factor de localizació
n
Necesidades básicas
Coeficiente de ponderación
01 Energía eléctrica 7
02 Agua 10
03 Terreno industrial 8
04 Mano de obra 7
05 Materia prima 10
06 Vías de acceso 7
07 Impacto ambiental 8
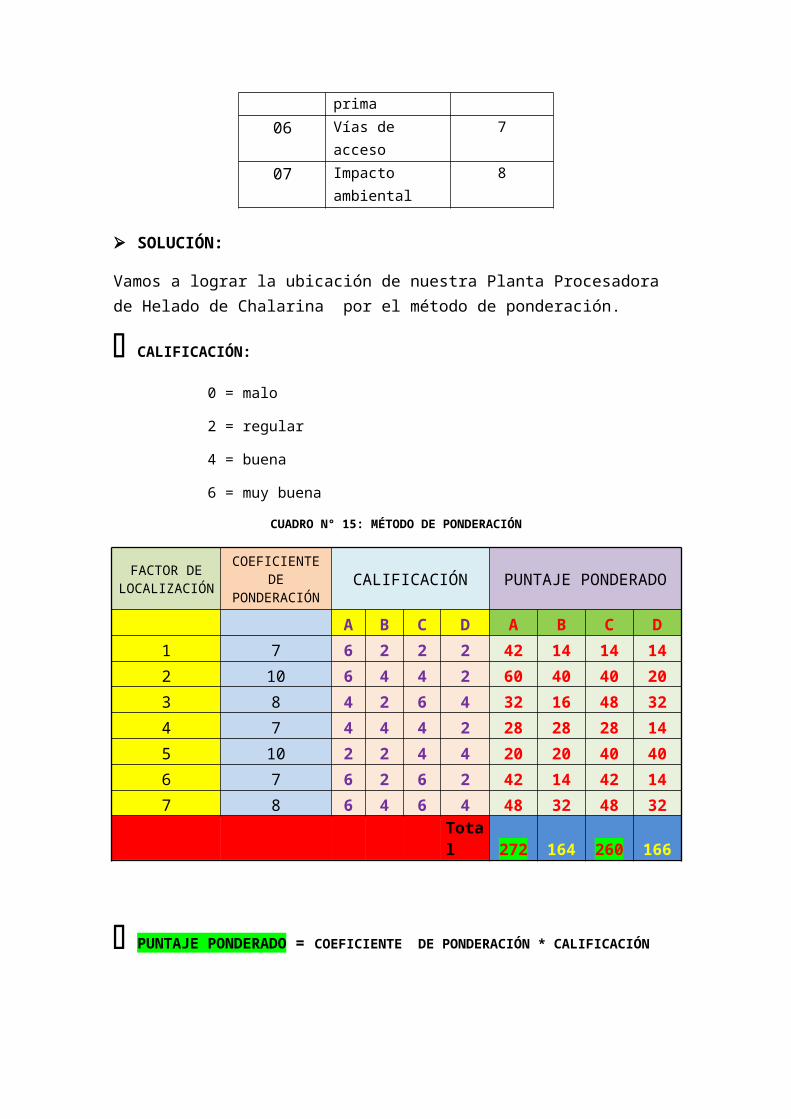
SOLUCIÓN:
Vamos a lograr la ubicación de nuestra Planta Procesadora de Helado de Chalarina por el método de ponderación.
CALIFICACIÓN:
0 = malo
2 = regular
4 = buena
6 = muy buena
CUADRO N° 15: MÉTODO DE PONDERACIÓN
FACTOR DE LOCALIZACIÓN
COEFICIENTE DE
PONDERACIÓNCALIFICACIÓN PUNTAJE PONDERADO
A B C D A B C D
1 7 6 2 2 2 42 14 14 14
2 10 6 4 4 2 60 40 40 20
3 8 4 2 6 4 32 16 48 32
4 7 4 4 4 2 28 28 28 14
5 10 2 2 4 4 20 20 40 40
6 7 6 2 6 2 42 14 42 14
7 8 6 4 6 4 48 32 48 32
Total 272 164 260 166
PUNTAJE PONDERADO = COEFICIENTE DE PONDERACIÓN * CALIFICACIÓN
RESULTADO:
De acuerdo al método de puntaje de ponderación, la ubicación de la Planta Procesadora de Helado de Chalarina será en el distrito de Cajabamba, Provincia de Cajabamba, departamento de Cajamarca, ya que este distrito cuenta con condiciones de operaciones satisfactorias, teniendo como segunda alternativa el distrito de Cauday.
IV.- TAMAÑO DE PLANTA
4.1. TAMAÑO Y MERCADO.
El número de consumidores expresados en la capacidad de producción, es un factor con importancia para la determinación del tamaño de la planta, al tratar de satisfacer esta demanda de nuestro producto.
Para determinar el tamaño de planta es necesario tomar en cuenta la demanda proyectada, cabe mencionar que esta proyección de demanda se realizó en el estudio de mercado.
4.2. TAMAÑO Y MATERIAS PRIMAS.
Este factor se refiere a que el tamaño de la planta depende de la provisión de la materia prima y demás insumos incluidos en la producción de nuestro producto.
Cabe resaltar que estos insumos deben ser de alta calidad y deben encontrarse en una cantidad suficiente en el mercado para poder cubrir nuestras necesidades en nuestra producción al fin de cubrir nuestra demanda proyectada.
4.3. TAMAÑO Y TECNOLOGIA.
La tecnologia también es un factor de importancia para el tamaño de la planta, ya que la cantidad de producto a producir dependerá de la disponibilidad de maquinaria y equipos necesarios en el mercado, también debemos de tener en cuenta que el uso de la tecnología en exceso nos llevará a un aumento en los costos, por eso es que solo se debe utilizar la necesaria.
El tamaño de la planta propuesto para satisfacer la demanda del mercado es tecnológicamente viable, por la existencia en el mercado, de materiales y equipos adecuados para las capacidades de cada una de las operaciones del proceso garantizándose asimismo la calidad en el producto final.
4.4. TAMAÑO Y FINANCIAMIENTO.
El financiamiento es un factor importante que puede restringir el tamaño de la planta, es por ello que se tiene que realizar un análisis de las alternativas en las posibles fuentes de financiamiento.
Las recursos para cubrir nuestras necesidades del proyecto pueden provenir de 2 fuentes principales:
Del capital suscrito y pagado por los accionistas.
De un crédito que se puede obtener de las instituciones bancarias, públicas y privadas.
Al analizar los principales factores que pueden determinar el tamaño óptimo de la planta, podemos concluir que ninguno de los factores limita a nuestro proyecto, entonces la capacidad de nuestra planta estará determinada por la demanda en el mercado del consumidor.
4.5. Determinación de la localización de la planta en base a los costos de transporte
Se considera lo siguiente:
El helado de chalarina es un producto que no necesita conservantes, ya que
en su proceso de elaboración se ha sometido a tratamientos térmicos, además este producto por su naturaleza se debe mantener en medios fríos, el cual ayuda a la conservación del producto, la humedad del producto final es de 75% aproximadamente.
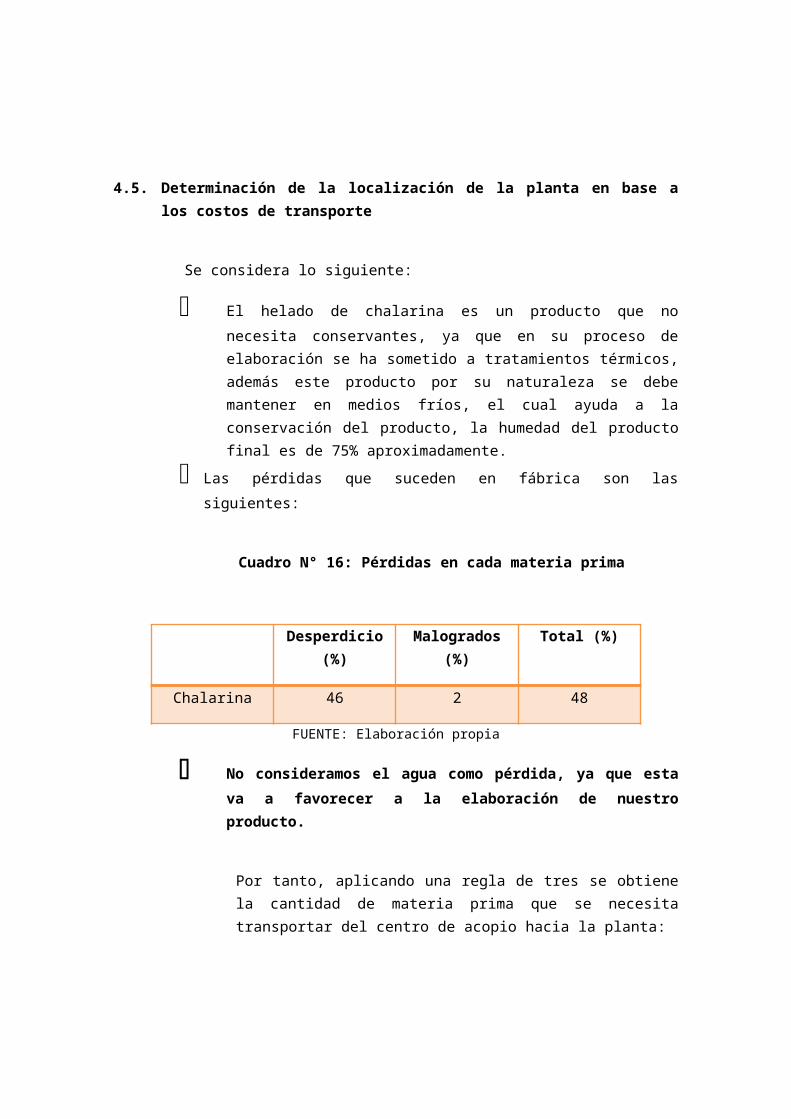
Las pérdidas que suceden en fábrica son las siguientes:
Cuadro N° 16: Pérdidas en cada materia prima
Desperdicio (%) Malogrados (%) Total (%)
Chalarina 46 2 48
FUENTE: Elaboración propia
No consideramos el agua como pérdida, ya que esta va a favorecer a la
elaboración de nuestro producto.
Por tanto, aplicando una regla de tres se obtiene la cantidad de materia prima que se necesita transportar del centro de acopio hacia la planta:
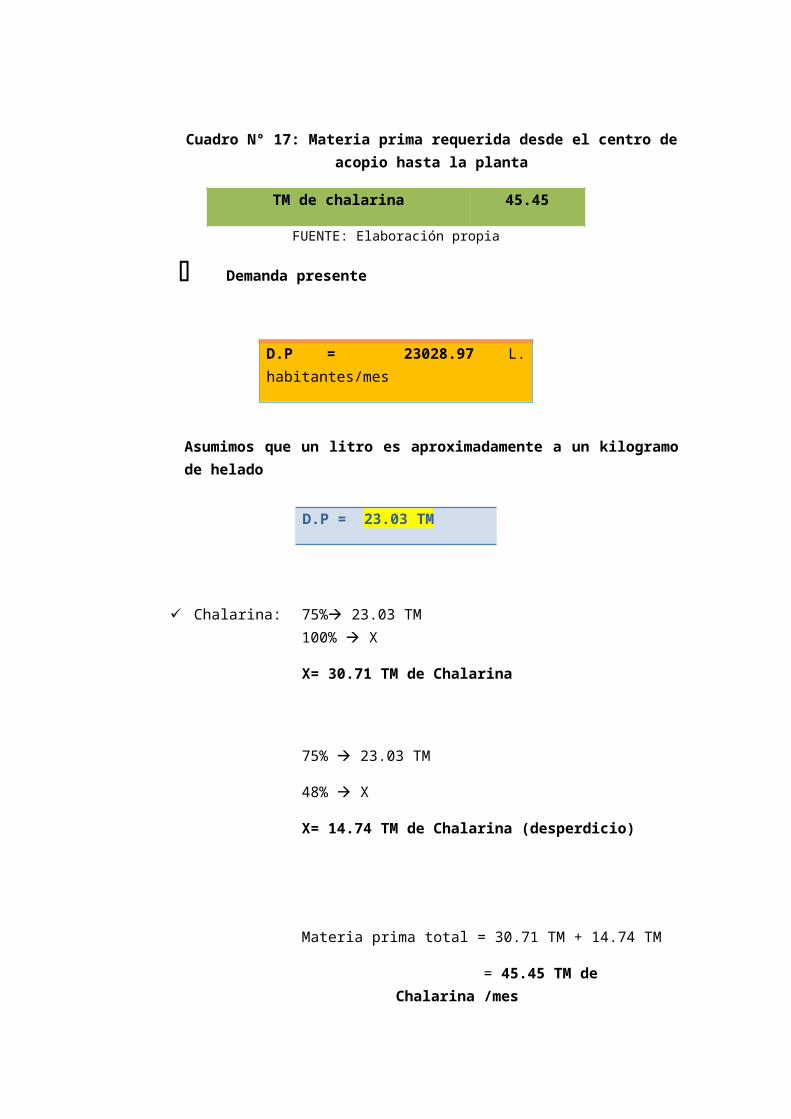
Cuadro N° 17: Materia prima requerida desde el centro de acopio hasta la planta
TM de chalarina 45.45
FUENTE: Elaboración propia
Demanda presente
Asumimos que un litro es aproximadamente a un kilogramo de helado
D.P = 23028.97 L. habitantes/mes
Chalarina: 75% 23.03 TM100% X
X= 30.71 TM de Chalarina
75% 23.03 TM
48% X
X= 14.74 TM de Chalarina (desperdicio)
Materia prima total = 30.71 TM + 14.74 TM
= 45.45 TM de Chalarina /mes
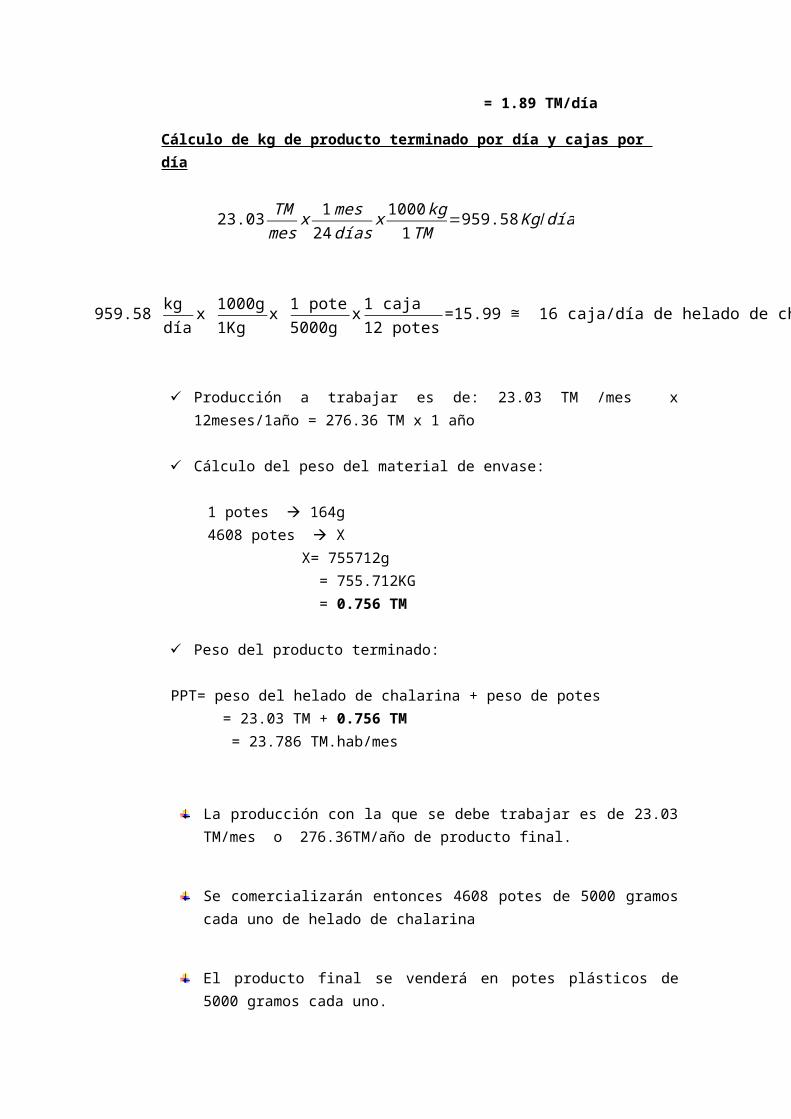
= 1.89 TM/día
Cálculo de kg de producto terminado por día y cajas por día
23.03TMmes
x1 mes
24 díasx
1000 kg1TM
=959.58 Kg /día
959.58 kgdía
x 1000g1Kg
x 1 pote5000g
x1 caja12 potes
=15.99 16 caja/día de helado de chalarina≅
Producción a trabajar es de: 23.03 TM /mes x 12meses/1año = 276.36 TM x 1 año
Cálculo del peso del material de envase:
1 potes 164g4608 potes X
X= 755712g = 755.712KG = 0.756 TM
Peso del producto terminado:
D.P = 23.03 TM

PPT= peso del helado de chalarina + peso de potes = 23.03 TM + 0.756 TM = 23.786 TM.hab/mes
La producción con la que se debe trabajar es de 23.03 TM/mes o 276.36TM/año de producto final.
Se comercializarán entonces 4608 potes de 5000 gramos cada uno de helado de chalarina
El producto final se venderá en potes plásticos de 5000 gramos cada uno.
El peso de cada pote vacío es de 164 gramos.
El costo de transporte para la materias primas es de S/ 1.00 por jaba, cada jaba tiene un peso de 25 kg. Desde el punto de acopio hasta el lugar de elaboración (S/ 0.04/kg. Km por jaba)
El peso de los potes de plástico será de 0.756 TM.
El peso del producto terminado por tanto será:
PPT= peso del helado de chalarina + peso de potes PPT = 23.03 TM + 0.756 TMPPT = 23.786 TM/mes
Teniendo como base la demanda presente (23.03 TM), la cantidad de materia prima que se requiere para elaborar 30.71 TM de Chalarina
El porcentaje de consumo para las 3 zonas a las que destinamos nuestro producto será el siguiente:
Cuadro N° 18: Porcentajes de consumo en cada zona
Zona 1 55.5%
Zona 2 32.7%
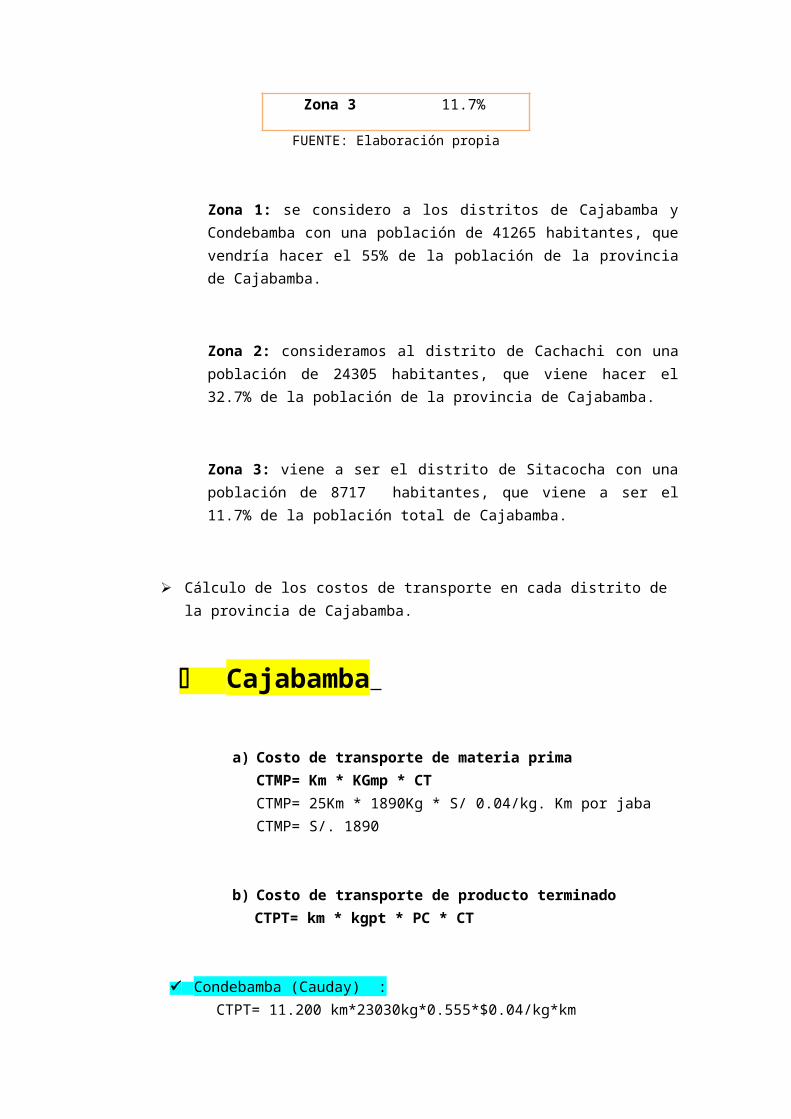
Zona 3 11.7%
FUENTE: Elaboración propia
Zona 1: se considero a los distritos de Cajabamba y Condebamba con una población de 41265 habitantes, que vendría hacer el 55% de la población de la provincia de Cajabamba.
Zona 2: consideramos al distrito de Cachachi con una población de 24305 habitantes, que viene hacer el 32.7% de la población de la provincia de Cajabamba.
Zona 3: viene a ser el distrito de Sitacocha con una población de 8717 habitantes, que viene a ser el 11.7% de la población total de Cajabamba.
Cálculo de los costos de transporte en cada distrito de la provincia de Cajabamba.
Cajabamba
a) Costo de transporte de materia primaCTMP= Km * KGmp * CTCTMP= 25Km * 1890Kg * S/ 0.04/kg. Km por jaba CTMP= S/. 1890
b) Costo de transporte de producto terminadoCTPT= km * kgpt * PC * CT
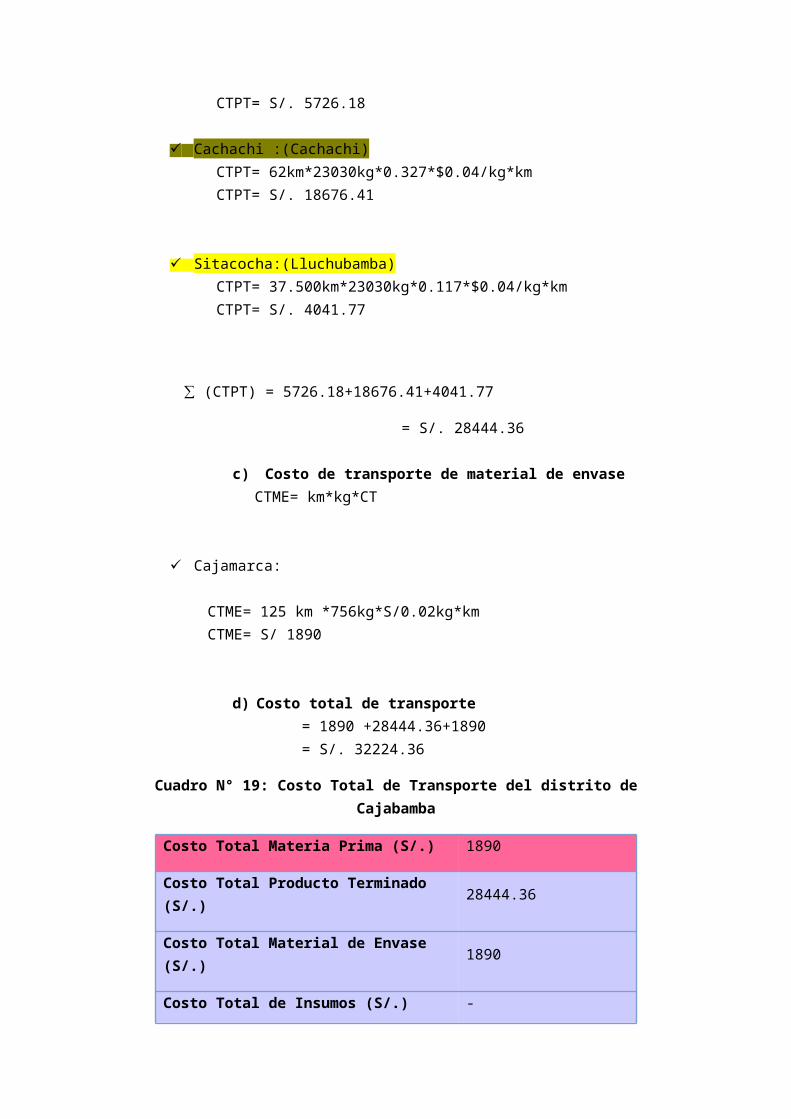
Condebamba (Cauday) : CTPT= 11.200 km*23030kg*0.555*$0.04/kg*km CTPT= S/. 5726.18
Cachachi :(Cachachi) CTPT= 62km*23030kg*0.327*$0.04/kg*km
CTPT= S/. 18676.41
Sitacocha:(Lluchubamba) CTPT= 37.500km*23030kg*0.117*$0.04/kg*km CTPT= S/. 4041.77
∑ (CTPT) = 5726.18+18676.41+4041.77
= S/. 28444.36
c) Costo de transporte de material de envaseCTME= km*kg*CT
Cajamarca:
CTME= 125 km *756kg*S/0.02kg*kmCTME= S/ 1890
d) Costo total de transporte= 1890 +28444.36+1890= S/. 32224.36
Cuadro N° 19: Costo Total de Transporte del distrito de Cajabamba
Costo Total Materia Prima (S/.) 1890
Costo Total Producto Terminado (S/.) 28444.36
Costo Total Material de Envase (S/.) 1890
Costo Total de Insumos (S/.) -
COSTO TOTAL TRANSPORTE (S/.) 32224.36
FUENTE: Elaboración propia
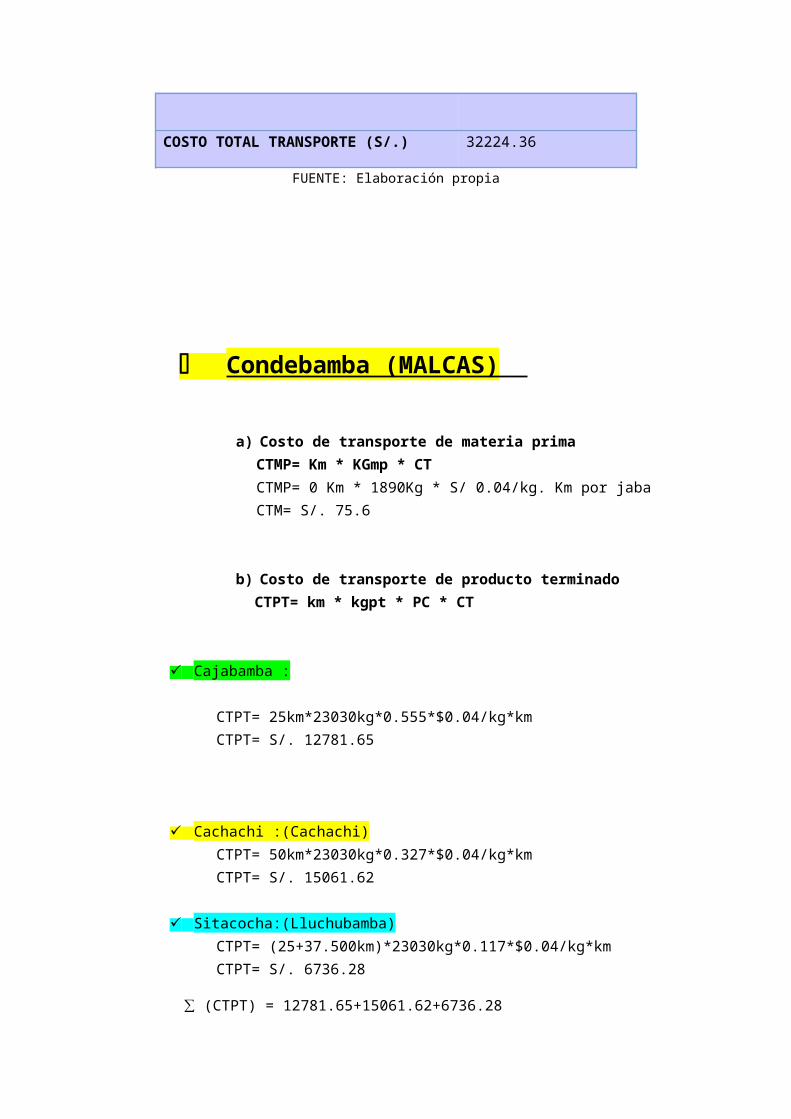
Condebamba (MALCAS)
a) Costo de transporte de materia primaCTMP= Km * KGmp * CTCTMP= 0 Km * 1890Kg * S/ 0.04/kg. Km por jaba CTM= S/. 75.6
b) Costo de transporte de producto terminadoCTPT= km * kgpt * PC * CT
Cajabamba :
CTPT= 25km*23030kg*0.555*$0.04/kg*km CTPT= S/. 12781.65
Cachachi :(Cachachi) CTPT= 50km*23030kg*0.327*$0.04/kg*km CTPT= S/. 15061.62
Sitacocha:(Lluchubamba) CTPT= (25+37.500km)*23030kg*0.117*$0.04/kg*km CTPT= S/. 6736.28
∑ (CTPT) = 12781.65+15061.62+6736.28
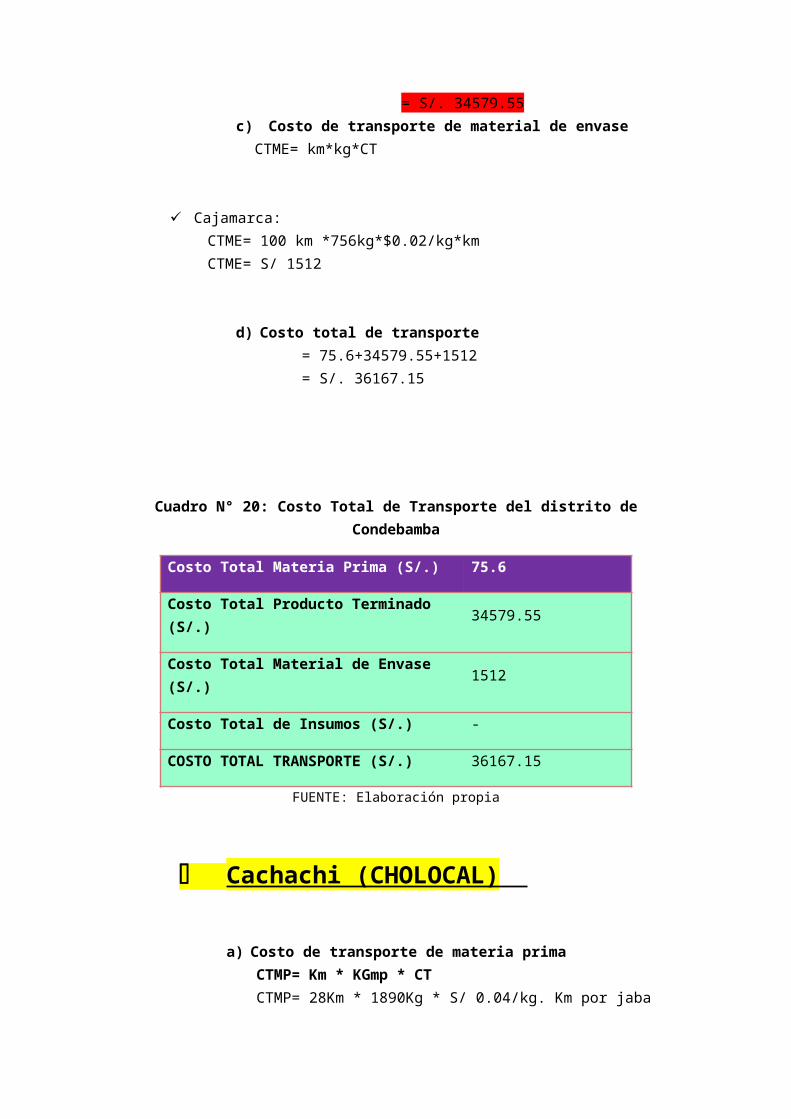
= S/. 34579.55c) Costo de transporte de material de envase
CTME= km*kg*CT
Cajamarca:CTME= 100 km *756kg*$0.02/kg*kmCTME= S/ 1512
d) Costo total de transporte= 75.6+34579.55+1512= S/. 36167.15
Cuadro N° 20: Costo Total de Transporte del distrito de Condebamba
Costo Total Materia Prima (S/.) 75.6
Costo Total Producto Terminado (S/.) 34579.55
Costo Total Material de Envase (S/.) 1512
Costo Total de Insumos (S/.) -
COSTO TOTAL TRANSPORTE (S/.) 36167.15
FUENTE: Elaboración propia
Cachachi (CHOLOCAL)
a) Costo de transporte de materia primaCTMP= Km * KGmp * CTCTMP= 28Km * 1890Kg * S/ 0.04/kg. Km por jaba CTMP= S/. 2116.8
b) Costo de transporte de producto terminadoCTPT= km * kgpt * PC * CT
Cajabamba :
CTPT= 42km*23030kg*0.555*S/. 0.04/kg*km CTPT= S/. 21473.172
Condebamba (Cauday) :
CTPT= 31 km*23030kg*0.555*$0.04/kg*km CTPT= S/. 15849.246
Sitacocha:(Lluchubamba)
CTPT= (79.5km)*23030kg*0.117*$0.04/kg*km CTPT= S/. 8568.54
∑ (CTPT) = 21473.172+15849.246+8568.54
= S/. 45890.96c) Costo de transporte de material de envase

CTME= km*kg*CT
Cajamarca:CTME= 131 km *756kg*$0.02/kg*kmCTME= S/ 1980.72
d) Costo total de transporte= 2116.8+45890.96+1980.72= S/. 49988.48
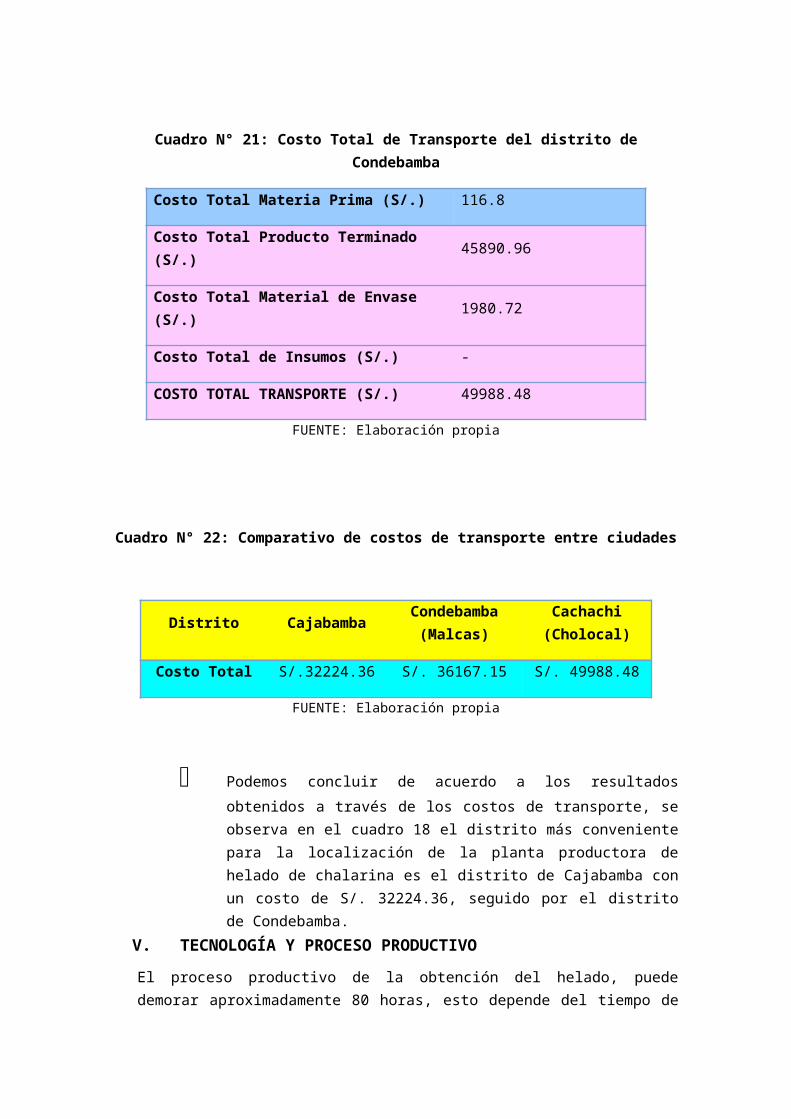
Cuadro N° 21: Costo Total de Transporte del distrito de Condebamba
Costo Total Materia Prima (S/.) 116.8
Costo Total Producto Terminado (S/.) 45890.96
Costo Total Material de Envase (S/.) 1980.72
Costo Total de Insumos (S/.) -
COSTO TOTAL TRANSPORTE (S/.) 49988.48
FUENTE: Elaboración propia
Cuadro N° 22: Comparativo de costos de transporte entre ciudades
Distrito CajabambaCondebamba
(Malcas)Cachachi (Cholocal)
Costo Total S/.32224.36 S/. 36167.15 S/. 49988.48
FUENTE: Elaboración propia
Podemos concluir de acuerdo a los resultados obtenidos a través de los
costos de transporte, se observa en el cuadro 18 el distrito más conveniente para la localización de la planta productora de helado de chalarina es el distrito de Cajabamba con un costo de S/. 32224.36, seguido por el distrito de Condebamba.
V. TECNOLOGÍA Y PROCESO PRODUCTIVO
El proceso productivo de la obtención del helado, puede demorar aproximadamente 80 horas, esto depende del tiempo de maduracion que se le al helado, pero en nuestro caso el procesamiento del helado de chalarina va a demorar aproximadamente 46 horas por lote de producion
El proceso empieza con la recepción y pesado de aproximadamente 45.45TM de chalarina de proveedores seleccionados. Luego se procede a la selección y pesado de la materia prima.
En la planta se recepcionan los frutos de chalarina que cumplan las características de madurez, color, libres de magulladuras, picaduras o cualquier otro daño mecánico, y que además cumplan con todos demás requerimientos de calidad para el respectivo procesamiento. Aquellos que no cumplan esta condición se toman como desperdicios.
Una vez que la materia prima (chalarina) se a recepcionado, se realiza el lavado y se procede al pelado de la cascara, luego se extrae la pepa, y se obtiene solo la pulpa de dicha fruta, la cual será incorporada a la mezcla base antes de que esta sea batida.
Luego los demás ingredientes como azúcar, leche en polvo, estabilizantes, crema de leche, leche en polvo, leche entera, manteca, son seleccionados y pesados, para luego ser incorporados al proceso de elaboración del helado de chalarina.
Primeramente se procede a unir todos los ingredientes líquidos (leche, crema de leche, etc.) y posteriormente se añaden los sólidos (leche en polvo, azúcar, estabilizantes, etc.) mientras los ingredientes líquidos son agitados. Esta operación de efectúa en un tanque de mezcla con la ayuda de un agitador, toda esta mezcla que se obtiene se llama “mezcla base”, la cual luego va a ser pasteurizada, la temperatura empleada puede ser de 80º C por 10 minutos (pasterización en placas) o de 63º C por 30 minutos (pasteurización lenta).
Luego se procede a homogenizar la mezcla para poder obtener un helado con más cuerpo y de textura suave, seguidamente pasa al enfriado y maduración, en una cámara de refrigeración a temperaturas de 2 a 4 ºC por un tiempo de 4 a 72 horas. Durante esta etapa la grasa se solidifica (se toma cristalina).
Una vez que a transcurrido el tiempo de maduración, la mezcla madura pasa al proceso de batido y congelado, el cual esta por debajo de los -5 ºC llegando hasta los -10 a -15 ºC, por un tiempo de solo segundos o minutos (15 a 20), dependiendo del tipo de maquina, pero antes de ser batida la mezcla se adiciona la pulpa de la fruta (chalarina), luego se procede al envasado y endurecimiento, el cual se realiza en cámaras de congelación a temperaturas de -20 a -30 ºC, para luego ser almacenado y comercializado.
5.1. Flujos de elaboración de helado de chalarina
Flujo de elaboración de helado de chalarina
Chalarina
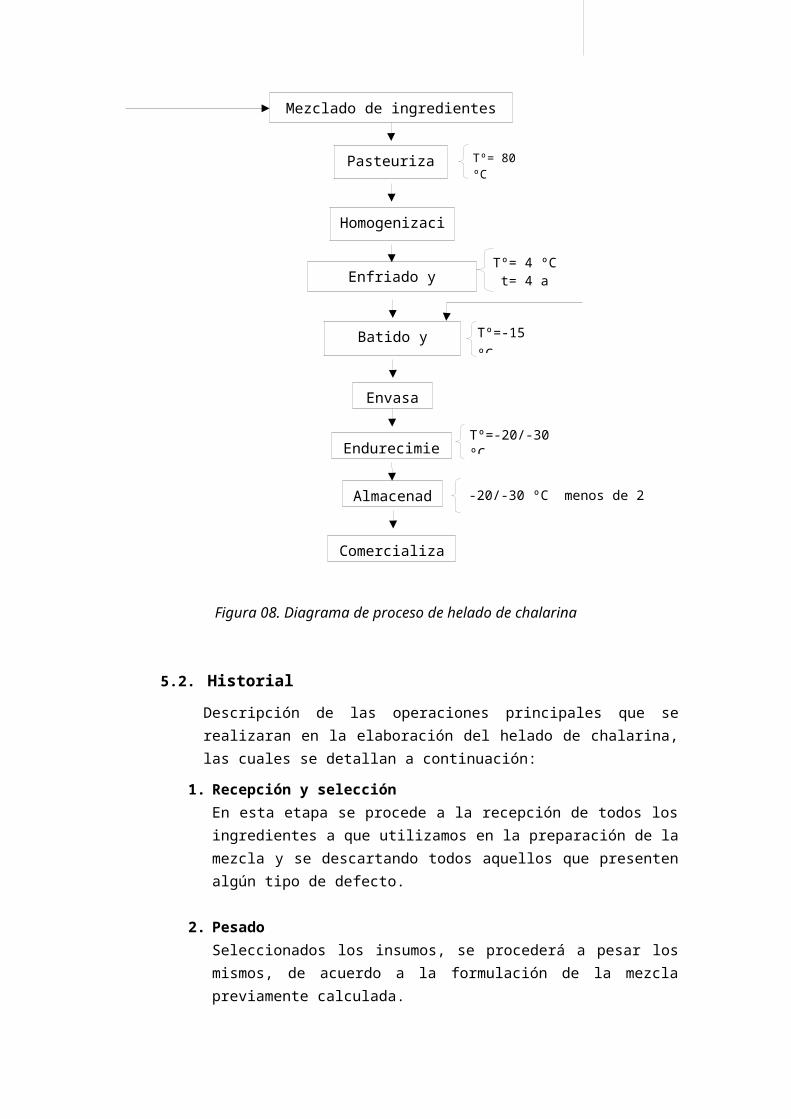
Figura 08. Diagrama de proceso de helado de chalarina
Recepción-pesado
Pesado de los ingredientes
Mezclado de ingredientes liquido
Mezclado de ingredientes sólidos
Pasteurización
Homogenización
Enfriado y maduración
Batido y congelado
Envasado
Endurecimiento
Almacenado
Comercialización
Insumos líquidos: leche entera, crema de leche o grasa vegetal (3ºC)
Insumos sólidos: leche en polvo, azúcar, estabilizador
(40 º C)
Tº= 80 ºC t= 10 min
Tº= 4 ºC t= 4 a 72hrs.
Tº=-15 ºC t=15 min
Tº=-20/-30 ºCt= 12-24 hrs
Selección-clasificación
Lavado
Pelado extracción de pulpa
-20/-30 ºC menos de 2 semanas
A la cámara de conservación Tº = 4ºC
50 ppm CLRDesinfectado
5.2. Historial
Descripción de las operaciones principales que se realizaran en la elaboración del helado de chalarina, las cuales se detallan a continuación:
1. Recepción y selección En esta etapa se procede a la recepción de todos los ingredientes a que utilizamos en la preparación de la mezcla y se descartando todos aquellos que presenten algún tipo de defecto.
2. Pesado Seleccionados los insumos, se procederá a pesar los mismos, de acuerdo a la formulación de la mezcla previamente calculada.
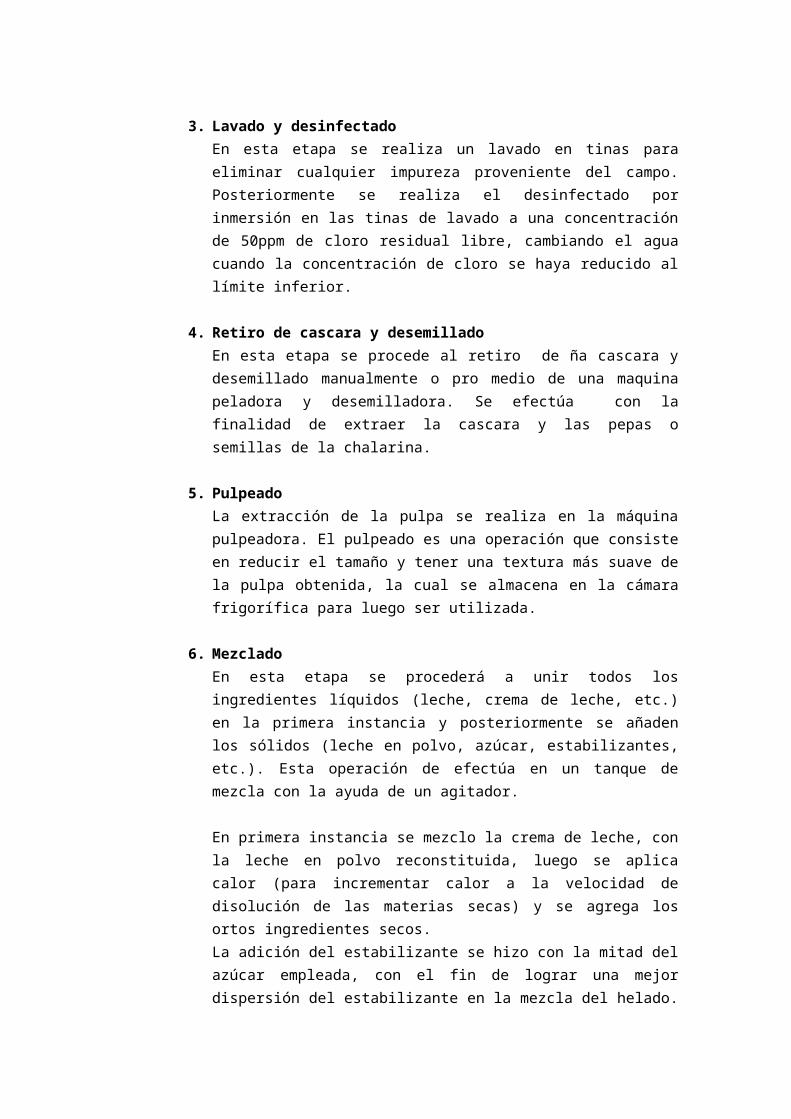
3. Lavado y desinfectadoEn esta etapa se realiza un lavado en tinas para eliminar cualquier impureza proveniente del campo. Posteriormente se realiza el desinfectado por inmersión en las tinas de lavado a una concentración de 50ppm de cloro residual libre, cambiando el agua cuando la concentración de cloro se haya reducido al límite inferior.
4. Retiro de cascara y desemilladoEn esta etapa se procede al retiro de ña cascara y desemillado manualmente o pro medio de una maquina peladora y desemilladora. Se efectúa con la finalidad de extraer la cascara y las pepas o semillas de la chalarina.
5. Pulpeado La extracción de la pulpa se realiza en la máquina pulpeadora. El pulpeado es una operación que consiste en reducir el tamaño y tener una textura más suave de la pulpa obtenida, la cual se almacena en la cámara frigorífica para luego ser utilizada.
6. Mezclado En esta etapa se procederá a unir todos los ingredientes líquidos (leche, crema de leche, etc.) en la primera instancia y posteriormente se añaden los sólidos (leche en polvo, azúcar, estabilizantes, etc.). Esta operación de efectúa en un tanque de mezcla con la ayuda de un agitador.
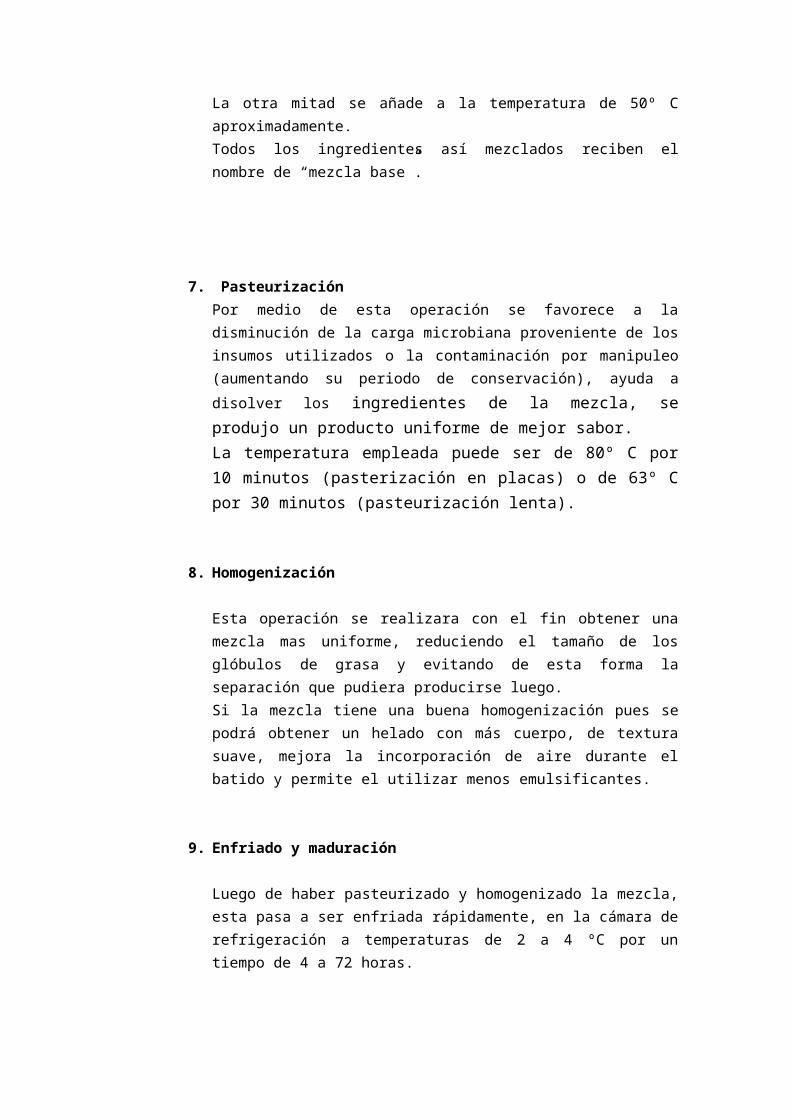
En primera instancia se mezclo la crema de leche, con la leche en polvo reconstituida, luego se aplica calor (para incrementar calor a la velocidad de disolución de las materias secas) y se agrega los ortos ingredientes secos.La adición del estabilizante se hizo con la mitad del azúcar empleada, con el fin de lograr una mejor dispersión del estabilizante en la mezcla del helado. La otra mitad se añade a la temperatura de 50º C aproximadamente.Todos los ingredientes así mezclados reciben el nombre de “mezcla base”.
7. Pasteurización Por medio de esta operación se favorece a la disminución de la carga microbiana proveniente de los insumos utilizados o la contaminación por
manipuleo (aumentando su periodo de conservación), ayuda a disolver los
ingredientes de la mezcla, se produjo un producto uniforme de mejor sabor.La temperatura empleada puede ser de 80º C por 10 minutos (pasterización en placas) o de 63º C por 30 minutos (pasteurización lenta).
8. Homogenización
Esta operación se realizara con el fin obtener una mezcla mas uniforme, reduciendo el tamaño de los glóbulos de grasa y evitando de esta forma la separación que pudiera producirse luego.Si la mezcla tiene una buena homogenización pues se podrá obtener un helado con más cuerpo, de textura suave, mejora la incorporación de aire durante el batido y permite el utilizar menos emulsificantes.
9. Enfriado y maduración
Luego de haber pasteurizado y homogenizado la mezcla, esta pasa a ser enfriada rápidamente, en la cámara de refrigeración a temperaturas de 2 a 4 ºC por un tiempo de 4 a 72 horas.
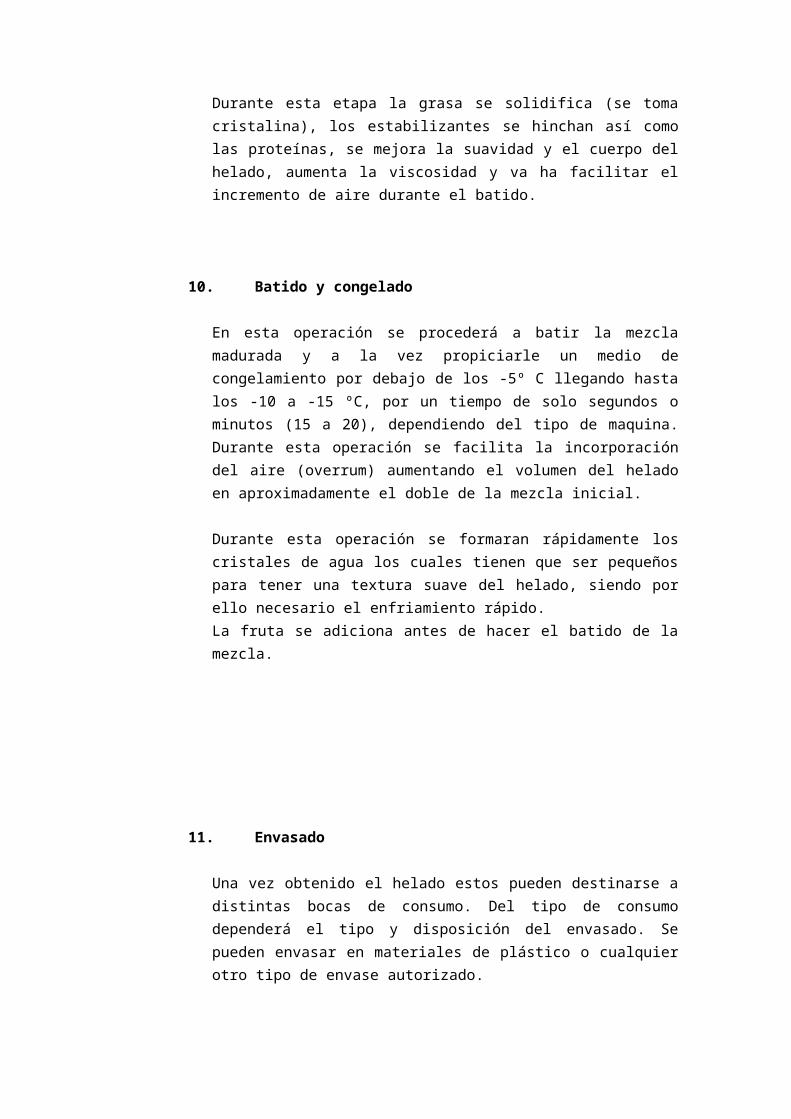
Durante esta etapa la grasa se solidifica (se toma cristalina), los estabilizantes se hinchan así como las proteínas, se mejora la suavidad y el cuerpo del helado, aumenta la viscosidad y va ha facilitar el incremento de aire durante el batido.
10. Batido y congelado
En esta operación se procederá a batir la mezcla madurada y a la vez propiciarle un medio de congelamiento por debajo de los -5º C llegando hasta los -10 a -15 ºC, por un tiempo de solo segundos o minutos (15 a 20), dependiendo del tipo de maquina. Durante esta operación se facilita la incorporación del aire (overrum) aumentando el volumen del helado en aproximadamente el doble de la mezcla inicial.
Durante esta operación se formaran rápidamente los cristales de agua los cuales tienen que ser pequeños para tener una textura suave del helado, siendo por ello necesario el enfriamiento rápido.La fruta se adiciona antes de hacer el batido de la mezcla.

11. Envasado
Una vez obtenido el helado estos pueden destinarse a distintas bocas de consumo. Del tipo de consumo dependerá el tipo y disposición del envasado. Se pueden envasar en materiales de plástico o cualquier otro tipo de envase autorizado.
12. Endurecimiento
Se realiza en cámaras de congelación a temperaturas de -20 a -30 ºC, ya que la mitad del agua, se congela en el batido y la otra mitad se completa en esta etapa la cual se consigue dentro de las 24 horas de permanencia, para luego ser comercializado.
13. Almacenado
Al tener al helado endurecido, no deberá de almacenarse por mas de dos semanas antes de ser vendido ya en muchas veces el cuarto de endurecimiento se usa indebidamente como almacén.Durante el almacenamiento se debe procurar mantener una temperatura uniforme entre los -20 a -30 ºC, así como los envases deberán colocarse pegados, uno junto al otro, con el fin de evitar cambios de temperatura.
5.3. Diagrama de operaciones para el procesamiento de helado de chalarina
Figura 09. Diagrama de operaciones para el procesamiento de helado de chalarina
Mezcla ingredientes líquidos
Mezcla ingredientes sólidos
Pasteurización
Homogenización
Congelado 8 min.
Envasado 30 min
Endurecimiento 12- 24 hrs
T Almacenaje
Insumos líquidos: leche estera, crema de leche, grasa vegetal
Insumos sólidos: leche en polvo, azúcar, estabilizador
Recepción-pesado de la chalarina 9 min
Selección 25 min
Clasificación 19 min
Lavado 15 min
A la mesa de selección
A las tinas de lavado
Desinfectado 8 min
A la mesa de pelado
Pelado 35 min
Extracción de pulpa 30 min
A la cámara de conservación
Inspección-pesado C/U
Ala marmita
A la cámara de refrigeración
Enfriado
Maduración
A la batidora
Batido 20 min.
A la cámara de congelación
A la mesa de envasado
A la cámara de congelación
Al almacén
1.5hrs
8 min
8 min
10min.
15 min.
36 hrs
A la pulpeadora
Pulpeado 10 min
Cuadro N° 23: Resumen de operaciones para el procesamiento de helado de chalarina
Resumen
Operaciones 15
Transportes 11
Combinadas 2
Demora 1
Almacenamiento 1
Total 30FUENTE: Elaboración propia
5.4. CÁLCULO DEL NÚMERO DE MÁQUINAS PARA PLANTA PRODUCTORA DE HELADO DE CHALARINA
Cuadro N° 24
OPERACIÓNTIEMPO
ESTANDAR POR qq (hora)
PORCENTAJE DE DEFECTOS
DEMANDA PRESENTE
Pasteurización 0.167 3.0
23028.97 L/añoHomogenización 0.25 2.5Pulpeado 0.167 2.0Batido 0.333 3.0Pesado 0.15 2.0
FUENTE: Elaboración propia
DATOS:
2 turnos de 7.5 h cada uno = 15 h/día
24 días /mes
12 meses/año
FORMULAS:
CALCULAMOS H:
H= 15 hd í a
x24 d í as
mesx
12 mesesa ño
=4320 h/a ño
N= TPHC
P= P . B1−f
C= hehe+hm
Número de máquinas

CALCULAMOS P:
P 1=23028.971−0.03
=23741.206≅ 23741
P 2=23028.971−0.025
=23619.456≅ 23619
P 3=23028.971−0.02
=23498.95≅ 23499
P 4=23028.971−0.03
=23741.206≅ 23741
P 5=23028.971−0.02
=23498.95≅ 23499
CALCULAMOS C:
hm= 2 hmant
78 h } x15 h}
d í ax
24 d í asmes
x12 meses
añ o=110 . 77 hmant /añ o¿¿
C= 43204320+110 .77
=0 .975 maq -1
CALCULAMOS N:
N1 =(0 .167 )(23741)( 4320 )(0 . 975) = 0.941 → N1 1 Pasteurizadora
N2 =(0 . 25 )(23619)(4320 )(0 .975) = 1.402 → N2 2 Homogenizadoras
N3 =(0 .167 )(23499)( 4320 )(0 . 975) = 0.932 → N3 1 Pulpeadora
N4=(0 .333 )(23741)( 4320 )(0 . 975) = 1.877 → N4 2 Batidoras
C= hehe+hm
N5=(0 . 15 )(23499)(4320 )(0 .975) = 0.836 → N5 ≅1 Balanza
BALANCE DE LÍNEA DEL PROCESO PRODUCTIVO
Cuadro N° 25
ESTACIÓN MS (min) ESTACIÓN MS (min)
1.Recepcion-pesado de chalarina9
8. Pulpeado 10
2. Selección25
9. Mezcla de ingredientes (sólidos y líquidos)
8
3. Clasificación 19 10 Pasteurización 10
4. Lavado 15 11. Homogenización 15
5. Desinfectado 8 12. Batido 20
6. Pelado 35 13. Congelado 8
7. Extracción de pulpa 30 14. Envasado 30
FUENTE: Elaboración propia
DATOS:
Se cuenta con una eficiencia de 85 %
La producción por día es de 79.96 L
Se trabaja 15 horas por día
2 turnos, 7.5 h cada turno
15 horas por día = 900 min por día
FÓRMULAS A USAR:
MA’ =MSe R=
ab Nt =(M A ')(R) ma’ =
MA´NP
PD =min/d í amin/unid
Cuadro N° 26
N° ESTACIONE
SMS (min) MA MA' R Nt NP ma' ma''
1 9 35 10.588 0.089 0.941 1 10.59 10.592 25 35 29.412 0.089 2.613 3 9.80 9.803 19 35 22.353 0.089 1.986 2 11.18 11.184 15 35 17.647 0.089 1.568 2 8.82 8.825 8 35 9.412 0.089 0.836 1 9.41 9.416 35 35 41.176 0.089 3.658 4 10.29 10.297 30 35 35.294 0.089 3.136 4 8.82 8.828 10 35 11.765 0.089 1.045 1+1=2 11.76 5.889 8 35 9.412 0.089 0.836 1 9.41 9.4110 10 35 11.765 0.089 1.045 1+1=2 11.76 5.8811 15 35 17.647 0.089 1.568 2 8.82 8.8212 20 35 23.529 0.089 2.090 2+1=3 11.76 7.8413 8 35 9.412 0.089 0.836 1 9.41 9.4114 30 35 35.294 0.089 3.136 4 8.82 8.82
32 FUENTE: Elaboración propia
Hallamos R
R=79.96 L /dia900 min /dia
=0.089
La producción por día es de 79.96 L de helado
☺PD=(900/11.76) =76.53 agregamos un operario mas en cada cuello de botella, por ser menor a
la demanda requerida por día
☺PARA CUBRIR NUESTRA DEMANDA REQUERIDA NECESITAMOS 32
OPERARIO EN LA PLANTA PRODUCTORA DE HELADO DE CHALARINA
PD=(900/11.18) = 80.5008945
CALCULO DE SUPERFICIES PARA EL ÁREA DE PROCESO
Calculamos el área mínima de la zona de proceso de muestra planta de helados de chalarina, utilizando el método de Guerchett.
La producción por día es de 79.96 Lts. de helado
Cuadro N° 27
MAQUINAS L A H d N n°
Balanza 0.9 0.7 0.86 - 4 1
Pasteurizadora 1 0.6 0.6 - 4 1
Homogenizadora - - 0.98 0.56 2 2
Pulpeadora 0.70 0.68 0.92 - 2 1
Batidora - - 1.20 1.3 2 2
Cámara de congelación
2.50 1.50 1.80 - 4 1
Cámara de maduración
2.0 1.60 1.30 - 4 1
Mesa de trabajo 2.0 1.50 1.10 - 4 3
Tinas de lavado 1.10 0.80 0.45 4 6
Montacargas 0.8 0.75 1.6 - - 1
Andamios paleteros (con ruedas)
1.8 0.85 1.60 - 4 10
FUENTE: Elaboración propia
Datos- Contamos con 32 operarios con una altura promedio de h=1.65 m.- La superficie total se determina con la siguiente formula:
k= h2 H
Cuadro N° 28
MAQUINAS Ss Sg Se St n° S totalBalanza 0.63 2.52 2.94 6.09 1 6.09
Pasteurizadora 0.60 2.40 2.80 5.80 1 5.80
Homogenizadora 0.25 0.50 0.70 1.45 2 2.90
Pulpeadora 0.48 0.95 1.33 2.76 1 2.76
Batidora 1.33 2.66 3.72 7.71 2 15.42
Cámara de congelación 3.75 15.00 17.48 36.23 1 36.23
Cámara de maduración 3.20 12.80 14.91 30.91 1 30.91
100.09
FUENTE: Elaboración propia
☺Para hallar “Se” necesitamos calcular K que es la constante de relación, primeramente
encontramos los elementos móviles como fijos los cuales tenemos en el siguiente cuadro:
Cuadro N° 29
Elementos móviles (h) n° h (m) Elementos fijos (H) n° h (m)
St = Ss + Sg + Se
Ss = Largo (maquina) * Ancho (maquina)
Sg = Ss * N Se = (Ss + Sg)
Montacargas 1 1.6 Balanza 1 0.86Andamios paleteros (con ruedas) 10 1.60 Pasteurizadora 1 0.6
Operarios 32 1.65 Homogenizadora 2 0.98
Pulpeadora 1 0.92
Batidora 2 1.20
Cámara de congelación 1 1.80
Cámara de maduración 1 1.30
Mesa de trabajo 3 1.10
Tinas de lavado 6 0.45
Total 43 Total 18
FUENTE: Elaboración propia
☺Calculamos k= h2 H
h=(1∗1.6 )+(10∗1.60 )+(32∗1.65)
43=1.64
H=(1∗0.86 )+(1∗0.60 )+(2∗0.98 )+(1∗0.92 )+ (2∗1.20 )+(1∗1.80 )+(1∗1.30 )+(3∗1.10)+(6∗0.45)
18=0.88
k= 1.642(0.88)
= 0.932
El área mínima de la zona de proceso va a ser de 100 m cuadrados
Recommended






![ultimo trabajo[1]](https://img.pdfslide.net/doc/110x75/5571f97949795991698fa5d0/ultimo-trabajo1.jpg)










